JP5000367B2 - High strength galvanized bolt with excellent hydrogen embrittlement resistance - Google Patents
High strength galvanized bolt with excellent hydrogen embrittlement resistance Download PDFInfo
- Publication number
- JP5000367B2 JP5000367B2 JP2007105730A JP2007105730A JP5000367B2 JP 5000367 B2 JP5000367 B2 JP 5000367B2 JP 2007105730 A JP2007105730 A JP 2007105730A JP 2007105730 A JP2007105730 A JP 2007105730A JP 5000367 B2 JP5000367 B2 JP 5000367B2
- Authority
- JP
- Japan
- Prior art keywords
- less
- bolt
- hydrogen
- strength
- embrittlement resistance
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Description
本発明は、腐食環境中での使用に好適な、耐水素脆化特性に優れる亜鉛めっきボルトに関するものである。 The present invention is suitable for use in corrosive environments, it relates to a galvanized bolt having excellent hydrogen embrittlement resistance.
自動車や各種産業機械の軽量化、高性能化、或いは土木・建築構造物の建設費削減のために、ボルトの高強度化が進められている。従来の高強度ボルトは、例えば、JIS G 4105で規定されているSCM435やSCM440などの低合金鋼を使い、所定の形状に冷間成形後、焼入れ・焼戻し処理によって製造されている。しかしながら、引張強さの上昇により、遅れ破壊が発生しやすくなるという問題があった。 In order to reduce the weight and performance of automobiles and various industrial machines, or to reduce the construction costs of civil engineering and building structures, the strength of bolts has been increased. Conventional high-strength bolts are manufactured, for example, by using a low alloy steel such as SCM435 or SCM440 defined in JIS G 4105, cold forming into a predetermined shape, and then quenching and tempering. However, there has been a problem that delayed fracture is likely to occur due to an increase in tensile strength.
このような問題に対して、伸線加工したパーライト鋼をボルト形状に冷間鍛造し、熱処理を行う方法が提案されている(例えば、特許文献1、2を参照)。また、本発明者らの一部は、パーライトの形状を制御して、耐遅れ破壊特性を向上させた高強度ボルトを提案している(例えば、特許文献3を参照)。 For such a problem, a method has been proposed in which cold-forged pearlite steel is cold-forged into a bolt shape and subjected to heat treatment (see, for example, Patent Documents 1 and 2). In addition, some of the present inventors have proposed a high-strength bolt with improved delayed fracture resistance by controlling the shape of pearlite (see, for example, Patent Document 3).
しかしながら、腐食環境では耐食性が要求されるため、表面に亜鉛めっきを施した亜鉛めっきボルトは、めっき時にボルト中に水素が侵入し易いため、特に高強度になると水素脆化を生じるという問題があった。また、拡散性水素量を抑制して亜鉛めっきボルトの耐遅れ破壊特性を向上させる技術が提案されている(例えば、特許文献4を参照)。しかしながら、この特許文献4に記載の亜鉛めっきボルトは、鋼材の耐遅れ破壊特性の向上を図ったものではない。
本発明は、金属組織が耐遅れ破壊特性に優れるパーライトからなり、強度が1200MPa以上である亜鉛めっきボルトが実用化されていないという実状に鑑みてなされたものであり、耐食性を有し、耐水素脆化特性に優れた1200MPa以上の強度を有する高強度亜鉛めっきボルトを提供することを目的とするものである。 The present invention has been made in view of the fact that a galvanized bolt having a metal structure made of pearlite having excellent delayed fracture resistance and having a strength of 1200 MPa or more has not been put into practical use, has corrosion resistance, and has hydrogen resistance. An object of the present invention is to provide a high-strength galvanized bolt having a strength of 1200 MPa or more that is excellent in embrittlement characteristics.
本発明者らは、パーライト組織の耐遅れ破壊特性が優れることに着目し、且つ亜鉛めっきを施しても水素脆化を生じないボルト及びその製造方法について検討を行った。その結果、ボルト内部と表層の硬度差の制限によって、めっき時にボルトに侵入した水素に起因する縦割れの発生を防止することができ、更に、ボルト中の水素量を限定することによって遅れ破壊特性が向上することを見出した。 The present inventors paid attention to the excellent delayed fracture resistance of the pearlite structure, and studied a bolt that does not cause hydrogen embrittlement even when galvanized, and a method for manufacturing the same. As a result, it is possible to prevent the occurrence of vertical cracks due to hydrogen that has penetrated into the bolt during plating by limiting the hardness difference between the inside of the bolt and the surface layer. Furthermore, by limiting the amount of hydrogen in the bolt, delayed fracture characteristics Found to improve.
本発明はこのような知見に基づいてなされたものであり、その要旨とするところは、以下のとおりである。
(1) 質量%で、C:0.70〜1.10%、Si:0.05〜2.00%、Mn:0.20〜2.00%を含有し、P:0.020%以下、S:0.020%以下、N:0.0150%以下に制限し、Al:0.005〜0.100%、Ti:0.002〜0.100%、Nb:0.002〜0.100%のうち何れか1種又は2種以上を含有し、残部がFe及び不可避不純物からなり、金属組織が面積率90%以上のパーライトからなり、軸部の表層のビッカース硬さと中心のビッカース硬さとの差が30以下であり、引張強さが1200MPa以上であり、遅れ破壊限界拡散性水素量が0.2ppm以上であることを特徴とする耐水素脆化特性に優れた高強度亜鉛めっきボルト。
(2) 質量%で、V:0.05〜2.00%、Cr:0.05〜2.00%の一方又は双方を含有することを特徴とする上記(1)に記載の耐水素脆化特性に優れた高強度亜鉛めっきボルト。
(3) 質量%で、C:0.70〜1.10%、Si:0.05〜2.00%、Mn:0.20〜2.00%を含有し、P:0.020%以下、S:0.020%以下、N:0.0150%以下に制限し、V:0.05〜2.00%、Cr:0.05〜2.00%の一方又は双方を含有し、残部がFe及び不可避不純物からなり、金属組織が面積率90%以上のパーライトからなり、軸部の表層のビッカース硬さと中心のビッカース硬さとの差が30以下であり、引張強さが1200MPa以上であり、遅れ破壊限界拡散性水素量が0.2ppm以上であることを特徴とする耐水素脆化特性に優れた高強度亜鉛めっきボルト。
(4) 鋼中の拡散性水素量が0.10ppm以下であることを特徴とする上記(1)〜(3)の何れか1項に記載の耐水素脆化特性に優れた高強度亜鉛めっきボルト。
また、上記(1)〜(3)の何れか1項に記載の亜鉛めっきボルトは、例えば、上記(1)〜(3)の何れか1項に記載の成分からなる鋼材を熱間圧延後、30℃/s以上の冷却速度で550〜700℃の温度範囲に冷却し、該温度範囲で30〜300sの間保持し、次に室温まで冷却した後、摩擦係数を0.1以下として伸線加工を行った後、ボルト形状に成形し、電気亜鉛めっき又は溶融亜鉛めっきを施すことで製造される。
また、上記(1)〜(3)の何れか1項に記載の亜鉛めっきボルトは、例えば、上記(1)〜(3)の何れか1項に記載の成分からなる鋼材を熱間圧延後、そのまま冷却し、伸線加工の後、ボルト形状に成形し、電気亜鉛めっき又は溶融亜鉛めっきを施すことで製造される。
また、上記(1)〜(3)の何れか1項に記載の亜鉛めっきボルトは、例えば、上記(1)〜(3)の何れか1項に記載の成分からなる鋼材を熱間圧延後、900℃に再加熱して冷却し、伸線加工の後、ボルト形状に成形し、電気亜鉛めっき又は溶融亜鉛めっきを施すことで製造される。
また、上記(4)に記載の亜鉛めっきボルトは、例えば、上記の何れかに記載の方法によって得られた亜鉛めっきボルトを200〜400℃の温度範囲で加熱することで製造される。また、亜鉛めっきボルトに引張強さの20〜60%の張力を負荷しながら加熱してもよい。
This invention is made | formed based on such knowledge, The place made into the summary is as follows.
(1) By mass%, C: 0.70 to 1.10%, Si: 0.05 to 2.00%, Mn: 0.20 to 2.00%, P: 0.020% or less S: 0.020% or less, N: 0.0150% or less, Al: 0.005-0.100%, Ti: 0.002-0.100%, Nb: 0.002-0. It contains any one or two or more of 100%, the balance is made of Fe and inevitable impurities, the metal structure is made of pearlite with an area ratio of 90% or more, the Vickers hardness of the surface layer of the shaft part and the Vickers hardness of the center High strength galvanized bolt excellent in hydrogen embrittlement resistance, characterized in that the difference from the above is 30 or less, the tensile strength is 1200 MPa or more, the delayed fracture limit diffusible hydrogen content is 0.2 ppm or more .
(2) The hydrogen embrittlement resistance according to (1) above, characterized by containing one or both of V: 0.05 to 2.00% and Cr: 0.05 to 2.00% by mass%. High-strength galvanized bolt with excellent heat treatment characteristics.
(3) By mass%, C: 0.70 to 1.10%, Si: 0.05 to 2.00%, Mn: 0.20 to 2.00%, P: 0.020% or less , S: 0.020% or less, N: 0.0150% or less, V: 0.05 to 2.00%, Cr: 0.05 to 2.00% is contained, the balance Is made of Fe and inevitable impurities, the metal structure is made of pearlite with an area ratio of 90% or more, the difference between the surface layer Vickers hardness and the center Vickers hardness is 30 or less, and the tensile strength is 1200 MPa or more. A high-strength galvanized bolt excellent in hydrogen embrittlement resistance, characterized by having a delayed fracture limit diffusible hydrogen content of 0.2 ppm or more.
(4) The high-strength galvanizing excellent in hydrogen embrittlement resistance according to any one of (1) to (3) above, wherein the amount of diffusible hydrogen in the steel is 0.10 ppm or less bolt.
The galvanized bolt according to any one of the above (1) to (3) is, for example, after hot rolling a steel material comprising the component according to any one of the above (1) to (3). , Cooled to a temperature range of 550 to 700 ° C. at a cooling rate of 30 ° C./s or more, held for 30 to 300 s in the temperature range, and then cooled to room temperature, and then stretched to a coefficient of friction of 0.1 or less. After wire processing, it is manufactured by forming into a bolt shape and applying electrogalvanization or hot dip galvanization .
The galvanized bolt according to any one of the above (1) to (3) is, for example, after hot rolling a steel material comprising the component according to any one of the above (1) to (3). It is manufactured by cooling as it is, after wire drawing, forming into a bolt shape, and applying electrogalvanization or hot dip galvanization .
The galvanized bolt according to any one of the above (1) to (3) is, for example, after hot rolling a steel material comprising the component according to any one of the above (1) to (3). It is manufactured by reheating to 900 ° C., cooling, forming into a bolt shape after wire drawing, and applying electrogalvanizing or hot dip galvanizing .
Moreover, the galvanized bolt as described in said (4) is manufactured by heating the galvanized bolt obtained by the method in any one of the above in the temperature range of 200-400 degreeC , for example. Further, the galvanized bolt may be heated while applying a tension of 20 to 60% of the tensile strength .
本発明によれば、耐水素脆化特性、特に、耐遅れ破壊特性及び耐縦割れ性に優れ、耐食性が良好な高強度の亜鉛めっきボルトを提供することが可能になり、産業上の貢献が極めて顕著である。 According to the present invention, it is possible to provide a high-strength galvanized bolt having excellent hydrogen embrittlement resistance, in particular, delayed fracture resistance and longitudinal crack resistance, and good corrosion resistance. Extremely prominent.
以下、本発明の耐水素脆化特性に優れた高強度亜鉛めっきボルト及びその製造方法について詳細に説明する。
耐水素脆化特性に優れるパーライト組織を有する高強度鋼を伸線加工して得られたボルトにZnめっきを施すと、めっき時の侵入水素に起因すると考えられる、めっき後の縦割れを生じることがあった。これを防止するため、本発明者らは、伸線パーライトからなる高強度ボルトを用いて、めっき後の縦割れの発生について検討を行った。
Hereinafter, the high-strength galvanized bolt excellent in hydrogen embrittlement resistance and the method for producing the same according to the present invention will be described in detail.
When zinc plating is applied to a bolt obtained by drawing a high-strength steel having a pearlite structure with excellent hydrogen embrittlement resistance, vertical cracks after plating, which may be caused by intrusion hydrogen during plating, may occur. was there. In order to prevent this, the present inventors examined the occurrence of vertical cracks after plating using a high-strength bolt made of drawn pearlite.
本発明者らは、ボルトの組織、特に硬さの均質性とめっき後の縦割れとの関係に着目し、摩擦係数を変化させて、パーライト組織を有する鋼線に伸線加工を施してめっき後の縦割れを評価した。その結果、伸線加工時の摩擦係数を低下させると、ボルトの組織が均質になり、表層と中心の硬さの差が小さくなって、縦割れを防ぐことができるという知見を得た。 The present inventors pay attention to the structure of bolts, particularly the relationship between hardness homogeneity and longitudinal cracks after plating, change the friction coefficient, and perform wire drawing on a steel wire having a pearlite structure to perform plating. Later vertical cracks were evaluated. As a result, when the coefficient of friction at the time of wire drawing was lowered, the bolt structure became homogeneous, the difference in hardness between the surface layer and the center became small, and it was found that longitudinal cracks can be prevented.
これは、表層と中央部での伸線加工を均一にすると、表層と中央部での硬さの差が小さくなり、内部応力の負荷や、応力集中が軽減された効果であると考えられる。具体的には、ボルト軸部の表層のビッカース硬さと中心のビッカース硬さの差を30以下とすることにより、めっき後の縦割れを防ぐことができる。 This is considered to be an effect of reducing the difference in hardness between the surface layer and the central portion when the wire drawing processing at the surface layer and the central portion is made uniform, and reducing the internal stress load and stress concentration. Specifically, the vertical crack after plating can be prevented by setting the difference between the Vickers hardness of the surface layer of the bolt shaft portion and the Vickers hardness of the center to 30 or less.
なお、ビッカース硬さの測定は、JIS Z 2244に準拠して行った。試料は、ボルトの軸部の長手方向に垂直な断面を測定面として採取した。試料の測定面を機械研磨し、長手方向に垂直な方向の中心部の200μm以内の範囲で3カ所、表層から200μmの位置で3カ所測定し、平均値を求めた。荷重は、98.07N(10kgf)とした。 In addition, the measurement of Vickers hardness was performed based on JISZ2244. The sample was taken with the cross section perpendicular to the longitudinal direction of the shaft portion of the bolt as the measurement surface. The measurement surface of the sample was mechanically polished and measured at three locations within a range of 200 μm within the central portion in the direction perpendicular to the longitudinal direction and at three locations at 200 μm from the surface layer, and the average value was determined. The load was 98.07 N (10 kgf).
ボルト軸部の表層のビッカース硬さと中心のビッカース硬さの差を30以下とするには、伸線加工時の摩擦係数を0.1以下に限定することが必要である。伸線加工時の摩擦係数が0.1超になると、伸線材の表層と中心の硬度差が大きくなり、侵入水素に起因する縦割れが生じやすくなる。また、摩擦係数が0.08以下にすると硬さを均一にする効果が顕著となり好ましい。 In order to make the difference between the Vickers hardness of the surface layer of the bolt shaft portion and the Vickers hardness of the center 30 or less, it is necessary to limit the friction coefficient during wire drawing to 0.1 or less. If the friction coefficient during wire drawing exceeds 0.1, the difference in hardness between the surface layer and the center of the wire drawing material becomes large, and vertical cracks due to intruding hydrogen tend to occur. Moreover, when the friction coefficient is 0.08 or less, the effect of making the hardness uniform becomes remarkable, which is preferable.
伸線加工時の摩擦係数を低減する方法としては、ダイヤモンドダイスを用いる方法や、潤滑皮膜にリン酸亜鉛カルシウムを含むものを用いる方法、伸線時に石けん潤滑剤を用いる方法などが挙げられる。伸線加工時の摩擦係数は、伸線中の引抜力を測定し、Siebelの式を用いて求めることができる。 Examples of a method for reducing the friction coefficient during wire drawing include a method using a diamond die, a method using a lubricant film containing zinc calcium phosphate, and a method using a soap lubricant during wire drawing. The coefficient of friction at the time of wire drawing can be obtained by measuring the drawing force during wire drawing and using the Siebel equation.
更に、本発明者ら、金属組織と耐遅れ破壊特性との関係を評価するため、伸線加工後の鋼線をボルトに加工し、限界拡散性水素量を測定した。限界拡散性水素量は、遅れ破壊を生じない最大の水素量であり、電界水素チャージによって種々のレベルの拡散性水素量を含有させた後、水素が試料から大気中に放出しないようにめっきを施し、その後引張強さの90%の荷重を負荷し、遅れ破壊が発生しない拡散性水素量の最大値を評価した。 Furthermore, in order to evaluate the relationship between the metal structure and the delayed fracture resistance, the present inventors processed the steel wire after wire drawing into a bolt and measured the amount of critical diffusible hydrogen. The critical amount of diffusible hydrogen is the maximum amount of hydrogen that does not cause delayed fracture, and after containing various levels of diffusible hydrogen by electric field hydrogen charging, plating is performed so that hydrogen is not released from the sample into the atmosphere. After that, a load of 90% of the tensile strength was applied, and the maximum value of the diffusible hydrogen amount at which delayed fracture did not occur was evaluated.
その結果、パーライト組織の面積率を90%以上にすることによって、限界拡散性水素量が0.2ppm以上になることがわかった。したがって、十分な強度を有し、優れた耐水素脆化特性を備えるためには90%以上のパーライトを含む金属組織とすることが必要である。 As a result, it was found that when the area ratio of the pearlite structure was 90% or more, the limit diffusible hydrogen amount was 0.2 ppm or more. Therefore, in order to have sufficient strength and to have excellent hydrogen embrittlement resistance, it is necessary to have a metal structure containing 90% or more of pearlite.
パーライトが90%未満になると、他の組織が増加することになる。例えば、ベイナイトが増加すれば強度が低下し、十分な強度が得られない。また、初析セメンタイトやマルテンサイトが増加すれば耐水素脆化特性が低下する。パーライトの残部は、フェライト、ベイナイト、マルテンサイト、初析セメンタイトである。 If the pearlite is less than 90%, other tissues will increase. For example, if bainite increases, the strength decreases and sufficient strength cannot be obtained. Moreover, if proeutectoid cementite and martensite increase, the hydrogen embrittlement resistance will deteriorate. The balance of pearlite is ferrite, bainite, martensite, and proeutectoid cementite.
パーライトの面積率は、伸線加工前の線材から試料を採取し、長手方向に垂直な断面を鏡面研磨後、ピクラール液でエッチングを行い、走査型顕微鏡にて任意の10視野を2000倍で観察して写真を撮影し、目視にてパーライト部分を決定し、それを画像解析して求めることができる。 The area ratio of pearlite is obtained by taking a sample from the wire before drawing, mirror-polishing the cross section perpendicular to the longitudinal direction, etching with Picral solution, and observing any 10 fields of view at 2000 times with a scanning microscope Then, the photograph can be taken, the pearlite portion can be determined by visual observation, and it can be obtained by image analysis.
パーライトの面積率は、熱間圧延後の冷却条件又は再加熱条件によって制御する。具体的には、熱間圧延後又は再加熱後の冷却の際に、30℃/s以上の冷却速度で、500〜700℃の温度範囲に冷却し、該温度範囲で30〜300sの間保持し、更に室温まで冷却する。 The area ratio of pearlite is controlled by cooling conditions or reheating conditions after hot rolling. Specifically, at the time of cooling after hot rolling or after reheating, it is cooled to a temperature range of 500 to 700 ° C. at a cooling rate of 30 ° C./s or more, and is maintained for 30 to 300 s in this temperature range. And further cooled to room temperature.
冷却速度は、30℃/s未満では冷却途中でパーライト変態が生じ、引張強さが低下するため、下限を30℃以上とする。冷却速度の上限は規定しないが、500℃/sを超えることは技術的に難しい。 If the cooling rate is less than 30 ° C./s, pearlite transformation occurs during cooling and the tensile strength decreases, so the lower limit is made 30 ° C. or more. Although the upper limit of the cooling rate is not specified, it is technically difficult to exceed 500 ° C./s.
冷却の停止温度及び保持温度を550〜700℃に限定したのは、パーライト変態を促進し、強度と耐水素脆化特性を向上させるためである。冷却の停止温度及び保持温度が、550℃未満ではベイナイトが生じやすく、パーライトの面積率が減少し、強度低下又は耐水素脆化特性が悪化する。一方、冷却の停止温度及び保持温度が700℃を超えるとパーライト変態後の引張強さが低下する。 The reason why the cooling stop temperature and holding temperature are limited to 550 to 700 ° C. is to promote pearlite transformation and improve strength and hydrogen embrittlement resistance. When the cooling stop temperature and the holding temperature are less than 550 ° C., bainite is likely to occur, the area ratio of pearlite decreases, and the strength reduction or hydrogen embrittlement resistance deteriorates. On the other hand, when the cooling stop temperature and the holding temperature exceed 700 ° C., the tensile strength after pearlite transformation decreases.
さらに、パーライトの面積率を90%以上とするには、550〜700℃の温度範囲での保持時間が重要である。550〜700℃での保持時間が短く、パーライトの面積率が減少すると、耐水素脆化特性に悪影響を及ぼすベイナイト又はマルテンサイトが生じるため、保持時間は30s以上とする。保持時間が長時間になると生産性を阻害する。本発明の成分範囲では、保持時間を300s以下にすればパーライトの面積率を90%以上にすることが可能である。550〜700℃での保持は、熱間圧延又は再加熱後、ソルト浴や鉛浴に浸漬して行ってもよい。 Furthermore, in order to make the area ratio of pearlite 90% or more, the holding time in the temperature range of 550 to 700 ° C. is important. If the holding time at 550 to 700 ° C. is short and the area ratio of pearlite decreases, bainite or martensite that adversely affects the hydrogen embrittlement resistance is generated, so the holding time is 30 s or more. If the holding time is long, productivity is hindered. In the component range of the present invention, if the holding time is 300 s or less, the pearlite area ratio can be 90% or more. The holding at 550 to 700 ° C. may be carried out by immersing in a salt bath or a lead bath after hot rolling or reheating.
熱間圧延の最終仕上げ温度は、850℃未満では変形抵抗が大きくなり圧延材の形状制御が難しく、1150℃を超えるとオーステナイト粒が粗大化し伸線加工後の延性低下が生じることがある。したがって、圧延の最終仕上げ温度は850℃から1150℃の温度範囲が好ましい。 If the final finishing temperature of the hot rolling is less than 850 ° C., the deformation resistance becomes large and it is difficult to control the shape of the rolled material, and if it exceeds 1150 ° C., the austenite grains become coarse and the ductility after wire drawing may decrease. Therefore, the final finishing temperature of rolling is preferably in the temperature range of 850 ° C to 1150 ° C.
本発明では、熱間圧延後、そのまま冷却してもよく、一旦、室温まで冷却してから、再加熱してもよい。熱間圧延後の鋼材を再加熱する場合、再加熱の温度は、900℃未満では溶体化が不十分で未溶解炭化物が残存し易くなり合金の効果が減少することがあるため、900℃以上とすることが好ましい。また、再加熱の温度の上限は、高すぎるとオーステナイト粒が粗大化し、伸線加工後の延性低下が生じるため、1150℃以下とすることが好ましい。 In the present invention, after hot rolling, it may be cooled as it is, or may be once cooled to room temperature and then reheated. When the steel material after hot rolling is reheated, if the reheating temperature is less than 900 ° C, the solution effect is insufficient and undissolved carbide tends to remain, and the effect of the alloy may decrease. It is preferable that Further, if the upper limit of the reheating temperature is too high, the austenite grains are coarsened, and ductility is lowered after the wire drawing.
次に、本発明の対象とする鋼の成分の限定理由について述べる。
Cは、ボルトの強度を確保する上で必須の元素であるが、0.70%未満では伸線加工後の強度が十分得られず、一方1.10%を越えると初析セメンタイトの粗大析出を防止するのが困難であり、初析セメンタイトにより耐遅れ破壊特性が低下するため、0.70〜1.10%の範囲に限定した。
Next, the reasons for limiting the components of the steel that is the subject of the present invention will be described.
C is an essential element for securing the strength of the bolt, but if it is less than 0.70%, sufficient strength after wire drawing cannot be obtained, while if it exceeds 1.10%, coarse precipitation of pro-eutectoid cementite. Since the delayed fracture resistance is deteriorated by pro-eutectoid cementite, it is limited to the range of 0.70 to 1.10%.
Siは、固溶強化によって強度を上昇させる元素であるが、この効果を得るためには0.05%以上の添加が必要であり、2.00%を超えると添加量に見合った効果が得られないため、0.05〜2.00%の範囲に限定した。 Si is an element that increases the strength by solid solution strengthening, but in order to obtain this effect, addition of 0.05% or more is necessary, and if it exceeds 2.00%, an effect commensurate with the addition amount is obtained. Therefore, the content is limited to 0.05 to 2.00%.
Mnは、脱酸や脱硫のために必要なだけでなく、鋼の焼入れ性を向上させて強度を上昇させる元素であるが、この効果を得るためには0.20%以上の添加が必要である。また、Mnを過剰に添加すると中心偏析部にマルテンサイトが生成し伸線加工性が低下するため、上限を2.00%以下に限定した。 Mn is not only necessary for deoxidation and desulfurization, but is an element that improves the hardenability of the steel and increases the strength, but in order to obtain this effect, addition of 0.20% or more is necessary. is there. Further, when Mn is added excessively, martensite is generated in the central segregation part and the wire drawing workability is lowered, so the upper limit is limited to 2.00% or less.
P、Sは、不可避な不純物であり、過剰に含まれると耐水素脆化特性が悪化するため、0.020%以下に制限する。 P and S are unavoidable impurities, and if they are contained in excess, the hydrogen embrittlement resistance deteriorates, so they are limited to 0.020% or less.
Nは、不純物であり、0.0150%を超えると延性が低下するため、0.0150%の範囲とする。なお、オーステナイト(γ)粒径の微細化に有効な窒化物の形成のために、Al、Ti、Nbを含有する場合は、Nを0.0020%以上含有させることが好ましい。 N is an impurity, and if it exceeds 0.0150%, the ductility is lowered, so the range is 0.0150%. In addition, when Al, Ti, and Nb are contained in order to form a nitride effective for refining the austenite (γ) grain size, it is preferable to contain N in an amount of 0.0020% or more.
更に、強度を上昇させるために、V、Crを、結晶粒の微細化のためにAl、Ti、Nbを選択的に添加してもよい。 Further, V and Cr may be selectively added to increase the strength, and Al, Ti and Nb may be selectively added to refine the crystal grains.
Vは、パーライト変態組織の強度を上昇させるのに対して有効な元素であり、0.05%以上の添加が好ましい。また、パーライト組織からなる高強度ボルトの耐遅れ破壊特性を向上させるには、0.20%以上を添加することが好ましい。一方、Vを2.00%を超えて添加してもコストに見合った効果を得るのが困難である。 V is an element effective for increasing the strength of the pearlite transformation structure, and is preferably added in an amount of 0.05% or more. Moreover, in order to improve the delayed fracture resistance of a high-strength bolt made of a pearlite structure, it is preferable to add 0.20% or more. On the other hand, even if V is added in excess of 2.00%, it is difficult to obtain an effect commensurate with the cost.
Crは、パーライト組織のラメラ間隔を微細化する効果があり、0.05%以上の添加が好ましい。また、強度を上昇させるためには0.10%以上の添加が好ましい、一方、2.00%を超えて添加しても効果が飽和する。 Cr has an effect of refining the lamella spacing of the pearlite structure, and is preferably added in an amount of 0.05% or more. Moreover, in order to raise intensity | strength, addition of 0.10% or more is preferable, On the other hand, even if it adds exceeding 2.00%, an effect will be saturated.
Alは、脱酸及び微細なAl2O3又はAlN析出のピンニング効果により熱処理時のγ粒径を微細化するために添加する。この効果を得るには、0.005%以上の添加が好ましく、一方、0.100%を超えて添加しても効果が飽和する。 Al is added in order to refine the γ grain size at the time of heat treatment by deoxidation and the pinning effect of fine Al 2 O 3 or AlN precipitation. In order to obtain this effect, addition of 0.005% or more is preferable. On the other hand, even if added over 0.100%, the effect is saturated.
Tiは、脱酸及びTiO2等の酸化物やTiNの析出によるピンニング効果によって熱処理時のγ粒径を微細化する元素である。この効果を得るには、Tiを0.002%以上添加することが好ましい。一方、Tiを、0.100%を超えて添加しても効果が飽和する。 Ti is an element that refines the γ grain size during heat treatment by deoxidation and a pinning effect caused by precipitation of oxides such as TiO 2 and TiN. In order to obtain this effect, it is preferable to add 0.002% or more of Ti. On the other hand, the effect is saturated even if Ti is added in excess of 0.100%.
Nbは、Nbの炭窒化物のピンニング効果によって熱処理時のγ粒径を微細化するために添加する。この効果を得るには、Nbを0.002%以上添加することが好ましい。一方、Nb量が、0.100%を超えるとその効果が飽和するため、0.002〜0.100%の範囲に限定した。 Nb is added to refine the γ grain size during heat treatment due to the pinning effect of the Nb carbonitride. In order to obtain this effect, Nb is preferably added in an amount of 0.002% or more. On the other hand, when the amount of Nb exceeds 0.100%, the effect is saturated, so the content is limited to the range of 0.002 to 0.100%.
本発明のめっきは、電気亜鉛めっき又は溶融亜鉛めっきどちらでも構わないが、溶融亜鉛めっきであれば一般的な方法、例えば、脱脂、酸洗、フラックス、溶融めっき、冷却の順で処理を行う。電気亜鉛めっきは、つきまわり性がよく、陰極電流効率にも優れている塩化亜鉛浴を用いるのが好ましい。また、工程は、例えば脱脂、酸洗、電界洗浄、めっきの順で処理を行う。 The plating of the present invention may be either electrogalvanization or hot dip galvanization, but if hot dip galvanization, the treatment is performed in the order of general methods such as degreasing, pickling, flux, hot dipping, and cooling. For electrogalvanizing, it is preferable to use a zinc chloride bath that has good throwing power and excellent cathode current efficiency. The process is performed in the order of degreasing, pickling, electric field cleaning, and plating, for example.
本発明のボルトは、鋼中の拡散性水素量が0.10ppmを超えると縦割れや遅れ破壊が生じる可能性が高くなるため、0.10ppm以下とすることが好ましい。なお、拡散性水素量はガスクロマトグラフを用いた昇温水素分析を行い、100℃/minの昇温速度で室温から200℃の範囲で放出する水素量とする。 If the amount of diffusible hydrogen in the steel exceeds 0.10 ppm, the bolt of the present invention is more likely to cause vertical cracking or delayed fracture, so it is preferable that the bolt be 0.10 ppm or less. The amount of diffusible hydrogen is determined by performing a temperature rising hydrogen analysis using a gas chromatograph, and the amount of hydrogen released in the range from room temperature to 200 ° C. at a temperature rising rate of 100 ° C./min.
ボルト中の拡散性水素量を低減させるために、伸線加工後に冷間でボルト成形し、Znめっきを施した後、熱処理を施すことが好ましい。また、めっき後の加熱中に張力を負荷することが更に好ましい。 In order to reduce the amount of diffusible hydrogen in the bolt, it is preferable to perform a heat treatment after the bolt is cold-formed after the wire drawing and is subjected to Zn plating. Further, it is more preferable to apply tension during heating after plating.
亜鉛めっき後の熱処理は、ボルト中の拡散性水素を十分放出させるために、200℃以上で行うことが好ましい。一方、熱処理の温度が400℃を超えると亜鉛めっきが溶融するため、加熱温度の範囲を200〜400℃に限定する。加熱時間は加熱炉によって変化するため特に限定しないが、上記効果を十分に発揮するためには10s〜15ksの範囲が好ましい。 The heat treatment after galvanization is preferably performed at 200 ° C. or higher in order to sufficiently release diffusible hydrogen in the bolt. On the other hand, when the temperature of the heat treatment exceeds 400 ° C., the galvanizing is melted, so the range of the heating temperature is limited to 200 to 400 ° C. The heating time is not particularly limited because it varies depending on the heating furnace, but is preferably in the range of 10 s to 15 ks in order to sufficiently exhibit the above effects.
また、めっき後のボルトに張力を負荷しつつ熱処理を行うことによって、耐水素脆化特性が一層向上する。張力の下限が引張強さの20%未満では耐水素脆化向上の効果は少なく、60%を超えて張力を負荷しても効果が飽和するため、20〜60%の範囲とすることが好ましい。張力を負荷しつつ熱処理を行う方法としては、例えば治具にボルトを締め付けた状態で熱処理を行う方法が挙げられる。 In addition, the hydrogen embrittlement resistance is further improved by performing heat treatment while applying tension to the bolt after plating. If the lower limit of the tension is less than 20% of the tensile strength, the effect of improving hydrogen embrittlement resistance is small, and even if a tension exceeding 60% is applied, the effect is saturated. . As a method of performing heat treatment while applying a tension, for example, a method of performing heat treatment in a state where a bolt is fastened to a jig may be mentioned.
以下、実施例により本発明の効果をより明らかなものとする。なお、本発明は、以下の実施例に限定されるものではなく、その要旨を変更しない範囲で適宜変更して実施することができる。 Hereinafter, the effects of the present invention will be made clearer by examples. In addition, this invention is not limited to a following example, In the range which does not change the summary, it can change suitably and can implement.
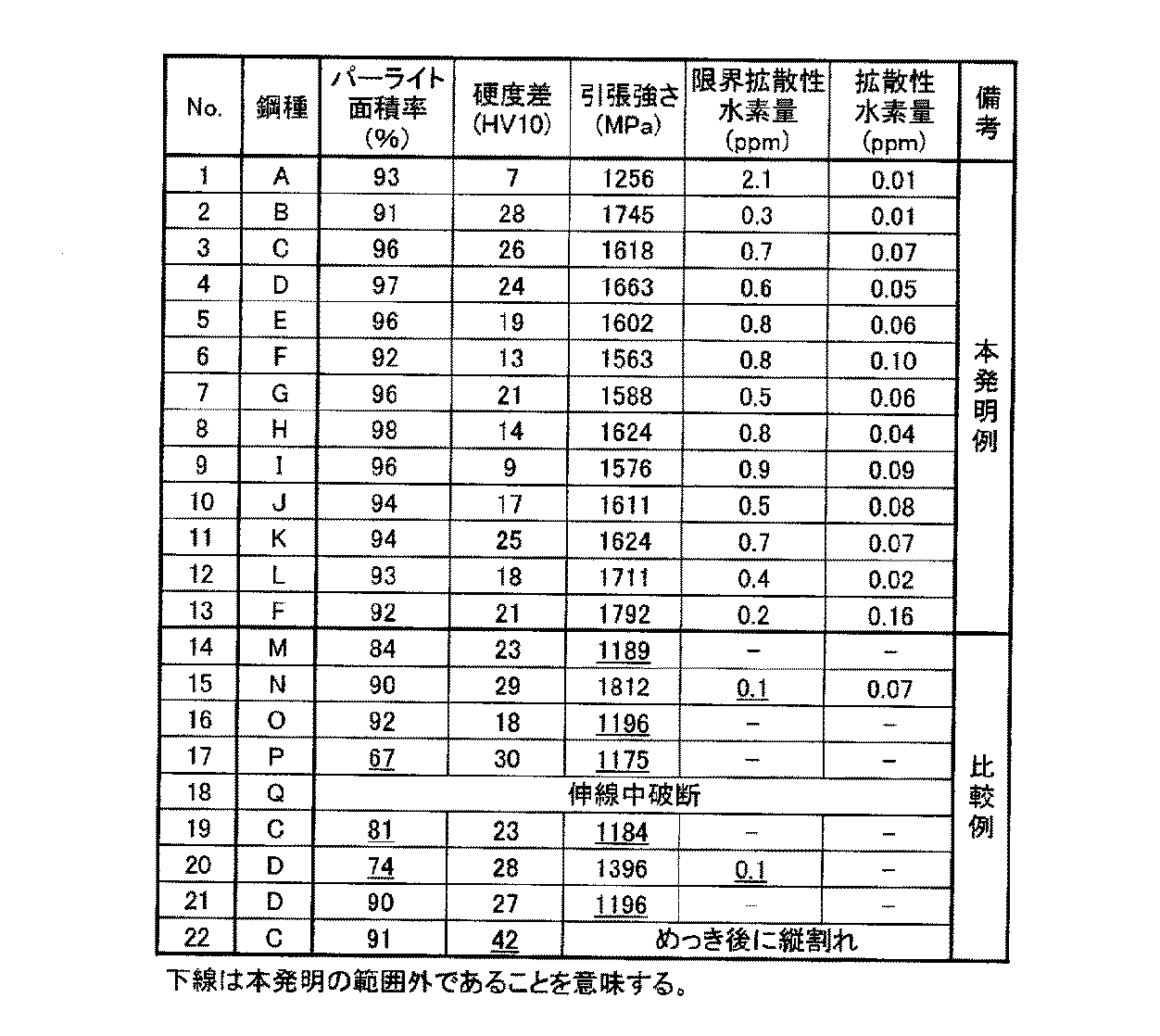
表1に示す化学成分を有する鋼を溶製し、表2に示す条件で熱間圧延後、直ちにソルト浴に浸漬し、又は熱間圧延後に再加熱し、鉛浴に浸漬し、パーライト変態させた。その後、表2に示す摩擦係数で真歪み0.4〜2の伸線加工を行い、冷間加工によってボルトに成形した後、ボルトに電気亜鉛めっき又は溶融亜鉛めっきを施した。一部のめっきボルトには、表2に示す条件で、一部は治具にボルトを締め付けた状態で張力を負荷しながら、熱処理を行った。なお、表1中の空欄は、意図的な添加をしていないことを意味し、表2中の「−」は、該当する処理を実施していないことを意味する。 Steel having the chemical composition shown in Table 1 is melted and hot-rolled under the conditions shown in Table 2 and immediately immersed in a salt bath, or reheated after hot-rolling, immersed in a lead bath, and transformed into pearlite. It was. Thereafter, wire drawing with a true strain of 0.4 to 2 was performed with the friction coefficient shown in Table 2, and after forming into a bolt by cold working, the bolt was subjected to electrogalvanization or hot dip galvanization. Some of the plated bolts were subjected to heat treatment under the conditions shown in Table 2 while applying a tension while a bolt was fastened to a jig. In addition, the blank in Table 1 means that intentional addition is not performed, and “-” in Table 2 means that the corresponding processing is not performed.
そして、表2に示すNo.1〜22のボルトについて、耐水素脆化特性の評価を行った。その評価結果を表3に示す。 And No. 2 shown in Table 2. The bolts 1 to 22 were evaluated for hydrogen embrittlement resistance. The evaluation results are shown in Table 3.
表3中に示すボルトの引張強さは、JIS B 1051に準拠した引張試験にて求めた。
表3中に示す硬度差は、軸部の表層のビッカース硬さと中心のビッカース硬さとの差であり、ボルトの軸部の長手方向に垂直な断面を測定面とし、中心部の200μm以内の範囲と、表層から200μmの位置で、それぞれ3カ所のビッカース硬さの平均値の差を求めた。なお、ビッカース硬さは、JIS Z 2244に準拠し、荷重を98.07Nとして測定した。なお、単位のHV10は、荷重を98.07Nとして測定したビッカース硬度を意味する。
表3中に示す限界拡散性水素量は、電界水素チャージによって拡散性水素量を含有させた後、水素が試料から大気中に放出しないようにめっきを施し、引張強さの90%の荷重を負荷し、遅れ破壊が発生しない拡散性水素量の最大値を評価した。
表3中に示す拡散性水素量は、100℃/minの昇温速度で室温から200℃の範囲で放出する水素量として評価し、ガスクロマトグラフを用いた昇温水素分析を行って測定した。更に、電気亜鉛めっき又は溶融亜鉛めっきを行い、縦割れの発生の有無を確認した。
なお、表3中の「−」は、該当する測定を行っていないことを意味する。
The tensile strength of the bolts shown in Table 3 was obtained by a tensile test based on JIS B 1051.
The hardness difference shown in Table 3 is the difference between the Vickers hardness of the surface layer of the shaft portion and the Vickers hardness of the center portion, and the cross section perpendicular to the longitudinal direction of the shaft portion of the bolt is the measurement surface, and the range within 200 μm of the center portion. And the difference of the average value of three Vickers hardness each was calculated | required in the position of 200 micrometers from the surface layer. The Vickers hardness was measured based on JIS Z 2244 with a load of 98.07N. The unit HV10 means Vickers hardness measured with a load of 98.07 N.
The limit diffusible hydrogen amount shown in Table 3 is that after adding the diffusible hydrogen amount by electric field hydrogen charge, plating is performed so that hydrogen is not released from the sample into the atmosphere, and a load of 90% of the tensile strength is applied. The maximum amount of diffusible hydrogen that was loaded and did not cause delayed fracture was evaluated.
The amount of diffusible hydrogen shown in Table 3 was evaluated as the amount of hydrogen released at a temperature rising rate of 100 ° C./min in the range from room temperature to 200 ° C., and measured by performing a temperature rising hydrogen analysis using a gas chromatograph. Furthermore, electrogalvanization or hot dip galvanization was performed, and the presence or absence of occurrence of vertical cracks was confirmed.
In Table 3, “-” means that the corresponding measurement is not performed.
表3に示すように、No.1〜13のボルト(本発明例)は、何れも金属組織が面積率90%以上のパーライトからなり、軸部の表層と中心のビッカース硬さの差が30以下であり、引張強さが1200MPa以上と高強度であり、耐水素脆化特性にも優れ、めっき後の縦割れも生じていない。
なお、No.1〜12のボルトは、鋼中の拡散性水素量が0.1ppm以下であるのに対して、No.13のボルトは、そのボルト中の拡散性水素量が0.1ppmを超えており、遅れ破壊の発生する確率がやや高くなっている。
一方、No.14、16、17のボルト(比較例)は、それぞれC量、Si量、Mn量が本発明の下限よりも少ないため、引張強さが1200MPaを下回っている。
No.15のボルト(比較例)は、C量が本発明の上限よりも多く、耐遅れ破壊特性が低下している。
No.18のボルト(比較例)は、Mn量が本発明の上限を超えているため、伸線加工性が低下し、伸線中に破断している。
No.19のボルト(比較例)は、圧延後の冷却速度が小さいため、引張強さが1200MPaを下回っている。
No.21のボルト(比較例)は、圧延後の変態温度が700℃を超えているため、引張強さが1200MPaを下回っている。
No.20のボルト(比較例)は、圧延後の変態温度が550℃を下回っているため、ベイナイトが生成し、限界拡散性水素量が0.2を下回っている。
No.22のボルト(比較例)は、伸線加工時の摩擦係数が0.1を超えているため、ボルト軸部の表層と中心のビッカース硬さの差が30を超えており、めっき後に縦割れを生じている。
As shown in Table 3, no. Each of the bolts 1 to 13 (examples of the present invention) is made of pearlite having a metal structure of 90% or more in area ratio, the difference between the surface layer of the shaft portion and the Vickers hardness at the center is 30 or less, and the tensile strength is 1200 MPa. High strength as described above, excellent hydrogen embrittlement resistance, and no vertical cracks after plating.
In addition, No. In the bolts 1 to 12, the amount of diffusible hydrogen in the steel is 0.1 ppm or less. In the bolt No. 13, the amount of diffusible hydrogen in the bolt exceeds 0.1 ppm, and the probability of occurrence of delayed fracture is slightly high.
On the other hand, no. The bolts 14, 16 and 17 (comparative examples) have a C amount, an Si amount, and an Mn amount that are less than the lower limit of the present invention, respectively, so that the tensile strength is below 1200 MPa.
No. The 15 bolt (comparative example) has a C amount higher than the upper limit of the present invention, and the delayed fracture resistance is reduced.
No. In 18 bolts (comparative examples), the amount of Mn exceeds the upper limit of the present invention, so that the wire drawing workability deteriorates and breaks during wire drawing.
No. No. 19 bolt (comparative example) has a low cooling rate after rolling and has a tensile strength of less than 1200 MPa.
No. No. 21 bolt (comparative example) has a tensile strength of less than 1200 MPa because the transformation temperature after rolling exceeds 700 ° C.
No. In the case of 20 bolts (comparative example), the transformation temperature after rolling is lower than 550 ° C., so that bainite is generated and the critical diffusible hydrogen content is lower than 0.2.
No. The bolt 22 (comparative example) has a friction coefficient of more than 0.1 at the time of wire drawing, so the difference between the surface layer of the bolt shaft and the Vickers hardness of the center exceeds 30, and vertical cracking after plating. Has produced.
Claims (4)
C:0.70〜1.10%、
Si:0.05〜2.00%、
Mn:0.20〜2.00%
を含有し、
P:0.020%以下、
S:0.020%以下、
N:0.0150%以下
に制限し、
Al:0.005〜0.100%、
Ti:0.002〜0.100%、
Nb:0.002〜0.100%
のうち何れか1種又は2種以上を含有し、
残部がFe及び不可避不純物からなり、金属組織が面積率90%以上のパーライトからなり、軸部の表層のビッカース硬さと中心のビッカース硬さとの差が30以下であり、引張強さが1200MPa以上であり、遅れ破壊限界拡散性水素量が0.2ppm以上であることを特徴とする耐水素脆化特性に優れた高強度亜鉛めっきボルト。 % By mass
C: 0.70 to 1.10%,
Si: 0.05 to 2.00%,
Mn: 0.20 to 2.00%
Containing
P: 0.020% or less,
S: 0.020% or less,
N: limited to 0.0150% or less,
Al: 0.005 to 0.100%,
Ti: 0.002 to 0.100%,
Nb: 0.002 to 0.100%
Contains one or more of them,
The balance consists of Fe and inevitable impurities, the metal structure consists of pearlite with an area ratio of 90% or more, the difference between the Vickers hardness of the surface layer of the shaft part and the Vickers hardness of the center is 30 or less, and the tensile strength is 1200 MPa or more A high-strength galvanized bolt excellent in hydrogen embrittlement resistance, characterized by having a delayed fracture limit diffusible hydrogen content of 0.2 ppm or more.
V:0.05〜2.00%、
Cr:0.05〜2.00%
の一方又は双方を含有することを特徴とする請求項1に記載の耐水素脆化特性に優れた高強度亜鉛めっきボルト。 % By mass
V: 0.05-2.00%
Cr: 0.05-2.00%
The high-strength galvanized bolt excellent in hydrogen embrittlement resistance according to claim 1, comprising one or both of the following:
C:0.70〜1.10%、
Si:0.05〜2.00%、
Mn:0.20〜2.00%
を含有し、
P:0.020%以下、
S:0.020%以下、
N:0.0150%以下
に制限し、
V:0.05〜2.00%、
Cr:0.05〜2.00%
の一方又は双方を含有し、
残部がFe及び不可避不純物からなり、金属組織が面積率90%以上のパーライトからなり、軸部の表層のビッカース硬さと中心のビッカース硬さとの差が30以下であり、引張強さが1200MPa以上であり、遅れ破壊限界拡散性水素量が0.2ppm以上であることを特徴とする耐水素脆化特性に優れた高強度亜鉛めっきボルト。 % By mass
C: 0.70 to 1.10%,
Si: 0.05 to 2.00%,
Mn: 0.20 to 2.00%
Containing
P: 0.020% or less,
S: 0.020% or less,
N: limited to 0.0150% or less,
V: 0.05-2.00%
Cr: 0.05-2.00%
One or both of
The balance consists of Fe and inevitable impurities, the metal structure consists of pearlite with an area ratio of 90% or more, the difference between the Vickers hardness of the surface layer of the shaft part and the Vickers hardness of the center is 30 or less, and the tensile strength is 1200 MPa or more A high-strength galvanized bolt excellent in hydrogen embrittlement resistance, characterized by having a delayed fracture limit diffusible hydrogen content of 0.2 ppm or more.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007105730A JP5000367B2 (en) | 2007-04-13 | 2007-04-13 | High strength galvanized bolt with excellent hydrogen embrittlement resistance |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007105730A JP5000367B2 (en) | 2007-04-13 | 2007-04-13 | High strength galvanized bolt with excellent hydrogen embrittlement resistance |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012070315A Division JP5459342B2 (en) | 2012-03-26 | 2012-03-26 | Manufacturing method of high-strength galvanized bolts with excellent hydrogen embrittlement resistance |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008261027A JP2008261027A (en) | 2008-10-30 |
| JP5000367B2 true JP5000367B2 (en) | 2012-08-15 |
Family
ID=39983722
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007105730A Active JP5000367B2 (en) | 2007-04-13 | 2007-04-13 | High strength galvanized bolt with excellent hydrogen embrittlement resistance |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5000367B2 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021179222A (en) * | 2020-05-11 | 2021-11-18 | 株式会社三ツ知 | High-strength bolt excellent in hydrogen embrittlement resistance |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20110075319A (en) * | 2009-12-28 | 2011-07-06 | 주식회사 포스코 | Ultra high strength steel wire rod having high resistance of delayed fracture, and method for manufacturing the same |
| FR2960556B3 (en) | 2010-05-31 | 2012-05-11 | Arcelormittal Wire France | HIGH-STRENGTH STEEL-SHAPED WIRE FOR MECHANICAL RESISTANT TO HYDROGEN FRAGILIZATION |
| JP5521885B2 (en) | 2010-08-17 | 2014-06-18 | 新日鐵住金株式会社 | Steel wire for machine parts with high strength and excellent hydrogen embrittlement resistance, machine parts and method for producing the same |
| JP5802162B2 (en) * | 2012-03-29 | 2015-10-28 | 株式会社神戸製鋼所 | Wire rod and steel wire using the same |
| JP5870852B2 (en) * | 2012-05-30 | 2016-03-01 | 新日鐵住金株式会社 | Manufacturing method of hot-dip galvanized steel wire with excellent twisting characteristics |
| JP6128223B2 (en) * | 2013-08-26 | 2017-05-17 | Jfeスチール株式会社 | High-strength hot-dip galvanized steel sheet and manufacturing method thereof |
| MX2017009616A (en) | 2015-01-27 | 2017-10-18 | Nippon Steel & Sumitomo Metal Corp | Rod material for non-tempered machine component, steel rod for non-tempered machine component, and non-tempered machine component. |
| JP6168132B2 (en) * | 2015-11-27 | 2017-07-26 | 新日鐵住金株式会社 | Hot-dip galvanized steel wire with excellent twisting characteristics |
| US20190024222A1 (en) | 2016-01-15 | 2019-01-24 | Nippon Steel & Sumitomo Metal Corporation | Steel wire for non-heat treated machine part and non-heat treated machine part |
| CN108368583B (en) | 2016-01-20 | 2020-05-26 | 日本制铁株式会社 | Steel wire for non-heat-treated machine part and non-heat-treated machine part |
| CN115404406A (en) * | 2018-03-30 | 2022-11-29 | 杰富意钢铁株式会社 | High-strength galvanized steel sheet, high-strength member, and method for producing same |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6468452A (en) * | 1987-09-09 | 1989-03-14 | Nippon Steel Corp | High strength bolt having excellent delayed fracture resistance |
| JP2001271138A (en) * | 2000-03-27 | 2001-10-02 | Nippon Steel Corp | High strength and high carbon steel wire excellent in ductility |
| JP3940270B2 (en) * | 2000-04-07 | 2007-07-04 | 本田技研工業株式会社 | Method for producing high-strength bolts with excellent delayed fracture resistance and relaxation resistance |
| JP4054179B2 (en) * | 2001-04-26 | 2008-02-27 | 新日本製鐵株式会社 | High-strength pearlite steel with excellent delayed fracture resistance |
| JP4009218B2 (en) * | 2003-04-07 | 2007-11-14 | 新日本製鐵株式会社 | Bolt with excellent hydrogen embrittlement resistance and method for producing the same |
| JP4299758B2 (en) * | 2004-10-08 | 2009-07-22 | 新日本製鐵株式会社 | High strength bolt with excellent delayed fracture resistance and method for improving delayed fracture resistance |
-
2007
- 2007-04-13 JP JP2007105730A patent/JP5000367B2/en active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021179222A (en) * | 2020-05-11 | 2021-11-18 | 株式会社三ツ知 | High-strength bolt excellent in hydrogen embrittlement resistance |
| JP7064529B2 (en) | 2020-05-11 | 2022-05-10 | 株式会社三ツ知 | High-strength bolt with excellent hydrogen embrittlement resistance |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008261027A (en) | 2008-10-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5000367B2 (en) | High strength galvanized bolt with excellent hydrogen embrittlement resistance | |
| JP6729835B1 (en) | High-strength steel sheet and method for manufacturing the same | |
| RU2566131C1 (en) | Hot galvanised steel sheet and method of its production | |
| US8657969B2 (en) | High-strength galvanized steel sheet with excellent formability and method for manufacturing the same | |
| EP3647445B1 (en) | Hot-pressed member and method for manufacturing same, and cold-rolled steel sheet for hot pressing and method for manufacturing same | |
| TWI422688B (en) | High strength steel sheet having superior ductility and method for manufacturing the same | |
| JP5018935B2 (en) | High-strength hot-dip galvanized steel sheet excellent in workability and manufacturing method thereof | |
| WO2018124157A1 (en) | High-strength galvanized steel sheet and method for manufacturing same | |
| US20200377978A1 (en) | High-strength galvanized steel sheet and method for manufacturing same | |
| JP6503584B2 (en) | Method of manufacturing hot rolled steel sheet, method of manufacturing cold rolled full hard steel sheet, and method of manufacturing heat treated sheet | |
| JP6280029B2 (en) | High strength steel plate and manufacturing method thereof | |
| WO2013051513A1 (en) | Steel wire for bolt, bolt, and manufacturing processes therefor | |
| JP5862002B2 (en) | High-strength hot-dip galvanized steel sheet with excellent fatigue characteristics and method for producing the same | |
| CN111511945B (en) | High-strength cold-rolled steel sheet and method for producing same | |
| JP6597889B2 (en) | High strength cold-rolled steel sheet and method for producing high-strength cold-rolled steel sheet | |
| KR20100061376A (en) | Ultrahigh-strength steel sheet excellent in hydrogen embrittlement resistance and workability, and manufacturing method therefor | |
| US11447852B2 (en) | High-strength galvanized steel sheet, high-strength member, and method for producing high-strength galvanized steel sheet | |
| JP5459342B2 (en) | Manufacturing method of high-strength galvanized bolts with excellent hydrogen embrittlement resistance | |
| JP6562180B1 (en) | High strength steel plate and manufacturing method thereof | |
| KR102119017B1 (en) | High strength cold rolled thin steel sheet and method for manufacturing the same | |
| JP6384623B2 (en) | High strength steel plate and manufacturing method thereof | |
| JP6409916B2 (en) | Manufacturing method of hot-rolled steel sheet and manufacturing method of cold-rolled full hard steel sheet | |
| WO2017009938A1 (en) | Steel sheet, hot-dip galvanized steel sheet, alloyed hot-dip galvanized steel sheet, and production methods therefor | |
| US11408047B2 (en) | Alloyed hot-dip galvanized steel sheet and alloyed hot-dip galvanized steel sheet production method | |
| EP2740813A1 (en) | Hot-dip galvanized steel sheet and production method therefor |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090915 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20110909 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20111027 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111108 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111214 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20120117 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120326 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20120409 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120508 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120516 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5000367 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150525 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150525 Year of fee payment: 3 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150525 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |