JP4265360B2 - Lightweight parts assembly structure - Google Patents
Lightweight parts assembly structure Download PDFInfo
- Publication number
- JP4265360B2 JP4265360B2 JP2003352322A JP2003352322A JP4265360B2 JP 4265360 B2 JP4265360 B2 JP 4265360B2 JP 2003352322 A JP2003352322 A JP 2003352322A JP 2003352322 A JP2003352322 A JP 2003352322A JP 4265360 B2 JP4265360 B2 JP 4265360B2
- Authority
- JP
- Japan
- Prior art keywords
- duct
- ccb
- connection
- lightweight
- hole
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 210000000078 claw Anatomy 0.000 claims description 31
- 230000005489 elastic deformation Effects 0.000 claims description 6
- 230000035515 penetration Effects 0.000 claims description 6
- 238000003825 pressing Methods 0.000 claims description 4
- 239000011347 resin Substances 0.000 claims description 3
- 229920005989 resin Polymers 0.000 claims description 3
- 230000006835 compression Effects 0.000 claims description 2
- 238000007906 compression Methods 0.000 claims description 2
- 239000006260 foam Substances 0.000 description 27
- 239000008258 liquid foam Substances 0.000 description 18
- 238000005187 foaming Methods 0.000 description 15
- 238000000034 method Methods 0.000 description 11
- 238000002474 experimental method Methods 0.000 description 10
- 238000004378 air conditioning Methods 0.000 description 9
- 230000015572 biosynthetic process Effects 0.000 description 6
- 239000007788 liquid Substances 0.000 description 6
- 238000010586 diagram Methods 0.000 description 5
- 239000007921 spray Substances 0.000 description 5
- 238000002347 injection Methods 0.000 description 4
- 239000007924 injection Substances 0.000 description 4
- 239000003795 chemical substances by application Substances 0.000 description 2
- 238000003780 insertion Methods 0.000 description 2
- 230000037431 insertion Effects 0.000 description 2
- 238000009413 insulation Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000005507 spraying Methods 0.000 description 2
- 230000000903 blocking effect Effects 0.000 description 1
- 230000015271 coagulation Effects 0.000 description 1
- 238000005345 coagulation Methods 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images












Landscapes
- Instrument Panels (AREA)
- Connection Of Plates (AREA)
- Air-Conditioning For Vehicles (AREA)
- Body Structure For Vehicles (AREA)
Description
本発明は、車両のインストルメントパネル内に設置されている梁部材、すなわちクロスカービーム(以下、CCBと記す)に対する軽量部品の組み付け構造に関する。 The present invention relates to a structure for assembling a lightweight part to a beam member installed in an instrument panel of a vehicle, that is, a cross car beam (hereinafter referred to as CCB).
従来より、CCBに軽量部品が組み付けられる構造が実施されている。 Conventionally, a structure in which a lightweight part is assembled to a CCB has been implemented.
上記のようなCCBに対する軽量部品の組み付けは、以下のようにして行われる。まず、CCBに固定させたい軽量部品に接続部材を備え付け、CCBに接続部材が差し込まれる穴、すなわち接続部材取り付け穴を設ける。そして、軽量部品に備えられた接続部材をCCBの接続部材取り付け穴に差し込むことで軽量部品をCCBに固定させる。このようにして、軽量部品をCCBに固定させることができる。 The assembly of the lightweight parts to the CCB as described above is performed as follows. First, a connection member is provided to a lightweight part to be fixed to the CCB, and a hole into which the connection member is inserted into the CCB, that is, a connection member attachment hole is provided. And a lightweight component is fixed to CCB by inserting the connection member with which the lightweight component was equipped in the connection member attachment hole of CCB. In this way, the lightweight part can be fixed to the CCB.
上記CCBはインストルメントパネル内に設置されているので、車両の空調ダクトとして利用することが考えられる。しかしながら、CCBを空調ダクトとして利用する場合、CCBに設けられた接続部材を差し込むための接続部材取り付け穴から、風漏れが発生する。 Since the CCB is installed in the instrument panel, it can be used as an air conditioning duct for a vehicle. However, when CCB is used as an air conditioning duct, wind leakage occurs from a connection member mounting hole for inserting a connection member provided in the CCB.
そこで、CCBの内壁面に発泡部材を形成させることで、CCBを空調ダクトとして利用することが考えられる。ところが、CCBの内壁面に発泡部材を形成させ、このような状態で軽量部品をCCBに固定させると、接続部材が発泡部材をCCBの内部方向に押し込んで発泡部材を破壊する可能性がある。このような場合、接続部材によって破壊された穴から風漏れが生じ、CCBが空調ダクトとして機能しないことが起こりうる。 Therefore, it is conceivable to use the CCB as an air conditioning duct by forming a foam member on the inner wall surface of the CCB. However, if the foam member is formed on the inner wall surface of the CCB and the lightweight part is fixed to the CCB in such a state, the connecting member may push the foam member in the CCB and destroy the foam member. In such a case, wind leakage may occur from the hole broken by the connecting member, and the CCB may not function as an air conditioning duct.
本発明は、上記点に鑑み、接続部材を用いて梁部材に軽量部品を取り付ける場合、接続部材によって梁部材の内壁面に形成させた発泡部材が破られない軽量部品の組み付け構造を提供することを目的とする。 In view of the above points, the present invention provides a lightweight component assembly structure in which a foam member formed on an inner wall surface of a beam member is not broken by the connection member when the light component is attached to the beam member using the connection member. With the goal.
上記目的を達成するため、請求項1に記載の発明では、車両のインストルメントパネル内部に配置されている梁部(1)と、梁部の内壁面に弾性部材で形成されている内包ダクト部(2)と、梁部に軽量部品を固定するための接続部(40、41)とを備えた軽量部品の組み付け構造であって、梁部は、接続部が差し込まれる接続穴(1d、1e)を有し、軽量部品の接続部は、その先端に梁部の内壁面に引っかかる引っ掛け爪(40a、41a)と、この引っ掛け爪と共に、梁部を挟んで保持するための止め部(40b、41b)と、その先端をスムーズに接続穴に通過させるためのテーパ面(40c、41c)と、弾性部材を梁部の内部方向に押し込む先端面(40d、41d)とを備え、接続穴に差し込まれ、止め部と引っ掛け爪との間に梁部の内壁面を挟み込むことで、梁部に固定されるようになっており、内包ダクト部は、接続穴内に差し込まれた接続部の先端部分の突出を弾性変形により吸収するようになっていることを特徴としている。 To achieve the above object, according to the first aspect of the present invention, a beam portion (1) disposed inside an instrument panel of a vehicle, and an internal duct portion formed of an elastic member on an inner wall surface of the beam portion. (2) and an assembly structure of a lightweight part including a connection part (40, 41) for fixing the lightweight part to the beam part, and the beam part is a connection hole (1d, 1e) into which the connection part is inserted. The connecting part of the lightweight part has a hooking claw (40a, 41a) hooked on the inner wall surface of the beam part at the tip thereof, and a stop part (40b, 41b), tapered surfaces (40c, 41c) for smoothly passing the tip of the elastic member through the connection hole, and tip surfaces (40d, 41d) for pushing the elastic member toward the inside of the beam portion, and inserted into the connection hole Between the stop and the hook By sandwiching the inner wall surface of the beam portion, it is fixed to the beam portion, and the inner duct portion absorbs the protrusion of the tip of the connection portion inserted into the connection hole by elastic deformation. It is characterized by having.
このように、梁部に接続部を差し込んだとき、接続部の先端に引っ掛け爪が形成されているので、接続部が接続穴から抜け落ちることはなく、梁部に軽量部品を固定することができる。さらに、梁部に形成されている接続穴に接続部を差し込んでも、内包ダクト部が接続部の先端部分の突出を弾性変形により吸収するようになっているので、接続部が内包ダクト部を破壊してしまうことを防止できる。したがって、梁部に接続部を差し込んでも内包ダクト部は破られず、接続穴から風漏れが起こることを防止することができる。 Thus, when the connecting portion is inserted into the beam portion, the hook is formed at the tip of the connecting portion, so that the connecting portion does not fall out of the connecting hole, and the lightweight part can be fixed to the beam portion. . Furthermore, even if the connection part is inserted into the connection hole formed in the beam part, the internal duct part absorbs the protrusion of the tip part of the connection part by elastic deformation, so the connection part destroys the internal duct part. Can be prevented. Therefore, even if the connection portion is inserted into the beam portion, the inner duct portion is not broken, and it is possible to prevent wind leakage from occurring from the connection hole.
軽量部品として、請求項2に示すように、第1の接続部を介して梁部に繋ぎダクト部を固定することができる。このように繋ぎダクト部を固定しても、梁部の内壁面に請求項1に示す内包ダクト部が、第1の接続部の先端部分の突出を弾性変形により吸収する。したがって、第1の接続部の先端部分によって内包ダクト部が破壊されることなく繋ぎダクト部を固定することができる。
As a lightweight part, as shown in
軽量部品として、請求項3に示すように、第2の接続部を介して梁部に車両ワイヤーハーネス部を固定することができる。このように車両ワイヤーハーネス部を固定しても、内包ダクト部が第2の接続部の先端部分の突出を弾性変形により吸収するので、内包ダクト部が破られないようになっている。 As a lightweight part, as shown in claim 3, the vehicle wire harness part can be fixed to the beam part via the second connection part. Even if the vehicle wire harness portion is fixed in this manner, the inner duct portion absorbs the protrusion of the tip end portion of the second connection portion by elastic deformation, so that the inner duct portion is not broken.
請求項4に記載の発明では、内包ダクト部は、該内包ダクト部のうち、接続部が接続穴に差し込まれる方向に平行な断面の断面積を25%圧縮するのに必要な強度が0.5kg/cm2以下の樹脂で構成されていることを特徴としている。 In the invention according to claim 4, the inner duct portion has a strength required to compress the cross-sectional area of the cross section parallel to the direction in which the connection portion is inserted into the connection hole, out of the inner duct portion, by 0.00%. It is characterized by comprising 5 kg / cm 2 or less of resin.
請求項4に示す条件にて内包ダクト部を形成することにより、接続部を梁部の接続穴に差し込んだ際に、内包ダクト部が破れない構造とすることができる。したがって、接続部の先端部分によって内包ダクト部が破壊されることを防止できる。 By forming the internal duct part under the conditions shown in claim 4, it is possible to make a structure in which the internal duct part is not broken when the connection part is inserted into the connection hole of the beam part. Therefore, it is possible to prevent the internal duct portion from being broken by the tip portion of the connection portion.
請求項5に記載の発明では、内包ダクト部において、接続穴が形成されていない位置の内包ダクト部の厚さCに対する接続穴の位置に形成された内包ダクト部の厚さDの比率D/Cが、50%以上であることを特徴としている。
In the invention according to
このように、内包ダクト部の厚み率を50%以上とすることで、接続穴の位置の内包ダクト部の厚みを確保でき、内包ダクト部が薄くなって破れてしまうことを防止することができる。これにより、接続穴からの風漏れを防止することができる。また、内包ダクト部の厚みを確保できるので、断熱性も確保することができる。 Thus, by setting the thickness ratio of the internal duct part to 50% or more, the thickness of the internal duct part at the position of the connection hole can be secured, and the internal duct part can be prevented from being thinned and broken. . Thereby, the wind leak from a connection hole can be prevented. Moreover, since the thickness of an inclusion duct part can be ensured, heat insulation can also be ensured.
請求項6に記載の発明では、接続部において、接続穴に挿入される先端径Aに対する接続部を接続穴に差し込んだときに梁部の内壁面から突出する引っ掛け爪の侵入長Bの比率B/Aが、90%以下であることを特徴としている。 In the invention according to claim 6, in the connection portion, the ratio B of the penetration length B of the hooking claw protruding from the inner wall surface of the beam portion when the connection portion with respect to the tip diameter A inserted into the connection hole is inserted into the connection hole. / A is 90% or less.
接続部の先端をこのような条件に基づいて形成することにより、接続部の先端が内包ダクト部を梁部の内部方向に押し込まないようにすることができる。これにより、内包ダクト部が破壊されることを防止することができるので、接続穴からの風漏れを防止することができる。 By forming the tip of the connecting portion based on such conditions, the tip of the connecting portion can prevent the inner duct portion from being pushed into the inside of the beam portion. Thereby, since it is possible to prevent the inclusion duct portion from being destroyed, it is possible to prevent wind leakage from the connection hole.
なお、上記各手段の括弧内の符号は、後述する実施形態に記載の具体的手段との対応関係を示すものである。 In addition, the code | symbol in the bracket | parenthesis of each said means shows the correspondence with the specific means as described in embodiment mentioned later.
(第1実施形態)
図1は、本発明の一実施形態を示した図であり、CCBに対する繋ぎダクトおよび車両ワイヤーハーネスの組み付け状態を示した図である。以下、CCBに対する繋ぎダクトおよび車両ワイヤーハーネスの組み付け構造について、図を参照して説明する。
(First embodiment)
FIG. 1 is a view showing an embodiment of the present invention, and is a view showing an assembled state of a connecting duct and a vehicle wire harness with respect to a CCB. Hereinafter, the assembly structure of the connecting duct and the vehicle wire harness to the CCB will be described with reference to the drawings.
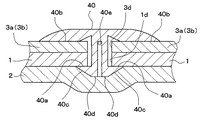
図1に示すように、CCB部1の内壁面には内包ダクト部2が形成され、CCB部1に対して軽量部品である繋ぎダクト部3a、3bと車両ワイヤーハーネス部5とがクランプ40、41を介して接続されている構造となっている。
As shown in FIG. 1, an
CCB部1は、車両のインストルメントパネル内に配置されている梁部材である。このようなCCB部1は、中が空洞である管状のものであり、その断面が矩形状になっていて、例えばFeやAlなどの金属材料を型に押し込むかまたはプレス溶接することにより形成されている。図1のように、CCB部1は、CCB部1の上面に形成された上部開口部1a、1bと、CCB部1の下面に形成された下部開口部1cとを有している。上部開口部1a、1bには繋ぎダクト部3a、3bが接続され、下部開口部1cには図示しない空調ユニットが接続される。また、CCB部1の両端の開口部には、図示しないが、両開口部を閉じる蓋部が設置されている。
The CCB
そして、CCB部1の上部開口部1a、1b近傍に、繋ぎダクト部3a、3bを接続するためのクランプ取り付け穴1dが形成されており、車両ワイヤーハーネス部5が組み付けられる面にクランプ取り付け穴1eが形成されている。なお、CCB部1は本発明の梁部に相当する。また、クランプ取り付け穴1dは本発明の第1の接続穴、クランプ取り付け穴1eは本発明の第2の接続穴に相当する。
And the
内包ダクト部2は、CCB部1の内壁面に形成され、空調ダクトの役割を果たすものであり、例えば樹脂部材を基にした発泡部材にて形成されている。また、この発泡部材は軟質性を有する。このような内包ダクト部2の厚さは、例えば5mmとなっている。
The
繋ぎダクト部3a、3bは、内包ダクト部2内に流れる風を、車室内に送り込むための繋ぎ部材であり、例えばプラスチック部材にて形成されている。そして、繋ぎダクト部3a、3bには、CCB部1に接続されるためのクランプ取り付け穴3dが形成されている。このクランプ取り付け穴3dが、本発明の穴部に相当する。
The connecting
クランプ40、41は、CCB部1および繋ぎダクト部3a、3bに形成されたクランプ取り付け穴1d、1e、3dに差し込まれることで、繋ぎダクト部3a、3bおよび車両ワイヤーハーネス部5をCCB部1に固定するものである。これらのうち、クランプ40が本発明の第1の接続部、クランプ41が本発明の第2の接続部に相当する。
The
図2は、CCB部1に繋ぎダクト部3a、3bを組み付けたときの断面図であり、クランプ40の位置にてCCB部1を輪切りにした断面図である。また、図3は、図2におけるクランプ40近傍の拡大図である。
FIG. 2 is a cross-sectional view of the
この図に示すように、クランプ40は、引っ掛け爪40aと、止め部40bと、テーパ面40cと、先端面40dと、間隙40eとを備えて構成されている。
As shown in this figure, the
引っ掛け爪40aは、クランプ40の先端に形成されており、クランプ40がクランプ取り付け穴1dに差し込まれたときに引っ掛け爪40aがCCB部1の内壁面に引っかかることで、クランプ40がクランプ取り付け穴1dから抜けないようにするためのものである。なお、クランプ40の引っ掛け爪40aは、本発明の第1の引っ掛け爪に相当する。
The hooking
止め部40bは、繋ぎダクト部3a、3bの外壁面を押さえつけるためのものである。なお、クランプ40の止め部40bは、本発明の第1の止め部に相当する。
The
テーパ面40cは、クランプ40をクランプ取り付け穴1dに差し込む際に、クランプ40の引っ掛け爪40aがスムーズにクランプ取り付け穴1dに差し込まれるようにするためのものである。
The
先端面40dは、内包ダクト部2の面に平行な面であり、クランプ40の先端が内包ダクト部2に刺さらないようにするために設けられている。
The
間隙40eは、クランプ取り付け穴1dの径よりも大きい径のクランプ40の引っ掛け爪40aをクランプ取り付け穴1dに挿入させたときに、この引っ掛け爪40aをクランプ40の中心径方向に縮ませて、クランプ取り付け穴1dを通過させるための遊びである。
The
このようなクランプ40により、CCB部1に繋ぎダクト部3a、3bが接続されると、クランプ40が差し込まれた位置の内包ダクト部2がこのクランプ40の先端によって押されて弾性変形し、CCB部1の内側に盛り上がった状態になっている。
When the
クランプ41は、締め付け部材42に固定されている。締め付け部材42は、車両ワイヤーハーネス部5を締め付けてCCB部1に固定するためのものであり、クランプ41を介して、CCB部1のうち繋ぎダクト部3a、3bが固定されていない面に接続される。
The
図4は、CCB部1に車両ワイヤーハーネス部5を組み付けたときのクランプ41の位置にてCCB部1を輪切りにした断面図である。この図に示すように、この車両ワイヤーハーネス部5がクランプ41にてCCB部1に接続されると、図2と同様に、クランプ41が差し込まれた位置の内包ダクト部2がCCB部1の内側へ押され、弾性変形した状態になる。
FIG. 4 is a cross-sectional view in which the
なお、クランプ41はクランプ40と同じ形状になっており、クランプ40の引っ掛け爪40a、止め部40b、テーパ面40c、先端面40d、間隙40eがそれぞれクランプ41の引っ掛け爪41a、止め部41b、テーパ面41c、先端面41d、間隙41eに対応する。また、クランプ41の引っ掛け爪41aは本発明の第2の引っ掛け爪、クランプ41の止め部41bは本発明の第2の止め部に相当する。
The
次に、繋ぎダクト部3a、3bおよび車両ワイヤーハーネス部5をCCB部1に組み付ける方法について説明する。
Next, a method of assembling the connecting
まず、内包ダクト部2の形成方法を図5に基づいて説明する。図5は、内包ダクト部2の形成工程を示した図であり、図2に示す断面図に対応している。また、図6は、図5(a)に示したA−A断面図である。
First, the formation method of the
図5(a)に示す工程では、内包ダクト部2を形成させるための型部材をCCB部1に設置する。具体的には、図6に示すように、CCB部1の上部および下部開口部1a〜1cとCCB部1に形成されたクランプ取り付け穴1d、1eとに蓋6a〜6dを設置し、さらにCCB部1の内部に型6e、6fを設置する。
In the step shown in FIG. 5A, a mold member for forming the
これら蓋6a〜6dは、上部および開口部1a〜1cとクランプ取り付け穴1d、1eとが発泡部材によってふさがれてしまうことを防止するために用いられる。このような蓋6a〜6dのうち、CCB部1中央に位置する上部開口部1bに設置される蓋6bには、液状発泡部材を注入するためのゲート6gと、図示しない液状発泡部材注入による空気抜け穴とが形成されている。
These
また、CCB部1の内部に設置される型6e、6fは、図6に示すように、CCB部1の左右開口端から差し込まれる。これにより、CCB部1の内壁面近傍のみに空間をつくりだすことができ、この空間に液状発泡部材を注入することができる。
The
なお、クランプ取り付け穴1d、1eに設置される蓋6dは、その挿入長さがCCB部1の部材の厚さと等しくなっており、蓋6dの先端がCCB部1の内壁面から突出しないようになっている。
The
図5(b)に示す工程では、液状発泡部材をCCB部1の内部に注入する。具体的には、液状発泡部材が蓄えられた液状発泡部材注入装置の注入管がゲート6gに接続され、液状発泡部材が注入管を通過して蓋6bのゲート6gからCCB部1の内部に注入される。すなわち、液状発泡部材は、上記蓋6a〜6dと型6e、6fとが設置されることによって出来たCCB部1内の空間を埋めていく。この液状発泡部材は粘着性を有し、CCB部1の内壁面に接着されるようになっている。
In the step shown in FIG. 5B, the liquid foam member is injected into the
上記のように、液状発泡部材は粘着性を有しているため、この液状発泡部材と、蓋6a〜6dおよび型6e、6fとが接着されてしまい、蓋6a〜6dおよび型6e、6fを取り外すことができなくなる可能性がある。これを防ぐために、蓋6a〜6dおよび型6e、6fにおいて、液状発泡部材が触れる部位には、液状発泡部材が触れても接着されないようにするための離型剤があらかじめ塗布されている。これにより、液状発泡部材が注入されて凝固したあと、CCB部1から蓋6a〜6dおよび型6e、6fを容易に取り外せるようになっている。
As described above, since the liquid foam member has adhesiveness, the liquid foam member is bonded to the
図5(c)に示す工程では、CCB部1の内部に注入された液状発泡部材が凝固したあと、上部および下部開口部1a〜1cに設置されている蓋6a〜6cと、CCB部1に差し込まれた型6e、6fとを取り外す。これにより、CCB部1の内壁面に内包ダクト部2を形成することができる。
In the step shown in FIG. 5C, after the liquid foam member injected into the
この後、図示しないが、CCB部1の左右の両開口部に蓋部を設置する。そして、CCB部1の開口部1a、1bの近傍に形成されているクランプ取り付け穴1dと、繋ぎダクト部3a、3bに形成されているクランプ取り付け穴3dとが貫通するように、繋ぎダクト部3a、3bをCCB部1の開口部1a、1bに設置する。
Thereafter, although not shown, lids are installed in both the left and right openings of the
この後、クランプ40を繋ぎダクト部3a、3bのクランプ取り付け穴3dとCCB部1のクランプ取り付け穴1dとに差し込む。このとき、クランプ40の先端のテーパ面40cがクランプ取り付け穴1dの穴を滑り、間隙40eによって中心軸に寄ることで引っ掛け爪40aがクランプ取り付け穴1dを通過して引っ掛け爪40aがCCB部1の内壁面に引っかかると共に、止め部40bが内包ダクト部3a、3bを押さえつけることで、繋ぎダクト部3a、3bがCCB部1に固定される。
Thereafter, the
一方、車両ワイヤーハーネス部5も同様に、車両ワイヤーハーネス部5に備えられたクランプ41が、CCB部1の側面に形成されたクランプ取り付け穴1eに差し込まれることにより、車両ワイヤーハーネス部5が固定される。こうして、図1に示すCCBに対する繋ぎダクトおよび車両ワイヤーハーネスの組み付けが完了する。
On the other hand, the vehicle
ここで、固定部材として用いられるクランプ40、41と、CCB部1の内壁面に形成される内包ダクト部2はどんな発泡部材であっても良いという訳ではなく、発泡部材の強度やクランプ40、41によって発泡部材が破壊されることが発明者らの実験により明らかとなった。以下に、具体的な実験結果を示し、どのような発泡部材、クランプ40、41を用いることが良いのかを説明する。なお、実験では、CCB部1の内壁面に厚さ5mmの内包ダクト部2を形成させた。
Here, the
まず、実験を行うにあたり、内包ダクト部2およびクランプ40、41の形状に対応した厚さおよび長さを図7のように設定した。図7は、繋ぎダクト部3a、3bがクランプ40にてCCB部1に設置されたときの発泡部材の様子を示した図である。この図に示すように、CCB部1へのクランプ40の先端径をA、クランプ40の先端がCCB部1の内壁面から突出した部位の侵入長をB、CCB部1の内壁面に形成された発泡部材の厚さをC、クランプ40がクランプ取り付け穴1dに差し込まれたときの発泡部材の厚さをDとする。
First, in conducting the experiment, the thickness and length corresponding to the shapes of the
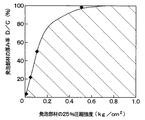
図8は、さまざまな強度を有する4種類の発泡部材において、発泡部材の25%圧縮強度と発泡部材の厚み率との関係を調べた実験結果を示した図である。グラフの横軸は発泡部材の25%圧縮強度(kg/cm2)であり、内包ダクト部2のうちクランプ40の差し込み方向に平行な断面の断面積を25%圧縮するために必要な強度(すなわち、内包ダクト部2をクランプ40で押し込んだときに、内包ダクト部2の厚さを25%縮める強度)を示している。
FIG. 8 is a diagram showing experimental results obtained by examining the relationship between the 25% compressive strength of the foamed member and the thickness ratio of the foamed member in four types of foamed members having various strengths. The horizontal axis of the graph represents the 25% compressive strength (kg / cm 2 ) of the foamed member, and the strength required for compressing the cross-sectional area of the
すなわち、この25%圧縮強度が大きいほど、内包ダクト部2は硬く、破れやすい。また、グラフの縦軸は発泡部材の厚み率(%)であり、それぞれの発泡部材の25%圧縮強度において、発泡部材の厚みCに対するクランプ40が差し込まれたときの発泡部材の厚みDの比率D/Cを示している。
That is, the larger the 25% compressive strength, the harder the
実験により、図8の斜線部分は内包ダクト部2が破壊されることがわかった。具体的には、クランプ40が差し込まれたとき、発泡部材の25%圧縮強度が0.5kg/cm2を超える発泡部材は破れるという結果になった。したがって、発泡部材の25%圧縮強度が0.5kg/cm2以下の強度を有する発泡部材にて内包ダクト部2を形成すれば、クランプ40を差し込んだ際に、内包ダクト部2は破れない。
From the experiment, it was found that the
次に、上記実験結果である発泡部材の25%圧縮強度が0.5kg/cm2以下の発泡部材を用いて、クランプ40の先端爪による発泡部材の破壊実験を行った。図9は、クランプ爪形状の突起度合いと発泡部材の厚み率との関係を調べた実験結果を示した図である。グラフの横軸はクランプ爪形状の突起度合いであり、CCB部1へのクランプ40の先端径Aに対するクランプ40の先端がCCB部1内に突出した部位の侵入長Bの比率(B/A)を示している。本実験では、先端径Aを一定とし、侵入長Bを変化させた。
Next, using the foamed member whose 25% compression strength of the foamed member, which is the result of the experiment, is 0.5 kg / cm 2 or less, a fracture test of the foamed member with the tip claw of the
つまり、この比率(B/A)が大きいほど、クランプ40の侵入長Bが大きくなる。したがって、クランプ40の先端がよりCCB部1の内壁面から突出することになり、発泡部材がよりCCB部1の内部へ押されることになるので、内包ダクト部2が破れやすくなる。また、グラフの縦軸は発泡部材の厚み率(D/C)であり、図8に示すグラフの縦軸と同じ物理量を示している。
That is, the greater the ratio (B / A), the greater the penetration length B of the
実験結果によると、クランプ爪形状の突起度合いが0.9(90%)を超えると内包ダクト部2は破れることがわかった。加えて、発泡部材の厚み率(D/C)が50%未満の場合には、内包ダクト部2は破れることがわかった。したがって、クランプ爪形状の突起度合い(B/A)が0.9以下であり、発泡部材の厚み率(D/C)が50%以上であれば、クランプ40をクランプ取り付け穴1dに差し込んだときに、内包ダクト部2を破壊させないようにすることができる。また、発泡部材の厚み率(D/C)を50%以上にすることで、クランプ40の取り付け位置における内包ダクト部2の厚さを確保することができるので、断熱性を確保することもできる。
According to the experimental results, it was found that the
上記実験では、内包ダクト部2の厚さを5mmに設定して実験を行っているが、内包ダクト部2の厚さを変更する場合には、上記と同様の実験を行うことにより、内包ダクト部2の厚さに適合した発泡部材の強度やクランプの爪形状の条件を知ることが可能である。
In the above experiment, the experiment was performed with the thickness of the
また、上記実験は、繋ぎダクト部3a、3bを固定するクランプ40について行われているが、車両ワイヤーハーネス部5を固定するクランプ41に関しても同様のことが云える。
Moreover, although the said experiment is performed about the
このように、上記の実験結果に基づいた内包ダクト部2およびクランプ40、41を用いることにより、内包ダクト部2は、クランプ取り付け穴1d、1e内に差し込まれたクランプ40、41の先端部分の突出を弾性変形により吸収するようになっている。これにより、内包ダクト部2を破壊させることなく、繋ぎダクト部3a、3bおよび車両ワイヤーハーネス部5を固定することができる。したがって、クランプ取り付け穴1d、1eから風漏れが発生しないようにすることができ、内包ダクト部2が空調ダクトとしての機能を果たすことができる。
Thus, by using the
(第2実施形態)
本実施形態では、第1実施形態と異なる部分についてのみ説明する。
(Second Embodiment)
In the present embodiment, only different parts from the first embodiment will be described.
図10は、本発明の第2実施形態におけるCCBに対する軽量部品の繋ぎダクトおよび車両ワイヤーハーネスの組み付け状態を示した図である。また、図11は、CCBに繋ぎダクトを組み付けたときの接続部品の位置にてCCBを輪切りにした断面図である。 FIG. 10 is a view showing an assembled state of a lightweight part connecting duct and a vehicle wire harness with respect to the CCB in the second embodiment of the present invention. Moreover, FIG. 11 is sectional drawing which cut CCB in the position of the connection component when connecting with a CCB and assembling a duct.
すなわち、図10に示すように、CCB部1が上部CCB部10と下部CCB部11とに分割されて形成されていることが第1実施形態と異なる。したがって、本実施形態では、上部および下部CCB部10、11のそれぞれに上部および下部内包ダクト部20、21が形成される。
That is, as shown in FIG. 10, the
上部および下部CCB部10、11は、それぞれ接合部10g、11gを有しており、上部CCB部10は、上部開口部10a、10bとクランプ取り付け穴10d、10eとを有し、下部CCB部11は下部開口部10cを有している。そして、上部および下部CCB部10、11の接合部10g、11gがネジ等により接合されると、第1実施形態と同様の上下一体型のCCB部1になる。なお、上部開口部10a、10b、下部開口部10c、クランプ取り付け穴10d、10eはそれぞれ第1実施形態における上部開口部1a、1b、下部開口部1c、クランプ取り付け穴1d、1eに対応する。
The upper and
上記の上部CCB部10に繋ぎダクト部3a、3bが接続されると、図11に示すように、クランプ40が差し込まれた位置の上部内包ダクト部20は、クランプ40の先端によって押されて弾性変形し、上部CCB部10の内側に盛り上がった状態になっている。
When the connecting
次に、本実施形態の上部および下部内包ダクト部20、21の形成方法について図11を用いて説明する。図12は、本実施形態の上部および下部内包ダクト部20、21の形成工程を示した図であり、図11に示す断面図に対応している。
Next, a method of forming the upper and lower
まず、図12(a)に示す工程では、上部および下部内包ダクト部20、21を形成させるための型部材を上部および下部CCB部10、11に設置する。具体的には、上部および下部開口部10a〜10cと上部CCB部10のクランプ取り付け穴10d、10eとに蓋6a〜6dを設置する。これは、第1実施形態と同様に、液状発泡部材が上部および下部開口部10a〜10cとクランプ取り付け穴10d、10eとをふさいでしまうことを防止するためである。さらに、上部および下部CCB部10、11にそれぞれ型6h、6iを設置する。
First, in the step shown in FIG. 12A, mold members for forming the upper and lower
そして、図12(b)に示す工程では、上部および下部CCB部10、11にそれぞれ液状発泡部材を注入する。すなわち、図示しないが、第1実施形態と同様に、上部CCB部10の中央の上部開口端10bに設置された蓋6bにゲート6gが設けられており、このゲート6gから液状発泡部材が注入される。また、下部CCB部11では、下部開口部10cに設置させる蓋6cに図示しないゲートが形成されており、このゲートから液状発泡部材が注入される。これにより、上部および下部CCB部10、11にそれぞれ上部および下部内包ダクト部20、21を形成することができる。
In the step shown in FIG. 12B, liquid foam members are injected into the upper and
なお、第1実施形態と同様に、上部および下部CCB部10、11に設置される蓋6a〜6dおよび型6h、6iの液状発泡部材が触れる部位には、あらかじめ離型剤が塗布されている。これにより、液状発泡部材注入後、蓋6a〜6dおよび型6h、6iが発泡部材に接着されないようになっている。
Similar to the first embodiment, a release agent is applied in advance to the portions touched by the liquid foam members of the
図10(c)に示す工程では、蓋6a〜6dおよび型6h、6iを取り外す。そして、上部および下部CCB部10、11の接合部10g、11gをネジ等にて接続し、上部および下部CCB部10、11を一体にする。このとき、上部および下部内包ダクト部20、21の端は、発泡部材の凝固力によって容易に接合されるようになっている。
In the step shown in FIG. 10C, the
この後、第1実施形態と同様に、クランプ40、41を用いて繋ぎダクト部3a、3bおよび車両ワイヤーハーネス部5をCCB部1に固定することにより、図10に示すCCB部1に対する繋ぎダクト部3a、3bおよび車両ワイヤーハーネス部5の組み付けが完了する。
Thereafter, similarly to the first embodiment, the connecting
このように、上部および下部CCB部10、11において、それぞれに発泡部材を形成してから上部および下部CCB部10、11をつなぎ合わせることもできる。
As described above, the upper and
なお、内包ダクト部2およびクランプ40、41は、第1実施形態と同様のものが用いられる。これにより、クランプ40、41によって発泡部材が破れることはなく、クランプ取り付け穴10d、10eから風漏れを防止することができる。したがって、内包ダクト部2は空調ダクトとしての機能を果たすことが可能となる。
In addition, the thing similar to 1st Embodiment is used for the
(他の実施形態)
第1、第2実施形態で示したCCB部1と上部および下部CCB部10、11とは、その断面(例えば図2)が直方体になっているが、他の形状でも構わない。すなわち、CCB部1と上部および下部CCB部10、11とは、繋ぎダクト部3a、3bおよび図示しない空調ユニットを接続できるような形状であれば、どんな形状でもよい。また、CCB部1に接続される繋ぎダクト部3a、3bの形状は、上記第1、第2実施形態に限るものではなく、CCB部1に接続されるものであればどんな形状でもよい。
(Other embodiments)
The
第2実施形態の上部および下部内包ダクト部20、21の形成において、上部および下部内包ダクト部20、21の端が上部および下部CCB型10、11から突出するように形成させてもよい。このような場合、例えば図13に示すように、上部内包ダクト部20の端が上部CCB部10の端から突出するように形成することができる型6jを用いることになる。図13は、例えば上部CCB部1の上部内包ダクト部20の形成工程を示した図である。
In the formation of the upper and lower
このように上部および下部内包ダクト部20、21の端を上部および下部CCB部10、11の端から突出させて形成し、上部および下部CCB部10、11を上下合わせて一体にしたとき、上部および下部CCB部10、11の端から突出した上部および下部内包ダクト部20、21の端が互いの端を押し合うことにより、上部および下部内包ダクト部20、21がより確実に接合される。
When the ends of the upper and lower
第2実施形態では、上部および下部CCB部10、11に対してそれぞれ上部および下部内包ダクト部20、21を形成させたあと、上部および下部CCB部10、11を一体にした。しかしながら、このような方法に限らず、上部および下部CCB部10、11の内壁面にそれぞれ上部および下部内包ダクト部20、21をそれぞれ形成させる前に、先に上部および下部CCB部10、11を一体にしたあと、内包ダクト部2を形成させてもよい。この場合、内包ダクト部2は第1実施形態と同様の形成方法にて形成される。
In 2nd Embodiment, after forming the upper and lower
第2実施形態における上部および下部内包ダクト部20、21の形成では、第1実施形態と同様に、液状発泡部材を用いたが、第2実施形態のように、上部および下部CCB部10、11にそれぞれ上部および下部内包ダクト部20、21を形成する方法では、液状発泡部材を用いなくてもよい。すなわち、上部および下部内包ダクト部20、21の形成には、液状発泡部材ではなく、発泡部材スプレーまたは発泡部材シールにて上部および下部内包ダクト部20、21を形成するようにしてもよい。
In the formation of the upper and lower
発泡部材スプレーにて上部および下部内包ダクト部20、21を形成する場合、図14に示すように、スプレーガン7にて発泡部材を上部および下部CCB部10、11の内壁面に吹き付けることになる。図14は、例えばスプレーガン7にて上部CCB部10の内壁面に発泡部材をスプレーする様子を示した図である。このように、発泡部材スプレーにて上部および下部内包ダクト部20、21を形成することも可能である。
When forming the upper and lower
また、発泡部材シールにて上部および下部内包ダクト部20、21を形成する場合、その発泡部材シールの片面が粘着性をもっており、上部および下部CCB部10、11の内壁面にそれぞれ発泡部材シールを貼り付けることで、上部および下部内包ダクト部20、21を形成することができる。この場合、蓋6a〜6dや型6h、6iを用意する必要がないので、製造工程が簡略化でき、製造コストも低減させることができる。
Further, when the upper and lower
このように、発泡部材スプレーや発泡部材シールを用いて上部および下部内包ダクト部20、21を形成する場合、クランプ取り付け穴10d、10eに設置する蓋6dの先端が上部CCB部10の内壁面から突出するようにしても良い。これにより、形成された上部内包ダクト部20のクランプ取り付け穴10d、10eにおいて、クランプ40、41の先端が配置される位置に空間が形成される。したがって、このようにクランプ40、41の先端が配置される位置にあらかじめ空間ができるように上部内包ダクト部20を形成しておき、クランプ40、41の先端が上部内包ダクト部20を押し込んで発泡部材を破壊しないようにすることができる。このようにすることによっても、発泡部材が破壊されることを防止でき、かつ、繋ぎダクト部3a、3bおよび車両ワイヤーハーネス部5を固定することができる。
As described above, when the upper and lower
1…CCB部、2…内包ダクト部、3a、3b…繋ぎダクト部、40、41…クランプ、
42…締め付け部材、5…車両ワイヤーハーネス部。
DESCRIPTION OF
42 ... fastening member, 5 ... vehicle wire harness part.
Claims (6)
前記梁部の内壁面に弾性部材で形成されている内包ダクト部(2)と、
前記梁部に軽量部品を固定するための接続部(40、41)とを備えた軽量部品の組み付け構造であって、
前記梁部は、前記接続部が差し込まれる接続穴(1d、1e)を有し、
前記軽量部品の前記接続部は、その先端に前記梁部の前記内壁面に引っかかる引っ掛け爪(40a、41a)と、この引っ掛け爪と共に、前記梁部を挟んで保持するための止め部(40b、41b)と、その先端をスムーズに前記接続穴に通過させるためのテーパ面(40c、41c)と、前記弾性部材を前記梁部の内部方向に押し込む先端面(40d、41d)とを備え、前記接続穴に差し込まれ、前記止め部と前記引っ掛け爪との間に前記梁部の前記内壁面を挟み込むことで、前記梁部に固定されるようになっており、
前記内包ダクト部は、前記接続穴内に差し込まれた前記接続部の先端部分の突出を弾性変形により吸収するようになっていることを特徴とする軽量部品の組み付け構造。 A beam (1) arranged inside the instrument panel of the vehicle;
An internal duct portion (2) formed of an elastic member on the inner wall surface of the beam portion;
An assembly structure of a lightweight part including a connection part (40, 41) for fixing the lightweight part to the beam part,
The beam part has a connection hole (1d, 1e) into which the connection part is inserted,
The connection part of the lightweight part has a hooking claw (40a, 41a) hooked on the inner wall surface of the beam part at a tip thereof, and a stopper part (40b, 41b) for holding the beam part together with the hooking claw. 41b), a tapered surface (40c, 41c) for smoothly passing the tip of the elastic member through the connection hole, and a tip surface (40d, 41d) for pushing the elastic member inward of the beam portion, It is inserted into a connection hole, and is fixed to the beam portion by sandwiching the inner wall surface of the beam portion between the stop portion and the hooking claw,
The assembly structure of a lightweight part, wherein the inner duct part absorbs the protrusion of the tip part of the connection part inserted into the connection hole by elastic deformation.
前記梁部は、前記繋ぎダクト部が接続される開口部(1a、1b)と、前記接続部のうち、前記梁部に前記繋ぎダクト部を固定するための第1の接続部(40)が差し込まれる第1の接続穴(1d)とを備え、
前記第1の接続部は、前記引っ掛け爪および前記止め部のうち、前記繋ぎダクト部と前記梁部とを挟み込んで固定するための第1の引っ掛け爪(40a)と、第1の止め部(40b)とを備え、
前記繋ぎダクト部は、前記第1の接続部が差し込まれる穴部(3d)を有し、前記梁部の前記第1の接続穴と前記繋ぎダクト部の前記穴部とが連通するように、前記繋ぎダクト部が前記梁部に設置され、前記第1の接続部が前記繋ぎダクト部の前記穴部と前記梁部の前記第1の接続穴とに差し込まれ、前記第1の止め部が前記繋ぎダクト部を押さえつけると共に、前記第1の引っ掛け爪が前記梁部の前記内壁面に引っかかることにより、前記繋ぎダクト部が前記梁部の前記開口部に固定されるようになっていることを特徴とする請求項1に記載の軽量部品の組み付け構造。 The beam part is assembled with a connecting duct part (3a, 3b) as the lightweight part,
The beam portion includes an opening (1a, 1b) to which the connecting duct portion is connected, and, of the connecting portions, a first connecting portion (40) for fixing the connecting duct portion to the beam portion. A first connection hole (1d) to be inserted,
The first connecting part includes a first hooking claw (40a) for sandwiching and fixing the connecting duct part and the beam part among the hooking claw and the stopper part, and a first stopper part ( 40b),
The connecting duct portion has a hole (3d) into which the first connecting portion is inserted, and the first connecting hole of the beam portion and the hole portion of the connecting duct portion communicate with each other. The connecting duct portion is installed in the beam portion, the first connecting portion is inserted into the hole portion of the connecting duct portion and the first connecting hole of the beam portion, and the first stopping portion is While pressing down the connecting duct portion, the connecting hook portion is fixed to the opening of the beam portion by the first hooking claw being caught on the inner wall surface of the beam portion. The lightweight part assembling structure according to claim 1, wherein:
前記梁部は、前記接続部のうち、前記車両ワイヤーハーネス部を固定するための第2の接続部(41)が差し込まれる第2の接続穴(1e)を備え、
前記第2の接続部は、前記引っ掛け爪および前記止め部のうち、前記梁部を挟み込んで固定するための第2の引っ掛け爪(41a)と、第2の止め部(41b)とを備え、前記第2の接続部が前記梁部の前記第2の接続穴に差し込まれ、前記第2の止め部が前記梁部の外壁面を押さえつけると共に、前記第2の引っ掛け爪が前記梁部の前記内壁面に引っかかることにより、前記車両ワイヤーハーネス部が前記梁部に固定されるようになっていることを特徴とする請求項1または2に記載の軽量部品の組み付け構造。 A vehicle wire harness part (5) is assembled to the beam part as the lightweight part,
The beam portion includes a second connection hole (1e) into which a second connection portion (41) for fixing the vehicle wire harness portion is inserted among the connection portions,
The second connecting portion includes a second hooking claw (41a) for sandwiching and fixing the beam portion among the hooking claw and the stopper, and a second stopper (41b). The second connection portion is inserted into the second connection hole of the beam portion, the second stopper portion presses the outer wall surface of the beam portion, and the second hooking claw The lightweight structure assembling structure according to claim 1 or 2, wherein the vehicle wire harness portion is fixed to the beam portion by being caught on an inner wall surface.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003352322A JP4265360B2 (en) | 2003-10-10 | 2003-10-10 | Lightweight parts assembly structure |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003352322A JP4265360B2 (en) | 2003-10-10 | 2003-10-10 | Lightweight parts assembly structure |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005112283A JP2005112283A (en) | 2005-04-28 |
| JP4265360B2 true JP4265360B2 (en) | 2009-05-20 |
Family
ID=34543298
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003352322A Expired - Fee Related JP4265360B2 (en) | 2003-10-10 | 2003-10-10 | Lightweight parts assembly structure |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4265360B2 (en) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4801000B2 (en) * | 2007-04-19 | 2011-10-26 | ダイキョーニシカワ株式会社 | Parts assembly structure of interior panel with duct |
| KR101366565B1 (en) | 2007-05-22 | 2014-02-25 | 삼성전자주식회사 | A valve device for compressor and assembling method thereof |
| JP2019073250A (en) * | 2017-10-19 | 2019-05-16 | 株式会社オートネットワーク技術研究所 | Fixing structure of vehicle non-electrical wiring member and fixing member |
| JP6575639B1 (en) * | 2018-06-22 | 2019-09-18 | 株式会社オートネットワーク技術研究所 | Wiring member with support member |
-
2003
- 2003-10-10 JP JP2003352322A patent/JP4265360B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005112283A (en) | 2005-04-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7517425B2 (en) | Method for adhesive bonding of a tubular member to a casting | |
| US20050082111A1 (en) | Acoustic baffle | |
| JP4392126B2 (en) | Sound-absorbing mat equipped with an integrally molded holding device | |
| JP2010014216A (en) | Cushion clip | |
| JPH07275014A (en) | Face-toface engaging fastener member and its manufacture, and affixing member equipped with face-to-face engaging fastener | |
| JP2010506102A (en) | Multi-part automotive equipment and joining method | |
| JP2000516883A (en) | System for fixing insulation layer to support structure | |
| JP2003136597A (en) | Headliner plastic welding | |
| JP4265360B2 (en) | Lightweight parts assembly structure | |
| JP2018114794A (en) | Support pillar component of vehicle fuel tank | |
| US11454270B2 (en) | Fastening element for insertion into an opening of a vehicle body part and method for assembly of such a fastening element | |
| KR100757608B1 (en) | Mounting structure of car's door trim pad | |
| JP2013124052A (en) | Garnish clip | |
| JP4300996B2 (en) | Method for producing impact energy absorbing material | |
| WO2019044097A1 (en) | Wire harness securing structure | |
| JP2010095179A (en) | Noise-shutting off structure for front part of vehicle | |
| JP6309233B2 (en) | Assembly structure of plate member and vehicle door | |
| WO2019077824A1 (en) | Structure for fastening vehicle non-electric wiring member and fastening member | |
| JPH076672Y2 (en) | Wire harness protector with grommet | |
| JP2002274291A (en) | Air conditioner for vehicle | |
| JPH1095369A (en) | Mounting structure for dash silencer | |
| JP2002195457A (en) | Pipe clamp | |
| JP2007114617A (en) | Sound absorbing cover | |
| JP2011073457A (en) | Impact energy absorber-mounting clip holding structure for impact energy absorber molding die, and impact energy absorber-mounting clip | |
| JPH09145570A (en) | Sample molding form for concrete strength test |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060309 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090107 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090127 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090209 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120227 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |