JP4355774B2 - 発泡金属コア及び中実カバープレートからなる複合材料及び該複合材料よりなる構成部品、その使用方法ならびに製造方法 - Google Patents
発泡金属コア及び中実カバープレートからなる複合材料及び該複合材料よりなる構成部品、その使用方法ならびに製造方法 Download PDFInfo
- Publication number
- JP4355774B2 JP4355774B2 JP2003515338A JP2003515338A JP4355774B2 JP 4355774 B2 JP4355774 B2 JP 4355774B2 JP 2003515338 A JP2003515338 A JP 2003515338A JP 2003515338 A JP2003515338 A JP 2003515338A JP 4355774 B2 JP4355774 B2 JP 4355774B2
- Authority
- JP
- Japan
- Prior art keywords
- powder
- semi
- composite material
- core layer
- metal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000002131 composite material Substances 0.000 title claims abstract description 47
- 238000000034 method Methods 0.000 title claims abstract description 47
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 24
- 229910052751 metal Inorganic materials 0.000 title claims description 40
- 239000002184 metal Substances 0.000 title claims description 40
- 239000007787 solid Substances 0.000 title claims description 17
- 239000000843 powder Substances 0.000 claims abstract description 85
- 239000010410 layer Substances 0.000 claims abstract description 55
- 239000012792 core layer Substances 0.000 claims abstract description 27
- 239000000203 mixture Substances 0.000 claims abstract description 23
- 239000011162 core material Substances 0.000 claims abstract description 22
- 239000003795 chemical substances by application Substances 0.000 claims abstract description 21
- 239000011265 semifinished product Substances 0.000 claims abstract description 17
- 239000000463 material Substances 0.000 claims description 21
- 238000000748 compression moulding Methods 0.000 claims description 16
- 238000002844 melting Methods 0.000 claims description 10
- 230000008018 melting Effects 0.000 claims description 10
- 238000005242 forging Methods 0.000 claims description 7
- 238000010438 heat treatment Methods 0.000 claims description 7
- 239000007788 liquid Substances 0.000 claims description 7
- 238000001513 hot isostatic pressing Methods 0.000 claims description 6
- 239000006262 metallic foam Substances 0.000 claims description 6
- 238000009694 cold isostatic pressing Methods 0.000 claims description 5
- 238000009413 insulation Methods 0.000 claims description 5
- 230000008961 swelling Effects 0.000 claims description 4
- 229910052782 aluminium Inorganic materials 0.000 claims description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 3
- 238000003825 pressing Methods 0.000 claims description 3
- -1 titanium hydride Chemical compound 0.000 claims description 3
- 229910000048 titanium hydride Inorganic materials 0.000 claims description 3
- 238000010276 construction Methods 0.000 claims 1
- 239000002360 explosive Substances 0.000 claims 1
- 239000000383 hazardous chemical Substances 0.000 claims 1
- 239000011824 nuclear material Substances 0.000 claims 1
- 239000000126 substance Substances 0.000 claims 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims 1
- 238000005187 foaming Methods 0.000 abstract description 8
- 239000006260 foam Substances 0.000 abstract description 5
- 239000000047 product Substances 0.000 abstract 1
- 239000007789 gas Substances 0.000 description 22
- 238000007906 compression Methods 0.000 description 7
- 230000006835 compression Effects 0.000 description 7
- 230000015572 biosynthetic process Effects 0.000 description 5
- 238000010943 off-gassing Methods 0.000 description 5
- 230000002093 peripheral effect Effects 0.000 description 4
- 239000011148 porous material Substances 0.000 description 4
- 230000001788 irregular Effects 0.000 description 3
- 239000002905 metal composite material Substances 0.000 description 3
- 239000002245 particle Substances 0.000 description 3
- 238000007747 plating Methods 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 238000005096 rolling process Methods 0.000 description 3
- 238000009826 distribution Methods 0.000 description 2
- 239000011261 inert gas Substances 0.000 description 2
- 239000011810 insulating material Substances 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 239000011185 multilayer composite material Substances 0.000 description 2
- 238000005192 partition Methods 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- 239000011165 3D composite Substances 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 238000004581 coalescence Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000007429 general method Methods 0.000 description 1
- 229910010272 inorganic material Inorganic materials 0.000 description 1
- 239000011147 inorganic material Substances 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000009700 powder processing Methods 0.000 description 1
- 238000005086 pumping Methods 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- 210000002268 wool Anatomy 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
- B32B15/017—Layered products comprising a layer of metal all layers being exclusively metallic one layer being formed of aluminium or an aluminium alloy, another layer being formed of an alloy based on a non ferrous metal other than aluminium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/10—Sintering only
- B22F3/11—Making porous workpieces or articles
- B22F3/1121—Making porous workpieces or articles by using decomposable, meltable or sublimatable fillers
- B22F3/1125—Making porous workpieces or articles by using decomposable, meltable or sublimatable fillers involving a foaming process
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F7/00—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression
- B22F7/002—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of porous nature
- B22F7/004—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of porous nature comprising at least one non-porous part
- B22F7/006—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of porous nature comprising at least one non-porous part the porous part being obtained by foaming
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/18—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer of foamed material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
- B22F2998/10—Processes characterised by the sequence of their steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12479—Porous [e.g., foamed, spongy, cracked, etc.]
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Materials Engineering (AREA)
- Powder Metallurgy (AREA)
- Laminated Bodies (AREA)
- Non-Insulated Conductors (AREA)
- Golf Clubs (AREA)
- Floor Finish (AREA)
Description
本発明は、中実の金属カバープレートと、該カバープレート間に配される発泡体かつ閉鎖多孔性の金属コアからなる金属複合材料の製造方法に関するものである。本方法によれば、カバープレートと、カバープレート間に導入される、少なくとも一種類の金属粉末と少なくとも一種類のガス発生膨張剤粉末とからなる混合物から複合材料が製造されるものである。必要に応じ、この複合材料を再成形して特定の構成部品とし、膨張剤粉末からのガスの発生によってコアが発泡するように熱処理を行うことが可能である。本発明は更に、本発明の方法により製造される金属複合材料から形成された構成部品に関するものである。
ドイツ特許第4124591 C1号明細書に開示される発泡複合材料の製造方法では、粉末混合物を金属製の中空区画材内に注入した後、区画材ごと圧延する。このようにして得られた半製品の再成形及び後の発泡工程は、ドイツ特許第4426627 C2号明細書の記載と同様にして行う。
Claims (11)
- 中実の金属カバー層と、該金属カバー層間に配される閉鎖多孔性の金属発泡コアとからなる構成部品を製造するための、加熱によって発泡可能な複合材料半製品の製造方法であって、該方法においては少なくとも一種類の金属粉末と少なくとも一種類の膨張剤粉末とからなる粉末混合物(9)がコア層に圧縮成形され、該コア層は、圧力の作用下かつ前記膨張剤のガス放出温度よりも低い温度において少なくとも1つの酸化物フリーのカバー層と金属的に結合されて複合材料半製品を形成する方法において、この方法は前記粉末混合物(9)の圧縮成形に先立って、粉末混合物(9)から真空によりガス及び水分を除去し、前記コア層の結合は少なくとも1つのカバー層が真空下となるように行うものであり、かつ、前記真空による粉末混合物(9)からの水分の除去は前記粉体混合物(9)を前記膨張剤のガス放出温度よりも低い温度に更に加熱することで促進させることを特徴とする複合材料半製品の製造方法。
- 前記カバー層材料にて形成される容器(1)を前記粉末混合物(9)にて完全に充填した後、容器下部と上部カバー(4)との間を、真空連結部(6)の部分を除いて気密に密封してから前記真空連結部(6)から容器(1)の内部を排気することと、前記粉末は前記容器に圧力を作用させて同時に圧縮成形され、前記容器(1)の床部(2)及び上部カバー(4)に金属的に接合されて複合材料の半製品を形成することとを特徴とする請求項1に記載の複合材料半製品の製造方法。
- 前記粉末混合物(9)は、容器(1)に注入される前にCIPまたはHIP成形体に予め圧縮成形されることを特徴とする請求項2に記載の複合材料半製品の製造方法。
- 高速鍛造、膨張鍛造、アキシアル圧縮成形、冷間等静圧圧縮成形(CIP)、または膨張剤のガス放出温度よりも低い温度での熱間等静圧圧縮成形(HIP)によって前記容器に対して外的圧力が作用せられることを特徴とする請求項2または3に記載の複合材料半製品の製造方法。
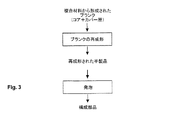
- 前記複合材料半製品は後の構成部品に相当する形状を有する半製品に再成形され、該半製品は、前記膨張剤粉末のガス放出温度よりも高くかつ前記金属粉末の固/液範囲内の温度であるが、前記カバー層材料の融点よりも低い温度に加熱されることによって前記構成部品となるように発泡させられることを特徴とする請求項1乃至4のいずれか1項に記載の複合材料半製品の製造方法。
- 請求項1乃至4のいずれか1項に記載された方法に基づいて製造され、中実の金属カバー層(2〜5)と、該金属カバー層間に配され、少なくとも一種類の金属粉末及び少なくとも一種類の膨張剤粉末からなるコア層であって真空下で保持され水分及びガスを実質上含まない加圧コア層とからなる複合材料半製品。
- 前記コア層及び前記カバー層(2〜5)はアルミニウムから形成され、膨張剤として水素化チタンの粉末がコア層の金属粉末に0.3〜1.9重量%添加されたものであることを特徴とする請求項6に記載の複合材料半製品。
- 請求項6または7に記載の複合材料半製品から形成された構成部品であって、前記中実の金属カバー層(2〜5)と該金属カバー層間に配される閉鎖多孔性の金属発泡コアとから構成されるとともに、前記金属カバー層(2〜5)間の前記金属発泡コア部分において、二次元的に拡がる大容積の封入ガスによる剥離部分が、前記カバー層(2〜5)と前記コア材料との間の境界領域に実質的に存在しないことを特徴とする構成部品。
- 自動車産業、船舶建造や航空宇宙産業における軽量の構造部品として使用される、請求項8に記載の構成部品。
- 自動車産業、航空宇宙産業において機械的エネルギーを吸収するための部品、または壊れ物、化学物質、核物質や爆発性の危険物の輸送容器の構築に使用される、請求項8に記載の構成部品。
- 断熱または防音の目的で使用される、請求項8に記載の構成部品。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10136370A DE10136370B4 (de) | 2001-07-26 | 2001-07-26 | Verbundwerkstoff und daraus hergestelltes Bauteil bestehend aus einem aufgeschäumten Metallkern und massiven Deckblechen, sowie Verfahren zur Herstellung |
| PCT/EP2002/008548 WO2003009956A2 (de) | 2001-07-26 | 2002-07-25 | Verbundwerkstoff und daraus hergestelltes bauteil bestehend aus einem aufgeschäumten metallkern und massiven deckblechen, dessen verwendung, sowie verfahren zu dessen herstellung |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2004535516A JP2004535516A (ja) | 2004-11-25 |
| JP2004535516A5 JP2004535516A5 (ja) | 2006-01-05 |
| JP4355774B2 true JP4355774B2 (ja) | 2009-11-04 |
Family
ID=7693134
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003515338A Expired - Lifetime JP4355774B2 (ja) | 2001-07-26 | 2002-07-25 | 発泡金属コア及び中実カバープレートからなる複合材料及び該複合材料よりなる構成部品、その使用方法ならびに製造方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US7303724B2 (ja) |
| EP (1) | EP1423222B1 (ja) |
| JP (1) | JP4355774B2 (ja) |
| AT (1) | ATE317735T1 (ja) |
| AU (1) | AU2002329228A1 (ja) |
| DE (2) | DE10136370B4 (ja) |
| ES (1) | ES2257568T3 (ja) |
| WO (1) | WO2003009956A2 (ja) |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10260418A1 (de) * | 2002-12-21 | 2004-07-15 | Wilhelm Karmann Gmbh | Bauteile und Halbzeuge mit metallischer Schaumlage |
| DE10260419B4 (de) * | 2002-12-21 | 2009-06-18 | Wilhelm Karmann Gmbh | Bauteile und Halbzeuge mit metallischer Schaumlage |
| WO2006005150A1 (en) * | 2004-07-15 | 2006-01-19 | Serguei Vatchiants | Processes for production of foamed aluminum bodies from coated aluminum powder |
| ES2277737B1 (es) * | 2005-05-16 | 2008-04-16 | Alucoil, S.A. | Fachada arquitectonica ventilada. |
| WO2006122999A1 (es) * | 2005-05-16 | 2006-11-23 | Alucoil, S.A. | Panel sándwich para la construcción, procedimiento de fabricación del mismo y fachada arquitectónica ventilada |
| ES2277738B1 (es) * | 2005-05-16 | 2008-04-16 | Alucoil, S.A. | Panel sandwich para la construccion. |
| ES2278502B1 (es) * | 2005-06-23 | 2008-04-16 | Alucoil, S.A. | Metodo de fabricacion de un panel sandwich de aluminio. |
| ES2277736B1 (es) * | 2005-05-16 | 2008-04-16 | Alucoil, S.A. | Procedimiento de fabricacion de un panel sandwich de aluminio. |
| US20070154731A1 (en) * | 2005-12-29 | 2007-07-05 | Serguei Vatchiants | Aluminum-based composite materials and methods of preparation thereof |
| DE102008014084B3 (de) * | 2008-03-13 | 2009-10-15 | Robert Bosch Gmbh | Pressling sowie Verfahren zum Herstellen eines Presslings |
| DE102008027798A1 (de) | 2008-06-11 | 2009-12-24 | Helmholtz-Zentrum Berlin Für Materialien Und Energie Gmbh | Aluminiumlegierung für Metallschäume, ihre Verwendung und Verfahren zur Herstellung |
| RU2481175C1 (ru) * | 2012-02-03 | 2013-05-10 | Открытое акционерное общество Акционерная холдинговая компания "Всероссийский научно-исследовательский и проектно-конструкторский институт металлургического машиностроения имени академика Целикова" (ОАО АХК "ВНИИМЕТМАШ") | Устройство упаковки порошковой смеси в оболочку неограниченной длины |
| RU2479383C1 (ru) * | 2012-02-03 | 2013-04-20 | Открытое акционерное общество Акционерная холдинговая компания "Всероссийский научно-исследовательский и проектно-конструкторский институт металлургического машиностроения имени академика Целикова" (ОАО АХК "ВНИИМЕТМАШ") | Способ производства панелей из пеноалюминия |
| DE102015114500A1 (de) * | 2015-06-03 | 2016-12-08 | HAVEL metal foam GmbH | Verfahren und Vorrichtung zur Herstellung von Metallschaumverbundkörpern und Metallschaumverbundkörper |
| DE102015118787A1 (de) | 2015-11-03 | 2017-05-04 | HAVEL metal foam GmbH | Verfahren und Vorrichtung zur Herstellung von Metallschaumverbundkörpern und Metallschaumverbundkörper |
| CN108883447B (zh) * | 2016-03-11 | 2020-03-24 | 日本制铁株式会社 | 钛材及其制造方法 |
| DE102017121511A1 (de) | 2017-09-15 | 2019-03-21 | Pohltec Metalfoam Gmbh | Verfahren zur Herstellung eines Halbzeuges für einen Verbundwerkstoff |
| DE102017121512A1 (de) | 2017-09-15 | 2019-03-21 | Pohltec Metalfoam Gmbh | Verfahren zum Schäumen von Metall mit Wärmekontakt |
| WO2019053181A1 (de) | 2017-09-15 | 2019-03-21 | Pohltec Metalfoam Gmbh | Verfahren zum schäumen von metall mit wärmekontakt |
| DE102017121513A1 (de) | 2017-09-15 | 2019-03-21 | Pohltec Metalfoam Gmbh | Verfahren zum Schäumen von Metall im Flüssigkeitsbad |
| CN114449792A (zh) * | 2020-10-30 | 2022-05-06 | Oppo广东移动通信有限公司 | 壳体及其制作方法、电子设备 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2917384A (en) * | 1956-01-19 | 1959-12-15 | Gen Electric | Method of making foam material from nickel powder |
| US3087807A (en) * | 1959-12-04 | 1963-04-30 | United Aircraft Corp | Method of making foamed metal |
| US4861546A (en) * | 1987-12-23 | 1989-08-29 | Precision Castparts Corp. | Method of forming a metal article from powdered metal |
| DE3905871A1 (de) * | 1989-02-24 | 1990-08-30 | Reinz Dichtungs Gmbh | Verbundmaterial |
| DE4101630A1 (de) * | 1990-06-08 | 1991-12-12 | Fraunhofer Ges Forschung | Verfahren zur herstellung aufschaeumbarer metallkoerper und verwendung derselben |
| DE4124591C1 (en) * | 1991-01-21 | 1993-02-11 | Fraunhofer-Gesellschaft Zur Foerderung Der Angewandten Forschung Ev, 8000 Muenchen, De | Foamable metal body prodn. with reduced density differences - by charging hollow section with mixt. of powder contg. expanding agent and metal powder, and precompacting |
| DE4426627C2 (de) * | 1993-07-29 | 1997-09-25 | Fraunhofer Ges Forschung | Verfahren zur Herstellung eines metallischen Verbundwerkstoffes |
| US5564064A (en) * | 1995-02-03 | 1996-10-08 | Mcdonnell Douglas Corporation | Integral porous-core metal bodies and in situ method of manufacture thereof |
| DE19753658C2 (de) * | 1997-12-03 | 2000-07-20 | Fraunhofer Ges Forschung | Verfahren zur Herstellung eines Bauteils, das eine aus einem duktilen Material gebildete Materiallage aufweist, sowie eine Vorrichtung zur Durchführung des Verfahrens und ein Bauteil, hergestellt nach einem derartigen Verfahren |
| DE29800006U1 (de) * | 1998-01-02 | 1999-05-06 | Wilhelm Karmann GmbH, 49084 Osnabrück | Bauteil, insbesondere Karosseriebauteil für Kraftfahrzeuge |
| US5930580A (en) * | 1998-04-30 | 1999-07-27 | The United States Of America As Represented By The Secretary Of The Navy | Method for forming porous metals |
| US5972521A (en) * | 1998-10-01 | 1999-10-26 | Mcdonnell Douglas Corporation | Expanded metal structure and method of making same |
| DE19849600C1 (de) * | 1998-10-28 | 2001-02-22 | Schunk Sintermetalltechnik Gmb | Verfahren zur Herstellung von einem metallischen Verbundwerkstoff |
| DE19852277C2 (de) * | 1998-11-13 | 2000-12-14 | Schunk Sintermetalltechnik Gmb | Verfahren zur Herstellung eines metallischen Verbundwerkstoffes sowie Halbzeug für einen solchen |
| US6698331B1 (en) * | 1999-03-10 | 2004-03-02 | Fraunhofer Usa, Inc. | Use of metal foams in armor systems |
| CA2344088A1 (en) * | 2001-01-16 | 2002-07-16 | Unknown | A method and an apparatus for production of a foam metal |
-
2001
- 2001-07-26 DE DE10136370A patent/DE10136370B4/de not_active Expired - Fee Related
-
2002
- 2002-07-25 ES ES02764824T patent/ES2257568T3/es not_active Expired - Lifetime
- 2002-07-25 JP JP2003515338A patent/JP4355774B2/ja not_active Expired - Lifetime
- 2002-07-25 AT AT02764824T patent/ATE317735T1/de active
- 2002-07-25 DE DE50205837T patent/DE50205837D1/de not_active Expired - Lifetime
- 2002-07-25 AU AU2002329228A patent/AU2002329228A1/en not_active Abandoned
- 2002-07-25 EP EP02764824A patent/EP1423222B1/de not_active Expired - Lifetime
- 2002-07-25 WO PCT/EP2002/008548 patent/WO2003009956A2/de active IP Right Grant
-
2004
- 2004-01-23 US US10/764,173 patent/US7303724B2/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004535516A (ja) | 2004-11-25 |
| ES2257568T3 (es) | 2006-08-01 |
| WO2003009956A3 (de) | 2003-04-03 |
| US7303724B2 (en) | 2007-12-04 |
| AU2002329228A1 (en) | 2003-02-17 |
| EP1423222B1 (de) | 2006-02-15 |
| DE10136370A1 (de) | 2003-03-06 |
| ATE317735T1 (de) | 2006-03-15 |
| US20040209107A1 (en) | 2004-10-21 |
| DE50205837D1 (de) | 2006-04-20 |
| DE10136370B4 (de) | 2005-03-31 |
| EP1423222A2 (de) | 2004-06-02 |
| WO2003009956A2 (de) | 2003-02-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4355774B2 (ja) | 発泡金属コア及び中実カバープレートからなる複合材料及び該複合材料よりなる構成部品、その使用方法ならびに製造方法 | |
| US11426792B2 (en) | Method for manufacturing objects using powder products | |
| US5564064A (en) | Integral porous-core metal bodies and in situ method of manufacture thereof | |
| EP1755809B1 (en) | Method of production of porous metallic materials | |
| CA2326784C (en) | Method for producing forms and foamed metal forms | |
| US6048432A (en) | Method for producing complex-shaped objects from laminae | |
| JP4322665B2 (ja) | 金属/発泡金属複合部品の製造方法 | |
| US5972521A (en) | Expanded metal structure and method of making same | |
| JPH04231403A (ja) | 発泡可能な金属体の製造方法 | |
| US7261855B2 (en) | Method and system for manufacturing of complex shape parts from powder materials by hot isostatic pressing with controlled pressure inside the tooling and providing the shape of the part by multi-layer inserts | |
| JPH1112605A (ja) | 発泡性金属体の製造方法、発泡性金属体からなる圧縮半製品及びその使用並びに独立気泡状発泡金属体 | |
| JP2004520483A (ja) | 衝撃、熱、及び音の吸収特性を改善した金属発泡体あるいは金属複合体の製造方法 | |
| CN108472728B (zh) | 一种由堆叠粉末层制造三维物体的方法及三维物体 | |
| US20090226338A1 (en) | Method and system for manufacturing of complex shape parts from powder materials by hot isostatic pressing with controlled pressure inside the tooling and providing the shape of the part by multi-layer inserts | |
| KR102498753B1 (ko) | 액체 욕조 내에서 금속을 발포하는 방법 | |
| KR20170124258A (ko) | 알루미늄 다공체 및 그 제조방법 | |
| RU2153957C2 (ru) | Способ получения пористых полуфабрикатов из порошков алюминиевых сплавов | |
| CN111491752B (zh) | 用于制造复合材料的半成品的方法 | |
| JPH07132510A (ja) | 容器内金属部品の熱間成形における区画用化合物及び区画用化合物の製造方法 | |
| JPS5933086A (ja) | 複合ロ−ルの製造方法 | |
| JP2004255394A (ja) | 中空金属集合材の接合方法、並びに衝撃吸収部材及びその製造方法 | |
| EP3437768A1 (en) | Powder hot isostatic pressing | |
| WO1988005701A1 (en) | Method relating to powder metallurgical manufacturing of articles and apparatus for carrying out the method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A529 | Written submission of copy of amendment under article 34 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A529 Effective date: 20040122 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20050622 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050622 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20051129 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20051129 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070921 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20071106 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20080204 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20080212 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080501 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080902 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20081002 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120814 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4355774 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120814 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130814 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |