JP5320936B2 - Inspection condition setting method and inspection apparatus in periodic pattern unevenness inspection apparatus - Google Patents
Inspection condition setting method and inspection apparatus in periodic pattern unevenness inspection apparatus Download PDFInfo
- Publication number
- JP5320936B2 JP5320936B2 JP2008248753A JP2008248753A JP5320936B2 JP 5320936 B2 JP5320936 B2 JP 5320936B2 JP 2008248753 A JP2008248753 A JP 2008248753A JP 2008248753 A JP2008248753 A JP 2008248753A JP 5320936 B2 JP5320936 B2 JP 5320936B2
- Authority
- JP
- Japan
- Prior art keywords
- diffracted light
- light intensity
- angle
- substrate
- periodic pattern
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000007689 inspection Methods 0.000 title claims description 139
- 230000000737 periodic effect Effects 0.000 title claims description 83
- 238000000034 method Methods 0.000 title claims description 54
- 239000000758 substrate Substances 0.000 claims description 138
- 238000005286 illumination Methods 0.000 claims description 83
- 238000005259 measurement Methods 0.000 claims description 58
- 238000003384 imaging method Methods 0.000 claims description 27
- 230000001678 irradiating effect Effects 0.000 claims description 10
- 230000003287 optical effect Effects 0.000 claims description 7
- 238000006243 chemical reaction Methods 0.000 claims description 3
- 239000000284 extract Substances 0.000 claims 1
- 239000011295 pitch Substances 0.000 description 17
- 238000012545 processing Methods 0.000 description 13
- 230000007547 defect Effects 0.000 description 9
- 238000010586 diagram Methods 0.000 description 6
- 230000008569 process Effects 0.000 description 6
- 239000011159 matrix material Substances 0.000 description 5
- 238000012360 testing method Methods 0.000 description 5
- 230000010365 information processing Effects 0.000 description 4
- 230000007246 mechanism Effects 0.000 description 4
- 230000008859 change Effects 0.000 description 3
- 239000004065 semiconductor Substances 0.000 description 3
- 230000035945 sensitivity Effects 0.000 description 3
- 230000005540 biological transmission Effects 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 230000002250 progressing effect Effects 0.000 description 2
- 230000001953 sensory effect Effects 0.000 description 2
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- 238000012790 confirmation Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 229910001507 metal halide Inorganic materials 0.000 description 1
- 150000005309 metal halides Chemical class 0.000 description 1
- 230000003954 pattern orientation Effects 0.000 description 1
- 238000000206 photolithography Methods 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 238000004445 quantitative analysis Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000003595 spectral effect Effects 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 238000002834 transmittance Methods 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
Images








Landscapes
- Investigating Materials By The Use Of Optical Means Adapted For Particular Applications (AREA)
Description
本発明は、周期性パターンを有する被検査体においてパターンのムラを検査するための装置および方法に関する。周期性パターンとは、一定の間隔を有するパターンの集合体を称し、例えば、パターンが所定のピッチで配列したストライプ状の周期性パターン、または開口部のパターンが所定の周期で2次元的に配列したマトリクス状のパターン等が該当する。周期性パターンを有する被検査体としては特に、半導体装置、撮像デバイスおよび表示デバイス等を製造する際にフォトリソグラフィー処理の露光工程で用いられるフォトマスクが挙げられる。 The present invention relates to an apparatus and method for inspecting pattern unevenness in an inspection object having a periodic pattern. A periodic pattern refers to an aggregate of patterns having a constant interval. For example, a periodic pattern of stripes in which patterns are arranged at a predetermined pitch, or a pattern of openings is two-dimensionally arranged at a predetermined period. Such a matrix pattern corresponds to this. Examples of the inspection object having a periodic pattern include a photomask used in an exposure process of a photolithography process when manufacturing a semiconductor device, an imaging device, a display device, and the like.
従来、半導体装置、撮像デバイスおよび表示デバイス等の製造工程で用いられるフォトマスクとしては、ガラス等の透明基板上にクロム等の遮光膜が一定のパターンに部分的に除去されて構成されたものが知られている。 Conventionally, as a photomask used in a manufacturing process of a semiconductor device, an imaging device, a display device and the like, a photomask that is configured by partially removing a light shielding film such as chromium on a transparent substrate such as glass in a certain pattern is used. Are known.
フォトマスクのような周期性パターンにおけるムラ欠陥は、通常微細なピッチズレや位置ズレが規則的に配列していることが原因であることが多いため、個々のパターン検査では発見することが困難であるが、周期性パターンを広い領域において観察した時に初めて認識される欠陥である。 Uneven defects in periodic patterns such as photomasks are usually caused by the regular arrangement of fine pitch deviations and positional deviations, and are therefore difficult to find by individual pattern inspection. However, this is a defect recognized for the first time when the periodic pattern is observed in a wide area.
従来の周期性パターンにおけるムラ検査では、同軸の透過照明や平面照明を用いて透過率画像を撮像し、各々の画像での光強度を比較することによって正常部とムラ部の視認を行っている。しかし、正常部とムラ部における光の強度差は決して大きいわけではなく、得られる画像のコントラストは低い。そのため、コントラストの低い画像に対しその強度差の処理方法を工夫することでコントラストアップを図り、ムラ部を抽出し検査を行っている(特許文献1参照)。 In the conventional unevenness inspection of periodic patterns, a transmittance image is captured using coaxial transmission illumination or planar illumination, and the normal portion and the unevenness portion are visually recognized by comparing the light intensity in each image. . However, the difference in light intensity between the normal part and the uneven part is not always large, and the contrast of the obtained image is low. For this reason, the contrast difference is improved by devising an intensity difference processing method for an image having a low contrast, and a nonuniformity portion is extracted for inspection (see Patent Document 1).
しかし、上記従来技術においては、格子状周期性パターンのブラックマトリクスのムラ、特に開口部の大きいブラックマトリクスのムラの撮像において、正常部とムラ部でのコントラスト向上が期待されず、強度差の処理を工夫したとしても元画像のコントラストが低い画像の場合の検査では、目視での官能検査方法より低い検査能力しか達成できないという問題がある。 However, in the above-described conventional technique, in the imaging of the black matrix unevenness of the lattice-like periodic pattern, particularly the black matrix unevenness having a large opening, the contrast between the normal portion and the uneven portion is not expected to be improved. However, the inspection in the case of an image with a low contrast of the original image has a problem that only an inspection ability lower than the visual sensory inspection method can be achieved.
一方、半導体の微細化や、微細な表示と明るい画面の電子部品の増加により、前記周期性パターンでは微細化、または開口部比率の増大傾向が進んでいる。将来的には、より開口部の大きい、より微細形状の周期性パターンのムラ検査装置およびその方法が必要となる。すなわち、従来の光の振幅による光の強度(明るさ)の強弱のみの出力では限界がある。 On the other hand, due to the miniaturization of semiconductors and the increase in electronic components with fine displays and bright screens, the periodic pattern tends to be miniaturized or the ratio of openings is increased. In the future, a non-uniformity inspection apparatus and method for a periodic pattern having a finer shape and a larger opening will be required. That is, there is a limit in the conventional output with only the intensity (brightness) of light based on the amplitude of light.
そこで、周期性のあるパターン、例えばブラックマトリクスムラを安定的、高精度に撮像、検出可能な周期性パターンムラ検査装置を提供することを目的として、照明光が被検査体に照射され、周期性パターンによって生じる透過回折光を画像検査する、例えば特許文献2のような検査装置が提案された。周期性パターンの正常部では開口部の形状・ピッチが一定となるため互いに干渉し一定の方向に回折光を生じる。それに対し、ムラ部では開口部の形状、ピッチが不規則になるため、形状、ピッチに応じて種々の方向に、種々の強さで回折光が生じる。この検査装置では、正常部とムラ部における回折光強度コントラストの違いから、ムラ部を検出する方式をとっている。しかし、この装置において、所望の欠陥検査感度を満たす画像を得るためには被検査物の種類毎に最適な検査条件の設定が必要であり、その最適な検査条件設定には作業者の熟練や多大な時間が必要となる。また、作業者間によって検査精度にばらつきが生じるという官能検査的要素を含むため、検査方法の標準化という観点からは好ましくない。 Therefore, for the purpose of providing a periodic pattern unevenness inspection apparatus capable of imaging and detecting a periodic pattern, for example, black matrix unevenness stably and with high accuracy, illumination light is irradiated onto the object to be inspected. For example, an inspection apparatus such as Patent Document 2 for inspecting transmitted diffracted light generated by a pattern has been proposed. In the normal part of the periodic pattern, the shape and pitch of the openings are constant, so that they interfere with each other and generate diffracted light in a certain direction. On the other hand, since the shape and pitch of the opening are irregular in the uneven portion, diffracted light is generated with various intensities in various directions according to the shape and pitch. In this inspection apparatus, a method of detecting a nonuniformity portion from the difference in diffracted light intensity contrast between the normal portion and the nonuniformity portion is adopted. However, in this apparatus, in order to obtain an image satisfying a desired defect inspection sensitivity, it is necessary to set an optimal inspection condition for each type of inspection object. A lot of time is required. In addition, since it includes a sensory test element that inspection accuracy varies among workers, it is not preferable from the viewpoint of standardization of the inspection method.
ところで、周期性パターン、例えばフォトマスクにおいては、パターンの微細化が急速に進んでおり、特にCCD/CMOSイメージャー用フォトマスクにおいては、ウエハ転写時におけるセルピッチが1μmに迫るほどの勢いで世代が進んでいる。 By the way, in a periodic pattern, for example, a photomask, the miniaturization of the pattern is rapidly progressing. Particularly, in a photomask for a CCD / CMOS imager, generations are generated at such a momentum that the cell pitch at the time of wafer transfer approaches 1 μm. Progressing.
一方で、CCD/CMOSイメージャーマスクでは数10μm程度のセルピッチを有するような既存製品に対するムラ検査ニーズも依然として高いのが現状であり、検査対象となる製品におけるセルピッチは多岐に渡ることとなる。従って、このような非常に多岐に渡る被検査物の種類毎に、フレキシブルに検査条件を自動設定することが可能である機能を具備している検査装置が要求される。 On the other hand, with CCD / CMOS imager masks, there is still a high need for unevenness inspection for existing products having a cell pitch of about several tens of μm, and the cell pitch in products to be inspected varies widely. Accordingly, there is a demand for an inspection apparatus having a function capable of automatically setting inspection conditions flexibly for each kind of such a wide variety of inspection objects.
また、適切な検査条件の選定を容易に行える欠陥検査装置を提供することを目的として、複数の中心波長並びに入射角度で測定された被検体の欠陥を有してない部位での反射率データを取得し、この反射率データに基づいて、欠陥の検出に用いる画像の撮像時の中心波長と入射角度とを設定する欠陥検査装置が提案されている(例えば、特許文献3参照)。しかし、この装置においても反射率データより中心波長と入射角度とを決定する工程は作業者の感覚に依存する所が大きく、精度面の問題や、作業者間によって検査精度にばらつきが生じる可能性はなお存在する。 In addition, for the purpose of providing a defect inspection apparatus capable of easily selecting an appropriate inspection condition, reflectance data at a part having no subject defect measured at a plurality of center wavelengths and incident angles is obtained. A defect inspection apparatus that acquires and sets a center wavelength and an incident angle at the time of capturing an image used for defect detection based on the reflectance data has been proposed (see, for example, Patent Document 3). However, even in this device, the process of determining the center wavelength and the incident angle from the reflectance data largely depends on the operator's senses, and there is a possibility of accuracy problems and variations in inspection accuracy among operators. Still exists.
以下に公知文献を記す。
本発明は上記のような問題に鑑みてなされたものであり、その目的とするところは、周期性のあるパターン、特にCCD/CMOSイメージャー用フォトマスクのようにセルピッチやパターンの方向性が多岐にわたるような被検査体に対し、回折光によるコントラストから正常部と変動部とを精度良く識別する為の画像を取得する際における、最適な検査条件設定方法を提供することを目的とする。 The present invention has been made in view of the above problems, and the object of the present invention is to have a periodic pattern, particularly a cell pitch and pattern directionality as in a photomask for a CCD / CMOS imager. It is an object of the present invention to provide an optimal inspection condition setting method for acquiring an image for accurately discriminating between a normal part and a fluctuating part from the contrast of diffracted light.
上記課題を解決するために為された請求項1に記載の発明は、基板面に周期性パターンが形成された基板を検査対象とし、前記基板に照明光を複数の照射角度で斜めに照射し、前記周期性パターンにより生じる回折光を用いて検査するムラ検査装置における検査条件設定方法であって、前記周期性パターンの形状に関する情報を入力する検査対象基板情報入力工程と、前記基板面上の直交する2方向であるX軸Y軸方向における前記基板の位置決め、および前記基板面と直交する基板面法線回りの回転方向における前記基板の位置決めを行う位置決め工程と、前記検査対象基板情報入力工程において入力された前記周期性パターンに関する情報を元に、所定の波長の光源からの光を、前記周期性パターンに対して前記基板面法線方向から照射した場合に生じうる回折光のうち、回折した光強度の極大値が得られる回折光角度とその時の回折光次数を理論計算により取得する回折光強度ピーク角度算出工程と、前記回折光強度ピーク角度算出工程において得られた回折光角度と回折光次数を元に、前記周期性パターンに対し前記照明光を複数の照射角度で照射して回折光強度の測定を行う際の、測定角度範囲を決定するための回折光測定角度範囲決定工程と、前記回折光強度の測定を、前記回折光測定角度範囲決定工程にて決定された測定角度範囲において、前記複数の照射角度について行い、各照射角度に対する回折光強度からなる回折光強度プロファイルを得る回折光強度取得工程と、前記回折光強度取得工程において得られた回折光強度プロファイルと、前記回折光強度ピーク角度算出工程において得られた回折光角度と回折光次数、照明光波長とを元に導出された、照明光の照射角度、撮像倍率および照明光波長を含む検査条件を設定する検査条件設定工程とを含み、前記回折光強度ピーク角度算出工程は、ブラッグの回折条件に基づいて計算が実行され、かつ算出される回折光角度は回折光次数が20次以下の回折光に関するものであることとし、回折光角度の値は少なくとも10度以上であることを特徴とする。
In order to solve the above problems, the invention according to
また請求項2に記載の発明は、基板面に周期性パターンが形成された基板を検査対象とし、前記基板に照明光を複数の照射角度で斜めに照射し、前記周期性パターンにより生じる回折光を用いて検査するムラ検査装置における検査条件設定方法であって、前記周期性パターンの形状に関する情報を入力する検査対象基板情報入力工程と、前記基板面上の直交する2方向であるX軸Y軸方向における前記基板の位置決め、および前記基板面と直交する基板面法線回りの回転方向における前記基板の位置決めを行う位置決め工程と、前記検査対象基板情報入力工程において入力された前記周期性パターンに関する情報を元に、所定の波長の光源からの光を、前記周期性パターンに対して前記基板面法線方向から照射した場合に生じうる回折光のうち、回折した光強度の極大値が得られる回折光角度とその時の回折光次数を理論計算により取得する回折光強度ピーク角度算出工程と、前記回折光強度ピーク角度算出工程において得られた回折光角度と回折光次数を元に、前記周期性パターンに対し前記照明光を複数の照射角度で照射して回折光強度の測定を行う際の、測定角度範囲を決定するための回折光測定角度範囲決定工程と、前記回折光強度の測定を、前記回折光測定角度範囲決定工程にて決定された測定角度範囲において、前記複数の照射角度について行い、各照射角度に対する回折光強度からなる回折光強度プロファイルを得る回折光強度取得工程と、前記回折光強度取得工程において得られた回折光強度プロファイルと、前記回折光強度ピーク角度算出工程において得られた回折光角度と回折光次数、照明光波長とを元に導出された、照明光の照射角度、撮像倍率および照明光波長を含む検査条件を設定する検査条件設定工程とを含み、前記検査条件設定工程は、前記回折光強度取得工程において得られた回折光強度プロファイルの極大値のうち、前記回折光強度ピーク角度算出工程にて算出された回折光角度の値とほぼ一致する照射角度における極大値の中で、光強度値が最も小さい極大値をとる場合の照射角度を検査条件として設定することを特徴とする。 According to a second aspect of the present invention, a substrate having a periodic pattern formed on the substrate surface is an inspection target, and illumination light is obliquely irradiated to the substrate at a plurality of irradiation angles, and diffracted light generated by the periodic pattern. An inspection condition setting method in a non-uniformity inspection apparatus for inspecting using a substrate, an inspection target substrate information input step for inputting information relating to the shape of the periodic pattern, and an X axis Y that is two orthogonal directions on the substrate surface A positioning step for positioning the substrate in the axial direction, and a positioning step for positioning the substrate in a rotation direction around a substrate surface normal perpendicular to the substrate surface; and the periodic pattern input in the inspection target substrate information input step Based on the information, the diffracted light generated when light from a light source of a predetermined wavelength is irradiated from the normal direction of the substrate surface to the periodic pattern. A diffracted light intensity peak angle calculating step for obtaining the maximum value of the diffracted light intensity and the diffracted light order at that time by theoretical calculation; and a diffracted light angle obtained in the diffracted light intensity peak angle calculating step. Diffracted light measurement angle range determination for determining the measurement angle range when measuring the diffracted light intensity by irradiating the periodic pattern with a plurality of irradiation angles based on the diffraction light order And measuring the diffracted light intensity for the plurality of irradiation angles in the measurement angle range determined in the diffracted light measurement angle range determining step, and a diffracted light intensity profile comprising the diffracted light intensity for each irradiation angle. Diffracted light intensity acquisition step, diffracted light intensity profile obtained in the diffracted light intensity acquisition step, and diffracted light intensity peak angle obtained in the step An inspection condition setting step for setting an inspection condition including an irradiation angle of the illumination light, an imaging magnification, and an illumination light wavelength, which is derived based on the folding angle, the diffracted light order, and the illumination light wavelength. Is the maximum value at the irradiation angle that is substantially the same as the value of the diffracted light angle calculated in the diffracted light intensity peak angle calculating step among the maximum values of the diffracted light intensity profile obtained in the diffracted light intensity obtaining step. Among them, the irradiation angle when the light intensity value takes the minimum value is set as the inspection condition.
また請求項3に記載の発明は、前記検査対象基板情報入力工程は、前記周期性パターンに対して、前記基板面法線回りの回転方向における任意の角度で、照明光を照射した場合の回折光強度の取得、検査条件の設定ができるように、前記基板面法線回りの回転方向における角度に関する条件入力が可能であることを特徴とする、請求項1または2に記載のムラ検査装置における検査条件設定方法としたものである。
Further, in the invention according to
また請求項4に記載の発明は、前記回折光測定角度範囲決定工程において、決定される測定角度範囲は、少なくとも10度以上60度以下の範囲内であることを特徴とする、請求項1〜3のいずれかに記載のムラ検査装置における検査条件設定方法としたものである。
The invention according to
また請求項5に記載の発明は、前記回折光強度取得工程は、前記周期性パターンからの回折光の測定を、光電変換素子を利用した光強度測定手段によって実施するものであり、かつ前記光強度測定手段は、前記周期性パターンにより生じる回折光のうち、前記基板面に対して垂直な回折光のみを抽出する光学系を有することを特徴とする、請求項1〜4のいずれかに記載のムラ検査装置における検査条件設定方法としたものである。
The diffracted light intensity acquisition step of the invention described in
また請求項6に記載の発明は、基板面に周期性パターンが形成された基板を検査対象とし、前記基板に照明光を複数の照射角度で斜めに照射し、前記周期性パターンにより生じる回折光を用いて検査するムラ検査装置であって、前記周期性パターンの形状に関する情報を入力する検査対象基板情報入力手段と、前記基板面上の直交する2方向であるX軸Y軸方向における前記基板の位置決め、および前記基板面と直交する基板面法線回りの回転方向における前記基板の位置決めを行う位置決め手段と、前記検査対象基板情報入力手段において入力された前記周期性パターンに関する情報を元に、所定の波長の光源からの光を、前記周期性パターンに対して前記基板面法線方向から照射した場合に生じうる回折光のうち、回折した光強度の極大値が得られる回折光角度とその時の回折光次数を理論計算により取得する回折光強度ピーク角度算出手段と、前記回折光強度ピーク角度算出手段において得られた回折光角度と回折光次数を元に、前記周期性パターンに対し前記照明光を複数の照射角度で照射して回折光強度の測定を行う際の、測定角度範囲を決定するための回折光測定角度範囲決定手段と、前記回折光強度の測定を、前記回折光測定角度範囲決定手段にて決定された測定角度範囲において、前記複数の照射角度について行い、各照射角度に対する回折光強度からなる回折光強度プロファイルを得る回折光強度取得手段と、前記回折光強度取得手段において得られた回折光強度プロファイルと、前記回折光強度ピーク角度算出手段において得られた回折光角度と回折光次数、照明光波長とを元に導出された、照明光の照射角度、撮像倍率および照明光波長を含む検査条件を設定する検査条件設定手段とを有し、前記回折光強度ピーク角度算出手段は、ブラッグの回折条件に基づいて計算が実行され、かつ算出される回折光角度は回折光次数が20次以下の回折光に関するものであることとし、回折光角度の値は少なくとも10度以上であることを特徴とする。 According to a sixth aspect of the present invention, a substrate having a periodic pattern formed on the substrate surface is an inspection target, and illumination light is obliquely irradiated to the substrate at a plurality of irradiation angles, and diffracted light generated by the periodic pattern. A non-uniformity inspection apparatus that inspects using the inspection substrate information input means for inputting information related to the shape of the periodic pattern, and the substrate in the X-axis and Y-axis directions that are two orthogonal directions on the substrate surface And positioning means for positioning the substrate in a rotation direction around a substrate surface normal perpendicular to the substrate surface, and information on the periodic pattern input in the inspection target substrate information input means, Of diffracted light that can be generated when light from a light source of a predetermined wavelength is irradiated from the normal direction of the substrate surface to the periodic pattern, the diffracted light intensity is maximized Based on the diffracted light angle and diffracted light order obtained in the diffracted light intensity peak angle calculating means, the diffracted light intensity peak angle calculating means for obtaining the diffracted light angle and the diffracted light order at that time by theoretical calculation, Diffracted light measurement angle range determining means for determining a measurement angle range when measuring the diffracted light intensity by irradiating the periodic pattern with the illumination light at a plurality of irradiation angles; Diffracted light intensity acquisition means for performing measurement for the plurality of irradiation angles in the measurement angle range determined by the diffracted light measurement angle range determining means, and obtaining a diffracted light intensity profile comprising the diffracted light intensity for each irradiation angle; Diffracted light intensity profile obtained in the diffracted light intensity acquisition means, diffracted light angle and diffracted light order obtained in the diffracted light intensity peak angle calculating means, Inspection condition setting means for setting an inspection condition including an illumination angle of illumination light, an imaging magnification, and an illumination light wavelength, derived based on the bright light wavelength, and the diffracted light intensity peak angle calculation means includes Bragg's The calculation is executed based on the diffraction conditions, and the calculated diffracted light angle relates to diffracted light having a diffracted light order of 20th order or less, and the value of the diffracted light angle is at least 10 degrees or more. And
また請求項7に記載の発明は、基板面に周期性パターンが形成された基板を検査対象とし、前記基板に照明光を複数の照射角度で斜めに照射し、前記周期性パターンにより生じる回折光を用いて検査するムラ検査装置であって、前記周期性パターンの形状に関する情報を入力する検査対象基板情報入力手段と、前記基板面上の直交する2方向であるX軸Y軸方向における前記基板の位置決め、および前記基板面と直交する基板面法線回りの回転方向における前記基板の位置決めを行う位置決め手段と、前記検査対象基板情報入力手段において入力された前記周期性パターンに関する情報を元に、所定の波長の光源からの光を、前記周期性パターンに対して前記基板面法線方向から照射した場合に生じうる回折光のうち、回折した光強度の極大値が得られる回折光角度とその時の回折光次数を理論計算により取得する回折光強度ピーク角度算出手段と、前記回折光強度ピーク角度算出手段において得られた回折光角度と回折光次数を元に、前記周期性パターンに対し前記照明光を複数の照射角度で照射して回折光強度の測定を行う際の、測定角度範囲を決定するための回折光測定角度範囲決定手段と、前記回折光強度の測定を、前記回折光測定角度範囲決定手段にて決定された測定角度範囲において、前記複数の照射角度について行い、各照射角度に対する回折光強度からなる回折光強度プロファイルを得る回折光強度取得手段と、前記回折光強度取得手段において得られた回折光強度プロファイルと、前記回折光強度ピーク角度算出手段において得られた回折光角度と回折光次数、照明光波長とを元に導出された、照明光の照射角度、撮像倍率および照明光波長を含む検査条件を設定する検査条件設定手段とを有し、前記検査条件設定手段は、前記回折光強度取得工程において得られた回折光強度プロファイルの極大値のうち、前記回折光強度ピーク角度算出工程にて算出された回折光角度の値とほぼ一致する照射角度における極大値の中で、光強度値が最も小さい極大値をとる場合の照射角度を検査条件として設定することを特徴とする。
According to a seventh aspect of the present invention, a substrate having a periodic pattern formed on the substrate surface is an inspection object, and illumination light is obliquely irradiated to the substrate at a plurality of irradiation angles, and diffracted light generated by the periodic pattern a unevenness inspection device for inspecting with the in inspection and target substrate information input means, a two orthogonal directions on the substrate plane X-axis Y-axis direction for inputting information about the shape of the periodic pattern substrate And positioning means for positioning the substrate in a rotation direction around a substrate surface normal perpendicular to the substrate surface, and information on the periodic pattern input in the inspection target substrate information input means, Of diffracted light that can be generated when light from a light source of a predetermined wavelength is irradiated from the normal direction of the substrate surface to the periodic pattern, the diffracted light intensity is maximized Based on the diffracted light angle and diffracted light order obtained in the diffracted light intensity peak angle calculating means, the diffracted light intensity peak angle calculating means for obtaining the diffracted light angle and the diffracted light order at that time by theoretical calculation, Diffracted light measurement angle range determining means for determining a measurement angle range when measuring the diffracted light intensity by irradiating the periodic pattern with the illumination light at a plurality of irradiation angles; Diffracted light intensity acquisition means for performing measurement for the plurality of irradiation angles in the measurement angle range determined by the diffracted light measurement angle range determining means, and obtaining a diffracted light intensity profile comprising the diffracted light intensity for each irradiation angle; Diffracted light intensity profile obtained in the diffracted light intensity acquisition means, diffracted light angle and diffracted light order obtained in the diffracted light intensity peak angle calculating means, Meiko derived based on the wavelength, the irradiation angle of the illumination light, and a test condition setting means for setting the inspection conditions including an imaging magnification and illumination light wavelength, said inspection condition setting means, the diffracted light intensity acquisition Among the maximum values of the diffracted light intensity profile obtained in the process, the light intensity value is among the maximum values at the irradiation angle that approximately matches the value of the diffracted light intensity peak angle calculated in the diffracted light intensity peak angle calculating step. The irradiation angle when taking the smallest maximum value is set as an inspection condition .
本発明の周期性パターンのムラ検査装置および方法によれば、周期性のあるパターン、特にCCD/CMOSイメージャー用フォトマスクのようにセルピッチやパターンの方向性が多岐にわたるような被検査体に対し、回折光によるコントラストから正常部と変動部とを精度良く識別する為の画像を取得する際における、最適な検査条件設定を実施することができる。 According to the periodic pattern unevenness inspection apparatus and method of the present invention, a periodic pattern, particularly a test object having a wide range of cell pitches and pattern orientations, such as a photomask for a CCD / CMOS imager. Therefore, it is possible to set an optimum inspection condition when acquiring an image for accurately discriminating between a normal part and a fluctuating part from the contrast by diffracted light.
以下に、本発明の適用する周期性パターンのムラ検査装置における検査条件設定方法の第1の実施形態について説明する。 A first embodiment of an inspection condition setting method in a periodic pattern unevenness inspection apparatus to which the present invention is applied will be described below.
図1は本発明に係る第1の実施形態の方法を適用するムラ検査装置1の一部を概略的に示した構成図である。図1では透過回折光を得るための装置構成例を示している。なお、本装置は外乱光や迷光を極力低減させた暗環境かつ被検査基板への異物付着を防止するクリーン環境で稼動されることが望ましい。
FIG. 1 is a configuration diagram schematically showing a part of an
図1に示すように、本装置は透過照明部10と、被検査基板60の位置決め動作および基板搬送動作が可能なX−Y−θステージ部20と、被検査基板60の位置決めを実施するためのアライメント用撮像部30と、被検査基板60からの回折光強度を取得するための回折光強度測定部40と、処理・制御部100から構成されている。
ここで、被検査基板60の基板面には周期性パターンが形成されている。ここで基板面とは被検査基板60の厚さ方向の一方に位置する面である。
As shown in FIG. 1, the apparatus performs positioning of the transmitted
Here, a periodic pattern is formed on the substrate surface of the inspected
処理・制御部100は、透過照明部10、X−Y−θステージ部20、アライメント用撮像部30、回折光強度測定部40を構成する機器類の動作制御を行い、アライメント用撮像部30および回折光強度測定部40からの出力を画像情報、あるいは信号情報として入力を行い、演算処理を行う。さらにその処理結果や処理画像を、表示手段104に表示する。
The processing /
透過照明部10では、円弧レール11が設置されており、円弧レール11には照明ヘッド12が設けられており、光源13からはライトガイド14を用いて導光している。円弧レール11上で照明ヘッド12を駆動することによって被検査基板60の基板面に対して垂直方向の照射角度調整を可能としている(なお、この駆動軸をφ軸と定義する)。円弧レール11上のどの位置にあっても照明ヘッド12は、X−Y−θステージ部20上の所定位置に照明光を照射することができるように調整されており、これによって、X−Y−θステージ部20上の被検査基板60の基板面に対して、様々な照射角度からの透過照明が可能となっている。
In the transmitted
なお、照明ヘッド12には平行光学系が設けられている。光源13にはフィルターチェンジャー機構が設けられており、複数の波長選択フィルタを用いることが可能となっている。また、本実施形態では光源13にはメタルハライドランプを用いており、動作時間に対する光量変動幅が1%以下で光量安定度が高いものを選定していることが特徴である。
The
図2は、X−Y−θステージ部20を模式的に示したものである。被検査基板60は、X−Y−θステージ部20の所定の位置に載置される。被検査基板60載置部は、中空であることが特徴である。
FIG. 2 schematically shows the XY-
X−Y−θステージ部20は、被検査基板60を図2のX軸方向およびY軸方向に平行移動する機能と、被検査基板60をその基板面と直交する基板面法線周りの回転方向に360°回転させる機能を有する(この回転中心の軸をθ軸とする。)。これによって、予め設定した動作手順に従って被検査基板60をX軸およびY軸方向に駆動する。また、θ軸を中心として被検査基板60を面内回転させることにより、被検査基板60の基板面内への照明照射方向の調整が可能である。
The XY-
アライメント用撮像部30は、カメラ31、レンズ32、照明33、そして照明制御装置34から構成される。被検査基板60上のアライメントマークを含む領域に対して同軸落射形式で照明光が照射され、その観察画像がカメラ31により撮像される。なお、照明制御装置34により、照明は点灯/消灯制御および照明光強度の調節ができるようになっており、実際の制御動作は処理・制御部100により実施される。なお、本実施例ではカメラ31にはエリアCCDカメラを、レンズ32には同軸落射形式の固定倍率テレセントリックレンズを、そして照明33には高輝度スポット型の白色LEDを用いている。
The
回折光強度測定部40は、光電センサー41と、平行光学系42から構成される。光電センサー41としては、可視光域に分光感度特性を有している光電変換素子を具備していることが望ましい。
The diffracted light
処理・制御部100では、情報処理手段101にて透過照明部10、X−Y−θステージ部20、アライメント用撮像部30、および回折光強度測定部40の動作管理および制御を行う。
In the processing /
図3は、本発明に係る第1の実施形態による方法を示すフローチャート図である。本発明に係る第1の実施形態による方法は、S1〜S7という一連のステップによって行われる。以下、各ステップの内容をステップ順に説明する。なお、被検査基板60の着脱等のオペレーション操作についてはフローから割愛する。
FIG. 3 is a flow chart illustrating a method according to the first embodiment of the present invention. The method according to the first embodiment of the present invention is performed by a series of steps S1 to S7. Hereinafter, the contents of each step will be described in the order of steps. Note that operation operations such as attachment / detachment of the inspected
被検査基板60におけるピッチ、チップレイアウト、管理No.等の製品情報を、情報処理手段101へ入力する(S1)。またこの段階で、前述したθ軸の種類も入力する。
情報処理手段101は周期性パターンの形状に関する情報を入力する検査対象基板情報入力手段を構成している。
ここで、図4に被検査基板60とθとの対応関係を示す(この場合は、例としてθ=0゜、45゜、90゜、135゜の4種類について定義してある)。
The pitch, chip layout, management No. And the like are input to the information processing means 101 (S1). At this stage, the type of the θ axis described above is also input.
The information processing means 101 constitutes inspection target board information input means for inputting information related to the shape of the periodic pattern.
Here, FIG. 4 shows the correspondence relationship between the inspected
X、Y、θ軸の調整とアライメント用撮像部30により、被検査基板60に対するアライメント動作を実施する(S2)。
すなわち、X−Y−θステージ部20とアライメント用撮像部30と処理・制御部100により、基板面上の直交する2方向であるX軸Y軸方向における位置決め、および基板面と直交する基板面法線回りの回転方向における位置決めを行う位置決め手段を構成している。
An alignment operation for the inspected
That is, positioning in the X-axis and Y-axis directions, which are two directions orthogonal to each other on the substrate surface, and the substrate surface orthogonal to the substrate surface by the XY-
式(1)に示す回折格子方程式に基づき、S1にて入力されたピッチの値から回折光強度のピークが得られる角度φ(m)を、各回折光次数mについて計算する(S3)。
本実施例では、10゜≦φ(m)≦60゜かつm≦20を満たす全ての角度φ(m)を計算する。ここで、φ(m)、およびmを上記範囲としたのは、次の理由による。φ(m)が10°より小さい場合は、照明ヘッド12からの直接光(0次回折光)が回折光強度測定部40に入射する可能性があるため、光強度が強い直接光により光電センサー41が損傷するのを回避する必要があるとともに、0次回折光はもともと検査対象物のムラの有無を判断するのに寄与しないため、なるべく入射させないほうがよい。また、φ(m)が60°より大きいか、mが20より大きい場合は、回折光の強度が弱くなるので、その回折光強度プロファイルが検査条件を決定するのに有用なデータとは言えなくなる。
以上の理由により、φ(m)およびmを上記範囲とした。
また、(1)式による計算は、R、G、B3色の光学フィルタを利用した場合における照明光中心波長λそれぞれについて実施する。Rフィルタを利用する場合は、λ=670nm、Gフィルタを利用する場合は、λ=540nm、Gフィルタを利用する場合は、λ=435nmとする。本実施例においては、Gフィルタを利用した場合について説明する。但し、S1にて決定したθに応じて光の照射方向に対応した見かけ上のピッチの値が変化するので、各θ軸における見かけ上のピッチdiを導出する必要がある。0゜≦θ≦45゜、および90゜≦θ≦135゜のときは、di=(ピッチ)/cosθとして導出され、45゜≦θ≦90゜、135゜≦θ≦180゜のときは、di=(ピッチ)/cos(90゜−θ)として導出される。図5に、Gフィルタ利用時において、di=15μmとして計算を実施した場合における、回折光次数mと回折角φ(m)との関係を示す。
![]()
In this embodiment, all angles φ (m) satisfying 10 ° ≦ φ (m) ≦ 60 ° and m ≦ 20 are calculated. Here, the reason why φ (m) and m are in the above ranges is as follows. When φ (m) is smaller than 10 °, direct light (0th-order diffracted light) from the
For the above reasons, φ (m) and m are in the above ranges.
Further, the calculation according to the equation (1) is performed for each of the illumination light center wavelengths λ when the R, G, and B optical filters are used. Λ = 670 nm when using the R filter, λ = 540 nm when using the G filter, and λ = 435 nm when using the G filter. In this embodiment, a case where a G filter is used will be described. However, since the apparent pitch value corresponding to the light irradiation direction changes according to θ determined in S1, it is necessary to derive the apparent pitch di on each θ axis. When 0 ° ≦ θ ≦ 45 ° and 90 ° ≦ θ ≦ 135 °, it is derived as di = (pitch) / cos θ, and when 45 ° ≦ θ ≦ 90 ° and 135 ° ≦ θ ≦ 180 °, It is derived as di = (pitch) / cos (90 ° −θ). FIG. 5 shows the relationship between the diffracted light order m and the diffraction angle φ (m) when the calculation is performed with di = 15 μm when the G filter is used.
![]()
S3にて計算された、10゜≦φ(m)≦60゜かつm≦20を満たす全ての回折角φ(m)のうち、最小角度をφs、最大角度をφeとし、回折光強度測定を実施する角度範囲をφs≦φ(m)≦φeと定義する(S4)。本実施例では、Δφ(m)=0.5゜とする。 Of all diffraction angles φ (m) satisfying 10 ° ≦ φ (m) ≦ 60 ° and m ≦ 20 calculated in S3, the minimum angle is φs and the maximum angle is φe, and the diffracted light intensity measurement is performed. The angle range to be implemented is defined as φs ≦ φ (m) ≦ φe (S4). In this embodiment, Δφ (m) = 0.5 °.
回折光強度測定実施対象パターンが光電センサー41の中心位置にくるように、X−Y−θステージ部20を駆動させる(S5)。
The XY-
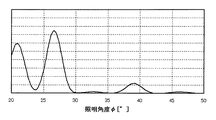
回折光強度測定部40、および透過照明部10を活用して、S1にて設定した所定のθ軸において、S4にて設定された回折光測定角度範囲φs≦φ(m)≦φeにおいて、一定の刻み角度幅(本実施例では0.5゜刻み)にて被検査基板60における回折光強度を測定し、回折光強度プロファイルを得る(S6)。
Utilizing the diffracted light
φs≦φ(m)≦φeの範囲で円弧レール11を一定刻み角度で駆動させ、被検査基板60へ照明光を投光する。その際、被検査基板60上の周期性パターンにおいて発生する回折光強度は連続的に変化することとなる。この回折光強度変化を、光電センサー41にて光強度として取得する。この時、被検査基板60は固定したままである。本実施例における測定方法模式図を図6に、また測定により得られた回折光強度プロファイルの例を図7に示す。
The
S6にて取得された回折光強度プロファイルにおいて、S3にて得られた回折角φ(m)に対応する極大値に着目し、そのうち最も光強度値が小さい極大値における角度φ(m)の値を、検査角度φIとして決定する。決定された照明角度において、所望の光量値が確保されるように照明光量を調整した後、検査条件が設定される(S7)。図8に、回折光強度プロファイルと、算出された回折角φ(m)から条件設定する方法について模式的に示す。 In the diffracted light intensity profile acquired in S6, paying attention to the maximum value corresponding to the diffraction angle φ (m) obtained in S3, the value of the angle φ (m) at the maximum value with the smallest light intensity value. Is determined as the inspection angle φI. After adjusting the illumination light quantity so as to ensure a desired light quantity value at the determined illumination angle, inspection conditions are set (S7). FIG. 8 schematically shows a method for setting conditions from the diffracted light intensity profile and the calculated diffraction angle φ (m).
図8中に示した評価値Cというパラメータは、実際に検出されたムラ欠陥画像における正常部と変動部における輝度値のコントラスト比を取った値である。Cの値が照明角度に応じて変動し、検査角度φIにおいてその値が最も大きくなっていることが示される。つまり、この照明角度において最も良く正常部と変動部とのコントラストが識別可能であることを示している。 The parameter called evaluation value C shown in FIG. 8 is a value obtained by taking the contrast ratio of the luminance values in the normal part and the fluctuation part in the actually detected mura defect image. It is shown that the value of C varies depending on the illumination angle, and the value is the largest at the inspection angle φI. That is, it is shown that the contrast between the normal part and the fluctuation part can be best identified at this illumination angle.
S3〜S7までのフローは、S1にて設定したθ軸分だけ繰り返し実施する。
全てのθ軸について検査条件が決定された後、実際の検査動作へ移行する。
S3〜S7までのフローは、処理・制御部100により実行される。
すなわち、処理・制御部100はS1で入力された前記周期性パターンに関する情報を元に、所定の波長λの光源からの光を、周期性パターンに対して基板面法線方向から照射した場合に生じうる回折光のうち、回折した光強度の極大値が得られる回折光角度とその時の回折光次数を理論計算により取得する回折光強度ピーク角度算出手段をも構成している(S3)。
また、処理・制御部100は、S3で得られた回折光角度と回折光次数を元に、周期性パターンに対し照明光を複数の照射角度で照射して回折光強度の測定を行う際の、測定角度範囲を決定するための回折光測定角度範囲決定手段をも構成している(S4)。
また、処理・制御部100は、回折光強度の測定を、S4で決定された測定角度範囲において、複数の照射角度について行い、各照射角度に対する回折光強度からなる回折光強度プロファイルを得る回折光強度取得手段をも構成している(S6)。
また、処理・制御部100は、S6で得られた回折光強度プロファイルと、S3で得られた回折光角度と回折光次数、照明光波長とを元に導出された、照明光の照射角度、撮像倍率および照明光波長を含む検査条件を設定する検査条件設定手段をも構成している(S7)。
The flow from S3 to S7 is repeated for the θ axis set in S1.
After the inspection conditions are determined for all the θ axes, the process proceeds to an actual inspection operation.
The flow from S3 to S7 is executed by the processing /
That is, when the processing /
Further, the processing /
In addition, the processing /
In addition, the processing /
本発明に係る第1の実施形態の方法では、検査条件設定に際して、所望する検査感度が得られるまで検査条件を変更し、検査実行と検査結果の確認を繰り返す必要があるという従来必要とされていた工程を排し、検査条件設定に費やされる労力・タクトを削減することが可能となる。また定量的な手法を用いていることで、作業者間における検査精度のばらつきを解消することが可能となる。 In the method of the first embodiment according to the present invention, when setting the inspection conditions, it is conventionally necessary to change the inspection conditions until the desired inspection sensitivity is obtained, and to repeat the inspection execution and the inspection result confirmation. Therefore, it is possible to reduce labor and tact spent on setting inspection conditions. In addition, by using a quantitative method, it is possible to eliminate variations in inspection accuracy among workers.
次に、本発明に係る第2の実施形態の方法について説明する。本発明に係る第2の実施形態の概略装置構成は図1と同様であり、また本発明に係る第2の実施形態による方法は同様に図3に示すフローチャートに則って行われる。但し、本発明に係る第2の実施形態の方法においては、光電センサー41としてラインセンサカメラを利用する。なお本発明に係る第2の実施形態による方法においては、カメラ41は4096画素のラインセンサカメラを用いているが、カメラ露光時間調整機能を用いても一定の輝度値を確保できない場合には、TDIラインセンサカメラを使用してもよい。また、複数台の性能の異なるカメラとカメラ切替機構を具備することにより、使用カメラの切替で測定毎に最適なものを選択できるようにしてもよい。また、照明ヘッド12は、ライン型照明ヘッドであっても良い。
Next, a method according to the second embodiment of the present invention will be described. The schematic apparatus configuration of the second embodiment according to the present invention is the same as that of FIG. 1, and the method according to the second embodiment of the present invention is similarly performed according to the flowchart shown in FIG. However, in the method of the second embodiment according to the present invention, a line sensor camera is used as the
平行光学系42には、光学倍率可変の電動ズームレンズ、あるいは、ターレット、レボルバー等のレンズ切替機構を具備した、複数の単倍ラインセンサ用テレセントリックレンズを用いる。このとき、絞りの自動調整機能が備わっていてもよい。撮像倍率は、被検査基板60における周期性パターンのピッチにもよるが、0.2倍程度の低倍域から3倍程度の高倍域まで確保されていることが望ましい。本発明に係る第2の実施形態による方法においては、レンズ倍率1.4倍のラインセンサ用テレセントリックレンズを用いて測定を実施した。
For the parallel
本発明に係る第2の実施形態の方法について、図3に示したフローを基に説明する。なお、S1〜S4までのステップは、本発明に係る第1の実施形態の方法と同様であるため割愛する。 A method according to the second embodiment of the present invention will be described based on the flow shown in FIG. Note that steps S1 to S4 are omitted because they are the same as the method of the first embodiment according to the present invention.
回折光強度測定実施対象パターンが光電センサー41であるラインセンサカメラの中心位置にくるように、X−Y−θステージ部20を駆動させる(S5)。
The XY-
回折光強度測定部40、および透過照明部10を活用して、S1にて設定した所定のθ軸において、S4にて設定された回折光測定角度範囲φs≦φ(m)≦φeにおいて、一定の刻み角度幅(本実施例では0.5°刻み)にて被検査基板60における回折光強度を測定し、回折光強度プロファイルを得る(S6)。
Utilizing the diffracted light
φs≦φ(m)≦φeの範囲で円弧レール11を一定刻み角度で駆動させ、被検査基板60へ照明光を投光する。その際、被検査基板60上の周期性パターンにおいて発生する回折光強度は連続的に変化することになる。この回折光強度変化を、光電センサー41として使用しているラインセンサカメラにて、1LINE分の輝度情報として取得する。このとき取得する輝度値としては、1LINE分のピクセル数(本実施形態による方法では4096ピクセル)にて取得された輝度値の平均値を用いるが、1LINE分のピクセル数において取得された輝度値の最大値を用いてもよい。図9に、ラインセンサカメラを用いて取得した回折光強度プロファイルの例を示す。
The
S6にて取得された回折光強度プロファイルにおいて、S3にて得られた回折角φ(m)に対応する極大値に着目し、そのうち最も光強度値が小さい極大値における角度φ(m)の値を、検査角度φIとして決定する。決定された照明角度において、所望の光量値が確保されるように照明光量を調整した後、検査条件が設定される(S7)。 In the diffracted light intensity profile acquired in S6, paying attention to the maximum value corresponding to the diffraction angle φ (m) obtained in S3, the value of the angle φ (m) at the maximum value with the smallest light intensity value. Is determined as the inspection angle φI. After adjusting the illumination light quantity so as to ensure a desired light quantity value at the determined illumination angle, inspection conditions are set (S7).
本発明に係る第2の実施形態の方法においても、S3〜S7までのフローは、S1にて設定したθ軸分だけ繰り返し実施する。全てのθ軸について検査条件が決定された後、検査撮像部としてラインセンサカメラを使用して、実際の検査動作へ移行する。 Also in the method of the second embodiment according to the present invention, the flow from S3 to S7 is repeated for the θ axis set in S1. After the inspection conditions are determined for all the θ axes, a line sensor camera is used as an inspection imaging unit, and the process proceeds to an actual inspection operation.
本発明に係る第2の実施形態の方法においては、光電センサー41としてラインセンサカメラを用いるため、本発明に係る第2の実施形態の方法において設定された検査条件を活用し、実際の検査撮像による画像取得動作にも、光電センサー41のラインセンサカメラを撮像手段として用いることができる。つまり、回折光強度測定部40と検査撮像部とを共通化することが可能となり、機構部・機材削減によるコスト低減化へも寄与できる。
In the method of the second embodiment according to the present invention, since a line sensor camera is used as the
以上説明したように、本発明に係る実施形態の方法によれば、フォトマスクやブラックマトリックス等の周期性パターンを有する製品における検査装置において、検査条件設定作業の労力削減が可能であり、精度良く欠陥検査に最適な照明角度を理論に基づいて設定することができる。また、作業者間の検査精度ばらつきを抑制することが可能となる。 As described above, according to the method of the embodiment of the present invention, it is possible to reduce labor for setting inspection conditions in an inspection apparatus for a product having a periodic pattern such as a photomask or a black matrix, and with high accuracy. The optimal illumination angle for defect inspection can be set based on theory. In addition, it is possible to suppress variations in inspection accuracy among workers.
10 透過照明部
11 円弧レール
12 照明ヘッド
13 光源
14 ライトガイド
20 X−Y−θステージ部
30 アライメント用撮像部
31 カメラ
32 レンズ
33 照明
34 照明制御装置
40 回折光強度測定部
41 光電センサー
42 平行光学系
60 被検査基板
100 処理・制御部
101 情報処理手段
102 信号入力装置
103 信号入力装置
104 表示手段
105 対人操作手段
DESCRIPTION OF
Claims (7)
前記周期性パターンの形状に関する情報を入力する検査対象基板情報入力工程と、
前記基板面上の直交する2方向であるX軸Y軸方向における前記基板の位置決め、および前記基板面と直交する基板面法線回りの回転方向における前記基板の位置決めを行う位置決め工程と、
前記検査対象基板情報入力工程において入力された前記周期性パターンに関する情報を元に、所定の波長の光源からの光を、前記周期性パターンに対して前記基板面法線方向から照射した場合に生じうる回折光のうち、回折した光強度の極大値が得られる回折光角度とその時の回折光次数を理論計算により取得する回折光強度ピーク角度算出工程と、
前記回折光強度ピーク角度算出工程において得られた回折光角度と回折光次数を元に、前記周期性パターンに対し前記照明光を複数の照射角度で照射して回折光強度の測定を行う際の、測定角度範囲を決定するための回折光測定角度範囲決定工程と、
前記回折光強度の測定を、前記回折光測定角度範囲決定工程にて決定された測定角度範囲において、前記複数の照射角度について行い、各照射角度に対する回折光強度からなる回折光強度プロファイルを得る回折光強度取得工程と、
前記回折光強度取得工程において得られた回折光強度プロファイルと、前記回折光強度ピーク角度算出工程において得られた回折光角度と回折光次数、照明光波長とを元に導出された、照明光の照射角度、撮像倍率および照明光波長を含む検査条件を設定する検査条件設定工程とを含み、
前記回折光強度ピーク角度算出工程は、ブラッグの回折条件に基づいて計算が実行され、かつ算出される回折光角度は回折光次数が20次以下の回折光に関するものであることとし、回折光角度の値は少なくとも10度以上である、
ことを特徴とするムラ検査装置における検査条件設定方法。 Inspection in a non-uniformity inspection apparatus that inspects a substrate having a periodic pattern formed on the substrate surface, irradiates the substrate obliquely with illumination light at a plurality of irradiation angles, and inspects using diffracted light generated by the periodic pattern A condition setting method,
An inspection target substrate information input step for inputting information on the shape of the periodic pattern;
A positioning step for positioning the substrate in two orthogonal positioning of the substrate in the X-axis Y-axis direction is a direction, and the rotation direction of the substrate surface normal rotation perpendicular to the substrate surface on the substrate surface,
Occurs when light from a light source of a predetermined wavelength is irradiated from the normal direction of the substrate surface to the periodic pattern based on information on the periodic pattern input in the inspection target substrate information input step. Diffracted light intensity peak angle calculation step of obtaining the diffracted light angle and the diffracted light order at that time from the theoretical calculation among the diffracted light that can be obtained,
Based on the diffracted light angle and the diffracted light order obtained in the diffracted light intensity peak angle calculating step, the diffracted light intensity is measured by irradiating the periodic pattern with the illumination light at a plurality of irradiation angles. Diffracted light measurement angle range determining step for determining the measurement angle range;
The diffracted light intensity is measured for the plurality of irradiation angles in the measurement angle range determined in the diffracted light measurement angle range determination step, and diffraction is obtained to obtain a diffracted light intensity profile composed of the diffracted light intensity for each irradiation angle. A light intensity acquisition step;
Based on the diffracted light intensity profile obtained in the diffracted light intensity acquisition step, the diffracted light angle obtained in the diffracted light intensity peak angle calculating step, the diffracted light order, and the illumination light wavelength, the illumination light is derived. Including an inspection condition setting step for setting an inspection condition including an irradiation angle, an imaging magnification, and an illumination light wavelength ,
In the diffracted light intensity peak angle calculating step, calculation is performed based on Bragg diffraction conditions, and the calculated diffracted light angle relates to diffracted light having a diffracted light order of 20th or less. The value of is at least 10 degrees,
An inspection condition setting method in a non- uniformity inspection apparatus.
前記周期性パターンの形状に関する情報を入力する検査対象基板情報入力工程と、 An inspection target substrate information input step for inputting information on the shape of the periodic pattern;
前記基板面上の直交する2方向であるX軸Y軸方向における前記基板の位置決め、および前記基板面と直交する基板面法線回りの回転方向における前記基板の位置決めを行う位置決め工程と、 A positioning step for positioning the substrate in the X-axis and Y-axis directions, which are two orthogonal directions on the substrate surface, and for positioning the substrate in a rotation direction about a substrate surface normal perpendicular to the substrate surface;
前記検査対象基板情報入力工程において入力された前記周期性パターンに関する情報を元に、所定の波長の光源からの光を、前記周期性パターンに対して前記基板面法線方向から照射した場合に生じうる回折光のうち、回折した光強度の極大値が得られる回折光角度とその時の回折光次数を理論計算により取得する回折光強度ピーク角度算出工程と、 Occurs when light from a light source of a predetermined wavelength is irradiated from the normal direction of the substrate surface to the periodic pattern based on information on the periodic pattern input in the inspection target substrate information input step. Diffracted light intensity peak angle calculation step of obtaining the diffracted light angle and the diffracted light order at that time from the theoretical calculation among the diffracted light that can be obtained,
前記回折光強度ピーク角度算出工程において得られた回折光角度と回折光次数を元に、前記周期性パターンに対し前記照明光を複数の照射角度で照射して回折光強度の測定を行う際の、測定角度範囲を決定するための回折光測定角度範囲決定工程と、 Based on the diffracted light angle and the diffracted light order obtained in the diffracted light intensity peak angle calculating step, the diffracted light intensity is measured by irradiating the periodic pattern with the illumination light at a plurality of irradiation angles. Diffracted light measurement angle range determining step for determining the measurement angle range;
前記回折光強度の測定を、前記回折光測定角度範囲決定工程にて決定された測定角度範囲において、前記複数の照射角度について行い、各照射角度に対する回折光強度からなる回折光強度プロファイルを得る回折光強度取得工程と、 The diffracted light intensity is measured for the plurality of irradiation angles in the measurement angle range determined in the diffracted light measurement angle range determination step, and diffraction is obtained to obtain a diffracted light intensity profile composed of the diffracted light intensity for each irradiation angle. A light intensity acquisition step;
前記回折光強度取得工程において得られた回折光強度プロファイルと、前記回折光強度ピーク角度算出工程において得られた回折光角度と回折光次数、照明光波長とを元に導出された、照明光の照射角度、撮像倍率および照明光波長を含む検査条件を設定する検査条件設定工程とを含み、 Based on the diffracted light intensity profile obtained in the diffracted light intensity acquisition step, the diffracted light angle obtained in the diffracted light intensity peak angle calculating step, the diffracted light order, and the illumination light wavelength, the illumination light is derived. Including an inspection condition setting step for setting an inspection condition including an irradiation angle, an imaging magnification, and an illumination light wavelength,
前記検査条件設定工程は、前記回折光強度取得工程において得られた回折光強度プロファイルの極大値のうち、前記回折光強度ピーク角度算出工程にて算出された回折光角度の値とほぼ一致する照射角度における極大値の中で、光強度値が最も小さい極大値をとる場合の照射角度を検査条件として設定する、 The inspection condition setting step includes an irradiation that substantially matches the value of the diffracted light angle calculated in the diffracted light intensity peak angle calculating step among the maximum values of the diffracted light intensity profile obtained in the diffracted light intensity acquiring step. Set the irradiation angle as the inspection condition when the light intensity value is the smallest among the maximum values in the angle,
ことを特徴とする、 It is characterized by
ムラ検査装置における検査条件設定方法。 Inspection condition setting method in unevenness inspection apparatus.
前記周期性パターンの形状に関する情報を入力する検査対象基板情報入力手段と、 Inspection target substrate information input means for inputting information on the shape of the periodic pattern;
前記基板面上の直交する2方向であるX軸Y軸方向における前記基板の位置決め、および前記基板面と直交する基板面法線回りの回転方向における前記基板の位置決めを行う位置決め手段と、 Positioning means for positioning the substrate in the X-axis and Y-axis directions, which are two orthogonal directions on the substrate surface, and positioning the substrate in a rotational direction around a normal to the substrate surface orthogonal to the substrate surface;
前記検査対象基板情報入力手段において入力された前記周期性パターンに関する情報を元に、所定の波長の光源からの光を、前記周期性パターンに対して前記基板面法線方向から照射した場合に生じうる回折光のうち、回折した光強度の極大値が得られる回折光角度とその時の回折光次数を理論計算により取得する回折光強度ピーク角度算出手段と、 Occurs when light from a light source of a predetermined wavelength is irradiated from the normal direction of the substrate surface to the periodic pattern based on information on the periodic pattern input by the inspection target substrate information input means. Diffracted light intensity peak angle calculating means for obtaining a diffracted light angle and a diffracted light order at that time by a theoretical calculation among the diffracted light,
前記回折光強度ピーク角度算出手段において得られた回折光角度と回折光次数を元に、前記周期性パターンに対し前記照明光を複数の照射角度で照射して回折光強度の測定を行う際の、測定角度範囲を決定するための回折光測定角度範囲決定手段と、 Based on the diffracted light angle and the diffracted light order obtained by the diffracted light intensity peak angle calculating means, the diffracted light intensity is measured by irradiating the periodic pattern with the illumination light at a plurality of irradiation angles. Diffracted light measurement angle range determining means for determining the measurement angle range;
前記回折光強度の測定を、前記回折光測定角度範囲決定手段にて決定された測定角度範囲において、前記複数の照射角度について行い、各照射角度に対する回折光強度からなる回折光強度プロファイルを得る回折光強度取得手段と、 The diffracted light intensity is measured for the plurality of irradiation angles in the measurement angle range determined by the diffracted light measurement angle range determining means, and a diffraction is obtained to obtain a diffracted light intensity profile composed of the diffracted light intensity for each irradiation angle Light intensity acquisition means;
前記回折光強度取得手段において得られた回折光強度プロファイルと、前記回折光強度ピーク角度算出手段において得られた回折光角度と回折光次数、照明光波長とを元に導出された、照明光の照射角度、撮像倍率および照明光波長を含む検査条件を設定する検査条件設定手段とを有し、 The illumination light derived from the diffracted light intensity profile obtained by the diffracted light intensity acquisition means, the diffracted light angle obtained by the diffracted light intensity peak angle calculating means, the diffracted light order, and the illumination light wavelength. An inspection condition setting means for setting an inspection condition including an irradiation angle, an imaging magnification, and an illumination light wavelength;
前記回折光強度ピーク角度算出手段は、ブラッグの回折条件に基づいて計算が実行され、かつ算出される回折光角度は回折光次数が20次以下の回折光に関するものであることとし、回折光角度の値は少なくとも10度以上である、 The diffracted light intensity peak angle calculating means performs calculation based on Bragg diffraction conditions, and the calculated diffracted light angle relates to diffracted light having a diffracted light order of 20th or less. The value of is at least 10 degrees,
ことを特徴とするムラ検査装置。 An unevenness inspection apparatus characterized by that.
前記周期性パターンの形状に関する情報を入力する検査対象基板情報入力手段と、
前記基板面上の直交する2方向であるX軸Y軸方向における前記基板の位置決め、および前記基板面と直交する基板面法線回りの回転方向における前記基板の位置決めを行う位置決め手段と、
前記検査対象基板情報入力手段において入力された前記周期性パターンに関する情報を元に、所定の波長の光源からの光を、前記周期性パターンに対して前記基板面法線方向から照射した場合に生じうる回折光のうち、回折した光強度の極大値が得られる回折光角度とその時の回折光次数を理論計算により取得する回折光強度ピーク角度算出手段と、
前記回折光強度ピーク角度算出手段において得られた回折光角度と回折光次数を元に、前記周期性パターンに対し前記照明光を複数の照射角度で照射して回折光強度の測定を行う際の、測定角度範囲を決定するための回折光測定角度範囲決定手段と、
前記回折光強度の測定を、前記回折光測定角度範囲決定手段にて決定された測定角度範囲において、前記複数の照射角度について行い、各照射角度に対する回折光強度からなる回折光強度プロファイルを得る回折光強度取得手段と、
前記回折光強度取得手段において得られた回折光強度プロファイルと、前記回折光強度ピーク角度算出手段において得られた回折光角度と回折光次数、照明光波長とを元に導出された、照明光の照射角度、撮像倍率および照明光波長を含む検査条件を設定する検査条件設定手段とを有し、
前記検査条件設定手段は、前記回折光強度取得工程において得られた回折光強度プロファイルの極大値のうち、前記回折光強度ピーク角度算出工程にて算出された回折光角度の値とほぼ一致する照射角度における極大値の中で、光強度値が最も小さい極大値をとる場合の照射角度を検査条件として設定する、
ことを特徴とするムラ検査装置。 A non-uniformity inspection apparatus that inspects a substrate having a periodic pattern formed on the substrate surface, irradiates the substrate obliquely with illumination light at a plurality of irradiation angles, and inspects using diffracted light generated by the periodic pattern. And
Inspection target substrate information input means for inputting information on the shape of the periodic pattern;
And positioning means for positioning the substrate in two directions perpendicular to the a X-axis positioning of the substrate in the Y-axis direction, and rotational direction of the substrate surface normal rotation perpendicular to the substrate surface on the substrate surface,
Occurs when light from a light source of a predetermined wavelength is irradiated from the normal direction of the substrate surface to the periodic pattern based on information on the periodic pattern input by the inspection target substrate information input means. Diffracted light intensity peak angle calculating means for obtaining a diffracted light angle and a diffracted light order at that time by a theoretical calculation among the diffracted light,
Based on the diffracted light angle and the diffracted light order obtained by the diffracted light intensity peak angle calculating means, the diffracted light intensity is measured by irradiating the periodic pattern with the illumination light at a plurality of irradiation angles. Diffracted light measurement angle range determining means for determining the measurement angle range;
The diffracted light intensity is measured for the plurality of irradiation angles in the measurement angle range determined by the diffracted light measurement angle range determining means, and a diffraction is obtained to obtain a diffracted light intensity profile composed of the diffracted light intensity for each irradiation angle. Light intensity acquisition means;
The illumination light derived from the diffracted light intensity profile obtained by the diffracted light intensity acquisition means, the diffracted light angle obtained by the diffracted light intensity peak angle calculating means, the diffracted light order, and the illumination light wavelength. An inspection condition setting means for setting an inspection condition including an irradiation angle, an imaging magnification, and an illumination light wavelength ;
The inspection condition setting means is an irradiation that substantially matches the value of the diffracted light angle calculated in the diffracted light intensity peak angle calculating step among the maximum values of the diffracted light intensity profile obtained in the diffracted light intensity obtaining step. Set the irradiation angle as the inspection condition when the light intensity value is the smallest among the maximum values in the angle,
An unevenness inspection apparatus characterized by that .
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008248753A JP5320936B2 (en) | 2008-09-26 | 2008-09-26 | Inspection condition setting method and inspection apparatus in periodic pattern unevenness inspection apparatus |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008248753A JP5320936B2 (en) | 2008-09-26 | 2008-09-26 | Inspection condition setting method and inspection apparatus in periodic pattern unevenness inspection apparatus |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010078514A JP2010078514A (en) | 2010-04-08 |
| JP5320936B2 true JP5320936B2 (en) | 2013-10-23 |
Family
ID=42209128
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008248753A Active JP5320936B2 (en) | 2008-09-26 | 2008-09-26 | Inspection condition setting method and inspection apparatus in periodic pattern unevenness inspection apparatus |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5320936B2 (en) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011203061A (en) * | 2010-03-25 | 2011-10-13 | Toshiba Corp | Pattern measuring method and pattern measuring apparatus |
| JP5685833B2 (en) * | 2010-05-28 | 2015-03-18 | 凸版印刷株式会社 | Periodic pattern inspection method |
| JP2012058029A (en) * | 2010-09-07 | 2012-03-22 | Toppan Printing Co Ltd | Periodic pattern inspection device |
| JP5895350B2 (en) * | 2011-03-16 | 2016-03-30 | 凸版印刷株式会社 | Unevenness inspection device and unevenness inspection method |
| JP2013076651A (en) * | 2011-09-30 | 2013-04-25 | Toppan Printing Co Ltd | Method and apparatus for inspecting periodical pattern |
| KR101683706B1 (en) * | 2012-09-28 | 2016-12-07 | 제이엑스 에네루기 가부시키가이샤 | Device for inspecting substrate having irregular rough surface and inspection method using same |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001108637A (en) * | 1999-10-05 | 2001-04-20 | Nikon Corp | Apparatus and method for inspecting defect |
| JP5119602B2 (en) * | 2006-03-08 | 2013-01-16 | 凸版印刷株式会社 | Periodic pattern defect inspection method and defect inspection apparatus |
| JP2008089544A (en) * | 2006-10-05 | 2008-04-17 | Nikon Corp | Inspection device |
-
2008
- 2008-09-26 JP JP2008248753A patent/JP5320936B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2010078514A (en) | 2010-04-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7355691B2 (en) | Defect inspection apparatus and defect inspection method | |
| JP4869129B2 (en) | Pattern defect inspection method | |
| JP5320936B2 (en) | Inspection condition setting method and inspection apparatus in periodic pattern unevenness inspection apparatus | |
| JP5178561B2 (en) | Pattern inspection method, pattern inspection apparatus, photomask manufacturing method, and pattern transfer method | |
| JP2012242268A (en) | Inspection device and inspection method | |
| JP4583155B2 (en) | Defect inspection method and system, and photomask manufacturing method | |
| JP4949928B2 (en) | Pattern defect inspection method, pattern defect inspection apparatus, photomask product manufacturing method, and display device substrate manufacturing method | |
| JP2009098053A (en) | Apparatus and method for inspecting unevenness of periodic pattern | |
| JP5895350B2 (en) | Unevenness inspection device and unevenness inspection method | |
| JP2011075310A (en) | Method and apparatus for inspecting unevenness | |
| JP2009204388A (en) | Defect inspection method | |
| JP5104438B2 (en) | Periodic pattern unevenness inspection apparatus and method | |
| JP2008180578A (en) | Cyclic pattern nonuniformity inspection device | |
| KR20080067303A (en) | Pattern defect inspection method, and pattern defect inspection apparatus | |
| JP5659507B2 (en) | Pattern drawing apparatus state monitoring method and state monitoring apparatus | |
| JP5531405B2 (en) | Periodic pattern unevenness inspection method and inspection apparatus | |
| JP2014163681A (en) | Periodic pattern irregularity inspection method and irregularity inspection device | |
| JP5601095B2 (en) | Inspection condition adjustment pattern and inspection condition adjustment method using the same | |
| JP2009156687A (en) | Defect inspection device of photomask, defect inspection method of photomask, and manufacturing method of photomask | |
| JP2006242759A (en) | Method for inspecting unevenness in periodic pattern | |
| JP2007170827A (en) | Defect inspection device of periodic pattern | |
| JP2014044150A (en) | Defect inspection method for periodic pattern | |
| JP5685833B2 (en) | Periodic pattern inspection method | |
| JP2012058029A (en) | Periodic pattern inspection device | |
| JP2014081319A (en) | Periodic pattern inspection device, and periodic pattern inspection method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110825 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121031 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121106 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121220 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130618 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130701 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5320936 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |