JP4146636B2 - lubricant - Google Patents
lubricant Download PDFInfo
- Publication number
- JP4146636B2 JP4146636B2 JP2001384884A JP2001384884A JP4146636B2 JP 4146636 B2 JP4146636 B2 JP 4146636B2 JP 2001384884 A JP2001384884 A JP 2001384884A JP 2001384884 A JP2001384884 A JP 2001384884A JP 4146636 B2 JP4146636 B2 JP 4146636B2
- Authority
- JP
- Japan
- Prior art keywords
- lubricant
- sliding
- powder
- sliding surface
- carbon
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images










Landscapes
- Lubricants (AREA)
Description
【0001】
【発明の属する技術分野】
本発明は、摺動面に介在させて摺動抵抗を小さくする潤滑剤に関する。更に詳しくは、高温雰囲気中でも摩擦係数が小さい潤滑剤に関する。
【0002】
【従来の技術】
本発明に関する従来例として、特開平11−256176号公報が存在する。この公報には、固体潤滑剤に関する常温状態の潤滑効果及び高温状態の潤滑効果が記載されている。
【0003】
固体潤滑剤としては、グラファイトが用いられている。この他の固体潤滑剤には、金属硫化物として、例えばMoS 2 、ZnS 2 、Cu 2 S等が存する。これらの固体潤滑剤は、分子構造に於いて、平板の結晶構造が層状に並ぶために、加圧により層状部分に滑りが発生して潤滑作用を成すと考えられる。
【0004】
これらの金属硫化物は、高温状態で用いると熱による分解で硫化物の構造が破壊されて潤滑作用が低減する。又、グラファイトは、比較的低温であれば、その結晶構造から潤滑効果を維持するが、長時間同じ状態で摺動し続けると潤滑効果が減少する。
【0005】
こうした潤滑作用は、ある温度範囲や、負荷の条件、経時変化等が或一定の範囲内で維持できるものであるために、どんな条件でも使用できるものではない。特に、グラファイトに於いては、350°Cを越えると大気中であっても、潤滑効果が低下し、固体潤滑剤としての使用を困難にする。
【0006】
更に、従来例として、炭素粉末と周期律表のVIA族、VIIA族及びVIII族から選ばれた金属粉末の1種以上から成る固体潤滑剤が存在する。この固体潤滑剤は、摺動面に於いて、炭素が金属の触媒作用により、グラファイト化する為に摺動抵抗が減少し、摩擦係数が小さくなるとするものである。この炭素粉末は、カーボンブラックなどが用いられ、又グラファイトなども用いられる。その配合比は、金属粉が0.05wt%以上から0.5wt%以下であり、Niを用いる場合には、配合比率が0.5wt%以上から2wt%以下の時に効果を奏するとのことである。この金属粉としては、この他にFe、Co、C r 、M n等も同様な効果を奏するとのことである。
【0007】
しかし、実験データから判断すると、金属粉は、N i、とFe、C o、C r 、M n等との差があまり無く、金属粉であれば他の金属でも同等の効果が生じると考えられる。
更に、カーボンブラックと金属粉とを配合した場合には、300°Cの雰囲気中までが有効であって、それ以上の高温度になると摩擦係数が上昇している。
又、グラファイトと金属粉とを配合した場合には、400°Cになると摩擦係数が上昇している。しかも、カーボンブラックのみ、又はグラファイトのみの場合と大差がないとも認められる。従って、300°C以上の高温雰囲気中に於いては、これら従来の潤滑剤は、利用することが困難である。
【0008】
【発明が解決しようとする課題】
本発明は上述のような問題点に鑑み成されたものであって、その発明が解決しようとする技術的課題は、常温はもちろん400°C以上の高温度雰囲気中にさらされていても、摺動時に於ける摩擦係数が小さい潤滑剤を得ることにある。
又、水蒸気中の雰囲気中でも低摩擦の潤滑剤を得ることにある。更に、製造コストを低減することにある。
更には、摺動面の耐酸化能力を向上させることにある。
【0009】
【課題を解決するための手段】
本発明は、上述のような技術的課題を解決するために成されたものであって、その技術的解決手段は以下のように構成されている。
【0010】
請求項1に係わる本発明の粉末状潤滑剤は、炭素材料又はセラミック材料で製造されたメカニカルシール用の摺動部品の摺動面を潤滑する粉末状潤滑剤であって、10重量%から15重量%のリン酸アルミニウム化合物と炭素粉末とを主成分とするものである。
【0011】
この請求項1に係わる本発明の粉末状潤滑剤では、炭素粉末に10から15重量%のリン酸アルミニウム化合物を添加したことにより、500℃前後の高温雰囲気中のメカニカルシールのシールする摺動面に於いて、炭素粉末が摺動面に付着し、その摺動面に付着した炭素粉末にリン酸アルミニウム化合物が反応して耐酸化性を付与するものと実験の結果から考えられる。このため、シールする摺動面の潤滑において、耐熱性のある低摩擦係数の粉末状潤滑剤が得られる。
このリン酸アルミニウム化合物は、セラミック(以下、セラミックスとも言う)や炭素材料の摺動部品の摺動面との結合性が良く、特に、炭素材料(メカニカルシールでは、カーボン材とも言う)の摺動面に使用した場合には、炭素材料の耐酸化性が向上することも認められる。このために、メカニカルシール等のカーボン材製のシールリング(シールリング、メイティングリング等を摺動部品と言う)の摺動面に、この粉末状潤滑剤を用いると優れた潤滑効果を奏する。また、常温および500℃前後の高温雰囲気中でも摺動開始後から摺動面の摩擦係数を低減し、しかも、500℃前後の高温雰囲気中でも長時間に渡り摺動面の摩擦係数を低減して安定した摺動状態を維持することが可能になる。
【0012】
請求項2に係わる本発明の粉末状潤滑剤は、潤滑剤を付着させる摺動部品の摺動面が炭化珪素セラミックで形成されているものである。
【0013】
この請求項2に係わる本発明の粉末状潤滑剤では、炭化珪素粉末を結合したセラミックの摺動部品は、摺動面の気孔にカーボンブラックが付着しやすく低摩擦を長期に保持することが可能になる。更に、リン酸アルミニウム化合物は摺動面のカーボンに耐酸化性を付与して500℃前後の高温雰囲気中でも低摩擦を向上させることが認められる。更には、炭化珪素セラミックの摺動面にカーボンブラックが均一に付着しやすいので、製造コストを低減することが可能になる。
【0014】
請求項3に係わる本発明の粉末状潤滑剤は、メカニカルシールが略500℃までのガス又は水蒸気の被密封流体をシールするものであって、リン酸アルミニウム化合物がリン酸二水素アルミニウムである。
【0015】
この請求項3に係わる本発明の粉末状潤滑剤では、リン酸アルミニウム化合物をリン酸二水素アルミニウムにすると、カーボンブラックとの適合性が良く、長時間に渡り安定して被密封流体をシールする摺動面の摩擦係数を低減することができる。特に、粉末のリン酸二水素アルミニウムにすると配合割合を多くすることができるので、適合性の良いカーボンブラックを摺動面に長期に保持し、500℃前後の高温雰囲気中でも摩擦係数を低減することが可能になる。
【0018】
【発明の実施の形態】
以下、本発明に係わる好ましい実施の形態としての潤滑剤を以下に詳述する。
【0019】
本発明に係わる潤滑剤は、固体状や粉末状等様々な形態で摺動面に用いられる。しかし、以下には粉末状で用いた例のみを実施の形態として示しているが、粉末状に限定するものではない。
【0020】
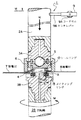
図1は、本発明の潤滑剤を試験した試験機1の要部断面図である。又、図2は図1に取り付けたシールリング10の平面図である。又、図3は図2の断面図である。更に、図4は図1に示すメイティングリング15の断面図である(この断面図は溝のある部分の半径の断面と溝のない部分の半径を断面にしたものである)。又、図5は、図4のメイティングリング15の平面図である。
【0021】
先ず、本発明の潤滑剤Aを説明する前に、潤滑剤を試験した試験機1及び試験片10,15について説明する。図2及び図3に示すシールリング10は、炭化珪素セラミックス材である。このシールリング10は、外径が35mm×内径が23.5mm×幅10mmであると共に、摺動面11の外径は29mmである。シールリング10の端面には、摺動面11が設けられており、摺動面11に沿って円周4等配で幅が4mm×深さが1.5mmの潤滑剤Aの吸込溝12が設けられている。この吸込溝12は、回動中に吸込溝12から摺動面11、16へ潤滑剤が侵入するように構成されている。又、図2又は図3の中心線下側には、熱電対用の穴が設けられている。この穴は、摺動面11から1mmの位置に直径1.0mm×深さ2.8mmに形成したものである。尚、図2の2等配の半円形の切欠は、シールリング10を固定する保持凹部である。尚、摺動面の平均半径は、図1に示すように、rmである。
【0022】
図4及び図5は、メイティングリング15であって、炭化珪素セラミックス材で形成されている。このメイティングリング15の端面には摺動面16が設けられている。そして、シールリング10の摺動面11と相対摺動する。メイティングリング15の大きさは、外径35mm×内径が19mm×幅が7mmである。この摺動面の平均半径は、図1に示すように、rmである。尚、シールリング10とメイティングリング15は、両部材ともカーボン材で実験し、更に、一方をカーボン材、他方を炭化珪素セラミックス材で実験したものがあるが、ほぼ同様な結果となるので、そのデータは省略する。
【0023】
次に、潤滑剤を試験した試験機1について説明する。図1は、この試験機1の断面図である。図示下部は、図示省略のモータにより回転される回転軸2Bである。この回転軸2Bの上端には第2治具3Bが取り付けられている。この第2治具3Bは、メイティングリング15を回転可能に保持するものである。一方、固定軸2Aは、移動自在に保持されて荷重Wが負荷されている。固定軸2Aの下端にも第1治具3Aが連結されている。この第1治具3Aはボール5を介してシールリング10を保持するように構成されている。又、第1治具3Aは、カバー管6により覆われている。
【0024】
試験機1に於いて、試験片10、15は、上側のシールリング10と下側のメイティングリング15から構成されている。この試験片10、15は第1治具3Aと第2治具3Bの間に配置されて、試験片10,15の内径側が潤滑剤供給室4に形成されている。この潤滑剤供給室4に潤滑剤Aを投入して試験する。又、シールリング10には、熱電対用の穴に第2熱電対温度計8が接続されている。更に、試験片10、15及び治具3A、3Bは、図示省略の加熱用電気炉の雰囲気内に配置されている。そして、この電気炉内の雰囲気温度は、電気炉内に連結された第1熱電対温度計7により制御され、且つ測定されるように構成されている。
【0025】
更に、固定軸2Aには、トルク測定器9が連結されている。トルク測定器9は、カンチレバー9Bを介してロードセル9Aに伝達される。そして、摩擦係数μは
、回転軸2Bの摺動トルクMと、回転時の負荷Wと、摺動面の平均半径rmを測定して下記の式から計算した。
【0026】
μ=M/(W×rm)
【0027】
摺動試験は、試験片10,15の周囲の雰囲気温度470°Cに於ける潤滑剤による摩擦係数μの経時変化を測定したものである。本発明の潤滑剤Aの原料は、炭素粉末と10から15重量%のリン酸アルミニウム化合物とを含有するものである。炭素粉末はカーボンブラックなどである。又、リン酸アルミニウム化合物はリン酸二水素アルミニウム(商品名:アシドホス75,37、120M等)が適している。又、リン酸二水素アルミニウムの配合量は、8から18重量%、好ましくは、10から15重量%の範囲にすると、低摩擦係数に優れると共に、高温雰囲気中でも低摩擦係数を維持することが可能になる。これらの潤滑剤Aを炭素部品、セラミックス部品等のシール摺動面又は軸受け摺動面に付着させて利用すると、この潤滑剤Aによって優れた低摩擦係数の摺動面が得られる。
【0028】
本発明の潤滑剤Aによる試験の結果では、摺動開始直後の摩擦係数が0.1から0.3の値を示しているが、摺動距離が150mでも0.2以下に低下し、更に、摺動距離が500mでもこの摩擦係数μの値は安定した挙動を示している。この摺動試験の摺動距離が500m経過した後の摺動面を肉眼により観察した結果では、摺動面に潤滑剤Aが付着しているのが認められる。従って、低摩擦係数が長期に渡って維持すると考えられる。又、リン酸アルミニウム化合物により炭素粉末に耐酸化性を付与するために、大気中又は湿度の高い雰囲気中の高温下に於いても低摩擦係数を維持するものと考えられる。
【0029】
【実施例1】
潤滑剤Aの原料は、粒子径が42nmのカーボンブラック粉末(東海カーボン株式会社製トーカブラック#7100F)、リン酸二水素アルミニウムAl(H 2 PO 4 ) 3 粉末(純正化学株式会社製)を使用した。
【0030】
このカーボンブラック粉末90重量%とリン酸二水素アルミニウム粉末10重量%をエチルアルコールにより湿式状態で混合した。この混合状態では、リン酸二水素アルミニウムがエチルアルコールに溶解されている。そして、この混合されたものを乾燥して粉末状態にする。これを実施例1の潤滑剤Aとして試験した。
【0031】
この試験は以下の条件による。
先ず、潤滑剤Aを図1に示した試験器のシールリング10とメイティングリング15との内径内に60%ぐらいに満たした。
試験片のシールリング10とメイティングリング15とは、共に炭化珪素セラミック材製である。
試験片の摺動面粗さは:0.05から0.08μmRzである。
試験片の回転数:200rpm
試験荷重:50N
試験片の雰囲気温度:470°C
【0032】
この条件の下に試験機1により摺動トルクM、負荷荷重W、摺動面平均半径rm を測定し、上述した摩擦係数の式からμを求めたのが図6である。この図6は、実施例1の潤滑剤Aについて摺動距離(m)との関係を示す摩擦係数μのグラフNo1である。
この実施例1では、摺動開始直後は、摩擦係数が0.1前後を示したが、その後は摺動距離が500mまで0.2以下で安定した摩擦係数の挙動を示した。しかも、この状態でも摺動面には潤滑剤Aが付着していることが認められる。
この結果、メカニカルシール装置又は、軸受け等の摺動部品に用いると、500°C前後の高温雰囲気中でも安定した低摩擦係数を示すことがわかる。
【0033】
【実施例2】
潤滑剤Aの原料は、粒子径が42nmのカーボンブラック粉末(東海カーボン株式会社製トーカブラック#7100F)、リン酸二水素アルミニウムAl(H 2 PO 4 ) 3 粉末(純正化学株式会社製)を使用した。
【0034】
このカーボンブラック粉末85重量%とリン酸二水素アルミニウム粉末15重量%をエチルアルコールにより湿式状態で混合した。この混合状態では、リン酸二水素アルミニウムがエチルアルコールに溶解されている。そして、この混合されたものを乾燥して粉末状態にする。これを実施例2の潤滑剤Aとして試験した。
【0035】
この試験は以下の条件による。
先ず、潤滑剤Aを図1に示した試験器のシールリング10とメイティングリング15との内径内に60%ぐらいに満たした。
試験片のシールリング10とメイティングリング15とは、共に炭化珪素セラミック材製である。
試験片の摺動面粗さは:0.05から0.08μmRzである。
試験片の回転数:200rpm
試験荷重:50N
試験片の雰囲気温度:470°C
【0036】
この条件の下に試験機1により摺動トルクM、負荷荷重W、摺動面平均半径rm を測定し、摩擦係数の式からμを求めたのが図7である。図7は、実施例2の潤滑剤Aについて摺動距離(m)との関係を示す摩擦係数μのグラフNo2である。
この実施例2では、摺動開始直後は、摩擦係数が0.36前後を示したが、その後は摺動距離が500mまで0.2以下で安定した低摩擦係数の挙動を示した。 実施例2は実施例1に比較して若干摩擦係数に変動があるのは、リン酸二水素アルミニウムの量が増加した影響と考えられる。しかし、高温雰囲気中での摩擦係数は減少していることが認められる。さらに、摺動距離が500m過ぎた状態でも摺動面には潤滑剤Aの付着が認められる。
この結果、メカニカルシール装置又は、軸受け等の摺動部品に用いると、500°前後の高温雰囲気中でも長期間安定した低摩擦係数を示すことがわかる。
【0037】
【比較例1】
潤滑剤Bの原料は、粒子径が42nmのカーボンブラック粉末(東海カーボン株式会社製トーカブラック#7100F)、粒子径63μm以下のNi粉末(株式会社高純度化学研究所製)を使用した。
【0038】
このカーボンブラック粉末99重量%とNi粉末1重量%をエチルアルコールにより湿式状態で混合した。そして、この混合された配合物を乾燥して粉末状態にする。これを比較例1の潤滑剤Bとして試験した。
【0039】
この試験は以下の条件による。先ず、潤滑剤Bを図1に示した試験器のシールリング10とメイティングリング15との内径内に60%ぐらいに満たした。試験片のシールリング10とメイティングリング15とは、共に炭化珪素セラミック材製である。試験片の摺動面粗さは:0.05から0.08μmRzである。
試験片の回転数:200rpm
試験荷重:50N
試験片の雰囲気温度:470°C
【0040】
この条件の下に試験機1により摺動トルクM、負荷荷重W、摺動面平均半径rm
を測定し、摩擦係数の式からμ求めたのが図8である。図8は、比較例1の潤滑剤Bによる摺動距離(m)との関係を示す摩擦係数μのグラフNo3である。このカーボンブラックにNi粉末を含有した潤滑剤Bは、摺動直後より摺動距離が500mに至るまで摩擦係数が0.5以上で上下動する不安定な摩擦の挙動を示した。しかも、最大で0.8の摩擦係数を示している。
【0041】
【比較例2】
潤滑剤Bの原料は、粒子径が42nmのカーボンブラック粉末(東海カーボン株式会社製トーカブラック#7100F)、リン酸二水素アルミニウムAl(H 2 PO 4 ) 3 粉末(純正化学株式会社製)を使用した。このカーボンブラック粉末99重量%とリン酸二水素アルミニウム粉末1重量%をエチルアルコールにより湿式状態で混合した。そして、この混合されたものを乾燥して粉末状態にする。これを比較例2の潤滑剤Bとして試験した。比較例2は比較例1と同一機種により同一条件で試験をしている。
【0042】
この条件の下に試験機1により摺動トルクM、負荷荷重W、摺動面平均半径rm
を測定し、摩擦係数の式からμを求めたのが図9である。図9は、比較例2の潤滑剤Bについて摺動距離(m)との関係を示す摩擦係数μのグラフNo4である。このカーボンブラックにリン酸二水素アルミニウム粉末を含有した潤滑剤Bは、摺動直後より摺動距離が500mに至るまで摩擦係数が平均0.5以上で不安定な摩擦の挙動を示した。しかも、最大で0.8の摩擦係数を示している。
【0043】
潤滑剤Bの原料は、粒子径が42nmのカーボンブラック粉末(東海カーボン株式会社製トーカブラック#7100F)、リン酸二水素アルミニウムAl(H 2 PO 4 ) 3 粉末(純正化学株式会社製)を使用した。このカーボンブラック粉末95重量%とリン酸二水素アルミニウム粉末5重量%をエチルアルコールにより湿式状態で混合した。そして、この混合されたものを乾燥して粉末状態にする。これを比較例3の潤滑剤Bとして試験した。比較例3は比較例2と同一機種により同一条件で試験をしている。
【0044】
この条件の下に試験機1により摺動トルクM、負荷荷重W、摺動面平均半径rm
を測定し、摩擦係数の式からμを求めたのが図10である。図10は、比較例4の潤滑剤Bについて摺動距離(m)との関係を示す摩擦係数μのグラフNo5である。このカーボンブラックにリン酸二水素アルミニウムを含有した潤滑剤Bは、摺動直後より摺動距離が500mに至るまで摩擦係数が平均0.7以上で不安定な摩擦の挙動を示した。しかも、最大で0.85の摩擦係数を示している。
【0045】
【比較例4】
潤滑剤Bの原料は、粒子径が42nmのカーボンブラック粉末(東海カーボン株式会社製トーカブラック#7100F)、リン酸二水素アルミニウムAl(H 2 PO 4 ) 3 粉末(純正化学株式会社製)を使用した。このカーボンブラック粉末80重量%と、リン酸二水素アルミニウム粉末20重量%をエチルアルコールにより湿式状態で混合した。そして、この混合された配合物を乾燥して粉末状態にする。これを比較例4の潤滑剤Bとして試験した。比較例4は比較例2と同一機種により同一条件で試験をしている。
【0046】
この条件の下に試験機1により摺動トルクM、負荷荷重W、摺動面平均半径rm
を測定し、摩擦係数の式からμを求めたのが図11である。図11は、比較例4の潤滑剤Bについて摺動距離(m)との関係を示す摩擦係数μのグラフNo6である。このカーボンブラックにリン酸二水素アルミニウムを含有した潤滑剤Bは、摺動直後に摩擦係数の増加を示したが、摺動距離が250mを過ぎてから摩擦係数が平均0.4位になり、全体としてやや不安定な摩擦の挙動を示した。しかし、摺動距離が長くなると安定した挙動を示すことも認められる。この点からも、リン酸アルミニウムの配合割合が上限18重量%までは十分に利用することができる。実施例に対して比較例及び従来例から各データを検討すると、10から15重量%のリン酸アルミニウムが含有する潤滑剤は、優れた低摩擦の効果を奏することが認められる。
【0047】
【発明の効果】
本発明に係わる粉末状潤滑剤によれば、以下のような効果を奏する。
請求項1に係わる本発明の粉末状潤滑剤によれば、炭素粉末に10から15重量%のリン酸アルミニウム化合物を添加することにより、常温から500°C前後の高温雰囲気中での被密封流体をシールする摺動面に於いて、長時間安定した低摩擦係数が保持できる効果を奏する。このリン酸アルミニウム化合物は、炭素材料や炭化珪素材料製の摺動部品における摺動面との結合性が良く、特に、炭素材料に使用した場合には、炭素材料のシールする摺動面の耐酸化性が向上することも認められる。このために、メカニカルシール等の摺動面に用いると優れたシール効果を奏することも認められる。更に、リン酸アルミニウム化合物が炭素を摺動面に付着させ、その摺動面に付着した炭素にリン酸アルミニウム化合物が耐酸化性を付与するので、耐熱性も良好であると考えられる。又、摺動面が摺動初期の段階から常温および500°C前後の高温状態でも低摩擦状態が維持される効果を奏する。
【0048】
請求項2に係わる本発明の粉末状潤滑剤によれば、リン酸アルミニウムによりカーボンブラックが炭素材料および炭化珪素材料の摺動部品の摺動面に付着しやすくなるから、長時間の低摩擦係数を維持する効果を奏する。更に、この摺動部品の摺動面におけるリン酸アルミニウムによりカーボンブラックの耐酸化性が向上するので、500°C前後の高温雰囲気中でも摺動面の低摩擦係数が得られる効果を奏する。又、潤滑剤の製造コストを低減することが可能になる。
【0049】
請求項3に係わる本発明の潤滑剤によれば、リン酸二水素アルミニウムはカーボンと混合して500°前後で耐水蒸気酸化性と共に、大気中での耐酸化性を発揮し、高温雰囲気及び湿気のある雰囲気中でも低摩擦係数が得られる効果を奏する。
【図面の簡単な説明】
【図1】本発明の潤滑剤を試験した試験機の要部断面図である。
【図2】本発明の潤滑剤を付着させて試験するシールリングの平面図である。
【図3】図2に示すシールリングの断面図である。
【図4】本発明の潤滑剤を付着させて試験するメイティングリングの断面図である。
【図5】図4のメイティングリングの平面図である。
【図6】実施例1の摩擦係数No1を示すグラフである。
【図7】実施例2の摩擦係数No2を示すグラフである。
【図8】比較例1の摩擦係数No3を示すグラフである。
【図9】比較例2の摩擦係数No4を示すグラフである。
【図10】比較例3の摩擦係数No5を示すグラフである。
【図11】比較例4の摩擦係数No6を示すグラフである。
【符号の説明】
1 試験機
2A 固定軸
2B 回転軸
3A,第1治具
3B 第2治具
4 潤滑剤供給室
5 ボール
6 カバー管
7 第1熱電対温度計
8 第2熱電対温度計
9 トルク測定器
9A ロードセル
9B カンチレバー
10 シールリング
11 摺動面
15 メイティングリング
16 摺動面[0001]
BACKGROUND OF THE INVENTION
The present invention relates to a lubricant that is interposed in a sliding surface to reduce sliding resistance. More specifically, the present invention relates to a lubricant having a small coefficient of friction even in a high temperature atmosphere.
[0002]
[Prior art]
As a conventional example related to the present invention, there is JP-A-11-256176. This publication describes a lubrication effect in a normal temperature state and a lubrication effect in a high temperature state regarding a solid lubricant.
[0003]
Graphite is used as the solid lubricant. Other solid lubricants include, for example, MoS 2 , ZnS 2 , Cu 2 S and the like as metal sulfides. These solid lubricants are considered to have a lubricating action due to the occurrence of slippage in the layered portion due to pressurization because the flat crystal structure is arranged in layers in the molecular structure.
[0004]
When these metal sulfides are used in a high temperature state, the sulfide structure is destroyed by decomposition due to heat and the lubricating action is reduced. Graphite maintains its lubricating effect from its crystal structure at a relatively low temperature, but if it continues to slide in the same state for a long time, the lubricating effect decreases.
[0005]
Such a lubricating action cannot be used under any conditions because a certain temperature range, load condition, change with time, etc. can be maintained within a certain range. In particular, in the case of graphite, if it exceeds 350 ° C., the lubricating effect is lowered even in the air, and it becomes difficult to use it as a solid lubricant.
[0006]
Furthermore, as a conventional example, there is a solid lubricant composed of carbon powder and one or more metal powders selected from Group VIA, Group VIIA and Group VIII of the Periodic Table. In this solid lubricant, on the sliding surface, carbon is graphitized by the catalytic action of the metal, so that the sliding resistance is reduced and the friction coefficient is reduced. As this carbon powder, carbon black or the like is used, and graphite or the like is also used. The blending ratio is 0.05 wt% or more to 0.5 wt% or less for metal powder, and when Ni is used, it is effective when the blending ratio is 0.5 wt% to 2 wt%. is there. As this metal powder, Fe, Co, Cr, Mn, etc. have the same effect.
[0007]
However, judging from the experimental data, the metal powder has little difference between Ni, Fe, Co, Cr, Mn, etc., and it is thought that the same effect will be produced with other metals if it is metal powder. It is done.
Furthermore, when carbon black and metal powder are blended, the atmosphere up to 300 ° C. is effective, and the friction coefficient increases at higher temperatures.
When graphite and metal powder are blended, the friction coefficient increases at 400 ° C. Moreover, it is recognized that there is not much difference from the case of carbon black alone or graphite alone. Therefore, these conventional lubricants are difficult to use in a high temperature atmosphere of 300 ° C. or higher.
[0008]
[Problems to be solved by the invention]
The present invention has been made in view of the above problems, and the technical problem to be solved by the present invention is that even if it is exposed to a high temperature atmosphere of 400 ° C or higher, as well as normal temperature, The object is to obtain a lubricant having a small coefficient of friction during sliding.
Another object is to obtain a low friction lubricant even in an atmosphere of water vapor. Furthermore, the manufacturing cost is reduced.
Furthermore, the oxidation resistance of the sliding surface is improved.
[0009]
[Means for Solving the Problems]
The present invention has been made to solve the technical problems as described above, and the technical solution means is configured as follows.
[0010]
Powdery lubricants of this invention relating to
[0011]
In the powdery lubricant of the present invention according to
This aluminum phosphate compound has a good bondability with a sliding surface of a ceramic (hereinafter also referred to as ceramics) or a sliding part of a carbon material, in particular, sliding of a carbon material (also referred to as a carbon material in a mechanical seal). When used on the surface, it is also recognized that the oxidation resistance of the carbon material is improved. For this reason, when this powdery lubricant is used on the sliding surface of a seal ring made of a carbon material such as a mechanical seal (the seal ring, mating ring or the like is referred to as a sliding part), an excellent lubricating effect is exhibited. In addition, the friction coefficient of the sliding surface is reduced after the start of sliding even at room temperature and in a high temperature atmosphere of around 500 ° C, and the friction coefficient of the sliding surface is reduced and stabilized for a long time even in a high temperature atmosphere of around 500 ° C. It is possible to maintain the sliding state.
[0012]
In the powdery lubricant according to the second aspect of the present invention, the sliding surface of the sliding component to which the lubricant is attached is formed of silicon carbide ceramic.
[0013]
In the powdery lubricant according to the second aspect of the present invention, the ceramic sliding parts bonded with silicon carbide powder can easily retain carbon black in the pores of the sliding surface for a long period of time. become. Further, it is recognized that the aluminum phosphate compound imparts oxidation resistance to the carbon on the sliding surface and improves low friction even in a high temperature atmosphere around 500 ° C. Furthermore, since carbon black easily adheres uniformly to the sliding surface of the silicon carbide ceramic, the manufacturing cost can be reduced.
[0014]
In the powdery lubricant of the present invention according to claim 3, the mechanical seal seals a sealed fluid of gas or water vapor up to about 500 ° C., and the aluminum phosphate compound is aluminum dihydrogen phosphate.
[0015]
In the powdery lubricant of the present invention according to claim 3, when the aluminum phosphate compound is aluminum dihydrogen phosphate, the compatibility with carbon black is good and the sealed fluid is stably sealed for a long time. The friction coefficient of the sliding surface can be reduced. In particular, when powdered aluminum dihydrogen phosphate is used, the blending ratio can be increased, so that carbon black with good compatibility can be kept on the sliding surface for a long time, and the friction coefficient can be reduced even in a high temperature atmosphere around 500 ° C. Is possible.
[0018]
DETAILED DESCRIPTION OF THE INVENTION
Hereinafter, the lubricant as a preferred embodiment according to the present invention will be described in detail.
[0019]
The lubricant according to the present invention is used for the sliding surface in various forms such as solid and powder. However, in the following, only an example used in powder form is shown as an embodiment, but it is not limited to powder form.
[0020]
FIG. 1 is a cross-sectional view of an essential part of a
[0021]
First, before describing the lubricant A of the present invention, the
[0022]
4 and 5 show a
[0023]
Next, the
[0024]
In the
[0025]
Further, a
[0026]
μ = M / (W × rm)
[0027]
Sliding test is a measure of the aging of the friction coefficient μ due to in lubricant ambient temperature 470 ° C around the
[0028]
As a result of the test with the lubricant A of the present invention, the coefficient of friction immediately after the start of sliding shows a value of 0.1 to 0.3, but even when the sliding distance is 150 m, it decreases to 0.2 or less. Even when the sliding distance is 500 m, the value of the friction coefficient μ shows a stable behavior. As a result of observing the sliding surface after the sliding distance of 500 m in this sliding test with the naked eye, it is recognized that the lubricant A is attached to the sliding surface. Therefore, it is considered that the low coefficient of friction is maintained over a long period. Further, in order to impart oxidation resistance to the carbon powder by the aluminum phosphate compound, it is considered that the low friction coefficient is maintained even at high temperatures in the atmosphere or in a humid atmosphere.
[0029]
[Example 1]
The raw material of the lubricant A is carbon black powder having a particle size of 42 nm (Toka Black # 7100F manufactured by Tokai Carbon Co., Ltd.), aluminum dihydrogen phosphate Al (H 2 PO 4 ) 3 Powder (made by Pure Chemical Co., Ltd. ) was used.
[0030]
90% by weight of this carbon black powder and 10% by weight of aluminum dihydrogen phosphate powder were mixed in a wet state with ethyl alcohol. In this mixed state, aluminum dihydrogen phosphate is dissolved in ethyl alcohol. Then, the mixed product is dried to a powder state. This was tested as Lubricant A of Example 1.
[0031]
This test is based on the following conditions.
First, the lubricant A was filled to about 60% in the inner diameters of the
Both the
The sliding surface roughness of the test piece is from 0.05 to 0.08 μm Rz.
Rotation speed of test piece: 200rpm
Test load: 50N
Specimen ambient temperature: 470 ° C
[0032]
Under this condition, the sliding torque M, the load load W, and the sliding surface average radius rm were measured by the
In Example 1, immediately after the start of sliding, the coefficient of friction was about 0.1, but thereafter, the behavior of the coefficient of friction was stabilized at a sliding distance of 0.2 or less up to 500 m. Moreover, it is recognized that the lubricant A is adhered to the sliding surface even in this state.
As a result, it can be seen that when used for a mechanical seal device or a sliding part such as a bearing, a stable low coefficient of friction is exhibited even in a high temperature atmosphere of around 500 ° C.
[0033]
[Example 2]
Lubricant A is made of carbon black powder (Tokai Carbon # 7100F manufactured by Tokai Carbon Co., Ltd.) and aluminum dihydrogen phosphate Al (H 2 PO 4 ) 3 powder (produced by Junsei Chemical Co., Ltd.). did.
[0034]
85% by weight of this carbon black powder and 15% by weight of aluminum dihydrogen phosphate powder were mixed in a wet state with ethyl alcohol. In this mixed state, aluminum dihydrogen phosphate is dissolved in ethyl alcohol. Then, the mixed product is dried to a powder state. This was tested as Lubricant A of Example 2.
[0035]
This test is based on the following conditions.
First, the lubricant A was filled to about 60% in the inner diameters of the
Both the
The sliding surface roughness of the test piece is from 0.05 to 0.08 μm Rz.
Rotation speed of test piece: 200rpm
Test load: 50N
Specimen ambient temperature: 470 ° C
[0036]
Under these conditions, the sliding torque M, the load load W, and the sliding surface average radius rm were measured by the
In Example 2, the friction coefficient was about 0.36 immediately after the start of sliding, but thereafter, the behavior of a stable low friction coefficient was exhibited at a sliding distance of 0.2 or less up to 500 m. A slight variation in the coefficient of friction in Example 2 compared to Example 1 is considered to be due to an increase in the amount of aluminum dihydrogen phosphate. However, it can be seen that the coefficient of friction in a high temperature atmosphere is decreasing. Furthermore, adhesion of the lubricant A is observed on the sliding surface even when the sliding distance is over 500 m.
As a result, it can be seen that, when used for a mechanical seal device or a sliding part such as a bearing, it exhibits a low coefficient of friction that is stable for a long time even in a high temperature atmosphere of around 500 °.
[0037]
[Comparative Example 1]
As a raw material for the lubricant B , carbon black powder having a particle size of 42 nm (Toka Black # 7100F manufactured by Tokai Carbon Co., Ltd.) and Ni powder having a particle size of 63 μm or less (manufactured by Kojundo Chemical Laboratory Co., Ltd.) were used.
[0038]
99% by weight of this carbon black powder and 1% by weight of Ni powder were mixed in a wet state with ethyl alcohol. The mixed formulation is then dried to a powder state. This was tested as the lubricant B of Comparative Example 1.
[0039]
This test is based on the following conditions. First, the lubricant B was filled to about 60% in the inner diameters of the
Rotation speed of test piece: 200rpm
Test load: 50N
Specimen ambient temperature: 470 ° C
[0040]
Under this condition, the
FIG. 8 shows the result of measuring μ and obtaining μ from the equation of the friction coefficient. FIG. 8 is a graph No 3 of the friction coefficient μ showing the relationship with the sliding distance (m) by the lubricant B of Comparative Example 1. Lubricant B containing Ni powder in carbon black showed an unstable frictional behavior in which the friction coefficient was 0.5 or more and moved up and down immediately after sliding until the sliding distance reached 500 m. Moreover, the friction coefficient is 0.8 at the maximum.
[0041]
[Comparative Example 2]
Raw material of the lubricant B, the carbon black having a particle size of 42nm powder (Tokai Carbon Co., Ltd. TOKABLACK # 7100F), use the aluminum dihydrogenphosphate Al (H 2 PO 4) 3 powder (manufactured by Junsei Chemical Co., Ltd.) did. 99% by weight of this carbon black powder and 1% by weight of aluminum dihydrogen phosphate powder were mixed in a wet state with ethyl alcohol. Then, the mixed product is dried to a powder state. This was tested as the lubricant B of Comparative Example 2. Comparative Example 2 is tested under the same conditions using the same model as Comparative Example 1.
[0042]
Under this condition, the
FIG. 9 shows the result of measuring and determining μ from the equation of the friction coefficient. FIG. 9 is a
[0043]
Lubricant B is made of carbon black powder (Tokai Carbon # 7100F manufactured by Tokai Carbon Co., Ltd.) and aluminum dihydrogen phosphate Al (H 2 PO 4 ) 3 powder (produced by Junsei Chemical Co., Ltd.). did. 95% by weight of this carbon black powder and 5% by weight of aluminum dihydrogen phosphate powder were mixed in a wet state with ethyl alcohol. Then, the mixed product is dried to a powder state. This was tested as the lubricant B of Comparative Example 3. Comparative Example 3 is tested under the same conditions using the same model as Comparative Example 2.
[0044]
Under this condition, the
FIG. 10 shows the measurement of μ and the μ obtained from the equation of the coefficient of friction. FIG. 10 is a
[0045]
[Comparative Example 4]
Lubricant B is made of carbon black powder (Tokai Carbon # 7100F manufactured by Tokai Carbon Co., Ltd.) and aluminum dihydrogen phosphate Al (H 2 PO 4 ) 3 powder (produced by Junsei Chemical Co., Ltd.). did. 80% by weight of this carbon black powder and 20% by weight of aluminum dihydrogen phosphate powder were mixed in a wet state with ethyl alcohol. The mixed formulation is then dried to a powder state. This was tested as a lubricant B of Comparative Example 4. Comparative Example 4 is tested under the same conditions using the same model as Comparative Example 2.
[0046]
Under this condition, the
FIG. 11 shows the measurement of μ and the μ obtained from the equation of the coefficient of friction. FIG. 11 is a
[0047]
【The invention's effect】
The powder lubricant according to the present invention has the following effects.
According to the powdery lubricant of the present invention according to
[0048]
According to the powdery lubricant of the present invention according to claim 2, since the carbon black tends to adhere to the sliding surfaces of the sliding parts of the carbon material and the silicon carbide material due to the aluminum phosphate, the low friction coefficient for a long time There is an effect to maintain. Furthermore, since the oxidation resistance of carbon black is improved by the aluminum phosphate on the sliding surface of this sliding component, there is an effect that a low friction coefficient of the sliding surface can be obtained even in a high temperature atmosphere of around 500 ° C. In addition, the manufacturing cost of the lubricant can be reduced.
[0049]
According to the lubricant of the present invention according to claim 3, aluminum dihydrogen phosphate is mixed with carbon and exhibits steam oxidation resistance at about 500 ° as well as oxidation resistance in the atmosphere. Even in an atmosphere with a low friction coefficient, the effect is obtained.
[Brief description of the drawings]
FIG. 1 is a cross-sectional view of an essential part of a testing machine for testing a lubricant of the present invention.
FIG. 2 is a plan view of a seal ring to be tested by applying the lubricant of the present invention.
3 is a cross-sectional view of the seal ring shown in FIG.
FIG. 4 is a cross-sectional view of a mating ring to be tested by applying a lubricant of the present invention.
FIG. 5 is a plan view of the mating ring of FIG. 4;
6 is a graph showing a friction coefficient No1 of Example 1. FIG.
7 is a graph showing a friction coefficient No2 of Example 2. FIG.
8 is a graph showing a friction coefficient No3 of Comparative Example 1. FIG.
9 is a graph showing a friction coefficient No4 of Comparative Example 2. FIG.
10 is a graph showing a friction coefficient No5 of Comparative Example 3. FIG.
11 is a graph showing a friction coefficient No6 of Comparative Example 4. FIG.
[Explanation of symbols]
DESCRIPTION OF
Claims (3)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001384884A JP4146636B2 (en) | 2001-12-18 | 2001-12-18 | lubricant |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001384884A JP4146636B2 (en) | 2001-12-18 | 2001-12-18 | lubricant |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2003183683A JP2003183683A (en) | 2003-07-03 |
| JP2003183683A5 JP2003183683A5 (en) | 2005-07-14 |
| JP4146636B2 true JP4146636B2 (en) | 2008-09-10 |
Family
ID=27594501
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001384884A Expired - Fee Related JP4146636B2 (en) | 2001-12-18 | 2001-12-18 | lubricant |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4146636B2 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2005061218A1 (en) * | 2003-11-19 | 2005-07-07 | Applied Thin Films, Inc. | Aluminum phosphate compounds, compositions, materials and related metal coatings |
-
2001
- 2001-12-18 JP JP2001384884A patent/JP4146636B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003183683A (en) | 2003-07-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Briscoe et al. | The friction and wear of poly (tetrafluoroethylene)-poly (etheretherketone) composites: An initial appraisal of the optimum composition | |
| US9434905B2 (en) | Hybrid nanolubricant | |
| BRPI0705751B1 (en) | double layer lubrication coating composition, double layer lubrication coating and piston having the same coating | |
| Shankara et al. | Study of solid lubrication with MoS 2 coating in the presence of additives using reciprocating ball-on-flat scratch tester | |
| JPWO2012111774A1 (en) | Sliding material composition and sliding member | |
| JP5017636B2 (en) | Heat resistant composite grease | |
| JP2851225B2 (en) | Friction material | |
| JP4146636B2 (en) | lubricant | |
| Singh et al. | Tribological studies of epoxy composites with UHMWPE and MoS2 fillers coated on bearing steel: dry interface and grease lubrication | |
| Sun et al. | Superlubricity of Si 3 N 4 sliding against SiO 2 under linear contact conditions in phosphoric acid solutions | |
| JPH0534394B2 (en) | ||
| Endo et al. | Tribological characteristics of bonded MoS2 films evaluated in rolling-sliding contact in a vacuum | |
| JP2006008818A5 (en) | ||
| JP2002069473A (en) | Composition for sliding member | |
| Blau et al. | Microfriction studies of model self-lubricating surfaces | |
| JPH04183805A (en) | Sintered sliding bearing for high temperature | |
| JP3513065B2 (en) | Lubricating grease | |
| Raman et al. | Tests on sintered bearings with reduced oil contents | |
| Vadiraj et al. | Comparative wear behavior of MoS 2 and WS 2 coating on plasma-nitrided SG iron | |
| JP5816121B2 (en) | Slide bearing and manufacturing method thereof | |
| JPS62151539A (en) | Element for roll bearing | |
| Kong et al. | Evaluation of the wear life of MoS2-bonded-films in tribo-testers with different contact configuration | |
| Zhang et al. | Friction and wear characteristics of PTFE composites filled with metal oxides under lubrication by oil | |
| Suzuki et al. | Friction and wear of self-lubricating composites at temperatures to 450 C in vacuum | |
| JP3419478B2 (en) | bearing |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20041119 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20041119 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070824 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070918 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071116 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080311 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080508 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080603 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080620 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4146636 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110627 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120627 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120627 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130627 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140627 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |