JP4441552B2 - ダイヤモンドコンディショナ - Google Patents
ダイヤモンドコンディショナ Download PDFInfo
- Publication number
- JP4441552B2 JP4441552B2 JP2007191691A JP2007191691A JP4441552B2 JP 4441552 B2 JP4441552 B2 JP 4441552B2 JP 2007191691 A JP2007191691 A JP 2007191691A JP 2007191691 A JP2007191691 A JP 2007191691A JP 4441552 B2 JP4441552 B2 JP 4441552B2
- Authority
- JP
- Japan
- Prior art keywords
- diamond
- diamond abrasive
- conditioner
- bonded
- band
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Landscapes
- Polishing Bodies And Polishing Tools (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
- Grinding-Machine Dressing And Accessory Apparatuses (AREA)
Description
[請求項1]
半導体ウエハを研磨するためのCMP装置で使用されるポリシングクロスの、表面状態を整えるコンディショナであって、
円板状のコンディショナ基板と、
このコンディショナ基板上に設けられ、リング状凹溝により隔てられた、同心帯状の複数のダイヤモンド砥粒接着部と、
これらのダイヤモンド砥粒接着部表面に接着層を介して接着されたダイヤモンド砥粒とを備え、
各ダイヤモンド砥粒接着部には、夫々相違する種類のダイヤモンド砥粒を接着し、
ダイヤモンド砥粒接着後のコンディショナの表面が、ほぼ平坦面を形成するように調整され、
前記コンディショナ基板の表面に、互いにリング状凹溝により隔てられた、外周の帯状部と内周の帯状部と中心円部とからなる、同心帯状の複数のダイヤモンド砥粒接着部が形成され、
前記外周の帯状部には、平均粒径45μm以上の粒度から、平均粒径250μm以下の粒度のダイヤモンド砥粒が接着され、前記内周の帯状部には、前記外周の帯状部と平均粒径が20%以上相違し、かつ、前記外周の帯状部よりも粒径が小さい粒度のダイヤモンド砥粒が接着されていることを特徴とするダイヤモンドコンディショナ。
[請求項2]
半導体ウエハを研磨するためのCMP装置で使用されるポリシングクロスの、表面状態を整えるコンディショナであって、
円板状のコンディショナ基板と、
このコンディショナ基板上に設けられ、リング状凹溝により隔てられた、同心帯状の複数のダイヤモンド砥粒接着部と、
これらのダイヤモンド砥粒接着部表面に接着層を介して接着されたダイヤモンド砥粒とを備え、
各ダイヤモンド砥粒接着部には、夫々相違する種類のダイヤモンド砥粒を接着し、
ダイヤモンド砥粒接着後のコンディショナの表面が、ほぼ平坦面を形成するように調整され、
前記コンディショナ基板の表面に、互いにリング状凹溝により隔てられた、外周の帯状部と内周の帯状部と中心円部とからなる、同心帯状の複数のダイヤモンド砥粒接着部が形成され、
前記外周の帯状部には、平均粒径45μm以上の粒度から、平均粒径250μm以下の粒度のダイヤモンド砥粒が接着され、前記内周の帯状部には、前記外周の帯状部と平均粒径が20%以上相違し、かつ、前記外周の帯状部よりも粒径が大きい粒度のダイヤモンド砥粒が接着されていることを特徴とするダイヤモンドコンディショナ。
[請求項3]
半導体ウエハを研磨するためのCMP装置で使用されるポリシングクロスの、表面状態を整えるコンディショナであって、
円板状のコンディショナ基板と、
このコンディショナ基板上に設けられ、リング状凹溝により隔てられた、同心帯状の複数のダイヤモンド砥粒接着部と、
これらのダイヤモンド砥粒接着部表面に接着層を介して接着されたダイヤモンド砥粒とを備え、
各ダイヤモンド砥粒接着部には、夫々相違する種類のダイヤモンド砥粒を接着し、
ダイヤモンド砥粒接着後のコンディショナの表面が、ほぼ平坦面を形成するように調整され、
前記コンディショナ基板の表面に、互いにリング状凹溝により隔てられた、外周の帯状部と内周の帯状部と中心円部とからなる、同心帯状の複数のダイヤモンド砥粒接着部が形成され、
前記外周の帯状部にはブロッキーなダイヤモンド砥粒が接着され、前記内周の帯状部にはシャープなダイヤモンド砥粒が接着されていることを特徴とするダイヤモンドコンディショナ。
[請求項4]
半導体ウエハを研磨するためのCMP装置で使用されるポリシングクロスの、表面状態を整えるコンディショナであって、
円板状のコンディショナ基板と、
このコンディショナ基板上に設けられ、リング状凹溝により隔てられた、同心帯状の複数のダイヤモンド砥粒接着部と、
これらのダイヤモンド砥粒接着部表面に接着層を介して接着されたダイヤモンド砥粒とを備え、
各ダイヤモンド砥粒接着部には、夫々相違する種類のダイヤモンド砥粒を接着し、
ダイヤモンド砥粒接着後のコンディショナの表面が、ほぼ平坦面を形成するように調整され、
前記コンディショナ基板の表面に、互いにリング状凹溝により隔てられた、外周の帯状部と内周の帯状部と中心円部とからなる、同心帯状の複数のダイヤモンド砥粒接着部が形成され、
前記外周の帯状部にはシャープなダイヤモンド砥粒が接着され、前記内周の帯状部にはブロッキーなダイヤモンド砥粒が接着されていることを特徴とするダイヤモンドコンディショナ。
[請求項5]
請求項3に記載のダイヤモンドコンディショナにおいて、
外周の帯状部にはブロッキーなダイヤモンド砥粒が接着され、内周の帯状部にはシャープなダイヤモンド砥粒が接着され、外周の帯状部には内周の帯状部よりも粒径の大きなダイヤモンド砥粒を接着したことを特徴とするダイヤモンドコンディショナ。
[請求項6]
請求項3に記載のダイヤモンドコンディショナにおいて、
外周の帯状部にはブロッキーなダイヤモンド砥粒が接着され、内周の帯状部にはシャープなダイヤモンド砥粒が接着され、外周の帯状部には内周の帯状部よりも粒径の小さなダイヤモンド砥粒を接着したことを特徴とするダイヤモンドコンディショナ。
[請求項7]
請求項4に記載のダイヤモンドコンディショナにおいて、
外周の帯状部にはシャープなダイヤモンド砥粒が接着され、内周の帯状部にはブロッキーなダイヤモンド砥粒が接着され、外周の帯状部には内周の帯状部よりも粒径の大きなダイヤモンド砥粒を接着したことを特徴とするダイヤモンドコンディショナ。
[請求項8]
請求項4に記載のダイヤモンドコンディショナにおいて、
外周の帯状部にはシャープなダイヤモンド砥粒が接着され、内周の帯状部にはブロッキーなダイヤモンド砥粒が接着され、外周の帯状部には内周の帯状部よりも粒径の小さなダイヤモンド砥粒を接着したことを特徴とするダイヤモンドコンディショナ。
[請求項9]
請求項1乃至8のいずれかに記載のダイヤモンドコンディショナにおいて、
前記粒径の大きなダイヤモンド砥粒を接着した帯状部よりも前記粒径の小さなダイヤモンド砥粒を接着した帯状部のほうが、半径方向の寸法が長いことを特徴とするダイヤモンドコンディショナ。
[請求項10]
請求項1に記載のダイヤモンドコンディショナにおいて、
コンディショナ基板の半径を100としたとき、外周の帯状部の幅は2以上30以下、内周の帯状部の幅は2以上50以下、中心円部の半径は20以上になるようにサイズを選定し、
前記外周の帯状部よりも前記内周の帯状部のほうが、半径方向の寸法が長いことを特徴とするダイヤモンドコンディショナ。
[請求項11]
請求項1乃至10に記載のダイヤモンドコンディショナにおいて、
前記外周の帯状部には、最外周にテーパ面が存在し、このテーパ面にも、ダイヤモンド砥粒が接着され、
前記テーパ面には、他の面と比べて粒径の大きいダイヤモンド砥粒が接着されていることを特徴とするダイヤモンドコンディショナ。
[構成例と効果]
以下の構成によればそれぞれ以下の効果がある。
〈構成1〉
半導体ウエハを研磨するためのCMP装置で使用されるポリシングクロスの、表面状態を整えるコンディショナであって、円板状のコンディショナ基板と、このコンディショナ基板上に設けられ、リング状凹溝により隔てられた、同心帯状の複数のダイヤモンド砥粒接着部と、これらのダイヤモンド砥粒接着部表面に接着層を介して接着されたダイヤモンド砥粒とを備え、各ダイヤモンド砥粒接着部には、夫々相違する種類のダイヤモンド砥粒を接着し、ダイヤモンド砥粒接着後のコンディショナの表面が、ほぼ平坦面を形成するように調整したことを特徴とするダイヤモンドコンディショナ。
構成1に記載のダイヤモンドコンディショナにおいて、コンディショナ基板の表面にリング状凹溝が形成されて、同心帯状の複数のダイヤモンド砥粒接着部が形成されていることを特徴とするダイヤモンドコンディショナ。
構成1に記載のダイヤモンドコンディショナにおいて、上記ダイヤモンド砥粒接着部は、それぞれ環状のブロックにより構成され、コンディショナ基板上に形成された凹陥部に嵌め込まれ、ボルト止めまたは接着剤により固定されていることを特徴とするダイヤモンドコンディショナ。
構成1または2に記載のダイヤモンドコンディショナにおいて、コンディショナ基板上には、互いにリング状凹溝により隔てられた、外周の帯状部と内周の帯状部と中心円部とが設けられ、外周の帯状部にはJIS規格で#400から#80の粒度、内周の帯状部には外周の帯状部よりも粒径が小さい粒度のダイヤモンド砥粒が接着されていることを特徴とするダイヤモンドコンディショナ。
構成1または2に記載のダイヤモンドコンディショナにおいて、コンディショナ基板上には、互いにリング状凹溝により隔てられた、外周の帯状部と内周の帯状部と中心円部とが設けられ、外周の帯状部にはJIS規格で#400から#80の粒度、内周の帯状部には外周の帯状部よりも粒径が大きい粒度のダイヤモンド砥粒が接着されていることを特徴とするダイヤモンドコンディショナ。
構成1または2に記載のダイヤモンドコンディショナにおいて、コンディショナ基板上には、互いにリング状凹溝により隔てられた、外周の帯状部と内周の帯状部と中心円部とが設けられ、外周の帯状部にはブロッキーなダイヤモンド砥粒が接着され、内周の帯状部にはシャープなダイヤモンド砥粒が接着されていることを特徴とするダイヤモンドコンディショナ。
構成6に記載のダイヤモンドコンディショナにおいて、外周の帯状部にはブロッキーなダイヤモンド砥粒が接着され、内周の帯状部にはシャープなダイヤモンド砥粒が接着され、外周の帯状部には内周の帯状部よりも粒径の小さなダイヤモンド砥粒を接着したことを特徴とするダイヤモンドコンディショナ。
構成6に記載のダイヤモンドコンディショナにおいて、外周の帯状部にはブロッキーなダイヤモンド砥粒が接着され、内周の帯状部にはシャープなダイヤモンド砥粒が接着され、外周の帯状部には内周の帯状部よりも粒径の小さなダイヤモンド砥粒を接着したことを特徴とするダイヤモンドコンディショナ。
構成9に記載のダイヤモンドコンディショナにおいて、外周の帯状部よりも内周の帯状部のほうが、半径方向の寸法が長いことを特徴とするダイヤモンドコンディショナ。
構成1乃至9に記載のダイヤモンドコンディショナにおいて、外周の帯状部には、最外周にテーパ面が存在し、このテーパ面にも、ダイヤモンド砥粒が接着されていることを特徴とするダイヤモンドコンディショナ。
構成11に記載のダイヤモンドコンディショナにおいて、テーパ面には、他の面と比べて粒径の大きいダイヤモンド砥粒が接着されていることを特徴とするダイヤモンドコンディショナ。
構成1乃至9に記載のダイヤモンドコンディショナにおいて、リング状凹溝により隔てられた、各帯状部の上面と側面にダイヤモンド砥粒が接着されていることを特徴とするダイヤモンドコンディショナ。
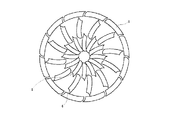
半導体ウエハを研磨するCMP装置におけるポリシングクロスのコンディショナであって、円板状のコンディショナ基板と、該コンディショナ基板の表面に一体に膨出させて外周辺に形成した環状に連なる短円弧状のダイヤモンド砥粒接着部と、該環状に連なる短円弧状の複数のダイヤモンド砥粒接着部の内側に渦巻き状に形成した短円弧状の複数のダイヤモンド砥粒接着部と、該複数のダイヤモンド砥粒接着部の上面と側面の上方とに接着層を介して接着する複数種類のダイヤモンド砥粒とを備え、上記複数のダイヤモンド砥粒接着部には相違する種類のダイヤモンド砥粒を接着し、夫々のダイヤモンド砥粒を接着後のコンディショナの表面を同一平面状にしたことを特徴とするダイヤモンドコンディショナ。
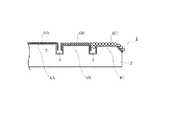
図2は、実施例1のダイヤモンドコンディショナの主要部断面図である。
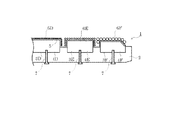
図3は、実施例2のダイヤモンドコンディショナの主要部断面図である。
図4は、実施例3のダイヤモンドコンディショナの主要部断面図である。
図5は、実施例4のダイヤモンドコンディショナの主要部断面図である。
図5は、実施例5のダイヤモンド砥粒接着部の配設例を説明する平面図である。
図6は、ダイヤモンドコンディショナを使用したCMP研磨装置例の斜視図である。
図8と図9は、上記のダイヤモンドコンディショナの作用効果を実証する説明図である。
(例1) まず、最初の例は、外周の帯状部に、ブロッキーなダイヤモンド砥粒が接着され、内周の帯状部に、シャープなダイヤモンド砥粒が接着されている。中央辺に位置する円形状部分は回転速度が遅くてポリシング効果が小さいので、ダイヤモンド砥粒を接着しなくても構わない。次の例は、外周の帯状部にJIS規格で#400以上#80以下の粒度、内周の帯状部には外周の帯状部よりも粒径が大きい粒度のダイヤモンド砥粒が接着されている。#400を越えるとポリシング効果が小さ過ぎる。また,#80以下では仕上がり後の面粗さが粗く成りすぎるから、この範囲が適する。なお、JIS規格で#400から#80の粒度は、平均粒径が約45μmから約250μmのものになる。好ましくは、平均粒径が20%以上相違するとよい。平均粒径が20%未満の差では、全て同一の種類のダイヤモンド砥粒を使用したものと比較して、効果の差が十分に現れない。
C ポリシングクロス
1 ダイヤモンドコンディショナ
2 コンディショナ基板
3 リング状凹溝
4 ダイヤモンド砥粒接着部
5 接着層
6 ダイヤモンド砥粒
Claims (11)
- 半導体ウエハを研磨するためのCMP装置で使用されるポリシングクロスの、表面状態を整えるコンディショナであって、
円板状のコンディショナ基板と、
このコンディショナ基板上に設けられ、リング状凹溝により隔てられた、同心帯状の複数のダイヤモンド砥粒接着部と、
これらのダイヤモンド砥粒接着部表面に接着層を介して接着されたダイヤモンド砥粒とを備え、
各ダイヤモンド砥粒接着部には、夫々相違する種類のダイヤモンド砥粒を接着し、
ダイヤモンド砥粒接着後のコンディショナの表面が、ほぼ平坦面を形成するように調整され、
前記コンディショナ基板の表面に、互いにリング状凹溝により隔てられた、外周の帯状部と内周の帯状部と中心円部とからなる、同心帯状の複数のダイヤモンド砥粒接着部が形成され、
前記外周の帯状部には、平均粒径45μm以上の粒度から、平均粒径250μm以下の粒度のダイヤモンド砥粒が接着され、前記内周の帯状部には、前記外周の帯状部と平均粒径が20%以上相違し、かつ、前記外周の帯状部よりも粒径が小さい粒度のダイヤモンド砥粒が接着されていることを特徴とするダイヤモンドコンディショナ。 - 半導体ウエハを研磨するためのCMP装置で使用されるポリシングクロスの、表面状態を整えるコンディショナであって、
円板状のコンディショナ基板と、
このコンディショナ基板上に設けられ、リング状凹溝により隔てられた、同心帯状の複数のダイヤモンド砥粒接着部と、
これらのダイヤモンド砥粒接着部表面に接着層を介して接着されたダイヤモンド砥粒とを備え、
各ダイヤモンド砥粒接着部には、夫々相違する種類のダイヤモンド砥粒を接着し、
ダイヤモンド砥粒接着後のコンディショナの表面が、ほぼ平坦面を形成するように調整され、
前記コンディショナ基板の表面に、互いにリング状凹溝により隔てられた、外周の帯状部と内周の帯状部と中心円部とからなる、同心帯状の複数のダイヤモンド砥粒接着部が形成され、
前記外周の帯状部には、平均粒径45μm以上の粒度から、平均粒径250μm以下の粒度のダイヤモンド砥粒が接着され、前記内周の帯状部には、前記外周の帯状部と平均粒径が20%以上相違し、かつ、前記外周の帯状部よりも粒径が大きい粒度のダイヤモンド砥粒が接着されていることを特徴とするダイヤモンドコンディショナ。 - 半導体ウエハを研磨するためのCMP装置で使用されるポリシングクロスの、表面状態を整えるコンディショナであって、
円板状のコンディショナ基板と、
このコンディショナ基板上に設けられ、リング状凹溝により隔てられた、同心帯状の複数のダイヤモンド砥粒接着部と、
これらのダイヤモンド砥粒接着部表面に接着層を介して接着されたダイヤモンド砥粒とを備え、
各ダイヤモンド砥粒接着部には、夫々相違する種類のダイヤモンド砥粒を接着し、
ダイヤモンド砥粒接着後のコンディショナの表面が、ほぼ平坦面を形成するように調整され、
前記コンディショナ基板の表面に、互いにリング状凹溝により隔てられた、外周の帯状部と内周の帯状部と中心円部とからなる、同心帯状の複数のダイヤモンド砥粒接着部が形成され、
前記外周の帯状部にはブロッキーなダイヤモンド砥粒が接着され、前記内周の帯状部にはシャープなダイヤモンド砥粒が接着されていることを特徴とするダイヤモンドコンディショナ。 - 半導体ウエハを研磨するためのCMP装置で使用されるポリシングクロスの、表面状態を整えるコンディショナであって、
円板状のコンディショナ基板と、
このコンディショナ基板上に設けられ、リング状凹溝により隔てられた、同心帯状の複数のダイヤモンド砥粒接着部と、
これらのダイヤモンド砥粒接着部表面に接着層を介して接着されたダイヤモンド砥粒とを備え、
各ダイヤモンド砥粒接着部には、夫々相違する種類のダイヤモンド砥粒を接着し、
ダイヤモンド砥粒接着後のコンディショナの表面が、ほぼ平坦面を形成するように調整され、
前記コンディショナ基板の表面に、互いにリング状凹溝により隔てられた、外周の帯状部と内周の帯状部と中心円部とからなる、同心帯状の複数のダイヤモンド砥粒接着部が形成され、
前記外周の帯状部にはシャープなダイヤモンド砥粒が接着され、前記内周の帯状部にはブロッキーなダイヤモンド砥粒が接着されていることを特徴とするダイヤモンドコンディショナ。 - 請求項3に記載のダイヤモンドコンディショナにおいて、
外周の帯状部にはブロッキーなダイヤモンド砥粒が接着され、内周の帯状部にはシャープなダイヤモンド砥粒が接着され、外周の帯状部には内周の帯状部よりも粒径の大きなダイヤモンド砥粒を接着したことを特徴とするダイヤモンドコンディショナ。 - 請求項3に記載のダイヤモンドコンディショナにおいて、
外周の帯状部にはブロッキーなダイヤモンド砥粒が接着され、内周の帯状部にはシャープなダイヤモンド砥粒が接着され、外周の帯状部には内周の帯状部よりも粒径の小さなダイヤモンド砥粒を接着したことを特徴とするダイヤモンドコンディショナ。 - 請求項4に記載のダイヤモンドコンディショナにおいて、
外周の帯状部にはシャープなダイヤモンド砥粒が接着され、内周の帯状部にはブロッキーなダイヤモンド砥粒が接着され、外周の帯状部には内周の帯状部よりも粒径の大きなダイヤモンド砥粒を接着したことを特徴とするダイヤモンドコンディショナ。 - 請求項4に記載のダイヤモンドコンディショナにおいて、
外周の帯状部にはシャープなダイヤモンド砥粒が接着され、内周の帯状部にはブロッキーなダイヤモンド砥粒が接着され、外周の帯状部には内周の帯状部よりも粒径の小さなダイヤモンド砥粒を接着したことを特徴とするダイヤモンドコンディショナ。 - 請求項1乃至8のいずれかに記載のダイヤモンドコンディショナにおいて、
前記粒径の大きなダイヤモンド砥粒を接着した帯状部よりも前記粒径の小さなダイヤモンド砥粒を接着した帯状部のほうが、半径方向の寸法が長いことを特徴とするダイヤモンドコンディショナ。 - 請求項1に記載のダイヤモンドコンディショナにおいて、
コンディショナ基板の半径を100としたとき、外周の帯状部の幅は2以上30以下、内周の帯状部の幅は2以上50以下、中心円部の半径は20以上になるようにサイズを選定し、
前記外周の帯状部よりも前記内周の帯状部のほうが、半径方向の寸法が長いことを特徴とするダイヤモンドコンディショナ。 - 請求項1乃至10に記載のダイヤモンドコンディショナにおいて、
前記外周の帯状部には、最外周にテーパ面が存在し、このテーパ面にも、ダイヤモンド砥粒が接着され、
前記テーパ面には、他の面と比べて粒径の大きいダイヤモンド砥粒が接着されていることを特徴とするダイヤモンドコンディショナ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007191691A JP4441552B2 (ja) | 2006-07-31 | 2007-07-24 | ダイヤモンドコンディショナ |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006228412 | 2006-07-31 | ||
| JP2006228411 | 2006-07-31 | ||
| JP2007191691A JP4441552B2 (ja) | 2006-07-31 | 2007-07-24 | ダイヤモンドコンディショナ |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2008055593A JP2008055593A (ja) | 2008-03-13 |
| JP2008055593A5 JP2008055593A5 (ja) | 2009-04-16 |
| JP4441552B2 true JP4441552B2 (ja) | 2010-03-31 |
Family
ID=39238928
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007191691A Expired - Fee Related JP4441552B2 (ja) | 2006-07-31 | 2007-07-24 | ダイヤモンドコンディショナ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4441552B2 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4604122B2 (ja) * | 2009-02-12 | 2010-12-22 | 本田技研工業株式会社 | 再研磨方法 |
| KR101293517B1 (ko) * | 2009-03-24 | 2013-08-07 | 생-고벵 아브라시프 | 화학적 기계적 평탄화 패드 컨디셔너로 사용되는 연마 공구 |
| KR101052325B1 (ko) * | 2009-04-06 | 2011-07-27 | 신한다이아몬드공업 주식회사 | Cmp 패드 컨디셔너 및 그 제조방법 |
| GB201121637D0 (en) * | 2011-12-16 | 2012-01-25 | Element Six Ltd | Polycrystalline cvd diamond wheel dresser parts and methods of utilizing the same |
| JP2014147993A (ja) * | 2013-01-31 | 2014-08-21 | Shin Etsu Handotai Co Ltd | ドレッシングプレート及びドレッシングプレートの製造方法 |
| CN106463379B (zh) * | 2014-03-21 | 2019-08-06 | 恩特格里斯公司 | 具有细长切割边缘的化学机械平坦化垫调节器 |
| GB201701246D0 (en) | 2017-01-25 | 2017-03-08 | Fives Landis Ltd | Machine tools and methods of operation thereof |
-
2007
- 2007-07-24 JP JP2007191691A patent/JP4441552B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008055593A (ja) | 2008-03-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6325709B1 (en) | Rounded surface for the pad conditioner using high temperature brazing | |
| JP3534115B1 (ja) | エッジ研磨した窒化物半導体基板とエッジ研磨したGaN自立基板及び窒化物半導体基板のエッジ加工方法 | |
| JP4441552B2 (ja) | ダイヤモンドコンディショナ | |
| US7066795B2 (en) | Polishing pad conditioner with shaped abrasive patterns and channels | |
| US7250368B2 (en) | Semiconductor wafer manufacturing method and wafer | |
| JP2005262341A (ja) | Cmpパッドコンディショナー | |
| JP3770752B2 (ja) | 半導体装置の製造方法及び加工装置 | |
| TWI464796B (zh) | 雙面拋光半導體晶圓的方法 | |
| JP2004098214A (ja) | 研磨布用ドレッサー及びそれを用いた研磨布のドレッシング方法 | |
| JP2002160147A (ja) | 板ガラスの端縁部研磨方法 | |
| US6656818B1 (en) | Manufacturing process for semiconductor wafer comprising surface grinding and planarization or polishing | |
| JP2010076013A (ja) | 回転砥石の研磨方法および研磨装置、並びに研削砥石およびこれを用いた研削装置 | |
| JP3744877B2 (ja) | Cmp加工用ドレッサ | |
| JPH10296610A (ja) | 研磨方法 | |
| JP4749700B2 (ja) | 研磨クロス,ウェーハ研磨装置及びウェーハ製造方法 | |
| JP2008238389A (ja) | Cmpパッドコンディショナ | |
| WO2005070619A1 (ja) | ウエーハの研削方法及びウエーハ | |
| KR20090014530A (ko) | 반도체 웨이퍼 폴리싱장치의 패드콘디셔너 및 그 패드콘디셔너 제조방법 | |
| JP3664691B2 (ja) | Cmp加工用ドレッサ | |
| JP2008073832A (ja) | 薄型ウェハ製作用研削砥石及び研削方法 | |
| JP2002346927A (ja) | Cmpコンディショナ | |
| JP3533046B2 (ja) | 半導体基板用研磨布のドレッサー | |
| JP2002337050A (ja) | Cmpコンディショナ | |
| KR101009593B1 (ko) | 다이아몬드 컨디셔너 | |
| WO2000047369A1 (en) | Method of polishing semiconductor wafers |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090220 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090220 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20090325 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20090416 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090420 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090619 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090710 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090907 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091001 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091127 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20091217 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100108 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130115 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100707 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140115 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |