JP4484111B2 - Evaluation Method for Gear Tooth Surface Profile Measuring Machine - Google Patents
Evaluation Method for Gear Tooth Surface Profile Measuring Machine Download PDFInfo
- Publication number
- JP4484111B2 JP4484111B2 JP2005126692A JP2005126692A JP4484111B2 JP 4484111 B2 JP4484111 B2 JP 4484111B2 JP 2005126692 A JP2005126692 A JP 2005126692A JP 2005126692 A JP2005126692 A JP 2005126692A JP 4484111 B2 JP4484111 B2 JP 4484111B2
- Authority
- JP
- Japan
- Prior art keywords
- measurement
- tooth
- plane
- artifact
- measuring machine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images








Landscapes
- A Measuring Device Byusing Mechanical Method (AREA)
- Length Measuring Devices With Unspecified Measuring Means (AREA)
Description
本発明は、歯車歯面形状測定機の評価方法に関し、詳しくは、歯車歯面形状測定機のはすば歯車歯筋測定の測定精度を評価するための検査・校正アーティファクト及びそれを用いて歯車歯面形状測定機のはすば歯車歯筋測定の測定精度を評価する技術に関する。 The present invention relates to an evaluation method for a gear tooth surface shape measuring machine, and more specifically, an inspection / calibration artifact for evaluating the measurement accuracy of helical gear tooth trace measurement of a gear tooth surface shape measuring machine and a gear using the same. The present invention relates to a technique for evaluating the measurement accuracy of helical gear tooth trace measurement of a tooth surface shape measuring machine.
生産歯車(製品として出荷される歯車)を測定する歯車歯面形状測定機の検査・校正は、測定部分の寸法・形状が既知の検査・校正アーティファクト(標準器)を測定することにより行われている。 Inspection / calibration of gear tooth surface shape measuring machines that measure production gears (gears shipped as products) is performed by measuring inspection / calibration artifacts (standard devices) whose dimensions and shapes of the measurement parts are known. Yes.
はすば歯車の歯筋測定精度については、ヘリコイドアーティファクトにより検査・校正がされている。例えば、非特許文献1には、円筒部分にヘリコイド形状の溝を設けたヘリコイドアーティファクトが開示されている。
このようなアーティファクトは、三次元的に複雑な形状であるため、高精度に製作することは困難である。また、値付け測定を精度よく行うことも難しい。 Such an artifact is a three-dimensionally complicated shape, so that it is difficult to manufacture with high accuracy. In addition, it is difficult to accurately measure the price.
さらに、アーティファクトはトレーサビリティを保証する必要があるが、ヘリコイドアーティファクトのような複雑な面形状に対しては、どの程度詳細に値付け測定すれば、面形状としてトレーサブルと考えられるかが、明らかになっていない。また、現状のアーティファクトは、その高精度形状測定が困難なこともあり、通常、トレーサビリティは保証されていない。 Furthermore, it is necessary to guarantee the traceability of the artifacts, but it becomes clear how much detailed pricing and measurement can be considered as traceable for complex surface shapes such as helicoid artifacts. Not. In addition, current artefacts may be difficult to measure with high accuracy, and traceability is not usually guaranteed.
本来、アーティファクトは、検査・校正に用いる部分を高精度に製作できなければならない。また、高精度に値付け測定ができなければならない。また、トレーサビリティの保証も望まれる。 Originally, artifacts must be able to be manufactured with high precision in parts used for inspection and calibration. In addition, it must be possible to measure with high accuracy. It is also desirable to ensure traceability.
本発明は、かかる実情に鑑みて、(1)高精度に製作でき、(2)高精度に値付け測定ができ、(3)トレーサビリティの保証も容易に行える、歯車歯面形状測定機のはすば歯車歯筋測定に対する検査・校正に用いる検査・校正アーティファクト、及び該アーティファクトを用いた歯車歯面形状測定機のはすば歯車歯筋測定の測定精度の検査・校正法を提供することを目的とする。 In view of such circumstances, the present invention provides a gear tooth surface shape measuring machine that (1) can be manufactured with high accuracy, (2) can be priced and measured with high accuracy, and (3) can easily ensure traceability. To provide inspection / calibration artifacts used for inspection / calibration for helical gear tooth trace measurement, and a method for inspecting / calibrating measurement accuracy of helical gear tooth trace measurement of a gear tooth surface shape measuring machine using the artifact. Objective.
本発明は、上記課題を解決するために、以下のように構成した、歯車歯面形状測定機のはすば歯車歯筋測定に対する検査・校正に用いる検査・校正アーティファクトを提供する。 In order to solve the above problems, the present invention provides an inspection / calibration artifact used for inspection / calibration of helical gear tooth trace measurement of a gear tooth surface shape measuring machine configured as follows.
歯車歯面形状測定機のはすば歯車歯筋測定に対する検査・校正に用いる検査・校正アーティファクトは、第1の平面に含まれる第1の基準部と、前記第1の平面と非直角の所定の角度をなす第2の平面に含まれる第2の基準部とを備える。前記検査・校正アーティファクトは、歯車歯面形状測定機のはすば歯車歯筋測定に対する検査・校正のために、a)前記第1の基準部の位置及び傾きが、前記歯車歯面形状測定機に設置される測定対象のはすば歯車(以下、「測定対象はすば歯車」という。)の歯筋測定が行われるとき歯筋測定歯面の位置及び傾きと略一致するように、かつ、b)前記第2の基準部が、前記歯車歯面形状測定機に設置されたときの前記測定対象はすば歯車の中心軸と略平行又は略垂直となるように、前記歯車歯面形状測定機に設置された状態で、前記第1の基準部を前記測定対象はすば歯車の前記歯筋測定歯面と見立てて、歯筋測定が行われる。 The inspection / calibration artifact used for the inspection / calibration of the helical gear tooth trace measurement of the gear tooth surface shape measuring machine includes a first reference portion included in the first plane, and a predetermined non-perpendicular to the first plane. And a second reference portion included in a second plane having an angle of. The inspection / calibration artifact is used for the inspection / calibration of the helical gear tooth trace measurement of the gear tooth surface shape measuring machine. A) The position and inclination of the first reference portion is determined by the gear tooth surface shape measuring machine. When measuring the tooth trace of the helical gear of the measuring object installed in the following (hereinafter referred to as “measuring object is the helical gear”), the position and inclination of the tooth trace measurement tooth surface are substantially matched, and B) The gear tooth surface shape so that the measurement object when the second reference portion is installed in the gear tooth surface shape measuring machine is substantially parallel or substantially perpendicular to the central axis of the helical gear. In the state where it is installed in the measuring machine, the first reference portion is regarded as the measurement target tooth surface of the helical gear of the helical gear, and tooth trace measurement is performed.
上記構成において、検査・校正アーティファクトは、第1及び第2の基準部が平面であるので、高精度に製作することができる。また、第1及び第2の基準部について、平面度や所定の角度の値付け測定も容易であり、トレーサビリティの保証も容易である。 In the above configuration, the inspection / calibration artifact can be manufactured with high accuracy because the first and second reference portions are flat. In addition, the first and second reference portions can be easily measured for flatness or a predetermined angle, and the traceability can be easily guaranteed.
上記構成によれば、第1の基準部を測定対象はすば歯車の歯筋測定歯面と見立てて歯車歯面形状測定機で測定したときの歯筋測定の理論値と実測値とを比較することにより、歯車歯面形状測定機の歯筋測定の測定精度(測定誤差)を評価することができる。 According to the above configuration, the first reference portion is measured as a tooth trace measurement tooth surface of a helical gear, and the theoretical value of the tooth trace measurement when measured with a gear tooth profile measuring machine is compared with the actual measurement value. By doing so, the measurement accuracy (measurement error) of the tooth trace measurement of the gear tooth surface shape measuring machine can be evaluated.
上記構成において、検査・校正アーティファクトの第1の基準部と第2の基準部とがなす所定の角度は、第1の基準部を測定対象はすば歯車の歯筋測定歯面と見立てて測定したときの第1の基準部と測定対象歯車の歯筋測定歯面との理論的隙間が測定に適正なように決定し、検査・校正アーティファクトの第1の基準部を歯筋測定歯面と見立てて歯筋測定可能な範囲内に配置することにより、歯車歯面形状測定機で実際に計測する。この場合、測定対象はすば歯車の歯筋測定歯面に近い形状を計測することができる。 In the above configuration, the predetermined angle formed by the first reference portion and the second reference portion of the inspection / calibration artifact is measured by regarding the first reference portion as the tooth trace measurement tooth surface of the helical gear. The first gap between the first reference portion and the tooth trace measurement tooth surface of the gear to be measured is determined to be appropriate for the measurement, and the first reference portion of the inspection / calibration artifact is defined as the tooth trace measurement tooth surface. It is actually measured with a gear tooth surface shape measuring machine by placing it within a range where tooth traces can be measured. In this case, the measurement object can measure a shape close to the tooth trace measurement tooth surface of the helical gear.
あるいは、第1の基準部と第2の基準部とが所定の角度をなす検査・校正アーティファクトについて、第1の基準部と測定対象歯車の歯筋測定歯面との理論的隙間が測定に適正となり、歯筋測定も可能となるように、測定対象はすば歯車の歯車諸元(ねじれ角、ピッチ円半径、歯幅を含む。)を適宜に設定して、検査・校正アーティファクトの第1の基準部を測定対象はすば歯車の歯筋測定歯面と見立てて測定してもよい。この場合、一つの検査・校正アーティファクトで種々の歯車諸元の測定対象はすば歯車について、検査・校正を行うことができる。 Alternatively, for the inspection / calibration artifact in which the first reference portion and the second reference portion form a predetermined angle, the theoretical gap between the first reference portion and the tooth trace measurement tooth surface of the measurement target gear is appropriate for the measurement. Therefore, the measurement target is the gear specifications of the helical gear (including the torsion angle, pitch circle radius, and tooth width) as appropriate so that tooth trace measurement is possible. The reference portion may be measured as if the measurement object is a tooth trace measurement tooth surface of a helical gear. In this case, it is possible to inspect and calibrate a helical gear as a measurement object of various gear specifications with one inspection / calibration artifact.
好ましくは、第3ないし第5の基準部のうち、少なくとも一つの基準をさらに備える。前記第3の基準部は、前記第1の平面に直交するとともに前記第2の平面に直交する第3の平面に含まれる。前記第4の基準部は、前記第3の平面と所定の間隔を設けて平行に延在する第4の平面に含まれる。前記第5の基準部は、前記第2の平面に直交するとともに前記第3の平面に直交する第5の平面に含まれる。 Preferably, at least one of the third to fifth reference units is further provided. The third reference portion is included in a third plane that is orthogonal to the first plane and orthogonal to the second plane. The fourth reference portion is included in a fourth plane extending in parallel with the third plane at a predetermined interval. The fifth reference portion is included in a fifth plane that is orthogonal to the second plane and orthogonal to the third plane.
上記構成において、第3ないし第5の基準部は、平面であるので、高精度に製作することができ、それぞれの平面度や直角度の値付け測定も容易であり、トレーサビリティの保証も容易である。 In the above configuration, since the third to fifth reference portions are flat, they can be manufactured with high precision, and each flatness and squareness can be easily measured and traceability can be easily guaranteed. is there.
上記構成によれば、検査・校正アーティファクトを歯車歯面形状測定機に設置して、第2の基準部と、第3ないし第5の基準部の中の少なくとも一つとを測定すれば、値付け測定の結果に基づいて、第1の基準部を測定することなく容易に、かつ高精度に、第1の基準部の位置及び傾きを求めることができる。 According to the above configuration, if the inspection / calibration artifact is installed in the gear tooth surface shape measuring machine and the second reference part and at least one of the third to fifth reference parts are measured, the price is set. Based on the measurement result, the position and inclination of the first reference portion can be easily and accurately obtained without measuring the first reference portion.
好ましくは、前記第3の基準部及び前記第4の基準部を備える。 Preferably, the third reference unit and the fourth reference unit are provided.
上記構成によれば、右ねじれ、左ねじれの両方の測定対象はすば歯車を想定して、検査・校正アーティファクトを用いることができる。 According to the above configuration, it is possible to use the inspection / calibration artifact assuming that the measurement object of both the right twist and the left twist is a helical gear.
また、本発明は、上記課題を解決するために、歯車歯面形状測定機のはすば歯車歯筋測定の測定精度の検査・校正法を提供する。 Moreover, in order to solve the said subject, this invention provides the inspection / calibration method of the measurement precision of the helical gear tooth trace measurement of a gear tooth surface shape measuring machine.
歯車歯面形状測定機のはすば歯車歯筋測定の測定精度の検査・校正法は、第1の平面に含まれる第1の基準部と、前記第1の平面と非直角の所定の角度をなす第2の平面に含まれる第2の基準部とを備え、予め値付け測定が行われた検査・校正アーティファクトを用いる。歯車歯面形状測定機のはすば歯車歯筋測定の測定精度の検査・校正法は、第1ないし第5のステップを備える。前記第1のステップにおいて、a)前記検査・校正アーティファクトの前記第1の基準部の位置及び傾きが、前記歯車歯面形状測定機に設置される測定対象のはすば歯車(以下、「測定対象はすば歯車」という。)の歯筋測定が行われるときの歯筋測定歯面の位置及び傾きと略一致するように、かつ、b)前記検査・校正アーティファクトの前記第2の基準部が、前記歯車歯面形状測定機に設置されたときの前記測定対象はすば歯車の中心軸と略平行又は略垂直となるように、前記検査・校正アーティファクトを前記歯車歯面形状測定機に設置する。前記第2のステップにおいて、前記歯車歯面形状測定機に設置された前記検査・校正アーティファクトについて測定を行い、前記検査・校正アーティファクトの前記第1の基準部の位置及び傾きを求める。前記第3のステップにおいて、前記検査・校正アーティファクトの前記第1の基準部を、前記測定対象はすば歯車の前記歯筋測定歯面と見立てて、前記歯車歯面形状測定機で歯筋測定を行い、該歯筋測定の実測値を得る。前記第4のステップにおいて、前記検査・校正アーティファクトの前記値付け測定の結果と、前記第2のステップにより求めた前記検査・校正アーティファクトの前記第1の基準部の前記位置及び前記傾きとに基づいて、前記歯筋測定の理論値を算出する。前記第5のステップにおいて、前記第3のステップで得た前記歯筋測定の前記実測値と、前記第4のステップで算出した前記歯筋測定の前記理論値とを比較する。 An inspection / calibration method of the measurement accuracy of helical gear tooth trace measurement of the gear tooth surface shape measuring machine includes a first reference portion included in a first plane, and a predetermined angle that is not perpendicular to the first plane. And a second reference part included in the second plane, and the inspection / calibration artifact for which the pricing measurement has been performed in advance is used. An inspection / calibration method for measuring accuracy of helical gear tooth trace measurement of the gear tooth surface shape measuring machine includes first to fifth steps. In the first step, a) the position and inclination of the first reference portion of the inspection / calibration artifact is determined by a helical gear (hereinafter referred to as “measurement”) installed in the gear tooth surface shape measuring machine. The object is referred to as “helical gear”)) so that it substantially matches the position and inclination of the tooth trace measurement tooth surface when the tooth trace measurement is performed, and b) the second reference portion of the inspection / calibration artifact. However, the inspection / calibration artifact is applied to the gear tooth surface shape measuring machine so that the object to be measured when installed on the gear tooth surface shape measuring machine is substantially parallel or substantially perpendicular to the central axis of the helical gear. Install. In the second step, the inspection / calibration artifact installed in the gear tooth surface shape measuring machine is measured to determine the position and inclination of the first reference portion of the inspection / calibration artifact. In the third step, the first reference portion of the inspection / calibration artifact is regarded as the tooth trace measurement tooth surface of a helical gear, and the tooth tooth measurement is performed by the gear tooth profile measuring machine. To obtain an actual measurement value of the tooth trace measurement. In the fourth step, based on the result of the pricing measurement of the inspection / calibration artifact, and the position and the inclination of the first reference portion of the inspection / calibration artifact obtained in the second step. Then, the theoretical value of the tooth trace measurement is calculated. In the fifth step, the actual measurement value of the tooth trace measurement obtained in the third step is compared with the theoretical value of the tooth trace measurement calculated in the fourth step.
上記検査・校正方法において、第3のステップは、第2のステップ又は第4のステップとの順序を入れ替えてもよい。また、第3のステップは、第2のステップと第4のステップの少なくとも一方と、平行して実行してもよい。 In the inspection / calibration method, the order of the third step may be interchanged with the second step or the fourth step. The third step may be executed in parallel with at least one of the second step and the fourth step.
第1のステップにおいて、検査・校正アーティファクトの第1の基準部の位置及び傾きが測定対象はすば歯車の歯筋測定歯面の位置及び傾きと略一致するように調整しながら、検査・校正アーティファクトを歯車歯面形状測定機に設置してもよい。 In the first step, inspection / calibration is performed while adjusting the position and inclination of the first reference portion of the inspection / calibration artifact so that the measurement object substantially coincides with the position and inclination of the tooth trace measurement tooth surface of the helical gear. The artifact may be installed in a gear tooth surface shape measuring machine.
第2のステップにおいて、検査・校正アーティファクトの第1の基準部の位置及び傾きは、第1の基準部を測定することにより、直接、求めてもよい。あるいは、検査・校正アーティファクトの値付け測定の結果と、検査・校正アーティファクトの第2の基準部の測定とから、間接的に求めてもよい。間接的に求める場合には、検査・校正アーティファクトの第1の基準部の測定も行うようにしてもよい。 In the second step, the position and inclination of the first reference portion of the inspection / calibration artifact may be obtained directly by measuring the first reference portion. Or you may obtain | require indirectly from the result of the pricing measurement of a test | inspection / calibration artifact, and the measurement of the 2nd reference | standard part of a test | inspection / calibration artifact. When it is obtained indirectly, the measurement of the first reference part of the inspection / calibration artifact may be performed.
第1のステップにより、検査・校正アーティファクトは、第1の基準部の位置及び傾きが測定対象はすば歯車の歯筋測定歯面の位置及び傾きと略一致するように、歯車歯面形状測定機に設置されるので、第3のステップにおいて、検査・校正アーティファクトの第1の基準部を、測定対象はすば歯車の歯筋測定歯面と見立てて、歯車歯面形状測定機で歯筋測定を行うことができる。 According to the first step, the inspection / calibration artifact is measured so that the position and inclination of the first reference portion substantially coincide with the position and inclination of the tooth trace measurement tooth surface of the helical gear to be measured. In the third step, the first reference part of the inspection / calibration artifact is regarded as the tooth trace measurement tooth surface of the helical gear in the third step, and the tooth trace is measured by the gear tooth profile measuring machine. Measurements can be made.
第5のステップで、歯筋測定の理論値と実測値とを比較することにより、歯車歯面形状測定機の歯筋測定の測定精度(測定誤差)を評価することができる。 In the fifth step, the measurement accuracy (measurement error) of the tooth trace measurement of the gear tooth profile measuring machine can be evaluated by comparing the theoretical value and the actual measurement value of the tooth trace measurement.
本発明は、(1)高精度に製作でき、(2)高精度に値付け測定ができ、(3)トレーサビリティの保証も容易に行える、歯車歯面形状測定機のはすば歯車歯筋測定に対する検査・校正に用いる検査・校正アーティファクト及び該アーティファクトを用いた歯車歯面形状測定機のはすば歯車歯筋測定の測定精度の検査・校正法を提供することができる。 The present invention (1) can be manufactured with high accuracy, (2) can measure with high accuracy, and (3) can easily guarantee traceability, and it can measure the helical gear tooth trace of a gear tooth profile measuring machine. It is possible to provide an inspection / calibration artifact used for inspection / calibration of the above and a method for inspecting / calibrating the measurement accuracy of helical gear tooth trace measurement of a gear tooth surface shape measuring machine using the artifact.
以下、本発明の実施の形態について、図1〜図9を参照しながら説明する。 Hereinafter, embodiments of the present invention will be described with reference to FIGS.
まず、本発明の検査・校正アーティファクト(以下、「アーティファクト」という。)の原理とその設計及び使用方法について、図7〜図9を参照しながら説明する。 First, the principle of the inspection / calibration artifact (hereinafter referred to as “artifact”) according to the present invention and the design and use thereof will be described with reference to FIGS.
図7に示すように、歯筋測定を行うはすば歯車の1つの歯面にプローブが当接する軌跡、すなわち当該歯面の歯筋方向の形状は、同一半径部分にプローブが当接するので、理想的には、中心軸50まわりの螺旋52となる。実際には、はすば歯車の歯幅は有限であるので、螺旋52のうち、はすば歯車の歯幅に相当する部分54だけが、歯面上に存在する。このような有限部分54の螺旋52に対して、適当な平面を選べば、その平面の近傍に有限部分54の螺旋52が位置するようにすることができる。
As shown in FIG. 7, the locus of the probe contacting one tooth surface of the helical gear that performs tooth trace measurement, that is, the shape of the tooth surface in the tooth muscle direction is such that the probe contacts the same radius portion. Ideally, it becomes a spiral 52 around the
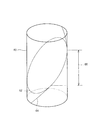
図8の透視図に示すように、はすば歯車の歯筋測定を行う歯面上においてプローブが当接する歯筋方向の形状に相当する螺旋64は、歯筋測定半径を有する円筒面60上に位置する。図中の楕円62は、ある平面と歯筋測定半径を有する円筒面60との交線である。図8のように、適当な平面を選べば、螺旋64と楕円62の空間的位置は、ある区間66でほぼ重なるようにすることができる。
As shown in the perspective view of FIG. 8, the spiral 64 corresponding to the shape of the tooth trace direction with which the probe abuts on the tooth surface of the helical gear tooth trace measurement is on the
このように、螺旋64の一部とほぼ重なる平面(以下、「歯筋相当平面)という。)を有するアーティファクトを用い、アーティファクトの歯筋相当平面を、螺旋64に相当する歯筋方向の形状を有するはすば歯車の歯面であると想定して、測定誤差のない歯車歯面形状測定機で歯筋測定を行うと、本来の螺旋64の代わりに楕円62近傍の歯筋相当平面上にプローブが接し、計測される。測定誤差のない歯車歯面形状測定機では、螺旋64にプローブが接したときに計測される歯筋誤差はゼロであるので、螺旋64と歯筋相当平面との隔たりの歯車作用線方向成分を、歯筋誤差の測定値として出力する。このような歯筋誤差の測定値は、理論的に求めることができる。なお、はすば歯車のインボリュートヘリコイド面の作用面を、歯車軸に直角な面に投影したものを「歯車作用線」又は「作用線」という。
In this way, using an artifact having a plane (hereinafter, referred to as a “tooth trace equivalent plane”) that substantially overlaps a part of the spiral 64, the tooth trace equivalent plane of the artifact has a shape in the tooth trace direction corresponding to the
図9中の曲線A(以下、「理論値曲線A」という。)は、このように歯筋相当平面をはすば歯車の歯面であると想定して歯筋測定を行った場合に測定される歯筋誤差を理論的に求めた例である。横軸が歯幅(歯筋方向)、縦軸が歯筋誤差である。 Curve A in FIG. 9 (hereinafter referred to as “theoretical value curve A”) is measured when tooth trace measurement is performed assuming that the tooth trace equivalent plane is the tooth surface of the helical gear. It is the example which calculated | required the tooth-tooth error to be carried out theoretically. The horizontal axis is the tooth width (tooth trace direction), and the vertical axis is the tooth trace error.
実際の歯車歯面形状測定機は測定値に測定誤差を含むため、歯筋相当平面をはすば歯車の歯面であると想定して歯筋測定を行った場合、理論値曲線Aとは異なる曲線B(以下、「実測値曲線B」という。)のような測定結果を出力する。理論値曲線Aと実測値曲線Bとの差は、歯車歯面形状測定機が有する誤差を示すものであるので、理論値曲線Aと実測値曲線Bの差を用いることによって歯車歯面形状測定機のはすば歯車歯筋測定の測定精度の検査・校正が可能となる。 Since the actual gear tooth surface shape measuring machine includes a measurement error in the measured value, when tooth trace measurement is performed assuming that the tooth trace equivalent plane is the tooth face of a helical gear, the theoretical value curve A is A measurement result such as a different curve B (hereinafter referred to as “actual measurement curve B”) is output. Since the difference between the theoretical value curve A and the actual measurement value curve B indicates an error of the gear tooth surface shape measuring machine, the gear tooth surface shape measurement is performed by using the difference between the theoretical value curve A and the actual measurement value curve B. It is possible to inspect and calibrate the measurement accuracy of helical gear tooth trace measurement.
なお、実測値曲線Bには、歯筋相当平面の測定部分の平面度の狂いも含まれるが、通常、平面は高精度に製作できるため、平面度の狂いが実測値曲線Bに与える影響は実質上無視できる。 The actual measurement value curve B includes a deviation in flatness of the measurement portion of the tooth trace equivalent plane. Usually, since the flat surface can be manufactured with high accuracy, the influence of the flatness error on the actual measurement value curve B is not affected. Virtually negligible.
また、実測値曲線Bには、実際に測定したときの歯筋相当平面の位置及び傾きと、理論計算上の歯筋相当平面の位置及び傾きとの違いの影響も含まれる。この場合、歯筋相当平面の実際の位置及び傾きを考慮した理論計算を行い、理論値曲線Aを求め、実測値曲線Bとの差をとれば、実際の平面の位置及び傾きと、理論計算上の位置及び傾きとの違いの影響は排除され、理論値曲線Aと実測値曲線Bの差は、歯車歯面形状測定機が有する誤差だけを示すものとなる。 In addition, the actual measurement value curve B includes the influence of the difference between the position and inclination of the tooth trace equivalent plane when actually measured and the position and inclination of the tooth trace equivalent plane in theoretical calculation. In this case, theoretical calculation considering the actual position and inclination of the tooth trace equivalent plane is performed to obtain a theoretical value curve A, and if the difference from the actual measurement value curve B is taken, the actual position and inclination of the plane are calculated. The influence of the difference between the upper position and the inclination is eliminated, and the difference between the theoretical value curve A and the actual measurement value curve B shows only the error of the gear tooth surface shape measuring machine.
歯筋相当平面を有するアーティファクトを、歯車歯面形状測定機の検査・校正に実際に用いることができるようにするためには、歯車歯面形状測定機の検査・校正の対象とするはすば歯車とアーティファクトの歯筋相当平面とが、次の条件(a)および(b)を満たす必要がある。 In order to be able to actually use an artifact having a tooth-equivalent plane for the inspection and calibration of a gear tooth profile measuring machine, The gear and the tooth-equivalent plane of the artifact must satisfy the following conditions (a) and (b).
(a)実測値曲線Bが、歯車歯面形状測定機が保証する測定値の範囲内に収まること
歯車歯面形状測定機が保証する測定値の範囲には限界があり、例えば、±200μmの範囲となる。そのため、歯車歯面形状測定機の検査・校正のためには、歯車歯面形状測定機の出力である実測値曲線Bがこの範囲を超えないようにする必要がある。これを実現するように、はすば歯車の歯筋に相当する螺旋と歯筋相当平面との隔たりが大きくなり過ぎないようにする。
(A) There is a limit to the range of measurement values guaranteed by the gear tooth surface shape measuring machine, so that the actual measurement curve B falls within the range of measurement values guaranteed by the gear tooth surface shape measuring machine, for example, ± 200 μm It becomes a range. Therefore, in order to inspect and calibrate the gear tooth surface shape measuring machine, it is necessary that the actual measurement curve B, which is the output of the gear tooth surface shape measuring machine, does not exceed this range. In order to realize this, the distance between the spiral corresponding to the tooth trace of the helical gear and the plane corresponding to the tooth trace should not be too large.
(b)歯車歯面形状測定機のプローブが、測定中にアーティファクトの歯筋相当平面外に出ないこと
アーティファクトが有する歯筋相当平面は有限であるため、歯車歯面形状測定機のプローブが測定中に歯筋相当平面の端からはみ出さないようにする必要がある。
(B) The gear tooth surface shape measuring machine probe does not come out of the artifact tooth trace equivalent plane during measurement. The tooth tooth equivalent plane of the artifact is finite, so the gear tooth profile measuring machine probe measures. It is necessary not to protrude from the end of the plane corresponding to the tooth trace.
次に、歯筋相当平面を有するアーティファクトの具体的な使用方法について、説明する。 Next, a specific method of using the artifact having the tooth trace equivalent plane will be described.
(使用方法1) 検査・校正の対象とするはすば歯車の歯車諸元が決まっており、そのはすば歯車に対して設計されたアーティファクトを用いる場合について説明する。 (Usage method 1) Description will be given of a case in which the gear specifications of a helical gear to be inspected and calibrated are determined, and an artifact designed for the helical gear is used.
アーティファクトの設計において、条件(a)を満たすように、歯筋相当平面の傾きを、計算により決定する。また、条件(b)を満たし、測定中にプローブが歯筋相当平面の端からはみ出さないように、歯筋相当平面を適切な大きさに設計する。 In the artifact design, the inclination of the tooth trace equivalent plane is determined by calculation so as to satisfy the condition (a). Further, the tooth trace equivalent plane is designed to an appropriate size so that the condition (b) is satisfied and the probe does not protrude from the end of the tooth trace equivalent plane during measurement.
このような設計に基づいて製作されたアーティファクトの歯筋相当平面の傾きは、実際には、設計値とは若干異なるものとなる。アーティファクトの歯筋相当平面の傾きの設計値との違いが無視できない場合には、歯筋相当平面の傾きの値付け結果を考慮した計算により理論値を求め、アーティファクトを用いてはすば歯車を想定した歯筋測定を行って得た実測値と比較すればよい。 In fact, the inclination of the tooth-corresponding plane of the artifact manufactured based on such a design is slightly different from the design value. If the difference between the artifact and the inclination of the tooth-equivalent plane is not negligible, the theoretical value is calculated by taking into account the result of the inclination of the tooth-equivalent plane, and the helical gear is moved using the artifact. What is necessary is just to compare with the actual value obtained by performing the assumed tooth trace measurement.
(使用方法2) 歯筋相当平面の傾きが既知のアーティファクトが既にあり、そのアーティファクトを用い、はすば歯車の歯車諸元を想定して、歯車歯面形状測定機を検査・校正する場合の使用方法について説明する。 (Usage method 2) When there is already an artifact with a known inclination of the tooth trace equivalent plane, the gear tooth surface shape measuring machine is inspected and calibrated using the artifact and assuming the specifications of the helical gear. The usage will be described.
はすば歯車の歯車諸元を適宜に仮定し、アーティファクトの既知の歯筋相当平面の傾きを考慮して計算を行い、条件(a)及び(b)を満たすことを確認し、歯筋計測の理論値を求める。条件(a)又は(b)を満たさない場合には、はすば歯車の歯車諸元の仮定を見直す。 Assuming the gear specifications of the helical gear as appropriate, calculation is performed in consideration of the inclination of the known tooth trace equivalent plane of the artifact, and it is confirmed that the conditions (a) and (b) are satisfied. Find the theoretical value of. If the condition (a) or (b) is not satisfied, the assumption of the gear specifications of the helical gear is reviewed.
つぎに、理論値を求める際に仮定したはすば歯車の歯車諸元を想定した歯筋測定を行い、歯筋測定の実測値を得て、理論値と比較する。 Next, tooth trace measurement assuming the gear specifications of the helical gear assumed when the theoretical value is obtained is performed, and an actual measurement value of the tooth trace measurement is obtained and compared with the theoretical value.
この使用方法によれば、1つのアーティファクトで、ねじれ角や基礎円半径の異なる様々な歯車諸元のはすば歯車を対象とすることができる。このため、使用方法1のように、特定の歯車諸元のはすば歯車を対象として製作されたアーティファクトでも、歯車諸元の異なるはすば歯車を想定して、歯車歯面形状測定機の検査・校正に用いることができる。 According to this method of use, it is possible to target helical gears of various gear specifications having different torsion angles and basic circle radii with one artifact. For this reason, even in an artifact manufactured for a helical gear of a specific gear specification as in the method of use 1, assuming a helical gear with a different gear specification, the gear tooth surface shape measuring machine Can be used for inspection and calibration.
(実施例) アーティファクト10は、図1(a)及び(c)に示すように正面及び背面から見ると長方形、図1(b)及び(d)に示すように側面から見ると略三角形のブロック状の部材である。底面18及び背面12は、互いに略直交する長方形である。右側面14及び左側面15は、互いに平行に延在する左右対称の略直角三角形であり、それぞれ、底面18と略直交し、背面12と直交する。
(Example) The
アーティファクト10の正面下部には、底面18、右側面14及び左側面15と略直交する略長方形の前面17が形成されている。アーティファクト10の上部には、背面12、右側面14及び左側面15と略直交する略長方形の上面11が形成されている。
A substantially rectangular
アーティファクト10の正面上部には、略長方形の斜面16が形成されている。斜面16は、右側面14及び左側面15と直交し、背面12に対して所定の角度γだけ傾いている。斜面16は、歯面と見立てて歯車歯面形状測定機で歯筋測定される歯筋相当平面である。前述したように、角度γは、歯車歯面形状測定機に計測条件として設定される測定対象のはすば歯車の歯車諸元に対応して決めることができる。
A substantially
アーティファクト10を構成する面のうち、背面12、右側面14、左側面15、斜面16は、測定対象となる。背面12、右側面14、左側面15、斜面16は、平面であるので、高精度に製作することができ、高精度な値付け測定が容易である。
Of the surfaces constituting the
すなわち、背面12、右側面14、左側面15、斜面16のそれぞれは、非常に良好な平面度に加工することができ、それぞれの平面度は、例えば光学干渉縞を利用することにより、高精度に(例えば、20nm程度の精度で)測定することができる。また、背面12と右側面14との直角度、背面12と左側面15との直角度、斜面16と右側面14との直角度、及び斜面16と左側面15との直角度、背面12と斜面16との角度も、それぞれ、非常に高精度に加工することができ、高精度に角度を値付け測定することができる。
That is, each of the
なお、背面12、右側面14、左側面15、斜面16は、測定対象となる部分のみを高精度に加工すればよく、必ずしも、それぞれの面全体を高精度に加工する必要はない。例えば図4に示したように、背面12、右側面14、左側面15(図示せず)には、それぞれ、高精度に加工された垂直方向に延在する部分12a,14a,15a(図示せず)と、高精度に加工された水平方向に延在する部分12b,14b,15b(図示せず)とが含まれていればよく、斜線を付した部分は、必ずしも高精度に加工する必要はない。
Note that the
また、測定に支障がない領域には、アーティファクト10の取り扱いを容易にするための凹部など、例えば右側面14と左側面15との間を貫通する貫通穴13を形成してもよい。
Further, a through
アーティファクト10は、製作後、高精度な測定装置(例えば、トレーサブルな三次元座標測定機)を用いて、予め値付け測定を行い、その値付け測定結果を記憶する。すなわち、背面12、右側面14、左側面15、斜面16のそれぞれの平面度を測定する。また、背面12と斜面16とがなす角度γ、背面12と右側面14との直角度、背面12と左側面15との直角度、斜面16と右側面14との直角度、及び斜面16と左側面15との直角度を、それぞれ測定する。
After manufacturing, the
図2に示すように、アーティファクト10は、歯車歯面形状測定機2の回転テーブル4上に載置し、歯車歯面形状測定機2で測定を行う。これによって、歯車歯面形状測定機2のはすば歯車歯筋測定の検査・校正を行う。
As shown in FIG. 2, the
歯車歯面形状測定機2の回転テーブル4は、垂直方向の中心軸Mのまわりを回転可能である。歯車歯面形状測定機2は、水平面内の直交2方向に移動可能なコラム5にセンサ取付部6が設けられている。以下では、垂直方向(中心軸Mと平行な方向)をZ方向、歯車歯面形状測定機2に設置される測定対象のはすば歯車(以下、「測定対象はすば歯車」という。)の歯筋測定が行われるときの歯筋測定歯面の作用線方向をY方向、Y方向及びZ方向の両方に直角な方向をX方向という。測定対象はすば歯車の中心軸は、回転テーブル4の中心軸Mと一致する。
The rotary table 4 of the gear tooth surface
センサ取付部6は、コラム5に沿って垂直方向(Z方向)に移動可能である。センサ取付部6からは、プローブ7が、回転テーブル4側に向けて略X方向に延在している。プローブ7は、プローブ7の先端8が歯車の歯面に当接したときに変位し、プローブ7の先端8の変位を検出する。
The
アーティファクト10は、不図示のチルト調節可能な治具を介して歯車歯面形状測定機2の回転テーブル4上に載置し、アーティファクト10の位置及び傾きを調整した後、アーティファクト10の斜面16を、測定対象はすば歯車の歯筋測定歯面と見立てて、歯筋測定を行う。
The
アーティファクト10を歯車歯面形状測定機2の回転テーブル4上に載置し、アーティファクト10の位置及び傾きを調整するとき、アーティファクト10の斜面16の位置及び傾きが、測定対象はすば歯車の歯筋測定歯面の歯筋測定が行われるときの位置及び傾きと略一致するように調整する。これにより、アーティファクト10の斜面16を測定対象はすば歯車の歯筋測定歯面と見立てて歯筋測定を行うときに、アーティファクト10の斜面16が歯筋測定可能な範囲内に収まるようにする。すなわち、前述した条件(b)を満たすようにする。
When the
アーティファクト10の寸法・形状、特に背面12と斜面16とがなす角度γは、歯車歯面形状測定機2に載置されたアーティファクト10の位置調整後の斜面16と測定対象歯車の歯筋測定歯面との理論的隙間が測定に適正なように(例えば、斜面16の歯筋測定の測定値が、歯車歯面形状測定機が保証する範囲内に入るように)決定する。すなわち、前述した条件(a)を満たすようにする。これにより、アーティファクト10の斜面16を測定対象はすば歯車の歯筋測定歯面と見立てて歯筋測定したときに、歯車歯面形状測定機2で計測する測定対象はすば歯車の歯筋測定歯面に近い形状を計測することができる。
The size and shape of the
次に、アーティファクト10を用いて検査・校正を行う手順の詳細について説明する。
Next, details of a procedure for performing inspection / calibration using the
まず、アーティファクト10を回転テーブル4上に載置し、アーティファクト10の背面12と右側面14又は左側面15の傾きを測定する。このとき、アーティファクト10の位置及び傾きは、アーティファクト10の斜面16の位置及び傾きが、測定対象はすば歯車の歯筋測定歯面と見立てて歯筋測定することができる所定の位置及び傾きに概ね一致するようにする。
First, the
所定の位置及び傾きでは、回転テーブル4の上方からZ方向にアーティファクト10を見た要部拡大図である図3に示すように、アーティファクト10の斜面16の法線がX方向に垂直な平面(Y−Z面)に含まれ、アーティファクト10の斜面16にプローブ7の先端8が当接する接点と中心軸Mとの長さが、測定対象はすば歯車の歯筋測定半径(例えば基準ピッチ円半径)と一致する。また、歯筋測定を行ったときに、プローブ7の先端8は、アーティファクト10の斜面16に沿って移動し、アーティファクト10の斜面16から飛び出すことがない。理想的には、アーティファクト10の背面12の法線方向はY方向と一致し、右側面14又は左側面15の法線方向はX方向と一致する。
At a predetermined position and inclination, as shown in FIG. 3 which is an enlarged view of the main part when the
アーティファクト10の傾きは、アーティファクト10の背面12と右側面14又は左側面15の傾きを測定しながら、前述した不図示のチルト調節可能な治具を用いて調整する。
The inclination of the
アーティファクト10の背面12と右側面14又は左側面15の傾きは、例えば、コラム5のセンサ取付部6に高精度な測定器(例えば、電気マイクロメーター)を取り付け、アーティファクト10の背面12と右側面14又は左側面15にこの測定器のプローブを当接させた状態で、コラム5をX方向又はY方向に移動させ、あるいはセンサ取付部6をZ方向に移動させ、コラム5又はセンサ取付部6の移動距離と測定器で測定した変位との関係から求める。
The inclination of the
あるいは、歯車歯面形状測定機2のプローブ7で、アーティファクト10の背面12及び右側面14又は左側面15を移動しながら測定することにより求めてもよい。この場合、例えば回転テーブル4を90度回転させ、アーティファクト10の背面12及び右側面14又は左側面15を、それぞれ、Y方向に垂直な平面(X−Z面)と略平行な状態にして測定する。
Or you may obtain | require by measuring while moving the
アーティファクト10の位置及び傾きを調整した後のアーティファクト10の背面12と右側面14又は左側面15の傾きについて、最終的な測定を行い、その結果を記憶する。
The final measurement is performed on the inclination of the
次いで、アーティファクト10の斜面16に、歯車歯面形状測定機2のプローブ7の先端8を当接させる。この歯筋測定開始状態から、アーティファクト10の斜面16がはすば歯車の歯面であると見立てて、歯車歯面形状測定機2によって、歯筋測定を行い、実測値を得る。すなわち、回転テーブル4を回転させるとともに、回転テーブルの回転角度に比例してセンサ取付部6をZ方向に移動させながら、プローブ7の先端8の変位を測定する。測定結果は、例えば、回転テーブル4の回転角とプローブ7の先端8が斜面16に接している状態での測定値とを対にして記憶する。
Next, the
次いで、アーティファクト10の斜面16が測定対象はすば歯車の歯筋測定歯面であると見立てて歯筋測定を行った場合の歯筋測定の理論値を演算する。
Next, a theoretical value of tooth trace measurement is calculated when tooth trace measurement is performed assuming that the
まず、位置及び傾きを調整した後のアーティファクト10の背面12と右側面14又は左側面15の傾き測定結果と、アーティファクト10の値付け測定結果とに基づいて、アーティファクト10の斜面16の傾き(斜面16の方向余弦)を求める。また、歯車歯面形状測定機2のプローブ7による歯筋測定開始可能状態において、測定歯筋曲線の基準となる点を、アーティファクト10の斜面16上の点(プローブ7の先端8の接点)の位置として求める。
First, based on the inclination measurement result of the
次いで、アーティファクト10の斜面16がはすば歯車の歯面であると見立てて、歯車歯面形状測定機2によって歯筋測定を行った場合について、歯筋測定に対応するよう回転テーブル4を所定方向に回転させるとともに、回転テーブルの回転角度に比例してセンサ取付部6をZ方向に移動させたときの、プローブ7の先端8が斜面16に接している接触位置を算出し、歯車歯面形状測定機が出力すべき理論値を演算し、実測値を評価する際の基礎とする。
Next, assuming that the
最後に、アーティファクト10の斜面16の実測値と理論値とを比較する。例えば、図5(a)に示すように、縦軸に歯筋誤差Fβ、横軸に歯幅bをとり、実線で示した実測値(実測値曲線)と、破線で示した理論値(理論値曲線)とを同一のグラフに重ねて表示する。あるいは、図5(b)に示すように、縦軸に実測値と理論値の差ΔFβ、横軸に歯幅bをとって図示したり、偏差δ+、δ−などの数値を算出したりする。
Finally, the measured value and the theoretical value of the
上記手順では、背面12と右側面14又は左側面15の傾きの測定結果から、斜面16の傾きを求め、理論値を算出する。つまり、アーティファクト10の背面12と、右側面14又は左側面15と、斜面16とを基準部として高精度に加工し、それぞれの平面度や直角度、背面12と斜面16とがなす角度γを予め値付け測定を行えばよい。
In the above procedure, the inclination of the
なお、上記以外の他の面、例えば上面11も基準部に含め、高精度に加工し、予め値付け測定を行い、歯車歯面形状測定機2に設置したときの傾きを測定するようにしてもよい。この場合、理論値の精度が高まり、歯車歯面形状測定機2の検査・校正の精度向上が期待できる。
It should be noted that other surfaces than the above, for example, the
(変形例1) 次に、より簡便な手順について説明する。 (Modification 1) Next, a simpler procedure will be described.
図6(a)に示すように、アーティファクト10を、不図示のチルト調節可能な治具を介して、歯車歯面形状測定機2の回転テーブル4上の略所定位置に載置する。そして、回転テーブル4上のアーティファクト10の右側面14又は左側面15に、歯車歯面形状測定機2のプローブ7の先端8を当接させた状態で、アーティファクト10のセンサ取付部6をZ方向に移動させながら測定を行い、アーティファクト10の右側面14又は左側面15が回転テーブル4の中心軸Mと平行になるように、治具を用いてアーティファクト10の傾きを調整する。
As shown in FIG. 6A, the
次いで、回転テーブル4上のアーティファクト10の右側面14又は左側面15に、歯車歯面形状測定機2のプローブ7の先端8を当接させた状態でコラム5をX方向に移動させながら測定を行い、回転テーブル4上のアーティファクト10の配置角度を求める。
Next, measurement is performed while moving the
次いで、計測した回転テーブル4上のアーティファクト10の配置角度に応じて回転テーブル4を回転し、図6(b)に示すように、アーティファクト10の背面12がY方向と略垂直(X−Z面と略平行)になるようにする。そして、回転テーブル4上のアーティファクト10の背面12に、歯車歯面形状測定機2のプローブ7の先端8を当接させた状態で、歯車歯面形状測定機2のセンサ取付部6をZ方向に移動させながら測定を行い、アーティファクト10の背面12が回転テーブル4の中心軸Mと平行になるように、治具を用いてアーティファクト10の傾きを調整する。
Next, the rotary table 4 is rotated in accordance with the measured arrangement angle of the
次いで、回転テーブル4上のアーティファクト10の背面12に、歯車歯面形状測定機2のプローブ7の先端8を当接させた状態で、歯車歯面形状測定機2のコラム5をX方向に移動させながら測定を行う。これらの測定時になされた回転テーブルの角度は記憶されており、これらの値を用いて回転テーブル4上のアーティファクト10の配置角度を求める。
Next, the
このとき、理想的には、アーティファクト10の背面12が、歯車歯面形状測定機2に設置された場合に想定される測定対象はすば歯車の中心軸、すなわち回転テーブル4の中心軸Mを含む平面と平行、かつ、測定対象歯車の歯筋測定歯面の作用線方向(Y方向)と直角になり、プローブ7の先端8をアーティファクト10の背面12に当接させながらZ方向に移動させても、プローブ7の先端8のY方向変位が生じないようにする。
At this time, ideally, the measurement target assumed when the
次いで、アーティファクト10の斜面16に、歯車歯面形状測定機2のプローブ7の先端8を当接させ、この状態から、アーティファクト10の斜面16が測定対象はすば歯車の歯筋測定歯面であると見立てて、歯車歯面形状測定機2によって、歯筋測定を行う。
Next, the
上記手順では、歯車歯面形状測定機2以外に、センサなどの測定器を用いないので、歯車歯面形状測定機2の測定精度の評価を簡単に行うことができる。
In the above procedure, since a measuring device such as a sensor is not used other than the gear tooth surface
(変形例2) 次に、別の手順について説明する。 (Modification 2) Next, another procedure will be described.
図6(b)に示すように、アーティファクト10の背面12がY方向と略垂直(X−Z面と略平行)になるように、回転テーブル4上の略所定位置にアーティファクト10を設置し、アーティファクト10の背面12の傾きを測定する。
As shown in FIG. 6B, the
例えば、回転テーブル4上のアーティファクト10の背面12に、歯車歯面形状測定機2のプローブ7の先端8が当接した状態で、センサ取付部6をZ方向に移動させながら測定を行い、背面12のX軸まわりの角度を求める。このとき、測定値を参照し、アーティファクト10の背面12が回転テーブル4の中心軸Mとできるだけ平行になるように、不図示の治具を用いてアーティファクト10の傾きを調整した後、Z方向移動時の最終測定値(すなわち、背面12のX軸まわりの角度)を記憶するようにしてもよい。
For example, in the state where the
次いで、回転テーブル4上のアーティファクト10の背面12に歯車歯面形状測定機2のプローブ7の先端8が当接した状態で、コラム5をX方向に移動させながら測定を行い、背面12のZ軸まわりの角度を求める。このとき、測定値を参照し、プローブ7の先端8のY方向変位ができるだけ生じないように、治具を用いてアーティファクト10のZ軸まわりの傾きを調整した後、X方向移動の最終測定値(すなわち、背面12のZ軸まわりの角度)を記憶するようにしてもよい。
Next, in a state where the
次いで、アーティファクト10の斜面16に、歯車歯面形状測定機2のプローブ7の先端8を当接させ、コラム5をX方向に移動させながら測定を行い、その測定結果と、背面12の傾きの測定結果と、アーティファクト10の値付け測定結果とにより、斜面16のY軸まわりの角度を求める。このとき、測定値を参照し、プローブ7の先端8のY方向変位ができるだけ生じないように、治具を用いてアーティファクト10のY軸まわりの回転角度を調整した後、X方向移動の最終測定値(すなわち、斜面16のY軸まわりの角度)を記憶するようにしてもよい。なお、アーティファクト10の斜面16のY軸まわりの角度の測定は、後述する歯筋測定の後に行ってもよい。
Next, the
次いで、アーティファクト10の斜面16が測定対象はすば歯車の歯筋測定歯面であると見立てて、歯車歯面形状測定機2によって、歯筋測定を行う。
Next, assuming that the
上記手順では、背面12及び斜面16の測定値から、斜面16の傾きを導出し、理論値を算出することができる。つまり、アーティファクト10の背面12及び斜面16のみを基準部として高精度に加工し、背面12及び斜面16の平面度と、背面12と斜面16とがなす角度γを値付け測定するだけでよい。なお、背面12の代わりに、前面17を基準部としてもよい。
In the above procedure, the theoretical value can be calculated by deriving the inclination of the
(変形例3) 次に、さらに別の手順について説明する。 (Modification 3) Next, yet another procedure will be described.
図6(b)に示すように、アーティファクト10の背面12がY方向に略垂直(X−Z面と略平行)になるように、回転テーブル4上の略所定位置にアーティファクト10を設置し、上面11の傾きを測定する。
As shown in FIG. 6B, the
次いで、アーティファクト10の斜面16に、歯車歯面形状測定機2のプローブ7の先端8を当接させ、コラム5をX方向に移動させながら測定を行い、その測定結果と、上面11の傾きの測定結果と、アーティファクト10の値付け測定結果とにより、斜面16のZ軸まわりの角度を求める。このとき、測定値を参照し、プローブ7の先端8のY方向変位ができるだけ生じないように、治具を用いてアーティファクト10のZ軸まわりの回転角度を調整した後、X方向移動の最終測定値(すなわち、斜面16のZ軸まわりの角度)を記憶するようにしてもよい。なお、アーティファクト10の斜面16のZ軸まわりの角度の測定は、後述する歯筋測定の後に行ってもよい。
Next, the
次いで、アーティファクト10の斜面16が測定対象はすば歯車の歯筋測定歯面であると見立てて、歯車歯面形状測定機2によって、歯筋測定を行う。
Next, assuming that the
上記手順では、上面11及び斜面16の測定値から、斜面16の傾きを導出し、理論値を算出することができる。つまり、アーティファクト10の上面11及び斜面16のみを基準部として高精度に加工し、上面11及び斜面16の平面度と、上面11と斜面16とがなす角度(90°−γ)を値付け測定するだけでよい。
In the above procedure, the theoretical value can be calculated by deriving the slope of the
(まとめ) 以上に説明したように、アーティファクト10を用い、その斜面16を測定対象はすば歯車の歯筋測定歯面とみなして歯車歯面形状測定機2で歯筋測定を行い、実測値を得るとともに、この歯筋測定の理論値を求めることにより、実測値と理論値との差から、歯車歯面形状測定機2がどの程度の精度で歯筋測定を行うことができるかが分かる。アーティファクト10は、高精度に製作でき、高精度に値付け測定ができ、トレーサビリティの保証も容易である。
(Summary) As described above, the
歯車歯面形状測定機に設置されたアーティファクト10を測定し、その測定値に基づいて、アーティファクト10が設置された状態での歯筋測定の理論値を求めることができる。また、基準部は平面であるため、測定位置のずれを許容することができる。そのため、アーティファクト10が前述した条件(a)及び(b)を満たす略所定位置に配置されていれば、アーティファクトの設置を厳密に行わなくても検査・校正を行うことができる。したがって、検査・校正を容易に行うことが可能である。
The
なお、本発明は、上記した実施の形態に限定されるものではなく、種々変更を加えて実施可能である。 The present invention is not limited to the above-described embodiment, and can be implemented with various modifications.
例えば、アーティファクト10の面11,12,14,15,16,17の位置や傾きを適宜に選択して測定し、アーティファクト10の斜面16の位置及び傾きが所定の位置及び傾きになるように調整することができる。
For example, the positions and inclinations of the
2 歯車歯面形状測定機
4 回転テーブル
5 コラム
6 センサ取付部
7 プローブ
8 先端
10 アーティファクト
11 上面(第2の基準部、第5の基準部)
12 背面(第2の基準部、第5の基準部)
14 右側面(第3の基準部、第4の基準部)
15 左側面(第4の基準部、第3の基準部)
16 斜面(第1の基準部)
2 gear tooth surface shape measuring machine 4 rotary table 5
12 Back (2nd reference part, 5th reference part)
14 Right side (3rd reference part, 4th reference part)
15 Left side (4th reference part, 3rd reference part)
16 Slope (first reference part)
Claims (2)
検査・校正アーティファクトは斜面、背面の各平面を有するとともに、右側面、左側面、上面のうち少なくとも1つの平面を有し、さらに、歯車歯面形状測定機に載置するための底部を有するブロック状部材であり、
前記斜面を第1の基準部を含む第1の平面とし、前記背面を第2の基準部を含む第2の平面とし、前記右側面と前記左側面の一方を第3の基準部を含む第3の平面とし、前記右側面と前記左側面の他方を第4の基準部を含む第4の平面とし、前記上面を第5の基準部を含む第5の平面とし、
前記第1の平面は前記第2の平面と角度γだけ傾いており、前記角度γは、はすば歯車の歯筋測定歯面の傾斜に対応した値に設定されており、
前記第3の平面は前記第1の平面に直交するとともに前記第2の平面に直交し、前記第4の平面は前記第1の平面に直交するとともに前記第2の平面に直交し、前記第5の平面は前記第2の平面に直交するとともに前記第1の平面と角度90°−γだけ傾いているように形成されており、
予め、前記各平面の平面度、及び、
前記第3の平面、前記第4の平面、前記第5の平面のうち1つの平面と、前記第1の平面と、前記第2の平面の3つの各平面の間の角度
が、精密測定によって値付けされているブロック状部材であることを特徴とする検査・校正アーティファクト。 Inspection / calibration artifact used for inspection / calibration of helical gear tooth trace measurement of gear tooth surface shape measuring machine,
The inspection / calibration artifact has a slope, a back surface, at least one of the right side surface, the left side surface, and the top surface, and a block having a bottom for mounting on a gear tooth surface shape measuring machine. Shaped member,
The inclined surface is a first plane including a first reference portion, the back surface is a second plane including a second reference portion, and one of the right side surface and the left side surface is a third plane including a third reference portion. The other side of the right side and the left side is a fourth plane including a fourth reference portion, and the upper surface is a fifth plane including a fifth reference portion,
The first plane is inclined with respect to the second plane by an angle γ, and the angle γ is set to a value corresponding to the inclination of the tooth trace measurement tooth surface of the helical gear,
The third plane is orthogonal to the first plane and orthogonal to the second plane, the fourth plane is orthogonal to the first plane and orthogonal to the second plane, and 5 planes are formed so as to be orthogonal to the second plane and inclined with respect to the first plane by an angle of 90 ° -γ,
In advance, the flatness of each plane, and
An angle between one of the third plane, the fourth plane, and the fifth plane, the first plane, and each of the three planes of the second plane.
Is a block-like member that is priced by precision measurement .
a)前記検査・校正アーティファクトの前記第1の基準部の位置及び傾きが、前記歯車歯面形状測定機に設置される測定対象のはすば歯車(以下、「測定対象はすば歯車」という。)の歯筋測定が行われるときの歯筋測定歯面の位置及び傾きと略一致するように、かつ、b)前記検査・校正アーティファクトの前記第2の基準部が、前記歯車歯面形状測定機に設置されたときの前記測定対象はすば歯車の中心軸と略平行又は略垂直となるように、前記検査・校正アーティファクトを前記歯車歯面形状測定機に設置する第1のステップと、
前記歯車歯面形状測定機に設置された前記検査・校正アーティファクトについて測定を行い、前記検査・校正アーティファクトの前記第1の基準部の位置及び傾きを求める第2のステップと、
前記検査・校正アーティファクトの前記第1の基準部を、前記測定対象はすば歯車の前記歯筋測定歯面と見立てて、前記歯車歯面形状測定機で歯筋測定を行い、該歯筋測定の実測値を得る第3のステップと、
前記検査・校正アーティファクトの前記値付け測定の結果と、前記第2のステップにより求めた前記検査・校正アーティファクトの前記第1の基準部の前記位置及び前記傾きとに基づいて、前記歯筋測定の理論値を算出する第4のステップと、
前記第3のステップで得た前記歯筋測定の前記実測値と、前記第4のステップで算出した前記歯筋測定の前記理論値とを比較する第5のステップとを備えたことを特徴とする、歯車歯面形状測定機のはすば歯車歯筋測定の測定精度の検査・校正法。 A first reference portion included in the first plane; and a second reference portion included in a second plane that forms a predetermined angle that is non-perpendicular to the first plane. A method for inspecting and calibrating the measurement accuracy of helical gear tooth traces of a gear tooth surface shape measuring machine using a specified inspection / calibration artifact,
a) The position and inclination of the first reference portion of the inspection / calibration artifact is a helical gear to be measured (hereinafter referred to as “measuring object is a helical gear”) installed in the gear tooth surface shape measuring machine. .)) So that the position and inclination of the tooth trace measurement tooth surface when the tooth trace measurement is performed, and b) the second reference portion of the inspection / calibration artifact is the gear tooth face shape. A first step of installing the inspection / calibration artifact in the gear tooth surface shape measuring machine so that the object to be measured when installed in the measuring machine is substantially parallel or substantially perpendicular to the central axis of the helical gear; ,
A second step of measuring the inspection / calibration artifact installed in the gear tooth surface shape measuring machine to determine the position and inclination of the first reference portion of the inspection / calibration artifact;
The first reference portion of the inspection / calibration artifact is regarded as the tooth trace measurement tooth surface of a helical gear, the tooth tooth measurement is performed by the gear tooth surface shape measuring machine, and the tooth trace measurement is performed. A third step of obtaining an actual measurement value of
Based on the result of the pricing measurement of the inspection / calibration artifact and the position and inclination of the first reference portion of the inspection / calibration artifact obtained in the second step, A fourth step of calculating a theoretical value;
A fifth step of comparing the actual measurement value of the tooth trace measurement obtained in the third step with the theoretical value of the tooth trace measurement calculated in the fourth step is provided. This is an inspection / calibration method of the measurement accuracy of helical gear tooth trace measurement of a gear tooth surface shape measuring machine.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005126692A JP4484111B2 (en) | 2005-04-25 | 2005-04-25 | Evaluation Method for Gear Tooth Surface Profile Measuring Machine |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005126692A JP4484111B2 (en) | 2005-04-25 | 2005-04-25 | Evaluation Method for Gear Tooth Surface Profile Measuring Machine |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006300882A JP2006300882A (en) | 2006-11-02 |
| JP4484111B2 true JP4484111B2 (en) | 2010-06-16 |
Family
ID=37469329
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005126692A Expired - Fee Related JP4484111B2 (en) | 2005-04-25 | 2005-04-25 | Evaluation Method for Gear Tooth Surface Profile Measuring Machine |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4484111B2 (en) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5091702B2 (en) * | 2008-02-04 | 2012-12-05 | 株式会社ミツトヨ | Probe straightness measurement method |
| JP5255012B2 (en) * | 2010-04-02 | 2013-08-07 | 三菱重工業株式会社 | Calibration method of gear measuring device |
| CN101893419B (en) * | 2010-07-16 | 2011-12-07 | 宝钢苏冶重工有限公司 | Method for measuring length of center line of chamfered cylinder |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57179603A (en) * | 1981-04-30 | 1982-11-05 | Nissan Motor Co Ltd | Master tooth profile used for measuring gear lead |
| JP2000019070A (en) * | 1998-07-06 | 2000-01-21 | Toyota Motor Corp | Method for evaluating cog surface shape of toothed wheel |
| JP2004101247A (en) * | 2002-09-05 | 2004-04-02 | Osaka Seimitsu Kikai Kk | Testing method for tooth profile measuring device |
| JP2006170665A (en) * | 2004-12-13 | 2006-06-29 | Kyoto Univ | Inspection/calibration artifact of gear tooth flank shape measuring machine |
-
2005
- 2005-04-25 JP JP2005126692A patent/JP4484111B2/en not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57179603A (en) * | 1981-04-30 | 1982-11-05 | Nissan Motor Co Ltd | Master tooth profile used for measuring gear lead |
| JP2000019070A (en) * | 1998-07-06 | 2000-01-21 | Toyota Motor Corp | Method for evaluating cog surface shape of toothed wheel |
| JP2004101247A (en) * | 2002-09-05 | 2004-04-02 | Osaka Seimitsu Kikai Kk | Testing method for tooth profile measuring device |
| JP2006170665A (en) * | 2004-12-13 | 2006-06-29 | Kyoto Univ | Inspection/calibration artifact of gear tooth flank shape measuring machine |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006300882A (en) | 2006-11-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100371672C (en) | Calibration method for surface texture measuring instrument, calibration program for surface texture measuring instrument, recording medium storing the calibration program and surface texture measurin | |
| JP7374271B2 (en) | Measurement of toothed articles using multiple sensors | |
| TWI474891B (en) | Calibration method of gear measuring device | |
| JP6083104B1 (en) | Surface shape measuring method, misalignment amount calculating method, and surface shape measuring apparatus | |
| JP5908102B2 (en) | Preparation for operation of contact scanning coordinate measuring instrument | |
| JP6119981B2 (en) | Calibration jig and calibration method for optical interference measuring apparatus | |
| JP2021500542A (en) | Measurement of toothed articles on a multi-machine testing machine platform using non-contact sensors | |
| JP4484111B2 (en) | Evaluation Method for Gear Tooth Surface Profile Measuring Machine | |
| JP6636288B2 (en) | Collective autonomous calibration method of rotation angle sensor and displacement sensor in screw lead measurement and screw lead measuring device | |
| JPS581724B2 (en) | A tool for controlling and measuring the normal involute tooth profile of helical gears | |
| JP4931867B2 (en) | Variable terminal | |
| JP6743351B2 (en) | Method for calculating misalignment of roundness measuring machine and roundness measuring machine | |
| JPH0341310A (en) | Measuring apparatus of gear | |
| JPH09178461A (en) | Method of measuring tooth thickness of gear | |
| JP2009300301A (en) | Displacement measuring tool and displacement measuring device | |
| JP2005338001A (en) | Hole-pitch measuring method and hole-pitch measuring instrument | |
| Yuzaki | Gear measuring machine by “NDG Method” for gears ranging from miniature to super-large | |
| JP2008286700A (en) | Angle measuring method, and angle measuring instrument | |
| JP2004101247A (en) | Testing method for tooth profile measuring device | |
| JP3869315B2 (en) | Measuring jig | |
| JP7201208B2 (en) | Calibration gauge and calibration method | |
| JP3005947B2 (en) | Gear inspection device | |
| US6490804B1 (en) | Comparison gauge for automotive starters | |
| JP3861615B2 (en) | Gear angle measuring method and gear angle inspection device | |
| JP2006177713A (en) | Inspection/calibration artifact of shape measuring machine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070314 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20091215 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091222 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100222 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100316 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100317 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130402 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130402 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130402 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130402 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140402 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |