JP5117255B2 - Multi-layer film with reseal function and package using the same - Google Patents
Multi-layer film with reseal function and package using the same Download PDFInfo
- Publication number
- JP5117255B2 JP5117255B2 JP2008092277A JP2008092277A JP5117255B2 JP 5117255 B2 JP5117255 B2 JP 5117255B2 JP 2008092277 A JP2008092277 A JP 2008092277A JP 2008092277 A JP2008092277 A JP 2008092277A JP 5117255 B2 JP5117255 B2 JP 5117255B2
- Authority
- JP
- Japan
- Prior art keywords
- resin layer
- heat
- layer
- resin
- heat seal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Description
本発明は、多層フィルムに関し、さらに詳細には、食品や医薬品などの包装に好適に用いられる再封機能付き多層フィルム及びこれを用いた再封可能な包装体に関する。 TECHNICAL FIELD The present invention relates to a multilayer film, and more particularly to a multilayer film with a reseal function suitably used for packaging foods and pharmaceuticals, and a resealable package using the same.
使用する度に開封と再封を繰り返す化粧品や生理用品、あるいは一度では消費しきれない量の食品や医薬品などの包装手段としては、従来、再封機能を有する各種の包装体が用いられていた。この包装体は、開封後に残存する内容物の酸化劣化、あるいは吸湿、乾燥などによる変敗を防ぐことができ、例えば、プラスチック製のジッパーをラミネートしたジッパータイプの包装体が知られている。しかし、この包装体は繰り返し開封可能であり、優れた耐久性を有するものの、ジッパーなどの付属物を包装体に取り付けるための専用装置が必要であり、またそれに伴う加工工程も必要であるため、製造コストが嵩み、生産効率も低下するなどの問題点があった。 Conventionally, various packages with resealing function have been used as packaging means for cosmetics and sanitary products that are repeatedly opened and resealed every time they are used, or for food and pharmaceuticals that cannot be consumed once. . This package can prevent oxidative deterioration of the contents remaining after opening, or deterioration due to moisture absorption, drying, etc. For example, a zipper type package in which a plastic zipper is laminated is known. However, although this package can be repeatedly opened and has excellent durability, a dedicated device for attaching an accessory such as a zipper to the package is necessary, and a processing step associated therewith is also necessary. There were problems such as increased manufacturing costs and reduced production efficiency.
一方、ジッパーなどの付属物を取り付けることなく包装体自体に再封機能を付与させることのできる多層フィルムも開発されている。例えば、特許文献1及び2には、表面樹脂層(A)と、スチレン−ジエン系ゴム質ブロック共重合体の水素添加物と粘着付与剤とを含有してなる粘着樹脂層(B)と、ヒートシール樹脂層(C)とからなる蓋材用多層フィルムであって、底材から前記多層フィルムを剥がす際に粘着樹脂層(B)がヒートシール部分において再封可能な粘着状態で露出可能な多層フィルムが開示されている。
On the other hand, a multilayer film that can give a reseal function to the package itself without attaching an accessory such as a zipper has been developed. For example,
しかし、これらの多層フィルムは、粘着樹脂層(B)に必須成分としてゴム質ブロック共重合体の水素添加物と、ロジン系樹脂、テルペン樹脂、石油炭化水素樹脂などの粘着付与樹脂とを多量に含有させる必要があるため、例えば、共押出多層フィルムを製膜する場合には、粘着樹脂層(B)の樹脂組成物をあらかじめニ軸押出機などの混練装置で均一にコンパウンドしておくか、あるいは粘着樹脂層(B)の押出設備としてニ軸押出機を導入する必要がある。通常、共押出多層フィルムメーカーの押出設備は、単軸押出機を採用していることが多いため、そのようなフィルムメーカーに対しては、粘着付与樹脂を多く含有させるためには、製造コストがアップするか、あるいは新たな設備投資が必要となり好ましくない。また、粘着付与樹脂を多量に含有する粘着樹脂層(B)を有する多層フィルムの初期剥離強度は経時変化が大きいため、安定した剥離強度を有するか否かを確認するのに多くの時間を要し、生産能率を低下させてしまう場合があった。さらに、粘着付与樹脂を多量に含む多層フィルムを食品用包装体に用いた場合、油脂性食品の疑似溶媒であるn−ヘプタンを用いた溶出試験で粘着付与樹脂の抽出量が増加する傾向にあるため、食品衛生面からはできるだけ粘着付与樹脂を混合しない方が好ましい。 However, these multilayer films contain a large amount of rubber block copolymer hydrogenated substances and tackifying resins such as rosin-based resins, terpene resins, and petroleum hydrocarbon resins as essential components for the adhesive resin layer (B). Since it is necessary to contain, for example, when forming a co-extruded multilayer film, the resin composition of the adhesive resin layer (B) is previously uniformly compounded with a kneading apparatus such as a biaxial extruder, Alternatively, it is necessary to introduce a biaxial extruder as an extrusion equipment for the adhesive resin layer (B). Usually, the extrusion equipment of a co-extrusion multilayer film manufacturer often employs a single screw extruder, and for such a film manufacturer, in order to contain a large amount of tackifying resin, the production cost is low. Or a new capital investment is required. Moreover, since the initial peel strength of the multilayer film having the pressure-sensitive adhesive resin layer (B) containing a large amount of tackifying resin has a large change over time, it takes a lot of time to check whether it has a stable peel strength. In some cases, the production efficiency may be reduced. Furthermore, when a multilayer film containing a large amount of tackifying resin is used in a food packaging, the amount of the tackifying resin extracted tends to increase in an elution test using n-heptane, which is a pseudo solvent for oily foods. Therefore, it is preferable not to mix the tackifier resin as much as possible from the viewpoint of food hygiene.
また、特許文献3には、基材の少なくとも一面に粘着樹脂層(粘着剤層)とヒートシール剤層とがこの順に形成されたヒートシール用の包装材料であって、前記粘着樹脂層と前記ヒートシール剤層の間の接着強度がヒートシール剤層とヒートシールの対象となる層の間のヒートシール強度よりも小さい包装材料が開示されている。
具体的には、実施例として、ポリエステルと二軸延伸ポリプロピレンとからなるラミネートフィルム(厚さ50μm)基材の二軸延伸ポリプロピレン面上に、スチレン10質量%とジエン系炭化水素90質量%からなるランダム共重合体の水素添加物をTダイによる押出しラミネートにより25μmの厚さにした粘着樹脂層をラミネートし、さらにこの粘着樹脂層上に溶剤可溶型のアクリル系ヒートシールラッカーをコーティングしたヒートシール剤層を積層した包装材料が例示されている。この包装材料をタブ付の円形に切り抜き、蓋材としてポリスチレン容器にヒートシールした包装体の場合、タブをつまんで引っ張ると、粘着樹脂層とヒートシール剤層との界面で剥離が生じ、剥離した蓋を容器に被せて指等で圧着すると粘着樹脂層がフランジ部に再粘着し、再度封をすることが記載されている。
Specifically, as an example, on a biaxially stretched polypropylene surface of a laminate film (
しかしながら、上記の構成を有する包装体は、ヒートシール剤をコーティングする前段階で、粘着樹脂が外部に露出する工程が発生し、大気中に浮遊している塵、埃などが粘着樹脂に付着し、再封性が低下してしまう場合があり、さらにコーティングのためのコーターや乾燥設備などの特別な設備も必要となり、製造コストがアップするなどの問題がある。
本発明は、従来の蓋材の課題を解決するためになされたものであり、その課題は、食品衛生面に優れ、良好な易開封性と、手や指による加圧圧着のみで良好な再封性とを併有する再封機能付き多層フィルム、及びこれを用いた再封可能な包装体を提供することにある。 The present invention has been made to solve the problems of conventional lid materials, and the problems are excellent in food hygiene, good easy-openability, and good recombination only by pressure pressing with hands and fingers. It is an object to provide a multilayer film with a resealing function having both sealing properties and a resealable package using the same.
本発明者らは、鋭意検討を重ねた結果、特定の粘弾性特性を有するスチレン系熱可塑性エラストマーを粘着樹脂層の主成分として用いることにより上記課題を解決できることを見出し、本発明を完成するに至った。
すなわち、本発明の課題は以下の再封機能付き多層フィルム、並びに該多層フィルムを用いた包装体により達成される。
As a result of intensive studies, the present inventors have found that the above problem can be solved by using a styrene-based thermoplastic elastomer having a specific viscoelastic property as a main component of the adhesive resin layer, and to complete the present invention. It came.
That is, the subject of this invention is achieved by the following multilayer film with a reseal function, and the package using the multilayer film.
(1)表面樹脂層(A)、粘着樹脂層(B)、及びヒートシール樹脂層(C)が、(A)/(B)/(C)の順に積層され、前記粘着樹脂層(B)が動的粘弾性測定により周波数10Hzで測定される損失正接(tanδ)のピーク値が−35℃以上のスチレン系熱可塑性エラストマー(b)を主成分として含有するが、実質的に粘着付与樹脂を含有しない層、前記ヒートシール樹脂層(C)が単層構成かつアミド系樹脂からなり、前記ヒートシール樹脂層(C)の厚みが1μm以上30μm以下である再封機能付多層フィルムを蓋材又は底材の一方に用い、前記多層フィルムの前記ヒートシール樹脂層(C)を被シール体のヒートシール部にヒートシールすることで底材と蓋材とがヒートシールされた包装体であり、前記ヒートシール部において、前記粘着樹脂層(B)と前記ヒートシール樹脂層(C)とが層間剥離したときに、両層が再封可能な状態で露出することを特徴とする再封可能な包装体。
(2)前記粘着樹脂層(B)の露出が、前記ヒートシール部において、前記ヒートシール樹脂層(C)の前記多層フィルムからの破断と、前記粘着樹脂層(B)と前記ヒートシール樹脂層(C)との層間剥離と、前記ヒートシール樹脂層(C)の被シール体側への移行とにより行われることを特徴とする上記(1)に記載の再封可能な包装体。
(3)前記表面樹脂層(A)が、オレフィン系樹脂、アミド系樹脂、エチレン−酢酸ビニル共重合体ケン化物、エステル系樹脂、及びスチレン系樹脂からなる群から選ばれる少なくとも1種の熱可塑性樹脂を主成分として構成されることを特徴とする上記(1)又は(2)に記載の再封可能な包装体。
(1) A surface resin layer (A), an adhesive resin layer (B), and a heat seal resin layer (C) are laminated in the order of (A) / (B) / (C), and the adhesive resin layer (B) Contains a styrene thermoplastic elastomer (b) whose peak value of loss tangent (tan δ) measured at a frequency of 10 Hz by dynamic viscoelasticity measurement is −35 ° C. or more as a main component, but substantially contains a tackifying resin. layer not containing the made heat seal resin layer (C) is a single layer structure or Zur bromide resin, lid resealing function equipped multilayer film thickness is 1μm or 30μm or less of the heat seal resin layer (C) It is a package in which the bottom material and the lid material are heat-sealed by heat-sealing the heat-seal resin layer (C) of the multilayer film to the heat-sealed part of the object to be sealed. , In the heat seal part Te, wherein when the adhesive resin layer (B) and the heat seal resin layer (C) is delaminated, reclosable package, characterized in that both layers are exposed at the resealable state.
(2) The exposure of the pressure-sensitive adhesive resin layer (B) is the breakage of the heat-seal resin layer (C) from the multilayer film, the pressure-sensitive adhesive resin layer (B), and the heat-seal resin layer in the heat seal portion. The resealable packaging body according to the above (1), which is performed by delamination with (C) and transfer of the heat seal resin layer (C) to the sealed body side.
(3) The surface resin layer (A) is at least one thermoplastic selected from the group consisting of olefin resins, amide resins, saponified ethylene-vinyl acetate copolymers, ester resins, and styrene resins. The resealable packaging body according to the above (1) or (2), wherein the resealable packaging body is composed of a resin as a main component.
本発明によれば、食品衛生面に優れ、良好な易開封性と、手や指による加圧圧着のみで良好な再封性とを併有する再封機能付き多層フィルム、並びにこれを用いた再封可能な包装体を提供できる。 ADVANTAGE OF THE INVENTION According to this invention, it is excellent in food hygiene, has a good easy-opening property, and a multi-layer film with a reseal function having both good re-sealability only by pressure and pressure bonding with hands and fingers, and A sealable package can be provided.
以下、本発明の再封機能付き多層フィルム及び包装体(以下、それぞれ「本発明の多層フィルム」及び「本発明の包装体」という。)について詳細に説明する。
なお、本明細書において、「主成分として構成される」とは、各層を構成する樹脂の作用・効果を妨げない範囲で、他の成分を含むことを許容する趣旨である。さらに、この用語は、具体的な含有率を制限するものではないが、各層の構成成分全体の70質量%以上100質量%以下、好ましくは85質量%以上100質量%以下、さらに好ましくは95質量%以上100質量%以下を占めることを意味する。
Hereinafter, the multilayer film with re-sealing function and the package of the present invention (hereinafter referred to as “multilayer film of the present invention” and “package of the present invention”, respectively) will be described in detail.
In the present specification, “configured as a main component” is intended to allow other components to be included within a range that does not impede the action and effect of the resin constituting each layer. Further, this term does not limit the specific content, but it is 70% by mass or more and 100% by mass or less, preferably 85% by mass or more and 100% by mass or less, more preferably 95% by mass of the total components of each layer. It means that it occupies% or more and 100 mass% or less.
〔本発明の多層フィルム〕
本発明の多層フィルムは、表面樹脂層(A)、粘着樹脂層(B)、及びヒートシール樹脂層(C)が、(A)/(B)/(C)の順に積層されている多層フィルムであって、前記粘着樹脂層(B)が動的粘弾性測定により周波数10Hzで測定される損失正接(tanδ)のピーク値が−35℃以上のスチレン系熱可塑性エラストマー(b)を主成分として構成される層であり、前記ヒートシール樹脂層(C)を被シール体のヒートシール部でヒートシールさせ、次いで該ヒートシール部から前記多層フィルムを剥離したときに、前記ヒートシール部において、前記粘着樹脂層(B)と前記ヒートシール樹脂層(C)とが層間剥離し、かつ前記粘着樹脂層(B)が前記ヒートシール樹脂層(C)と再封可能な状態で露出することを特徴とする再封機能付き多層フィルムである。
[Multilayer Film of the Present Invention]
The multilayer film of the present invention is a multilayer film in which a surface resin layer (A), an adhesive resin layer (B), and a heat seal resin layer (C) are laminated in the order of (A) / (B) / (C). And the adhesive resin layer (B) is mainly composed of a styrene thermoplastic elastomer (b) having a peak value of loss tangent (tan δ) measured at a frequency of 10 Hz by dynamic viscoelasticity measurement of −35 ° C. or more. When the heat seal resin layer (C) is heat-sealed at the heat-sealed portion of the object to be sealed and then the multilayer film is peeled from the heat-sealed portion, The adhesive resin layer (B) and the heat seal resin layer (C) are delaminated, and the adhesive resin layer (B) is exposed to be resealable with the heat seal resin layer (C). To With sealing function is a multi-layer film.
まず、本発明の多層フィルムの表面樹脂層(A)について説明する。
表面樹脂層(A)は、熱可塑性樹脂(a)を主成分として構成される層であり、剥離時に表面樹脂層(A)と粘着樹脂層(B)との間の層間剥離強度が、粘着樹脂層(B)とヒートシール樹脂層(C)との間の層間剥離強度よりも大きくなる層構成であれば特に制限されるものではなく、単層であっても多層であってもよい。
First, the surface resin layer (A) of the multilayer film of the present invention will be described.
The surface resin layer (A) is a layer composed of the thermoplastic resin (a) as a main component, and the delamination strength between the surface resin layer (A) and the adhesive resin layer (B) at the time of peeling is adhesive. The layer structure is not particularly limited as long as it is greater than the delamination strength between the resin layer (B) and the heat seal resin layer (C), and may be a single layer or a multilayer.
表面樹脂層(A)の主成分として用いられる熱可塑性樹脂(a)は、粘着樹脂層(B)、及びヒートシール樹脂層(C)の主成分として用いられる樹脂の種類を考慮して適宜選択する必要がある。熱可塑性樹脂(a)は、溶融押出温度が概ね180℃以上300℃以下の範囲であることから、この範囲内で溶融押出可能な熱可塑性樹脂が好適に用いられる。具体的に熱可塑性樹脂(a)としては、オレフィン系樹脂(エチレン系樹脂、プロピレン系樹脂、環状オレフィン系樹脂等)、アミド系樹脂、エチレン−酢酸ビニル共重合体のケン化物、エステル系樹脂、スチレン系樹脂、カーボネート系樹脂等が挙げられる。これらの熱可塑性樹脂は、単独あるいは2種以上の混合樹脂組成物として用いることができ、単層構成又は多層構成を形成できる。 The thermoplastic resin (a) used as the main component of the surface resin layer (A) is appropriately selected in consideration of the type of resin used as the main component of the adhesive resin layer (B) and the heat seal resin layer (C). There is a need to. Since the thermoplastic resin (a) has a melt extrusion temperature in a range of approximately 180 ° C. or more and 300 ° C. or less, a thermoplastic resin that can be melt extruded within this range is suitably used. Specific examples of the thermoplastic resin (a) include olefin resins (ethylene resins, propylene resins, cyclic olefin resins, etc.), amide resins, saponified ethylene-vinyl acetate copolymers, ester resins, Examples thereof include styrene resins and carbonate resins. These thermoplastic resins can be used alone or as a mixed resin composition of two or more, and can form a single layer structure or a multilayer structure.
本発明では、成型加工性、製造コスト、透明性などを考慮すると、熱可塑性樹脂(a)としてはオレフィン系樹脂、アミド系樹脂、エチレン−酢酸ビニル共重合体ケン化物、エステル系樹脂、及びスチレン系樹脂からなる群から選ばれる少なくとも1種の熱可塑性樹脂を好適に用いることができる。 In the present invention, in consideration of molding processability, production cost, transparency and the like, the thermoplastic resin (a) includes olefin resin, amide resin, saponified ethylene-vinyl acetate copolymer, ester resin, and styrene. At least one thermoplastic resin selected from the group consisting of a series resin can be suitably used.
オレフィン系樹脂がエチレン系樹脂である場合、エチレン系樹脂としては、超低密度ポリエチレン(VLDPE)、線状低密度ポリエチレン(LLDPE)、低密度ポリエチレン(LDPE)、中密度ポリエチレン(MDPE)、高密度ポリエチレン(HDPE)等のエチレン系樹脂;エチレン−酢酸ビニル共重合体(EVA)、エチレン−メチルメタアクリレート共重合体(EMMA)、エチレン−エチルアクリレート共重合体(EEA)、エチレン−メチルアクリレート共重合体(EMA)、エチレン−アクリル酸共重合体(EAA)、エチレン−メタクリル酸共重合体(EMAA)、エチレン−グリシジルメタクリレート共重合体(E−GMA)、エチレン−酢酸ビニル−グリシジルメタクリレート共重合体(E−VA−GMA)、エチレン−無水マレイン酸共重合体(E−MAH)、エチレン−エチルアクリレート−無水マレイン酸共重合体(E−EA−MAH)、等のエチレン系共重合体;さらにはエチレン−アクリル酸共重合体の金属中和物、エチレン−メタクリル酸共重合体の金属中和物等が挙げられる。これらは、一種のみを単独で、又は2種以上を混合して使用してもよい。 When the olefin resin is an ethylene resin, examples of the ethylene resin include very low density polyethylene (VLDPE), linear low density polyethylene (LLDPE), low density polyethylene (LDPE), medium density polyethylene (MDPE), and high density. Ethylene resins such as polyethylene (HDPE); ethylene-vinyl acetate copolymer (EVA), ethylene-methyl methacrylate copolymer (EMMA), ethylene-ethyl acrylate copolymer (EEA), ethylene-methyl acrylate copolymer Copolymer (EMA), ethylene-acrylic acid copolymer (EAA), ethylene-methacrylic acid copolymer (EMAA), ethylene-glycidyl methacrylate copolymer (E-GMA), ethylene-vinyl acetate-glycidyl methacrylate copolymer (E-VA-GMA), D Ethylene copolymers such as lene-maleic anhydride copolymer (E-MAH), ethylene-ethyl acrylate-maleic anhydride copolymer (E-EA-MAH); and further ethylene-acrylic acid copolymer And a neutralized metal of ethylene-methacrylic acid copolymer. These may be used alone or in combination of two or more.
オレフィン系樹脂がプロピレン系樹脂である場合、プロピレン系樹脂としては、プロピレン単独重合体、プロピレンと他のα−オレフィン、例えばエチレン、ブテン等との共重合体が挙げられ、共重合体としてはランダム共重合体、ブロック共重合体のいずれもが使用できる。また、立体規則性については、アイソタクチック構造、シンジオタクチック構造、アタクチック構造、ステレオブロック構造などいずれであってもよい。これらは、一種のみを単独で、又は2種以上を混合して使用してもよい。 When the olefin resin is a propylene resin, examples of the propylene resin include propylene homopolymers and copolymers of propylene and other α-olefins such as ethylene and butene. Either a copolymer or a block copolymer can be used. The stereoregularity may be any of an isotactic structure, a syndiotactic structure, an atactic structure, a stereo block structure, and the like. These may be used alone or in combination of two or more.
オレフィン系樹脂が環状オレフィン系樹脂である場合、環状オレフィン系樹脂としては、エチレンとノルボルネン類やテトラシクロドデセン類及びその誘導体などの環状オレフィンとのランダム共重合体、環状オレフィン開環(共)重合体、環状オレフィン開環(共)重合体の水素化物、及びこれらの(共)重合体のグラフト変性物などが挙げられる。ここで、エチレンと環状オレフィンとのランダム共重合体の場合には、エチレン以外のα−オレフィンを含むものや、第3成分としてブタジエン、イソプレンなどを含有するものであってもよい。これらは、一種のみを単独で、又は2種以上を混合して使用してもよい。 When the olefin resin is a cyclic olefin resin, examples of the cyclic olefin resin include random copolymers of ethylene and cyclic olefins such as norbornenes, tetracyclododecenes and derivatives thereof, and cyclic olefin ring-opening (co) Examples thereof include polymers, hydrogenated products of cyclic olefin ring-opening (co) polymers, graft-modified products of these (co) polymers, and the like. Here, in the case of a random copolymer of ethylene and a cyclic olefin, it may contain an α-olefin other than ethylene, or may contain butadiene, isoprene or the like as the third component. These may be used alone or in combination of two or more.
前記アミド系樹脂としては、まず、脂肪族ポリアミド重合体として、環状ラクタムの開環重合物、アミノカルボン酸の重縮合物、ジカルボン酸とジアミンとの重縮合物などが挙げられる。具体的には、6ナイロンと称されるε−カプロラクタムの単独重合体や66ナイロンと称されるポリヘキサメチレンアジパミド、あるいは、これらの共重合体である6−66ナイロン等が挙げられる。また、芳香族ポリアミド重合体として、キシリレンジアミンと炭素数が6以上12以下のα,ω脂肪族ジカルボン酸とからなるポリアミド構成単位を分子鎖中に70モル%以上含有している樹脂等が使用できる。具体的には、ポリメタキシリレンアジパミド、ポリメタキシリレンピメラミド、ポリメタキシリレンアゼラミド、ポリパラキシリレンアゼラミド、ポリパラキシリレンデカナミドなどの単独重合体、メタキシリレン/パラキシリレンアジパミド共重合体、メタキシリレン/パラキシリレンピメラミド共重合体、メタキシリレン/パラキシリレンアゼラミド共重合体、メタキシリレン/パラキシリレンセパカミド共重合体などの共重合体が挙げられる。これらは、一種のみを単独で、2種以上を混合して使用してもよい。 Examples of the amide-based resin include, as aliphatic polyamide polymers, ring-opening polymers of cyclic lactams, polycondensates of aminocarboxylic acids, and polycondensates of dicarboxylic acids and diamines. Specifically, a homopolymer of ε-caprolactam referred to as 6 nylon, polyhexamethylene adipamide referred to as 66 nylon, or 6-66 nylon as a copolymer thereof can be used. Moreover, as an aromatic polyamide polymer, a resin containing 70 mol% or more of a polyamide constituent unit composed of xylylenediamine and an α, ω aliphatic dicarboxylic acid having 6 to 12 carbon atoms in the molecular chain, etc. Can be used. Specifically, homopolymers such as polymetaxylylene adipamide, polymetaxylylene pimeramide, polymetaxylylene azelamide, polyparaxylylene azelamide, polyparaxylylene decanamide, metaxylylene / paraxylylene azamide Examples of the copolymer include a amide copolymer, a metaxylylene / paraxylylene pimeramide copolymer, a metaxylylene / paraxylylene azeramide copolymer, and a metaxylylene / paraxylylene sepacamide copolymer. These may be used alone or in combination of two or more.
前記エチレン−酢酸ビニル共重合体ケン化物としては、エチレン含有率が29%以上好ましくは32%以上であり、かつ47モル%以下、好ましくは44モル%以下であり、またケン化度が90%以上、好ましくは95%以上のものが好適に用いられる。エチレン含有量とケン化度が上記範囲のグレードを選択することにより、フィルムのガスバリアー性や力学強度等を良好なものとすることができる。これらは、一種のみを単独で、2種以上を混合して使用してもよい。 The saponified ethylene-vinyl acetate copolymer has an ethylene content of 29% or more, preferably 32% or more, 47 mol% or less, preferably 44 mol% or less, and a saponification degree of 90%. Above, preferably 95% or more is suitably used. By selecting a grade in which the ethylene content and the degree of saponification are in the above ranges, the gas barrier properties and mechanical strength of the film can be improved. These may be used alone or in combination of two or more.
前記エステル系樹脂としては、ポリエチレンテレフタレート樹脂、ポリプロピレンテレフタレート樹脂、ポリブチレンテレフタレート樹脂、ポリエチレンイソフタレート樹脂、ポリエチレンナフタレート樹脂、ポリブチレンナフタレート樹脂、ポリエチレンテレフタレート/イソフタレート共重合樹脂、1,4−シクロヘキサンジメタノール単位を全グリコール単量体単位中に15モル%以上50モル%以下含有する低結晶性あるいは非晶性ポリエチレンテレフタレート樹脂、ポリエチレン/ネオペンチルテレフタレート共重合樹脂、ポリ乳酸系樹脂に代表される脂肪族ポリエステル樹脂類などが挙げられる。 Examples of the ester resin include polyethylene terephthalate resin, polypropylene terephthalate resin, polybutylene terephthalate resin, polyethylene isophthalate resin, polyethylene naphthalate resin, polybutylene naphthalate resin, polyethylene terephthalate / isophthalate copolymer resin, 1,4-cyclohexane. Represented by low crystalline or amorphous polyethylene terephthalate resin, polyethylene / neopentyl terephthalate copolymer resin, and polylactic acid-based resin containing 15 to 50 mol% of dimethanol units in all glycol monomer units. Examples include aliphatic polyester resins.
また、前記エステル系樹脂にハードセグメントとして高融点高結晶性の芳香族ポリエステル、ソフトセグメントとして非晶性ポリエステルや非晶性ポリエーテルなどを有する熱可塑性ポリエステル系エラストマーも適宜混合してもかまわない。これらのエラストマーは、一種のみを単独で、又は2種以上を適宜混合して使用してもよい。 In addition, a thermoplastic polyester elastomer having a high melting point and high crystallinity aromatic polyester as a hard segment and an amorphous polyester or amorphous polyether as a soft segment may be appropriately mixed with the ester resin. These elastomers may be used alone or in a suitable mixture of two or more.
前記スチレン系樹脂としては、汎用ポリスチレン(GPPS)、ハイインパクトポリスチレン(HIPS)、スチレン−(メタ)アクリル酸エステル共重合体、スチレン系モノマーと(メタ)アクリル酸エステルからなるスチレン系共重合体の連続相に分散粒子としてゴム状弾性体を1質量%以上20質量%以下含有した樹脂などが挙げられる。これらは、一種のみを単独で又は2種以上を混合して使用してもよい。 Examples of the styrenic resin include general-purpose polystyrene (GPPS), high-impact polystyrene (HIPS), styrene- (meth) acrylic acid ester copolymer, and a styrenic copolymer composed of a styrenic monomer and a (meth) acrylic acid ester. Examples thereof include a resin containing 1% by mass to 20% by mass of a rubber-like elastic body as dispersed particles in the continuous phase. You may use these individually by 1 type or in mixture of 2 or more types.
表面樹脂層(A)は、多層フィルムにガスバリアー性、耐ピンホール性などの機能を付与するためには、表面樹脂層(A)を2層以上の層構成とし、かつエチレン−酢酸ビニル共重合体ケン化物を主成分とする層及び/又はアミド系樹脂等を主成分とする層を少なくとも1層有することが好ましい。但し、表面樹脂層(A)を多層構成とした場合には、多層を構成する各樹脂層間の層間剥離強度は、粘着樹脂層(B)とヒートシール樹脂層(C)との間の層間剥離強度よりも大きくなるような接着性樹脂を適宜選択し使用することも重要である。 The surface resin layer (A) is composed of two or more surface resin layers (A) in order to give the multilayer film functions such as gas barrier properties and pinhole resistance, and is composed of ethylene-vinyl acetate. It is preferable to have at least one layer containing a saponified polymer as a main component and / or a layer containing an amide resin as a main component. However, when the surface resin layer (A) has a multilayer structure, the delamination strength between the resin layers constituting the multilayer is the delamination between the adhesive resin layer (B) and the heat seal resin layer (C). It is also important to appropriately select and use an adhesive resin that is greater than the strength.
ここで、前記接着性樹脂としては、線状低密度ポリエチレン(LLDPE)、低密度ポリエチレン(LDPE)、及びエチレン−酢酸ビニル共重合体(EVA)などのエチレン系樹脂や、プロピレン単独重合体、及びプロピレンと他のα−オレフィンとの共重合体などのプロピレン系樹脂に、アクリル酸、あるいは、メタアクリル酸などの一塩基性不飽和脂肪酸、又はメチルアクリレート、メチルメタアクリレート、若しくはグリシジルメタアクリレートなどの一塩基性不飽和脂肪酸のエステル化合物、又はマレイン酸、フマル酸若しくはイタコン酸などの二塩基性脂肪酸の無水物などを化学的に結合させたオレフィン系接着性樹脂が好適に用いられる。このような接着性樹脂の具体例としては、三井化学(株)製の商品名「アドマー」や三菱化学(株)製の商品名「モディック」等を例示することができる。 Here, as the adhesive resin, ethylene-based resins such as linear low density polyethylene (LLDPE), low density polyethylene (LDPE), and ethylene-vinyl acetate copolymer (EVA), propylene homopolymer, and Propylene resins such as copolymers of propylene and other α-olefins, monobasic unsaturated fatty acids such as acrylic acid or methacrylic acid, or methyl acrylate, methyl methacrylate, or glycidyl methacrylate An olefin-based adhesive resin in which an ester compound of a monobasic unsaturated fatty acid or an anhydride of a dibasic fatty acid such as maleic acid, fumaric acid or itaconic acid is chemically bonded is preferably used. Specific examples of such an adhesive resin include trade name “Admer” manufactured by Mitsui Chemicals, Inc. and trade name “Modic” manufactured by Mitsubishi Chemical Corporation.
表面樹脂層(A)には、本発明の主旨を損なわない範囲でその他の成分を適宜添加しても構わない。具体的には、防曇剤、帯電防止剤、熱安定剤、造核剤、酸化防止剤、滑剤、アンチブロッキング剤、離型剤、紫外線吸収剤等の成分が挙げられる。表面樹脂層(A)が多層構成である場合には、特定の層にのみ添加しても、あるいは、全ての層に添加してもかまわない。 Other components may be appropriately added to the surface resin layer (A) as long as the gist of the present invention is not impaired. Specific examples include components such as an antifogging agent, an antistatic agent, a heat stabilizer, a nucleating agent, an antioxidant, a lubricant, an antiblocking agent, a release agent, and an ultraviolet absorber. When the surface resin layer (A) has a multilayer structure, it may be added only to a specific layer or may be added to all layers.
次に、本発明の多層フィルムの粘着樹脂層(B)について説明する。
粘着樹脂層(B)は、動的粘弾性測定により周波数10Hzで測定される損失正接(tanδ)のピーク値を示す温度が−35℃以上のスチレン系熱可塑性エラストマー(b)を主成分として含有してなる樹脂層であることが重要である。ここで、前記損失正接(tanδ)のピーク値を示す温度が−35℃以上にあれば、剥離時に露出した粘着樹脂層(B)とヒートシール樹脂層(C)を手や指による加圧接着のみで実用性のある再封止性が発現するため好ましい。この再封止性には、常温での粘弾性特性、特に、損失正接(tanδ)の値も影響しているものと推察され、常温での損失正接(tanδ)の値が0.1以上(上限値は、通常、0.6程度)であることがさらに好ましい。また、スチレン系熱可塑性エラストマー(b)の損失正接(tanδ)のピーク値を示す温度の上限値は、エラストマーとしての特性から、通常、10℃以下である。さらに、本発明の多層フィルムは、冷蔵庫に代表される冷蔵設備などの低温での環境下でも使用されることがあるため、これらのことを考慮すると、損失正接(tanδ)のピーク値を示す温度の好ましい範囲は、−30℃以上、より好ましくは−25℃以上であり、5℃以下、より好ましくは0℃以下の範囲である。
Next, the adhesive resin layer (B) of the multilayer film of the present invention will be described.
The pressure-sensitive adhesive resin layer (B) contains, as a main component, a styrene-based thermoplastic elastomer (b) having a temperature indicating a loss tangent (tan δ) peak value measured at a frequency of 10 Hz by dynamic viscoelasticity measurement of −35 ° C. or more. It is important that the resin layer is formed. Here, if the temperature indicating the peak value of the loss tangent (tan δ) is −35 ° C. or higher, the pressure-sensitive adhesive layer (B) and the heat seal resin layer (C) exposed at the time of peeling are pressure bonded by hand or fingers. It is preferable because only practical resealability is exhibited. The resealability is presumed to be affected by viscoelastic properties at room temperature, particularly the value of loss tangent (tan δ), and the value of loss tangent (tan δ) at room temperature is 0.1 or more ( The upper limit is usually more preferably about 0.6). Moreover, the upper limit of the temperature which shows the peak value of loss tangent (tan-delta) of a styrene-type thermoplastic elastomer (b) is 10 degrees C or less normally from the characteristic as an elastomer. Furthermore, since the multilayer film of the present invention may be used even in a low-temperature environment such as a refrigeration facility typified by a refrigerator, taking these into consideration, the temperature showing the peak value of loss tangent (tan δ) The preferred range is −30 ° C. or higher, more preferably −25 ° C. or higher, and 5 ° C. or lower, more preferably 0 ° C. or lower.
前記スチレン系熱可塑性エラストマー(b)としては、スチレン、あるいはα−メチルスチレンなどのスチレン同族体と共役ジエンとの共重合体又はその水素添加誘導体であることが好ましい。ここで、共役ジエン部分を構成する共役ジエンとしては、1,3−ブタジエン、イソプレン、1,3−ペンタジエンなどが挙げられ、これらは共重合体中に単独又は2種以上が混合された状態で含まれていてもよい。但し、この共役ジエン部分のビニル結合を主とした二重結合が残った場合の熱安定性や耐候性は極めて悪いので、これを改良するため、二重結合の80%以上、好ましくは95%以上に水素を添加したものを用いることが好ましい。 The styrenic thermoplastic elastomer (b) is preferably styrene, a copolymer of a styrene homologue such as α-methylstyrene and a conjugated diene, or a hydrogenated derivative thereof. Here, examples of the conjugated diene constituting the conjugated diene moiety include 1,3-butadiene, isoprene, 1,3-pentadiene, and the like. These may be used alone or in a state where two or more kinds are mixed in the copolymer. It may be included. However, the thermal stability and weather resistance when a double bond mainly consisting of vinyl bonds in the conjugated diene moiety remains are extremely poor. To improve this, 80% or more, preferably 95% of the double bonds. It is preferable to use one added with hydrogen.
前記スチレン系熱可塑性エラストマー(b)の損失正接(tanδ)のピーク値は、主に、スチレン含有量と共役ジエン部分のビニル結合量(例えば、ブタジエンの場合は1,2結合、イソプレンの場合は1,2結合と3,4結合の結合量)に依存する。本発明においては、スチレン含有量が1質量%以上、好ましくは5質量%以上、さらに好ましくは10質量%以上であり、25質量%以下、好ましくは20質量%以下、さらに好ましくは15質量%以下であり、共役ジエン部分のビニル結合量が40モル%以上、好ましくは50モル%以上であるスチレン系熱可塑性エラストマーが好適に用いられる。
このようなスチレン系熱可塑性エラストマーの具体例としては、(株)クラレ製の商品名「ハイブラー7311」、旭化成ケミカルズ(株)製の商品名「タフテックH1221」、JSR(株)製の商品名「ダイナロン1320P」等を例示することができる。
The peak value of the loss tangent (tan δ) of the styrenic thermoplastic elastomer (b) mainly includes the styrene content and the vinyl bond content of the conjugated diene part (for example, 1,2 bond in the case of butadiene, and in the case of isoprene). It depends on the amount of bonds of 1, 2 bonds and 3, 4 bonds. In the present invention, the styrene content is 1% by mass or more, preferably 5% by mass or more, more preferably 10% by mass or more, 25% by mass or less, preferably 20% by mass or less, more preferably 15% by mass or less. A styrenic thermoplastic elastomer having a vinyl bond content of the conjugated diene moiety of 40 mol% or more, preferably 50 mol% or more is suitably used.
Specific examples of such a styrenic thermoplastic elastomer include the product name “Hibler 7311” manufactured by Kuraray Co., Ltd., the product name “Tuftec H1221” manufactured by Asahi Kasei Chemicals Corporation, and the product name “Jufactured by JSR Co., Ltd.” Dynalon 1320P "etc. can be illustrated.
前記粘着樹脂層(B)には、本発明の主旨を損なわない範囲でその他の樹脂や成分を適宜添加しても構わない。具体的には、低結晶性あるいは非晶性のオレフィン系樹脂、軟化剤、オイル(鉱物油)、安定剤(酸化防止剤等)、流動パラフィン等が挙げられる。 Other resins and components may be appropriately added to the pressure-sensitive adhesive resin layer (B) as long as the gist of the present invention is not impaired. Specific examples include low crystalline or amorphous olefin resins, softeners, oils (mineral oils), stabilizers (antioxidants, etc.), liquid paraffin, and the like.
本発明の多層フィルムの粘着樹脂層(B)には、シクロペンタジエン又はその二量体からの脂環式石油樹脂やC9成分からの芳香族石油樹脂といった石油系樹脂、β−ピネンからのテルペン樹脂やテルペン−フェノール樹脂といったテルペン系樹脂、ガムロジン、ウッドロジンなどのロジン樹脂、グリセリンやペンタエリスリトールで変性したエステル化ロジン樹脂といったロジン系樹脂などの粘着付与樹脂を多量に混合しない方が好ましい。これは、通常、共押出多層フィルムメーカーの押出設備は、単軸押出機を採用している場合が多いため、現行の共押出工程にて多層フィルムを製膜する場合、粘着樹脂層の樹脂組成物として粘着付与樹脂を多量に含有する樹脂組成物を採用すると、押出量や厚み精度、あるいは、外観などの製膜の安定性を確保するために、あらかじめニ軸押出機等の混練装置で均一にコンパウンドする前工程を追加するか、該粘着樹脂層の押出設備としてニ軸押出機等を導入するなどの新たな設備投資が必要となるためである。また、粘着付与樹脂を多量に含有する粘着樹脂層の初期剥離強度は、経時変化が大きく、さらに、食品包装用として使用する場合、粘着付与樹脂の多量の混合は、油脂性食品の疑似溶媒であるn−ヘプタンを用いた溶出試験において、その抽出量が増加する傾向にあり、食品衛生面からはできるだけ混合しない方が好ましいと考えられる。 For the adhesive resin layer (B) of the multilayer film of the present invention, a petroleum resin such as cyclopentadiene or an alicyclic petroleum resin from its dimer or an aromatic petroleum resin from the C9 component, a terpene resin from β-pinene It is preferable not to mix a large amount of a tackifier resin such as terpene resin such as terpene-phenol resin, rosin resin such as gum rosin and wood rosin, and rosin resin such as esterified rosin resin modified with glycerin or pentaerythritol. This is because the coextrusion multilayer film manufacturer usually employs a single screw extruder, so when forming a multilayer film in the current coextrusion process, the resin composition of the adhesive resin layer When a resin composition containing a large amount of tackifying resin is used as a product, it is uniformly mixed with a kneading device such as a twin screw extruder in advance in order to secure the stability of film formation such as extrusion rate, thickness accuracy, or appearance. This is because a new capital investment is required such as adding a pre-process for compounding to the above or introducing a twin screw extruder or the like as an extrusion facility for the adhesive resin layer. In addition, the initial peel strength of the adhesive resin layer containing a large amount of the tackifying resin is greatly changed over time, and when used for food packaging, a large amount of the tackifying resin is mixed with a pseudo-solvent for an oily food. In a dissolution test using a certain n-heptane, the amount of extraction tends to increase, and it is considered preferable not to mix as much as possible from the viewpoint of food hygiene.
次に、本発明のフィルムのヒートシール樹脂層(C)について説明する。
ヒートシール樹脂層(C)は、熱可塑性樹脂(c)を主成分として構成されるヒートシール可能な樹脂層である。ヒートシール樹脂層(C)は、被シール体のヒートシール部でヒートシールさせ、次いで前記ヒートシール部から多層フィルムを剥離するときに、粘着樹脂層(B)とヒートシール樹脂層(C)の間の層間剥離強度が、表面樹脂層(A)と粘着樹脂層(B)の間の層間剥離強度よりも小さくなるような層構成であれば特に制限されるものではなく、所望により単層構成の樹脂層であっても、多層構成の樹脂層であってもよい。
Next, the heat seal resin layer (C) of the film of the present invention will be described.
The heat seal resin layer (C) is a heat sealable resin layer mainly composed of the thermoplastic resin (c). The heat seal resin layer (C) is heat-sealed at the heat seal portion of the object to be sealed, and then when the multilayer film is peeled from the heat seal portion, the adhesive resin layer (B) and the heat seal resin layer (C) There is no particular limitation as long as the layer delamination strength is lower than the delamination strength between the surface resin layer (A) and the adhesive resin layer (B). The resin layer may be a multi-layered resin layer.
ヒートシール樹脂層(C)の主成分として含有される熱可塑性樹脂(c)は、本発明のフィルムを包装体の蓋材や、深絞り成形加工して底材として用いる場合、被シール体である底材や蓋材のシール面の材質や表面樹脂層(A)と粘着樹脂層(B)に用いられる樹脂の種類を考慮して適切なヒートシール強度となるような樹脂を適宜選択し使用することができる。具体的に熱可塑性樹脂(c)としては、前記スチレン系熱可塑性エラストマー(b)を主成分とする粘着樹脂層(B)との易開封性と再封性とのバランス、成型加工性及び透明性などを考慮すると、オレフィン系樹脂(エチレン系樹脂、プロピレン系樹脂等)、スチレン系樹脂、エステル系樹脂、ポリアミド系樹脂などが挙げられる。 The thermoplastic resin (c) contained as the main component of the heat seal resin layer (C) is a sealed object when the film of the present invention is used as a cover material of a package or as a bottom material after deep drawing. Considering the material of the sealing surface of a certain base material or cover material and the type of resin used for the surface resin layer (A) and the adhesive resin layer (B), a resin that has an appropriate heat seal strength is appropriately selected and used. can do. Specifically, as the thermoplastic resin (c), the balance between easy-openability and resealability with the adhesive resin layer (B) mainly composed of the styrenic thermoplastic elastomer (b), molding processability and transparency. In view of the properties, olefin resins (ethylene resins, propylene resins, etc.), styrene resins, ester resins, polyamide resins and the like can be mentioned.
本発明において、ヒートシール樹脂層(C)で好適に用いられる熱可塑性樹脂(c)としては、粘着樹脂層(B)との層間剥離の際に、外力によって粘着樹脂層(B)と剥離樹脂層(C)の層間剥離面の荒れや各層の凹凸などを少なく抑えられ、易開封性と開封−再封を繰り返した場合の再封性が良好であり、工業的に安定し、かつ比較的安価に入手できるエステル系樹脂やアミド系樹脂を用いることが好ましい。中でも成形加工性や透明性などに優れ、わずかな衝撃では層間剥離し、あるいは開封してしまうことがなく、比較的低温で適切なヒートシール強度が発現する1,4−シクロヘキサンジメタノール単位を全グリコール単量体単位中に15モル%以上50モル%以下含有する低結晶性あるいは非晶性ポリエチレンテレフタレート樹脂や、テレフタル酸やイソフタル酸などのジカルボン酸類とヘキサメチレンジアミンやイソフォロンジアミンなどのジアミン類が反応することで得られる低結晶性あるいは非晶性ポリアミド樹脂などを好適に用いることができる。 In the present invention, as the thermoplastic resin (c) suitably used in the heat seal resin layer (C), the adhesive resin layer (B) and the release resin are separated by an external force at the time of delamination from the adhesive resin layer (B). Roughness of the delamination surface of the layer (C) and unevenness of each layer can be suppressed to a small extent, easy opening and re-sealing properties when repeated opening and re-sealing are good, industrially stable, and relatively It is preferable to use an ester resin or an amide resin that can be obtained at low cost. In particular, all 1,4-cyclohexanedimethanol units exhibit excellent heat-seal strength at relatively low temperatures, with excellent processability and transparency, and do not peel or open with a slight impact. Low crystalline or amorphous polyethylene terephthalate resin containing 15 mol% or more and 50 mol% or less in glycol monomer units, dicarboxylic acids such as terephthalic acid and isophthalic acid, and diamines such as hexamethylenediamine and isophoronediamine A low crystalline or amorphous polyamide resin obtained by reacting can be suitably used.
ここで、非晶性ポリエチレンテレフタレート樹脂としては、例えば、イーストマンケミカル(株)製の商品名「EASTAR PETG Copolyester6763」やSKC(株)製の商品名「SkyGreen S2008」等を例示できる。 Here, as the amorphous polyethylene terephthalate resin, for example, trade name “EASTAR PETG Copolyester 6763” manufactured by Eastman Chemical Co., Ltd., and trade name “SkyGreen S2008” manufactured by SKC Co., Ltd. can be exemplified.
また、非晶性ポリアミドとしては、例えば、三菱エンジニアリングプラスチックス(株)製の商品名「ノバミッド X21」や三井デュポンポリケミカル(株)製の商品名「シーラーPA3426」等を例示できる。 Further, examples of the amorphous polyamide include a product name “Novamid X21” manufactured by Mitsubishi Engineering Plastics Co., Ltd. and a product name “Sealer PA3426” manufactured by Mitsui DuPont Polychemical Co., Ltd.
さらにヒートシール樹脂層(C)には、本発明の主旨を損なわない範囲でその他の成分を適宜添加しても構わない。具体的には、防曇剤、帯電防止剤、熱安定剤、造核剤、酸化防止剤、離型剤、紫外線吸収剤等が挙げられる。 Furthermore, you may add suitably another component to the heat seal resin layer (C) in the range which does not impair the main point of this invention. Specific examples include antifogging agents, antistatic agents, heat stabilizers, nucleating agents, antioxidants, mold release agents, and ultraviolet absorbers.
本発明の多層フィルムは、該多層フィルムのヒートシール樹脂層(C)を被シール体のヒートシール部でヒートシールさせ、次いでヒートシール部から多層フィルムを剥離するときに、粘着樹脂層(B)の露出が、前記ヒートシール部において、前記ヒートシール樹脂層(C)の前記多層フィルムからの破断と、前記粘着樹脂層(B)と前記ヒートシール樹脂層(C)との層間剥離と、前記ヒートシール樹脂層(C)の被シール体側への移行により行われることから、各々の層に選定される樹脂の組み合わせとしては、粘着樹脂層(B)とヒートシール樹脂層(C)の間の層間剥離強度が、表面樹脂層(A)と粘着樹脂層(B)の間の層間剥離強度よりも小さくなるような構成にする必要がある。同時に、わずかな衝撃などで容易に層間が剥離し、あるいは開封してしまうことがないよう、包装体としての機能が維持できる程度の層間剥離強度を確保していることも重要である。 In the multilayer film of the present invention, the heat-sealing resin layer (C) of the multilayer film is heat-sealed at the heat-sealed portion of the object to be sealed, and then the multilayer film is peeled off from the heat-sealed portion. In the heat seal portion, the heat seal resin layer (C) is broken from the multilayer film, the adhesive resin layer (B) and the heat seal resin layer (C) are delaminated, and Since the heat sealing resin layer (C) is transferred by moving to the sealed body side, the combination of resins selected for each layer is between the adhesive resin layer (B) and the heat sealing resin layer (C). It is necessary that the delamination strength is smaller than the delamination strength between the surface resin layer (A) and the adhesive resin layer (B). At the same time, it is also important to ensure the delamination strength to such an extent that the function as a package can be maintained so that the layers are not easily peeled off or opened by a slight impact.
これらの観点から粘着樹脂層(B)とヒートシール樹脂層(C)に選定される樹脂の組み合わせとしては、層間剥離強度(初期剥離強度)が1N/15mm幅以上20N/15mm幅以下の範囲となるように選定することが好ましい。ここで、前記層間剥離強度が1N/15mm幅以上であれば、わずかな衝撃により包装体が容易に開封してしまうなどの不具合が発生しにくく、また20N/15mm幅以下であれば、包装体を手で容易に開封できる特性である易開封性が良好であるため好ましい。 From these viewpoints, as a combination of resins selected for the adhesive resin layer (B) and the heat seal resin layer (C), the delamination strength (initial peel strength) is in the range of 1 N / 15 mm width to 20 N / 15 mm width. It is preferable to select so as to be. Here, if the delamination strength is 1 N / 15 mm width or more, problems such as easy opening of the packaging body due to a slight impact are unlikely to occur, and if it is 20 N / 15 mm width or less, the packaging body Is easy because it is easy to open by hand, which is preferable.
本発明においては、粘着樹脂層(B)とヒートシール樹脂層(C)との層間剥離強度(初期剥離強度)のより好ましい範囲は、下限が3N/15mm幅以上であり、さらに好ましくは5N/15mm幅以上であり、かつ上限が15N/15mm幅以下、さらに好ましくは10N/15mm幅以下である。 In the present invention, the lower limit of the delamination strength (initial peel strength) between the pressure-sensitive adhesive resin layer (B) and the heat seal resin layer (C) is 3 N / 15 mm width or more, more preferably 5 N / It is 15 mm width or more, and an upper limit is 15 N / 15 mm width or less, More preferably, it is 10 N / 15 mm width or less.
次に、開封後の再封性については、例えば、手や指による加圧圧着のみで開封と再封を計5回繰り返した後の粘着樹脂層(B)とヒートシール樹脂層(C)との層間剥離強度(再封剥離強度)が0.5N/15mm幅以上であることが好ましい。ここで、手や指による加圧圧着のみで再封剥離強度が0.5N/15mm幅以上、好ましくは0.75N/15mm幅以上、さらに好ましくは、1.0N/15mm幅以上(なお、再封剥離強度の上限は粘着樹脂層(B)とヒートシール樹脂層(C)との層間剥離強度以下であり、好ましくは10N/15mm幅以下、さらに好ましくは5.0N/15mm幅以下である。)であれば、実用的な再封性が得られるため好ましい。 Next, with regard to resealability after opening, for example, the adhesive resin layer (B) and the heat seal resin layer (C) after opening and resealing a total of 5 times only by pressure and pressure bonding by hand or finger. It is preferable that the delamination strength (reseal peel strength) is 0.5 N / 15 mm width or more. Here, the reseal peel strength is 0.5 N / 15 mm width or more, preferably 0.75 N / 15 mm width or more, more preferably 1.0 N / 15 mm width or more (only re-seal strength is obtained by pressure bonding with hands or fingers). The upper limit of the sealing peel strength is not more than the delamination strength between the adhesive resin layer (B) and the heat seal resin layer (C), preferably not more than 10 N / 15 mm width, more preferably not more than 5.0 N / 15 mm width. ) Is preferable because practical resealability can be obtained.
本発明において、このような条件を満たす表面樹脂層(A)と粘着樹脂層(B)及びヒートシール樹脂層(C)の好適な組み合わせとしては、上述したように表面樹脂層(A)としてオレフィン系樹脂、アミド系樹脂、エチレン−酢酸ビニル共重合体のケン化物、エステル系樹脂、及びスチレン系樹脂からなる群から選ばれる少なくとも1種の熱可塑性樹脂を主成分として構成される層を配し、粘着樹脂層(B)として動的粘弾性測定により周波数10Hzで測定される損失正接(tanδ)のピーク値が−35℃以上のスチレン系熱可塑性エラストマーを主成分として構成される層を配し、ヒートシール樹脂層(C)としては、エステル系樹脂又はアミド系樹脂を主成分として構成される層を配したものが挙げられる。 In the present invention, as a preferable combination of the surface resin layer (A), the adhesive resin layer (B), and the heat seal resin layer (C) satisfying such conditions, as described above, the surface resin layer (A) is an olefin. A layer composed mainly of at least one thermoplastic resin selected from the group consisting of saponified resins, amide-based resins, saponified ethylene-vinyl acetate copolymers, ester-based resins, and styrene-based resins. A layer composed mainly of a styrene-based thermoplastic elastomer having a loss tangent (tan δ) peak value measured at a frequency of 10 Hz by dynamic viscoelasticity measurement as −35 ° C. or more as an adhesive resin layer (B) Examples of the heat seal resin layer (C) include those provided with a layer composed mainly of an ester resin or an amide resin.
次に、上述した各層の厚みについて説明する。
表面樹脂層(A)は、単層あるいは多層構成の樹脂層であり、通常、その厚みは1μm以上、好ましくは10μm以上、さらに好ましくは20μm以上であり、かつ1000μm以下、好ましくは600μm以下、さらに好ましくは500μm以下である。ここで、表面樹脂層(A)の厚みが1μm以上であれば、ガスバリアー性や耐ピンホール性などの特性を付与する層や接着性樹脂層を配することが容易であり、またその厚みが1000μm以下であれば、ヒートシール時に熱がヒートシール樹脂層(C)に伝わりやすく被シール体のシール部と容易にヒートシールができるため好ましい。
Next, the thickness of each layer described above will be described.
The surface resin layer (A) is a resin layer having a single layer or a multilayer structure, and usually has a thickness of 1 μm or more, preferably 10 μm or more, more preferably 20 μm or more, and 1000 μm or less, preferably 600 μm or less, Preferably it is 500 micrometers or less. Here, if the thickness of the surface resin layer (A) is 1 μm or more, it is easy to dispose a layer imparting characteristics such as gas barrier properties and pinhole resistance and an adhesive resin layer, and the thickness thereof. If it is 1000 micrometers or less, since heat can be easily transferred to the heat seal resin layer (C) during heat sealing, it can be easily heat sealed with the sealing portion of the object to be sealed.
粘着樹脂層(B)は、通常、単層構成の樹脂層であり、その厚みは、特に制限されるものではないが、易開封性と再封性とのバランス、成形加工性、製造コストなどから、0.5μm以上、好ましくは5μm以上、さらに好ましくは10μm以上であって100μm以下、好ましくは70μm以下、さらに好ましくは50μm以下が好適に採用される。 The adhesive resin layer (B) is usually a resin layer having a single layer structure, and the thickness thereof is not particularly limited, but the balance between easy-openability and resealability, moldability, production cost, etc. Therefore, 0.5 μm or more, preferably 5 μm or more, more preferably 10 μm or more and 100 μm or less, preferably 70 μm or less, more preferably 50 μm or less is suitably employed.
ヒートシール樹脂層(C)の厚みは特に制限されるものではないが、1μm以上、好ましくは3μm以上、さらに好ましくは5μm以上であり、30μm以下、好ましくは25μm以下、さらに好ましくは15μm以下であることが望ましい。ここで、合計厚みが1μm以上であれば、ヒートシール時にヒートシール熱板による加圧等により変形し、これらの各層の機能が低下してしまうなどの不具合が防止できるため好ましく、またその厚みが30μm以下であれば、粘着樹脂層(B)とヒートシール樹脂層(C)を剥離させる際に、ヒートシール樹脂層(C)を容易に破断させることができ、粘着樹脂層(B)を再封可能な状態で露出することが可能になるため好ましい。 The thickness of the heat seal resin layer (C) is not particularly limited, but is 1 μm or more, preferably 3 μm or more, more preferably 5 μm or more, 30 μm or less, preferably 25 μm or less, more preferably 15 μm or less. It is desirable. Here, if the total thickness is 1 μm or more, it is preferable because the deformation such as pressurization by a heat seal hot plate at the time of heat sealing can prevent problems such as deterioration of the function of each layer, and the thickness is also preferable. If it is 30 micrometers or less, when peeling an adhesive resin layer (B) and a heat seal resin layer (C), a heat seal resin layer (C) can be easily fractured | ruptured, and an adhesive resin layer (B) is reused. This is preferable because it can be exposed in a sealable state.
次に、本発明の多層フィルムの製造方法について説明する。
本発明の多層フィルムの製造方法としては、特に制限されるものではないが、粘着樹脂層(B)の保護や生産性及び衛生性等に優れている共押出法を好適に用いることができる。すなわち、上述した表面樹脂層(A)、粘着樹脂層(B)及びヒートシール樹脂層(C)に用いる各樹脂組成物をそれぞれ別の押出機で加熱溶融させ、マルチマニホールド法やフィードブロック法等の公知の方法で溶融状態において(A)/(B)/(C)の順で積層した後、Tダイ・チルロール法やインフレーション法等により多層フィルムに成形することができる。ここで、印刷適性やラミネート適性を向上させるために、得られた多層フィルムの表面樹脂層(A)の最外層の表面に表面処理を施すことが好ましい。表面処理の方法としては、コロナ処理、プラズマ処理、クロム酸処理、火炎処理、熱風処理オゾン・紫外線処理等の表面酸化処理、あるいはサンドブラスト等の表面凹凸処理が挙げられるが、本発明においては、表面処理の効果や生産性及び製造コストの観点からコロナ処理が好適に用いられる。
Next, the manufacturing method of the multilayer film of this invention is demonstrated.
Although it does not restrict | limit especially as a manufacturing method of the multilayer film of this invention, The coextrusion method excellent in protection, productivity, hygiene, etc. of an adhesive resin layer (B) can be used suitably. That is, the resin compositions used for the surface resin layer (A), the adhesive resin layer (B), and the heat seal resin layer (C) described above are heated and melted in separate extruders, and the multi-manifold method, feed block method, etc. After being laminated in the order of (A) / (B) / (C) in a molten state by the known method, it can be formed into a multilayer film by a T-die / chill roll method, an inflation method or the like. Here, in order to improve printing suitability and laminate suitability, it is preferable to perform a surface treatment on the surface of the outermost layer of the surface resin layer (A) of the obtained multilayer film. Examples of the surface treatment include corona treatment, plasma treatment, chromic acid treatment, flame treatment, surface oxidation treatment such as hot air treatment ozone / ultraviolet treatment, and surface unevenness treatment such as sand blasting. Corona treatment is preferably used from the viewpoint of treatment effect, productivity, and manufacturing cost.
本発明の多層フィルムは、粘着樹脂層(B)が積層される面と反対側の表面樹脂層(A)上に、ドライラミネーション法や押出ラミネーション法などの公知の方法により、必要に応じて、接着性樹脂や接着剤などを介してラミネート基材を積層させ、ラミネートフィルムやラミネートシートとすることができる。ここで、ラミネート基材としては、特に限定されるものではないが、例えば、2軸延伸ポリプロピレンフィルム、2軸延伸ナイロンフィルム、2軸延伸ポリエチレンテレフタレートフィルム、無延伸ポリプロピレンシート、無延伸ポリエチレンテレフタレートシート、アルミニウム箔、紙、不織布等が挙げられる。本発明においては、ドライラミネーション法が好適に用いられ、その際に用いられる接着剤としては、ポリエステル−ポリウレタン系接着剤、ポリエーテル−ポリウレタン系接着剤等が例示できる。 The multilayer film of the present invention, on the surface resin layer (A) opposite to the surface on which the adhesive resin layer (B) is laminated, by a known method such as a dry lamination method or an extrusion lamination method, if necessary, A laminate base material can be laminated through an adhesive resin, an adhesive, or the like to obtain a laminate film or laminate sheet. Here, the laminate substrate is not particularly limited, but for example, biaxially stretched polypropylene film, biaxially stretched nylon film, biaxially stretched polyethylene terephthalate film, unstretched polypropylene sheet, unstretched polyethylene terephthalate sheet, An aluminum foil, paper, a nonwoven fabric, etc. are mentioned. In the present invention, a dry lamination method is preferably used, and examples of the adhesive used at that time include a polyester-polyurethane adhesive and a polyether-polyurethane adhesive.
〔蓋材、底材及び包装体〕
本発明のフィルム自体、あるいは本発明のフィルムとラミネート基材とを積層したラミネートフィルムやラミネートシートは、それぞれ各種の包装体の蓋材や底材として用いることができる。例えば、該ラミネートフィルムを包装体(容器)の蓋材として使用した場合、この蓋材のヒートシール樹脂層(C)と、食品等の内容物が充填された包装体(容器)(被シール体)のヒートシール樹脂層とを重ね合わせてヒートシールすることにより、気密性や実用的な初期剥離強度及び再封機能を有する包装体(容器)とすることができる。この包装体(容器)は、開封後の剥離面に粘着樹脂層(B)が再封可能な状態で露出し、手や指による加圧圧着のみで再封が可能となる。また、各種の包装体(容器)の底材としては、深絞り成形などを行うことにより同様に再封機能を有する包装体(容器)を得ることが可能である。
[Cover material, bottom material and packaging]
The film itself of the present invention, or the laminate film or laminate sheet obtained by laminating the film of the present invention and a laminate base material can be used as a cover material or a bottom material of various packaging bodies, respectively. For example, when the laminate film is used as a lid for a package (container), the package (container) (sealed body) filled with a heat seal resin layer (C) of the lid and contents such as food ) And a heat seal resin layer and heat-sealing to obtain a package (container) having airtightness, practical initial peel strength, and resealing function. This package (container) is exposed on the peeled surface after opening in a state where the adhesive resin layer (B) can be resealed, and can be resealed only by pressure pressing with a hand or a finger. Moreover, as a bottom material of various packaging bodies (containers), it is possible to obtain a packaging body (container) having a reseal function similarly by performing deep drawing or the like.
次に、本発明のフィルムを蓋材又は底材として用いた深絞り包装体における再封機能について説明する。
図1は、本発明のフィルムを蓋材として用いた深絞り包装体の部分断面図であり、図2は、図1で示す深絞り包装体において、蓋材の一部を底材から剥離した状態の包装体の部分断面図であり、図3は、図2で示す深絞り包装体において、蓋材と底材とを再封した状態を示す部分断面図である。また、図4は、本発明のフィルムを底材として用いた深絞り包装体の部分断面図であり、図5は、図4で示す深絞り包装体において、蓋材の一部を底材から剥離した状態の深絞り包装体の部分断面図であり、図6は、図5で示す深絞り包装体において、蓋材と底材とを再封した状態を示す部分断面図である。
Next, the reseal function in a deep-drawn package using the film of the present invention as a lid or bottom material will be described.
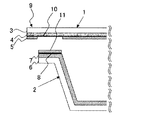
FIG. 1 is a partial cross-sectional view of a deep-drawn package using the film of the present invention as a lid, and FIG. 2 is a diagram of the deep-drawn package shown in FIG. FIG. 3 is a partial cross-sectional view showing a state in which the lid and the bottom material are resealed in the deep-drawn package shown in FIG. 2. FIG. 4 is a partial cross-sectional view of a deep-drawn package using the film of the present invention as a bottom material, and FIG. 5 shows a part of the lid material from the bottom material in the deep-drawn package shown in FIG. FIG. 6 is a partial cross-sectional view of the deep-drawn package in a peeled state, and FIG. 6 is a partial cross-sectional view showing a state in which the lid material and the bottom material are resealed in the deep-drawn package shown in FIG.
ここで、図1乃至図3における符号1は蓋材、符号2は底材(被シール体)、符号3は蓋材の表面樹脂層、符号4は蓋材の粘着樹脂層、符号5は蓋材のヒートシール樹脂層、符号6は底材の表面樹脂層、符号7は底材のヒートシール樹脂層、符号8はヒートシール部、符号9はタブ部、符号10は剥離時における粘着樹脂層4の露出部、符号11は剥離時におけるヒートシール樹脂層5の露出部である。
1 to 3,
また、図4乃至図6における符号41は底材、符号42は蓋材(被シール体)、符号43は底材の表面樹脂層、符号44は底材の粘着樹脂層、符号45は底材のヒートシール樹脂層、符号46は蓋材の表面樹脂層、符号47は蓋材のヒートシール樹脂層、符号48は蓋材のヒートシール部、符号49は蓋材のタブ部、符号50は剥離時における粘着樹脂層44の露出部、符号51は剥離時におけるヒートシール樹脂層45の露出部である。
4 to 6,
本発明のフィルムを深絞り包装体の蓋材として使用する場合、図1に示すように、蓋材1は、表面樹脂層3、粘着樹脂層4、及びヒートシール樹脂層5がこの順で構成される。蓋材1のヒートシール樹脂層5は、被シール体である底材2のヒートシール樹脂層7とヒートシールされている。つまり、蓋材1と底材2とは、ヒートシールによって形成されたヒートシール部8で接着されている。
When the film of the present invention is used as a lid of a deep drawn package, as shown in FIG. 1, the
蓋材1に設けられたタブ部9を摘んで引っ張ると、図2に示すように、ヒートシール部8において、先ずタブ部9側のヒートシール樹脂層5が蓋材1から破断されるとともに、蓋材1における粘着樹脂層4とヒートシール樹脂層5との層間で剥離が開始される。粘着樹脂層4とヒートシール樹脂層5との剥離がタブ部9側と反対側のヒートシール部8に到達すると、蓋材1のヒートシール樹脂層5が破断される。破断された蓋材1のヒートシール樹脂層5は、被シート体である底材2側に移行し、粘着樹脂層4の露出部10とヒートシール樹脂層5の露出部11が形成される。
When the
再封する場合には、図3に示すように、剥離した蓋材1を底材2に被せて、表面樹脂層3を手や指で加圧圧着し、蓋材1の粘着樹脂層4の露出部10と、底材2へ移行した蓋材1のヒートシール樹脂層5の露出部11と重ね合わせることにより蓋材1と底材2とを再封することができる。
In the case of resealing, as shown in FIG. 3, the peeled
一方、本発明のフィルムを深絞り包装体の底材として使用する場合、図4に示すように、底材41は、表面樹脂層43、粘着樹脂層44、及びヒートシール樹脂層45がこの順で積層されて構成されている。図1と同様にヒートシールによって形成されたヒートシール部48により、蓋材42と底材41とは接着している。
On the other hand, when the film of the present invention is used as a bottom material of a deep drawn package, as shown in FIG. 4, the
蓋材42に設けたタブ部49をつまんで引っ張ると、図5に示すように、ヒートシール部48において、先ずタブ部49側のヒートシール樹脂層45が底材41から破断されるとともに、底材41における粘着樹脂層44とヒートシール樹脂層45との層間で剥離が開始される。粘着樹脂層44とヒートシール樹脂層45との剥離がタブ部49側と反対側のヒートシール部48に到達すると、底材41のヒートシール樹脂層45が破断される。破断された底材41のヒートシール樹脂層45は、被シート体である蓋材42に移行し、粘着樹脂層44の露出部50とヒートシール樹脂層45の露出部51とが形成される。
When the
そして、図6に示すように、再封する場合には、剥離した蓋材42を底材41に被せて、蓋材の表面樹脂層46を手や指で加圧圧着することにより、底材41の粘着樹脂層44の露出部50と蓋材42へ移行した底材41のヒートシール樹脂層45の露出部51とを重ね合わせることにより蓋材42と底材41とを再封することができる。
Then, as shown in FIG. 6, when resealing, cover the peeled
本発明のフィルムによって構成される包装体は、各種容器の蓋材や底材等として用いることができ、その用途が特に限定されるものではないが、例えば、インスタントラーメン、スナック菓子、チョコレート菓子、スライスハム等の畜肉加工品、ウェットティシュ、汗取り紙、芳香剤、使い捨ておしめ等のように数個単位で包装した容器として用いたり、その都度開封して使用する化粧品や生理用品、シップ薬、救急絆創膏、のど飴等の医薬品を包装した容器として用いることができる。特に、開封後に残存する内容物が酸化劣化、吸湿や乾燥などの変敗の影響を受けやすいものを収納するための包装体として好適に使用することができる。 The package constituted by the film of the present invention can be used as a lid or bottom material for various containers, and its use is not particularly limited. For example, instant noodles, snack confectionery, chocolate confectionery, slices Products such as ham and other processed meat products, wet tissue, sweat paper, fragrances, disposable diapers, etc. used as containers packaged in units of several units, or opened and used each time cosmetics and sanitary products, ship medicines, emergency adhesive plasters It can be used as a container that packs medicines such as throat lozenges. In particular, it can be suitably used as a package for storing contents that remain susceptible to deterioration such as oxidative deterioration, moisture absorption, and drying after the opening.
以下に実施例で本発明をさらに詳しく説明するが、これらにより本発明は何ら制限を受けるものではない。
なお、本明細書中に表示されるフィルムについての種々の測定値及び評価は次のようにして行った。ここで、フィルムの押出機からの流れ方向を縦方向、その直交方向を横方向と呼ぶ。
The present invention will be described in more detail with reference to the following examples. However, the present invention is not limited to these examples.
In addition, the various measured values and evaluation about the film displayed in this specification were performed as follows. Here, the flow direction from the extruder of the film is called the vertical direction, and the orthogonal direction is called the horizontal direction.
(1)損失正接(tanδ)のピーク値を示す温度
試料を縦4mm、横60mmに切り出し、粘弾性スペクトロメーターDVA−200(アイティ計測(株)製)を用い、振動周波数10Hz、ひずみ0.1%、昇温速度3℃/分、チャック間25mmで横方向について、−100℃から測定し、得られたデータから損失正接(tanδ)のピーク値を示す温度を求めた。
(1) Temperature showing peak value of loss tangent (tan δ) A sample was cut into a length of 4 mm and a width of 60 mm, and a viscoelastic spectrometer DVA-200 (manufactured by IT Measurement Co., Ltd.) was used, with a vibration frequency of 10 Hz and a strain of 0.1. %, Temperature rising rate of 3 ° C./min, 25 mm between chucks, the lateral direction was measured from −100 ° C., and the temperature showing the peak value of loss tangent (tan δ) was determined from the obtained data.
(2)初期剥離強度
得られた深絞り包装体の底材と蓋材のヒートシール部を15mm幅の短冊状に切り出し試験片とした。この試験片を万能試験機(インテスコ(株)製)を用い、温度23℃、引張速度200mm/minの条件で180度の角度で引っ張った場合の、底材と蓋材の剥離する時の剥離強度を初期剥離強度(N/15mm幅)として測定した。
(2) Initial peeling strength The bottom material of the obtained deep-drawn package and the heat seal part of the lid were cut into strips having a width of 15 mm and used as test pieces. When this specimen is pulled at an angle of 180 degrees under the conditions of a temperature of 23 ° C. and a tensile speed of 200 mm / min using a universal testing machine (manufactured by Intesco Corp.), peeling when the bottom material and the lid material are peeled The strength was measured as the initial peel strength (N / 15 mm width).
(3)膜残り状況
得られた深絞り包装体の底材と蓋材のヒートシール部から手で剥離する場合の状況を下記の基準で目視により評価した。
○:樹脂層がきれいに破断し、膜残りやケバ立ちがない場合
×:樹脂層が破断できなかったり、破断した場合でも膜残りやケバ立ちがあったりする場合
(3) Membrane remaining situation The situation when peeled by hand from the bottom seal of the obtained deep-drawn package and the heat seal part of the lid was visually evaluated according to the following criteria.
○: When the resin layer breaks cleanly and there is no film residue or fluffing ×: When the resin layer cannot be broken or film breakage or fluffing occurs even when broken
(4)再封剥離強度
得られた深絞り包装体のヒートシール部から開封後に指で再度蓋材と容器を加圧圧着により再封した後、開封と再封を計5回繰り返した後の剥離強度(再封剥離強度)を(2)初期剥離強度と同様の条件で測定した。また、下記の基準も併記した。
○:再封剥離強度が0.5N/15mm幅以上の場合
×:再封剥離強度が0.5N/15mm幅未満の場合
(4) Reseal peel strength After opening the heat-seal part of the deep-drawn package, the lid material and the container were resealed again with a finger, and then the opening and resealing were repeated a total of 5 times. Peel strength (reseal peel strength) was measured under the same conditions as (2) initial peel strength. In addition, the following standards are also shown.
○: When the reseal peel strength is 0.5 N / 15 mm width or more ×: When the reseal peel strength is less than 0.5 N / 15 mm width
(実施例1)
[蓋材]
表面樹脂層(A)を以下の3種類の樹脂を用いて3層構成とした。
A1:エチレン−酢酸ビニル共重合体のケン化物((株)クラレ製、商品名「エバールE105」、以下「EVOH」と略称する。)
A2:6−66ナイロン樹脂(三菱エンジニアリングプラスチック(株)製、商品名「ノバミッド2030」、以下「6−66Ny」と略称する。)
A3:オレフィン系接着性樹脂(三井化学(株)製、商品名「アドマーNF558」、以下「AD1」と略称する。)
Example 1
[Cover material]
The surface resin layer (A) has a three-layer structure using the following three types of resins.
A1: Saponified ethylene-vinyl acetate copolymer (manufactured by Kuraray Co., Ltd., trade name “Eval E105”, hereinafter abbreviated as “EVOH”)
A2: 6-66 nylon resin (Mitsubishi Engineering Plastics Co., Ltd., trade name “Novamid 2030”, hereinafter abbreviated as “6-66Ny”)
A3: Olefin-based adhesive resin (manufactured by Mitsui Chemicals, trade name “Admer NF558”, hereinafter abbreviated as “AD1”)
粘着樹脂層(B)は、スチレン系熱可塑性エラストマー((株)クラレ製、商品名「ハイブラー7311」、スチレン含量:12質量%、損失正接(tanδ)のピーク値を示す温度:−18.6℃、20℃でのtanδ値:0.19、以下「TPS1」と略称する。)、ヒートシール樹脂層(C)は、非晶性ポリアミド樹脂(三菱エンジニアリングプラスチックス( 株)製、商品名「ノバミッドX21」以下「非晶性Ny」と略称する。) に滑剤としてエルカ酸アミドを1000ppm、アンチブロッキング剤として天然シリカを2000ppm添加混合した樹脂構成でそれぞれ構成した。 The pressure-sensitive adhesive resin layer (B) is a styrene-based thermoplastic elastomer (manufactured by Kuraray Co., Ltd., trade name “HIBLER 7311”, styrene content: 12% by mass, temperature indicating a peak value of loss tangent (tan δ): −18.6. Tan δ value at 0.1 ° C. and 20 ° C .: 0.19, hereinafter abbreviated as “TPS1”), the heat seal resin layer (C) is an amorphous polyamide resin (manufactured by Mitsubishi Engineering Plastics Co., Ltd., trade name “ Novamid X21 "(hereinafter abbreviated as" Non-crystalline Ny ") was composed of a resin composition in which 1000 ppm of erucamide was added as a lubricant and 2000 ppm of natural silica was added and mixed as an antiblocking agent.
上記の樹脂を(A)層用押出機(3層とも口径50mmの単軸押出機)、(B)層用押出機(口径50mmの単軸押出機)、(C)層用押出機(口径50mmの単軸押出機)を有するTダイ・チルロール法の共押出多層フィルム製造装置の各押出機にそれぞれ供給して、押出設定温度190〜230℃ 、Tダイ設定温度235℃の条件で共押出し、(A1)/(A2)/(A3)/(B)/(C)の5層構成で、各層の平均厚さが各々10μm/20μm/10μm/20μm/5μm、全層の厚さが65μm の多層フィルム(X1)を得た。 (A) Extruder for layer (single screw extruder of 50 mm in diameter for all three layers), (B) Extruder for layer (single screw extruder of 50 mm in diameter), (C) Extruder for layer (caliber) 50 mm single-screw extruder) is supplied to each extruder of a T-die / chill roll co-extrusion multilayer film production apparatus and co-extruded under conditions of an extrusion set temperature of 190 to 230 ° C. and a T die set temperature of 235 ° C. , (A1) / (A2) / (A3) / (B) / (C), each layer has an average thickness of 10 μm / 20 μm / 10 μm / 20 μm / 5 μm, and all layers have a thickness of 65 μm. A multilayer film (X1) was obtained.
次いで、得られた多層フィルム(X1)の表面樹脂層(A)の最外層側に2軸延伸ポリエチレンテレフタレートフィルム基材(ユニチカ(株)製、商品名「エンブレット PET」、厚さ16μm)をドライラミネーション法により貼り合わせて、総厚み81μmのラミネートフィルム(X1LF)を得、包装体の蓋材に使用した。 Next, on the outermost layer side of the surface resin layer (A) of the obtained multilayer film (X1), a biaxially stretched polyethylene terephthalate film substrate (trade name “Embret PET”, thickness 16 μm, manufactured by Unitika Ltd.) is placed. By laminating by a dry lamination method, a laminate film (X1LF) having a total thickness of 81 μm was obtained and used as a cover material of a package.
なお、ドライラミネーション用の接着剤としては2液硬化型接着剤(主剤として大日本インキ(株)製、商品名「ディックドライLX−75A」、硬化剤として大日本インキ(株)製、商品名「ディックドライKW−40」を使用した。 In addition, as an adhesive for dry lamination, a two-component curable adhesive (manufactured by Dainippon Ink Co., Ltd. as the main agent, trade name “Dick Dry LX-75A”, as a curing agent, produced by Dainippon Ink Co., Ltd., trade name “Dick Dry KW-40” was used.
[底材]
最外層側から、EVOH、6−66Ny、AD1、非晶性Nyに滑剤としてエルカ酸アミドを1000ppm、アンチブロッキング剤として天然シリカを2000ppm添加混合した樹脂組成物(ヒートシール樹脂層)の順に積層させ、各層の平均厚さが各々10μm/20μm/10μm/30μm、全層の厚さが70μmの多層フィルム(Y1)を共押出法によって得た。この多層フィルム(Y1)の最外層側(EVOH面)に、総厚みが250μmの無延伸ポリエチレンテレフタレートシート(三菱化学(株)製、商品名「ノバクリアー」)をドライラミネーション法により貼り合わせて、総厚み320μmのラミネートシート(Y1LS)を得、包装体の底材に使用した。
なお、ドライラミネーション用接着剤としてはラミネートフィルム(X1LF)を作製する場合と同様のグレードを使用した。
[Bottom material]
From the outermost layer side, EVOH, 6-66Ny, AD1, and amorphous Ny are laminated in the order of a resin composition (heat seal resin layer) in which 1000 ppm of erucamide is added as a lubricant and 2000 ppm of natural silica is added as an antiblocking agent. A multilayer film (Y1) having an average thickness of each layer of 10 μm / 20 μm / 10 μm / 30 μm and a total thickness of 70 μm was obtained by a coextrusion method. An unstretched polyethylene terephthalate sheet (Mitsubishi Chemical Co., Ltd., trade name “Novaclear”) having a total thickness of 250 μm is bonded to the outermost layer side (EVOH surface) of this multilayer film (Y1) by a dry lamination method. A laminate sheet (Y1LS) having a thickness of 320 μm was obtained and used as the bottom material of the package.
In addition, the grade similar to the case where a laminate film (X1LF) is produced was used as an adhesive for dry lamination.
[深絞り包装体]
深絞り包装機(ムルチバック社製、型番:R−530)を使用して、上記の底材(Y1LS)を無延伸ポリエチレンテレフタレートシート層が外層になるように深絞り成形することにより、縦130mm、横170mm、フランジ部幅6mmの長方形の形状の容器に加工し、ヒートシール部において、深絞りされた底材に設けられたフランジ部分に上記の蓋材(X1LF)を、ヒートシール温度:140℃、シール時間:2秒、シール圧力:4kg/cm2の条件でヒートシールすることにより深絞り包装体を作製した。
この深絞り包装体を用いて評価した結果を表1に示した。
[Deep-drawn packaging]
Using a deep-drawing packaging machine (manufactured by Mulchback, model number: R-530), the bottom material (Y1LS) is deep-drawn so that the non-stretched polyethylene terephthalate sheet layer is an outer layer, and the length is 130 mm. The container is processed into a rectangular container having a width of 170 mm and a flange width of 6 mm. In the heat seal portion, the lid material (X1LF) is applied to the flange portion provided on the deeply drawn bottom material, and the heat seal temperature is 140. A deep-drawn package was produced by heat sealing under the conditions of ° C., sealing time: 2 seconds, sealing pressure: 4 kg / cm 2 .
The results of evaluation using this deep-drawn package are shown in Table 1.
(実施例2)
[蓋材]
実施例1で作成した多層フィルム(Y1)の最外層側に2軸延伸ポリエチレンテレフタレートフィルム基材(ユニチカ(株)製、商品名「エンブレット PET」、厚さ16μm)をドライラミネーション法により貼り合わせて、総厚み86μmのラミネートフィルム(Y1LF)を得、包装体の蓋材に使用した。
(Example 2 )
[Cover material]
A biaxially stretched polyethylene terephthalate film substrate (manufactured by Unitika Ltd., trade name “Embret PET”, thickness 16 μm) is bonded to the outermost layer side of the multilayer film (Y1) prepared in Example 1 by a dry lamination method. Thus, a laminate film (Y1LF) having a total thickness of 86 μm was obtained and used as a lid for the package.
[底材]
実施例1で作成した多層フィルム(X1)の最外層側に総厚みが250μmの無延伸ポリエチレンテレフタレートシート(三菱化学(株)製、商品名「ノバクリアー」)をドライラミネーション法により貼り合わせて、総厚み315μmのラミネートシート(X1LS)を得、包装体の底材に使用した。
[Bottom material]
An unstretched polyethylene terephthalate sheet having a total thickness of 250 μm (trade name “Novaclear”, manufactured by Mitsubishi Chemical Corporation) was bonded to the outermost layer side of the multilayer film (X1) prepared in Example 1 by a dry lamination method. A laminate sheet (X1LS) having a thickness of 315 μm was obtained and used as the bottom material of the package.
[深絞り包装体]
実施例1と同様の方法で、深絞り包装体を作製した。この深絞り包装体を用いて評価した結果を表1に示した。
[Deep-drawn packaging]
A deep-drawn package was produced in the same manner as in Example 1. The results of evaluation using this deep-drawn package are shown in Table 1.
(比較例1)
[蓋材]
実施例1において、粘着樹脂層(B)に使用する樹脂を、実施例1で使用したTPS1 60質量部と粘着付与樹脂(テルペン樹脂、ヤスハラケミカル(株)製、商品名「YSレジンPX1150」)40質量部を混合した樹脂構成に変更、ヒートシール樹脂層(C)に使用する樹脂を、非晶性ポリエステル樹脂(イーストマンケミカル(株)製、商品名「EASTAR PETG Copolyester6763」、以下「PETG」と略称する。)に変更した以外は、実施例1と同様にして、(A1)/(A2)/(A3)/(B)/(C)の5層構成で、各層の平均厚さが各々10μm/20μm/10μm/20μm/5μm、全層の厚さが65μmの多層フィルム(X2)を得た。次いで、実施例1と同様にして、2軸延伸ポリエチレンテレフタレートフィルム基材をドライラミネーション法により貼り合わせて、総厚み81μmのラミネートフィルム(X2LF)を得、包装体の蓋材に使用した。
(Comparative Example 1)
[Cover material]
In Example 1, the resin used for the adhesive resin layer (B) was 60 parts by mass of TPS1 used in Example 1 and a tackifier resin (terpene resin, manufactured by Yasuhara Chemical Co., Ltd., trade name “YS Resin PX1150”) 40. The resin composition used for the heat seal resin layer (C) is changed to a resin composition in which parts by mass are mixed , and the amorphous polyester resin (manufactured by Eastman Chemical Co., Ltd., trade name “EASTAR PETG Polyester 6663”, hereinafter referred to as “PETG”) (Abbreviated)) In the same manner as in Example 1 except that it is changed to (A1) / (A2) / (A3) / (B) / (C), each layer has an average thickness. A multilayer film (X 2 ) having a thickness of 10 μm / 20 μm / 10 μm / 20 μm / 5 μm and a total thickness of 65 μm was obtained. Next, in the same manner as in Example 1, a biaxially stretched polyethylene terephthalate film base material was bonded by a dry lamination method to obtain a laminate film (
[底材]
最外層側から、EVOH、6−66Ny、オレフィン系接着性樹脂(三井化学(株)製、商品名「アドマーSF715」、以下「AD2」と略称する。)、PETGに滑剤としてエルカ酸アミドを1000ppm、アンチブロッキング剤として天然シリカを2000ppm添加混合した樹脂組成物(ヒートシール樹脂層)の順に積層させ、各層の平均厚さが各々10μm/20μm/10μm/30μm、全層の厚さが70μmの多層フィルム(Y2)を共押出法によって得た。この多層フィルム(Y2)の最外層側(EVOH面)に、総厚みが250μmの無延伸ポリエチレンテレフタレートシート(三菱化学(株)製、商品名「ノバクリアー」)をドライラミネーション法により貼り合わせて、総厚み320μmのラミネートシート(Y2LS)を得、包装体の底材に使用した。
[Bottom material]
From the outermost layer side, EVOH, 6-66Ny, olefin-based adhesive resin (trade name “Admer SF715”, hereinafter abbreviated as “AD2”) manufactured by Mitsui Chemicals, Inc., 1000 ppm of erucamide as a lubricant to PETG In addition, a resin composition (heat seal resin layer) in which 2000 ppm of natural silica was added and mixed as an antiblocking agent was laminated in this order, and each layer had an average thickness of 10 μm / 20 μm / 10 μm / 30 μm and a total thickness of 70 μm. A film (Y2) was obtained by a coextrusion method. An unstretched polyethylene terephthalate sheet having a total thickness of 250 μm (product name “Novaclear”, manufactured by Mitsubishi Chemical Corporation) is bonded to the outermost layer side (EVOH surface) of the multilayer film (Y2) by a dry lamination method. A laminate sheet (Y2LS) having a thickness of 320 μm was obtained and used as a bottom material of the package.
[深絞り包装体]
実施例1と同様の方法で、深絞り包装体を作製した。この深絞り包装体を用いて評価した結果を表1に示した
[Deep-drawn packaging]
A deep-drawn package was produced in the same manner as in Example 1. The results of evaluation using this deep drawn package are shown in Table 1.
[蓋材]
比較例1において、粘着樹脂層(B)に使用する樹脂を、TPS1からスチレン系熱可塑性エラストマー(旭化成(株)製、商品名「タフテックH1052」、スチレン含量:20質量%、損失正接(tanδ)のピーク値を示す温度:−42.2℃、20℃でのtanδ値:0.06、以下、TPS2と略称する)に変更した以外は、比較例1と同様にして、(A1)/(A2)/(A3)/(B)/(C)の5層構成で、各層の平均厚さが各々10μm/20μm/10μm/20μm/5μm、全層の厚さが65μmの多層フィルム(X3)を得た。次いで、実施例1と同様にして、2軸延伸ポリエチレンテレフタレートフィルム基材をドライラミネーション法により貼り合わせて、総厚み81μmのラミネートフィルム(X3LF)を得、包装体の蓋材に使用した。
[Cover material]
In Comparative Example 1, the resin used for the adhesive resin layer (B) was changed from TPS1 to a styrene thermoplastic elastomer (manufactured by Asahi Kasei Corporation, trade name “Tuftec H1052”, styrene content: 20 mass%, loss tangent (tan δ). (A1) / () in the same manner as in Comparative Example 1 except that the temperature was changed to -42.2 ° C., tan δ value at 20 ° C .: 0.06, and hereinafter abbreviated as TPS2. A multilayer film (X 3 ) having a five-layer configuration of A2) / (A3) / (B) / (C), each layer having an average thickness of 10 μm / 20 μm / 10 μm / 20 μm / 5 μm, and a total thickness of 65 μm ) Next, in the same manner as in Example 1, a biaxially stretched polyethylene terephthalate film base material was bonded by a dry lamination method to obtain a laminate film (
[底材]
比較例1と同様に、ラミネートシート(Y2LS)を包装体の底材に使用した。
[Bottom material]
As in Comparative Example 1, a laminate sheet (
[深絞り包装体]
実施例1と同様の方法で、深絞り包装体を作製した。この深絞り包装体を用いて評価した結果を表1に示した
[Deep-drawn packaging]
A deep-drawn package was produced in the same manner as in Example 1. The results of evaluation using this deep drawn package are shown in Table 1.
(参考例)
[蓋材]
比較例1において、(A1)/(A2)/(A3)/(B)/(C)の5層構成で、各層の平均厚さを各々10μm/20μm/10μm/20μm/40μmに変更した以外は、実施例1と同様にして、全層の厚さが100μm の多層フィルム(X4)を得た。次いで、実施例1と同様にして、2軸延伸ポリエチレンテレフタレートフィルム基材をドライラミネーション法により貼り合わせて、総厚み116μmのラミネートフィルム(X4LF)を得、包装体の蓋材に使用した。
(Reference example)
[Cover material]
In Comparative Example 1, with the five-layer configuration of (A1) / (A2) / (A3) / (B) / (C), the average thickness of each layer was changed to 10 μm / 20 μm / 10 μm / 20 μm / 40 μm, respectively. Obtained a multilayer film (X 4 ) having a total thickness of 100 μm in the same manner as in Example 1. Next, in the same manner as in Example 1, a biaxially stretched polyethylene terephthalate film base material was bonded by a dry lamination method to obtain a laminate film (
[底材]
比較例1と同様に、ラミネートシート(Y2LS)を包装体の底材に使用した。
[Bottom material]
As in Comparative Example 1, a laminate sheet (
[深絞り包装体]
実施例1と同様の方法で、深絞り包装体を作製した。この深絞り包装体を用いて評価した結果を表1に示した。
[Deep-drawn packaging]
A deep-drawn package was produced in the same manner as in Example 1. The results of evaluation using this deep-drawn package are shown in Table 1.

表1より、本発明で規定する蓋材又は底材で形成された再封可能な包装体(深絞り包装体)は、粘着樹脂露出状況、初期剥離強度、膜残り状況及び再封剥離強度のすべての特性に問題がなく、実用的であることが確認できた(実施例1および2)。
これに対して、粘着樹脂層に多量の粘着付与樹脂を混合した場合には、単軸押出機では均一に混合ができず、安定した製膜が困難であったり(比較例1)、本発明で規定する範囲外の粘弾性特性を有するスチレン系熱可塑性エラストマーを粘着樹脂層に用いた場合には、再封剥離強度が不十分であったりした(比較例2)。
なお、ヒートシール樹脂層の厚みが厚くなると(30μmを超える場合)、ヒートシール部から手で剥離する場合に膜残りが生じた(参考例)。
From Table 1, the resealable packaging body (deep-drawing packaging body) formed of the lid or bottom material defined in the present invention has an adhesive resin exposure status, initial peel strength, film residue status, and reseal peel strength. It was confirmed that all the characteristics were satisfactory and practical (Examples 1 and 2 ).
On the other hand, when a large amount of tackifying resin is mixed in the pressure-sensitive adhesive resin layer, it cannot be uniformly mixed with a single screw extruder, and stable film formation is difficult (Comparative Example 1). When the styrene-based thermoplastic elastomer having viscoelasticity characteristics outside the range specified in (1) was used for the adhesive resin layer, the reseal peel strength was insufficient (Comparative Example 2).
In addition, when the thickness of the heat seal resin layer was increased (when exceeding 30 μm), a film residue was generated when the heat seal resin layer was manually peeled off (reference example).
本発明は、食品衛生面に優れ、良好な易開封性と、手や指による加圧圧着のみで良好な再封性とを併有するため、食品、医薬品、化粧品等の包装体用の蓋材として広く利用することができる。 The present invention is superior in food hygiene, and has both good easy-openability and good resealability only by pressure and pressure bonding with hands and fingers, so that it is a lid for packaging bodies such as foods, pharmaceuticals, and cosmetics. Can be widely used as.
1 蓋材
2 底材
3 蓋材の表面樹脂層
4 蓋材の粘着樹脂層
5 蓋材のヒートシール樹脂層
6 底材の表面樹脂層
7 底材のヒートシール樹脂層
8 ヒートシール部
9 蓋材のタブ部
10 剥離時における粘着樹脂層の露出部
11 剥離時におけるヒートシール樹脂層の露出部
41 底材
42 蓋材
43 底材の表面樹脂層
44 底材の粘着樹脂層
45 底材のヒートシール樹脂層
46 蓋材の表面樹脂層
47 蓋材のヒートシール樹脂層
48 ヒートシール部
49 蓋材のタブ部
50 剥離時における粘着樹脂層の露出部
51 剥離時におけるヒートシール樹脂層の露出部
DESCRIPTION OF
Claims (3)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008092277A JP5117255B2 (en) | 2008-03-31 | 2008-03-31 | Multi-layer film with reseal function and package using the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008092277A JP5117255B2 (en) | 2008-03-31 | 2008-03-31 | Multi-layer film with reseal function and package using the same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009241477A JP2009241477A (en) | 2009-10-22 |
| JP5117255B2 true JP5117255B2 (en) | 2013-01-16 |
Family
ID=41303952
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008092277A Active JP5117255B2 (en) | 2008-03-31 | 2008-03-31 | Multi-layer film with reseal function and package using the same |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5117255B2 (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014184971A (en) * | 2013-03-23 | 2014-10-02 | Mitsubishi Plastics Inc | Resealable package |
| US9096583B2 (en) | 2011-11-16 | 2015-08-04 | Basf Se | Substituted 1,2,5-oxadiazole compounds and their use as herbicides II |
| CN103265538B (en) * | 2013-02-19 | 2015-08-05 | 中国人民解放军南京军区南京总医院 | A kind of azole antifungal compound and its preparation method and application |
| JP2017088229A (en) * | 2015-11-16 | 2017-05-25 | 三菱樹脂株式会社 | Packaging body |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103154176B (en) * | 2010-10-21 | 2016-08-10 | 巴塞尔聚烯烃意大利有限责任公司 | Contact adhesive containing 1-Butylene copolymer |
| EP2947127B1 (en) * | 2013-01-18 | 2020-03-18 | Nichiban Company Limited | Self-adhesive composition, self-adhesive sheet, method for producing self-adhesive sheets and use of a self-adhesive sheet |
| JP6042232B2 (en) * | 2013-02-28 | 2016-12-14 | プリマハム株式会社 | Packaging container |
| JP5984716B2 (en) * | 2013-02-28 | 2016-09-06 | プリマハム株式会社 | Packaging container |
| JP6088888B2 (en) * | 2013-03-29 | 2017-03-01 | 出光ユニテック株式会社 | Container body, container, packaging container, sealing method, and container body manufacturing method |
| JP6283029B2 (en) * | 2013-07-09 | 2018-02-21 | ニチバン株式会社 | Adhesive composition and adhesive sheet |
| WO2016133904A1 (en) * | 2015-02-16 | 2016-08-25 | Intercontinental Great Brands Llc | Multi-layer film and reclosable film package |
| JP2016175328A (en) * | 2015-03-20 | 2016-10-06 | 三菱樹脂株式会社 | Packaging body |
| CN105292800A (en) * | 2015-10-12 | 2016-02-03 | 界首市佳宝包装材料有限公司 | Chocolate packaging box |
| EP3412599A4 (en) * | 2016-02-04 | 2019-09-11 | Mitsui Chemicals, Inc. | Resealable packaging container |
| WO2018035044A1 (en) | 2016-08-15 | 2018-02-22 | Intercontinental Great Brands Llc | Multi-layer film and reclosable film package |
| CA3106024C (en) | 2016-08-15 | 2022-10-18 | Intercontinental Great Brands Llc | Multi-layer film and reclosable film package |
| JP7042572B2 (en) * | 2017-08-14 | 2022-03-28 | 共同印刷株式会社 | Easily peelable packaging material for heated instant foods |
| JP6764434B2 (en) * | 2018-03-23 | 2020-09-30 | フジッコ株式会社 | Sealing method for resealable packaging with tamper-proof function |
| JP6756358B2 (en) * | 2018-12-14 | 2020-09-16 | 大日本印刷株式会社 | Microplate containing reagent and its manufacturing method |
| JP2020165992A (en) * | 2020-06-26 | 2020-10-08 | 大日本印刷株式会社 | Microplate containing reagent and method for manufacturing the same |
| WO2024034410A1 (en) * | 2022-08-09 | 2024-02-15 | Dic株式会社 | Sealant film, laminated film, and packaging material |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004058568A (en) * | 2002-07-31 | 2004-02-26 | Dainippon Ink & Chem Inc | Multilayered film, method for manufacturing it, and bag |
| JP2004115040A (en) * | 2002-09-25 | 2004-04-15 | Dainippon Ink & Chem Inc | Container and re-sealable packaging container |
| US7422782B2 (en) * | 2005-02-01 | 2008-09-09 | Curwood, Inc. | Peelable/resealable packaging film |
| JP4749119B2 (en) * | 2005-11-04 | 2011-08-17 | 三菱樹脂株式会社 | Multi-layer film with reseal function and re-sealable package using the same |
| JP4902237B2 (en) * | 2006-03-22 | 2012-03-21 | 三菱樹脂株式会社 | Multi-layer film with reseal function and re-sealable package using the same |
| JP4811083B2 (en) * | 2006-03-29 | 2011-11-09 | 三菱化学株式会社 | Laminated body for easy opening lid and easy opening container |
| JP5106795B2 (en) * | 2006-06-16 | 2012-12-26 | 三菱樹脂株式会社 | Lid with resealing function and package using the same |
| JP5121244B2 (en) * | 2007-02-19 | 2013-01-16 | 三菱樹脂株式会社 | Bottom material with reseal function and package using the same |
-
2008
- 2008-03-31 JP JP2008092277A patent/JP5117255B2/en active Active
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9096583B2 (en) | 2011-11-16 | 2015-08-04 | Basf Se | Substituted 1,2,5-oxadiazole compounds and their use as herbicides II |
| CN103265538B (en) * | 2013-02-19 | 2015-08-05 | 中国人民解放军南京军区南京总医院 | A kind of azole antifungal compound and its preparation method and application |
| JP2014184971A (en) * | 2013-03-23 | 2014-10-02 | Mitsubishi Plastics Inc | Resealable package |
| JP2017088229A (en) * | 2015-11-16 | 2017-05-25 | 三菱樹脂株式会社 | Packaging body |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009241477A (en) | 2009-10-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5117255B2 (en) | Multi-layer film with reseal function and package using the same | |
| JP4902237B2 (en) | Multi-layer film with reseal function and re-sealable package using the same | |
| JP5106795B2 (en) | Lid with resealing function and package using the same | |
| JP5121244B2 (en) | Bottom material with reseal function and package using the same | |
| US7422782B2 (en) | Peelable/resealable packaging film | |
| JP6369221B2 (en) | Package | |
| JP6331783B2 (en) | Package | |
| JP6057801B2 (en) | Resealable packaging | |
| JP4749119B2 (en) | Multi-layer film with reseal function and re-sealable package using the same | |
| JP2012111521A (en) | Packaging bag | |
| JP5182183B2 (en) | Easy-open film, lid material and packaging bag using the film | |
| JP2002301786A (en) | Coextrusion multilayered film and lid material of container | |
| JP2008221733A (en) | Heat-sealable film having barrier functionality | |
| JP2019151351A (en) | Package | |
| JP2005119075A (en) | Multilayered film, lid material of container and bag | |
| JP2015189481A (en) | package | |
| JP2004075181A (en) | Lid material of container and re-sealing packaging container | |
| JP2017088229A (en) | Packaging body | |
| JP5380866B2 (en) | LAMINATE, CLOSED CLOSED CONTAINING THE SAME, AND CLOSED CONTAINER | |
| WO2021002208A1 (en) | Layered film and lid | |
| JP2016175328A (en) | Packaging body | |
| JP2005212846A (en) | Resealable bag | |
| JP7017669B1 (en) | Sealant film, laminating film and packaging material | |
| JP7383900B2 (en) | Quiet, easy-to-peel laminate and quiet, easy-to-open lid and container using the same | |
| JP2003171484A (en) | Easily peelable film |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20101007 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20111117 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111122 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111229 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120904 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120927 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121016 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121017 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5117255 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151026 Year of fee payment: 3 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |