JP4607395B2 - 自動的な版コーテイングおよび版クリーニングを用いるダイレクト−ツー−プレート平版印刷方法 - Google Patents
自動的な版コーテイングおよび版クリーニングを用いるダイレクト−ツー−プレート平版印刷方法 Download PDFInfo
- Publication number
- JP4607395B2 JP4607395B2 JP2001347275A JP2001347275A JP4607395B2 JP 4607395 B2 JP4607395 B2 JP 4607395B2 JP 2001347275 A JP2001347275 A JP 2001347275A JP 2001347275 A JP2001347275 A JP 2001347275A JP 4607395 B2 JP4607395 B2 JP 4607395B2
- Authority
- JP
- Japan
- Prior art keywords
- moving means
- printing machine
- image
- coating
- printing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Landscapes
- Manufacture Or Reproduction Of Printing Formes (AREA)
- Printing Plates And Materials Therefor (AREA)
- Rotary Presses (AREA)
Description
【発明の属する技術分野】
本発明は、基質をオンプレスコーテイング装置中でコーテイングし、オンまたはオフプレスのいずれかで露出しそして次にオフプレスクリーニング装置に再循環させるダイレクト−ツー−プレート平版印刷方法に関する。
【0002】
【従来の技術】
平版印刷方法は、印刷機械上の胴の上に設置されている例えば印刷版の如きいわゆる印刷マスターを使用する。マスターはその表面上に平版像を担持しており、そしてインキを該像に適用しそして次にインキをマスターから典型的には紙である受容体材料の上に転写することにより印刷物が得られる。従来の平版印刷では、インキ並びに水性湿し溶液(湿し水とも称する)が、親油性(または疎水性、すなわちインキ−受容性、撥水性)領域並びに親水性(または疎油性、すなわち水−受容性、撥インキ性)領域よりなる平版像に供給される。いわゆるドリオグラフィー印刷では、平版像はインキ−受容性およびインキ−不粘着性(ink-abhesive)(撥インキ性)領域よりなり、そしてドリオグラフィー印刷中にインキだけがマスターに供給される。
【0003】
印刷マスターは一般的にはいわゆるコンピューター−ツー−フィルム方法(computer-to-film method)により得られ、それこで例えば活字書体選択、走査、色分離、スクリーニング、トラッピング、レイアオウトおよび組み付けの如き種々の印刷前段階がデジタル式に行われそして各色選択がイメージ−セッターを用いてグラフィックアーツに転写される。処理後に、フィルムを版前駆体と称する像形成材料の露出用のマスクとして使用することができ、そして版処理後に、マスターとして使用しうる印刷版が得られる。
【0004】
最近の数年間に、いわゆるコンピューター−ツー−プレート方法(computer-to-plate method)が大いに興味がもたれてきた。ダイレクト−ツー−プレート方法とも称するこの方法は、デジタル文書がいわゆるプレート−セッターにより版前駆体に直接転写されるため、フィルムの作成を回避する。そのようなコンピューター−ツー−プレート方法の分野では、下記の改良が現在研究されている。
【0005】
(i)オンプレス像形成。特殊なタイプのコンピューター−ツー−プレート方法は、印刷機械中で一体化されているイメージ−セッターにより印刷機械の版胴の上に設置されながらの版前駆体の露出を包含する。この方法は「コンピューター−ツー−プレス」と称することができ、そして一体化されたプレート−セッターを有する印刷機械は時にはデジタル印刷機械と称される。デジタル印刷機械の論評は the Proceedings of the Imaging Science & Technology's 1997 International Conference on Digital Printing Technologies (Non-Impact Printing 13) に示されている。コンピューター−ツー−プレス方法は例えばEP−A 770 495、EP−A 770 496、WO 94001280、EP−A 580 394およびEP−A 774 364に記載されている。コンピューター−ツー−プレス方法で使用される典型的な版材料は削摩に基づく。削摩版に伴う問題は、除去が難しく且つ印刷工程を妨害したりまたは一体化されたイメージ−セッターの露出用光学素子を汚染したりするかもしれない破片の生成である。他の方法は、一体化されたイメージ−セッターおよび印刷機械の他の装置の電子部品および光学素子を損傷または汚染するかもしれない化学物質を用いる湿潤処理を必要とする。
【0006】
(ii)オンプレスコーテイング。版前駆体は通常はシート状の支持体および1つもしくはそれ以上の実用的なコーテイングよりなるが、像通りの露出および場合により行われる処理で平版表面を形成しうる組成物が印刷機械の版胴の表面上に直接供給されるコンピューター−ツー−プレス方法が例えばGB1546532に記載されている。EP−A 101 266は、版胴の親水性表面上への直接的な疎水性層のコーテイングを記載している。削摩による非−印刷領域の除去後に、マスターが得られる。しかしながら、以上で論じたように、削摩はコンピューター−ツー−プレス方法では回避すべである。US−P 5,713,287は、例えばメチルメタクリル酸テトラヒドロピラニルの如きいわゆる交換可能な重合体が版胴の表面上に直接適用されるコンピューター−ツー−プレス方法を記載している。交換可能な重合体は像通りの露出により最初の水−敏感性から水−非敏感性にされる。後者の方法は硬化段階を必要とし、そして重合体は熱的に不安定であり、その結果として合成が難しいため、それらは非常に高価である。
【0007】
(iii)熱的な像形成。上記のコンピューター−ツー−プレス方法の多くはいわゆる熱的または熱方式材料、すなわち吸収された光を熱に転化させる化合物を含んでなる版前駆体またはオンプレスコーテイング可能な組成物、を使用する。像通りの露出で発生する熱が(物理)化学的工程、例えば削摩、重合、重合体の架橋結合による不溶化、分解、または熱可塑性重合体ラテックスの粒子凝固を引き起こし、そして場合により行われる処理後に、平版像が得られる。
【0008】
(iv)湿潤処理を必要としないかまたは淡水、インキもしくは湿し水で処理してもよい実用的なコーテイングの現像が製版における別の大きな趨勢である。そのような材料は、処理液との接触による一体化されたイメージ−セッターの光学素子および電子部品の損傷または汚染を回避するためにはコンピューター−ツー−プレス方法では特に望ましい。WO 90002044、WO 91008108およびEP−A 580 394はそのような版を開示しているが、それらは全てそれらをオンプレスコーテイング用に比較的不適切にさせる多層構造を有する削摩版である。淡水で処理できる非削摩版が例えばEP−A 770 497およびEP−A 773 112に記載されている。そのような版も、印刷機械上に設置しながら露出された版を水で拭うことによりまたは印刷作業の最初の運転中に適用されるインキもしくは湿し水により、オンプレス処理を可能にする。
【0009】
上記の利点のほとんどにより特徴づけられるコンピューター−ツー−プレス方法がEP−A 698 488に開示されている。親油性物質が箔から回転印刷機械胴に、該物質をレーザー光線により局部的に溶融することにより、像通りに転写される。片状の転写箔は胴と比べて狭い幅を有しており、そして胴の表面と密に接触して保たれつつ胴の軸と平行な経路に沿って転写され、完全な像をその表面に徐々に作成する。その結果、このシステムはどちらかといえば時間がかかりしかも印刷機械の長い非稼働時間を必要とするため、それによりその生産性を減ずる。
【0010】
EP−A 802 457は、親水性結合剤、光を熱に転化しうる化合物および疎水性熱可塑性重合体粒子を含んでなる水性液体を版胴上にコーテイングして均一な連続層をその上に形成するオンプレスコーテイング方法を記載している。像通りの露出で、コーテイングされた層の領域は疎水性相に転化され、それにより印刷マスターの印刷領域を規定する。層は印刷機械の運転中に胴に供給される湿し水およびインキとの相互作用により処理されるため、追加処理なしに露出直後に印刷機械の運転を開始することができる。そのため、これらの材料の湿潤化学処理は使用者には「隠されており」そして印刷機械の最初の運転中に行われる。印刷機械の運転後に、コーテイングを版胴からオンプレスクリーニング段階により除去することができる。そのようなマスターのオンプレスコーテイング方法、オンプレス露出およびオンプレスクリーニングは、従来の平版印刷とは対照的に、特別な訓練または経験なしに行うことができるため、それらは魅力的である。そのような印刷機械は大体デスクトップコンピュータープリンターのように機能し、そして従来の印刷機械より少ない人間の介在を要する。
【0011】
オンプレスコーテイング、露出およびクリーニング方法に伴う問題は、湿潤コーテイングおよびクリーニング段階が一体化されたイメージ−セッターの光学素子および電子部品の損傷または汚染の危険性を含むことである。さらに、印刷機械が紙の塵、インキの霧、および温度または湿度変動に起因する無欠陥コーテイングの適用にとっては不利な状況であるため、この方法は低いコンシステンシーおよび高い頻度のコーテイングの人為結果により特徴づけられる不充分なコーテイング品質を生ずる。空間的および価格上の制限のために達成が難しい複雑で且つ精巧なコーテイング装置を印刷機械上に設置することによってのみ、湿潤コーテイング段階の品質を改良することができる。最後に、オンプレスコーテイング、露出およびクリーニング段階中に、印刷機械は印刷しておらず、そして経済的に実行可能にするためには印刷機械の非稼働時間を最短にしなければならない。
【0012】
【発明が解決しようとする課題】
本発明の目的は、既知のオンプレスコーテイング方法の利点並びに短い印刷機械の非稼働時間および良好なコーテイング品質により特徴づけられる方法を提供することである。この目的は、主要請求項に定義された通りのオフプレスコーテイングとオフプレスクリーニング装置とに機械的に連結されている印刷機械を用いる方法により実現される。基質はコーテイング装置中でオフプレスコーテイングされ、引き続き印刷機械に機械的に移され、そして印刷機械の運転後に、使用された印刷マスターがクリーニング装置に機械的に移され、そこでコーテイングが基質から除去され、それを次にコーテイング、印刷およびクリーニングの次のサイクルで再び使用することができる。本発明の方法はコーテイング、露出、印刷およびクリーニングの完全に自動化された作業の流れを可能にし、そこでは印刷機械の非稼働時間が最短でありそしてそれは特殊な技術なしに行うことができる。印刷機械の運転中に次の印刷作業の1つもしくは複数の像形成材料をコーテイング装置の中でコーテイングすることができそして印刷機械が印刷している間に前の印刷作業の1つもしくは複数の材料をクリーニング装置の中でクリーニングすることができるため、印刷機械の非稼働時間が最短となる。場合により使用される積み重ね装置をコーテイング装置と印刷機械との間および/またはクリーニング装置と印刷機械との間で使用することにより、1つのコーテイングおよび/または1つのクリーニング装置を1つより多い印刷マスターを必要とする多色印刷機械と組み合わせることができる。露出段階をオンプレスで行って露出直後に多色印刷機械の中でマスターの完全な見当合わせ(registration)を行うという利点を与えることができ、或いはオフプレスで行ってさらに短い印刷機械の非稼働時間を得ることもできる。
【0013】
本発明のさらなる利点および態様は以下の記述および図面から明らかになるであろう。本発明の好ましい態様は従属請求項に開示されている。
【0014】
【課題を解決するための手段】
背景の記述で定義された用語の他に、ここで使用される幾つかの関連する用語は下記の通りに理解されよう。
−オフプレス装置:印刷機械中に一体化されていないが印刷機械の近くに置かれておりそして印刷機械に機械的に連結されている装置;この装置は印刷機械が印刷している間に操作することもできる。
−オンプレス装置:印刷機械中に一体化されている装置;この装置の操作は印刷機械が印刷していないことを条件とする。
−(機械的な)移動手段:例えば基質、像形成材料または印刷マスターの如き材料を1つの装置から他のものに移す、運ぶまたは運搬するための手段。
−カラーステーション:一色を印刷するために使用される印刷機械のユニット;平版カラーステーションは通常は印刷マスターを担持するための版胴、インキを印刷マスターから紙に転写するためのゴム胴、および紙をゴム胴に対して加圧するための圧胴を含んでなる。
【0015】
本発明の方法は5つの必須段階を含んでなる:
(a)コーテイング:像記録層を基質上にオフプレスコーテイング装置により適用することにより像形成材料を製造する、
(b)露出:像記録層をオフプレスまたはオンプレス装置でありうる露出装置により熱または光に露出することにより平版像を有する印刷マスターを作製する、
(c)印刷:平版像にインキを供給しそしてインキを平版像から紙または他の受容体材料に印刷機械により転写する、
(d)クリーニング:オフプレスクリーニング装置中で平版像を基質から除去し、それにより再循環される基質を得る、
(e)再循環される基質をコーテイング、露出および印刷の次のサイクルで再使用する。
段階(a)と(b)との間で、コーテイングされた基質をコーテイング装置から印刷機械に機械的移動手段(a−b)および場合によりオフプレス露出の場合には(b−c)により移す。そして、段階(c)と(d)との間で、使用された印刷マスターを印刷機械からクリーニング装置に機械的移動手段(c−d)により移す。
【0016】
露出装置は印刷機械の中に一体化することができ(そのような態様は図1に示されている)、或いはコーテイング装置の中に一体化してコーテイング装置と一緒になって基質をコーテイングし且つこのようにして得られた像形成材料を露出することが可能な製版装置を形成することができ(図3)、或いはコーテイング装置と印刷装置との間に機械的に連結されている別個の装置でもありうる(図2)。像形成材料が日光に敏感である場合には、露出された像形成材料を処理して日光に対してもはや敏感でない印刷マスターを生成する処理装置に露出装置が連結されていない限り、コーテイング装置と露出装置との間並びに露出装置と印刷機械との間の機械的移動手段は耐光性でなければならない。
【0017】
コーテイングおよび露出の段階は単一の装置、例えば以上で定義した製版装置、の中で行うことができる。そのような製版装置はクリーニングおよびコーテイング用の異なる区分を含んでなることができ、そしてその場合にはこの装置が基質をクリーニング区分からコーテイング区分に機械的に移すための内部手段をさらに含んでなることが好ましい。或いは、コーテイング装置およびクリーニング装置が別個の装置であってもよい。後者の態様によると、再循環させた基質が段階(d)と(a)との間でクリーニング装置からコーテイング装置に手動的に、すなわち材料を1つの装置から別の装置に運ぶ操作者により、移されるが、好ましくはクリーニング装置をコーテイング装置に連結する移動手段により機械的に移される。そのような移動中に、再循環させた基質は好ましくはその表面の汚染または損傷を回避するために環境から遮断される。基質を段階(d)と(a)との間に移す移動手段が好ましくは基質を塵から遮断して、再コーテイングされた像記録層中のピンホールおよび他の人為結果を回避する。
【0018】
本発明に従う別の態様では、コーテイング装置、露出装置およびクリーニング装置が全て単一装置の中に一体化されており、そこでは段階(d)、(a)および(b)を順次行うことができる。この態様はあまり費用のかからない移動手段(a−b)および(d−a)を必要とするか、或いは印刷マスターを回転ドラムの外表面上に設置しそして角度のある方向に回転するドラムの軸方向にマスター上を走行するクリーニングヘッドによりマスターをクリーニングし、次に再循環させた基質をコーテイングヘッド(同様な方法で基質上を走行する)によりコーテイングしそして最後にコーテイングされた層を例えばレーザーヘッドにより露出することにより全くそのような移動手段を必要としない。クリーニングヘッド、コーテイングヘッドおよびレーザーヘッドを互いに連結して、クリーニング、コーテイングおよび露出の段階を基質上の多機能ヘッドの1回の通過中に行うことが可能な多機能ヘッドを形成してもよい。コーテイング、クリーニングおよび露出のさらなる詳細および他の方法を以下に示す。
【0019】
或いは、製版装置が材料を装置の異なる区分間に移すための内部機械的手段を有するコーテイング区分、露出区分およびクリーニング区分を含有してもよい。そのような製版装置は、3種の材料を全ての区分、すなわち基質のコーテイング、像記録材料の露出および印刷マスターのクリーニングの同時操作により一度に取り扱うことができる。
【0020】
特に印刷機械が複数のカラーステーション(カラーステーションの数は典型的には2〜6の範囲、または6色複合印刷の場合には12である)を含んでなる多色印刷機械である場合には、積み重ね装置をクリーニングとコーテイングとの間の移動手段(a−b)、コーテイングと露出との間の移動手段(b−c)、露出と印刷との間の移動手段(c−d)、および/または印刷とクリーニングとの間の移動手段(d−a)の中に含むことが非常に有利である。そのような積み重ね装置はサイクル中の1つの装置と次の装置との間の一時的貯蔵用の緩衝器として機能するため、その積み重ね装置は全てのカラーステーションに関して1つのコーテイング、露出および/またはクリーニング装置で材料をコーテイングし、露出しおよび/またはクリーニングすることを可能にする。或いは、積み重ね装置を2つの装置間の移動手段中でなく装置の内側に、その入り口および/または出口のいずれかで、一体化してもよい。
【0021】
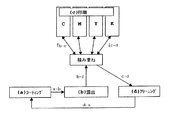
本発明の特に好ましい方法は下記の配置を用いる:(i)積み重ね装置を介して多色デジタル印刷機械(一体化された露出装置を各カラーステーション中に含有する)に両方とも連結されているコーテイングおよびクリーニング装置(図1)、(ii)露出装置(および場合により処理器)に機械的に連結されているコーテイング装置、積み重ね装置を介して多色印刷機械に機械的に連結されている露出装置、および積み重ね装置を介して印刷機械に機械的に連結されているクリーニング装置(図2)、並びに(iii)積み重ね装置を介して多色印刷機械に連結されている露出装置(場合により処理器付き)に連結されている製版装置(図3)。
【0022】
配置(i)の例として、基本色であるシアン(C)、マゼンタ(M)、イエロー(Y)およびブラック(K)を印刷するためのデジタル4色印刷機械を積み重ね装置を介して1つの製版装置と組み合わせる。製版装置が最初に例えばCカラーステーション用の像形成材料を製造し、そして印刷機械が前の印刷作業を行っている間にその材料を次に材料を一時的に貯蔵する積み重ね装置に移す。引き続き、別の色選択、例えばM、用の材料をコーテイングしそしてこれも積み重ね装置の中に貯蔵する。同様に、YおよびKステーション用の像形成材料を製造しそして前の印刷機械運転が完了するまで積み重ね装置の中に貯蔵する。次に、使用された印刷マスターを印刷機械から除去しそしてクリーニングするために製版装置に(これも好ましくは版を載せていない手段の中に存在する中間的積み重ね装置を介して)機械的に移し、そして最後に、次の印刷作業用の材料を積み重ね装置から各々のカラーステーションC、M、YおよびKに機械的に移し、そこでそれらを一体化された露出装置により露出する。
【0023】
配置(ii)および(iii)では、本発明で使用できる印刷システムは配置(iii)では一体化されたコーテイング装置およびクリーニング装置並びにオフプレス露出装置を含んでなる。そのような場合には、露出装置と多色印刷機械との間の積み重ね装置並びに露出装置と印刷機械との間の版を載せている手段には好ましくは、各々の色選択を正しいカラーステーションに確実に到達させるために、例えばマイクロコンピューターにより駆動される何らかの情報が与えられる。多色印刷機械を含んでなる印刷システムの最も好ましい態様では、1つの積み重ね装置が製版装置により製造された像記録材料(またはオフプレス露出の場合には露出された材料)並びにクリーニング用に製版装置に逆に移される必要がある使用された印刷マスターを取り扱う。
【0024】
一例として、4つの基本色であるシアン(C)、マゼンタ(M)、イエロー(Y)およびブラック(K)を印刷するデジタルカラー印刷機械を用いる方法では、コーテイング装置がCカラーステーション用の像形成材料を作製し、そして印刷機械が前の印刷作業を行っている間にその材料を次に材料を一時的に貯蔵する積み重ね装置に移す。引き続き、Mステーション用の材料をコーテイングしそしてこれも積み重ね装置の中に貯蔵する。同様に、YおよびKステーション用の像形成材料を作製しそして印刷機械運転が完了するまで積み重ね装置の中に貯蔵する。次に、使用された印刷マスターを印刷機械から除去しそしてクリーニング装置に(これも好ましくは移動手段(d−a)中に存在する中間の積み重ね装置を介して)機械的に移し、そして最後に、次の印刷作業用の材料を積み重ね装置から各々のカラーステーションC、M、YおよびKに機械的に移し、そこでそれらを一体化された露出装置により露出する。
【0025】
最も好ましい態様では、1つの積み重ね装置がコーテイング装置により製造された像記録材料(またはオフプレス露出の場合には露出された材料)並びにクリーニング装置に移される必要がある使用された印刷マスターを取り扱う。図2に示されたようなオフプレス露出装置を有する完成システムはn*5個の基質(nはカラーステーションの数であり、それは典型的には2〜6の範囲または1回通過複合印刷の場合には12でありうる)、クリーニング装置中でクリーニングされている前の印刷作業(i−1)で使用されたn個の印刷マスター、印刷作業(i)中に印刷機械の中で使用されたn個の印刷マスター、露出装置と印刷装置との間の積み重ね装置の中に貯蔵されている次の印刷作業(i+1)用のn個の露出された像記録材料、印刷作業(i+2)用の露出装置中で露出されるn個の像記録材料、および印刷作業(i+3)用のコーテイング装置の中でコーテイングされるn個の基質を含有することができる。n個の材料が装置中に存在する状況に関して以上で参照する場合には、これはその装置中で処理される(コーテイングされ、露出され、クリーニングされる)1つの材料およびその装置の内部にある積み重ねユニット、例えばその装置の入り口または出口区分に存在する積み重ねユニットの中に貯蔵されているn−1個の材料であると理解できる。
【0026】
本発明の方法で使用される種々の要素の詳細な論議にはいる前に、本発明の多くの改変が可能であることが当業者にここで明らかになるはずであり、それらの中の3つの好ましい例が図面に示されている。
基質
本発明の方法で使用される基質は、インキおよび/またはインキ−不粘着性流体、例えば湿し水、に対する何らかの親和性を有していてもよい。インキ−不粘着性基質にインキ−受容性の像記録層、または露出および場合により行われる処理後にインキ−受容性になる像記録層を付与することにより、ドリオグラフィー材料を得ることができる。或いは、インキ−受容性基質にインキ−不粘着性像記録層、または露出および場合により行われる処理後にインキ−不粘着性になる像記録層を付与することにより、ドリオグラフィー材料を得ることもできる。親水性基質に疎水性像記録層、または露出および場合により行われる処理後に疎水性になる像記録層を付与することにより、従来の平版材料を得ることができる。或いは、疎水性基質に親水性の像記録層、または露出および場合により行われる処理後に親水性になる像記録層を付与することにより、従来の平版材料を得ることもできる。
【0027】
さらに別の態様によると、より特にインキ親和性のものから別のものに交換されることが基質ができ且つ露出および場合により行われる処理後に露出された並びに露出されなかった領域の中で基質上に残るいわゆる交換可能な像記録層で基質がコーテイングされる場合には、インキに対するまたはインキ−不粘着性流体に対する基質の親和性は無関係である。この態様では、印刷並びに非印刷領域は主として基質によってではなくコーテイングされた層により規定される。交換可能な層、より特に交換可能な重合体に関するさらなる詳細は以下の「像形成材料」の項に示される。
【0028】
基質はシート状の材料、例えば版、であってもよくまたはそれは円筒状の部品、例えばスリーブ、であってもよい。後者の場合には、印刷版を円筒形態で、例えばレーザーにより、結合させてもよい。そのような円筒状の印刷版は、例えば従来の印刷版のようにその上に設置される代わりに、印刷機械の印刷胴の上を滑らせることもできる。スリーブに関するさらなる詳細は例えば "Grafisch Nieuws", 15, 1995, page 4-6 に示されている。
【0029】
基質はアルミニウム支持体であってよい。特に好ましい基質は電気化学的に砂目かけされそして陽極酸化されたアルミニウム支持体である。陽極酸化されたアルミニウム支持体を処理してその表面の親水性を改良してもよい。例えば、アルミニウム支持体の表面を珪酸ナトリウム溶液で高められた温度、例えば95℃、において処理することにより、それを珪酸塩処理してもよい。或いは、無機フルオリドをさらに含有してもよい燐酸塩溶液で酸化アルミニウム表面を処理することを包含する燐酸塩処理を適用してもよい。さらに、酸化アルミニウム表面をクエン酸またはクエン酸塩溶液ですすいでもよい。この処理は室温において行うことができ、または約30〜50℃のわずかに高められた温度において行うこともできる。別の興味ある処理は、酸化アルミニウム表面を炭酸水素塩溶液ですすぐことを包含する。さらにその他に、酸化アルミニウム表面をポリビニルホスホン酸、ポリビニルメチルホスホン酸、ポリビニルアルコールの燐酸エステル類、ポリビニルスルホン酸、ポリビニルベンゼンスルホン酸、ポリビニルアルコールの硫酸エステル類、およびスルホン化された脂肪族アルデヒドとの反応により製造されるポリビニルアルコール類のアセタール類で処理してもよい。これらの後処理の1つもしくはそれ以上を単独でまたは組み合わせて行えることも証明されている。これらの処理のさらなる詳細な記述はGB−A− 1 084 070、DE−A− 4 423 140、DE−A− 4 417 907、EP−A− 659 909、EP−A− 537 633、DE−A− 4 001 466、EP−A− 292 801、EP−A− 291 760およびUS−P− 4 458 005に示されている。
【0030】
別の態様によると、基質は以下で「ベース層」と称する親水性層が付与されている柔軟性支持体でもありうる。柔軟性支持体は例えば紙、プラスチックフィルムまたはアルミニウムである。プラスチックフィルムの好ましい例はポリテレフタル酸エチレンフィルム、ポリナフタル酸エチレンフィルム、酢酸セルロースフィルム、ポリスチレンフィルム、ポリカーボネートフィルムなどである。プラスチックフィルム支持体は不透明であってもまたは透明であってもよい。
【0031】
ベース層は好ましくは、例えばホルムアルデヒド、グリオキサル、ポリイソシアナートまたは加水分解されたオルト珪酸テトラアルキルの如き硬膜剤で架橋結合された親水性結合剤から得られる架橋結合された親水性層である。後者が特に好ましい。親水性ベース層の厚さは0.2〜25μmの範囲内で変動できそして好ましくは1〜10μmである。
【0032】
ベース層中での使用のための親水性結合剤は例えば、親水性(共)重合体、例えばビニルアルコール、アクリルアミド、メチロールアクリルアミド、メチロールメタクリルアミド、アクリル酸、メタクリル酸、アクリル酸ヒドロキシエチル、メタクリル酸ヒドロキエチルのホモ重合体および共重合体または無水マレイン酸/ビニルメチルエーテル共重合体である。使用される(共)重合体または(共)重合体混合物の親水度は好ましくは、少なくとも60重量%、好ましくは80重量%、の程度まで加水分解されたポリ酢酸ビニルの親水度と同じかそれより高い。
【0033】
硬膜剤、特にオルト珪酸テトラアルキル、の量は好ましくは、1重量部の親水性結合剤当たり少なくとも0.2重量部、より好ましくは0.5〜5重量部の間、最も好ましくは1〜3重量部の間である。
【0034】
親水性ベース層はまた、層の機械的強度および多孔性を高める物質を含有してもよい。この目的のためにはコロイド状シリカを使用できる。使用されるコロイド状シリカは、例えば40nmまでの、例えば20nmの、平均粒子寸法を有するコロイド状シリカのいずれの市販されている水分散液の形態であってよい。さらに、コロイド状シリカより大きい寸法の不活性粒子、例えば J. Colloid and Interface Sci., Vol. 26, 1968, pages 62 to 69 に記載されているような Stoeber 法に従い製造されるシリカまたはアルミナ粒子または二酸化チタンもしくは他の重金属酸化物の粒子である少なくとも100nmの平均直径を有する粒子、を加えてもよい。これらの粒子を加えることにより、親水性ベース層の表面に背景領域中で水のための貯蔵場所として作用する顕微鏡的寸法の凹凸よりなる均一な粗いきめを与える。
【0035】
本発明に従う使用に適する親水性ベース層の特別な例はEP−A− 601 240、GB−P− 1 419 512、FR−P− 2 300 354、US−P− 3 971 660およびUS−P− 4 284 705に開示されている。
【0036】
基質層とも称する付着性改良層が付与されているフィルム支持体を使用することが特に好ましい。本発明に従う使用に特に適する付着性改良層はEP−A− 619 524、EP−A− 620 502およびEP−A− 619 525に開示されているように親水性結合剤およびコロイド状シリカを含んでなる。好ましくは、付着性改良層の中のシリカの量は200mg/m2〜750mg/m2の間である。さらに、シリカ対親水性結合剤の比は好ましくは1より大きく、そしてコロイド状シリカの表面積は好ましくは少なくとも300m2/グラム、より好ましくは少なくとも500m2/グラムである。
像形成材料
像形成材料は基質上に付与された少なくとも1つの像記録層よりなる。好ましくは、1つだけの層が基質上に付与される。材料は感光性または感熱性であってよく、後者が日光安定性のために好ましい。一般原則としては、特にオフプレス露出装置を用いる態様では、いずれの既知のダイレクト−ツー−プレート技術でも適する。露出後の処理を必要とする材料に関しては、露出装置を処理器に連結させることもできまたは露出装置が処理器を含んでなっていてもよい。処理を必要とする既知の材料は、例えば感光版、例えば光重合体版および銀拡散転写版、または例えば熱で誘発される重合体層の可溶化または重合体層の架橋結合を引き起こす熱で誘発される酸の放出(不溶化)による感熱版(いわゆる熱版)である。
【0037】
本発明における使用にとって非常に好ましい像形成材料は、処理を必要としないため印刷マスターが露出直後に得られるような像記録層を有する。これはオンプレス露出を用いる態様で特に有利である。或いは、材料をオンプレスで、例えば水性液体、湿し水および/またはインキを適用することにより、処理してもよい(いわゆる「隠された処理」)。
【0038】
無処理材料は種々の機構に基づくことができる。削摩版は典型的には、高エネルギー赤外レーザー露出により除去できる層、例えば金属層、または例えばニトロセルロースの如き自己酸化性重合体を含有してもよい熱的に不安定な層、を使用する。代表的な削摩材料はEP 628 409、WO98/55330、US5,401,611、DE 19 748 711、US 5,605,780、US 5,691,114、WO97/00735、US 4,054,094およびEP 882 582に開示されている。非削摩無処理版は例えば疎水性状態から親水性状態に(WO92/09934、EP 652 483)または逆に(US 4,081,572、EP 200,488、EP 924 065)像通りに転化されうる交換可能な重合体(例えばEP 924 102)を含んでなる。無処理版の他の例はマイクロカプセルの熱的に誘発される破壊およびその後のマイクロカプセル化された親油性物質(イソシアナート類)と架橋結合された親水性結合剤上の官能基(ヒドロキシル基)との反応に基づく(US 5,569,573、EP 646 476、WO94/2395、WO98/29258)。
【0039】
像形成層の最も好ましい組成は、例えばEP 770 494、EP 770 495、EP 770 497、EP 773 112、EP 774 364、およびEP 849 090に記載されているように、親水性結合剤中の疎水性熱可塑性重合体粒子の熱で誘発される融合による。これらの物質はインキおよび/または湿し水によるオンプレスの(「隠された」)処理用に特に設定される。融合した重合体粒子は疎水性の印刷領域を規定しそしてインキまたは湿し水の中に溶解しないが、未露出層はインキおよび/または湿し水の中に容易に溶解する。後者の態様の成分(熱可塑性重合体ラテックスおよび親水性結合剤)を次にさらに詳細に記載する。
【0040】
疎水性熱可塑性重合体粒子は好ましくは35℃より上のそしてより好ましくは50℃より上の凝固温度を有する。凝固は熱の影響下での熱可塑性重合体粒子の軟化または溶融から生じうる。熱可塑性疎水性重合体粒子の凝固温度の特定の上限はないが、この温度は重合体粒子の分解より充分低くなければならない。好ましくは、凝固温度は重合体粒子の分解が起きる温度より少なくとも10℃低い。疎水性重合体粒子の具体例は例えば、ポリエチレン、ポリ塩化ビニル、ポリ(メタ)アクリル酸メチル、ポリ(メタ)アクリル酸エチル、ポリ塩化ビニリデン、ポリアクリロニトリル、ポリビニルカルバゾール、ポリスチレンまたはそれらの共重合体である。ポリスチレンが最も好ましく使用される。重合体の重量平均分子量は5,000〜1,000,000g/モルの範囲でありうる。疎水性粒子は0.01μm〜50μmの、より好ましくは0.05μm〜10μmの間の、そして最も好ましくは0.05μm〜2μmの間の粒子寸法を有することができる。像形成層の中に含有される疎水性熱可塑性重合体粒子は好ましくは20重量%〜65重量%の間、そしてより好ましくは25重量%〜55重量%の間、そして最も好ましくは30重量%〜45重量%の間である。
【0041】
重合体粒子は像形成層の水性コーテイング液中の分散液として存在しそしてUS 3,476,937に開示されている方法により製造することができる。熱可塑性重合体粒子の水性分散液の製造に特に適する別の方法は、
−疎水性熱可塑性重合体を水非混和性有機溶媒の中に溶解させ、
−このようにして得られた溶液を水中または水性媒体中に分散させそして
−有機溶液を蒸発により除去する
ことを含んでなる。
【0042】
適する親水性結合剤は例えば、合成ホモまたは共重合体、例えばポリビニルアルコール、ポリ(メタ)アクリル酸、ポリ(メタ)アクリルアミド、ポリ(メタ)アクリル酸ヒドロキシエチル、ポリビニルメチルエーテル、または天然結合剤、例えばゼラチン、多糖、例えばデキストラン、プルラン、セルロース、アラビアゴム、アルギン酸である。
【0043】
熱で誘発される重合体ラテックス融合に基づく像形成層は好ましくは、赤外光線を熱に転化させうる1種もしくはそれ以上の化合物を含有する感赤外層である。特に有用な化合物は例えば、赤外染料、カーボンブラック、金属炭化物、ホウ化物、窒化物、炭窒化物、青銅構造酸化物、および伝導性重合体分散液、例えばポリピロール、ポリアニリンまたはポリチオフェンをベースにした伝導性重合体分散液である。
コーテイング段階
コーテイング装置は、像記録層を基質上に適用するための手段を含んでなる。正確なコーテイング厚さを得るためには、同じ基質上でコーテイングを数回繰り返すことが必要かもしれない。
【0044】
コーテイングは、EP 1 048 458に記載されたようなドナー物質からの熱または摩擦で誘発される転写により、または例えばEP−A 974 455および99年11月3日に出願されたEP−A番号99203682に記載されたような粉末コーテイングにより、またはいずれかの既知のコーテイング方法、例えば回転コーテイング、浸漬コーテイング、バーコーテイング、ブレードコーテイング、エアナイフコーテイング、グラビアコーテイング、反転ロールコーテイング、押し出しコーテイング、スライドコーテイングおよびカーテンコーテイング、に従い液体溶液をコーテイングすることにより、適用できる。これらのコーテイング技術の概観は文献"Modern Coating and Drying Technology", Edward Cohen and Edgar B. Gutoff Editors, VCH publishers, Inc, New York, NY, 1992 に見ることができる。コーテイング溶液を基質に、印刷技術、例えばインキ噴射印刷、グラビア印刷、フレキソ印刷、またはオフセット印刷、により適用することも可能である。00年7月31日に出願されたEP−A 番号00202700に記載されたようなインキ噴射印刷が非常に好ましい。
【0045】
最も好ましい態様によると、コーテイング溶液を基質上に噴霧ノズルを含んでなるヘッドにより噴霧する。噴霧パラメーターの好ましい値は、両者とも1999年9月15日に出願されたEP−A 番号99203064およびEP−A 番号 99203065で定義されている。好ましい配置では、基質がドラムの外表面上に設置されそしてドラムが角度のある方向に回転する間に噴霧ヘッドが基質に沿って軸方向に移動する。
【0046】
噴霧または噴射によるコーテイングが、以上で示された親水性結合剤中の熱可塑性重合体粒子の熱で誘発される融合に基づく像形成層の最も好ましい組成の層を適用するための好ましい技術である。
露出段階
本発明の1つの態様によると、像形成材料をオフプレス露出装置により像通りに露出しそして引き続き印刷機械の印刷胴の上に設置する。別の態様によると、使用される像形成材料を、印刷胴の上に設置しながら、オンプレスで一体化された露出装置により露出する。本発明で使用される像形成材料は熱または光に、例えば熱ヘッド、LED類またはレーザーヘッドにより、露出される。好ましくは、1種もしくはそれ以上のレーザー、例えばHe/NeまたはArレーザー、が使用される。最も好ましくは、日光安定性材料を使用できるようにするためには露出用に使用される光線は可視光線でなく、例えば紫外(レーザー)光線または約700〜約1500nmの範囲内の波長を有する近赤外光線を発生するレーザー、例えば半導体レーザーダイオード、Nd:YAGまたはNd:YLFレーザー、が使用される。必要なレーザー出力は像記録層の感度、スポット直径(1/e2の最大強度における最新のプレート−セッターの典型的な値:10〜25μm)により決められるレーザー光線の画素滞在時間、走査速度および露出装置の選択(すなわちしばしば1インチ当たりのドット数すなわちdpiで表示される1単位の線距離当たりのアドレス可能な画素の数;典型的な値:1000〜4000dpi)に依存する。
【0047】
2つのタイプのレーザー−露出装置、すなわち内部ドラム(ITD)および外部ドラム(XTD)プレート−セッター、が一般的に使用される。ITDプレート−セッターは典型的には500m/秒までの非常に高い走査速度により特徴づけられ、そして数ワットのレーザー出力を必要とする。約200mW〜約1Wの典型的なレーザー出力を有するXTDプレート−セッターは例えば0.1〜10m/秒の比較的低い走査速度で操作される。
【0048】
既知のプレート−セッターを本発明においてオフプレス露出装置として使用することができる。これが短縮された印刷機械の非稼働時間の利点を与える。XTDプレート−セッター配置はオンプレス露出用にも使用することができ、多色印刷機械中の迅速な見当合わせの利点を与える。オンプレス露出装置のより多くの技術的な詳細は例えばUS 5,174,205およびUS 5,163,368に記載されている。
場合により行われる処理段階
上記のように、処理器に関する要望は像形成材料の選択に依存する。処理を必要とする材料は好ましくはオフプレス露出装置の中で使用され、その露出装置は処理装置に機械的に連結されていてもよくまたは処理装置を含んでなっていてもよい。より好ましくは、無処理材料またはインキおよび/または湿し水を像記録層に供給することによりオンプレスで処理できる材料が使用される。
【0049】
以上で「像形成材料」の項で論じられたように、親水性結合剤中の疎水性熱可塑性重合体粒子の熱で誘発される融合に依存する材料が、インキおよび/または湿し水によるそのような「隠されたオンプレス処理」を可能にする好例である。そのような材料は印刷機械上に設置することができ、そしてその上部に設置された像形成要素を有する印刷胴が回転する間に、湿し水を供給する湿し水ローラーが像形成要素上に降下しそして引き続きそこにインキローラーが降下する。一般的には、印刷胴の約10回の回転後に、最初のきれいで使用できる印刷物が得られる。そのような材料を処理するための別の方法によると、インキローラーおよび湿し水ローラーを同時に降下させることもできまたはインキローラーを最初に降下させることもできる。
【0050】
そのような材料と関連して使用できる適当な湿し水は、一般的には酸性pHを有し且つ例えばイソプロパノールの如きアルコールを含んでなる水性液体である。
【0051】
他の材料、例えば削摩像形成材料、との組み合わせでは、像形成材料を印刷機械上に設置する前もしくは後にまたは少なくとも印刷機械が運転開始する前に像通りに露出された像形成材料の像記録層を(削摩破片を除去するために)例えば水に浸けた綿パッドまたはスポンジで拭うことが有利である。
【0052】
平版像を得るために必要であるかもしれない場合により行われる処理の他に、別の像形成後処理、例えば定着段階、後焼き段階、ゴム引き段階、すすぎ段階など、を使用することができる。これらの段階を行うための手段を処理器の中で一体化することができる。印刷機械を始動する前に、印刷マスターの平版像の上で行われる(光学的)測定からの結果を多色印刷機械中でのマスターの見当合わせの補正用にまたは印刷機械のインキキーの調節用に使用することができる。
クリーニング段階
クリーニング装置の中で、使用された印刷マスターのインキ−受容領域がクリーニング手段により基質から除去される。クリーニング段階は好ましくは、基質の平版表面の低い劣化危険性によりそして実行が難しい解決法でありうるインキ−受容領域の効果的な除去により特徴づけられる。クリーニング手段は、基質の表面を走査方式で処理するための手段、例えば削摩によるクリーニング用のレーザーヘッドまたはクリーニング液を基質上に噴射もしくは噴霧するためのノズルを含んでなるクリーニングヘッド、でありうる。或いは、クリーニングを印刷マスターを内部に浸漬させるクリーニング液を含む浸漬タンクの中で行うこともできる。クリーニング用の上記の手段を超音波処理または機械的クリーニング手段と組み合わせることができる。基質をクリーニングするために適する機械的手段は例えば、基質を剥離するための手段、クリーニング液で湿らせてもよい基質をこするための手段、例えば回転ブラシ、布もしくは他の吸収手段、または水もしくは揮発性媒体、例えば空気、溶媒もしくはドライアイスペレットを噴射するための手段である。
【0053】
好ましいクリーニング液は充分に有効でなければならず、例えばコーテイング、露出、印刷およびクリーニングの数回(好ましくは>10、最も好ましくは>20)のサイクル後にゴースト像の出現を回避可能なものであるべきである。クリーニング液の他の好ましい特徴は、環境汚染を回避するための低い揮発性有機物含有量および製版装置のハードウエアに対する不活性さであり、例えばそれは好ましくは製版装置中で使用されるゴム、シールまたは他の材料に影響を与えない液体である。上記の条件に合う適するクリーニング液組成物は、全てが2000年1月18日に出願されたEP−A 番号00200176、00200177および00200178に開示されている。
【0054】
親水性結合剤中に疎水性熱可塑性重合体粒子を含んでなる、以上で論じられた、最も好ましい像形成材料のクリーニング用には、クリーニング液は好ましくは有機液体の水性液体中乳化液である。この乳化液の製造は好ましくは製版装置の中で行われ、それは例えば少なくとも1つの二重結合を含有する環式有機化合物、アルコール、水および乳化剤の混合物を撹拌することにより有機液体を水性液体と混合して該乳化液を形成するための手段を含んでなることができる。好ましくは、製版装置は例えば乳化液を加熱して相分離を誘発させることにより乳化液を(使用後に)有機相および水相に分離するための手段を含んでなっていてもよい。このようにして得られる再循環される水を新しい乳化液の製造用にまたはクリーニング後にもしくは再コーテイング前に基質をすすぐために使用することができる。
【0055】
クリーニング装置は好ましくは、クリーニング段階後に基質をすすぐための手段、例えば水または水溶液を基質上に供給する、例えば噴霧もしくは噴射するための手段を含んでなっていてもよい。版を次に例えば熱い空気、真空抽出または吸収媒体、例えば布により乾燥することができる。
移動手段
移動手段は、基質、像形成材料または使用された印刷マスターを1つの装置から他の装置に移す、運ぶまたは運搬することが可能な機構を含んでなる。そのような機構は当業界で既知でありそして版−取り扱い装置の中で広く使用されている。移動手段はコンベアベルト、グリッパー、吸引キャップ、ローラー、鎖などを含んでなってもよい。可視光線に敏感な材料を移す場合には、移動手段は好ましくは耐光性であり、すなわち材料を光から遮蔽しながらそれを移すことができる(同じ仕様は本発明で使用されるいずれの他の装置にも有効である)。
【0056】
材料を印刷機械に機械的に移すための手段は好ましくは、材料を版胴上に設置する機構を含む。使用された印刷マスターを印刷機械からクリーニング装置に機械的に移すために使用される手段は好ましくは、印刷マスターを版胴から除去する機構を含む。版は通常は胴にクランプにより固定されるが、スリーブは胴の上を滑る。
積み重ね装置
積み重ね装置は、基質、像形成要素または印刷マスターをサイクル中の1つの装置と次の装置との間で一時的に貯蔵するための緩衝器として作用する。そのような装置の種々の特徴は以上ですでに論じられている。積み重ね装置は、コーテイング装置から露出装置(これはオンプレスまたはオフプレスであってよい)への、オフプレス露出装置から印刷機械への、そして印刷機械からクリーニング装置への機械的移動手段のための手段の中で使用してもよい。
【0057】
材料を多色印刷機械に機械的に移すための手段の中で使用される場合には、積み重ね装置は好ましくは正確な色選択を正確な時機に印刷機械の正確なカラーステーションに向けるシステムにより駆動される。積み重ね装置は装置中の温度および/または湿度を調整および調節するための手段を含んでなっていてもよくそして感光性材料を取り扱う場合には耐光性でなければならない。
【0058】
オフプレス露出装置と印刷機械との間またはコーテイング装置とデジタル印刷機械との間の積み重ね装置は、基質を曲げておよび/または穴をあけて材料を容易に印刷機械上に設置する準備をするための手段を含んでなっていてもよい。基質の曲げを戻すための手段を積み重ね装置中に印刷機械とクリーニング装置との間に含んでもよい。曲げるためおよび曲げを戻すためのそのような手段を本発明の別の装置の中に含んでもよい。
【図面の簡単な説明】
【図1】図1はオンプレス露出装置が使用される本発明の方法の好ましい態様を図式的に示す。
【図2】図2はコーテイング装置と一体化されていないオフプレス露出装置が使用される本発明の方法の別の好ましい態様を図式的に示す。
【図3】図3はコーテイング装置と一体化されているオフプレス露出装置が使用される本発明の方法の別の好ましい態様を図式的に示す。
Claims (21)
- 移動手段(a−b)によりオンプレス露出装置に機械的に連結されているオフプレスコーテイング装置、印刷機械、および移動手段(c−d)により印刷機械に機械的に連結されているオフプレスクリーニング装置を用いる平版印刷のダイレクト−ツー−プレート方法であって、
(a) 像記録層を基質上にコーテイング装置により適用することにより像形成材料を作製し、そして像形成材料をコーテイング装置から露出装置に移動手段(a−b)により移し、
(b) 像記録層を露出装置により熱または光に露出することにより平版像を有する印刷マスターを作製し、
(c) 平版像にインキを供給しそしてインキを平版像から紙または他の受容体材料に印刷機械により移し、そして印刷マスターを印刷機械からクリーニング装置に移動手段(c−d)により移し、
(d) クリーニング装置中で平版像を基質から除去し、それにより再循環される基質を得、
(e) 該再循環される基質を段階(a)、(b)、(c)、(d)および(e)よりなる次のサイクルで使用する
段階を含んでなる方法。 - 印刷機械が移動手段(a−b)により同じコーテイング装置に連結されている露出装置を各々含んでなる複数のカラーステーションを含んでなる請求項1に記載の方法。
- 移動手段(a−b)がコーテイング装置と各露出装置とに機械的に連結されている積み重ね装置を含んでなる請求項2に記載の方法。
- 各カラーステーションが移動手段(c−d)により同じクリーニング装置に連結されている請求項2または3に記載の方法。
- 移動手段(c−d)がクリーニング装置と各カラーステーションとに機械的に連結されている積み重ね装置を含んでなる請求項4に記載の方法。
- 移動手段(a−b)によりオフプレス露出装置に機械的に連結されているオフプレスコーテイング装置、移動手段(b−c)により印刷機械に機械的に連結されている露出装置、および移動手段(c−d)により印刷機械に機械的に連結されているオフプレスクリーニング装置を用いる平版印刷のダイレクト−ツー−プレート方法であって、
(a) 像記録層を基質上にコーテイング装置により適用することにより像形成材料を作製し、そして像形成材料をコーテイング装置から露出装置に移動手段(a−b)により移し、
(b) 像記録層を露出装置により熱または光に露出することにより平版像を有する印刷マスターを作製し、そして印刷マスターを露出装置から印刷機械に移動手段(b−c)により移し、
(c) 平版像にインキを供給しそしてインキを平版像から紙または他の受容体材料に印刷機械により移し、そして印刷マスターを印刷機械からクリーニング装置に移動手段(c−d)により移し、
(d) クリーニング装置中で平版像を基質から除去し、それにより再循環される基質を得、
(e) 該再循環される基質を段階(a)、(b)、(c)、(d)および(e)よりなる次のサイクルで使用する
段階を含んでなる方法。 - 印刷機械が移動手段(b−c)により同じ露出装置に各々連結されている複数のカラーステーションを含んでなる請求項6に記載の方法。
- 移動手段(b−c)が露出装置と各カラーステーションとに機械的に連結されている積み重ね装置を含んでなる請求項7に記載の方法。
- 各カラーステーションが移動手段(c−d)により同じクリーニング装置に連結されている請求項7または8に記載の方法。
- 移動手段(c−d)がクリーニング装置と各カラーステーションとに機械的に連結されている積み重ね装置を含んでなる請求項9に記載の方法。
- オフプレスコーテイング装置、移動手段(b−c)により印刷機械に機械的に連結されている同じ装置中でコーテイング装置と一体化されている製版装置として定義されるオフプレス露出装置、および移動手段(c−d)により印刷機械に機械的に連結されているオフプレスクリーニング装置を用いる平版印刷のダイレクト−ツー−プレート方法であって、
(a) 像記録層を基質上にコーテイング装置により適用することにより像形成材料を作製し、
(b) 像記録層を露出装置により熱または光に露出することにより平版像を有する印刷マスターを作製し、そして印刷マスターを製版装置から印刷機械に移動手段(b−c)により移し、
(c) 平版像にインキを供給しそしてインキを平版像から紙または他の受容体材料に印刷機械により移し、そして印刷マスターを印刷機械からクリーニング装置に移動手段(c−d)により移し、
(d) クリーニング装置中で平版像を基質から除去し、それにより再循環される基質を得、
(e) 該再循環される基質を段階(a)、(b)、(c)、(d)および(e)よりなる次のサイクルで使用する
段階を含んでなる方法。 - 印刷機械が移動手段(b−c)により同じ製版装置に各々連結されている複数のカラーステーションを含んでなる請求項11に記載の方法。
- 移動手段(b−c)が製版装置と各カラーステーションとに機械的に連結されている積み重ね装置を含んでなる請求項12に記載の方法。
- 各カラーステーションが移動手段(c−d)により同じクリーニング装置に連結されている請求項12または13に記載の方法。
- 移動手段(c−d)がクリーニング装置と各カラーステーションとに機械的に連結されている積み重ね装置を含んでなる請求項14に記載の方法。
- クリーニング装置がコーテイング装置に移動手段(d−a)により連結されており、そして、段階(d)および(a)の間で、基質がクリーニング装置からコーテイング装置に該移動手段(d−a)により移される請求項1〜15のいずれかに記載の方法。
- 移動手段(d−a)がコーテイング装置とクリーニング装置とに連結されている積み重ね装置を含んでなる請求項16に記載の方法。
- 基質が親水性表面を有しそして像形成層がネガ−作用性であり且つ疎水性熱可塑性重合体粒子および親水性結合剤を含んでなる請求項1〜17のいずれかに記載の方法。
- 段階(d)中にクリーニング液を平版像に供給し、クリーニング液が有機相の水相中乳化液である請求項1〜18のいずれかに記載の方法。
- クリーニング装置が有機液体を水性液体と混合することにより乳化液を製造する手段を含んでなる請求項19に記載の方法。
- クリーニング装置が有機相を水相から分離する手段を含んでなる請求項19または20に記載の方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP00203968A EP1142706B1 (en) | 2000-01-18 | 2000-11-14 | Direct-to-plate lithographic printing method using automatic plate-coating and -cleaning |
| EP00203968.3 | 2000-11-14 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2002210912A JP2002210912A (ja) | 2002-07-31 |
| JP4607395B2 true JP4607395B2 (ja) | 2011-01-05 |
Family
ID=8172259
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001347275A Expired - Fee Related JP4607395B2 (ja) | 2000-11-14 | 2001-11-13 | 自動的な版コーテイングおよび版クリーニングを用いるダイレクト−ツー−プレート平版印刷方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP4607395B2 (ja) |
| CA (1) | CA2361908A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102004015873B4 (de) | 2004-03-31 | 2007-03-22 | Joachim Fiedler | Lösbare Magnethalterung |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07112522A (ja) * | 1993-10-19 | 1995-05-02 | Fuji Photo Film Co Ltd | 製版コントロールシステム |
| JPH08216370A (ja) * | 1994-11-30 | 1996-08-27 | Koenig & Bauer Albert Ag | 版板の準備のための方法と装置 |
| JPH1058851A (ja) * | 1996-04-16 | 1998-03-03 | Agfa Gevaert Nv | 平版印刷版を製造及び像形成するための装置 |
-
2001
- 2001-11-13 CA CA 2361908 patent/CA2361908A1/en not_active Abandoned
- 2001-11-13 JP JP2001347275A patent/JP4607395B2/ja not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07112522A (ja) * | 1993-10-19 | 1995-05-02 | Fuji Photo Film Co Ltd | 製版コントロールシステム |
| JPH08216370A (ja) * | 1994-11-30 | 1996-08-27 | Koenig & Bauer Albert Ag | 版板の準備のための方法と装置 |
| JPH1058851A (ja) * | 1996-04-16 | 1998-03-03 | Agfa Gevaert Nv | 平版印刷版を製造及び像形成するための装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2002210912A (ja) | 2002-07-31 |
| CA2361908A1 (en) | 2002-05-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2300228B1 (en) | Imageable elements for providing waterless printing plates | |
| US6748864B2 (en) | Apparatus for automatic plate coating and cleaning | |
| JP2004155179A (ja) | 再使用可能なアルミニウム支持体からの平版印刷方法 | |
| EP1118472B1 (en) | Method of lithographic printing with a reusable printing plate substrate | |
| EP1118471B1 (en) | Method of lithographic printing with a reusable substrate | |
| US6487970B2 (en) | Method of lithographic printing with a reusable substrate | |
| US6694881B2 (en) | Direct-to-plate lithographic printing method using automatic plate-coating and cleaning | |
| EP1118470B1 (en) | Method of lithographic printing with a reusable substrate | |
| JP4607395B2 (ja) | 自動的な版コーテイングおよび版クリーニングを用いるダイレクト−ツー−プレート平版印刷方法 | |
| US6484638B2 (en) | Method of offset printing with a reusable substrate | |
| EP1142706B1 (en) | Direct-to-plate lithographic printing method using automatic plate-coating and -cleaning | |
| EP1118473B1 (en) | Apparatus for automatically coating and cleaning lithographic printing plates | |
| EP0940252A1 (en) | Rotary printing press with an integrated image-setter comprising a hollow transparent cylinder as exposure drum | |
| EP1048458B1 (en) | Method for making a lithographic printing master | |
| US6190828B1 (en) | Method for making a lithographic printing master | |
| EP1243411B1 (en) | Method of coating an image-recording layer by ink-jet | |
| US6460458B2 (en) | Method of planographic printing with a reusable substrate | |
| JP2002200730A (ja) | 自動的な版コーテイングおよび版クリーニング用の装置 | |
| EP1228871A1 (en) | Apparatus for cleaning a surface | |
| EP1188578B1 (en) | Method of lithographic printing with a reusable substrate | |
| US20020136983A1 (en) | Method of coating an image-recording layer by valve-jet | |
| JP2002333705A (ja) | ネガティブ作用性感熱性平版印刷版前駆体の製造法 | |
| US20030113437A1 (en) | Metered application of imageable media | |
| DE60007953T2 (de) | Vorrichtung für die automatische Beschichtung und Reinigung lithographischer Druckplatten | |
| JP2001105763A (ja) | 平版印刷マスターの消去方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040916 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070911 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20071211 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20071214 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20080111 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20080117 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080207 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20080319 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080902 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20081110 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090609 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090907 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091201 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20100226 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20100303 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100331 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100928 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20101007 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131015 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |