JP4771812B2 - Injection molding body molding method and injection molding apparatus - Google Patents
Injection molding body molding method and injection molding apparatus Download PDFInfo
- Publication number
- JP4771812B2 JP4771812B2 JP2006013211A JP2006013211A JP4771812B2 JP 4771812 B2 JP4771812 B2 JP 4771812B2 JP 2006013211 A JP2006013211 A JP 2006013211A JP 2006013211 A JP2006013211 A JP 2006013211A JP 4771812 B2 JP4771812 B2 JP 4771812B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- injection
- wall body
- molding
- wall
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Description
本発明は、異なる種類の合成樹脂からなる部材同士が一体的に成形された射出成形体の成形方法、並びにそれを実現する射出成形装置に関する。 The present invention relates to a method for molding an injection molded body in which members made of different types of synthetic resins are integrally molded, and an injection molding apparatus that realizes the method.
従来より、異なる種類の合成樹脂からなる部材同士が一体的に成形された射出成形体が実用に供されている。例えば、図4に示すホールプラグ60は、柔軟性のある合成樹脂からなる皿状のシール部62と、その裏面側に位置する、剛性のある合成樹脂からなる嵌合部64とを備えており、自動車等のボデーにあけられた貫通孔などを密閉する用途に供されている。
Conventionally, an injection molded body in which members made of different types of synthetic resins are integrally molded has been put to practical use. For example, the
このような射出成形体を成形するには、ターンテーブル式や直線往復式(特許文献1)に代表されるように、移動機構によって2つの固定型の間を移動可能な1つの可動型を構成し、それを順次移動させて各合成樹脂の射出を行うといった方法が通常用いられている。 In order to mold such an injection-molded body, one movable mold that can move between two fixed molds by a moving mechanism is constituted, as represented by a turntable type or a linear reciprocating type (Patent Document 1). However, a method is generally used in which each synthetic resin is injected by sequentially moving it.
しかしながら、上記のような射出成形方法では、2つの固定型、1つの可動型及びそれを移動させる移動機構が必要となるため、それを実現する装置が粗大なものとなってしまうといった問題がある。また、可動金型の型締め/型開き動作に加えて、2つの固定金型間の移動が必要なため、一つの製品が完成するまでに要する時間が長くなるといった問題もある。 However, the injection molding method as described above requires two fixed molds, one movable mold, and a moving mechanism for moving the molds, so that there is a problem that a device for realizing it becomes coarse. . In addition to the clamping / opening operation of the movable mold, there is also a problem that it takes a long time to complete one product because the movement between the two fixed molds is necessary.
また、特許文献2では、そのような移動機構を用いずに、金型の一つのキャビティに対して多種類の合成樹脂材を順次射出する技術が開示されているが、得られる製品において樹脂材同士の界面形状が安定しない等の問題がある。 Patent Document 2 discloses a technique for sequentially injecting various types of synthetic resin materials into one cavity of a mold without using such a moving mechanism. There is a problem that the interface shape between them is not stable.
本発明は、上記課題に鑑みて為されたものであり、異なる種類の合成樹脂からなる部材同士が一体的に成形された射出成形体を良好かつ容易に得ることが可能な射出成形体の成形方法、並びにそれを実現する射出成形装置を提供することを目的とする。 The present invention has been made in view of the above problems, and is capable of forming an injection molded body in which members made of different types of synthetic resins are integrally molded, which can be obtained satisfactorily and easily. It is an object to provide a method and an injection molding apparatus that realizes the method.
上記課題を解決するため、本発明の射出成形体の成形方法は、異なる種類の合成樹脂からなる部材同士が一体的に成形された射出成形体の成形方法であって、第一成形面を有する第一金型を壁体に圧接し、該第一成形面及び該壁体の壁面により構成されるキャビティ内に第一の合成樹脂を射出して第一部材を成形する第一射出工程と、前記第一金型と前記壁体との圧接を解除し、該第一金型側に前記第一部材を残しつつ、該壁体を退避させる壁体退避工程と、前記第一金型と第二成形面を有する第二金型とを型締めし、前記第一成形面及び該第二成形面により構成されるキャビティ内に第二の合成樹脂を射出して、第二部材を該キャビティ内の前記第一部材と一体的に成形する第二射出工程と、この順に行うことを特徴とする。 In order to solve the above-described problems, a method for molding an injection-molded body according to the present invention is a method for molding an injection-molded body in which members made of different types of synthetic resins are integrally molded, and has a first molding surface. A first injection step of pressing the first mold against the wall body and injecting a first synthetic resin into a cavity constituted by the first molding surface and the wall surface of the wall body to mold the first member; A wall body retreating step of releasing the pressure contact between the first mold and the wall body and retracting the wall body while leaving the first member on the first mold side; and A second mold having two molding surfaces is clamped, a second synthetic resin is injected into a cavity constituted by the first molding surface and the second molding surface, and the second member is placed in the cavity. The second injection step of integrally molding with the first member is performed in this order.
また、本発明の射出成形装置は、異なる種類の合成樹脂からなる部材同士が一体的に成形された射出成形体を得ることが可能な射出成形装置であって、第一成形面を有する第一金型と、第二形成面を有する第二金型と、壁体とを備え、さらに、前記第一金型を前記壁体に圧接した状態で、前記第一成形面及び該壁体の壁面により構成されるキャビティ内に第一の合成樹脂を射出して第一部材を成形するための第一射出ユニットと、前記第一金型と前記壁体との圧接を解除した状態で、該第一金型側に前記第一部材を残しつつ、該壁体を退避させるための壁体進退手段と、前記第一金型と前記第二金型とを型締めした状態で、前記第一成形面及び前記第二成形面により構成されるキャビティ内に第二の合成樹脂を射出して、第二部材を該キャビティ内の前記第一部材と一体的に成形するための第二射出ユニットと、を備えることを特徴とする。 The injection molding apparatus of the present invention is an injection molding apparatus capable of obtaining an injection molded body in which members made of different types of synthetic resins are integrally molded, and has a first molding surface. A mold, a second mold having a second forming surface, and a wall body, and the first molding surface and the wall surface of the wall body in a state where the first mold is pressed against the wall body In a state where the first injection unit for injecting the first synthetic resin into the cavity constituted by the first member and molding the first member, the pressure contact between the first mold and the wall body is released. The first molding is performed with the wall body advancing and retracting means for retracting the wall body and the first mold and the second mold being clamped while leaving the first member on one mold side. A second synthetic resin is injected into the cavity formed by the surface and the second molding surface, and the second member is Characterized in that and a second injection unit for molding the first member and integrally in I.
上記本発明によると、射出成形体の一部となる第一部材の成形を第一金型及び壁体により行い、他の一部となる第二部材の成形を該第一金型及び第二金型により行う。すなわち、金型は一対で足り、壁体のみの移動で2つの部材を一体的に成形することができるので、装置の肥大化や成形時間の短縮を図ることが可能となる。また、第一成形体と第二成形体とは個別に成形されているため、界面形状が安定しない等の問題が生じることもない。 According to the present invention, the first member that is a part of the injection-molded body is molded by the first mold and the wall body, and the second member that is the other part is molded by the first mold and the second mold. Perform by mold. That is, a pair of molds is sufficient, and two members can be integrally formed by moving only the wall body, so that the apparatus can be enlarged and the molding time can be shortened. Further, since the first molded body and the second molded body are molded separately, there is no problem that the interface shape is not stable.
次に、上記の射出成形体の成形方法及び射出成形装置において、第一金型の壁体への圧接は、当該壁体を挟むように第一金型と第二金型とを型締めすることにより行うことができる。このように構成することで、第一金型の壁体への圧接を安定して行うことができるとともに、第一金型と第二金型との型締め/型開きの動作を利用して第一金型の壁体への圧接を行うことができるので、装置の肥大化や成形時間の短縮を図ることが可能となる。 Next, in the above-described injection molding body molding method and injection molding apparatus, the first metal mold and the second metal mold are clamped so that the first metal mold is pressed against the wall body. Can be done. By comprising in this way, the press-contact to the wall body of a 1st metal mold | die can be performed stably, and the operation | movement of mold clamping / die opening with a 1st metal mold | die and a 2nd metal mold | die is utilized. Since the first die can be pressed against the wall, the apparatus can be enlarged and the molding time can be shortened.
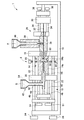
以下、本発明の実施の形態を説明する。図1は、射出成形装置1の構成を表した概略図である。この射出成形装置1は、大別して、金型14を開閉するための型締ユニット12と、それぞれ異なる種類の合成樹脂を射出するための第一射出ユニット42及び第二射出ユニット26、開いた状態の金型14の間に壁体を介挿することが可能な壁体進退ユニット9によって構成されている。
Embodiments of the present invention will be described below. FIG. 1 is a schematic view showing the configuration of the injection molding apparatus 1. The injection molding apparatus 1 is roughly divided into a
まず、型締ユニット12について説明する。金型14は、第一金型14aと第二金型14bとからなり、少なくとも一方が可動型とされる。本実施形態では、第一金型14aが可動型、第二金型14bが固定型とされている。第二金型14bは、フレーム10のほぼ中間位置に配置されているプラテン18に取り付けられている。第一金型14aは、ボールネジ22の回転によって往復移動する型締プレート20に取り付けられている。この型締プレート20の移動によって、第一金型14aが第二金型14bに接近して型締めされ、あるいは第二金型14bから離間して型開きされる。すなわち、第一金型14aは、型締め及び型開きを行う一軸方向にのみ可動とされている。なお、ボールネジ22は、例えば型締プレート20の対角位置において1本ずつ計2本あり、それぞれの一端部に固定されているプーリ24にモータ(図示せず)の回転が伝えられて互いに同期回転する。
First, the
次に、第一射出ユニット42及び第二射出ユニット26について説明する。本実施形態においては、後述するホールプラグ60を成形するため、第一射出ユニット42から射出される第一の合成樹脂Bとしてポリプロピレン(PP)を、第二射出ユニット26から射出される第二の合成樹脂Aとしてエラストマー樹脂を用いている。
Next, the
第一射出ユニット42のバレル44は、型締プレート20に装着されており、そのプランジャ48の基端部は、ボールネジ50の回転によって往復移動する射出プレート46に固定されている。このバレル44の内部には、プランジャ形式の可塑化機構52から溶融状態のポリプロピレン樹脂材Bが供給される。この可塑化機構52に対しては、上部のホッパー54からチップ状の樹脂材料が投入される。
The
第二射出ユニット26のバレル28は、プラテン18に装着されており、そのプランジャ32の基端部は、ボールネジ34の回転によって往復移動する射出プレート30に固定されている。また、バレル28の内部には、スクリュー形式の定量可塑化機構38から一回につき一定量のエラストマー樹脂材Aが溶融状態で供給されるようになっている。この定量可塑化機構38に対しては、その上部のホッパー40からチップ状の樹脂材料が投入される。
The
なお、両射出ユニット26,42におけるボールネジ34,50についても、例えば射出プレート30,46の対角位置において1本ずつ計2本あり、これらの一端部に固定されているプーリ36,51にモータ(図示せず)の回転が伝えられる。
There are two
また、両射出ユニット26,42におけるバレル28,44のうち、少なくともそれぞれの樹脂材A,Bを受け入れる個所からノズル先端までの間は電気ヒータなどによって加熱される。これにより両射出ユニット26,42によってキャビティに充填されるまでの樹脂材A,Bを溶融状態に保っている。
In addition, at least a portion of the
次に、壁体進退ユニットについて説明する。壁体9は、エアシリンダや油圧シリンダ等のアクチュエータ95によって第一金型14aと第二金型14bとの型締め方向と直交する方向にそれぞれ進退可能に構成された複数の壁部91,92からなる。そして、壁体9は、第一金型14aと第二金型14bとの間に介挿可能で、且つ、これらの型締めによって後述のように挟まれる位置に配置されている。具体的には、壁体進退ユニットは、壁体9を構成する壁部91,92が、第二金型14bの第二形成面82を有している側に隣接する位置において開閉するように構成されている。
Next, the wall body advancing / retreating unit will be described. The
金型14は、図2及び3の拡大図に示すように、第一射出ユニット42におけるバレル44の先端ノズルが第一金型14aを貫通してゲート16aを通じて第一成形面81に連通しており、また同様に、第二射出ユニット26におけるバレル28の先端ノズルも第二金型14bを貫通してゲート16bを通じて第二成形面16bに連通している。すなわち、両射出ユニット26,42はそれぞれ、キャビティに対し、樹脂材A,Bを個別のゲート16a,16bを通じて直接に射出することができる。このようにキャビティに対して両射出ユニット26,42から個別のゲート16a,16bを通じて直接に樹脂材A,Bを射出することにより、従来の射出成形におけるランナーやスプルを廃止できる。結果として、これらのランナーやスプルに充填されたままで固化する樹脂材の無駄な消費を避けることができ、かつこれを型開きの度に取り除く手間が不要となる。
As shown in the enlarged views of FIGS. 2 and 3, the
以上の射出成形装置1の詳細な機能を、本発明の射出成形体の成形方法の一実施態様とともに説明する。図2及び3は、図1の射出成形装置1の第一金型14a、第二金型14b及び壁体91,92の部分を拡大したものであり、成形工程を順に表す図である。
The detailed function of the above injection molding apparatus 1 will be described together with an embodiment of the method for molding an injection molded body of the present invention. 2 and 3 are enlarged views of the
(第一射出工程)
まず、図2の工程1に示すように、第一金型14aの第一成形面81を有する側を壁体9に圧接し、第一成形面81及び壁体9の壁面によってキャビティC1を形成する。かかる第一金型14aの壁体9への圧接は、当該壁体9を挟むように第一金型14aと第二金型14bとを型締めすることにより行われる。詳しくは、図1に示す型締ユニット12の駆動制御により、型締プレート20と第一金型14aとをプラテン18に向かって移動させ、壁体9を第二金型14b側に押し付けることにより圧接を行う。なお、この型締プレート20とともに第一射出ユニット42も移動する。
(First injection process)
First, as shown in Step 1 of FIG. 2, the side having the
そして、工程2に示すように、第一成形面81及び壁体9の壁面によって構成されたキャビティC1内にPP樹脂材Bを射出して第一部材64を成形する。第一部材64は、本実施形態では図4のホールプラグ60の嵌合部64となる。具体的には、図1に示す第一射出ユニット42により、可塑化機構52からバレル44に供給された定量のPP樹脂材Bをゲート16aからキャビティC1内に対して直接に射出する。
Then, as shown in step 2, the
(壁体退避工程)
次に、所定の冷却工程を経た後、図2の工程3に示すように第一金型14aと壁体9との圧接を解除する。圧接の解除は、第一金型14aを型開きの方向に一定量移動、すなわち第一金型14aを型締プレート20とともにプラテン18から離れる方向に一定量移動させることによって行うことができる。また、型締ユニット12により印加されている型締め力を単に抜くだけでもよい。なお、かかる圧接の解除に際しては、第一部材64は、第一金型14a側に保持されて、壁体9から剥離する。
(Wall evacuation process)
Next, after a predetermined cooling step, the pressure contact between the
そして、図1のアクチュエータ95により壁体9を退避させる。壁体9の退避は、第一金型14aの該壁体9への圧接方向、すなわち型締め方向と直交する方向に行う。詳しくは、壁体9を構成する複数の壁部91,92は、第一金型14aと第二金型14bの間からそれぞれ離隔する向きに退避する。すなわち、複数の壁部91,92は、第一金型14aと第二金型14bの間で開閉するようにアクチュエータ95によって移動可能に構成されている。
Then, the
(第二射出工程)
次に、図3の工程4に示すように、第一金型14aを移動させて第二金型14bと直接型締めさせる。これも上記と同様に、図1に示す型締ユニット12の駆動制御により、型締プレート20と第一金型14aとをプラテン18に向かって移動させることで行う。第一金型14aと第二金型14bとが型締めされることで、第一成形面81及び第二金型14bによりキャビティC2が構成される。なお、このキャビティC2内には、工程2にて成形された第一部材64が第一金型14a側に保持されている。
(Second injection process)
Next, as shown in step 4 of FIG. 3, the
そして、工程5に示すように、第二射出ユニット26により、その定量可塑化機構38からバレル28に供給された定量のエラストマー樹脂材Aをゲート16aからキャビティC2内に直接に射出して、第二部材62を第一部材64と一体的に成形する。第二部材62は、本実施形態では図4のホールプラグ60のシール部62となり、これによりキャビティC2内にて射出成形体(ホールプラグ)60が形成される。
Then, as shown in step 5, the
以上の射出成形が完了したら、所定の冷却工程を経た後、型締ユニット12によって金型14を型開きして、射出成形体60を図示しないエジェクタピン等によって取り出す。この型開きの場合も、型締プレート20とともに第一金型14aがプラテン18から離れる方向に移動し、かつ射出ユニット42も型締プレート20とともに移動する。
When the above injection molding is completed, after passing through a predetermined cooling process, the
図4に、上記成形方法により得られる射出成形体60の一例の断面図を示す。これは自動車等のボデーにあけられた貫通孔などを密閉しておくためのホールプラグ60であって、皿形状をしたシール部62と、その裏面側に位置する嵌合部64を備えている。ホールプラグ60は、シール部62が柔軟性のあるエラストマー樹脂により構成され、嵌合部64が剛性のあるポリプロピレン(PP)により構成されている。そして、この嵌合部64を対象となる孔に挿入することによりホールプラグ60を保持させるとともに、シール部62をボデー表面に密着させることで当該孔を密閉するのである。
FIG. 4 shows a cross-sectional view of an example of an injection molded
1 射出成形装置
14 金型
14a 第一金型(可動型)
14b 第二金型(固定型)
81 第一成形面
82 第二成形面
42 第一射出ユニット
26 第二射出ユニット
9 壁体
12 型締ユニット
1
14b Second mold (fixed mold)
81
Claims (9)
第一成形面を有する第一金型を壁体に圧接し、該第一成形面及び該壁体の壁面により構成されるキャビティ内に第一の合成樹脂を射出して第一部材を成形する第一射出工程と、
前記第一金型と前記壁体との圧接を解除し、該第一金型側に前記第一部材を残しつつ、該壁体を退避させる壁体退避工程と、
前記第一金型と第二成形面を有する第二金型とを型締めし、前記第一成形面及び該第二成形面により構成されるキャビティ内に第二の合成樹脂を射出して、第二部材を該キャビティ内の前記第一部材と一体的に成形する第二射出工程と、
をこの順に行うことを特徴とする射出成形体の成形方法。 A method of molding an injection molded body in which members made of different types of synthetic resins are integrally molded,
A first mold having a first molding surface is pressed against a wall body, and a first synthetic resin is injected into a cavity constituted by the first molding surface and the wall surface of the wall body to mold a first member. A first injection process;
A wall body retracting step of releasing the pressure contact between the first mold and the wall body and retracting the wall body while leaving the first member on the first mold side;
The first mold and the second mold having the second molding surface are clamped, and a second synthetic resin is injected into a cavity constituted by the first molding surface and the second molding surface, A second injection step of integrally molding a second member with the first member in the cavity;
A molding method of an injection molded body characterized by performing the steps in this order.
第一成形面を有する第一金型と、第二形成面を有する第二金型と、壁体とを備え、さらに、
前記第一金型を前記壁体に圧接した状態で、前記第一成形面及び該壁体の壁面により構成されるキャビティ内に第一の合成樹脂を射出して第一部材を成形するための第一射出ユニットと、
前記第一金型と前記壁体との圧接を解除した状態で、該第一金型側に前記第一部材を残しつつ、該壁体を退避させるための壁体進退手段と、
前記第一金型と前記第二金型とを型締めした状態で、前記第一成形面及び前記第二成形面により構成されるキャビティ内に第二の合成樹脂を射出して、第二部材を該キャビティ内の前記第一部材と一体的に成形するための第二射出ユニットと、
を備えることを特徴とする射出成形装置。 An injection molding apparatus capable of obtaining an injection molded body in which members made of different types of synthetic resins are integrally molded,
A first mold having a first molding surface, a second mold having a second forming surface, and a wall,
In a state where the first mold is pressed against the wall body, a first synthetic resin is injected into a cavity constituted by the first molding surface and the wall surface of the wall body to mold the first member. A first injection unit;
Wall body advancing / retreating means for retracting the wall body while leaving the first member on the first mold side in a state where the pressure contact between the first mold and the wall body is released;
In a state where the first mold and the second mold are clamped, a second synthetic resin is injected into a cavity constituted by the first molding surface and the second molding surface, and a second member A second injection unit for integrally molding with the first member in the cavity;
An injection molding apparatus comprising:
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006013211A JP4771812B2 (en) | 2006-01-20 | 2006-01-20 | Injection molding body molding method and injection molding apparatus |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006013211A JP4771812B2 (en) | 2006-01-20 | 2006-01-20 | Injection molding body molding method and injection molding apparatus |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007190871A JP2007190871A (en) | 2007-08-02 |
| JP4771812B2 true JP4771812B2 (en) | 2011-09-14 |
Family
ID=38446919
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006013211A Expired - Fee Related JP4771812B2 (en) | 2006-01-20 | 2006-01-20 | Injection molding body molding method and injection molding apparatus |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4771812B2 (en) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009143015A (en) * | 2007-12-11 | 2009-07-02 | Denso Corp | Mold device |
| JP5824691B2 (en) * | 2011-10-18 | 2015-11-25 | 株式会社イノアックコーポレーション | Manufacturing method of resin molded products |
| CN105729727A (en) * | 2016-04-22 | 2016-07-06 | 佛山伊之密精密橡胶机械有限公司 | Bi-material vertical injection molding device |
| CN117774243B (en) * | 2024-02-28 | 2024-05-07 | 杭州中好电子有限公司 | Automatic taking-out equipment for automobile charging gun shell after injection molding |
-
2006
- 2006-01-20 JP JP2006013211A patent/JP4771812B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007190871A (en) | 2007-08-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7871261B2 (en) | Injection-molding apparatus for producing profiled elongated parts | |
| JP2006289466A (en) | Injection molding apparatus and molding control method therefor | |
| JP4771812B2 (en) | Injection molding body molding method and injection molding apparatus | |
| EP1768166A2 (en) | Method of resin-seal molding electronic component and apparatus therefor | |
| JP2002316347A (en) | Mold assembly and injection molding method | |
| WO2012172669A1 (en) | Molding device for injection molding and injection molding machine | |
| JP3131474B2 (en) | Resin molding method | |
| KR20160088696A (en) | Clamping apparatus of toggle type for injection molding machine | |
| US7998395B2 (en) | Method for injection molding of hollow articles of plastic material | |
| JP4220799B2 (en) | Multi-material molding machine and multi-material molding method | |
| JP2006175768A (en) | Molding method, molding machine, and molded article | |
| US20060240142A1 (en) | Clamping apparatus for injection molding machine | |
| JP4827946B2 (en) | Multi-material injection molding machine and control method of multi-material injection molding machine | |
| JP2008221656A (en) | Method for manufacturing resin molded article and resin molding apparatus | |
| US20010045688A1 (en) | Motor controlled mold pin actuator | |
| KR100545756B1 (en) | Injection Molding Device for Injection Molding Machine | |
| JP7516042B2 (en) | Mold, method for manufacturing article, and valve | |
| JP3151412B2 (en) | Resin molding equipment | |
| JP4213057B2 (en) | Injection molding machine | |
| JP3258196B2 (en) | Control device for injection molding machine | |
| JP3785000B2 (en) | Thermosetting resin injection molding method and mold unit | |
| JP2001334559A (en) | Method for injection molding bowl-like article having undercut part | |
| JP2005014317A (en) | Injection molding method and mold assembly | |
| JP3007851B2 (en) | Resin molding method and resin molding apparatus | |
| JP2006110745A5 (en) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090116 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110530 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110603 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110621 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140701 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |