JP4105636B2 - 二軸配向型熱可塑性樹脂容器製造用の一体成形型および一体成形型を用いた二軸配向型熱可塑性樹脂容器の製造方法 - Google Patents
二軸配向型熱可塑性樹脂容器製造用の一体成形型および一体成形型を用いた二軸配向型熱可塑性樹脂容器の製造方法 Download PDFInfo
- Publication number
- JP4105636B2 JP4105636B2 JP2003567643A JP2003567643A JP4105636B2 JP 4105636 B2 JP4105636 B2 JP 4105636B2 JP 2003567643 A JP2003567643 A JP 2003567643A JP 2003567643 A JP2003567643 A JP 2003567643A JP 4105636 B2 JP4105636 B2 JP 4105636B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- injection
- preform
- plate
- array
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/02—Combined blow-moulding and manufacture of the preform or the parison
- B29C49/06—Injection blow-moulding
- B29C49/061—Injection blow-moulding with parison holding means displaceable between injection and blow stations
- B29C49/062—Injection blow-moulding with parison holding means displaceable between injection and blow stations following an arcuate path, e.g. rotary or oscillating-type
- B29C49/063—Injection blow-moulding with parison holding means displaceable between injection and blow stations following an arcuate path, e.g. rotary or oscillating-type with the parison axis held in the plane of rotation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/02—Combined blow-moulding and manufacture of the preform or the parison
- B29C2049/023—Combined blow-moulding and manufacture of the preform or the parison using inherent heat of the preform, i.e. 1 step blow moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/07—Preforms or parisons characterised by their configuration
- B29C2949/0715—Preforms or parisons characterised by their configuration the preform having one end closed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/02—Combined blow-moulding and manufacture of the preform or the parison
- B29C49/06—Injection blow-moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/08—Biaxial stretching during blow-moulding
- B29C49/10—Biaxial stretching during blow-moulding using mechanical means for prestretching
- B29C49/12—Stretching rods
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/10—Polymers of propylene
- B29K2023/12—PP, i.e. polypropylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2027/00—Use of polyvinylhalogenides or derivatives thereof as moulding material
- B29K2027/06—PVC, i.e. polyvinylchloride
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2067/00—Use of polyesters or derivatives thereof, as moulding material
Description
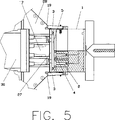
2 射出空洞部
3 掛け金
4 縁空洞部
5 縁板
6 射出核心部
7 滑動棒部
8 中心筐体
9 伸張板
10 回転板駆動ギア
11 回転板軸
12 吹込み核心部
13 伸張竿部
14 吹込み成形型
15 吹込み成形型空洞部
16 巻ネジ
17 回転板梁部(28)
18 縁板排出楔部
19 搬送板開動作制限カム
20 排出機構
21 回転板モーター
22 吹込み成形型開閉モーター
23 伸張円筒部
24 伝送ベルト
25 固定ネジ
26 射出機械圧盤
27 予備成形物搬送板
28 回転板
29 射出部
30 中心固定機構
31 回転機構(10、21、24、28)
32 予備成形物
33 完成容器
Claims (2)
- 射出成形機械に設置することが可能で、通常、射出成形型となる予定の空間を占めることにより特徴付けられる二軸配向型熱可塑性樹脂容器の製造用の一体成形型であって、
上記一体成形型は、少なくとも1つの射出成形型(1)および1つの吹込み成形型(14)が周りに配置された中心筐体(8)からなり、
中心筐体(8)は、射出核心部(6)、吹込み核心部(12)、排出機構(20)、伸張板(9)、伸張竿部(13)および伸張円筒部(23)が取り付けられている中心固定機構(30)を備え、
2つの回転板(28)からなる回転機構(31)は、中心筐体(8)中にあり、中心固定機構(30)の2つの回転板軸(11)に搭載され、予備成形物(32)を中心筐体(8)の周囲で、ある位置から別の位置に輸送し、
回転板(28)は、回転板梁部(17)を経由して取り付けられ、回転板(28)の内側表面には、予備成形物搬送板(27)運動用の滑動棒部(7)、および、射出成形型(1)および吹込み成形型(14)の両方に配置された掛け金(3)を開けるための搬送板開動作制限カム(19)を備え、
掛け金(3)は、上記一体成形型を開けている間、生産循環の間に予備成形物(32)を輸送する位置である回転板(28)の端部に、予備成形物搬送板(27)を引っ張る一体成形型。 - 請求項1に記載の上記一体成形型を用いた二軸配向型熱可塑性樹脂容器の製造方法であって、
完全に開いた上記一体成形型を、予備成形物搬送板(27)が予備成形物(32)を輸送する準備を整えるとともに、全ての空洞部および予備成形物搬送板(27)が空であるように取付けおよび配置し、
吹込み成形型(14)の側面を閉じ、
射出機械圧盤(26)を閉じるとともに、最終的に上記一体成形型全体を閉じ、
射出成形型(1)へ溶解したプラスチックを射出し、予備成形型(32)の第1の配列を形成し、
いったん予備成形物(32)が固体になると、射出機械圧盤(26)が動き、回転板(28)の端部に輸送用に配置された予備成形物(32)とともに上記一体成形型が十分に開き、
同調するように回転機構(31)は、予備成形物(32)の第1の配列が、射出成形型と吹込み成形型との間の中間待機位置に動き、
上記一体成形型を完全に閉じ、
予備成形物(32)の第2の配列を射出成形型(1)へ射出し、
上記一体成形型全体を開けるとともに、予備成形物(32)の第1の配列が吹込み成形型(14)の前に配置されるように回転機構(31)を動かし、
上記一体成形型全体を閉じるとともに、完成容器(33)を得るために、予備成形物(32)の第1の配列を伸張および吹き込むと同時に、予備成形物(32)の第3の配列を射出し、
上記一体成形型全体を開けるとともに、回転機構(31)が回転し、完成容器(33)の第1の配列は排出位置に配置され、
上記一体成形型を完全に閉じるとともに、予備成形物(32)の第4の配列の射出および予備成形物(32)の第2の配列の伸張−吹込みと同時に、完成容器(33)の排出を行い、
上記一体成形型全体を開けるとともに、現在空の予備成形物搬送板(27)を射出成形型(1)の前に配置するために、回転機構(31)を回転し、上記一体成形型を次に閉じた後に、新しい生産循環が始まり、射出、伸張−吹込み、排出、開動作、回転などの工程を連続的に繰り返す製造方法。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/PT2002/000003 WO2003068483A1 (en) | 2002-02-11 | 2002-02-11 | Injection blow moulding apparatus for producing biaxial orientated thermoplastic containers |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2005516812A JP2005516812A (ja) | 2005-06-09 |
| JP2005516812A5 JP2005516812A5 (ja) | 2007-06-28 |
| JP4105636B2 true JP4105636B2 (ja) | 2008-06-25 |
Family
ID=27731038
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003567643A Expired - Fee Related JP4105636B2 (ja) | 2002-02-11 | 2002-02-11 | 二軸配向型熱可塑性樹脂容器製造用の一体成形型および一体成形型を用いた二軸配向型熱可塑性樹脂容器の製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US7108501B2 (ja) |
| EP (1) | EP1474277A1 (ja) |
| JP (1) | JP4105636B2 (ja) |
| AU (1) | AU2002232329B2 (ja) |
| CA (1) | CA2459248A1 (ja) |
| WO (1) | WO2003068483A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101530006B1 (ko) * | 2011-02-18 | 2015-06-18 | 닛세이 에이. 에스. 비 기카이 가부시키가이샤 | 블로우 성형기 |
| JP7012564B2 (ja) | 2018-03-07 | 2022-01-28 | 株式会社エクセディ | ダンパ装置 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7298492B2 (en) | 2004-12-29 | 2007-11-20 | Honeywell International Inc. | Method and system for on-line measurement of thickness and birefringence of thin plastic films |
| WO2012135678A2 (en) | 2011-03-31 | 2012-10-04 | Plastek Industries, Inc. | Injection blow molding in a standard injection press with a rotating table |
| DE102013004408A1 (de) | 2013-03-01 | 2014-09-04 | Otto Männer Innovation GmbH | Vorrichtung und Verfahren zum Spritzgießen und Kühlen von PET-Vorformlingen |
| DE102013006713A1 (de) | 2013-04-19 | 2014-10-23 | Otto Männer Innovation GmbH | Multishot-Spitzgussvorrichtung |
| CH711712A1 (de) * | 2015-10-29 | 2017-05-15 | Foboha (Germany) Gmbh | Formvorrichtung zur Herstellung eines Produktes durch Spritzgiessen. |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3832101A (en) * | 1973-06-04 | 1974-08-27 | Rainville Co | Moldular construction multi-station molding apparatus |
| US3985485A (en) * | 1974-06-03 | 1976-10-12 | Consupak, Inc. | Blow molding apparatus with multiple cycle core rods |
| GB1520040A (en) * | 1975-12-31 | 1978-08-02 | Pont A Mousson | Machines fot the manufacture of hollow bodies |
| US4144013A (en) * | 1977-12-01 | 1979-03-13 | Dart Industries Inc. | Injection blow molding method and apparatus |
| JPS5811117A (ja) * | 1981-07-14 | 1983-01-21 | Sumitomo Heavy Ind Ltd | 射出延伸吹込成形装置 |
| US4379688A (en) * | 1981-09-14 | 1983-04-12 | Ethyl Development Corporation | Oriented injection blow molded container production |
| DE3363881D1 (en) * | 1982-04-12 | 1986-07-10 | Siegfried Shankar Roy | Injection blow molding apparatus |
-
2002
- 2002-02-11 EP EP02712555A patent/EP1474277A1/en not_active Withdrawn
- 2002-02-11 JP JP2003567643A patent/JP4105636B2/ja not_active Expired - Fee Related
- 2002-02-11 AU AU2002232329A patent/AU2002232329B2/en not_active Ceased
- 2002-02-11 CA CA002459248A patent/CA2459248A1/en not_active Abandoned
- 2002-02-11 US US10/492,445 patent/US7108501B2/en not_active Expired - Fee Related
- 2002-02-11 WO PCT/PT2002/000003 patent/WO2003068483A1/en active Application Filing
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101530006B1 (ko) * | 2011-02-18 | 2015-06-18 | 닛세이 에이. 에스. 비 기카이 가부시키가이샤 | 블로우 성형기 |
| JP7012564B2 (ja) | 2018-03-07 | 2022-01-28 | 株式会社エクセディ | ダンパ装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20040185133A1 (en) | 2004-09-23 |
| JP2005516812A (ja) | 2005-06-09 |
| EP1474277A1 (en) | 2004-11-10 |
| WO2003068483A1 (en) | 2003-08-21 |
| CA2459248A1 (en) | 2003-08-21 |
| AU2002232329A1 (en) | 2003-09-04 |
| US7108501B2 (en) | 2006-09-19 |
| AU2002232329B2 (en) | 2006-04-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR880001767B1 (ko) | 사출 연신 취입 성형기 | |
| KR100656114B1 (ko) | 회전가능한 중간부를 갖는 몰드 | |
| RU2294832C2 (ru) | Устройство и способ постформовочного охлаждения, предусматривающие поворот и поперечное перемещение | |
| KR20190087658A (ko) | 수지제 용기의 제조방법, 금형 유닛 및 성형기 | |
| CN102672943B (zh) | 吹塑模具锁定在洁净室中的吹塑机 | |
| US20030138517A1 (en) | Blow mould and blow-moulding machine | |
| US3594463A (en) | Process for injection-blow molding hollow articles | |
| CN107530947B (zh) | 用于由聚合物材料制成的容器的吹塑机 | |
| US20040052892A1 (en) | Device for blow-molding containers | |
| EP1084020B1 (en) | Improvement in an apparatus for producing containers of thermoplastic material | |
| US5762854A (en) | Compression molding process | |
| JP2005511347A (ja) | プラスチック物品の圧縮成形のための装置および方法 | |
| JP4105636B2 (ja) | 二軸配向型熱可塑性樹脂容器製造用の一体成形型および一体成形型を用いた二軸配向型熱可塑性樹脂容器の製造方法 | |
| US3887316A (en) | Apparatus for injection-blow-molding hollow articles | |
| US5238389A (en) | Apparatus for preparing a hollow plastic article | |
| US5971740A (en) | Process and apparatus for producing a container | |
| JP2005516812A5 (ja) | ||
| JP2004519357A (ja) | マルチパリソン・デュアルキャビティ式ホイール吹込み成形用金型 | |
| JP2001510745A (ja) | 熱可塑性材料からなるブランクのブロー成形容器の製造方法とそのプラント | |
| CN113661043B (zh) | 冷却用模具、树脂成型品的制造装置及制造方法 | |
| US20220219375A1 (en) | Blowing or stretch-blowing machine for bottles made of polymer material | |
| US4174934A (en) | Apparatus for the preparation of hollow plastic articles | |
| US4080146A (en) | Segmented blow molds | |
| CN112810114A (zh) | 一种吹瓶机 | |
| CN100450744C (zh) | 喷射成型的底切制品的模具及其制品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070122 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070130 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20070427 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080311 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080327 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110404 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |