JP5121925B2 - 柔軟形状の低容量オートクレーブ及びその使用方法 - Google Patents
柔軟形状の低容量オートクレーブ及びその使用方法 Download PDFInfo
- Publication number
- JP5121925B2 JP5121925B2 JP2010512330A JP2010512330A JP5121925B2 JP 5121925 B2 JP5121925 B2 JP 5121925B2 JP 2010512330 A JP2010512330 A JP 2010512330A JP 2010512330 A JP2010512330 A JP 2010512330A JP 5121925 B2 JP5121925 B2 JP 5121925B2
- Authority
- JP
- Japan
- Prior art keywords
- autoclave
- mating surface
- path
- conical
- angle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000000034 method Methods 0.000 title claims abstract description 34
- 238000003780 insertion Methods 0.000 claims abstract description 9
- 230000037431 insertion Effects 0.000 claims abstract description 9
- 230000013011 mating Effects 0.000 claims description 44
- 238000005304 joining Methods 0.000 claims description 16
- 238000005096 rolling process Methods 0.000 claims description 9
- 238000004519 manufacturing process Methods 0.000 claims description 7
- 230000008859 change Effects 0.000 claims description 4
- 239000002131 composite material Substances 0.000 claims description 4
- 238000003825 pressing Methods 0.000 claims description 2
- 230000008569 process Effects 0.000 description 11
- 230000007246 mechanism Effects 0.000 description 10
- 239000000463 material Substances 0.000 description 8
- 239000003733 fiber-reinforced composite Substances 0.000 description 5
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- 230000000295 complement effect Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 239000011208 reinforced composite material Substances 0.000 description 2
- RZVHIXYEVGDQDX-UHFFFAOYSA-N 9,10-anthraquinone Chemical compound C1=CC=C2C(=O)C3=CC=CC=C3C(=O)C2=C1 RZVHIXYEVGDQDX-UHFFFAOYSA-N 0.000 description 1
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 230000000712 assembly Effects 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 239000002826 coolant Substances 0.000 description 1
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 230000037361 pathway Effects 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J3/00—Processes of utilising sub-atmospheric or super-atmospheric pressure to effect chemical or physical change of matter; Apparatus therefor
- B01J3/04—Pressure vessels, e.g. autoclaves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/0227—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould using pressure vessels, e.g. autoclaves, vulcanising pans
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/42—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles
- B29C70/44—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using isostatic pressure, e.g. pressure difference-moulding, vacuum bag-moulding, autoclave-moulding or expanding rubber-moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/30—Vehicles, e.g. ships or aircraft, or body parts thereof
- B29L2031/3076—Aircrafts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/30—Vehicles, e.g. ships or aircraft, or body parts thereof
- B29L2031/3076—Aircrafts
- B29L2031/3085—Wings
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T50/00—Aeronautics or air transport
- Y02T50/40—Weight reduction
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Composite Materials (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Health & Medical Sciences (AREA)
- Oral & Maxillofacial Surgery (AREA)
- Thermal Sciences (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
- Pressure Vessels And Lids Thereof (AREA)
- Moulding By Coating Moulds (AREA)
Description
特徴、機能、及び利点は、本発明の様々な実施形態において、個別に又は更に他の実施形態に組み合わせて達成することができる。
本発明による装置及び技術を、下記の図面を参照して下に詳しく説明する。
方程式1
方程式2

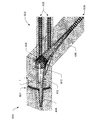
コニカルオートクレーブ402はまた、例えばオートクレーブが稼働中で高圧下にあるとき等に、コニカルオートクレーブの角度λが変わるのを防止する留め具610も含むことができる。追加の留め具を使用して、パーツを処理している間、例えばパーツの硬化中等にコニカルオートクレーブ402を固定することができる。
回転軸702により、第1コニカル部分404が半径行路704に沿って回転することが可能になるため、コニカルオートクレーブの角度λが変化しやすくなる。回転軸は第1コニカル部分404の接合端部を支持することができる一方で、半径カート704は第1コニカル部分の反対側の端部を支持することができる。半径カート706は半径行路704に沿った動きを容易にする機構を含むことができる。
また、本発明は以下に記載する態様を含む。
(態様1)
第1部分及び第2部分を備える圧力容器であって、第1及び第2部分のそれぞれが密閉された端部と第1及び第2部分を接合させる円周継ぎ手を有し、これらの部分によりパーツを受けいれる内部が画定され、前記継ぎ手によりこれらの部分間に角度が形成され且つさらにシール付きの開口部が形成されており、前記開口部により内部にパーツを挿入しやすくなり、前記シールにより内部を加圧することが可能になる圧力容器を備える、オートクレーブ。
(態様2)
第1部分及び第2部分がコニカル部分であり、前記コニカル部分の基部が円周継ぎ手によって接合されている、態様1に記載のオートクレーブ。
(態様3)
円周継ぎ手が第1及び第2部分の間に可変の角度を形成する、態様1に記載のオートクレーブ。
(態様4)
第1部分に合わせて配置されている第1行路であって、第1部分へのパーツの挿入及び第1部分からのパーツの取り出しを容易にする第1行路と、第2部分に合わせて配置されている第2行路であって、第2部分へのパーツの挿入と、第2部分の第1部分への接合を容易にする第2行路を有する行路システムをさらに備える、態様1に記載のオートクレーブ。
(態様5)
空洞を延長させるために、第1部分と円周継ぎ手の間にチューブ状のインサートをさらに備える、態様1に記載のオートクレーブ。
(態様6)
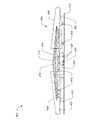
前記パーツが、後退角及び上反角のうちの少なくとも一つを含む一体成形の複合翼外板である、態様1に記載のオートクレーブ。
(態様7)
前記円周継ぎ手がオートクレーブのほぼ中央にある、態様1に記載のオートクレーブ。
(態様8)
縦軸を有する第1部分と縦軸を有する第2部分の間に継ぎ手を有する圧力容器であって、第1部分及び第2部分のそれぞれが、パーツを受け入れる内部空洞の一部を画定し、前記継ぎ手により第1部分及び第2部分の縦軸の間に角度が形成され、前記継ぎ手は、閉じた位置にあるときに圧力容器内部の圧力と熱を増加させやすくするシールを有する圧力容器と、
前記継ぎ手において第1部分を第2部分から離すことによって圧力容器を可動に開閉する搬送システムであって、パーツを空洞内に挿入し空洞から取り出す搬送システム
を備える低容量オートクレーブ。
(態様9)
前記継ぎ手が、オートクレーブが閉じた位置にあるときに、第1部分を第2部分に固定しやすくする補助スロットを有する第2歯車と係合する嵌合歯を有する第1歯車を備える、態様8に記載のオートクレーブ。
(態様10)
前記継ぎ手を含む球状接合部分をさらに備え、前記継ぎ手がほぼ円錐状の圧力容器部分の一つを回転させて、第1部分及び第2部分の縦軸によって画定された角度を調節することを容易にする丸い外形を有する、態様8に記載のオートクレーブ。
(態様11)
搬送システムが、第1部分の縦軸に対してほぼ平行であり、カートを誘導して第1部分を挿入し取り出す第1行路と、第2部分の縦軸に対してほぼ平行であり、カートを誘導して圧力容器を閉じる第2行路を備える、態様8に記載のオートクレーブ。
(態様12)
オートクレーブの開閉を容易にするために、第1部分が固定され、第2部分が行路上に可動に構成されている、態様11に記載のオートクレーブ。
(態様13)
前記パーツが、パーツ全体の角度を画定する中央部分を有する非線形の一体成形構造である、態様8に記載のオートクレーブ。
(態様14)
オートクレーブを使用して航空機のパーツを製造する方法であって、
オートクレーブの第1部分の第1嵌合面を通してパーツを挿入することにより、パーツが第1部分内部の第1空洞内に入り、
オートクレーブの第2部分をパーツに向かって転がすことにより、パーツが第2嵌合面を通って突き出して第2部分内部の第2空洞に入り、
第1嵌合面と第2嵌合面を接合してオートクレーブ内部のパーツを密閉し、
パーツに圧力と熱を加える
ステップを含む方法。
(態様15)
第1嵌合面と第2嵌合面を接合するステップが、非線形角度において複数の部分を嵌合させるステップを含む、態様14に記載の方法。
(態様16)
オートクレーブの第2部分をパーツに向かって転がすステップが、第1嵌合面に合わせて配置された行路上に構成されたカート上で第2部分を転がすステップを含む、態様14に記載の方法。
(態様17)
オートクレーブの第1部分を半径行路に沿って配置するステップをさらに含み、前記半径行路により、第1及び第2部分の縦軸によって画定されたオートクレーブの後退角の変更が容易になる、態様14に記載の方法。
(態様18)
パーツを第1嵌合面を通して挿入するステップが、カートを行路に沿って移動させるステップを含み、カートがジグを支持し、ジグは第1部分内部で行路に係合する車輪を含み且つパーツを成形するツールをさらに支持する、態様14に記載の方法。
(態様19)
第1嵌合面と第2嵌合面を接合するステップが、第1部分及び第2部分のうちの少なくとも一つを回転させて、第1嵌合面によって画定される第1平面と第2嵌合面によって画定される第2平面との間に平行な嵌合面を形成するステップを含む、態様14に記載の方法。
(態様20)
パーツが一体成形の航空機の翼である、態様14に記載の方法。
Claims (14)
- 第1部分及び第2部分を備える圧力容器であって、第1及び第2部分のそれぞれが密閉された端部と第1及び第2部分を接合させる円周継ぎ手を有し、これらの部分によりパーツを受けいれる内部が画定され、前記継ぎ手によりこれらの部分間に角度が形成され且つさらにシール付きの開口部が形成されており、前記開口部により内部にパーツを挿入しやすくなり、前記シールにより内部を加圧することが可能になる圧力容器を備える、オートクレーブ。
- 第1部分及び第2部分がコニカル部分であり、前記コニカル部分の基部が円周継ぎ手によって接合されている、請求項1に記載のオートクレーブ。
- 円周継ぎ手が第1及び第2部分の間に可変の角度を形成する、請求項1に記載のオートクレーブ。
- 第1部分に合わせて配置されている第1行路であって、第1部分へのパーツの挿入及び第1部分からのパーツの取り出しを容易にする第1行路と、第2部分に合わせて配置されている第2行路であって、第2部分へのパーツの挿入と、第2部分の第1部分への接合を容易にする第2行路を有する行路システムをさらに備える、請求項1に記載のオートクレーブ。
- 空洞を延長させるために、第1部分と円周継ぎ手の間にチューブ状のインサートをさらに備える、請求項1に記載のオートクレーブ。
- 前記パーツが、後退角及び上反角のうちの少なくとも一つを含む一体成形の複合翼外板である、請求項1に記載のオートクレーブ。
- 前記円周継ぎ手がオートクレーブのほぼ中央にある、請求項1に記載のオートクレーブ。
- オートクレーブを使用して航空機のパーツを製造する方法であって、
オートクレーブの第1部分の第1嵌合面を通してパーツを挿入することにより、パーツが第1部分内部の第1空洞内に入り、
オートクレーブの第2部分をパーツに向かって転がすことにより、パーツが第2嵌合面を通って突き出して第2部分内部の第2空洞に入り、
第1嵌合面と第2嵌合面を接合してオートクレーブ内部のパーツを密閉し、
パーツに圧力と熱を加える
ステップを含む方法。 - 第1嵌合面と第2嵌合面を接合するステップが、非線形角度において複数の部分を嵌合させるステップを含む、請求項8に記載の方法。
- オートクレーブの第2部分をパーツに向かって転がすステップが、第1嵌合面に合わせて配置された行路上に構成されたカート上で第2部分を転がすステップを含む、請求項8に記載の方法。
- オートクレーブの第1部分を半径行路に沿って配置するステップをさらに含み、前記半径行路により、第1及び第2部分の縦軸によって画定されたオートクレーブの後退角の変更が容易になる、請求項8に記載の方法。
- パーツを第1嵌合面を通して挿入するステップが、カートを行路に沿って移動させるステップを含み、カートがジグを支持し、ジグは第1部分内部で行路に係合する車輪を含み且つパーツを成形するツールをさらに支持する、請求項8に記載の方法。
- 第1嵌合面と第2嵌合面を接合するステップが、第1部分及び第2部分のうちの少なくとも一つを回転させて、第1嵌合面によって画定される第1平面と第2嵌合面によって画定される第2平面との間に平行な嵌合面を形成するステップを含む、請求項8に記載の方法。
- パーツが一体成形の航空機の翼である、請求項8に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11/761,744 US8876999B2 (en) | 2007-06-12 | 2007-06-12 | Flexible shape low volume autoclave |
| US11/761,744 | 2007-06-12 | ||
| PCT/US2008/066604 WO2008154602A1 (en) | 2007-06-12 | 2008-06-11 | Flexible shape low volume autoclave and method of using it |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2010530823A JP2010530823A (ja) | 2010-09-16 |
| JP2010530823A5 JP2010530823A5 (ja) | 2011-07-21 |
| JP5121925B2 true JP5121925B2 (ja) | 2013-01-16 |
Family
ID=39734211
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010512330A Expired - Fee Related JP5121925B2 (ja) | 2007-06-12 | 2008-06-11 | 柔軟形状の低容量オートクレーブ及びその使用方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US8876999B2 (ja) |
| JP (1) | JP5121925B2 (ja) |
| GB (1) | GB2464228B (ja) |
| WO (1) | WO2008154602A1 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8876999B2 (en) | 2007-06-12 | 2014-11-04 | The Boeing Company | Flexible shape low volume autoclave |
| US8910688B2 (en) | 2007-06-12 | 2014-12-16 | The Boeing Company | Low volume autoclave having configurable shape |
| FR2955787B1 (fr) * | 2010-02-04 | 2012-04-20 | Duqueine Rhone Alpes | Autoclave torique |
| US8457937B2 (en) | 2011-01-03 | 2013-06-04 | General Electric Company | Method of optimizing volume utilization of an autoclave |
| JP5737995B2 (ja) | 2011-02-21 | 2015-06-17 | 三菱重工業株式会社 | オートクレーブ及び成形材の加熱硬化方法 |
| CA2763214C (en) * | 2011-02-26 | 2019-04-30 | The Boeing Company | Low volume autoclave having configurable shape |
| US9844918B2 (en) * | 2014-11-10 | 2017-12-19 | Ilc Dover, Lp | Inflatable pressure intensifier |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2411497A (en) | 1940-10-03 | 1946-11-26 | Skaneateles Boats Inc | Making laminated articles |
| US3623303A (en) * | 1970-02-12 | 1971-11-30 | Int Harvester Co | Cotton picker low boll lifter |
| SU1346229A1 (ru) * | 1986-02-06 | 1987-10-23 | Всесоюзный Научно-Исследовательский Институт Цементного Машиностроения | Установка дл автоклавной обработки материала |
| GB8805705D0 (en) | 1988-03-10 | 1988-04-07 | Farleydene Ltd | Improvements in/relating to autoclaves |
| US4997511A (en) | 1988-05-02 | 1991-03-05 | Newsom Cosby M | Tubular autoclave for curing composite parts |
| JPH04135810A (ja) * | 1990-09-28 | 1992-05-11 | Mitsubishi Heavy Ind Ltd | 多品種少量生産用オートクレーブ |
| US5424046A (en) * | 1992-02-28 | 1995-06-13 | Smith; Benjamin G. | Method and apparatus for steam sterilization |
| DE19529508C1 (de) | 1995-08-10 | 1996-10-10 | Siegmund G Ederer | Härtekessel zur Herstellung von Porenbeton |
| DE19536675C1 (de) | 1995-09-30 | 1997-02-20 | Deutsche Forsch Luft Raumfahrt | Vorrichtung und Verfahren zur Herstellung von großflächigen Bauelementen nach dem RTM-Verfahren |
| US5758909A (en) * | 1996-06-18 | 1998-06-02 | Victaulic Company Of America | Rotation inhibiting quick connect connector for grooved pipe |
| US6692681B1 (en) * | 1997-01-29 | 2004-02-17 | Raytheon Aircraft Company | Method and apparatus for manufacturing composite structures |
| US6001305A (en) * | 1998-05-12 | 1999-12-14 | Steris Corporation | Sterilizer with elliptical pressure vessel |
| GB2381764A (en) * | 2001-11-08 | 2003-05-14 | Farleydene Ltd | Autoclave suitable for heat treating parts |
| UA12390U (en) | 2005-05-27 | 2006-02-15 | Prydniprovska State Acad Eng | Autoclave for thermomoist curing of articles made of porous concrete |
| NL1029471C2 (nl) | 2005-07-08 | 2007-01-09 | Crehabo Belgium N V | Werkwijze en inrichting voor het vervaardigen van een vormdeel uit een kunststof. |
| US20070080481A1 (en) | 2005-10-12 | 2007-04-12 | The Boeing Company | Apparatus and methods for fabrication of composite components |
| US8910688B2 (en) | 2007-06-12 | 2014-12-16 | The Boeing Company | Low volume autoclave having configurable shape |
| US8876999B2 (en) | 2007-06-12 | 2014-11-04 | The Boeing Company | Flexible shape low volume autoclave |
-
2007
- 2007-06-12 US US11/761,744 patent/US8876999B2/en not_active Expired - Fee Related
-
2008
- 2008-06-11 WO PCT/US2008/066604 patent/WO2008154602A1/en active Application Filing
- 2008-06-11 JP JP2010512330A patent/JP5121925B2/ja not_active Expired - Fee Related
- 2008-06-11 GB GB1000404.2A patent/GB2464228B/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| US8876999B2 (en) | 2014-11-04 |
| WO2008154602A1 (en) | 2008-12-18 |
| US20080308224A1 (en) | 2008-12-18 |
| GB2464228B (en) | 2012-05-23 |
| GB2464228A (en) | 2010-04-14 |
| GB201000404D0 (en) | 2010-02-24 |
| JP2010530823A (ja) | 2010-09-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5121925B2 (ja) | 柔軟形状の低容量オートクレーブ及びその使用方法 | |
| US8500085B2 (en) | Method for manufacturing a composite fiber component for aerospace | |
| US10596769B2 (en) | Bagging process and mandrel for fabrication of elongated composite structure | |
| US7410352B2 (en) | Multi-ring system for fuselage barrel formation | |
| JP7420637B2 (ja) | 補強複合材配置システム | |
| ES2628443T3 (es) | Método de fabricación compuesto que usa un conjunto de módulos compuestos | |
| KR20210010838A (ko) | 모멘트 접합 조립체의 정밀 제조를 위한 방법 및 장치 | |
| US9993925B2 (en) | End effector apparatus and methods for handling composite structures | |
| US9889580B2 (en) | Turning device for turning a first mould part for manufacturing a wind turbine blade part relative to a second mould part | |
| EP1388408B2 (en) | Consolidation joining of thermoplastic laminate ducts | |
| EP3162551B1 (en) | Rotational tooling apparatus for layup and cure of composite stringers | |
| KR20210108365A (ko) | 적층 제조된 구조물에서 접착제-기반 부품 유지 특징부를 위한 시스템 및 방법 | |
| KR102182478B1 (ko) | 복합재 이너프레임 다중 접합형 배럴을 포함하는 외피 일체형 발사체 추진제 탱크 및 이의 제조방법 | |
| US20200114593A1 (en) | Low volume autoclave having configurable shape | |
| JP2023129455A (ja) | 硬化ツールへの積層体の移送を容易にするためのレイアップツール | |
| EP2492076B1 (en) | Low volume autoclave having configurable shape | |
| US9132908B1 (en) | Expandable nose cone | |
| US8408836B2 (en) | Hull joint connection | |
| US9682523B2 (en) | System and method of manufacturing composite modules | |
| US11167508B2 (en) | System and method for fabricating and curing large composite structures | |
| US20030070743A1 (en) | Technique for joining tubular members | |
| US11654641B2 (en) | Composite ply placement system and method | |
| CN220380378U (zh) | 一种起竖架与发射台对接装置 | |
| US11167515B2 (en) | System and method for fabricating and curing large composite structures | |
| WO2023199236A1 (en) | Equipment and process for making a structural element in composite material |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110531 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110531 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121009 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121023 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151102 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5121925 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |