JP4688890B2 - Method and equipment for producing lightweight steel with high manganese content - Google Patents
Method and equipment for producing lightweight steel with high manganese content Download PDFInfo
- Publication number
- JP4688890B2 JP4688890B2 JP2007557433A JP2007557433A JP4688890B2 JP 4688890 B2 JP4688890 B2 JP 4688890B2 JP 2007557433 A JP2007557433 A JP 2007557433A JP 2007557433 A JP2007557433 A JP 2007557433A JP 4688890 B2 JP4688890 B2 JP 4688890B2
- Authority
- JP
- Japan
- Prior art keywords
- bloom
- casting powder
- casting
- sio
- steel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 229910000831 Steel Inorganic materials 0.000 title claims description 32
- 239000010959 steel Substances 0.000 title claims description 32
- 238000000034 method Methods 0.000 title claims description 30
- 239000011572 manganese Substances 0.000 title claims description 22
- 229910052748 manganese Inorganic materials 0.000 title claims description 17
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 title claims description 12
- 238000005266 casting Methods 0.000 claims description 32
- 239000000843 powder Substances 0.000 claims description 24
- 229910052782 aluminium Inorganic materials 0.000 claims description 16
- 229910004298 SiO 2 Inorganic materials 0.000 claims description 15
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 12
- 238000007711 solidification Methods 0.000 claims description 10
- 230000008023 solidification Effects 0.000 claims description 10
- 229910052710 silicon Inorganic materials 0.000 claims description 7
- 229910018072 Al 2 O 3 Inorganic materials 0.000 claims description 6
- 238000009749 continuous casting Methods 0.000 claims description 6
- 238000001816 cooling Methods 0.000 claims description 6
- 238000004519 manufacturing process Methods 0.000 claims description 6
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims description 5
- 239000000203 mixture Substances 0.000 claims description 5
- 229910052799 carbon Inorganic materials 0.000 claims description 4
- 238000005096 rolling process Methods 0.000 claims description 4
- 239000000126 substance Substances 0.000 claims description 4
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 3
- 239000010703 silicon Substances 0.000 claims description 3
- BTBUEUYNUDRHOZ-UHFFFAOYSA-N Borate Chemical compound [O-]B([O-])[O-] BTBUEUYNUDRHOZ-UHFFFAOYSA-N 0.000 claims description 2
- 229910010413 TiO 2 Inorganic materials 0.000 claims description 2
- 229910052742 iron Inorganic materials 0.000 claims description 2
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 claims 2
- 229910018068 Li 2 O Inorganic materials 0.000 claims 1
- 239000012535 impurity Substances 0.000 claims 1
- 239000004615 ingredient Substances 0.000 claims 1
- 238000006722 reduction reaction Methods 0.000 claims 1
- 238000005098 hot rolling Methods 0.000 description 5
- 238000006243 chemical reaction Methods 0.000 description 4
- 230000007423 decrease Effects 0.000 description 3
- 239000002893 slag Substances 0.000 description 3
- 239000000956 alloy Substances 0.000 description 2
- 229910045601 alloy Inorganic materials 0.000 description 2
- 238000005275 alloying Methods 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 2
- 230000007797 corrosion Effects 0.000 description 2
- 238000005336 cracking Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 230000003647 oxidation Effects 0.000 description 2
- 238000007254 oxidation reaction Methods 0.000 description 2
- 229910052698 phosphorus Inorganic materials 0.000 description 2
- 229910052719 titanium Inorganic materials 0.000 description 2
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- 229910000914 Mn alloy Inorganic materials 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 238000005097 cold rolling Methods 0.000 description 1
- 238000002485 combustion reaction Methods 0.000 description 1
- 239000002826 coolant Substances 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 238000010348 incorporation Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 229910052758 niobium Inorganic materials 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 239000011573 trace mineral Substances 0.000 description 1
- 235000013619 trace mineral Nutrition 0.000 description 1
- 229910052720 vanadium Inorganic materials 0.000 description 1
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/46—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling metal immediately subsequent to continuous casting
- B21B1/466—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling metal immediately subsequent to continuous casting in a non-continuous process, i.e. the cast being cut before rolling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B3/00—Rolling materials of special alloys so far as the composition of the alloy requires or permits special rolling methods or sequences ; Rolling of aluminium, copper, zinc or other non-ferrous metals
- B21B3/02—Rolling special iron alloys, e.g. stainless steel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/10—Supplying or treating molten metal
- B22D11/11—Treating the molten metal
- B22D11/111—Treating the molten metal by using protecting powders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/12—Accessories for subsequent treating or working cast stock in situ
- B22D11/1213—Accessories for subsequent treating or working cast stock in situ for heating or insulating strands
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/14—Plants for continuous casting
- B22D11/142—Plants for continuous casting for curved casting
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/021—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips involving a particular fabrication or treatment of ingot or slab
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/021—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips involving a particular fabrication or treatment of ingot or slab
- C21D8/0215—Rapid solidification; Thin strip casting
Description
この発明は、鋼鉄を先ずは連続鋳造設備で連続したストランドとして鋳造して、ブルームに分割し、その次に最終的な厚さに圧延する形で、マンガン(Mn)、アルミニウム(Al)及びケイ素(Si)の含有量の多い、TWIP(双晶誘起塑性)特性を持つ良好に冷間成形可能な高強度オーステナイト軽量鋼から成る熱間圧延ストリップを製造するための方法及び設備に関する。 The present invention relates to manganese (Mn), aluminum (Al) and silicon in which steel is first cast as continuous strands in a continuous casting facility, divided into blooms and then rolled to final thickness. The present invention relates to a method and equipment for producing a hot-rolled strip of high strength austenitic lightweight steel with high (Si) content and good cold formability with TWIP (twinning induced plasticity) properties.
例えば、車体用シート綱、車体補強部材並びに低温用容器及びパイプに使用されるTWIP特性を持つオーステナイト軽量鋼は、例えば、特許文献1によると、10〜30%のMn、1〜6%のSi、1〜8%のAl(但し、Si+Al≦12%)、残りのFeを有する。
For example, according to
特許文献2には、良好な機械的特性の他に、腐食及び応力腐食割れに対する良好な耐性を有する、7〜30%のMn、1〜10%のAl、0.7〜4%のSi、10%以下のCr、10%以下のNi、3%以下のCu及び0.5%以下のC、並びに任意選択として合金元素N、Va、Nb、Ti、Pを更に有する高強度軽量鋼が記載されている。この鋼鉄は、連続鋳造法で鋳造されて、熱間圧延されるか、或いは薄板鋳造法によって、最終的なサイズに近い形で鋳造されている。 Patent Document 2 includes 7-30% Mn, 1-10% Al, 0.7-4% Si, which has good resistance to corrosion and stress corrosion cracking in addition to good mechanical properties. High strength lightweight steel further comprising 10% or less of Cr, 10% or less of Ni, 3% or less of Cu and 0.5% or less of C, and optionally further alloying elements N, Va, Nb, Ti, P Has been. This steel is cast by a continuous casting method, hot-rolled, or cast to a shape close to the final size by a thin plate casting method.
従来技術では、様々な理由から、連続鋳造法によってマンガン含有量の多い鋼鉄を製造することは難しい、或いは不可能と考えられている。その理由は、Mnの強いミクロ偏析に対して、凝固時におけるストランド凝固殻の強度が小さい(Mn>15%の場合に突破される虞が有る)、低い温度での大きな強度(設備による過負荷、ひび割れの問題)、鋼鉄内のアルミニウムと鋳造用粉末との反応(機能の制限)、マクロ偏析、散水冷却による水素及び/又は酸素の吸収、非金属含有物の混入増大、周縁領域での合金元素の密度低下、及びあと押し炉でブルームを再加熱する際の粒界の酸化である。 In the prior art, it is considered difficult or impossible to produce steel with a high manganese content by continuous casting for various reasons. The reason for this is that the strength of the strand solidification shell at the time of solidification is small against strong microsegregation of Mn (there is a possibility of breaking through when Mn> 15%), and high strength at low temperature (overload due to equipment) , Cracking problems), reaction of aluminum in steel with casting powder (restriction of function), macrosegregation, absorption of hydrogen and / or oxygen by sprinkling cooling, increased incorporation of non-metallic inclusions, alloys in the peripheral region This is a decrease in element density and oxidation of grain boundaries when bloom is reheated in a boost furnace.
それに関して、非特許文献1では、マンガン含有量が増大すると、鋼鉄が益々鋳造し難くなることが示されている。一方において、マンガンは、含有量が多い場合、残留溶融物内で大きく濃縮されて、樹枝状晶間領域において融点を低下させるので、凝固後の温度の高い時に鋼鉄の強度が小さくなる。それによって、殻が突破される傾向が増大して、現在の推定によるとマンガン含有量が15%以上の場合連続鋳造は不可能である。他方において、温度が低い場合、鋼鉄は大きな強度を有し、その結果ストランドを曲げる際に設備による過負荷が生じて、ひび割れの発生を覚悟しなければならない。更に、このような鋼鉄の場合、密度を低下させるなどのためにアルミニウムが混入されるように、アルミニウムの含有量が数パーセントとなると、鋳造用粉末との反応が起こり、その機能に大きな影響を与えることとなる。
In that regard, Non-Patent
それに関して、非特許文献2により、要約すると、鋳造用粉末を用いた方法に関して、TWIP綱を作るためには、想定されている合金構成で鋳造することは有利でないことが確認されている。 In that regard, Non-Patent Document 2 summarizes that, for the method using casting powder, it is confirmed that it is not advantageous to cast with the assumed alloy configuration to make a TWIP rope.
Al含有量の多い(1%を超える)鋼鉄を鋳造する際の主要な問題は、鋼鉄内のアルミニウムが鋳造用粉末の酸化物成分と反応することである。スラグ内のSiO2 と鋼鉄内のアルミニウムとの反応によって、Al2 O3 が生じて、スラグ内に取り込まれ、それによって、スラグの塩基度(CaO/SiO2 の比率)が増大する。その結果、鋳型内における粘性及び潤滑性が非常に大きく変化することとなる。 A major problem in casting steel with high Al content (greater than 1%) is that the aluminum in the steel reacts with the oxide component of the casting powder. The reaction between SiO 2 in the slag and aluminum in the steel produces Al 2 O 3 and is incorporated into the slag, thereby increasing the basicity of the slag (CaO / SiO 2 ratio). As a result, the viscosity and lubricity in the mold change greatly.
このような難しさの理由から、過去において、TWIP綱を製造するための様々な方法が記載されている。 Because of this difficulty, various methods for manufacturing TWIP ropes have been described in the past.
特許文献3により、可能な炭素含有量(C≦1%)の増大と更なる元素(ここでは特にBであるが、Ni、Cu、N、Nb、Ti、V、Pも可能)の添加とによって、弾性限界の明らかな低下とそれによる熱間及び冷間圧延時の可塑性の改善を達成する方法が周知である。この鋼鉄を製造するために、投入材料(ブルーム、薄いブルーム又はストリップ)を加熱して、所定の温度限界に注意しつつ熱間圧延し、巻き取っている。 According to Patent Document 3, an increase in possible carbon content (C ≦ 1%) and addition of further elements (here in particular B, but Ni, Cu, N, Nb, Ti, V, P are also possible) Thus, it is well known how to achieve an apparent reduction in the elastic limit and thereby an improvement in plasticity during hot and cold rolling. In order to produce this steel, the input material (bloom, thin bloom or strip) is heated, hot rolled and wound while paying attention to predetermined temperature limits.
特許文献4には、2ロール式鋳造機を用いて、12〜30%のマンガンを含有する鋼鉄を1mm〜6mm未満の厚さの薄い中間ストリップとして鋳造し、圧延ロールの隙間から垂直に出て来る中間ストリップを、その表面に塗布する冷却剤によって冷却し、その次に一回の熱間圧延パスで最終的な厚さに圧延する方法が記載されている。圧延ロールの隙間からの出力から圧延機への入力までの間の全体的な時間間隔は、約8秒である。 In Patent Document 4, a steel containing 12 to 30% manganese is cast as a thin intermediate strip having a thickness of 1 mm to less than 6 mm using a two-roll caster, and the steel roll exits vertically from the gap between the rolling rolls. A method is described in which the incoming intermediate strip is cooled by a coolant applied to its surface and then rolled to a final thickness in one hot rolling pass. The overall time interval between the output from the mill roll gap and the input to the mill is about 8 seconds.
特許文献5により、Fe−C−Mn合金から成るストリップを製造する方法が周知であり、その方法では、先ずは、6〜30%のMn、0.001〜1.6%のC、2.5%以下のSi、6%以下のAl、10%以下のCr及び更なる元素から成る組成の1.5〜10mmの厚さの薄い鋼板を2ロール式鋳造機で作り、その次にそれを10〜60%の低減度を持つ一つ以上の工程により熱間圧延している。
この発明の課題は、前述した従来技術を出発点として、所定の化学的組成を持つマンガン含有量の多い鋼鉄を連続鋳造法により製造することを可能とする出来る限り簡単に実現される方法及び設備を提示することである。 The object of the present invention is to provide a method and equipment that can be realized as simply as possible, making it possible to produce a manganese-rich steel having a predetermined chemical composition with a predetermined chemical composition by a continuous casting method. Is to present.
この設定した課題は、方法に関して、請求項1に挙げた特徴にもとづき、15〜27%のMn、1〜6%のAl、1〜6%のSi、0.8%以下の炭素及び残りを鉄と微量元素とする所定の化学的な組成を持つ軽量鋼を、順番に配置した工程にもとづき、
・薄いブルーム(d≦120mm)の鋳造機(1)で、非常に高速に平衡状態を達成して、その次にその潤滑性をもはや変化させない好適な鋳造用粉末を用いて鋳造して、ブルームに分割し、
・凝固と分割に続いて直ぐに、作業過程内の中間炉(4)でブルーム(3)の温度の均等化を行い、その次に、
・その後冷却すること無く直ぐにブルーム(3)を熱間圧延する、
ことによって解決される。
This set task is based on the features listed in
Casting in a thin bloom (d ≦ 120 mm) caster (1) with a suitable casting powder that achieves equilibrium at very high speed and then no longer changes its lubricity; Divided into
-Immediately after solidification and division, the temperature of the bloom (3) is equalized in the intermediate furnace (4) in the work process, and then
-Hot-roll the bloom (3) immediately without cooling after that,
It is solved by.
この方法を実施するための設備は、請求項7の特徴によって特徴付けられる。 An installation for carrying out this method is characterized by the features of claim 7.
例えば、CSP鋳造機(CSP:コンパクトストリップ製造)で薄いブルームを製造する場合、ストランドは、垂直に引き出されて、凝固に続いて水平方向に曲げられ、その次にブルームに分割される。そのため、この場合内部のひび割れに関する問題は起こらない。高強度のオーステナイト鋼を製造することは、設備による過負荷を加えること無しに実施可能であり、この限りにおいて従来技術である。 For example, when producing thin blooms on a CSP caster (CSP: compact strip manufacture), the strands are drawn vertically, bent horizontally following solidification, and then divided into blooms. Therefore, in this case, there is no problem with internal cracks. The production of high strength austenitic steel can be carried out without overloading by equipment, and as far as this is the prior art.
凝固後直ぐのストランド内にも存在するミクロ偏析は、中間炉、例えば、ローラーハース炉による作業過程において、その後の圧延成形の前に、拡散によって大部分が又もや消滅する。その場合、ブルーム中心のマクロ偏析は、オーステナイト特殊鋼の場合と同様に、熱間圧延設備での大きな成形によって十分に均等化される。 Most of the microsegregation existing in the strands immediately after solidification disappears again by diffusion in the course of work in an intermediate furnace, for example, a roller hearth furnace, before subsequent rolling. In that case, the macrosegregation at the center of the bloom is sufficiently equalized by the large forming in the hot rolling equipment, as in the case of the austenitic special steel.
この発明にもとづきCSP設備においてローラーハース炉を使用することによって、有利には、その短い通過時間のために、例えば、従来技術による伝統的な幅広ストランド用熱間圧延ラインのあと押し炉での長い加熱フェーズにより障害となる可能性の有る合金元素の大きな密度低下又は粒界の酸化が防止される。 By using a roller hearth furnace in a CSP facility according to the invention, it is advantageous because of its short transit time, for example, in the booster furnace of a traditional wide strand hot rolling line according to the prior art. A large decrease in density or oxidation of the grain boundaries of the alloying elements that can be an obstacle due to the heating phase is prevented.
この発明にもとづき薄いブルーム鋳造機でマンガン及びアルミニウム含有量の多いTWIP軽量鋼を鋳造する技術を利用することができるためには、好適な鋳造用粉末を使用する必要がある。そのような好適な鋳造用粉末は、この発明によると、平衡状態を非常に高速に達成するとともに、その後その潤滑性をもはや変化させないという特性を有するものである。 In order to be able to utilize the technique of casting TWIP lightweight steel with high manganese and aluminum contents in a thin bloom caster based on this invention, it is necessary to use a suitable casting powder. Such a suitable casting powder has, according to the invention, the property of achieving an equilibrium state very fast and subsequently no longer changing its lubricity.
この発明では、例えば、鋼鉄内のアルミニウムによるSiO2 を低下させる反応速度を遅くするために、鋳造用粉末は、10%を超える多くのAl2 O3 成分を含有する。平衡状態においてより多くのSiO2 を利用可能とするためには、それに代わって、或いはそれに追加して、鋳造用粉末のSiO2 成分を増加させ、その場合増加は、0.5〜0.7までの塩基度(CaO/SiO2 の比率)で行われる。 In this invention, for example, the casting powder contains more than 10% Al 2 O 3 component to slow down the reaction rate of lowering SiO 2 by aluminum in the steel. In order to make more SiO 2 available in equilibrium, instead or in addition, the SiO 2 component of the casting powder is increased, in which case the increase is between 0.5 and 0.7. Up to basicity (CaO / SiO 2 ratio).
MnO2 が、鋼鉄内のAlによって容易にSiO2 として還元され、それによってSiO2 の減少(燃焼)が防止されるので、この発明の追加的な手法として、鋳造用粉末にMnO2 を添加することが可能である。 MnO 2 is easily reduced as SiO 2 by Al in the steel, because it by a reduction in SiO 2 (combustion) is prevented, as an additional method of the present invention, the addition of MnO 2 to the casting powder It is possible.
この発明では、SiO2 のようにガスを形成する形で作用するが、鋼鉄内のアルミニウムによって浸食(還元)されないTiO2 によってSiO2 の一部を置き換えて、鋳造用粉末に混合することも可能である。 In this invention, it works in the form of gas like SiO 2 , but it is also possible to replace a part of SiO 2 with TiO 2 that is not eroded (reduced) by aluminum in the steel and to mix it with the casting powder. It is.
最後に、鋳型内における鋳造用粉末の粘性を低下させる手法も有る。そうすることによって、鋳造用粉末の使用量が増大して、生成するAl2 O3 がより多く取り去られ、その結果Al2 O3 の含有量が少ない形で平衡状態が設定される。この粘性の低減は、鋳造用粉末にB2 O3 (ボラート)、Na2 O及び/又はLiO2 を添加することによって達成される。 Finally, there is a technique for reducing the viscosity of the casting powder in the mold. By doing so, the amount of casting powder used is increased, and a larger amount of Al 2 O 3 is removed, and as a result, an equilibrium state is set with a lower content of Al 2 O 3 . This reduction in viscosity is achieved by adding B 2 O 3 (borate), Na 2 O and / or LiO 2 to the casting powder.
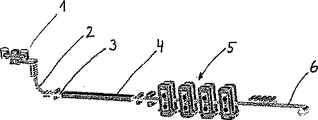
以下において、この発明により熱間圧延ストリップを製造するための設備を模式図に図示して、方法の構成を詳しく説明する。 In the following, the equipment for producing a hot-rolled strip according to the present invention is illustrated in a schematic diagram, and the configuration of the method will be described in detail.
基本的に、使用する設備は、周知のCSP設備であり、この発明では、個々の設備構成部分間の間隔を変更して、凝固に続いて直ぐに作業過程内の中間炉で温度の均等化を実行し、その次にその後冷却すること無く直ぐにブルームを熱間圧延するとの要件を果たす形で、この発明による方法を実施することが可能となっている。 Basically, the equipment used is a well-known CSP equipment. In the present invention, the interval between the individual equipment components is changed, and immediately after solidification, the temperature is equalized in the intermediate furnace in the work process. It is possible to carry out the method according to the invention in such a way that it fulfills the requirement that it is carried out and then immediately hot-rolled without subsequent cooling.
それに対応して、図面に図示した設備は、薄いブルームの鋳造機1とその後に配置された中間炉4から構成されており、中間炉には、凝固後の連続したストランド2から分割されたブルーム3が運び込まれる。この中間炉4には、更に圧延設備5が後置されており、そこでは、中間炉4で温度の均等化が行われた後のブルーム3が、直ぐに、即ち、その後冷却されずに、熱間圧延ストリップ6として圧延される。
Correspondingly, the equipment shown in the drawing consists of a thin
Claims (6)
全体の重量に対する重量百分率に関して、15〜27%のMn、1〜6%のAl、1〜6%のSi、0.8%以下の炭素及び残りを鉄と不純物とする所定の化学的な組成を持つ軽量鋼を、順番に配置した工程にもとづき、
・薄いブルーム(d≦120mm)の鋳造機(1)で鋳造用粉末を用いて鋳造して、ブルーム(3)に分割し、その場合、鋼鉄内のアルミニウムによるSiO2の還元反応速度を遅くさせるか、或いは鋳型内における粘性を低下させることによりAl2O3含有量を減少させるか、或いはその両方を実現するのに適した成分を鋳造用粉末に添加し、
・連続したストランド(2)の凝固とブルーム(3)への分割に続いて直ぐに、作業過程内の中間炉(4)で温度の均等化を行い、その次に、
・その後冷却すること無く直ぐにブルーム(3)を熱間圧延する、
ことと、
この鋳造用粉末が、0.5〜0.7の粘性(CaO/SiO 2 の比率)を持つまでに含有量を増大させたSiO 2 を有することと、
を特徴とする方法。Lightweight steel is first cast as a continuous strand (2) in a continuous casting facility (1), divided into blooms (3), then rolled to final thickness, manganese (Mn), methods for containing aluminum (Al) and silicon (Si), for producing a TWIP hot-rolled strip of (twinning induced plasticity) good cold formable high-strength austenitic lightweight steel having a characteristic (6) In
Predetermined chemical composition with 15 to 27% Mn, 1 to 6% Al, 1 to 6% Si, less than or equal to 0.8% carbon and the balance iron and impurities with respect to the weight percentage of the total weight Based on the process of arranging lightweight steel with
Casting with casting powder (1) in a thin bloom (d ≦ 120 mm) casting powder and dividing into bloom (3), in which case the reduction reaction rate of SiO 2 by the aluminum in the steel is slowed Or by reducing the Al 2 O 3 content by reducing the viscosity in the mold, or by adding ingredients suitable for realizing both to the casting powder,
-Immediately following solidification of the continuous strand (2) and division into bloom (3), the temperature is equalized in the intermediate furnace (4) in the working process, then
-Hot-roll the bloom (3) immediately without cooling after that,
And
The casting powder, and having a SiO 2 with increased content before having viscosity (CaO / SiO 2 ratio) of 0.5 to 0.7,
A method characterized by.
薄いブルームの鋳造機(1)で、鋳造用粉末を用いて鋳造して、ブルーム(3)に分割し、連続したストランド(2)の凝固に続いて直ぐに作業過程内の中間炉で、分割したブルーム(3)の温度の均等化を行い、次にその後冷却させること無く直ぐに、そのブルーム(3)を熱間圧延するように、これらの設備構成部分間の間隔を変化させることと、
この鋳造用粉末が、0.5〜0.7の粘性(CaO/SiO 2 の比率)を持つまでに含有量を増大させたSiO 2 を有することと、
を特徴とする設備。A CSP (Compact Strip Manufacturing) facility, followed by a thin-bloom caster (1), an intermediate component, for carrying out the method according to any one of claims 1-5 , intermediate Composed of a furnace (4) and rolling equipment (5), with respect to the weight percentage of the total weight, 15 to 27% manganese (Mn), 1 to 6% aluminum (Al) and 1 to 6% silicon In a production facility for hot-rolled strips made of high-strength austenitic lightweight steel containing (Si) and well cold-formable with TWIP (twinning induced plasticity) properties,
Cast in thin bloom casting machine (1) with casting powder, split into bloom (3), and immediately after solidification of continuous strand (2), split in intermediate furnace in process Changing the spacing between these equipment components so that the temperature of the bloom (3) is equalized and then immediately hot rolled without subsequent cooling ;
The casting powder, and having a SiO 2 with increased content before having viscosity (CaO / SiO 2 ratio) of 0.5 to 0.7,
Equipment characterized by.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102005010243A DE102005010243A1 (en) | 2005-03-05 | 2005-03-05 | Method and plant for producing a lightweight steel with a high manganese content |
| DE102005010243.3 | 2005-03-05 | ||
| PCT/EP2006/001954 WO2006094718A1 (en) | 2005-03-05 | 2006-03-03 | Process and installation for producing a lightweight structural steel with a high manganese content |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2008531292A JP2008531292A (en) | 2008-08-14 |
| JP2008531292A5 JP2008531292A5 (en) | 2009-03-19 |
| JP4688890B2 true JP4688890B2 (en) | 2011-05-25 |
Family
ID=36218445
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007557433A Expired - Fee Related JP4688890B2 (en) | 2005-03-05 | 2006-03-03 | Method and equipment for producing lightweight steel with high manganese content |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US20080164003A1 (en) |
| EP (1) | EP1725347B1 (en) |
| JP (1) | JP4688890B2 (en) |
| KR (1) | KR101153735B1 (en) |
| CN (1) | CN101160183B (en) |
| CA (1) | CA2560681A1 (en) |
| DE (1) | DE102005010243A1 (en) |
| RU (1) | RU2335358C2 (en) |
| TW (1) | TW200700566A (en) |
| UA (1) | UA80237C2 (en) |
| WO (1) | WO2006094718A1 (en) |
| ZA (1) | ZA200607920B (en) |
Families Citing this family (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102008005806A1 (en) * | 2008-01-17 | 2009-09-10 | Technische Universität Bergakademie Freiberg | Components made of high-manganese, solid and tough cast steel, processes for their production and their use |
| TR201900039T4 (en) * | 2008-01-30 | 2019-01-21 | Tata Steel Ijmuiden Bv | Method for producing a hot rolled TWIP-steel and a TWIP-steel product thus produced. |
| CN101543837B (en) * | 2008-03-24 | 2012-02-29 | 宝山钢铁股份有限公司 | Method for manufacturing Fe-Mn-C series high-manganese steel thin strip by continuous casting and tandem rolling |
| DE102009030324A1 (en) * | 2009-06-24 | 2011-01-05 | Voestalpine Stahl Gmbh | Manganese steel and process for producing the same |
| DE102010034161B4 (en) * | 2010-03-16 | 2014-01-02 | Salzgitter Flachstahl Gmbh | Method for producing workpieces made of lightweight steel with material properties that can be adjusted via the wall thickness |
| CN104328360B (en) * | 2014-11-20 | 2017-02-22 | 北京科技大学 | Double-phase twinborn induced plastic super-strength automobile steel plate and preparation method thereof |
| CN104711494B (en) * | 2015-04-14 | 2017-11-28 | 钢铁研究总院 | Low-density high-ductility NiAl strengthens unimach and preparation method |
| CN106480366A (en) * | 2015-08-31 | 2017-03-08 | 鞍钢股份有限公司 | A kind of high equiaxial crystal ratio potassium steel steel ingot and its smelting process |
| CN106624603A (en) * | 2015-10-28 | 2017-05-10 | 丹阳市龙鑫合金有限公司 | ACP1000 anti-vibration strip assembly and production method thereof |
| CN106653127B (en) * | 2015-10-28 | 2018-03-23 | 丹阳市龙鑫合金有限公司 | A kind of ACP1000 used in nuclear power station antivibration bar assembly and its production method |
| CN106624602A (en) * | 2015-10-28 | 2017-05-10 | 丹阳市龙鑫合金有限公司 | Vibration-resistant bar component for water reactor nuclear power plant ACP1000 and production method of component |
| CN106624601A (en) * | 2015-10-28 | 2017-05-10 | 丹阳市龙鑫合金有限公司 | Anti-vibration strip assembly for nuclear power station and production method thereof |
| CN106653128B (en) * | 2015-10-28 | 2018-03-23 | 丹阳市龙鑫合金有限公司 | ACP1000 used in nuclear power station antivibration bar assemblies and its production method |
| CN106271449A (en) * | 2016-08-31 | 2017-01-04 | 云南德胜钢铁有限公司 | A kind of technique using bloom production fine grain valve snail reinforcing bar |
| CN110238203A (en) * | 2019-06-13 | 2019-09-17 | 首钢集团有限公司 | A method of it eliminating hot rolling tool steel edge and sticks up skin |
| CN110819908B (en) * | 2019-11-18 | 2021-03-23 | 燕山大学 | High-strength low-density austenitic steel and preparation method thereof |
| CN112391571A (en) * | 2020-11-25 | 2021-02-23 | 攀钢集团西昌钢钒有限公司 | Control method for cleanliness of high-strength high-aluminum high-manganese steel |
| CN112760568B (en) * | 2020-12-25 | 2022-02-25 | 钢铁研究总院 | High-strength high-plasticity low-density steel and preparation method thereof |
| CN115058661A (en) * | 2022-06-17 | 2022-09-16 | 湖南华菱涟源钢铁有限公司 | High-carbon high-manganese steel plate and production method thereof |
Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6310052A (en) * | 1986-06-30 | 1988-01-16 | Nisshin Steel Co Ltd | Continuous casting method for molten aluminum-containing steel |
| JPH0377753A (en) * | 1989-08-14 | 1991-04-03 | Nippon Steel Corp | Method for casting high aluminum-containing steel and powder for casting |
| JPH06238410A (en) * | 1993-02-16 | 1994-08-30 | Voest Alpine Ind Anlagen Gmbh | Method and device for producing strip, strip material or slab |
| JPH0976049A (en) * | 1995-09-14 | 1997-03-25 | Nippon Yakin Kogyo Co Ltd | Flux for continuous casting of molten steel containing aluminum and continuous casting method |
| JPH10296318A (en) * | 1997-03-24 | 1998-11-10 | Sms Schloeman Siemag Ag | Method for rolling hot broad width strip from continuously cast slab and its equipment |
| JPH1177102A (en) * | 1997-06-16 | 1999-03-23 | Sms Schloeman Siemag Ag | Method for rolling wide hot strip with cps-equipment and rolling equipment |
| JPH11226712A (en) * | 1998-02-10 | 1999-08-24 | Kawasaki Steel Corp | Mold powder for casting high al-containing steel |
| WO2000033992A1 (en) * | 1998-12-08 | 2000-06-15 | Shinagawa Refractories Co., Ltd. | Molding powder for continuous casting of steel and method for continuous casting of steel |
| JP2002507251A (en) * | 1997-07-01 | 2002-03-05 | フロムマイヤー,ゲオルク | Light structural steel and its use |
| JP2002172401A (en) * | 2000-09-29 | 2002-06-18 | Kawasaki Heavy Ind Ltd | Equipment and method for continuously casting hot rolling |
| JP2002346708A (en) * | 2001-05-28 | 2002-12-04 | Sumitomo Metal Ind Ltd | Mold powder for continuous casting |
| JP2003053496A (en) * | 2001-08-07 | 2003-02-26 | Sanyo Special Steel Co Ltd | Mold powder for continuously casting aluminum- containing steel |
| JP2004515362A (en) * | 2000-12-06 | 2004-05-27 | ティッセンクルップ シュタール アクチェンゲゼルシャフト | Method for producing hot strip from steel with high manganese content |
| JP2004521192A (en) * | 2001-06-13 | 2004-07-15 | ティッセンクルップ シュタール アクチェンゲゼルシャフト | High strength steel for cold forming and steel strip or steel plate, method for manufacturing steel strip and method for manufacturing steel |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4235632A (en) * | 1979-04-04 | 1980-11-25 | Mobay Chemical Corporation | Particulate slagging composition for the extended optimum continuous casting of steel |
| DE3837642A1 (en) * | 1988-11-05 | 1990-05-17 | Schloemann Siemag Ag | METHOD AND DEVICE FOR PRODUCING HOT-ROLLED STEEL TAPES |
| DE3839954A1 (en) * | 1988-11-26 | 1990-05-31 | Schloemann Siemag Ag | PLANT FOR PRODUCING HOT-ROLLED STEEL STRIP |
| DE4234733A1 (en) * | 1992-10-15 | 1994-04-21 | Schloemann Siemag Ag | Balancing furnace in steel rolling mill compact strip production plant - moves steel slabs from casting to rolling line by tipping action reducing the size of the heated holding zone by size of one slab |
| DE19814223A1 (en) * | 1998-03-31 | 1999-10-07 | Schloemann Siemag Ag | Process for the production of microalloyed structural steels |
| DE10047044A1 (en) * | 2000-09-22 | 2002-04-25 | Sms Demag Ag | Processes and plants for the production of steel strips and sheets |
-
2005
- 2005-03-05 DE DE102005010243A patent/DE102005010243A1/en not_active Withdrawn
-
2006
- 2006-03-03 EP EP06723198A patent/EP1725347B1/en active Active
- 2006-03-03 KR KR1020067018434A patent/KR101153735B1/en not_active IP Right Cessation
- 2006-03-03 US US11/666,535 patent/US20080164003A1/en not_active Abandoned
- 2006-03-03 CN CN2006800071903A patent/CN101160183B/en not_active Expired - Fee Related
- 2006-03-03 CA CA002560681A patent/CA2560681A1/en not_active Abandoned
- 2006-03-03 JP JP2007557433A patent/JP4688890B2/en not_active Expired - Fee Related
- 2006-03-03 RU RU2006136036/02A patent/RU2335358C2/en not_active IP Right Cessation
- 2006-03-03 WO PCT/EP2006/001954 patent/WO2006094718A1/en active Application Filing
- 2006-03-03 UA UAA200611050A patent/UA80237C2/en unknown
- 2006-03-03 TW TW095107128A patent/TW200700566A/en unknown
- 2006-09-19 ZA ZA200607920A patent/ZA200607920B/en unknown
Patent Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6310052A (en) * | 1986-06-30 | 1988-01-16 | Nisshin Steel Co Ltd | Continuous casting method for molten aluminum-containing steel |
| JPH0377753A (en) * | 1989-08-14 | 1991-04-03 | Nippon Steel Corp | Method for casting high aluminum-containing steel and powder for casting |
| JPH06238410A (en) * | 1993-02-16 | 1994-08-30 | Voest Alpine Ind Anlagen Gmbh | Method and device for producing strip, strip material or slab |
| JPH0976049A (en) * | 1995-09-14 | 1997-03-25 | Nippon Yakin Kogyo Co Ltd | Flux for continuous casting of molten steel containing aluminum and continuous casting method |
| JPH10296318A (en) * | 1997-03-24 | 1998-11-10 | Sms Schloeman Siemag Ag | Method for rolling hot broad width strip from continuously cast slab and its equipment |
| JPH1177102A (en) * | 1997-06-16 | 1999-03-23 | Sms Schloeman Siemag Ag | Method for rolling wide hot strip with cps-equipment and rolling equipment |
| JP2002507251A (en) * | 1997-07-01 | 2002-03-05 | フロムマイヤー,ゲオルク | Light structural steel and its use |
| JPH11226712A (en) * | 1998-02-10 | 1999-08-24 | Kawasaki Steel Corp | Mold powder for casting high al-containing steel |
| WO2000033992A1 (en) * | 1998-12-08 | 2000-06-15 | Shinagawa Refractories Co., Ltd. | Molding powder for continuous casting of steel and method for continuous casting of steel |
| JP2002172401A (en) * | 2000-09-29 | 2002-06-18 | Kawasaki Heavy Ind Ltd | Equipment and method for continuously casting hot rolling |
| JP2004515362A (en) * | 2000-12-06 | 2004-05-27 | ティッセンクルップ シュタール アクチェンゲゼルシャフト | Method for producing hot strip from steel with high manganese content |
| JP2002346708A (en) * | 2001-05-28 | 2002-12-04 | Sumitomo Metal Ind Ltd | Mold powder for continuous casting |
| JP2004521192A (en) * | 2001-06-13 | 2004-07-15 | ティッセンクルップ シュタール アクチェンゲゼルシャフト | High strength steel for cold forming and steel strip or steel plate, method for manufacturing steel strip and method for manufacturing steel |
| JP2003053496A (en) * | 2001-08-07 | 2003-02-26 | Sanyo Special Steel Co Ltd | Mold powder for continuously casting aluminum- containing steel |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20070108440A (en) | 2007-11-12 |
| US20080164003A1 (en) | 2008-07-10 |
| EP1725347B1 (en) | 2012-12-26 |
| CA2560681A1 (en) | 2006-09-14 |
| TW200700566A (en) | 2007-01-01 |
| RU2335358C2 (en) | 2008-10-10 |
| ZA200607920B (en) | 2008-04-30 |
| JP2008531292A (en) | 2008-08-14 |
| CN101160183A (en) | 2008-04-09 |
| WO2006094718A1 (en) | 2006-09-14 |
| KR101153735B1 (en) | 2012-06-08 |
| UA80237C2 (en) | 2007-08-27 |
| DE102005010243A1 (en) | 2006-09-07 |
| RU2006136036A (en) | 2008-05-10 |
| EP1725347A1 (en) | 2006-11-29 |
| CN101160183B (en) | 2011-07-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4688890B2 (en) | Method and equipment for producing lightweight steel with high manganese content | |
| KR101080164B1 (en) | Ignition-proof magnesium alloy with excellent mechanical properties and method for manufacturing the ignition-proof magnesium alloy | |
| CN109338236B (en) | Easily-welded carbon structural steel based on thin strip casting and rolling and manufacturing method thereof | |
| WO1994022606A1 (en) | Wear- and seizure-resistant roll for hot rolling | |
| CN109852893B (en) | Low-temperature high-toughness refractory steel and preparation method thereof | |
| CN107438487A (en) | Light-duty martensite steel plate of hot rolling and preparation method thereof | |
| AU9722598A (en) | Non-ridging ferritic chromium alloyed steel | |
| CN106756528B (en) | A kind of high nitrogen medium managese steel strip and its near-net forming preparation method | |
| CN111014603B (en) | Double-roller casting-rolling production method of boron-added steel | |
| EP2738281B1 (en) | High si-content austenitic stainless steel | |
| CN106978566A (en) | A kind of rail truck weather resisting steel and preparation method thereof | |
| CN109536822B (en) | Low-carbon high-quality carbon structural steel for rigging and preparation method thereof | |
| JP4417792B2 (en) | High cleanliness steel with excellent fatigue strength or cold workability | |
| CN105543646A (en) | Production process for medium-high carbon steel through thin slabs | |
| CN110592475A (en) | Large-size high-carbon silicon-manganese steel and manufacturing method thereof | |
| CN113584398B (en) | Corrosion-resistant steel sheet and method for producing corrosion-resistant steel sheet | |
| CN114107840A (en) | HRB400cE chloride ion corrosion resistant steel bar and production process thereof | |
| JP4182429B2 (en) | Method for producing Cr-Zr-Al based copper alloy wire material | |
| CN114622135A (en) | Micro-niobium alloyed Q355B low-alloy high-strength structural steel plate and manufacturing method thereof | |
| JP2001303197A (en) | Steel with fine solidification structure | |
| CN102312162B (en) | Refined martensitic alloy for internal combustion engine valves and production technology thereof | |
| JP2003147492A (en) | Ti-CONTAINING Fe-Cr-Ni STEEL HAVING EXCELLENT SURFACE PROPERTY, AND CASTING METHOD THEREFOR | |
| JP5720867B1 (en) | Cu-Sn coexisting steel and method for producing the same | |
| JP4357080B2 (en) | Solidified grain refined steel and solidified grain refined austenitic stainless steel and their welded joints | |
| CN110218916B (en) | Aluminum alloy ingot for high-tensile-strength tire bell and production process thereof |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090127 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090127 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090512 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100323 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20100517 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100622 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100914 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101206 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110125 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110215 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4688890 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140225 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |