JP5241151B2 - Resin molded product with grained surface - Google Patents
Resin molded product with grained surface Download PDFInfo
- Publication number
- JP5241151B2 JP5241151B2 JP2007155785A JP2007155785A JP5241151B2 JP 5241151 B2 JP5241151 B2 JP 5241151B2 JP 2007155785 A JP2007155785 A JP 2007155785A JP 2007155785 A JP2007155785 A JP 2007155785A JP 5241151 B2 JP5241151 B2 JP 5241151B2
- Authority
- JP
- Japan
- Prior art keywords
- resin
- molded product
- tray
- resin molded
- present
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 229920005989 resin Polymers 0.000 title claims description 89
- 239000011347 resin Substances 0.000 title claims description 89
- 238000000034 method Methods 0.000 claims description 32
- 238000001746 injection moulding Methods 0.000 claims description 5
- 238000000748 compression moulding Methods 0.000 claims description 4
- 238000000465 moulding Methods 0.000 description 10
- 230000037303 wrinkles Effects 0.000 description 7
- -1 polypropylene Polymers 0.000 description 5
- 239000003795 chemical substances by application Substances 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 230000035807 sensation Effects 0.000 description 3
- 229920005992 thermoplastic resin Polymers 0.000 description 3
- 229920001187 thermosetting polymer Polymers 0.000 description 3
- 229920006337 unsaturated polyester resin Polymers 0.000 description 3
- 239000004743 Polypropylene Substances 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- XECAHXYUAAWDEL-UHFFFAOYSA-N acrylonitrile butadiene styrene Chemical compound C=CC=C.C=CC#N.C=CC1=CC=CC=C1 XECAHXYUAAWDEL-UHFFFAOYSA-N 0.000 description 2
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 2
- 239000004676 acrylonitrile butadiene styrene Substances 0.000 description 2
- 238000005422 blasting Methods 0.000 description 2
- 239000003086 colorant Substances 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000005530 etching Methods 0.000 description 2
- 239000000314 lubricant Substances 0.000 description 2
- 229920005668 polycarbonate resin Polymers 0.000 description 2
- 239000004431 polycarbonate resin Substances 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 238000003672 processing method Methods 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 229920000178 Acrylic resin Polymers 0.000 description 1
- 239000004925 Acrylic resin Substances 0.000 description 1
- 239000004641 Diallyl-phthalate Substances 0.000 description 1
- 229920000877 Melamine resin Polymers 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- 229920001807 Urea-formaldehyde Polymers 0.000 description 1
- 239000006096 absorbing agent Substances 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000003242 anti bacterial agent Substances 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- QUDWYFHPNIMBFC-UHFFFAOYSA-N bis(prop-2-enyl) benzene-1,2-dicarboxylate Chemical compound C=CCOC(=O)C1=CC=CC=C1C(=O)OCC=C QUDWYFHPNIMBFC-UHFFFAOYSA-N 0.000 description 1
- 238000005282 brightening Methods 0.000 description 1
- QHIWVLPBUQWDMQ-UHFFFAOYSA-N butyl prop-2-enoate;methyl 2-methylprop-2-enoate;prop-2-enoic acid Chemical compound OC(=O)C=C.COC(=O)C(C)=C.CCCCOC(=O)C=C QHIWVLPBUQWDMQ-UHFFFAOYSA-N 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 239000002270 dispersing agent Substances 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- HDNHWROHHSBKJG-UHFFFAOYSA-N formaldehyde;furan-2-ylmethanol Chemical compound O=C.OCC1=CC=CO1 HDNHWROHHSBKJG-UHFFFAOYSA-N 0.000 description 1
- 239000007849 furan resin Substances 0.000 description 1
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 1
- 239000012760 heat stabilizer Substances 0.000 description 1
- 229920005669 high impact polystyrene Polymers 0.000 description 1
- 239000004797 high-impact polystyrene Substances 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 239000004611 light stabiliser Substances 0.000 description 1
- 235000012054 meals Nutrition 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920002285 poly(styrene-co-acrylonitrile) Polymers 0.000 description 1
- 229920006122 polyamide resin Polymers 0.000 description 1
- 229920001707 polybutylene terephthalate Polymers 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 229920005672 polyolefin resin Polymers 0.000 description 1
- 229920001955 polyphenylene ether Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000005060 rubber Substances 0.000 description 1
- 238000005488 sandblasting Methods 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
Images


Landscapes
- Containers Having Bodies Formed In One Piece (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
Description
本発明は、表面にしぼ加工された部分を有する樹脂成形品に関する。さらに詳しくは、本発明は、しぼ加工部分の凹凸の頂点が、非しぼ加工表面とほぼ同一の平面上にある樹脂成形品に関する。 The present invention relates to a resin molded product having a portion that has been dented on its surface. More specifically, the present invention relates to a resin molded product in which the concavo-convex vertices of the textured portion are on the same plane as the non-textured surface.
樹脂成形品の表面には、良好な外観や触感を得るために種々の色彩や形状を持たせるための塗装や加工が施されている。
このような加工方法の中に、樹脂成形品の表面形状によって、所望の外観や触感を付与する技術としてしぼ加工があり、樹脂成形品の表面加工方法として慣用されている。
The surface of the resin molded product is painted and processed to give various colors and shapes in order to obtain a good appearance and feel.
Among such processing methods, there is a wrinkle processing as a technique for imparting a desired appearance and tactile sensation depending on the surface shape of the resin molded product, which is commonly used as a surface processing method for resin molded products.
しかしながら、このように慣用されているしぼ加工は、容易に所望の外観や触感を付与する技術ではあるが、これを実用的な観点からみると、使用上不都合が生じることがあったので、実用的な樹脂成形品へのしぼ加工は制限されていた。
すなわち、従来公知のしぼ加工を施された樹脂成形品においては、その表面においてしぼ加工を施された部分が、しぼ加工を施された部分の表面より盛り上がっているために、表面平滑性が求められる樹脂成形品には、しぼ加工を施すことができなかった。
However, the wrinkle processing that is commonly used in this way is a technique that easily imparts a desired appearance and tactile sensation, but from a practical point of view, this may cause inconvenience in use. The crease processing on a typical resin molded product has been limited.
In other words, in a conventionally known resin-molded product that has been subjected to grain processing, the surface of the surface that has been subjected to graining is raised from the surface of the part that has undergone graining. The resin molded product obtained could not be subjected to graining.
樹脂製トレイは、軽量で、成形が容易であり、比較的低いコストで入手できることから、集団給食用、食堂用などに多く使用されている。このような樹脂製トレイの表面部分に装飾性付与または触感改善のためにしぼ加工を施すと、しぼ加工部分が盛り上がっているために、トレイ表面が平滑な平面とはならないので、食器を載置した場合に不安定となり、載置した食器が滑って移動したりする不都合があった。このようなトレイの場合、表面を平滑にするためにしぼ加工部分の盛り上がった部分を削り取ると、しぼ加工した効果が損なわれることになる。
このような、表面にしぼ加工された樹脂加工品の不具合については、それを改善する提案はなされていない。
Resin trays are lightweight, easy to mold, and available at a relatively low cost, so they are often used for group meals, canteens, and the like. Placing tableware on the surface of such a plastic tray will not be a smooth flat surface because the surface of the tray will not be smooth if the surface of the tray is raised to give decorativeness or improve touch. In this case, it becomes unstable and there is a disadvantage that the placed tableware slides and moves. In the case of such a tray, if the raised portion of the wrinkled portion is scraped to smooth the surface, the effect of the wrinkled processing is impaired.
There is no proposal to improve such a defect of a resin processed product that has been dented on the surface.
良好な外観や触感を与え、かつ従来のしぼ加工部分による不都合がない、表面にしぼ加工された部分を有する樹脂成形品を提供すること。 To provide a resin-molded article having a portion that has been subjected to surface squeezing that gives a good appearance and feel and is free from inconveniences caused by conventional squeezed portions.
本発明は、表面にしぼ加工された部分を有する樹脂成形品であって、しぼ加工部分の凹凸の頂点が、しぼ加工されていない部分の表面と、ほぼ同一の平面上にあることを特徴とする樹脂成形品を提供する。 The present invention is a resin molded product having a part that has been subjected to a squeezing process on the surface, wherein the tops of the irregularities of the squeezed part are on the same plane as the surface of the part that has not been subjected to the squeezing process A resin molded product is provided.
前記しぼ加工部分の凹凸の頂点と、前記しぼ加工されていない部分の表面の平均高低差が、0.1mm以下である前記した樹脂成形品は、本発明の好ましい態様である。 The above-mentioned resin molded product in which the average height difference between the tops of the irregularities of the textured portion and the surface of the surface not textured is 0.1 mm or less is a preferred embodiment of the present invention.
表面が、複数のしぼ加工された部分と、複数のしぼ加工されていない部分からなる前記した樹脂成形品は、本発明の好ましい態様である。 The above-mentioned resin molded product whose surface is composed of a plurality of creased parts and a plurality of creaseless parts is a preferred embodiment of the present invention.
前記樹脂成形品のしぼ加工を施した面において、しぼ加工された部分が面積において30〜60%を占める前記した樹脂成形品は、本発明の好ましい態様である。 The above-mentioned resin molded product in which the surface of the resin molded product that has been subjected to graining accounts for 30 to 60% in area is a preferred embodiment of the present invention.
本発明の樹脂成形品は、射出成形法または圧縮成形法によって成形された樹脂製トレイである。すなわち、本発明は、射出成形法または圧縮成形法によって成形されたトレイであって、表面に複数のしぼ加工された部分と、複数のしぼ加工されていない部分を有し、しぼ加工された部分が表面の面積の30〜60%を占めており、しぼ加工部分の凹凸の頂点が、しぼ加工されていない部分の表面と、ほぼ同一の平面上にある樹脂製トレイを提供する。 The resin molded product of the present invention is a resin tray molded by an injection molding method or a compression molding method. That is, the present invention is a tray molded by an injection molding method or a compression molding method, and has a plurality of crease-processed portions and a plurality of crease-free portions on the surface, and a crease-processed portion Occupies 30 to 60% of the surface area, and provides a resin tray in which the concavo-convex vertices of the wrought portion are on the same plane as the surface of the portion that has not been wrought .
本発明により、しぼ加工部分が盛り上がっていることから生じる不都合がない樹脂成形品が提供される。
本発明により、良好な外観や触感を与え、かつしぼ加工による不都合がない樹脂成形品が提供される。
本発明により、良好な外観や触感を与え、かつ従来のしぼ加工部分により生じる不都合がない樹脂製トレイが提供される。
According to the present invention, there is provided a resin molded product that is free from inconvenience resulting from the swelled portion being raised.
According to the present invention, there is provided a resin molded article that gives a good appearance and feel and is free from inconvenience due to graining.
According to the present invention, there is provided a resin tray that gives a good appearance and feel and is free from inconveniences caused by a conventional wrought portion.
本発明は、表面にしぼ加工された部分を有する樹脂成形品であって、しぼ加工部分の凹凸の頂点が、しぼ加工されていない部分の表面と、ほぼ同一の平面上にあることを特徴とする樹脂成形品を提供する。 The present invention is a resin molded product having a part that has been subjected to a squeezing process on the surface, wherein the tops of the irregularities of the squeezed part are on the same plane as the surface of the part that has not been subjected to the squeezing process A resin molded product is provided.
本発明において「しぼ加工」とは、表面に多数の微細な凹凸を形成させることをいう。本発明のしぼは、通常皮しぼとか梨地と呼ばれる表面の凹凸も含むものである。凹凸のうち滑らかな曲線を描く凹凸は、本発明のしぼのうちでより好ましい態様である。 In the present invention, “texture processing” refers to forming a large number of fine irregularities on the surface. The wrinkles of the present invention also include surface irregularities usually called skin wrinkles or satin. The unevenness that draws a smooth curve among the unevenness is a more preferable aspect of the grain of the present invention.
しぼ加工の調節は、凹凸の密度や大きさを変更するなどの設計変更をすることにより行うことができる。しぼ加工による凹凸の高さは適宜選択することができるので制限はない。所望の外観または触感が得られる凹凸の高さを選ぶことができる。
また、しぼ加工による凹凸は、断面視で種々の形状を取ることができる。
The graining process can be adjusted by making a design change such as changing the density or size of the irregularities. The height of the unevenness due to the graining can be selected as appropriate, and is not limited. The height of the unevenness that provides the desired appearance or feel can be selected.
Moreover, the unevenness | corrugation by a creasing process can take various shapes by sectional view.
このような成形品にしぼ加工を施す方法の好ましい例としては、樹脂製成形品を成形するときに、用いる成形品表面で、表面にしぼ加工を施す箇所に相当する部分をしぼ加工しておく方法を挙げることができる。金型の表面加工は、化学的又は物理的処理によって金型の表面に多数の微細な凹凸を形成し,その加工面をしぼ加工することによって行うことができる。このようなしぼ加工は、例えばサンドブラストやショットブラストなどのブラスト法によって物理的に行うことができるし、またエッチング法などで表面を腐蝕させる化学的方法によって行うこともできる。 As a preferred example of a method for applying a wrinkle to such a molded product, when molding a resin molded product, a portion corresponding to the portion to be subjected to wrinkle processing on the surface of the molded product is used. A method can be mentioned. The surface processing of the mold can be performed by forming a large number of fine irregularities on the surface of the mold by chemical or physical treatment, and then squeezing the processed surface. Such graining can be physically performed by a blasting method such as sand blasting or shot blasting, or can be performed by a chemical method of corroding the surface by an etching method or the like.
従来のしぼ加工金型は、金型の表面しぼ加工をしたものを樹脂の成形に用いるために、成形品のしぼ加工部分が盛り上がっていることから不都合が生じたが、本発明の樹脂成形品を得る好ましい態様としての成形方法においては、しぼ加工していない部分の表面高さが、しぼ部分の最凹部の高さとほぼ同じにした金型を用いて成形することによって、本発明の樹脂成形品を得ることができる。このような金型を得るには、例えば金型表面をしぼ加工した後に、しぼ加工していない部分をエッチング法などで腐蝕させて、しぼ部分の最凹部とほぼ同じの高さまでその高さを減じることによって得ることができる。また、しぼ加工を行うのと同時にしぼ加工していない部分の腐蝕を行ってもよい。 The conventional wrought mold has a disadvantage because the wrought portion of the molded product is raised because the surface of the mold is used for resin molding, but the resin molded product of the present invention In the molding method as a preferred embodiment for obtaining the resin molding of the present invention, molding is carried out by using a mold in which the surface height of the non-crimped portion is substantially the same as the height of the most concave portion of the crimped portion. Goods can be obtained. In order to obtain such a mold, for example, after the surface of the mold is wrought, a portion that has not been wrought is etched by an etching method or the like, and the height is increased to approximately the same height as the most concave portion of the wrinkled portion. Can be obtained by subtracting. Moreover, you may perform the corrosion of the part which is not wrinkled simultaneously with performing wrinkle processing.
このような金型は、従来知られたものとは異なるものであり、またこのような金型を用いる樹脂成形方法もまた従来知られていた成形方法と異なるものである。 Such a mold is different from a conventionally known mold, and a resin molding method using such a mold is also different from a conventionally known molding method.
本発明の樹脂成形品を構成する樹脂としては特に制限はなく、熱硬化性樹脂でも熱可塑性樹脂でもよい。具体的な例として、熱硬化性樹脂としては、不飽和ポリエステル系樹脂、エポキシ系樹脂、フェノール系樹脂、ユリア系樹脂、メラミン系樹脂、ウレタン系樹脂、フラン系樹脂、珪素系樹脂、ジアリルフタレート系樹脂、ポリイミド系樹脂などが挙げられ、熱可塑性樹脂としては、ポリカーボネート系樹脂、アクリル系樹脂、ポリプロピレンなどのポリオレフィン系樹脂、ポリスチレン、スチレン−アクリロニトリル共重合体、耐衝撃性ポリスチレン、アクリロニトリル−ブタジエン−スチレン共重合体等のスチレン系樹脂、ポリエチレンテレフタレート、ポリブチレンテレフタレートなどのポリエステル系樹脂、ポリアミド系樹脂、ポリ塩化ビニル系樹脂、ポリフェニレンエーテル系樹脂等、及びそれらのアロイ化物などが挙げられる。中で、熱硬化性樹脂としては不飽和ポリエステル系樹脂を、熱可塑性樹脂としてはポリカーボネート系樹脂、ポリプロピレンをより好ましいものとして挙げることができる。特には、不飽和ポリエステル系樹脂が好ましい。 There is no restriction | limiting in particular as resin which comprises the resin molded product of this invention, A thermosetting resin or a thermoplastic resin may be sufficient. Specific examples of the thermosetting resin include unsaturated polyester resins, epoxy resins, phenol resins, urea resins, melamine resins, urethane resins, furan resins, silicon resins, diallyl phthalate resins. Examples of thermoplastic resins include polycarbonate resins, acrylic resins, polyolefin resins such as polypropylene, polystyrene, styrene-acrylonitrile copolymers, high impact polystyrene, acrylonitrile-butadiene-styrene. Examples thereof include styrene resins such as copolymers, polyester resins such as polyethylene terephthalate and polybutylene terephthalate, polyamide resins, polyvinyl chloride resins, polyphenylene ether resins, and alloys thereof. Among these, unsaturated polyester resins are preferable as the thermosetting resin, and polycarbonate resins and polypropylene are more preferable as the thermoplastic resin. In particular, an unsaturated polyester resin is preferable.
本発明の樹脂には、必要に応じて、ゴム、充填材、可塑剤、及び、酸化防止剤、熱安定剤、光安定剤、紫外線吸収剤、中和剤、潤滑剤、滑剤、アンチブロッキング剤、帯電防止剤、防曇剤、防菌剤、蛍光増白剤、分散剤、着色剤等の添加剤等が配合されていてもよい。また異なった種類の樹脂が混合されていてもよい。 The resin of the present invention includes rubber, fillers, plasticizers, antioxidants, heat stabilizers, light stabilizers, ultraviolet absorbers, neutralizers, lubricants, lubricants, antiblocking agents as necessary. In addition, additives such as an antistatic agent, an antifogging agent, an antibacterial agent, a fluorescent brightening agent, a dispersant, and a coloring agent may be blended. Different types of resins may be mixed.
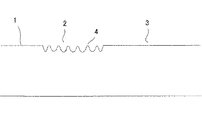
本発明の表面にしぼ加工された部分を有する樹脂成形品の特徴を図1の概略図に基いて説明する。図1に示した成形品表面1には凹凸を形成させたしぼ加工部分2と、しぼ加工されていない平滑部分3がある。しぼ加工部分2の頂点4は、平滑部分3の表面とほぼ同一面にある。
The characteristics of the resin molded product having a portion that has been dented on the surface of the present invention will be described with reference to the schematic diagram of FIG. The surface 1 of the molded product shown in FIG. 1 has a
本発明において、ほぼ同一の平面上にあるとは、高さに実質的な差異がないことをいう。例えば、しぼ加工部分2の頂点の高さと、平滑部分3の表面の高さをダイヤルゲージで測定したとき、それぞれ複数点で測定した平均高低差値が、0.1mm以下、好ましくは0.03mm以下であることをいう。
In the present invention, being on substantially the same plane means that there is no substantial difference in height. For example, when the height of the apex of the
従来公知のしぼ加工を施した樹脂成形品の表面状態を、図2の概略図によって説明する。図2に示した成形品表面1には凹凸を形成させたしぼ加工部分2と、しぼ加工されていない平滑部分3がある。しぼ加工部分2の頂点4は、平滑部分3の表面よりも高い位置にあり、しぼ加工部分2が盛り上がった状態になっている。
The surface state of a resin molded product that has been subjected to a conventionally known graining process will be described with reference to the schematic diagram of FIG. The surface 1 of the molded product shown in FIG. 2 has a
本発明の樹脂成形品を得るための成形方法もまた、特に制限されるものではなく、目的とする成形品に応じて従来公知の成形方法から適宜選択して使用することができる。中でも成形方法の好ましいものとして、射出成形方法、圧縮成形方法などを挙げることができる。 The molding method for obtaining the resin molded product of the present invention is also not particularly limited, and can be appropriately selected from conventionally known molding methods according to the target molded product. Among these, preferred examples of the molding method include an injection molding method and a compression molding method.
本発明の樹脂成形品の形状についても、特に制限はなく、種々の形状の成形品であり得る。シートやパイプなどの連続する形状の成形品であってもよく、また特定の形状を有する成形体であってもよい。本発明により、外観と実用性に優れた樹脂製トレイが得られるので、樹脂製トレイは本発明の樹脂成形品の好適な例である。 There is no restriction | limiting in particular also about the shape of the resin molded product of this invention, It can be a molded product of various shapes. It may be a molded product having a continuous shape such as a sheet or a pipe, or may be a molded product having a specific shape. Since a resin tray excellent in appearance and practicality can be obtained by the present invention, the resin tray is a suitable example of the resin molded product of the present invention.
以下に本発明の具体的態様を、樹脂成形品として樹脂製トレイを例にして説明する。
樹脂製トレイの形状は、特に限定されるものではなく、使用目的に応じて適宜選択することができる。たとえば、給仕用に用いられるトレイでは、通常食器の転落を防ぐため、縁部に上方突起部を有する浅い底を持った容器状に成形される。大きさもまた、特に限定されるものではなく、使用目的に応じて適宜選択することができる。
Specific embodiments of the present invention will be described below by taking a resin tray as an example of a resin molded product.
The shape of the resin tray is not particularly limited, and can be appropriately selected according to the purpose of use. For example, a tray used for serving is usually formed into a container shape having a shallow bottom having an upper protrusion on the edge in order to prevent the tableware from falling. The size is not particularly limited, and can be appropriately selected depending on the purpose of use.
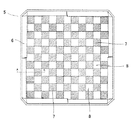
図3は、学校、病院や企業の社員食堂など大規模に給食する施設における配膳用に好適に使用される樹脂製トレイを示す概略図である。図3の樹脂製トレイには、ゴバン目状に升目が見られるが、しぼ加工部分と、しぼ加工されていない平滑部分が縦横に交互に配置されていて、外観上いわゆる市松模様を構成していて美観を感じさせるトレイである。 FIG. 3 is a schematic diagram showing a resin tray suitably used for serving in a large-scale facility such as a school, a hospital, or a company employee cafeteria. The resin tray shown in FIG. 3 has a goblet-like grid pattern, but the wrinkled portion and the smooth portion that has not been wrinkled are alternately arranged vertically and horizontally to form a so-called checkered pattern. It is a tray that makes you feel beautiful.
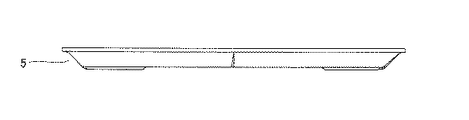
図4は、図3に示した樹脂製トレイ5を示す平面図である。図3の樹脂製トレイ5には、縁部に上方突起部6が形成されている。トレイ表面には、しぼ加工部分7と、しぼ加工されていない平滑部分8が縦横に交互に配置されている。図5は、図4の樹脂製トレイの正面図である。
FIG. 4 is a plan view showing the
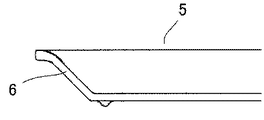
図6は、図4のA−Aにおけるの樹脂製トレイの断面図である。図6は、しぼ加工部分7の頂点と、しぼ加工されていない平滑部分8の表面がほぼ同一の面にあることを示している。
6 is a cross-sectional view of the resin tray in AA of FIG. FIG. 6 shows that the vertex of the
図7は、後記実施例1で実際に成形した樹脂製トレイの断面写真を示す。図7の左半分がしぼ加工部分であり、右半分がしぼ加工を施していない部分である。しぼ加工部分の頂点の高さが、しぼ加工されていない平滑部分8の表面の高さとほぼ同一の面にあることが、具体的例として示されている。
FIG. 7 shows a cross-sectional photograph of a resin tray actually molded in Example 1 described later. The left half of FIG. 7 is a grained part, and the right half is a part not subjected to graining. It is shown as a specific example that the height of the apex of the textured portion is substantially the same as the height of the surface of the
本発明に基いて製造された、例えば図3に示す樹脂製トレイは、優れた美的外観を有し、心地よい触感を有すると共に、平滑な平面を有するので、安定して食器類を載置できるという優れた樹脂製トレイであって、極めて商品価値の高いものである。 The resin tray produced according to the present invention, for example, as shown in FIG. 3, has an excellent aesthetic appearance, has a pleasant tactile sensation, and has a smooth flat surface, so that tableware can be placed stably. It is an excellent resin tray and has extremely high commercial value.
このような本発明に基いて製造された樹脂製トレイは、その表面が滑り止め加工が施されている場合、さらに好適な樹脂製トレイとなる。滑り止め加工の方法としては、特に制限はなく、従来公知の方法を採用することができる。滑り止め加工例の一つとして、滑り止め効果のある樹脂皮膜をトレイ表面に形成させる方法を挙げることができる。このような滑り止め加工も、本発明の樹脂製トレイのしぼ加工部分の頂点が、しぼ加工されていない平滑面とほぼ同一の高さであるので、その効果が十分に発揮される。 The resin tray manufactured based on the present invention is a more preferable resin tray when the surface thereof is subjected to anti-slip processing. There is no restriction | limiting in particular as a method of a non-slip process, A conventionally well-known method is employable. One example of the anti-slip process is a method of forming a resin film having an anti-slip effect on the tray surface. Such an anti-slip process is sufficiently effective because the apex of the squeezed portion of the resin tray of the present invention is almost the same height as the smooth surface that has not been squeezed.
本発明の樹脂成形品においては、表面が複数のしぼ加工された部分と、複数のしぼ加工されていない部分からなる前記した樹脂成形品は、本発明の好ましい態様である。 In the resin molded product of the present invention, the above-described resin molded product having a surface having a plurality of creased portions and a plurality of portions that have not been creased is a preferred embodiment of the present invention.
また、本発明の樹脂成形品において、前記樹脂成形品のしぼ加工を施した面において、しぼ加工された部分が面積において30〜60%を占める前記した樹脂成形品は、本発明の好ましい態様である。 Further, in the resin molded product of the present invention, the above-mentioned resin molded product in which the squeezed portion occupies 30 to 60% of the area on the surface of the resin molded product subjected to the squeezing process is a preferred aspect of the present invention. is there.
以上詳細に説明したとおり、本発明によって、外観にすぐれかつ実用上何らの支障も生じさせない優れた樹脂成形品を得ることができる。 As described above in detail, according to the present invention, it is possible to obtain an excellent resin molded product that has an excellent appearance and does not cause any practical problems.
以下に本発明の具体的例を示して、本発明をより詳細に説明をするが、本発明はこの例によって何ら制限されるものではない。 Hereinafter, the present invention will be described in more detail with reference to specific examples of the present invention, but the present invention is not limited to these examples.
(実施例1)
樹脂として、アクリルニトリル−ブタジエン−スチレン共重合体を用い、前記段落[0015]に記載された金型を用いて、射出成形方法によって、樹脂製トレイを成形した。
得られた樹脂製トレイのサイズは、縦33cm、横33cmで、平面部の厚さは2.5mmであった。
平面部表面には、図4に示すような、2.5cm四方のゴバン目状に、しぼ加工部分と、しぼ加工されていない平滑部分が縦横交互に配置された、市松模様が構成されている。
得られた樹脂製トレイの平面部において、隣接するしぼ加工部分と、しぼ加工されていない部分を任意に10箇所(表1の1〜10)、ハイトゲージにダイヤルゲージをセットした測定器で、測定精度1/100mmとして測定した。
結果を表1に示すが、しぼ加工部分の高さは、しぼ加工されていない部分に対する高低差で表した。(−)は低いことを表す。高低差の平均値は、0.008mmであった。
なお、得られた樹脂製トレイの平面部の断面写真を図7として示した。
Example 1
A resin tray was molded by an injection molding method using an acrylonitrile-butadiene-styrene copolymer as the resin and using the mold described in the paragraph [0015].
The size of the obtained resin tray was 33 cm in length and 33 cm in width, and the thickness of the flat portion was 2.5 mm.
A checkered pattern is formed on the surface of the flat portion, as shown in FIG. 4, in which a crumpled portion and smooth portions that are not crushed are alternately arranged vertically and horizontally in a 2.5 cm square gobang shape. .
In the plane portion of the obtained resin tray, measured with 10 measuring instruments (1 to 10 in Table 1) where the adjacent wrinkled portion and the portion that has not been wrinkled are arbitrarily set with a dial gauge on the height gauge. Measurement was performed with an accuracy of 1/100 mm.
The results are shown in Table 1, and the height of the crease-processed part is expressed by the height difference with respect to the part that has not been crease-processed. (-) Represents low. The average value of the height difference was 0.008 mm.
In addition, the cross-sectional photograph of the plane part of the obtained resin tray was shown as FIG.
本発明により、外観にすぐれかつ従来しぼ加工部分から生じる不都合がなく、実用上何らの支障も生じさせない優れた樹脂成形品が提供される。
本発明により、良好な外観や触感を与え、かつ従来のしぼ加工部分により生じる不都合がない樹脂製トレイが提供される。
According to the present invention, there is provided an excellent resin molded article which has an excellent appearance and is free from inconveniences caused by a conventional wrinkled portion and does not cause any practical problems.
According to the present invention, there is provided a resin tray that gives a good appearance and feel and is free from inconveniences caused by a conventional wrought portion.
1.成形品表面
2.しぼ加工部分
3.平滑部分
4.しぼ加工部分の頂点
5.樹脂製トレイ
6.上方突起部
7.樹脂製トレイのしぼ加工部分
8.樹脂トレイの平滑部分
1. 1. Molded
Claims (4)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007155785A JP5241151B2 (en) | 2007-06-12 | 2007-06-12 | Resin molded product with grained surface |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007155785A JP5241151B2 (en) | 2007-06-12 | 2007-06-12 | Resin molded product with grained surface |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008307723A JP2008307723A (en) | 2008-12-25 |
| JP5241151B2 true JP5241151B2 (en) | 2013-07-17 |
Family
ID=40235772
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007155785A Active JP5241151B2 (en) | 2007-06-12 | 2007-06-12 | Resin molded product with grained surface |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5241151B2 (en) |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6144607A (en) * | 1984-08-10 | 1986-03-04 | Toyoda Gosei Co Ltd | Embossed product and manufacture thereof |
| IT1202081B (en) * | 1985-01-25 | 1989-02-02 | Nespak Spa | DEVICE PARTICULARLY SUITABLE FOR THE INTERNAL EMBOSSING OF TRAYS OBTAINED FROM FOAM OF PLASTIC MATERIAL EXPANDED BY CONTINUOUS THERMOFORMING MACHINES |
| JPS63149806U (en) * | 1987-03-20 | 1988-10-03 |
-
2007
- 2007-06-12 JP JP2007155785A patent/JP5241151B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008307723A (en) | 2008-12-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US3550197A (en) | Molds for blowing engraved appearing bottles without the use of engraved molds | |
| US20180001696A1 (en) | Component with Surface Structure Generated by Embossing and Method for the Production Thereof | |
| US5536545A (en) | Three dimensional signage and a method of making | |
| KR20100053747A (en) | Decoration sheet and manufaturing method | |
| JP5241151B2 (en) | Resin molded product with grained surface | |
| JP2018008512A (en) | Resin molding and production method thereof | |
| EP2042293A1 (en) | Irregular surface structure of an object surface | |
| JP2007050644A (en) | Cubically decorated article | |
| KR101336698B1 (en) | Interior Panel Being Composed Of Multi Layers And Method For Manufacturing The Panel | |
| CN105493087B (en) | Method for generating a data set describing a foil located on a surface of a three-dimensional shaped part | |
| JP2007136679A5 (en) | ||
| CN203055323U (en) | Plastic product in-mould label | |
| JP7043856B2 (en) | Manufacturing method of decorative articles and molding processing equipment | |
| CN206314941U (en) | A kind of dinner table pad with stereoeffect | |
| Throne | Guidelines for thermoforming part wall thickness | |
| KR101614298B1 (en) | Manufacturing method for mold using low-glossy and anti-fouling micro-pattern transferring film for etching | |
| TWI328531B (en) | ||
| CN206154834U (en) | Vinyl acetate resin sheet | |
| CN205951379U (en) | Impressed watermark bronze printing polyvinyl chloride sheet | |
| CN110091810A (en) | Vehicle trim member | |
| TW201507839A (en) | Embossment structure formed in a mold and its manufacturing method | |
| CN215552255U (en) | Three-dimensional crocodile skin texture panel | |
| KR200423972Y1 (en) | Supporter of spoon and chopsticks | |
| WO2019067286A1 (en) | Textured hardcoat films | |
| CN202187233U (en) | Synthetic leather with cracking patterns |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100610 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100610 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20100614 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120416 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120425 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120625 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130402 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130402 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160412 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5241151 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |