JP4173814B2 - 構造化表面物品用の螺旋コイルを備えた工具類 - Google Patents
構造化表面物品用の螺旋コイルを備えた工具類 Download PDFInfo
- Publication number
- JP4173814B2 JP4173814B2 JP2003552521A JP2003552521A JP4173814B2 JP 4173814 B2 JP4173814 B2 JP 4173814B2 JP 2003552521 A JP2003552521 A JP 2003552521A JP 2003552521 A JP2003552521 A JP 2003552521A JP 4173814 B2 JP4173814 B2 JP 4173814B2
- Authority
- JP
- Japan
- Prior art keywords
- roll
- wire
- tool
- tool roll
- base roll
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C59/00—Surface shaping of articles, e.g. embossing; Apparatus therefor
- B29C59/02—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C59/00—Surface shaping of articles, e.g. embossing; Apparatus therefor
- B29C59/002—Component parts, details or accessories; Auxiliary operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/22—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of indefinite length
- B29C43/24—Calendering
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C59/00—Surface shaping of articles, e.g. embossing; Apparatus therefor
- B29C59/02—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing
- B29C59/022—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing characterised by the disposition or the configuration, e.g. dimensions, of the embossments or the shaping tools therefor
- B29C59/025—Fibrous surfaces with piles or similar fibres substantially perpendicular to the surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C59/00—Surface shaping of articles, e.g. embossing; Apparatus therefor
- B29C59/02—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing
- B29C59/04—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing using rollers or endless belts
Description
Claims (5)
- 長手方向軸線に沿って隔置された第1および第2端部を有する円筒形のベースロールと、
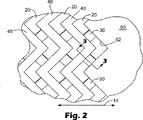
複数の第1空隙を有して前記ベースロールの周りに螺旋コイル状に巻かれた第1ワイヤとを備える工具ロールであって、前記第1ワイヤの前記複数の第1空隙が複数の第1キャビティを形成し、該複数の第1キャビティの各キャビティが工具ロールの外面に開口部を有し、
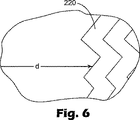
前記第1ワイヤと前記ベースロールの長手方向軸線に交差する基準面との間の距離が、前記ベースロールの円周に沿って1方向へ移動するに従い、少なくとも1回、順次に増加および減少する、
工具ロール。 - 前記第1ワイヤと前記基準面との間の距離が、前記ベースロールの円周に沿って1方向へ移動するに従い、均一なパターンで、順次に増加および減少する、請求項1に記載の工具ロール。
- 前記ベースロールの周りに巻かれた第2ワイヤをさらに備え、該第2ワイヤが、前記第1ワイヤの隣接した螺旋コイルの間に配置されている、請求項1に記載の工具ロール。
- 前記ベースロールの前記第1端部に近接したワイヤ巻き面をさらに備え、前記第1ワイヤが、前記第1ワイヤ巻き面のプロファイルに適合する、請求項1に記載の工具ロール。
- 前記第1ワイヤが、2つの対向側壁と、前記ベースロールに面する内縁と、前記ベースロールに対し外方に向けられる外縁とを有し、前記2つの対向側壁の少なくとも1つが表面テクスチャーを有する、請求項1に記載の工具ロール。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/024,919 US6767202B2 (en) | 2001-12-18 | 2001-12-18 | Tooling with helical coils for structured surface articles |
| PCT/US2002/033170 WO2003051611A1 (en) | 2001-12-18 | 2002-10-14 | Tooling with helical coils for structured surface articles |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2005511366A JP2005511366A (ja) | 2005-04-28 |
| JP2005511366A5 JP2005511366A5 (ja) | 2006-01-05 |
| JP4173814B2 true JP4173814B2 (ja) | 2008-10-29 |
Family
ID=21823033
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003552521A Expired - Fee Related JP4173814B2 (ja) | 2001-12-18 | 2002-10-14 | 構造化表面物品用の螺旋コイルを備えた工具類 |
Country Status (13)
| Country | Link |
|---|---|
| US (2) | US6767202B2 (ja) |
| EP (1) | EP1458552B1 (ja) |
| JP (1) | JP4173814B2 (ja) |
| KR (1) | KR20040070217A (ja) |
| CN (1) | CN100430210C (ja) |
| AT (1) | ATE314190T1 (ja) |
| AU (1) | AU2002337886A1 (ja) |
| BR (1) | BR0214983A (ja) |
| DE (1) | DE60208441T2 (ja) |
| ES (1) | ES2254746T3 (ja) |
| MX (1) | MXPA04005785A (ja) |
| RU (1) | RU2311293C2 (ja) |
| WO (1) | WO2003051611A1 (ja) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6767202B2 (en) * | 2001-12-18 | 2004-07-27 | 3M Innovative Properties Company | Tooling with helical coils for structured surface articles |
| US7186656B2 (en) * | 2004-05-21 | 2007-03-06 | Molecular Imprints, Inc. | Method of forming a recessed structure employing a reverse tone process |
| US6902389B2 (en) * | 2003-05-14 | 2005-06-07 | 3M Innovative Properties Company | Wire wound tooling |
| US20060246256A1 (en) * | 2005-04-28 | 2006-11-02 | 3M Innovative Properties Company | Elevated structured loop |
| US8034431B2 (en) * | 2006-01-25 | 2011-10-11 | 3M Innovative Properties Company | Intermittently bonded fibrous web laminate |
| SE529814C2 (sv) * | 2006-04-11 | 2007-11-27 | Mattssonfoeretagen I Uddevalla | Trådlindad gravyrvals och metod för dess framställning |
| RU2009111263A (ru) | 2006-08-30 | 2010-10-10 | Дэвид Уилльям СМИТ (US) | Способ придания одноосевой или многоосевой жесткости экструдированным материалам, а также изделия, получаемые из них |
| US20080097517A1 (en) * | 2006-10-23 | 2008-04-24 | Webtec Converting, Llc. | External Nasal Dilator and Methods of Manufacture |
| US7645134B2 (en) * | 2006-12-19 | 2010-01-12 | 3M Innovative Properties Company | Ribbon wound roll |
| CN103778308B (zh) * | 2014-03-03 | 2016-08-17 | 中国科学院金属研究所 | 叶片无余量冷辊轧加工模具的拓扑补偿模糊优化设计方法 |
| IL270791B2 (en) * | 2017-05-25 | 2023-10-01 | Magic Leap Inc | Double-sided stamping |
Family Cites Families (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2570470A (en) * | 1950-05-16 | 1951-10-09 | United Shoe Machinery Corp | Bladed roll for working hides |
| US2793585A (en) * | 1953-06-26 | 1957-05-28 | American Optical Corp | Embossing dies and method of making same |
| US3007231A (en) * | 1960-01-18 | 1961-11-07 | Alloy Hardfacing Co | Method of producing metal rollers |
| US3192589A (en) | 1960-07-18 | 1965-07-06 | Raymond C Pearson | Separable fastener |
| US3541216A (en) * | 1968-08-26 | 1970-11-17 | Chris Craft Ind Inc | Process for making an embossed product |
| US3828998A (en) * | 1973-02-20 | 1974-08-13 | F Gross | Scroll roll |
| DE2704157B2 (de) * | 1977-02-02 | 1980-06-26 | Kuesters, Eduard, 4150 Krefeld | Verfahren zur Herstellung einer Rillenwalze |
| DE2704158C2 (de) * | 1977-02-02 | 1986-02-20 | Küsters, Eduard, 4150 Krefeld | Preßwalze |
| US4208767A (en) | 1978-06-23 | 1980-06-24 | John D. Hollingsworth On Wheels, Inc. | Reclothable beater roll for open end spinning machines |
| US4537096A (en) | 1978-09-06 | 1985-08-27 | Hollingsworth John D | Metallic card clothing and method and apparatus for making same |
| JPS6049408B2 (ja) | 1979-05-25 | 1985-11-01 | ダイセル化学工業株式会社 | 波形成形方法 |
| EG14916A (en) * | 1981-03-30 | 1985-03-31 | Hollingsworth Gmbh | Carding element |
| US4775310A (en) | 1984-04-16 | 1988-10-04 | Velcro Industries B.V. | Apparatus for making a separable fastener |
| US5845375A (en) | 1990-09-21 | 1998-12-08 | Minnesota Mining And Manufacturing Company | Mushroom-type hook strip for a mechanical fastener |
| US5077870A (en) | 1990-09-21 | 1992-01-07 | Minnesota Mining And Manufacturing Company | Mushroom-type hook strip for a mechanical fastener |
| US5887470A (en) | 1993-04-06 | 1999-03-30 | Mirtsch; Frank | Method and apparatus for dent profiling |
| BR9406750A (pt) | 1993-06-11 | 1996-02-27 | Minnesota Mining & Mfg | Processo para a fabricaçao de artigo ferramental mestre para replicaçao e artigo obtido |
| IT1290781B1 (it) | 1996-05-28 | 1998-12-10 | Polifarma Spa | Agente attivo terapeutico per il trattamento di malattie degenerative neuronali. |
| US5900350A (en) | 1996-06-06 | 1999-05-04 | Velcro Industries B.V. | Molding methods, molds and products |
| US6054091A (en) | 1996-10-03 | 2000-04-25 | Minnesota Mining And Manufacturing Co. | J hook-type hook strip for a mechanical fastener |
| US6039911A (en) | 1997-01-09 | 2000-03-21 | 3M Innovative Properties Company | Method for capping stem fasteners |
| US6132660A (en) | 1997-06-19 | 2000-10-17 | 3M Innovative Properties Company | Method for forming headed stem mechanical fasteners |
| US5868987A (en) | 1997-06-19 | 1999-02-09 | Minnesotamining And Manufacturing | Superimposed embossing of capped stem mechanical fastener structures |
| US5845374A (en) * | 1997-07-02 | 1998-12-08 | Briggs; Patrick A. | Golf strap gripper |
| US6190594B1 (en) | 1999-03-01 | 2001-02-20 | 3M Innovative Properties Company | Tooling for articles with structured surfaces |
| US6767202B2 (en) * | 2001-12-18 | 2004-07-27 | 3M Innovative Properties Company | Tooling with helical coils for structured surface articles |
-
2001
- 2001-12-18 US US10/024,919 patent/US6767202B2/en not_active Expired - Fee Related
-
2002
- 2002-10-14 BR BR0214983-4A patent/BR0214983A/pt active Search and Examination
- 2002-10-14 RU RU2004118407/12A patent/RU2311293C2/ru not_active IP Right Cessation
- 2002-10-14 DE DE60208441T patent/DE60208441T2/de not_active Expired - Lifetime
- 2002-10-14 KR KR10-2004-7009064A patent/KR20040070217A/ko not_active Application Discontinuation
- 2002-10-14 CN CNB028254384A patent/CN100430210C/zh not_active Expired - Fee Related
- 2002-10-14 MX MXPA04005785A patent/MXPA04005785A/es active IP Right Grant
- 2002-10-14 EP EP02773790A patent/EP1458552B1/en not_active Expired - Lifetime
- 2002-10-14 ES ES02773790T patent/ES2254746T3/es not_active Expired - Lifetime
- 2002-10-14 AU AU2002337886A patent/AU2002337886A1/en not_active Abandoned
- 2002-10-14 JP JP2003552521A patent/JP4173814B2/ja not_active Expired - Fee Related
- 2002-10-14 WO PCT/US2002/033170 patent/WO2003051611A1/en active IP Right Grant
- 2002-10-14 AT AT02773790T patent/ATE314190T1/de not_active IP Right Cessation
-
2004
- 2004-02-17 US US10/780,078 patent/US6969479B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| EP1458552B1 (en) | 2005-12-28 |
| US6767202B2 (en) | 2004-07-27 |
| MXPA04005785A (es) | 2004-09-13 |
| BR0214983A (pt) | 2004-12-14 |
| CN1604839A (zh) | 2005-04-06 |
| WO2003051611A1 (en) | 2003-06-26 |
| US20040159970A1 (en) | 2004-08-19 |
| EP1458552A1 (en) | 2004-09-22 |
| DE60208441T2 (de) | 2006-08-24 |
| JP2005511366A (ja) | 2005-04-28 |
| RU2311293C2 (ru) | 2007-11-27 |
| ATE314190T1 (de) | 2006-01-15 |
| ES2254746T3 (es) | 2006-06-16 |
| DE60208441D1 (de) | 2006-02-02 |
| KR20040070217A (ko) | 2004-08-06 |
| RU2004118407A (ru) | 2005-12-10 |
| US6969479B2 (en) | 2005-11-29 |
| AU2002337886A1 (en) | 2003-06-30 |
| US20030111767A1 (en) | 2003-06-19 |
| CN100430210C (zh) | 2008-11-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7052639B2 (en) | Wire wound tooling | |
| US6190594B1 (en) | Tooling for articles with structured surfaces | |
| JP4173814B2 (ja) | 構造化表面物品用の螺旋コイルを備えた工具類 | |
| US7645134B2 (en) | Ribbon wound roll | |
| US20020125605A1 (en) | Molding of fastening hooks and other devices | |
| KR20070119635A (ko) | 수지 시트 제조 방법 | |
| AU2916002A (en) | Molding of fastening hooks and other devices |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20051003 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051003 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080708 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080715 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080814 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110822 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110822 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120822 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |