JP4989065B2 - Method for producing coated paper for printing - Google Patents
Method for producing coated paper for printing Download PDFInfo
- Publication number
- JP4989065B2 JP4989065B2 JP2005348136A JP2005348136A JP4989065B2 JP 4989065 B2 JP4989065 B2 JP 4989065B2 JP 2005348136 A JP2005348136 A JP 2005348136A JP 2005348136 A JP2005348136 A JP 2005348136A JP 4989065 B2 JP4989065 B2 JP 4989065B2
- Authority
- JP
- Japan
- Prior art keywords
- coating
- paper
- base paper
- printing
- coated
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Landscapes
- Paper (AREA)
Description
本発明は、生産効率に優れ、印刷品質が高く、オフセット印刷用塗工紙の製造方法に関する。 The present invention relates to a method for producing a coated paper for offset printing, which is excellent in production efficiency and high in print quality.
近年、印刷物に対し、写真や図案を多用し、更にカラー化するなどにより、視覚的に内容を強力に伝達しようとする要望が高くなってきており、紙に対する要求もそれに伴い高くなっている。一般に塗工紙は、高光沢塗工紙と艶消し塗工紙に大別される。高光沢塗工紙は、従来高級印刷に用いられてきたアート紙、スーパーアート紙、コート紙などであり、印刷仕上がりは、白紙光沢も印刷光沢も高いグロス調である。艶消し塗工紙は白紙光沢と印刷光沢によりダル調、マット調がある。マット調は、白紙面、印刷面共に光沢が低くフラットで落ち着いた感じの印刷物で、ダル調は、白紙光沢度は低いが、印刷光沢度は高いという、グロス調とマット調の中間のものである。マット調は、従来のグロス調に比べて印刷後の文字部が読みやすく、近年需要が増えている。高光沢塗工紙、ダル調塗工紙、マット調塗工紙は印刷前の白紙光沢度に差はあるものの、いずれにおいても、印刷後の光沢度が高いことは重要課題の一つである。 In recent years, there has been an increasing demand for visually conveying the contents of printed matter by using a lot of photographs and designs and further colorizing it, and the demand for paper has also increased accordingly. In general, coated paper is roughly classified into high gloss coated paper and matte coated paper. High gloss coated paper is art paper, super art paper, coated paper or the like conventionally used for high-grade printing, and the printed finish is glossy with both high gloss and white paper gloss. Matte coated paper has a dull tone and matte tone depending on the glossiness of white paper and printing gloss. The matte tone is a flat and calm print with low gloss on both the white and printed sides, and the dull tone is an intermediate between glossy and matte tone, with low gloss on the white paper but high print gloss. is there. The matte tone is easier to read after printing than the conventional glossy tone, and demand is increasing in recent years. High gloss coated paper, dull coated paper, and matt coated paper have a difference in glossiness of blank paper before printing, but in any case, high glossiness after printing is an important issue. .
塗工紙は、主に顔料と接着剤からなる塗工液を原紙上に1層またはそれ以上の層を塗工し製造するが、印刷後の高級感があり、視覚に訴える為に適するグレードの塗工紙は、原紙坪量、塗工量ともに多くなる傾向にあり、また2層以上の塗工層を設けることが一般的に好ましいと考えられている。2層以上の塗工層を設けた場合、原紙に始めに塗工する最も内側の塗工層は後で塗られる塗工層の原紙内への浸透を抑制する目止め効果を持ち、外側の層は白紙外観、印刷品質を向上させることを目的として塗工する。その一方で、省資源、輸送コストなどの点から印刷物の軽量化に対しても強い要望があり、塗工量の軽減も注目しなければならない。この二つの性質は相反するものであり、両方の背質を併せ持った塗工紙を得ることは非常に困難であると考えられる。 Coated paper is produced by applying a coating solution consisting mainly of pigment and adhesive on the base paper by coating one or more layers, but it has a high-quality feeling after printing and is suitable for visual appeal. However, it is generally considered that it is preferable to provide two or more coating layers. When two or more coating layers are provided, the innermost coating layer that is first applied to the base paper has a sealing effect that suppresses penetration of the coating layer to be applied later into the base paper, The layer is applied for the purpose of improving the white paper appearance and print quality. On the other hand, there is a strong demand for weight reduction of printed matter from the viewpoints of resource saving and transportation cost, and attention must be paid to the reduction of coating amount. These two properties are contradictory, and it is considered very difficult to obtain a coated paper having both the back properties.
塗工液を原紙上に塗工する方式として、一般的にはブレード方式、ロール転写方式、カーテン塗工方式が挙げられる。ブレード塗工方式は、塗工層を紙に平坦に塗工することが可能であり、高平滑かつ高白紙光沢度である塗工紙が得られる。しかしながら、塗料がブレード通過する際に圧力を受け掻き取られる塗工方式であり、塗工層が密な構造となり、塗工紙密度の増大、透気抵抗度の増大によるブリスターの発生等の問題がある。また、ロール転写方式やカーテン塗工方式は高速塗工時にミストが発生したり、カーテン膜が不安定化する等の問題があり、近年の抄紙機や塗工機の高速化に対し十分対応しているとはいえない。 As a method for coating the coating liquid on the base paper, a blade method, a roll transfer method, and a curtain coating method are generally used. With the blade coating method, the coating layer can be coated flat on the paper, and a coated paper having high smoothness and high white paper gloss can be obtained. However, it is a coating method in which the pressure is scraped off when the paint passes through the blade, and the coating layer has a dense structure, causing problems such as blistering due to an increase in coated paper density and increase in air resistance. There is. Also, the roll transfer method and curtain coating method have problems such as mist generation during high-speed coating and the instability of the curtain film, which is sufficient to cope with recent increases in the speed of paper machines and coating machines. I cannot say that.
近年、紙パルプの分野において、新しい塗工方式としてスプレー塗工方式が提案されている。スプレー塗工方式とは、例えば、エアレススプレーと呼ばれる一流体ノズルよりコーティング塗料を紙の表面に吹き付け、紙を塗工する方式である(非特許文献1参照)。この方式では、塗工中にニップ圧がかからず、また、塗工時に紙の進行方向に対する大きなせん断応力がかからないため、従来のブレード塗工方式、ロール転写塗工方式と比較して、空隙の多い塗工層が得られる。このため、紙のこわさ、白色度、不透明度が高くなり、また、透気度が低くなり耐ブリスター性の向上が期待される。しかしながら、ブレード方式やロール転写方式と比較して原紙の表面の凹凸に沿った塗工面を形成するため、白紙光沢度の発現性に劣り、また、印刷後の印刷面感にも劣り、塗工紙の製造方法としては、その活用方法が十分検討されているとは言い難い。スプレー塗工方式のみにて1層以上の塗工層を設け、高い白紙光沢度、低い透気度のオフセット印刷用塗工紙の製造方法が開示されている(特許文献1参照)が、この発明のみではカレンダー処理等にて高い白紙光沢度が得られたとしても、原紙の凹凸に起因する印刷後の面感の悪化を改善できていない。 In recent years, a spray coating method has been proposed as a new coating method in the field of paper pulp. The spray coating method is, for example, a method in which a coating paint is sprayed on the surface of paper from a single fluid nozzle called airless spray to coat the paper (see Non-Patent Document 1). In this method, no nip pressure is applied during coating, and no large shear stress is applied to the paper traveling direction during coating. Therefore, compared to the conventional blade coating method and roll transfer coating method, there is no gap. A coating layer with a large amount can be obtained. For this reason, the stiffness, whiteness, and opacity of the paper are increased, and the air permeability is decreased, so that improvement of blister resistance is expected. However, compared to the blade method and roll transfer method, the coated surface is formed along the unevenness of the surface of the base paper, so that the white paper glossiness is poor and the printed surface feeling after printing is also poor. As a method for producing paper, it is difficult to say that its utilization method has been sufficiently studied. One or more coating layers are provided only by the spray coating method, and a method for producing a coated paper for offset printing having high white paper glossiness and low air permeability is disclosed (see Patent Document 1). Even if only a high white paper glossiness is obtained by calendering or the like, the invention alone cannot improve the deterioration of the feeling after printing due to the unevenness of the base paper.
以上のように、従来の手法では、紙の低密度化すなわち軽量化、高い操業性、良好な印刷面感を両立させることは非常に困難であった。
この様な状況を鑑みて、本発明の課題は、印刷品質、操業性に優れ、ブレード塗工方式のものに比べて低密度の印刷用塗工紙の製造方法を提供することにある。 In view of such a situation, an object of the present invention is to provide a method for producing a coated paper for printing which is excellent in printing quality and operability and has a lower density than that of a blade coating method.
本発明者等は、上記課題に鋭意検討を行った結果、原紙上に、顔料及び接着剤を含有する塗工液を塗工する印刷用塗工紙の製造方法において、最も外側の塗工層をスプレー塗工方式で塗工し、且つスプレー塗工する前の基紙のPPSラフネスが6.0μm以下とすることにより、操業性に優れ、印刷面感が良好で、低密度な印刷用塗工紙を製造して得ることができることを見いだした。また、本発明においては、より効果的に塗工紙を製造するためにスプレー塗工方式に用いる塗工用塗料の粘度がせん断速度1.0×104(1/秒)において10〜50mPa・sの範囲であることが好ましい。また、本発明は、原紙上に顔料および接着剤を含有する塗工液を2層以上塗工する場合、原紙に隣接する第一塗工層をブレード塗工方式で塗工し、最も外側の塗工層をスプレー塗工方式で塗工することを特徴とすることにより、本発明に到達することができる。 As a result of intensive studies on the above problems, the present inventors have found that the outermost coating layer in the method for producing a coated paper for printing, in which a coating liquid containing a pigment and an adhesive is coated on a base paper. With a spray coating method, and the PPS roughness of the base paper before spray coating is 6.0 μm or less, the operability is excellent, the printing surface feeling is good, and the low-density printing coating I found out that it can be obtained by manufacturing craft paper. In the present invention, the viscosity of the coating material used in the spray coating method for producing coated paper more effectively is 10 to 50 mPa · s at a shear rate of 1.0 × 10 4 (1 / second). The range of s is preferable. In the present invention, when two or more coating liquids containing a pigment and an adhesive are applied on a base paper, the first coating layer adjacent to the base paper is applied by a blade coating method, The present invention can be achieved by applying the coating layer by a spray coating method.
本発明により、印刷品質、操業性に優れ、ブレード塗工方式のものに比べて低密度である印刷用塗工紙を得ることができる。最も外側の塗工層をスプレー塗工方式で設け、且つスプレー塗工層を設ける前の基紙のPPSラフネスが6.0μm以下とすることにより、操業性に優れ、印刷面感が良好で、低密度な印刷用塗工紙を製造して得ることができる。また、ブレード塗工方式でアンダー塗工層を設け平坦な下地を用意した後、その上にスプレー塗工方式で塗工層を設けることにより、平滑性、光沢が高く、且つ印刷後の面感がより良好な塗工紙を得ることができる。 According to the present invention, it is possible to obtain a coated paper for printing which is excellent in print quality and operability and has a lower density than that of a blade coating method. By providing the outermost coating layer by the spray coating method and the PPS roughness of the base paper before providing the spray coating layer is 6.0 μm or less, the operability is excellent and the printing surface feeling is good. It can be obtained by producing a low-density coated paper for printing. In addition, by providing an under coating layer by a blade coating method and preparing a flat base, a coating layer is formed thereon by a spray coating method. Better coated paper can be obtained.
本発明においては、原紙上に、顔料及び接着剤を含有する塗工層を1層以上有する印刷用塗工紙の製造方法において、最も外側の塗工層をスプレー塗工方式で設けることが重要である。スプレー塗工は従来の塗工方式とは異なり、完全な紙の輪郭に沿った塗工層を形成する塗工方式である。このため、スプレー塗工方式で塗工層を設ける前の基紙のPPSラフネスを6.0μm以下、好ましくは0.3〜6.0μmとすることにより、平滑性、光沢が高く、且つ印刷後の面感が良好な塗工紙を得ることができる。また、スプレー塗工方式は高速塗工適性に優れているため、非常に効率よく塗工紙を生産することができる。好ましい、塗工速度の範囲は1000m/min以上であり、より好ましくは1300m/分以上である。1000m/min以上で塗工することにより、スプレー塗工時に、紙と塗料が衝突した際、紙の高速移動により塗料中の顔料が紙の表面に沿って配向しやすくなり、平滑性が向上する。
In the present invention, it is important that the outermost coating layer is provided by a spray coating method in a method for producing a coated paper for printing having at least one coating layer containing a pigment and an adhesive on a base paper. It is. The spray coating is a coating method that forms a coating layer along the outline of a complete paper, unlike the conventional coating method. For this reason, by setting the PPS roughness of the base paper before providing the coating layer by the spray coating method to 6.0 μm or less, preferably 0.3 to 6.0 μm, smoothness and gloss are high, and after printing It is possible to obtain a coated paper having a good surface feel. Further, since the spray coating method is excellent in high-speed coating suitability, coated paper can be produced very efficiently. A preferable coating speed range is 1000 m / min or more, and more preferably 1300 m / min or more. By coating at 1000 m / min or more, when the paper and the paint collide during spray coating, the pigment in the paint is easily oriented along the surface of the paper due to the high-speed movement of the paper, thereby improving the smoothness. .
本発明において、塗工液を塗工する際に、塗工パートはオンマシン、オフマシンどちらでも良い。
本発明においてスプレー塗工層を設ける前の基紙は、スプレー塗工する前の基紙のPPSラフネスが6.0μm以下とすることが重要である。PPSラフネスを6.0μm以下に調整する方法としては、基紙を製造してから塗工を行う前にカレンダー処理等の平滑化処理を行う等があげられる。また、基紙としては、原紙である非塗工紙、あるいは原紙上に顔料と接着剤を含有する塗工層を設けた下塗り塗工紙のどちらでもよいが、紙の軽量化の観点からは原紙の方が好ましい。塗工層を形成する場合は平滑性に優れたブレード塗工方式が好ましい。
In the present invention, when applying the coating liquid, the coating part may be either on-machine or off-machine.
In the present invention, it is important that the base paper before the spray coating layer is provided has a PPS roughness of 6.0 μm or less before the spray coating. As a method of adjusting the PPS roughness to 6.0 μm or less, smoothing processing such as calendar processing is performed after the base paper is manufactured and before coating is performed. The base paper may be either a non-coated paper that is a base paper, or an undercoat coated paper provided with a coating layer containing a pigment and an adhesive on the base paper, but from the viewpoint of reducing the weight of the paper. Base paper is preferred. When forming a coating layer, the blade coating method excellent in smoothness is preferable.
また、本発明において最も外側の塗工層を形成する際に用いるスプレー塗工方式のスプレーノズルとしては、エアスプレー、エアレススプレーが挙げられるが、エアレススプレーを用いた方が塗料を加圧して高速噴射することが可能であり、塗料膜と大気の接触によるせん断応力により微細な塗料の粒が形成され紙表面に液滴を良好な状態で拡がらせることができ、また、ノズル先端の汚れを軽減することができるため好ましい。また、より均一に塗工層表面を設けて、白紙面感、印刷面感等の品質を向上させるために、以下のスプレー条件で行うことが好ましい。スプレーノズルから塗料を噴射する際の、好ましい加圧条件は50〜130barである。スプレーノズルは50〜70mm間隔で設置することが好ましく、その時ノズルの先端と紙の表面との好ましい距離90〜110mmである。この範囲を外れると、未塗工部分が発生する傾向にあり、また、隣り合うノズルの塗料が干渉しあう等の不具合が発生し易く、良好な塗工面を得られにくい。
スプレー塗工方式により設けられる塗工層の好ましい塗工量としては、片面当たり3.0〜15.0g/m2であり、より好ましくは6.0〜12.0g/m2である。3.0g/m2より少ない場合は、塗工紙の面感に劣り好ましくない。15.0g/m2より多い場合は、紙の重量が重くなり本発明の効果の一つである紙の軽量化にそぐわなく好ましくない。
In addition, examples of the spray nozzle of the spray coating method used for forming the outermost coating layer in the present invention include air spray and airless spray. It is possible to spray, and fine paint particles are formed by the shear stress caused by the contact between the paint film and the atmosphere, and the droplets can be spread in good condition on the paper surface. This is preferable because it can be reduced. Moreover, in order to provide the coating layer surface more uniformly and to improve the quality such as blank paper feeling and printing surface feeling, it is preferable to carry out under the following spray conditions. A preferable pressurizing condition when the paint is sprayed from the spray nozzle is 50 to 130 bar. The spray nozzles are preferably installed at intervals of 50 to 70 mm, and at that time, a preferable distance between the tip of the nozzle and the surface of the paper is 90 to 110 mm. Outside this range, uncoated portions tend to occur, and problems such as interference between adjacent nozzle paints tend to occur, making it difficult to obtain a good coated surface.
A preferable coating amount of the coating layer provided by the spray coating method is 3.0 to 15.0 g / m 2 per side, and more preferably 6.0 to 12.0 g / m 2 . When it is less than 3.0 g / m 2, the surface of the coated paper is inferior, which is not preferable. When the amount is more than 15.0 g / m 2 , the weight of the paper becomes heavy, which is not preferable because it is not suitable for reducing the weight of paper, which is one of the effects of the present invention.
本発明の塗工層に用いる塗工顔料としては、従来から紙の塗工顔料として用いられるものを使用することができる。これらの顔料の種類としては、重質炭酸カルシウム、軽質炭酸カルシウム、クレー、カオリン、タルク、二酸化チタン、硫酸バリウム、硫酸カルシウム、酸化亜鉛、珪酸、珪酸塩、コロイダルシリカ、サチンホワイト等の無機顔料や、プラスチックピグメント等の有機顔料が挙げられる。また、2層以上塗工層を設けて、ブレード塗工方式で設ける第1塗工層としては、平滑な下地が得られれば良いため、製造コスト上の点より炭酸カルシウムを主に用いることが好ましく、より好ましくは重質炭酸カルシウムである。配合量としては、顔料100重量部当たり50重量部以上が好ましく、最も好ましくは100部である。 As the coating pigment used in the coating layer of the present invention, those conventionally used as coating pigments for paper can be used. The types of these pigments include inorganic calcium pigments such as heavy calcium carbonate, light calcium carbonate, clay, kaolin, talc, titanium dioxide, barium sulfate, calcium sulfate, zinc oxide, silicic acid, silicate, colloidal silica, and satin white. And organic pigments such as plastic pigments. Further, as the first coating layer provided by two or more coating layers and provided by the blade coating method, it is only necessary to obtain a smooth base, so that calcium carbonate is mainly used from the viewpoint of manufacturing cost. Preferably, it is heavy calcium carbonate. The blending amount is preferably 50 parts by weight or more per 100 parts by weight of pigment, and most preferably 100 parts.
本発明において用いる接着剤は、塗工紙用に従来から用いられている、スチレン・ブタジエン系、スチレン・アクリル系、エチレン・酢酸ビニル系、ブタジエン・メチルメタクリレート系、酢酸ビニル・ブチルアクリレート系等の各種共重合体、あるいはポリビニルアルコール、無水マレイン酸共重合体、アクリル酸・メチルメタクリレート系共重合体等の合成接着剤、カゼイン、大豆タンパク、合成タンパクなどのタンパク質類、酸化澱粉、カチオン化澱粉、尿素リン酸エステル化澱粉、ヒドロキシエチルエーテル化澱粉などの澱粉類、カルボキシメチルセルロース、ヒドロキシメチルセルロース、ヒドロキシエチルセルロース等のセルロース誘導体などの中から、1種以上を適宜選択して使用することができる。これらの接着剤は、スプレー塗工方式に用いる場合は顔料100重量部に対して、5〜50重量部の範囲で使用される事が好ましく、より好ましくは10〜40重量部である。50重量部を超える場合は、塗料の粘度が高くなり、配管やスクリーンを通過しづらくなるといった操業性の問題が生じる等のデメリットが生じ好ましくない。また、5重量部未満の場合は、十分な表面強度がえられず好ましくない。また、ブレード塗工方式に用いる場合は顔料100重量部に対して、5〜35重量部の範囲で使用される事が好ましい。 The adhesive used in the present invention is conventionally used for coated paper, such as styrene / butadiene, styrene / acrylic, ethylene / vinyl acetate, butadiene / methyl methacrylate, vinyl acetate / butyl acrylate, and the like. Synthetic adhesives such as various copolymers, polyvinyl alcohol, maleic anhydride copolymer, acrylic acid / methyl methacrylate copolymer, casein, soy protein, synthetic protein and other proteins, oxidized starch, cationized starch, One or more kinds of starches such as urea phosphate esterified starch and hydroxyethyl etherified starch, cellulose derivatives such as carboxymethyl cellulose, hydroxymethyl cellulose, and hydroxyethyl cellulose can be appropriately selected and used. These adhesives are preferably used in the range of 5 to 50 parts by weight, more preferably 10 to 40 parts by weight with respect to 100 parts by weight of the pigment when used in a spray coating method. When the amount exceeds 50 parts by weight, the viscosity of the coating becomes high, and disadvantages such as the problem of operability such as difficulty in passing through piping and a screen occur, which is not preferable. On the other hand, when the amount is less than 5 parts by weight, a sufficient surface strength cannot be obtained, which is not preferable. Moreover, when using for a blade coating system, it is preferable to use in the range of 5-35 weight part with respect to 100 weight part of pigments.
本発明の塗工液には、助剤として分散剤、増粘剤、保水剤、消泡剤、耐水化剤、染料、蛍光染料等の通常使用される各種助剤を使用することができる。
本発明のスプレー塗工に用いる塗料は、せん断速度1.0×104(1/秒)における粘度が10〜50mPa・s、より好ましくは10〜30mPa・sの範囲にすることにより、白紙面感、印刷面感が向上し、更に操業性も良好になる。スプレー塗工は、ブレード方式とは異なり高いせん断力が加わることがないが、空気と塗料が衝突する際に、飛散性が良く、紙と塗料が接触する際のレベリングのしやすさをコントロールするためにせん断速度が1.0×104(1/秒)における粘度は重要である。10mPa・sより低い場合は、紙と塗料が接触し乾燥ゾーンに入る前に、塗料が原紙内に浸透してしまうため、本発明に用いるような低塗工量では十分な原紙被覆性が得られず好ましくない。また、50mPa・sより高い場合は、塗料が紙に衝突した後に紙表面に対して十分に拡がらず、塗工ムラ等が発生して白紙面感、印刷後面感に劣るため好ましくない。塗料の固形分濃度は、品質及び操業上の点から、40〜70重量%が好ましい。
In the coating liquid of the present invention, various commonly used auxiliaries such as dispersants, thickeners, water retention agents, antifoaming agents, water resistance agents, dyes and fluorescent dyes can be used as auxiliaries.
The paint used for the spray coating of the present invention has a blank surface by adjusting the viscosity at a shear rate of 1.0 × 10 4 (1 / second) to a range of 10 to 50 mPa · s, more preferably 10 to 30 mPa · s. Feel and printing surface feeling are improved, and operability is also improved. Unlike the blade method, spray coating does not apply high shear force, but it has good scattering properties when air and paint collide, and controls the ease of leveling when paper and paint come into contact with each other. Therefore, the viscosity at a shear rate of 1.0 × 10 4 (1 / second) is important. If it is lower than 10 mPa · s, the paint penetrates into the base paper before the paper comes into contact with the paint and enters the drying zone. Therefore, sufficient base paper coverage can be obtained with a low coating amount used in the present invention. This is not preferable. On the other hand, when the viscosity is higher than 50 mPa · s, it is not preferable because the coating does not sufficiently spread on the paper surface after colliding with the paper, and coating unevenness occurs, resulting in poor white paper feeling and post printing feeling. The solid content concentration of the paint is preferably 40 to 70% by weight from the viewpoint of quality and operation.
本発明における原紙は、パルプ、填料と各種助剤からなる。パルプとしては、化学パルプ、半化学パルプ、機械パルプ、古紙パルプ等を用いることができるが、これらを適宜目的に応じて使い分けることができる。 The base paper in the present invention comprises pulp, fillers and various auxiliaries. As the pulp, chemical pulp, semi-chemical pulp, mechanical pulp, waste paper pulp and the like can be used, and these can be properly used according to the purpose.
原紙に用いる填料は、軽質炭酸カルシウム、重質炭酸カルシウム、タルク、カオリン、クレー、シリカ、無定型シリケート、酸化チタン、合成樹脂填料、軽質炭酸カルシウム−シリカ複合物等の公知の填料を使用することができるが、紙の軽量化と白紙及び印刷面感の品質のバランスの観点より、無定型シリケート及び/または軽質炭酸カルシウム−シリカ複合物を配合することが好ましい。配合量は、3〜20重量%程度である。本発明においては、無定型シリケート及び/または軽質炭酸カルシウム−シリカ複合物を使用することにより、より低密度でポーラスな原紙になるが、本発明のスプレー塗工することにより、塗料の浸透が抑えられ、面感も良好なものであり、同一厚さでより軽量になるものである。これら填料は、紙料スラリーの抄紙適性や強度特性を調節する目的で、単独又は2種以上を混合使用してもよい。 The filler used for the base paper should be a known filler such as light calcium carbonate, heavy calcium carbonate, talc, kaolin, clay, silica, amorphous silicate, titanium oxide, synthetic resin filler, and light calcium carbonate-silica composite. However, it is preferable to blend an amorphous silicate and / or a light calcium carbonate-silica composite from the viewpoint of the balance between the weight reduction of the paper and the quality of the white paper and the printed surface. A compounding quantity is about 3 to 20 weight%. In the present invention, by using amorphous silicate and / or light calcium carbonate-silica composite, it becomes a lower density and porous base paper, but the spray coating of the present invention suppresses the penetration of the paint. In addition, the surface feeling is also good, and the same thickness makes it lighter. These fillers may be used alone or in combination of two or more for the purpose of adjusting papermaking suitability and strength characteristics of the paper stock slurry.
また、本発明では、パルプの繊維間結合を阻害する作用を持つ有機化合物である界面活性剤等の嵩高剤(低密度化剤)を使用することにより、低密度で、白紙及び印刷面感が良好な印刷用紙を得ることができる。パルプの繊維間結合を阻害する作用を持つ有機化合物(以下、結合阻害剤と略称する)とは、疎水基と親水基を持つ化合物で、最近、製紙用で紙の嵩高化のために上市された低密度化剤(あるいは嵩高剤)は本発明の結合阻害剤として適しており、例えば、WO98/03730号公報、特開平11−200284号公報、特開平11−350380号公報、特開2003−96694号、特開2003−96695号公報等に示される化合物等が挙げられる。具体的には、高級アルコールのエチレンおよび/またはプロピレンオキサイド付加物、多価アルコール型非イオン型界面活性剤、高級脂肪酸のエチレンオキサイド付加物、多価アルコールと脂肪酸のエステル化合物、多価アルコールと脂肪酸のエステル化合物のエチレンオキサイド付加物、あるいは脂肪酸ポリアミドアミン、脂肪酸ジアミドアミン、脂肪酸モノアミド、あるいはポリアルキレンポリアミン・脂肪酸・エピクロロヒドリン縮合物などを使用することができ、これらを単独あるいは2種以上併用することができる。好ましくは多価アルコールと脂肪酸のエステル化合物、脂肪酸ポリアミドアミン、脂肪酸ジアミドアミン、脂肪酸モノアミド、ポリアルキレンポリアミン・脂肪酸・エピクロロヒドリン縮合物等である。販売されている嵩高薬品としては、BASF社のスルゾールVL、Bayer社のバイボリュームPリキッド、花王(株)のKB−08T、08W、KB110、115、三晶(株)のリアクトペイク、日本PMC(株)のPT−205、日本油脂(株)のDZ2220、DU3605、荒川化学(株)のR21001といった薬品があり、単独あるいは2種以上を併用してもよい。本発明の塗工紙は、原紙の透気性を向上するために、パルプの繊維間結合阻害剤をパルプ100重量部当たり0.1〜10重量部含有することが好ましく、特に0.2〜1.0重量部を含有することが好ましい。また、これらの紙料に必要に応じ通常抄紙工程で使用される薬品類、例えば紙力増強剤、サイズ剤、消泡剤、着色剤、柔軟化剤などを、本発明の効果を阻害しない範囲で、添加し抄紙することができる。 Further, in the present invention, by using a bulking agent (a low density agent) such as a surfactant which is an organic compound having an action of inhibiting the interfiber bonding of pulp, the white paper and the printing surface feel can be obtained at a low density. Good printing paper can be obtained. An organic compound having an action of inhibiting the interfiber bonding of pulp (hereinafter abbreviated as a binding inhibitor) is a compound having a hydrophobic group and a hydrophilic group, and has recently been put on the market for paper making to increase the bulk of paper. Further, the density reducing agent (or bulking agent) is suitable as the binding inhibitor of the present invention. For example, WO98 / 03730, JP-A-11-200284, JP-A-11-350380, JP-A-2003-2003 No. 96694, Japanese Patent Application Laid-Open No. 2003-96695, and the like. Specifically, higher alcohol ethylene and / or propylene oxide adduct, polyhydric alcohol type nonionic surfactant, higher fatty acid ethylene oxide adduct, polyhydric alcohol and fatty acid ester compound, polyhydric alcohol and fatty acid Ethylene oxide adducts of these ester compounds, fatty acid polyamidoamines, fatty acid diamidoamines, fatty acid monoamides, or polyalkylenepolyamine / fatty acid / epichlorohydrin condensates can be used alone or in combination of two or more. can do. Preferred are polyhydric alcohol and fatty acid ester compounds, fatty acid polyamidoamines, fatty acid diamidoamines, fatty acid monoamides, polyalkylene polyamine / fatty acid / epichlorohydrin condensates and the like. The bulky chemicals sold are BASF's Sulsol VL, Bayer's Bi-Volume P Liquid, Kao's KB-08T, 08W, KB110, 115, Sanki's React Pake, Japan PMC ), PT-205, Nippon Oil & Fats Co., Ltd. DZ2220, DU3605, Arakawa Chemical Co., Ltd. R21001, and these may be used alone or in combination of two or more. In order to improve the air permeability of the base paper, the coated paper of the present invention preferably contains 0.1 to 10 parts by weight of pulp interfiber binding inhibitor per 100 parts by weight of pulp, in particular 0.2 to 1. It is preferable to contain 0.0 part by weight. In addition, chemicals normally used in the paper making process, such as a paper strength enhancer, a sizing agent, an antifoaming agent, a coloring agent, a softening agent, etc., as necessary for these paper stocks, do not impair the effects of the present invention. And can be added to make paper.
これらの紙料に必要に応じ通常抄紙工程で使用される薬品類、例えば紙力増強剤、サイズ剤、消泡剤、着色剤、嵩高剤、柔軟化剤などを、本発明の効果を阻害しない範囲で添加し抄紙することができる。 The chemicals normally used in the paper making process, such as a paper strength enhancer, a sizing agent, an antifoaming agent, a colorant, a bulking agent, a softening agent, etc., as necessary for these stocks do not impair the effects of the present invention. Paper can be added within the range.
原紙の抄紙方法については、特に限定される物ではなく、トップワイヤー等を含む長網マシン、丸網マシン、ギャップフォーマーマシンを用いて、酸性抄紙、中性抄紙、アルカリ抄紙方式で抄紙した原紙のいずれであってもよい。また、サイズプレス、ゲートロールコーター、ビルブレード等を用いて、澱粉、ポリビニルアルコールなどを予備塗工した原紙等も使用可能である。塗工原紙としては、一般の塗工紙に用いられる坪量が25〜400g/m2程度のものが使用され、軽量化と品質のバランスの観点からは、30〜180g/m2 を使用することが好ましく、より好ましくは 35〜80g/m2である。 The paper making method of the base paper is not particularly limited, and the base paper made by acid paper making, neutral paper making, and alkali paper making using a long net machine including a top wire, a round net machine, and a gap former machine. Any of these may be used. In addition, a base paper preliminarily coated with starch, polyvinyl alcohol or the like using a size press, a gate roll coater, a bill blade, or the like can be used. As the coating base paper, those having a basis weight of about 25 to 400 g / m 2 used for general coated paper are used, and 30 to 180 g / m 2 is used from the viewpoint of weight reduction and quality balance. It is preferably 35 to 80 g / m 2 .
本発明においては、原紙に、顔料と接着剤を含有する塗工液をブレード塗工方式で塗工して、原紙に隣接する最も内側の塗工層を設けた後、次に顔料と接着剤を含有する塗工液をスプレー方式で塗工して、最も外側の塗工層を設けることにより、2層の塗工層とすることができる。
本発明において最も内側の塗工層を形成する際に用いるブレード塗工方式は、従来から用いられる方式が使用できる。例えば、塗料を紙に供給する方式としてロール転写方式とジェットファウンテン方式があり、またジェットファウンテン方式にも塗料が紙に接触してからブレードで掻き取る時間が変更可能なバリドゥエルタイム方式と、塗料が紙に接触してからブレードで掻き取る時間が短いショートドゥエルタイム方式があるがどちらを使用してもよい。しかし、近年の抄紙機、塗工機の高速化を考慮するとバリドゥエルタイムジェットファウンテン方式の方が好ましい。また、塗料を掻き取るブレードに関してはベントブレード、ベベルブレードがあるが、白紙面感の良好なベベルブレードの方が好ましい。ブレード塗工方式により設けられる塗工層の好ましい塗工量としては、片面当たり5.0〜11.0g/m2であり、より好ましくは6.0〜9.0g/m2である。5.0g/m2より少ない場合は、原紙の被覆が十分でなく、原紙の凹凸を完全には平坦化できず、その上に完全な輪郭塗工であるスプレー塗工方式で塗工した場合凹凸の影響を受け、平滑性、光沢度発現性に劣り好ましくない。11.0g/m2より多い場合は、紙の重量が重くなり本発明の効果の一つである紙の軽量化にそぐわなく好ましくない。 また、塗工層が2層の場合、外側の塗工層を形成する際に用いるスプレー塗工方式としては、上述の条件で塗工することが好ましい。スプレー塗工方式により設けられる塗工層の好ましい塗工量としては、片面当たり3.0〜12.0g/m2であり、より好ましくは6.0〜10.0g/m2である。3.0g/m2より少ない場合は、塗工紙の面感に劣り好ましくない。12.0g/m2より多い場合は、紙の重量が重くなり本発明の効果の一つである紙の軽量化にそぐわなく好ましくない。また、本発明においては、低密度で、白紙面感、印刷面感の品質のバランスを良好にするためには、2層が好ましい。
また、本発明において塗工層を3層以上設ける場合、原紙に隣接する塗工層と、最も外側の塗工層の間に中間塗工層を1層以上設けても良く、中間塗工層を設ける際の塗工方式は、ブレード塗工方式、スプレー塗工方式、カーテン塗工方式、フィルムトランスファー塗工方式などを利用することができるが、塗工後の平滑性に優れ、高品質な中間塗工層を得られるの観点からブレード 塗工方式が好ましい。
In the present invention, the base paper is coated with a coating liquid containing a pigment and an adhesive by a blade coating method to provide the innermost coating layer adjacent to the base paper, and then the pigment and the adhesive The coating liquid containing can be applied by a spray method to provide the outermost coating layer, whereby a two-layer coating layer can be obtained.
As the blade coating method used when forming the innermost coating layer in the present invention, a conventionally used method can be used. For example, there are a roll transfer method and a jet fountain method for supplying paint to paper, and the jet fountain method also has a validue dwell time method in which the time for scraping with a blade after the paint contacts the paper can be changed, and a paint There is a short dwell time method in which the time for scraping with a blade is short after contacting the paper, but either one may be used. However, considering the recent increase in the speed of paper machines and coating machines, the validue time jet fountain system is preferred. Further, regarding the blade for scraping the paint, there are a vent blade and a bevel blade, but a bevel blade having a good white paper feeling is preferable. A preferable coating amount of the coating layer provided by the blade coating method is 5.0 to 11.0 g / m 2 , more preferably 6.0 to 9.0 g / m 2 per side. When the amount is less than 5.0 g / m 2 , the base paper is not sufficiently coated, and the unevenness of the base paper cannot be completely flattened, and is applied by a spray coating method that is a complete contour coating on the base paper. Under the influence of unevenness, the smoothness and glossiness are inferior. When the amount is more than 11.0 g / m 2 , the weight of the paper becomes heavy, which is not preferable because it is not suitable for reducing the weight of the paper which is one of the effects of the present invention. Moreover, when there are two coating layers, the spray coating method used when forming the outer coating layer is preferably applied under the above-described conditions. As a preferable coating amount of the coating layer provided by a spray coating method, it is 3.0-12.0 g / m < 2 > per single side | surface, More preferably, it is 6.0-10.0 g / m < 2 >. When it is less than 3.0 g / m 2, the surface of the coated paper is inferior, which is not preferable. When the amount is more than 12.0 g / m 2 , the weight of the paper becomes heavy, which is not preferable because it is not suitable for reducing the weight of the paper, which is one of the effects of the present invention. In the present invention, two layers are preferred in order to achieve a good balance between the quality of the low-density, blank paper surface feeling and printing surface feeling.
In the present invention, when three or more coating layers are provided, one or more intermediate coating layers may be provided between the coating layer adjacent to the base paper and the outermost coating layer. As the coating method, a blade coating method, a spray coating method, a curtain coating method, a film transfer coating method, etc. can be used, but it has excellent smoothness after coating and is of high quality. From the viewpoint of obtaining an intermediate coating layer, a blade coating method is preferred.
湿潤塗工層を乾燥させる手法としては、例えば、蒸気加熱ヒーター、ガスヒーター、赤外線ヒーター、電気ヒータ、熱風加熱ヒーター、マイクロウェーブ、シリンダードライヤー等の通常の方法が用いられる。 As a method for drying the wet coating layer, for example, usual methods such as a steam heater, a gas heater, an infrared heater, an electric heater, a hot air heater, a microwave, and a cylinder dryer are used.
以上の様に塗工乾燥された塗工紙は、カレンダ処理を施さないまま、もしくはスーパーカレンダー、高温ソフトニップカレンダー等で平滑化処理を行うことができる。 The coated paper coated and dried as described above can be subjected to a smoothing process without being subjected to a calendering process, or with a super calender, a high temperature soft nip calender, or the like.
以下に実施例を挙げて、本発明を具体的に説明するが、もちろんこれらの例に限定される物ではない。なお、特に断らない限り、例中の部および%は、それぞれ重量部、重量%を示す。なお、塗工液及び得られたオフセット印刷用塗工紙について以下に示す様な評価法に基づいて試験を行った。
(評価方法)
(1)塗料粘度: 本発明において、粘度測定には「ウルトラハイシェア粘度計ACAV-A2」(ACA system社、フィンランド)を使用した。測定装置に低シェアレート測定用キャピラリーユニットを取付け、温度30℃で、測定可能な圧力条件下(40 bar以下)において粘度を数点測定、その結果得られるせん断速度と粘度の曲線からせん断速度1.0×104 1/sにおける粘度を読み取った。
(2)PPSラフネス:ISO8791/4に基づいて測定した。尚、バッキング材は硬度95IRHDのハードバッキング材を、クランプ圧力は1000kPaで測定した。
(3)密度:JIS P 8118に基づいて測定した。
(4)白紙光沢度:JIS P 8142に基づいて測定した。
(5)印刷光沢度:ローランド平判印刷機(4色)にて、平判印刷用インキ(東洋インキ製 ハイユニティM)を用いて印刷速度8000枚/分で印刷し、得られた印刷物(4色ベタ印刷部)の表面をJIS P 8142に基づいて測定した。
(6)白紙面感:塗工紙の白紙面感を目視にて評価した。
◎:極めて良好、○:良好、△:若干劣る、×:劣る
(7)印刷物面感:ローランド平判印刷機(4色)にて、平判印刷用インキ(東洋インキ製 ハイユニティM)を用いて印刷速度8000枚/分で印刷し、得られた印刷物の面感を目視にて評価した。
◎:極めて良好、○:良好、△:若干劣る、×:劣る
[実施例1]
(塗工液1)
顔料としてブラジル産カオリン(CADAM社製、アマゾンプラス)100部からなる顔料に、分散剤としてポリアクリル酸ソーダ0.1部を配合、分散し、濃度70%のカオリンスラリーを調製した。このカオリンスラリー50部(固形分)、重質炭酸カルシウムスラリー(ファイマテック社製 FMT−97)50部(固形分)に、スチレン・ブタジエン共重合体ラテックス(ガラス転移点温度−2℃、ゲル含量85%)13部、蛍光染料(ランクセス社製 ブランコファUWリキッド)を加え、さらに水を加えて固形分濃度54%の塗工液1を得た。この時の、せん断速度1.0×104(1/秒)における粘度は16mPa・sである。
EXAMPLES The present invention will be specifically described below with reference to examples, but of course not limited to these examples. In addition, unless otherwise indicated, the part and% in an example show a weight part and weight%, respectively. In addition, the test was done about the coating liquid and the obtained coated paper for offset printing based on the following evaluation methods.
(Evaluation method)
(1) Paint viscosity: In the present invention, “Ultra High Shear Viscometer ACAV-A2” (ACA system, Finland) was used for viscosity measurement. A capillary unit for low shear rate measurement is attached to the measurement device, and the viscosity is measured at several points under a measurable pressure condition (40 bar or less) at a temperature of 30 ° C. The shear rate of 1.0 is obtained from the resulting shear rate and viscosity curve. The viscosity at × 10 4 1 / s was read.
(2) PPS roughness: measured based on ISO8791 / 4. The backing material was a hard backing material having a hardness of 95 IRHD, and the clamp pressure was measured at 1000 kPa.
(3) Density: Measured based on JIS P 8118.
(4) White paper glossiness: measured based on JIS P 8142.
(5) Gloss of printing: Printed at a printing speed of 8000 sheets / minute using a flat-land printing ink (High Unity M manufactured by Toyo Ink) on a Roland flat-screen printing machine (4 colors) ( The surface of the four-color solid printing part) was measured based on JIS P 8142.
(6) Blank paper texture: The blank paper texture of the coated paper was visually evaluated.
◎: Extremely good, ○: Good, △: Slightly inferior, ×: Inferior Using this, printing was performed at a printing speed of 8000 sheets / min, and the surface feeling of the obtained printed matter was visually evaluated.
A: Very good, B: Good, B: Slightly inferior, X: Inferior [Example 1]
(Coating fluid 1)
A pigment composed of 100 parts of Brazilian kaolin (manufactured by CADAM, Amazon Plus) as a pigment was mixed and dispersed with 0.1 part of sodium polyacrylate as a dispersant to prepare a kaolin slurry having a concentration of 70%. To 50 parts (solid content) of this kaolin slurry and 50 parts (solid content) of heavy calcium carbonate slurry (FMT-97 manufactured by PMMA TECH), styrene-butadiene copolymer latex (glass transition temperature -2 ° C, gel content) 85%) 13 parts, a fluorescent dye (Blancofa UW Liquid manufactured by LANXESS) was added, and water was further added to obtain a coating liquid 1 having a solid content concentration of 54%. At this time, the viscosity at a shear rate of 1.0 × 10 4 (1 / second) is 16 mPa · s.
塗工原紙は、填料として軽質炭酸カルシウムを原紙重量あたり7%含有し、製紙用パルプとして化学パルプを100%含有し、1000m/minの速度で抄紙を行った。乾燥後、金属ロールカレンダーにて1ニップ、処理線圧20kgf/cmの条件で処理を行い坪量45g/m2、密度0.75g/cm3の上質紙を用いた。この原紙のPPSラフネスは5.0μmである。 The coated base paper contained 7% of light calcium carbonate as a filler per weight of the base paper, 100% of chemical pulp as papermaking pulp, and paper was made at a speed of 1000 m / min. After drying, it was treated with a metal roll calender under the conditions of 1 nip and a treatment linear pressure of 20 kgf / cm, and high-quality paper having a basis weight of 45 g / m 2 and a density of 0.75 g / cm 3 was used. The PPS roughness of this base paper is 5.0 μm.
上記の原紙に、前述の塗工液1を片面当たりの塗工量が9g/m2になる様に、1500m/分の塗工速度でエアレススプレーコーター(塗工条件 スプレー加圧条件:50bar、ノズル間隔:60mm 、ノズルと紙面との距離:100mm)を用いて両面塗工を行い、塗工紙水分が5%となる様に乾燥した。 On the above base paper, an airless spray coater (coating condition spray pressure condition: 50 bar) at a coating speed of 1500 m / min so that the coating amount per side of the above coating liquid 1 is 9 g / m 2 . Double-side coating was performed using a nozzle interval of 60 mm and a distance between the nozzle and the paper surface of 100 mm, and the coated paper was dried so that the water content was 5%.
乾燥後、金属ロール温度150℃、弾性ロールショアD硬度92、通紙速度1200m/分、線圧300kg/cm、4ニップの条件で高温ソフトニップカレンダー処理を行い印刷用塗工紙を得た。
[実施例2]
実施例1の塗工用原紙の填料を無定型シリケートととしたこと以外は、実施例1と同様の方法でオフセット印刷用塗工紙を得た。このときの原紙のPPSラフネスは5.5μmである。
[実施例3]
実施例1の塗工用原紙にパルプの繊維間結合を阻害する作用を持つ有機化合物である多価アルコールと脂肪酸のエステル化合物(花王製 KB−110)を原紙重量当たり0.3%含有させた事以外は、実施例1と同様の方法でオフセット印刷用塗工紙を得た。このときの原紙のPPSラフネスは6.0μmである。
[実施例4]
実施例1の塗工用原紙の填料を以下に示す軽質炭酸カルシウム−シリカ複合物としたこと以外は、実施例1と同様の方法でオフセット印刷用塗工紙を得た。このときの原紙のPPSラフネスは5.5μmである。
〈軽質炭酸カルシウム−シリカ複合物の製造方法〉
反応容器中に市販ロゼッタ型軽質炭酸カルシウム(商品名 アルバカー5970 SMI社製)10部を水に分散し、ここにSiO2濃度18.0wt/wt%、Na20濃度6.1wt/wt%のケイ酸ソーダ溶液を57部加えた後、水を加え、全量を200部とした。この混合スラリーをアジテータで十分に撹拌しながら加熱し、85℃としたスラリーに、10%硫酸溶液を撹拌しながら添加した。添加方法は、温度一定を保ち、硫酸添加後の最終pHは8.0、全硫酸添加時間は240分間となるように、一定速度で硫酸を添加し、軽質炭酸カルシウム−シリカ複合物Aスラリーを得た。このときの軽質炭酸カルシウム−シリカ複合物Aの平均粒子径は3.4μmであり、軽質炭酸カルシウムとシリカの固形分重量比は、50/50であった。
[比較例1]
実施例1において、塗工液1をスプレーコーターの代わりに、ロール転写コーターに変更した以外は実施例1と同様の方法でオフセット印刷用塗工紙を得た。
[比較例2]
実施例1において、塗工液1をスプレーコーターの代わりに、ブレードコーターに変更した以外は実施例1と同様の方法でオフセット印刷用塗工紙を得た。
[比較例3]
実施例の塗工用原紙のパルプを機械パルプ50%、化学パルプ50%としたこと以外は、実施例1と同様の方法で印刷用塗工紙を得た。このときの原紙のPPSラフネスは6.9μmである。
After drying, high-temperature soft nip calendering was performed under the conditions of a metal roll temperature of 150 ° C., an elastic roll Shore D hardness of 92, a paper passing speed of 1200 m / min, a linear pressure of 300 kg / cm, and a 4-nip to obtain a coated paper for printing.
[Example 2]
A coated paper for offset printing was obtained in the same manner as in Example 1 except that the filler for the base paper for coating in Example 1 was amorphous silicate. The PPS roughness of the base paper at this time is 5.5 μm.
[Example 3]
The base paper for coating of Example 1 contains 0.3% per base paper weight of polyhydric alcohol and fatty acid ester compound (KB-110 manufactured by Kao), which is an organic compound having an action of inhibiting the interfiber binding of pulp. Except for the above, a coated paper for offset printing was obtained in the same manner as in Example 1. The PPS roughness of the base paper at this time is 6.0 μm.
[Example 4]
A coated paper for offset printing was obtained in the same manner as in Example 1 except that the filler of the base paper for coating of Example 1 was a light calcium carbonate-silica composite shown below. The PPS roughness of the base paper at this time is 5.5 μm.
<Method for producing light calcium carbonate-silica composite>
In a reaction vessel, 10 parts of commercially available Rosetta-type light calcium carbonate (trade name: Albuquer 5970 SMI Co., Ltd.) was dispersed in water, and the SiO 2 concentration was 18.0 wt / wt% and the Na 2 concentration was 6.1 wt / wt%. After adding 57 parts of sodium silicate solution, water was added to make the total amount 200 parts. This mixed slurry was heated with sufficient stirring with an agitator, and a 10% sulfuric acid solution was added to the slurry at 85 ° C. with stirring. The addition method is to keep the temperature constant, add sulfuric acid at a constant rate so that the final pH after addition of sulfuric acid is 8.0, and the total sulfuric acid addition time is 240 minutes, and light calcium carbonate-silica composite A slurry is added. Obtained. At this time, the average particle diameter of the light calcium carbonate-silica composite A was 3.4 μm, and the weight ratio of the solid content of the light calcium carbonate and silica was 50/50.
[Comparative Example 1]
In Example 1, a coated paper for offset printing was obtained in the same manner as in Example 1 except that the coating liquid 1 was changed to a roll transfer coater instead of a spray coater.
[Comparative Example 2]
In Example 1, a coated paper for offset printing was obtained in the same manner as in Example 1 except that the coating liquid 1 was changed to a blade coater instead of a spray coater.
[Comparative Example 3]
A coated paper for printing was obtained in the same manner as in Example 1 except that the pulp of the base paper for coating in Example was 50% mechanical pulp and 50% chemical pulp. The PPS roughness of the base paper at this time is 6.9 μm.
結果を表1に示した。 The results are shown in Table 1.
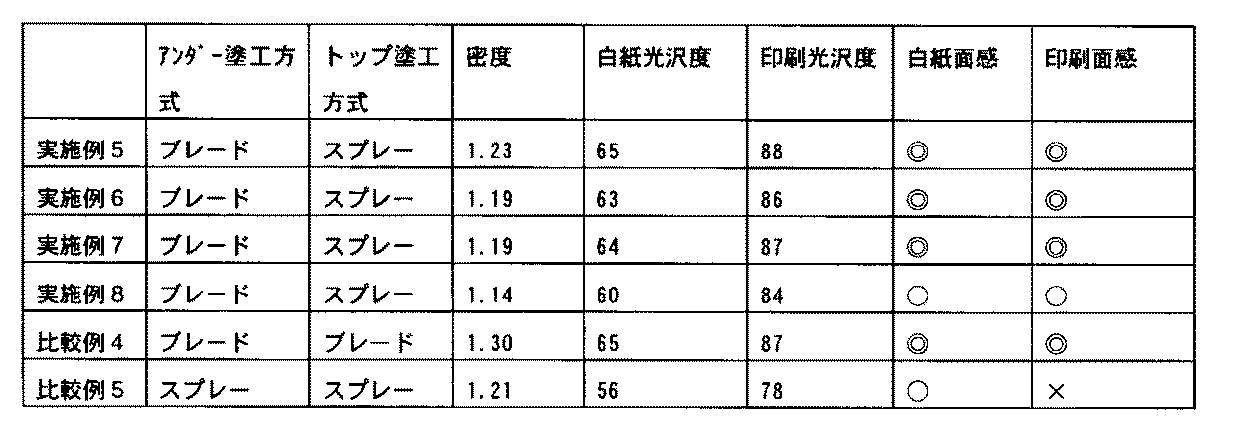
[実施例5]
(塗工液2)
重質炭酸カルシウムスラリー(ファイマテック社製 FMT−90)100部(固形分)に、アルカリ増粘型のスチレン・ブタジエン共重合体ラテックス(ガラス転移点温度−20℃、ゲル含量85%)5部、ヒドロキシエチルエーテル化澱粉(ペンフォード社製 PG295)6部を加えた後、さらに水を加えて固形分濃度65%の塗工液2を得た。
[Example 5]
(Coating fluid 2)
100 parts (solid content) of heavy calcium carbonate slurry (FMT), 5 parts by alkali thickening type styrene / butadiene copolymer latex (glass transition temperature -20 ° C., gel content 85%) After adding 6 parts of hydroxyethyl etherified starch (PG295 manufactured by Penford), water was further added to obtain a coating solution 2 having a solid content concentration of 65%.
塗工原紙に、前述の塗工液2を片面当たりの塗工量が8g/m2になる様に、1500m/分の塗工速度でジェットファウンテン方式のベベルブレードコーターを用いて両面塗工を行い、乾燥して下塗り塗工紙を得た。このときのPPSラフネスは、4.5μmであった。
次に下塗り塗工紙に、前述の塗工液1を片面当たりの塗工量が9g/m2になる様に1500m/分の塗工速度で、エアレススプレーコーター(塗工条件 スプレー加圧条件:50bar、ノズル間隔:60mm 、ノズルと紙面との距離:100mm)を用いて両面塗工を行い、塗工紙水分が5%となる様に乾燥した。
Apply double-sided coating on the base paper using a jet fountain-type bevel blade coater at a coating speed of 1500 m / min so that the coating amount per side of the coating liquid 2 is 8 g / m 2. And dried to obtain an undercoat coated paper. The PPS roughness at this time was 4.5 μm.
Next, an airless spray coater (coating conditions, spraying pressure conditions) is applied to the undercoating paper at a coating speed of 1500 m / min so that the coating amount per side is 9 g / m 2. : 50 bar, nozzle interval: 60 mm, distance between nozzle and paper surface: 100 mm), and the coated paper was dried so that the moisture content of the coated paper was 5%.
乾燥後、金属ロール温度150℃、弾性ロールショアD硬度92、通紙速度1200m/分、線圧180kg/cm、4ニップの条件で高温ソフトニップカレンダー処理を行いオフセット印刷用塗工紙を得た。
[実施例6]
実施例5の塗工用原紙の填料を無定型シリケートとしたこと以外は、実施例5と同様の方法でオフセット印刷用塗工紙を得た。
[実施例7]
実施例5の塗工用原紙の填料を以下に示す軽質炭酸カルシウム−シリカ複合物としたこと以外は、実施例5と同様の方法でオフセット印刷用塗工紙を得た。
〈軽質炭酸カルシウム−シリカ複合物の製造方法〉
反応容器中に市販ロゼッタ型軽質炭酸カルシウム(商品名 アルバカー5970 SMI社製)10部を水に分散し、ここにSiO2濃度18.0wt/wt%、Na20濃度6.1wt/wt%のケイ酸ソーダ溶液を57部加えた後、水を加え、全量を200部とした。この混合スラリーをアジテータで十分に撹拌しながら加熱し、85℃としたスラリーに、10%硫酸溶液を撹拌しながら添加した。添加方法は、温度一定を保ち、硫酸添加後の最終pHは8.0、全硫酸添加時間は240分間となるように、一定速度で硫酸を添加し、軽質炭酸カルシウム−シリカ複合物Aスラリーを得た。このときの軽質炭酸カルシウム−シリカ複合物Aの平均粒子径は3.4μmであり、軽質炭酸カルシウムとシリカの固形分重量比は、50/50であった。
[実施例8]
実施例5の塗工用原紙にパルプの繊維間結合を阻害する作用を持つ有機化合物である多価アルコールと脂肪酸のエステル化合物(花王製 KB−110)を原紙重量当たり0.3%含有させて事以外は、実施例5と同様の方法でオフセット印刷用塗工紙を得た。
[比較例4]
実施例5において、塗工液1をスプレーコーターの代わりに、ジェットファウンテン方式ベベルブレードコーターに変更した以外は実施例5と同様の方法でオフセット印刷用塗工紙を得た。
[比較例5]
実施例5において、塗工液2をブレードコーターの代わりに、スプレーコーターに変更した以外は実施例5と同様の方法でオフセット印刷用塗工紙を得た。
After drying, high-temperature soft nip calendering was performed under the conditions of a metal roll temperature of 150 ° C., an elastic roll Shore D hardness of 92, a paper feeding speed of 1200 m / min, a linear pressure of 180 kg / cm, and a 4-nip to obtain a coated paper for offset printing. .
[Example 6]
A coated paper for offset printing was obtained in the same manner as in Example 5 except that the filler for the base paper for coating in Example 5 was amorphous silicate.
[Example 7]
A coated paper for offset printing was obtained in the same manner as in Example 5 except that the filler of the base paper for coating of Example 5 was a light calcium carbonate-silica composite shown below.
<Method for producing light calcium carbonate-silica composite>
In a reaction vessel, 10 parts of commercially available Rosetta-type light calcium carbonate (trade name: Albuquer 5970 SMI Co., Ltd.) is dispersed in water, and the SiO 2 concentration is 18.0 wt / wt% and the Na 2 concentration is 6.1 wt / wt%. After adding 57 parts of the acid soda solution, water was added to make the total amount 200 parts. This mixed slurry was heated with sufficient stirring with an agitator, and a 10% sulfuric acid solution was added to the slurry at 85 ° C. with stirring. As the addition method, sulfuric acid was added at a constant rate so that the final pH after addition of sulfuric acid was 8.0 and the total addition time of sulfuric acid was 240 minutes, and a light calcium carbonate-silica composite A slurry was obtained. . At this time, the average particle diameter of the light calcium carbonate-silica composite A was 3.4 μm, and the weight ratio of the solid content of the light calcium carbonate and silica was 50/50.
[Example 8]
The base paper for coating of Example 5 contains 0.3% per base paper weight of polyhydric alcohol and fatty acid ester compound (KB-110 manufactured by Kao), which is an organic compound having an action of inhibiting the interfiber binding of pulp. Except for this, a coated paper for offset printing was obtained in the same manner as in Example 5.
[Comparative Example 4]
In Example 5, a coating paper for offset printing was obtained in the same manner as in Example 5 except that the coating liquid 1 was changed to a jet fountain type bevel blade coater instead of the spray coater.
[Comparative Example 5]
In Example 5, a coated paper for offset printing was obtained in the same manner as in Example 5 except that the coating liquid 2 was changed to a spray coater instead of a blade coater.
結果を表2に示した。
The results are shown in Table 2.
Claims (4)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005348136A JP4989065B2 (en) | 2005-12-01 | 2005-12-01 | Method for producing coated paper for printing |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005348136A JP4989065B2 (en) | 2005-12-01 | 2005-12-01 | Method for producing coated paper for printing |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007154333A JP2007154333A (en) | 2007-06-21 |
| JP4989065B2 true JP4989065B2 (en) | 2012-08-01 |
Family
ID=38239061
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005348136A Expired - Fee Related JP4989065B2 (en) | 2005-12-01 | 2005-12-01 | Method for producing coated paper for printing |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4989065B2 (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5301134B2 (en) * | 2007-10-12 | 2013-09-25 | 花王株式会社 | Manufacturing method of coated paper |
| JP5081140B2 (en) * | 2008-12-24 | 2012-11-21 | 大王製紙株式会社 | Coated paper for web offset printing |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001214395A (en) * | 2000-01-31 | 2001-08-07 | Nippon Paper Industries Co Ltd | Coated paper for printing |
| DE10228117A1 (en) * | 2002-06-24 | 2004-01-22 | Voith Paper Patent Gmbh | Machine for treating a material web, preferably made of paper and cardboard, and possibly for producing the material web beforehand, with a contactless application device and a material web smoothing device |
| JP4154945B2 (en) * | 2002-08-01 | 2008-09-24 | 王子製紙株式会社 | Newsprint paper for offset printing |
| US20040039098A1 (en) * | 2002-08-22 | 2004-02-26 | Hector Belmares | Formaldehyde-free coatings and acoustical panel |
| JP4225929B2 (en) * | 2004-02-04 | 2009-02-18 | 日本製紙株式会社 | Light calcium carbonate-silica composite |
-
2005
- 2005-12-01 JP JP2005348136A patent/JP4989065B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007154333A (en) | 2007-06-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5016222B2 (en) | Cast coated paper and manufacturing method thereof | |
| JP4906302B2 (en) | Method for producing coated paper for printing | |
| JP2000226791A (en) | Coated paper | |
| JP3941483B2 (en) | Coated paper for printing | |
| JP5015359B2 (en) | Method for producing coated paper for printing | |
| JP4989065B2 (en) | Method for producing coated paper for printing | |
| JP4983273B2 (en) | Method for producing coated paper for printing | |
| JP2002173892A (en) | Coated paper for gravure printing | |
| JP4758049B2 (en) | Coated paper for printing | |
| JP2002088679A (en) | Coated paper for gravure printing | |
| JP2000336593A (en) | Coated paper for printing | |
| JP2005154951A (en) | Matte coated paper for printing | |
| JP5135855B2 (en) | Method for producing coated paper for printing | |
| JP2002129490A (en) | Method for producing printing paper maintaining feeling of base paper | |
| JPH09158085A (en) | Production of coated paper for offset printing and coated paper | |
| JP3867608B2 (en) | Coated paper for printing | |
| JP4120338B2 (en) | Coated paper for printing | |
| JP3230229B2 (en) | Coated paper manufacturing method and coated paper | |
| JP4377425B2 (en) | Manufacturing method of fine coated paper | |
| JPH07238497A (en) | Production of coated paper for gravure printing | |
| JP5374194B2 (en) | Coated paper for gravure printing and method for producing the same | |
| JP2008088625A (en) | Coated paper | |
| JP2007262605A (en) | Method for producing coated paper for gravure printing and coated paper | |
| JPH08325990A (en) | Production of coated paper | |
| JP3761880B2 (en) | Coated paper for gravure printing |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20081201 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20101119 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101125 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20110121 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20110126 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110223 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20110706 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20110906 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111003 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20111012 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111212 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111214 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120329 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120427 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150511 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |