JP5145478B1 - 遠心式配管ライニング方法および遠心式配管ライニング装置 - Google Patents
遠心式配管ライニング方法および遠心式配管ライニング装置 Download PDFInfo
- Publication number
- JP5145478B1 JP5145478B1 JP2012186261A JP2012186261A JP5145478B1 JP 5145478 B1 JP5145478 B1 JP 5145478B1 JP 2012186261 A JP2012186261 A JP 2012186261A JP 2012186261 A JP2012186261 A JP 2012186261A JP 5145478 B1 JP5145478 B1 JP 5145478B1
- Authority
- JP
- Japan
- Prior art keywords
- pipe
- casing
- paint
- shaft
- projecting side
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images









Landscapes
- Pipe Accessories (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Spray Control Apparatus (AREA)
- Coating Apparatus (AREA)
- Sink And Installation For Waste Water (AREA)
Abstract
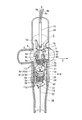
【解決手段】単一の電動機8への通電に伴い、第1籠体11と第2籠体40とが互いに逆方向に高速回転する。第1籠体11の高速回転により飛沫化したエポキシ樹脂塗料を突辺部3eの一辺側に吹き付け、第2籠体40の高速回転によりエポキシ樹脂塗料を突辺部3eの他辺側に吹き付けることにより、突辺部3eの表裏の全表面にライナー層25を過不足なく合理的に付着形成することができる。
【選択図】図6
Description
特許文献1では、多数の塗料抽出孔を形成した内外二重のカップを同芯的に配し、その内部に、二液式の合成樹脂塗料および硬化剤が塗料として圧送される。カップ内の塗料は、高速回転に基づく遠心力を受けて、塗料抽出孔から被塗装管の内面に付着して塗料層を形成する。
特許文献4では、集合継手管を含む主管の内壁部にライニング施工を行う遠心式配管ライニング装置を開示している。集合継手管では、内部に流水速度緩和用の整流部は旋回羽根を含む突辺部が設けられている。
突辺部に対するライナー層の施工にあたっては、正逆回転可能な電動機を用いて、籠体を左右に高速回転させることにより、塗料を籠体から外部に飛散させて集合継手管内の突辺部の表裏を含む全表面にライナー層を付着形成している。
しかしながら、特許文献4は合理的なライニング施工技術を有するものの、電動機の回転方向を選択的に制御するタイミングや制御方法についての開示をしていないため、作業効率の優れた遠心式配管ライニング装置の実現化を図るには改善の余地があった。
本発明の第2の目的のように、ライニング施工時に、集合継手管に対してライナー層を施さず、移動体を通過させる構成であっても、集合継手管を含む主管のライニング施工 という技術的特徴の点で、集合継手管のライニング施工の範疇に属するものである。
主管は、建物の階上から階下にかけて縦方向に配置され、各階の雑排水を流し集めるため、内壁に流水速度緩和用の整流部および旋回羽根を含む突辺部が形成された集合継手管を有する。集合継手管の内壁、主管の内壁および突辺部には、液状の塗料を飛散させてライナー層を付着形成する。
挿入工程では、塗料導入管を有する移動体を主管内に挿入して上下移動可能に吊り下げる。通電工程では、移動体に取り付けられ、主管内で回転軸が主管に沿って上下方向に指向するように配された正逆回転可能な電動機に通電する。
供給工程では、外側壁面に多数の噴出孔が形成され、底部に回転軸が連結された籠体に塗料導入管から塗料を供給する。
撮像工程では、通電工程で電動機が正方向に通電されて籠体を正方向に回転するとともに、主管の内壁を映す撮像カメラにより、集合継手管内の突辺部をモニターに画像として表示する。
自動式正逆通電工程では、自動モードにより、籠体に設けられた近接センサにより突辺部を検出し、籠体を集合継手管の軸長寸法に応じた距離だけ一時的に上下に往復移動させ、籠体の往路で電動機の正方向の通電を維持するとともに、復路で電動機の通電方向を自動で逆方向に切り換える。
通電工程で電動機に通電した時、籠体が高速回転することにより、籠体内に供給された塗料が遠心力を受け、噴出孔から外方に噴出飛散してライナー層を付着形成し、自動式正逆通電工程で籠体を正逆両方向に高速回転させてライナー層を付着形成するととも、突辺部の表裏両面にもライナー層を付着形成する。
すなわち、突辺部へのライニング施工については、籠体の往路で電動機を正方向に高速回転させて、飛沫化した塗料を突辺部の一面側に吹き付け、籠体の復路で電動機を逆方向に高速回転させて、塗料を突辺部の他面側に吹き付けることにより、突辺部の全表面にライナー層を施工することができる。
突辺部は上下複数段に設けられ、自動式正逆通電工程で、籠体が上昇移動する時に、籠体の往路でモニターに最下段の突辺部の下端が表示された時、電動機を正方向に通電するとともに、籠体の復路でモニターに最上段の突辺部の上端が表示された時、電動機を逆方向に通電する。この場合、請求項1との関係で、最下段の突辺部の下端と最上段の突辺部の上端との間の垂直距離が集合継手管の軸長寸法に対応するように設定している。
主管は、建物の階上から階下にかけて縦方向に配置され、枝管により各階の雑排水を流し集めるため、内壁に流水速度緩和用の整流部および旋回羽根を含む突辺部が形成された集合継手管を有する。集合継手管の内壁、主管の内壁および突辺部に液状の塗料を飛散させてライナー層を付着形成する。
移動体は、塗料導入管を有して主管内に挿入して上下移動可能に吊り下げられ、電動機は、移動体に取り付けられ、回転軸が主管内に沿って上下方向に指向するように配される。
第1籠体は、外側壁面に多数の第1噴出孔を形成し、底部に回転軸が連結されて塗料導入管からの塗料が供給される。動力伝達部材は、入力軸と出力軸とを有し、入力軸と出力軸とが互いに逆方向になるように回転を伝える。延出軸は、底部から延出された回転軸を動力伝達部材の入力軸に連結する。第2籠体は、動力伝達部材の出力軸に連結され、多数の第2噴出孔を有して塗料が供給されるように配されている。
移動体の移動に伴う電動機への通電時、第1籠体と第2籠体とが互いに逆方向に高速回転することにより、第1籠体内および第2籠体内に供給された塗料が遠心力を受け、第1噴出孔および第2噴出孔から外方に噴出飛散してライナー層を付着形成するとともに、突辺部の表裏両面にもライナー層を付着形成する。
電動機は正逆回転可能な電動機であり、延出軸と動力伝達部材の入力軸との間には一方向クラッチが連結され、電動機を正方向に通電した時、一方向クラッチは無効化されており、第1籠体および第2籠体が突辺部を移動する時のみ電動機を逆方向に通電することにより、一方向クラッチを介する延出軸から動力伝達部材の入力軸への回転伝達を許容する。
動力伝達部材は太陽歯車、遊星歯車および内歯歯車から成る遊星歯車機構を構成し、太陽歯車の回転軸を動力伝達部材の入力軸とし、内歯歯車の回転軸を出力軸としている。
請求項5では、動力伝達部を入手容易な遊星歯車機構としているので、第1籠体と第2籠体とを互いに逆方向に回転させる構成を容易に実現させることできる。
主管は、建物の階上から階下にかけて縦方向に配置され、枝管により各階の雑排水を流し集めるため、内壁に流水速度緩和用の整流部および旋回羽根を含む突辺部が形成された集合継手管を有する。主管の内壁には、液状の塗料を飛散させてライナー層を付着形成する。
移動体は、塗料導入管を有して主管内に挿入して上下移動可能に吊り下げられ、電動機は、移動体に取り付けられ、回転軸が主管内に沿って上下方向に指向するように配される。第1籠体は外側壁面に多数の第1噴出孔を形成し、底部に回転軸を連結して塗料導入管からの塗料を供給される。
動力伝達部材は入力軸と出力軸とを有し、入力軸と出力軸とを互いに逆方向に回転する。延出軸は底部から延出された回転軸を動力伝達部材の入力軸に連結する。第2籠体は、動力伝達部材の出力軸に連結され、多数の第2噴出孔を有して塗料を供給されるように配されている。
移動体の移動に伴う電動機への通電時、第1籠体と第2籠体とが互いに逆方向に高速回転することにより、第1籠体内および第2籠体内に供給された塗料が遠心力を受け、第1噴出孔および第2噴出孔から外方に噴出飛散してライナー層を付着形成する。
通電制御部は、第1籠体に設けられた第1近接センサ、ならびに第2籠体に設けられた第2近接センサを有している。移動体の上昇時に、第1近接センサが突辺部の下端を検出することにより、移動体が集合継手管を通過するまで電動機を一時的に無通電化する。移動体の下降時に、第2近接センサが突辺部の上端を検出することにより、移動体が集合継手管を通過するまで電動機を一時的に無通電化する。
すなわち、移動体による集合継手管の通過時、電動機の無通電化により第1籠体と第2籠体の高速回転が停止するので、集合継手管へのライナー層の付着形成は行われない。
ライニング施工時、集合継手管を除く主管の内壁には、第1籠体から噴出飛散する塗料と第2籠体から噴出飛散する塗料とが前後して二重に吹き付けるので、内壁にライナー層をむらなく高密度に付着形成することができる。
請求項6の移動体は、集合継手管を移動する際、塗料を外方に飛散させることなく、単に通過させる構成であるため、集合継手管が合成樹脂製により形成された場合の施工に好適であり、塗料を無駄に消費することもない。
図1ないし図4は本発明の実施例1を示す。図1(a)は、建物1の排水管網におけるライニング施工例を示し、排水管網としての配管2は、ライニング施工に先立って、クリーニングが行われ、流れ落ちた錆瘤やスケールなどの付着物は外部枡から万能配管更生車(図示せず)により回収される。
板ばね9が主管3内に配置されると、主管3の内壁3aと電動機8の外側面との間で、屈曲部9a、9bを介して二重に折り曲げられる。板ばね9は、主管3の径方向Eに沿って外方へ伸縮変位可能になっており、主管3の内壁3aに摺動可能に当接して移動体7の上下方向の移動を安定化させる。
主管用塗装機14は、図1(a)に示すように、地上Rに設置されており、例えば高粘度流体用のプランジャーポンプ(図示せず)を内蔵している。このため、プランジャーポンプの駆動時に、第1導入管6aにはエポキシ樹脂液が圧送され、第2導入管6bには硬化剤が圧送される。
送り綱22の下端部分は、地上Rに設置された巻取装置(図示せず)に繰出し可能に巻回されている。このため、主管3内で上下移動する移動体7に連動して、巻取装置16により送り綱22の繰り出しや巻き取りが行われる。
この携帯型コンピュータ23は、ライニング施工時の制御部を構成する中央演算部24に接続されており、中央演算部24には電動機8、巻取モータ17および主管用塗装機14に格納されたプランジャーポンプとしてのポンプモータ14aが接続されている。
なお、移動体7の移動については、籠体11の移動と同一の意味で使用するとともに、後述する実施例2における第1籠体11および第2籠体40の移動と同一の意味で使用する。
すなわち、移動体7を建物1の地上Rあるいは屋上Sから主管3内に導き、移動体7を例えば地上Rの近傍で送りホース15により吊り下げ状態に配置しておき、通電工程で電動機8、巻取モータ17および主管用塗装機14のポンプモータ14aをそれぞれ通電状態にする。
ポンプモータ14aの選択的な通電により、主管用塗装機14から第1〜第2導入管6a、6bに対するエポキシ樹脂液および硬化剤の圧送が行われ、施工の終了後に第3導入管6cに対する有機溶媒の圧送が行われる(供給工程)。
この過程において、巻取モータ17の通電により、巻取ホイール16cを回転駆動して送りホース15を引き上げて、移動体7を上方に所定の速度で移動させる。
この場合、集合継手管3Cの内壁3dに、複数段にわたって形成された流水速度緩和用の整流部(図示せず)や旋回羽根といった突辺部3eのライニング施工は下記のように行われる。
正逆制御部31Aにおいて、手動モードの選択時、移動体7の上昇過程でモニター23aが最下段の突辺部3eの下端を表示することにより、手動式正逆通電工程でモード設定部31が手動式正逆通電部30を作動させ、巻取モータ17により籠体11を集合継手管3Cの軸長寸法Wに応じた垂直距離だけ一時的に上下に往復移動させる(図4(a)、(b)参照)。
この状態で、籠体11が最下段の突辺部3eから図4(b)の位置を経て垂直距離(軸長寸法W)だけ上昇して集合継手管3Cを通過する(図4(b)の二点鎖線参照)。
籠体11が集合継手管3Cを通過した直後に、下降する復路で第2近接センサ33bにより最上段の突辺部3eの上端h2が検知された時、第2近接センサ33bにより電動機8が逆方向に自動通電される。
突辺部3eが一個だけの場合、籠体11は集合継手管3Cの軸長寸法Wを上下に往復するように制御してもよいし、突辺部3eの垂直寸法(縦寸法)を集合継手管3Cの軸長寸法Wに見立てて籠体11の往復移動を制御してもよい。この制御は、後述する実施例2〜5についても同様に行うことができる。
また、手動式正逆通電工程および自動式正逆通電工程で、往路および復路に応じて籠体11を正逆両方向に高速回転させて主管3の内壁3aにライナー層25を付着形成するととも、突辺部3eの表裏両面にもライナー層25を付着形成する。
実施例1では、籠体11の高速回転により、エポキシ樹脂塗料を外方へ噴出飛散させる構成を備えている。このため、主管3の内壁3aにライナー層25を形成できることは勿論、内壁3dに突辺部3eが形成された集合継手管3Cであっても、噴出飛散して飛沫化したエポキシ樹脂塗料を突辺部の表裏に吹き付けて突辺部3eの全表面にライナー層25を付着形成することができる。
また、モード設定工程では、手動モードと自動モードとのうちいずれか一方を選ぶことにより、モード設定部31が手動式正逆通電工程と自動式正逆通電工程とのいずれか一方を択一的に設定するので、モニター23aを監視しながら電動機8への通電タイミングを調整することにより、突辺部3eに対して良好なライナー層25の付着形成を実現することができる。
自動式正逆通電工程において、第1近接センサ33aにより最下段の突辺部3eの下端h1を検知し、第2近接センサ33bにより最上段の突辺部3eの上端h2を検知した時にも、手動式正逆通電工程を選択した時と同様な効果が得られる。
図5ないし図7は本発明の実施例2を示す。実施例2が実施例1と異なるところは、籠体11および噴出孔11cを順に第1籠体11および第1噴出孔11cと称し、第1籠体11と同様な第2籠体40を第1籠体11の下方に設け、第2籠体40を第1籠体11と逆方向に高速回転駆動するように構成したことである。
第2籠体40におけるロータリージョイント18の底部中央には、送り綱22が連結されている。第2籠体40は外周壁に、第1籠体11と同様に多数の第2噴出孔11gを形成している。第1籠体11おける第1導入管6aおよび第2導入管6bから、第1分岐管6eおよび第2分岐管6fが下方にそれぞれ分岐して延出し、各自の下端部を第2籠体40内に臨ませている。第2籠体40の高速回転に伴い、第1分岐管6eおよび第2分岐管6fからエポキシ樹脂塗料が第2籠体40に供給される。
また、動力伝達部材41を入手容易な遊星歯車機構41Aとしているので、第1籠体11と第2籠体40とを互いに逆方向に回転させる構成を容易に実現させることできる。
実施例3が実施例2と異なるところは、延出軸8eと動力伝達部材41の入力軸41eとの間に一方向クラッチ(図示せず)を連結したことである。
この場合、電動機8を正方向に通電する時、一方向クラッチは無効化されており、延出軸8eから動力伝達部材41の入力軸41eへの回転伝達が断たれている。
携帯型コンピュータ23のモニター23aなどにより集合継手管3C内を監視する際、第1籠体11および第2籠体40が突辺部3eに沿って移動する時のみ電動機8を逆方向に通電する。これにより、一方向クラッチを介する延出軸8eから動力伝達部材41の入力軸41eへの回転伝達を許容する。
第1籠体11および第2籠体40が突辺部3eを移動する時のみ電動機8を逆方向に通電する。この際、一方向クラッチを介して延出軸8eから動力伝達部材41の入力軸41eへの回転伝達が許容されるため、第1籠体11および第2籠体40が突辺部3eを移動する時のみ第1籠体11と第2籠体40とが互いに逆方向に高速回転してエポキシ樹脂塗料を外方に吹き飛ばし、集合継手管3Cの内壁3dは勿論、突辺部3eの表裏に吹き付け、突辺部3eの全表面にライナー層25を合理的で効率的に付着形成することがきる。
図8は本発明の実施例4を示す。実施例4が実施例2と異なるところは、遊星歯車機構41Aに代わって、転動ボール式差動減速機構41Bを動力伝達部材41として設けたことである。
この転動ボール式差動減速機構41Bは、例えば特開平05−231490号公報(昭和60年6月27日出願)に掲載された公知のもので、ケーシング50の中央部に入力軸41eおよび出力軸41dを回転可能に支持している。
出力軸41dは中央部に整動盤55を嵌着させ、外表面に円環状の第1整動溝55aを形成している。回転盤52の他面側には、第1整動溝55aに対応する第2整動溝52bを形成している。回転盤52と整動盤55とは、互いに対面するように配置され、金属製の整動ボール56を第1整動溝55aと第2整動溝52bとの間に滑動可能に介在させている。
図9および図10は本発明の実施例5を示す。実施例5が実施例2と異なるところは、移動体7が集合継手管3Cを通過するまで電動機8を一時的に無通電化するように機能する通電制御部60を設けたことである。
通電制御部60は図9に示すように構成され、第1籠体11に設けられた第1近接センサ61、ならびに第2籠体40に設けられた第2近接センサ62を有している。図9に示す通電制御部60は、実施例1で用いた図3の正逆制御部31Aの代わりに組み込んだものである。
移動体7の下降時に、第2近接センサ62が最上段の突辺部3eの上端h2を検出することにより、通電切換部60eを作動して移動体7が集合継手管3Cを通過するまで電動機8を一時的に無通電化する。
移動体7の下降時に、携帯型コンピュータ23のモニター23aで最上段の突辺部3eの上端を視認することにより、手動操作部60dを操作して移動体7が集合継手管3Cを通過するまで電動機8を一時的に無通電化する。
ライニング施工時、集合継手管3Cを除く主管3の内壁3aには、第1籠体11から噴出飛散する塗料と第2籠体40から噴出飛散するエポキシ樹脂塗料とが前後して二重に吹き付けるので、内壁3aにライナー層25をむらなく高密度に付着形成することができる。
なお、ライニング施工時に、集合継手管3Cに対してライナー層を施さず、第1籠体11および第2籠体40を通過させる構成であっても、集合継手管3Cを含む主管3の配管ライニング装置の範疇に属するものである。
分岐枝部4Aは、枝管4に連結するために集合継手管3Cに設けられた分枝管であるため、第1籠体11および第2籠体40が分岐枝部4Aを通過する間の時期だけ、第1噴出孔11cおよび第2噴出孔11gからエポキシ樹脂塗料を外部に飛散させて分岐枝部4Aの内壁4Bにライナー層(図示せず)を付着形成することができる。
(a)上記実施例1〜5では、巻取モータ17を備えた巻取装置16を設けたが、巻取モータ17の代わりに手動ハンドルを備えた手巻き式の巻取装置を用いてもよい。
(b)建物1については、各階F1〜F5を有する五階建てに限らず、六階建てや七階建てなど多層階に適用してもよい。
(d)主管用塗装機14については、地上Rに配置された車両に搭載してもよい。主管用塗装機14には、プランジャーポンプの代わりにギアポンプを内蔵させてもよい。
(e)移動体7は主管3内で、送りホース15により吊り下げて上下移動させたが、移動体にロープやワイヤなどの索条体を連結して移動体7を上下移動させてもよい。
(g)主管3の全長にわたって移動体7を上下移動させる回数は一度に限らず、「粗塗り」、「中塗り」および「仕上げ塗り」などとして複数回にわたってもよい。
2 配管
3 主管
3A 上部集合管
3B 下部集合管
3C 集合継手管
3a 主管の内壁
3d 集合継手管の内壁
3e 突辺部
5 遠心式配管ライニング装置
6 塗料導入管
6a 第1導入管
6b 第2導入管
6c 第3導入管
7 移動体
8 電動機
8a 電動機の回転軸
8e 回転軸の延出軸
11 籠体(第1籠体)
11a 外側壁面
11b 底部
11c 噴出孔(第1噴出孔)
11g 第2噴出孔
14 主管用塗装機
14a ポンプモータ
15 送りホース
16 巻取装置
18 ロータリージョイント
21 撮像カメラ
25 ライナー層
31 モード設定部
30 手動式正逆通電部
32 自動式正逆通電部
33a、61 第1近接センサ
33b、62 第2近接センサ
34 正逆通電切換部
40 第2籠体
41 動力伝達部材
41a 太陽歯車
41b 内歯歯車
41c 遊星歯車
41d 動力伝達部材の出力軸
41e 動力伝達部材の入力軸
41f 第2籠体の回転支軸
41m 内歯歯車の歯部
41A 遊星歯車機構(動力伝達部材)
60 通電制御部
E 主管の径方向
F1〜F5 建物の各階
H 主管の上下方向(縦方向)
M 逆方向
N 正方向
S 建物の屋上
R 建物の地上
W 集合継手管の軸長寸法
Claims (6)
- 建物の階上から階下にかけて縦方向に配置され、枝管により各階の雑排水を流し集めるため、内壁に流水速度緩和用の整流部および旋回羽根を含む突辺部が形成された集合継手管を有する主管を備え、前記集合継手管の内壁、前記主管の内壁および前記突辺部に液状の塗料を飛散させてライナー層を付着形成する遠心式配管ライニング方法において、
塗料導入管を有する移動体を前記主管内に挿入して上下移動可能に吊り下げる挿入工程と、
前記移動体に取り付けられ、回転軸が前記主管内に沿って上下方向に指向するように配された正逆回転可能な電動機に通電する通電工程と、
外側壁面に多数の噴出孔が形成され、底部に前記回転軸が連結された籠体に前記塗料導入管からの前記塗料を供給する供給工程と、
前記移動体の移動に伴い、前記通電工程で前記電動機が正方向に通電されて前記籠体を正方向に回転するとともに、前記主管の内壁を表示する撮像カメラにより、前記集合継手管内の前記突辺部をモニターに画像として表示する撮像工程と、
自動モードにより、前記籠体に設けられた近接センサにより前記突辺部を検出し、前記籠体を前記集合継手管の軸長寸法に応じた距離だけ一時的に上下に往復移動させ、前記籠体の往路で前記電動機の正方向の通電を維持するとともに、復路で前記電動機の通電方向を自動で逆方向に切り換える自動式正逆通電工程と、
前記通電工程で前記電動機に通電した時、前記籠体が高速回転することにより、前記籠体内に供給された前記塗料が遠心力を受け、前記噴出孔から外方に噴出飛散して前記ライナー層を付着形成し、前記自動式正逆通電工程で前記籠体を正逆両方向に高速回転させて前記ライナー層を付着形成するととも、前記突辺部の表裏両面にもライナー層を付着形成することを特徴とする遠心式配管ライニング方法。 - 前記突辺部は上下複数段に設けられ、前記自動式正逆通電工程で、前記籠体が上昇移動する時に、前記籠体の前記往路で前記モニターに最下段の前記突辺部の下端が表示された時、前記電動機を正方向に通電するとともに、前記籠体の前記復路で前記モニターに最上段の前記突辺部の上端が表示された時、前記電動機を逆方向に通電することを特徴とする請求項1に記載の遠心式配管ライニング方法。
- 建物の階上から階下にかけて縦方向に配置され、枝管により各階の雑排水を流し集めるため、内壁に流水速度緩和用の整流部および旋回羽根を含む突辺部が形成された集合継手管を有する主管を備え、前記集合継手管の内壁、前記主管の内壁および前記突辺部に液状の塗料を飛散させてライナー層を付着形成する遠心式配管ライニング装置において、
塗料導入管を有して前記主管内に挿入して上下移動可能に吊り下げられる移動体と、
前記移動体に取り付けられ、回転軸が前記主管内に沿って上下方向に指向するように配された電動機と、
外側壁面に多数の第1噴出孔が形成され、底部に前記回転軸が連結されて前記塗料導入管からの前記塗料が供給される第1籠体と、
入力軸と出力軸とを有し、前記入力軸と前記出力軸とが互いに逆方向になるように回転を伝える動力伝達部材と、
前記底部から延出された前記回転軸を前記動力伝達部材の前記入力軸に連結する延出軸と、
前記動力伝達部材の前記出力軸に連結され、多数の第2噴出孔を有して前記塗料が供給されるように配された第2籠体とを具備し、
前記移動体の移動に伴う前記電動機への通電時、前記第1籠体と前記第2籠体とが互いに逆方向に高速回転することにより、前記第1籠体内および前記第2籠体内に供給された前記塗料が遠心力を受け、前記第1噴出孔および前記第2噴出孔から外方に噴出飛散して前記ライナー層を付着形成するとともに、前記突辺部の表裏両面にもライナー層を付着形成することを特徴とする遠心式配管ライニング装置。 - 前記電動機は正逆回転可能な電動機であり、前記延出軸と前記動力伝達部材の前記入力軸との間には一方向クラッチが連結され、前記電動機を正方向に通電した時、前記一方向クラッチは無効化されており、前記第1籠体および前記第2籠体が前記突辺部を移動する時のみ前記電動機を逆方向に通電することにより、前記一方向クラッチを介する前記延出軸から前記動力伝達部材の前記入力軸への回転伝達を許容することを特徴とする請求項3に記載の遠心式配管ライニング装置。
- 前記動力伝達部材は太陽歯車、遊星歯車および内歯歯車から成る遊星歯車機構を構成し、前記太陽歯車の回転軸を前記動力伝達部材の前記入力軸とし、内歯歯車の回転軸を前記出力軸とすることを特徴とする請求項3に記載の遠心式配管ライニング装置。
- 建物の階上から階下にかけて縦方向に配置され、枝管により各階の雑排水を流し集めるため、内壁に流水速度緩和用の整流部および旋回羽根を含む突辺部が形成された集合継手管を有する主管を備え、前記主管の内壁に液状の塗料を飛散させてライナー層を付着形成する遠心式配管ライニング装置において、
塗料導入管を有して前記主管内に挿入して上下移動可能に吊り下げられる移動体と、
前記移動体に取り付けられ、回転軸が前記主管内に沿って上下方向に指向するように配された電動機と、
外側壁面に多数の第1噴出孔が形成され、底部に前記回転軸が連結されて前記塗料導入管からの前記塗料が供給される第1籠体と、
入力軸と出力軸とを有し、前記入力軸と前記出力軸とが互いに逆方向になるように回転を伝える動力伝達部材と、
前記底部から延出された前記回転軸を前記動力伝達部材の前記入力軸に連結する延出軸と、
前記動力伝達部材の前記出力軸に連結され、多数の第2噴出孔を有して前記塗料が供給されるように配された第2籠体とを具備し、
前記移動体の移動に伴う前記電動機への通電時、前記第1籠体と前記第2籠体とが互いに逆方向に高速回転することにより、前記第1籠体内および前記第2籠体内に供給された前記塗料が遠心力を受け、前記第1噴出孔および前記第2噴出孔から外方に噴出飛散して前記ライナー層を付着形成するようになっており、
前記第1籠体には第1近接センサが設けられ、前記第2籠体には第2近接センサが設けられており、前記移動体の上昇時に、第1近接センサが前記突辺部の下端を検出することにより、前記移動体が前記集合継手管を通過するまで前記電動機を一時的に無通電化し、前記移動体の下降時に、第2近接センサが前記突辺部の上端を検出することにより、前記移動体が前記集合継手管を通過するまで前記電動機を一時的に無通電化する通電制御部を有することを特徴とする遠心式配管ライニング装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012186261A JP5145478B1 (ja) | 2012-08-27 | 2012-08-27 | 遠心式配管ライニング方法および遠心式配管ライニング装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012186261A JP5145478B1 (ja) | 2012-08-27 | 2012-08-27 | 遠心式配管ライニング方法および遠心式配管ライニング装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP5145478B1 true JP5145478B1 (ja) | 2013-02-20 |
| JP2014043888A JP2014043888A (ja) | 2014-03-13 |
Family
ID=47890516
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012186261A Active JP5145478B1 (ja) | 2012-08-27 | 2012-08-27 | 遠心式配管ライニング方法および遠心式配管ライニング装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5145478B1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5236119B1 (ja) * | 2012-11-28 | 2013-07-17 | 株式会社P・C・Gテクニカ | 配管ライニング装置および配管ライニング方法 |
| CN114472090A (zh) * | 2022-02-10 | 2022-05-13 | 华能新能源股份有限公司 | 一种膜层生长设备及膜层生长方法 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102563972B1 (ko) | 2023-03-14 | 2023-08-03 | 김병우 | 고효율 사인 로터리 기관 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005313092A (ja) * | 2004-04-28 | 2005-11-10 | Pcg Tekunika:Kk | 配管ライニング装置および配管ライニング方法 |
| JP2006026632A (ja) * | 2004-06-16 | 2006-02-02 | Pcg Tekunika:Kk | 配管ライニング装置および配管ライニング方法 |
| JP2007175677A (ja) * | 2005-12-28 | 2007-07-12 | Pcg Technica:Kk | 配管ライニング方法 |
-
2012
- 2012-08-27 JP JP2012186261A patent/JP5145478B1/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005313092A (ja) * | 2004-04-28 | 2005-11-10 | Pcg Tekunika:Kk | 配管ライニング装置および配管ライニング方法 |
| JP2006026632A (ja) * | 2004-06-16 | 2006-02-02 | Pcg Tekunika:Kk | 配管ライニング装置および配管ライニング方法 |
| JP2007175677A (ja) * | 2005-12-28 | 2007-07-12 | Pcg Technica:Kk | 配管ライニング方法 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5236119B1 (ja) * | 2012-11-28 | 2013-07-17 | 株式会社P・C・Gテクニカ | 配管ライニング装置および配管ライニング方法 |
| CN114472090A (zh) * | 2022-02-10 | 2022-05-13 | 华能新能源股份有限公司 | 一种膜层生长设备及膜层生长方法 |
| CN114472090B (zh) * | 2022-02-10 | 2023-06-02 | 华能新能源股份有限公司 | 一种膜层生长设备及膜层生长方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014043888A (ja) | 2014-03-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5145478B1 (ja) | 遠心式配管ライニング方法および遠心式配管ライニング装置 | |
| US8806697B1 (en) | Machine for cleaning the interior of a water storage tank | |
| JP5236119B1 (ja) | 配管ライニング装置および配管ライニング方法 | |
| EP3597283B1 (en) | Filter arrangement | |
| CN111330766B (zh) | 一种建筑施工现场行走式脚手架施工外漆快速抹平装置 | |
| JP3173741U (ja) | 遠心式配管ライニング装置 | |
| CN108661842A (zh) | 水力工作装置及其水力叶轮、水力喷淋装置和工作头 | |
| CN102302991A (zh) | 自动旋转刷洗喷头 | |
| CN111111539B (zh) | 一种建筑施工用搅拌机清洁装置 | |
| CN210386850U (zh) | 一种输水管的管壁清洁装置 | |
| CN206015589U (zh) | 一种建筑场地降尘装置 | |
| CN209318260U (zh) | 一种高效的市政用小广告清洗机 | |
| JP2020112141A (ja) | 軸受洗浄方法 | |
| CN118083205B (zh) | 一种膏状物料恒温灌装设备 | |
| CN208686512U (zh) | 水力工作装置及其水力叶轮、水力喷淋装置和工作头 | |
| CN106429744A (zh) | 一种具有自动清洗功能的电梯 | |
| CN2829909Y (zh) | 脚手架钢管内壁涂漆机 | |
| CN216800975U (zh) | 一种中央空调管道清洗装置 | |
| CN216171002U (zh) | 一种建筑施工现场防尘装置 | |
| CN206915238U (zh) | 皮带机摩擦喷雾抑尘装置 | |
| CN111135643A (zh) | 清洁组件及空调器 | |
| CN111375705A (zh) | 一种建筑钢筋调直机加刷防锈液设备 | |
| CN202366811U (zh) | 自动旋转刷洗喷头 | |
| CN210754956U (zh) | 用于转子混砂机的集尘罩内腔清理结构 | |
| JP2005313092A (ja) | 配管ライニング装置および配管ライニング方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121120 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121126 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151130 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5145478 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |