JP4557721B2 - 高純度目的物の製造及び/又は処理の方法 - Google Patents
高純度目的物の製造及び/又は処理の方法 Download PDFInfo
- Publication number
- JP4557721B2 JP4557721B2 JP2004554212A JP2004554212A JP4557721B2 JP 4557721 B2 JP4557721 B2 JP 4557721B2 JP 2004554212 A JP2004554212 A JP 2004554212A JP 2004554212 A JP2004554212 A JP 2004554212A JP 4557721 B2 JP4557721 B2 JP 4557721B2
- Authority
- JP
- Japan
- Prior art keywords
- purity
- fluid
- target compound
- syringe
- purity target
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 71
- 239000012530 fluid Substances 0.000 claims abstract description 127
- 238000000034 method Methods 0.000 claims abstract description 121
- 230000008569 process Effects 0.000 claims abstract description 50
- 238000000465 moulding Methods 0.000 claims abstract description 25
- 238000012545 processing Methods 0.000 claims description 66
- 230000001681 protective effect Effects 0.000 claims description 17
- 229910052710 silicon Inorganic materials 0.000 claims description 15
- 239000010703 silicon Substances 0.000 claims description 15
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 claims description 14
- 230000000694 effects Effects 0.000 claims description 13
- 238000001816 cooling Methods 0.000 claims description 11
- 230000001954 sterilising effect Effects 0.000 claims description 10
- 230000001143 conditioned effect Effects 0.000 claims description 9
- 230000003068 static effect Effects 0.000 claims description 8
- 230000005611 electricity Effects 0.000 claims description 7
- 238000011049 filling Methods 0.000 claims description 6
- 238000000576 coating method Methods 0.000 claims description 4
- 239000002184 metal Substances 0.000 claims description 3
- 229910052751 metal Inorganic materials 0.000 claims description 3
- 150000001875 compounds Chemical class 0.000 claims 13
- MEKOFIRRDATTAG-UHFFFAOYSA-N 2,2,5,8-tetramethyl-3,4-dihydrochromen-6-ol Chemical compound C1CC(C)(C)OC2=C1C(C)=C(O)C=C2C MEKOFIRRDATTAG-UHFFFAOYSA-N 0.000 claims 10
- 238000003672 processing method Methods 0.000 claims 6
- 238000007493 shaping process Methods 0.000 claims 1
- 238000005406 washing Methods 0.000 abstract description 3
- 230000001747 exhibiting effect Effects 0.000 abstract 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 abstract 1
- 239000003570 air Substances 0.000 description 57
- 238000011109 contamination Methods 0.000 description 37
- 239000004033 plastic Substances 0.000 description 29
- 229920003023 plastic Polymers 0.000 description 29
- 239000012080 ambient air Substances 0.000 description 19
- 239000003814 drug Substances 0.000 description 16
- 238000001746 injection moulding Methods 0.000 description 15
- 229940079593 drug Drugs 0.000 description 12
- 238000004140 cleaning Methods 0.000 description 11
- 238000012546 transfer Methods 0.000 description 11
- 239000010419 fine particle Substances 0.000 description 10
- 230000007613 environmental effect Effects 0.000 description 9
- 241000894006 Bacteria Species 0.000 description 8
- 238000007689 inspection Methods 0.000 description 7
- 238000004806 packaging method and process Methods 0.000 description 7
- 230000036961 partial effect Effects 0.000 description 6
- 239000011521 glass Substances 0.000 description 5
- 230000003749 cleanliness Effects 0.000 description 4
- 239000002158 endotoxin Substances 0.000 description 4
- -1 for example Substances 0.000 description 4
- 238000002347 injection Methods 0.000 description 4
- 239000007924 injection Substances 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 238000004659 sterilization and disinfection Methods 0.000 description 4
- 238000007599 discharging Methods 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- 230000002829 reductive effect Effects 0.000 description 3
- 239000004698 Polyethylene Substances 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 238000013459 approach Methods 0.000 description 2
- 238000005266 casting Methods 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 239000011859 microparticle Substances 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 239000011148 porous material Substances 0.000 description 2
- 229940071643 prefilled syringe Drugs 0.000 description 2
- 238000010583 slow cooling Methods 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 206010013647 Drowning Diseases 0.000 description 1
- CBENFWSGALASAD-UHFFFAOYSA-N Ozone Chemical compound [O-][O+]=O CBENFWSGALASAD-UHFFFAOYSA-N 0.000 description 1
- 239000004809 Teflon Substances 0.000 description 1
- 229920006362 Teflon® Polymers 0.000 description 1
- NRTOMJZYCJJWKI-UHFFFAOYSA-N Titanium nitride Chemical compound [Ti]#N NRTOMJZYCJJWKI-UHFFFAOYSA-N 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 230000004913 activation Effects 0.000 description 1
- 229920001871 amorphous plastic Polymers 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 229920001887 crystalline plastic Polymers 0.000 description 1
- 238000002425 crystallisation Methods 0.000 description 1
- 230000008025 crystallization Effects 0.000 description 1
- 125000004122 cyclic group Chemical group 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000004512 die casting Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000005429 filling process Methods 0.000 description 1
- 238000001914 filtration Methods 0.000 description 1
- 238000011010 flushing procedure Methods 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 238000010102 injection blow moulding Methods 0.000 description 1
- 238000002372 labelling Methods 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000009516 primary packaging Methods 0.000 description 1
- 239000011241 protective layer Substances 0.000 description 1
- 239000002510 pyrogen Substances 0.000 description 1
- 239000000376 reactant Substances 0.000 description 1
- 238000011012 sanitization Methods 0.000 description 1
- 238000009517 secondary packaging Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 150000003376 silicon Chemical class 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- 238000003856 thermoforming Methods 0.000 description 1
- 238000011179 visual inspection Methods 0.000 description 1
Images















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B3/00—Packaging plastic material, semiliquids, liquids or mixed solids and liquids, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B3/02—Machines characterised by the incorporation of means for making the containers or receptacles
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L2/00—Methods or apparatus for disinfecting or sterilising materials or objects other than foodstuffs or contact lenses; Accessories therefor
- A61L2/16—Methods or apparatus for disinfecting or sterilising materials or objects other than foodstuffs or contact lenses; Accessories therefor using chemical substances
- A61L2/20—Gaseous substances, e.g. vapours
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L2/00—Methods or apparatus for disinfecting or sterilising materials or objects other than foodstuffs or contact lenses; Accessories therefor
- A61L2/16—Methods or apparatus for disinfecting or sterilising materials or objects other than foodstuffs or contact lenses; Accessories therefor using chemical substances
- A61L2/20—Gaseous substances, e.g. vapours
- A61L2/202—Ozone
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B3/00—Packaging plastic material, semiliquids, liquids or mixed solids and liquids, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B55/00—Preserving, protecting or purifying packages or package contents in association with packaging
- B65B55/02—Sterilising, e.g. of complete packages
- B65B55/04—Sterilising wrappers or receptacles prior to, or during, packaging
- B65B55/10—Sterilising wrappers or receptacles prior to, or during, packaging by liquids or gases
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L2202/00—Aspects relating to methods or apparatus for disinfecting or sterilising materials or objects
- A61L2202/20—Targets to be treated
- A61L2202/23—Containers, e.g. vials, bottles, syringes, mail
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/1701—Component parts, details or accessories; Auxiliary operations using a particular environment during moulding, e.g. moisture-free or dust-free
Description
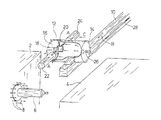
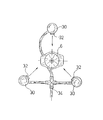
6 注射器
8 ノズル
10 ロボットアーム
12 把持手段
14 鐘
16 開口
18、20 把持部
22、24 作動部
26 気体流入開口開口、ノズル
28 導管
30 ノズル管
32 ノズル
34 管コンジット式
36 射出成形機
38 加工処理装置
40 回転ラック
42 テーブル
Claims (28)
- 高純度目的物(6)が、成形金型(2、4)内で熱成形され、前記成形金型(2、4)から取り外される取り外し工程が完了するまでの間、及び、後続の加工処理工程の間、当該高純度目的物(6)の周囲を流れる流体流れ又は包囲する流体流れによって周囲環境から遮蔽されることを特徴とする高純度目的物(6)の製造および/または処理の方法。
- 前記高純度目的物(6)が、医療用容器(6)の部品又は医療用容器(6)である請求項1に記載の高純度目的物(6)の製造および/または処理の方法。
- 前記高純度目的物(6)の周囲を流れる流体が、空気又はフィルター処理された空気である請求項1に記載の高純度目的物(6)の製造および/または処理の方法。
- 前記高純度目的物(6)の周囲を流れる流体は、当該高純度目的物(6)が静電気を帯びないようにおよび/または当該高純度目的物(6)の再帯電を無効にするように処理された調整済みの空気である請求項1〜3のいずれか1項に記載の高純度目的物(6)の製造および/または処理の方法。
- 前記高純度目的物(6)の周囲を流れる流体が、イオン化空気である請求項1〜4のいずれか1項に記載の高純度目的物(6)の製造および/または処理の方法。
- 前記高純度目的物(6)の周囲を流れる流体が、少なくとも殺菌流体又は気体を含んでいる請求項1〜5のいずれか1項に記載の高純度目的物(6)の製造および/または処理の方法。
- 流体による前記高純度目的物(6)の包囲は、当該高純度目的物(6)が未だ前記成形金型(2、4)内にある状態から開始される請求項1〜6のいずれか1項に記載の高純度目的物(6)の製造および/または処理の方法。
- 前記成形金型(2、4)からの前記高純度目的物(6)の取り外しは、確定した経路上を辿る機械によって実行される請求項1〜7のいずれか1項に記載の高純度目的物(6)の製造および/または処理の方法。
- 前記高純度目的物(6)は、ロボット(10)によって前記成形金型(2、4)から取り外されると同時に前記成形金型(2、4)内に配置された排出装置によって前記成形金型(2、4)から切り離される請求項8に記載の高純度目的物(6)の製造および/または処理の方法。
- 前記成形金型(2、4)からの前記高純度目的物(6)の取り外しは、その初期速度が低速で実行される請求項8又は請求項9に記載の高純度目的物(6)の製造および/または処理の方法。
- 前記成形金型(2、4)からの前記高純度目的物(6)の取り外しは、当該高純度目的物(6)の冷却が完了する前に実行される請求項1〜10のいずれか1項に記載の高純度目的物(6)の製造および/または処理の方法。
- 前記成形金型(2、4)からの前記高純度目的物(6)の取り外しは、ロボット(10)及び該ロボット(10)上に配置されて前記高純度目的物(6)周りに流体流れを作り出す少なくとも1つのノズル(8)によって実行される請求項1〜11のいずれか1項に記載の高純度目的物(6)の製造および/または処理の方法。
- 前記高純度目的物(6)を流体によって包囲する前記ノズルは(8)、少なくとも一方の前記成形金型(2)に配置される請求項1〜12のいずれか1項に記載の高純度目的物(6)の製造および/または処理の方法。
- 前記成形金型(2、4)は、該成形金型(2、4)からの前記高純度目的物(6)の取り外しが容易なように処理が施された表面を有する請求項1〜13のいずれか1項に記載の高純度目的物(6)の製造および/または処理の方法。
- 前記高純度目的物(6)は、流体によって包囲されることに加え、前記成形金型(2、4)から取り外される際に保護鐘(14)によって取り囲まれている請求項1〜14のいずれか1項に記載の高純度目的物(6)の製造および/または処理の方法。
- 前記成形金型(2、4)から前記高純度目的物(6)を取り外した後は、自動式、半自動式で後続の処理が行われる請求項1〜15のいずれか1項に記載の高純度目的物(6)の製造および/または処理の方法。
- 前記成形金型(2、4)から取り外された前記高純度目的物(6)の包囲流体による遮蔽は、後続の処理ステップおよび/または加工ステップにおいても維持されている請求項1〜16のいずれか1項に記載の高純度目的物(6)の製造および/または処理の方法。
- 前記成形金型(2、4)から取り外された前記高純度目的物(6)を包囲する流体を、当該高純度目的物(6)の急速冷却用に使用する請求項1〜17のいずれか1項に記載の高純度目的物(6)の製造および/または処理の方法。
- 前記成形金型(2、4)から取り外された前記高純度目的物(6)を包囲する流体を、当該高純度目的物(6)の低速冷却用に使用する請求項1〜18のいずれか1項に記載の高純度目的物(6)の製造および/または処理の方法。
- 前記高純度目的物(6)は、他の構成要素と結合され又は組み立てられる請求項1〜19のいずれか1項に記載の高純度目的物(6)の製造および/または処理の方法。
- 前記高純度目的物(6)は、他の構成要素と結合され又は組み立てられおよび/または充填、密閉された容器である請求項1〜20のいずれか1項に記載の高純度目的物(6)の製造および/または処理の方法。
- 少なくとも個々の方法ステップは、クリーンルーム規格のクラス1000又はそれ以下の清浄な制御環境下で実行される請求項1〜21のいずれか1項に記載の高純度目的物(6)の製造および/または処理の方法。
- 前記高純度目的物(6)のシリコン処理は、当該高純度目的物(6)を前記成形金型(2、4)から取り外した後に直接に実行される請求項1〜22のいずれか1項に記載の高純度目的物(6)の製造および/または処理の方法。
- 前記包囲流体は、前記高純度目的物(6)表面の特性に作用を与える請求項1〜23のいずれか1項に記載の高純度目的物(6)の製造および/または処理の方法。
- 前記包囲流体は、硬化および/または乾燥させる表面コーティングに使用される請求項24に記載の高純度目的物(6)の製造および/または処理の方法。
- 高純度目的物(6)周りを流れる流体を送出する少なくとも1つのノズル(26)がハンドリング手段(10)に配置されていることを特徴とする高純度目的物(6)の処理装置。
- 前記ハンドリング手段は、把持手段(12)の近傍に前記少なくとも1つのノズル(26)が配置される前記把持手段(12)を備えるロボットアーム(10)である請求項26に記載の高純度目的物(6)の処理装置。
- 送出される流体を少なくとも部分的にカバーする保護鐘(14)が前記ハンドリング手段(10)に配置されている請求項26又は請求項27に記載の高純度目的物(6)の処理装置。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10254762A DE10254762A1 (de) | 2002-11-22 | 2002-11-22 | Verfahren zur Herstellung und/oder Handhabung eines hochreinen Gegenstandes |
| PCT/DE2003/003861 WO2004048207A2 (de) | 2002-11-22 | 2003-11-21 | Verfahren zur herstellung und/oder handhabung eines hochreinen gegenstandes |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006513053A JP2006513053A (ja) | 2006-04-20 |
| JP4557721B2 true JP4557721B2 (ja) | 2010-10-06 |
Family
ID=32308684
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004554212A Expired - Fee Related JP4557721B2 (ja) | 2002-11-22 | 2003-11-21 | 高純度目的物の製造及び/又は処理の方法 |
Country Status (16)
| Country | Link |
|---|---|
| US (3) | US20040154269A1 (ja) |
| EP (1) | EP1575833B1 (ja) |
| JP (1) | JP4557721B2 (ja) |
| KR (1) | KR100911955B1 (ja) |
| CN (1) | CN100436262C (ja) |
| AT (1) | ATE394309T1 (ja) |
| AU (1) | AU2003292973C1 (ja) |
| CA (1) | CA2507635C (ja) |
| CY (1) | CY1108236T1 (ja) |
| DE (2) | DE10254762A1 (ja) |
| DK (1) | DK1575833T3 (ja) |
| ES (1) | ES2306912T3 (ja) |
| HK (1) | HK1087077A1 (ja) |
| PT (1) | PT1575833E (ja) |
| SI (1) | SI1575833T1 (ja) |
| WO (1) | WO2004048207A2 (ja) |
Families Citing this family (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20070169434A1 (en) * | 2006-01-26 | 2007-07-26 | Shawn Kinney | Process for aseptic vacuum filling and stoppering of low viscosity liquids in syringes |
| DE102006049134A1 (de) * | 2006-10-18 | 2008-04-24 | Khs Ag | Verfahren und Vorrichtung zur Behandlung von Behältern aus Kunststoff |
| CN103588154B (zh) * | 2008-05-20 | 2016-07-27 | 大日本印刷株式会社 | 饮料填充装置 |
| JP2011021874A (ja) * | 2009-06-19 | 2011-02-03 | Seiko Epson Corp | チャンバー装置、これを備えたロボットセルおよびチャンバールームの換気方法 |
| JP5336949B2 (ja) * | 2009-06-30 | 2013-11-06 | サントリーホールディングス株式会社 | 樹脂製容器の帯電除去方法、樹脂製容器の殺菌充填方法、樹脂製容器の充填キャッピング方法、樹脂製容器の帯電除去装置および樹脂製容器の殺菌充填システム |
| DE102010034895A1 (de) * | 2010-08-19 | 2012-02-23 | Krones Aktiengesellschaft | Vorrichtung zum Behandeln von Verpackungen |
| DE102010048650B4 (de) * | 2010-10-15 | 2015-11-19 | Otto Männer Innovation GmbH | Vorrichtung zum Entformen von Spritzlingen |
| JP4955823B1 (ja) * | 2011-04-05 | 2012-06-20 | 日本省力機械株式会社 | ワーク取り出し仕上げ装置 |
| CN102633056A (zh) * | 2012-02-13 | 2012-08-15 | 北京万泰德瑞诊断技术有限公司 | 一种保持物品清洁度的方法及装置 |
| US8913123B2 (en) * | 2012-03-19 | 2014-12-16 | West Pharmaceutical Services, Inc. | Needle shield positioning system and method |
| DE102012013143A1 (de) * | 2012-07-03 | 2014-01-09 | Schilling Engineering GmbH | Vorrichtung zur Herstellung und Verpackung von hochreinen Spritzgussteilen |
| CA2921953A1 (en) * | 2013-10-04 | 2015-04-09 | Magna International Inc. | Cooling apparatus - using 3d printed micro porous material |
| WO2016008928A1 (en) * | 2014-07-17 | 2016-01-21 | Sacmi Imola S.C. | Device for unloading and storing preforms for the production of containers made of plastics |
| DE102017213861A1 (de) * | 2017-08-09 | 2019-02-14 | Krones Ag | Behälterbehandlungsanlage |
| FR3086607B1 (fr) | 2018-10-02 | 2021-06-04 | Faurecia Sieges Dautomobile | Dispositif de tablette escamotable pour siege de vehicule |
| RU2716299C1 (ru) * | 2019-08-07 | 2020-03-11 | Федеральное государственное бюджетное научное учреждение "Федеральный научный агроинженерный центр ВИМ" (ФГБНУ ФНАЦ ВИМ) | Модульная тепловая воздушная завеса для защиты проемов ворот с изменяемым вектором направления воздушной струи и регулируемой шириной щели |
| MX2022005966A (es) * | 2021-05-18 | 2023-05-15 | Gerresheimer Glas Gmbh | Método de procesamiento para unidades de empaque. . |
| CN113442373A (zh) * | 2021-08-02 | 2021-09-28 | 苏州得高塑胶容器有限公司 | 一种医疗产品用注塑机防护结构 |
| CN113997503A (zh) * | 2021-11-05 | 2022-02-01 | 江苏爱芮斯医疗科技股份有限公司 | 一种医疗器械用注塑成型装置和加工工艺 |
Family Cites Families (60)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE262182C (ja) | ||||
| US2400722A (en) * | 1944-07-10 | 1946-05-21 | Harry L Swan | Hypodermic needle case |
| US3128499A (en) * | 1961-06-15 | 1964-04-14 | Western Electric Co | Molding apparatus |
| US3375309A (en) * | 1964-06-17 | 1968-03-26 | Kohler General Inc | Method of introducing particulate moldable material into a confined space |
| US3539216A (en) * | 1968-01-11 | 1970-11-10 | Sprague Electric Co | Pickup device |
| US3789093A (en) * | 1971-12-08 | 1974-01-29 | R Bose | Method for accelerating the molding cycle by blanketing with dry carbon dioxide gas |
| US3963404A (en) * | 1973-06-08 | 1976-06-15 | Consupak, Inc. | Method and apparatus for multiple blow molding with rotary turntable |
| US3937609A (en) * | 1974-08-20 | 1976-02-10 | Ryder Leonard B | Method and apparatus for molding materials |
| US4029351A (en) * | 1976-06-02 | 1977-06-14 | International Business Machines Corporation | Bernoulli pickup head with self-restoring anti-tilt improvement |
| US4037830A (en) * | 1976-09-07 | 1977-07-26 | International Business Machines Corporation | Wafer handler |
| US4176153A (en) * | 1978-02-10 | 1979-11-27 | Automatic Liquid Packaging, Inc. | Unitary, hermetically-sealed but pierceable dispensing container |
| US4596110A (en) * | 1981-08-26 | 1986-06-24 | Automatic Liquid Packaging, Inc. | Container with insert having a fully or partially encapsulating seal with a frangible web formed against said insert |
| US4707966A (en) * | 1981-08-26 | 1987-11-24 | Automatic Liquid Packaging, Inc. | Container with an encapsulated top insert and method and apparatus for making same |
| US4422998A (en) * | 1982-04-22 | 1983-12-27 | Sorensen Jens Ole | Controlled ejection method for injection molding |
| DE3321195A1 (de) * | 1983-06-11 | 1984-12-13 | Bayer Ag, 5090 Leverkusen | Vorrichtung zur trockenhitzesterilisation von glasbehaeltnissen fuer parenterale arzneimittel |
| US4534921A (en) * | 1984-03-06 | 1985-08-13 | Asm Fico Tooling, B.V. | Method and apparatus for mold cleaning by reverse sputtering |
| JPS61502099A (ja) * | 1984-05-16 | 1986-09-25 | コスモノ−ル ソシエテ アノニム | 単量予充てん式注射器の製造方法および装置 |
| JPH067542B2 (ja) * | 1984-11-22 | 1994-01-26 | 株式会社日立製作所 | 製造装置 |
| US4723480A (en) * | 1985-04-19 | 1988-02-09 | Hitachi, Ltd. | Manufacturing apparatus with air cleaning device |
| US5067762A (en) * | 1985-06-18 | 1991-11-26 | Hiroshi Akashi | Non-contact conveying device |
| US4718463A (en) | 1985-12-20 | 1988-01-12 | Mallinckrodt, Inc. | Method of producing prefilled sterile plastic syringes |
| JPH0736418B2 (ja) * | 1986-05-19 | 1995-04-19 | 富士通株式会社 | ウエーハキャリア |
| US5080549A (en) * | 1987-05-11 | 1992-01-14 | Epsilon Technology, Inc. | Wafer handling system with Bernoulli pick-up |
| DD262182A1 (de) | 1987-07-02 | 1988-11-23 | Werkzeugmaschinenfabrik Herman | Werkstuecksaeuberungs- und schutzvorrichtung fuer eine fertigungszelle |
| JPS6475218A (en) * | 1987-09-18 | 1989-03-20 | Sanri Kk | Injection method of air flow to mold and its device in injection molding machine |
| JPH0236915A (ja) * | 1988-07-27 | 1990-02-06 | Sony Corp | 射出成形方法 |
| US5141430A (en) * | 1989-05-22 | 1992-08-25 | Galic Maus Ventures | Injection molding apparatus operating without opening the mold to airborne contaminants |
| JP2561749B2 (ja) * | 1990-10-11 | 1996-12-11 | 株式会社朝日工業社 | クリ−ンル−ムの空気循環方法 |
| US5316560A (en) * | 1993-03-19 | 1994-05-31 | Hughes Aircraft Company | Environment control apparatus |
| US5620425A (en) * | 1993-11-03 | 1997-04-15 | Bracco International B.V. | Method for the preparation of pre-filled plastic syringes |
| JPH07214610A (ja) * | 1994-02-08 | 1995-08-15 | Meiki Co Ltd | 射出成形機のエジェクター装置 |
| US5979475A (en) * | 1994-04-28 | 1999-11-09 | Hitachi, Ltd. | Specimen holding method and fluid treatment method of specimen surface and systems therefor |
| US5711705A (en) * | 1995-05-25 | 1998-01-27 | Flanders Filters, Inc. | Isolation work station |
| US6189195B1 (en) * | 1995-08-22 | 2001-02-20 | Medrad, Inc. | Manufacture of prefilled syringes |
| US5687542A (en) * | 1995-08-22 | 1997-11-18 | Medrad, Inc. | Isolation module for molding and packaging articles substantially free from contaminants |
| US5720992A (en) * | 1995-10-19 | 1998-02-24 | Trafalgar House Company | Movable extractor plate assembly for rapidly removing articles from a thermoforming apparatus |
| JP3387727B2 (ja) * | 1996-04-11 | 2003-03-17 | 株式会社名機製作所 | ディスク成形型およびディスク成形方法 |
| US5901865A (en) * | 1996-04-23 | 1999-05-11 | Automatic Liquid Packaging, Inc. | Hermetically sealed container with frangible web and locking lugs and method and apparatus for making same |
| WO1997045862A1 (en) * | 1996-05-31 | 1997-12-04 | Ipec Precision, Inc. | Non-contact holder for wafer-like articles |
| US5803979A (en) * | 1996-07-15 | 1998-09-08 | Hine Design Inc. | Transport apparatus for semiconductor wafers |
| FR2756910B1 (fr) * | 1996-12-10 | 1999-01-08 | Commissariat Energie Atomique | Procede de separation dynamique de deux zones par un rideau d'air propre |
| DE19652708C2 (de) * | 1996-12-18 | 1999-08-12 | Schott Glas | Verfahren zum Herstellen eines befüllten Kunststoff-Spritzenkorpus für medizinische Zwecke |
| CN2309886Y (zh) * | 1997-09-02 | 1999-03-10 | 苏州安泰空气技术有限公司 | 净化工作台 |
| US5948341A (en) * | 1997-12-02 | 1999-09-07 | Husky Injection Molding Systems Ltd. | Apparatus, system and method for removing parts from a mold |
| DE19801977A1 (de) | 1998-01-20 | 1999-07-22 | Werner Froer | Verfahren und Vorrichtung zum verunreinigungsarmen Herstellen eines Gegenstandes |
| US6168697B1 (en) * | 1998-03-10 | 2001-01-02 | Trusi Technologies Llc | Holders suitable to hold articles during processing and article processing methods |
| US6164044A (en) | 1998-03-13 | 2000-12-26 | Becton Dickinson And Company | Method and apparatus for assembling and packaging medical devices |
| FR2791254B1 (fr) * | 1999-03-25 | 2001-06-08 | Pierre Frezza | Ampoule pour le conditionnement d'un liquide a usage medical |
| JP3908895B2 (ja) * | 1999-07-12 | 2007-04-25 | 株式会社大協精工 | ゴム栓の製造方法 |
| US6322116B1 (en) * | 1999-07-23 | 2001-11-27 | Asm America, Inc. | Non-contact end effector |
| ATE257399T1 (de) * | 1999-10-14 | 2004-01-15 | Becton Dickinson Co | Nasales verabreichungsgerät mit zerstäuberdüse |
| US6386850B1 (en) * | 2000-03-21 | 2002-05-14 | Sealed Air Corporation (Us) | Machine for forming molded foam cushions |
| DE10029154B4 (de) * | 2000-06-19 | 2005-05-12 | Hekuma Gmbh | Vorrichtung zum Spritzgießen von Kunststoffartikeln |
| DE10050660B4 (de) * | 2000-10-13 | 2018-06-28 | Robert Bosch Gmbh | Verfahren und Vorrichtung zur Herstellung von mit sterilen Erzeugnissen gefüllten und verschlossenen Behältern |
| US6635216B2 (en) * | 2001-05-18 | 2003-10-21 | Graham Engineering Corporation | Blow molding machine and method |
| DE10144409B4 (de) | 2001-09-10 | 2004-11-18 | Infineon Technologies Ag | Vorrichtung mit einem Greifer zur Handhabung von Platten |
| ATE405402T1 (de) * | 2001-10-24 | 2008-09-15 | Mold Masters 2007 Ltd | Kühlung von vorformlingen nach der formung |
| US7261549B2 (en) * | 2002-10-17 | 2007-08-28 | Mikael Wennberg | Device and a method for removing an object from a moulding tool |
| US7104779B2 (en) * | 2002-12-20 | 2006-09-12 | Husky Injection Molding Systems, Ltd. | Suction sleeve extension for a take-off device |
| JP4437415B2 (ja) * | 2004-03-03 | 2010-03-24 | リンク・パワー株式会社 | 非接触保持装置および非接触保持搬送装置 |
-
2002
- 2002-11-22 DE DE10254762A patent/DE10254762A1/de not_active Withdrawn
-
2003
- 2003-11-19 US US10/717,209 patent/US20040154269A1/en not_active Abandoned
- 2003-11-21 AU AU2003292973A patent/AU2003292973C1/en not_active Ceased
- 2003-11-21 PT PT03788803T patent/PT1575833E/pt unknown
- 2003-11-21 DE DE50309813T patent/DE50309813D1/de not_active Expired - Lifetime
- 2003-11-21 WO PCT/DE2003/003861 patent/WO2004048207A2/de active IP Right Grant
- 2003-11-21 ES ES03788803T patent/ES2306912T3/es not_active Expired - Lifetime
- 2003-11-21 CN CNB200380106226XA patent/CN100436262C/zh not_active Expired - Fee Related
- 2003-11-21 CA CA2507635A patent/CA2507635C/en not_active Expired - Fee Related
- 2003-11-21 EP EP03788803A patent/EP1575833B1/de not_active Expired - Lifetime
- 2003-11-21 AT AT03788803T patent/ATE394309T1/de active
- 2003-11-21 DK DK03788803T patent/DK1575833T3/da active
- 2003-11-21 JP JP2004554212A patent/JP4557721B2/ja not_active Expired - Fee Related
- 2003-11-21 SI SI200331289T patent/SI1575833T1/sl unknown
-
2005
- 2005-05-20 KR KR1020057009222A patent/KR100911955B1/ko active IP Right Grant
- 2005-08-23 US US11/209,312 patent/US7584591B2/en not_active Expired - Lifetime
-
2006
- 2006-06-21 HK HK06107081.9A patent/HK1087077A1/xx not_active IP Right Cessation
-
2008
- 2008-08-01 CY CY20081100815T patent/CY1108236T1/el unknown
-
2009
- 2009-07-10 US US12/501,154 patent/US8308472B2/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| ATE394309T1 (de) | 2008-05-15 |
| AU2003292973A1 (en) | 2004-06-18 |
| ES2306912T3 (es) | 2008-11-16 |
| DK1575833T3 (da) | 2008-09-01 |
| US8308472B2 (en) | 2012-11-13 |
| SI1575833T1 (sl) | 2008-10-31 |
| US7584591B2 (en) | 2009-09-08 |
| CA2507635C (en) | 2011-01-04 |
| KR20050083953A (ko) | 2005-08-26 |
| HK1087077A1 (en) | 2006-10-06 |
| EP1575833B1 (de) | 2008-05-07 |
| AU2003292973B2 (en) | 2009-08-13 |
| CA2507635A1 (en) | 2004-06-10 |
| US20100009022A1 (en) | 2010-01-14 |
| CN1726148A (zh) | 2006-01-25 |
| DE10254762A1 (de) | 2004-06-09 |
| WO2004048207A2 (de) | 2004-06-10 |
| AU2003292973C1 (en) | 2010-01-14 |
| PT1575833E (pt) | 2008-08-12 |
| US20040154269A1 (en) | 2004-08-12 |
| DE50309813D1 (de) | 2008-06-19 |
| EP1575833A2 (de) | 2005-09-21 |
| US20060086066A1 (en) | 2006-04-27 |
| KR100911955B1 (ko) | 2009-08-13 |
| JP2006513053A (ja) | 2006-04-20 |
| CY1108236T1 (el) | 2014-02-12 |
| CN100436262C (zh) | 2008-11-26 |
| WO2004048207A3 (de) | 2004-11-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4557721B2 (ja) | 高純度目的物の製造及び/又は処理の方法 | |
| CN105829065B (zh) | 吹塑成型机及其杀菌方法 | |
| JP2002505980A (ja) | 医療容器の製造、充填および包装方法 | |
| CN104415383B (zh) | 以同时进行的内部和外部杀菌对塑料型坯进行杀菌的系统 | |
| JP2019521813A (ja) | 包装体の開封ユニット | |
| EP1447328A2 (en) | A method for the sterile dosing of vials | |
| US20150258728A1 (en) | Method for sterilising plastic containers having a protection device | |
| EP1838465B1 (en) | Unit for washing containers | |
| JP6227966B2 (ja) | ビームフィンガのためのビーム保護を有する電子ビームによる容器の殺菌 | |
| KR101547054B1 (ko) | 정전기제거 기능을 구비한 취출 로봇 | |
| JP2007209675A (ja) | プレフィルドシリンジの製造方法 | |
| CN109153598A (zh) | 玻璃制品加工设备和方法 | |
| JP6029574B2 (ja) | ボトルキャップの滅菌・装着方法および滅菌・装着設備 | |
| CN115666901A (zh) | 包括无菌转移区的容器制造设备 | |
| US20150064062A1 (en) | Method and apparatus for the sterilization of containers with cleaning of a radiation outlet window | |
| JP2016190500A (ja) | ブロー成形機及びその殺菌方法 | |
| JPH11186179A (ja) | ウェーハ収容管およびウェーハ移載方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060914 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090410 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090421 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090721 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100622 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100720 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4557721 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130730 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130730 Year of fee payment: 3 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130730 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |