JP5100227B2 - リーフシール - Google Patents
リーフシール Download PDFInfo
- Publication number
- JP5100227B2 JP5100227B2 JP2007184083A JP2007184083A JP5100227B2 JP 5100227 B2 JP5100227 B2 JP 5100227B2 JP 2007184083 A JP2007184083 A JP 2007184083A JP 2007184083 A JP2007184083 A JP 2007184083A JP 5100227 B2 JP5100227 B2 JP 5100227B2
- Authority
- JP
- Japan
- Prior art keywords
- leaf
- seal
- strip
- leaves
- assembly
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images











Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16J—PISTONS; CYLINDERS; SEALINGS
- F16J15/00—Sealings
- F16J15/16—Sealings between relatively-moving surfaces
- F16J15/32—Sealings between relatively-moving surfaces with elastic sealings, e.g. O-rings
- F16J15/3284—Sealings between relatively-moving surfaces with elastic sealings, e.g. O-rings characterised by their structure; Selection of materials
- F16J15/3292—Lamellar structures
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49229—Prime mover or fluid pump making
- Y10T29/49297—Seal or packing making
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Turbine Rotor Nozzle Sealing (AREA)
- Sealing Devices (AREA)
Description
全体として、ストリップがハウジング内に配置されるとき、ストリップの更なる部分を除去することができる。
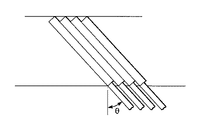
tanL = ttanθ/a合計
ここで、t=根元部のリーフ(及び該当すれば、離間材)の厚さ、θ=要求される配置角度、a合計=リーフ(及び該当すれば側部アーム)の全幅である。
リーフ毛房は、組み立て治具内に装着される。該組み立て治具は、後続の機械加工/接合工程の間、正確な配置角度が維持されることを保証する寸法とされた溝を有する。治具は、線形又は湾曲型とすることができるが、その何れが選ばれるかに注意を払わなければならない。線形の組み立て治具が使用される場合、任意の後続の接合工程は、改変されるが、成形を行うのを許容するのに十分順応性がある一方にて、リーフを共に保持するのに十分強力でなければならない。しかし、湾曲型治具が選ばれる場合、曲率は、リーフ先端を接触させるのに必要とされる程度以下でなければならない。
2 シール要素
3 離間材要素
4 裏当てリング
5 側部板
6 シール端縁
7 回転構成要素の面
8 矢印
11 面
21 シール部分
22 リーフ輪郭外形
23 離間材部分
24 側部アーム
25 折り重ね部分
26 穴
31 リーフ要素部分
31a リーフ部分
32 輪郭外形
33 離間材
35 折り重ね部分
36 プレナム穴
37 作用部
40 破線
41a、41b リーフ部分
45 折り重ね部
50 ストリップ
51 リーフシール部分
52 シール要素リーフ52
53 離間材
54 側部
55 頂部
56 折り重ね部
60 リーフシール毛房
61 底部シール端縁
62 穴
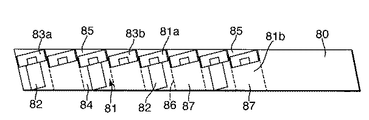
80 ストリップ
81 リーフ要素
82 リーフ要素
83 離間材
84、85 廃棄部分
86 端縁
87 領域
90 シール要素毛房
92 穴
100 アーム
101 折り重ねた部分
102 シール要素
103a 離間材
103b シール要素
104 段付き整合部
107 補強部
110 毛房
111 治具
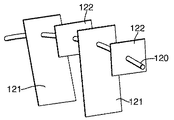
120 ワイヤ
121 リーフ/毛房
122 離間材
130 寸法調整工具
131 毛房
132 駆動機構
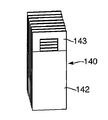
140 リーフパック又は毛房
142 リーフシール要素
143 離間材
150 空隙
152 リーフシール要素
153 離間材
201 折り重ね部分
202 シール要素
203a、203b 離間材
207 補強部
250 空隙
252 リーフシール要素
253 離間材
Claims (7)
- リーフシールを形成する方法において、ストリップにおけるリーフをエッチングし、リーフの各々は、傾斜した角度にてエッチングされ、リーフの各々がその隣接するリーフに対して蛇腹状に折り重ねられるようにするとき、段部を形成するステップと、ストリップを折り重ね、これによりリーフが並置されてリーフ各々のシール端縁により形成されたシール面を提供するようにするステップとを備え、
ストリップは、リーフの各々の間に折り重ね線を画成し得るようエッチングされ、
折り重ね線の各々は、リーフシールの他の部分よりも薄い部分であるようにし、
リーフシールの間に折り重ね線を形成する薄い部分は、リーフシール組立体を最終的に形成したとき、除去される、リーフシールを形成する方法。 - 請求項1に記載の方法において、ストリップは、リーフ部分を画成し又は頂端縁を画成し又はリーフの各々にプレナム開口を画成し、該プレナム開口は整合して組み立てたリーフシール組立体内にプレナム室を形成するよう、余剰な材料が除去される、方法。
- 請求項1に記載の方法において、シールの位置を互いにそれぞれ保持し得るようハウジング内にてストリップを提供する、方法。
- リーフシールを形成する方法において、ストリップにおけるリーフをエッチングし、リーフの各々が、離間材部分と、少なくとも幾つかのリーフの残りの少なくとも一部分を除去することにより画成されたリーフに対する離間材と、を有するようにし、
リーフの幾つかは、離間材を除いてストリップの全てが除去され、
ストリップは、リーフの各々の間に折り重ね線を画成し得るようエッチングされ、
折り重ね線の各々は、リーフシールの他の部分よりも薄い部分であり、
リーフシールの間に折り重ね線を形成するより薄い部分は、リーフシール組立体を最終的に形成したとき、除去される、リーフシールを形成する方法。 - 請求項4に記載の方法において、ストリップは、リーフ部分を画成し又は頂端縁を画成し又はリーフの各々にプレナム開口を画成し、該プレナム開口は整合して組み立てたリーフシール組立体内にプレナム室を形成するよう、余剰な材料が除去される、方法。
- 請求項4に記載の方法において、シールの位置を互いにそれぞれ保持し得るようハウジング内にてストリップを提供するステップも含む、方法。
- 請求項1に記載の方法に従って形成されたリーフシール組立体。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GBGB0613989.3A GB0613989D0 (en) | 2006-07-14 | 2006-07-14 | leaf Seals |
| GB0613989.3 | 2006-07-14 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008057772A JP2008057772A (ja) | 2008-03-13 |
| JP5100227B2 true JP5100227B2 (ja) | 2012-12-19 |
Family
ID=36955640
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007184083A Expired - Fee Related JP5100227B2 (ja) | 2006-07-14 | 2007-07-13 | リーフシール |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20080099999A1 (ja) |
| EP (1) | EP1878955A1 (ja) |
| JP (1) | JP5100227B2 (ja) |
| GB (1) | GB0613989D0 (ja) |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102004059858A1 (de) * | 2004-12-11 | 2006-06-29 | Alstom Technology Ltd | Lamellendichtung, insbesondere für eine Gasturbine |
| US8794631B2 (en) * | 2009-01-12 | 2014-08-05 | General Electric Company | Method of manufacturing of a compliant plate seal assembly |
| US8250756B2 (en) | 2009-02-20 | 2012-08-28 | General Electric Company | Method of manufacture of compliant plate seals |
| EP2444699B1 (en) * | 2009-06-16 | 2015-09-09 | Mitsubishi Hitachi Power Systems, Ltd. | Shaft seal and rotary machine with same |
| US8272644B1 (en) * | 2009-07-14 | 2012-09-25 | Florida Turbine Technologies, Inc. | Floating card seal |
| GB0922074D0 (en) * | 2009-12-18 | 2010-02-03 | Rolls Royce Plc | A leaf seal assembly |
| JP5422481B2 (ja) * | 2010-05-10 | 2014-02-19 | 三菱重工業株式会社 | 軸シール装置の製造方法及び軸シール装置の生産治具、並びに、軸シール装置を備える回転機械 |
| US8690158B2 (en) * | 2010-07-08 | 2014-04-08 | Siemens Energy, Inc. | Axially angled annular seals |
| US9206904B2 (en) * | 2010-07-08 | 2015-12-08 | Siemens Energy, Inc. | Seal including flexible seal strips |
| GB201113590D0 (en) | 2011-08-08 | 2011-09-21 | Rolls Royce Plc | Leaf seal |
| GB201113691D0 (en) | 2011-08-09 | 2011-09-21 | Rolls Royce Plc | Leaf seal |
| GB201117729D0 (en) * | 2011-10-14 | 2011-11-23 | Rolls Royce Plc | Leaf seal manufacturing method |
| GB201209389D0 (en) * | 2012-05-28 | 2012-07-11 | Rolls Royce Plc | Seal and method of forming a seal |
| ES2770702T3 (es) | 2014-10-10 | 2020-07-02 | Nuovo Pignone Srl | Junta para un espacio entre una superficie cilíndrica exterior y otra interior |
| JP6276209B2 (ja) * | 2015-02-20 | 2018-02-07 | 三菱日立パワーシステムズ株式会社 | タービン用シール装置及びタービン、並びにシール装置用の薄板 |
| CN108838629B (zh) * | 2018-08-07 | 2021-01-22 | 南通中能机械制造有限公司 | 菱形两侧面齿形动隔叶件加工新方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10006298A1 (de) * | 2000-02-12 | 2001-08-16 | Abb Patent Gmbh | Dichtung für umlaufende Teile |
| JP4081710B2 (ja) * | 2002-04-02 | 2008-04-30 | イーグル・エンジニアリング・エアロスペース株式会社 | 板ブラシシール装置 |
| GB2413602B (en) * | 2004-04-26 | 2008-02-13 | Alstom Technology Ltd | Process for producing leaves for a leaf seal |
-
2006
- 2006-07-14 GB GBGB0613989.3A patent/GB0613989D0/en not_active Ceased
-
2007
- 2007-06-14 EP EP07252437A patent/EP1878955A1/en not_active Withdrawn
- 2007-06-15 US US11/812,174 patent/US20080099999A1/en not_active Abandoned
- 2007-07-13 JP JP2007184083A patent/JP5100227B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008057772A (ja) | 2008-03-13 |
| GB0613989D0 (en) | 2006-08-23 |
| EP1878955A1 (en) | 2008-01-16 |
| US20080099999A1 (en) | 2008-05-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5100227B2 (ja) | リーフシール | |
| EP1298367B1 (en) | Brush seal | |
| US8585058B2 (en) | Leaf seal and method of producing a leaf seal | |
| US5183197A (en) | Bundle and place method for the manufacture of brush seals | |
| EP0500486B1 (en) | Segmented brush seal and method of manufacturing the seal | |
| JP5178102B2 (ja) | 単一の弾性プレート部材を使用したシャフトシール | |
| NL8303969A (nl) | Honingraatafdichtconstructie. | |
| US4509238A (en) | Method for fabricating a steam turbine diaphragm | |
| JP2003065442A (ja) | 板ブラシシール装置 | |
| JP5091615B2 (ja) | 静翼環セグメントの組立方法、静翼環セグメント、結合部材、溶接方法 | |
| JP2881613B2 (ja) | ブラシ・シールを製造するための設置・結束方法 | |
| JP2003518599A (ja) | ブラシシール | |
| WO2012117612A1 (ja) | 回転機械の静翼ユニット、回転機械の静翼ユニットの製造方法及び回転機械の静翼ユニットの結合方法 | |
| JP2001355743A (ja) | 非密封形の封止構造 | |
| JPH04279734A (ja) | 回転装置のステータ | |
| EP1335157B1 (en) | Bristle arrangement for brush seal, method and assembly for making same, and method of making brush seal | |
| JP2012509180A (ja) | セル式ホイールの製造方法 | |
| US20020190473A1 (en) | Brush seals and methods of fabricating brush seals | |
| US5702050A (en) | Method of brazing a honeycomb | |
| JP4157282B2 (ja) | ブラシシール装置 | |
| WO2011142270A1 (ja) | 軸シール装置の製造方法及び軸シール装置の製造治具、並びに、軸シール装置を備える回転機械 | |
| JPS6036556B2 (ja) | 蓄熱式熱交換器用密封装置 | |
| JP2820655B2 (ja) | セグメント型ハニカムろう付法及びハニカムろう付け用治具 | |
| RU2518709C2 (ru) | Щеточное уплотнение роторов, способ и устройство для его изготовления | |
| JPS5872694A (ja) | ボスを備えた羽根車およびこれの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100216 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20110909 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120126 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120201 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20120426 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20120502 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120731 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120827 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120925 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151005 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |