JP4100540B2 - 研磨剤及び研磨シート - Google Patents
研磨剤及び研磨シート Download PDFInfo
- Publication number
- JP4100540B2 JP4100540B2 JP2001304713A JP2001304713A JP4100540B2 JP 4100540 B2 JP4100540 B2 JP 4100540B2 JP 2001304713 A JP2001304713 A JP 2001304713A JP 2001304713 A JP2001304713 A JP 2001304713A JP 4100540 B2 JP4100540 B2 JP 4100540B2
- Authority
- JP
- Japan
- Prior art keywords
- polishing
- particles
- abrasive
- sheet
- particle size
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000002245 particle Substances 0.000 claims description 86
- 238000005498 polishing Methods 0.000 claims description 78
- 239000010419 fine particle Substances 0.000 claims description 24
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 claims description 16
- 239000003921 oil Substances 0.000 claims description 15
- 239000011230 binding agent Substances 0.000 claims description 14
- 239000007788 liquid Substances 0.000 claims description 14
- 239000007787 solid Substances 0.000 claims description 14
- 150000001298 alcohols Chemical class 0.000 claims description 9
- 238000012790 confirmation Methods 0.000 claims description 9
- 239000003795 chemical substances by application Substances 0.000 claims description 8
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 claims description 6
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 claims description 5
- 239000004166 Lanolin Substances 0.000 claims description 5
- 235000019388 lanolin Nutrition 0.000 claims description 5
- 229940039717 lanolin Drugs 0.000 claims description 5
- 239000000377 silicon dioxide Substances 0.000 claims description 5
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N Iron oxide Chemical compound [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 claims description 4
- -1 carbide Substances 0.000 claims description 4
- BXWNKGSJHAJOGX-UHFFFAOYSA-N hexadecan-1-ol Chemical compound CCCCCCCCCCCCCCCCO BXWNKGSJHAJOGX-UHFFFAOYSA-N 0.000 claims description 4
- GLDOVTGHNKAZLK-UHFFFAOYSA-N octadecan-1-ol Chemical compound CCCCCCCCCCCCCCCCCCO GLDOVTGHNKAZLK-UHFFFAOYSA-N 0.000 claims description 4
- 229910000019 calcium carbonate Inorganic materials 0.000 claims description 3
- 239000000843 powder Substances 0.000 claims description 3
- 239000005909 Kieselgur Substances 0.000 claims description 2
- WGLPBDUCMAPZCE-UHFFFAOYSA-N Trioxochromium Chemical compound O=[Cr](=O)=O WGLPBDUCMAPZCE-UHFFFAOYSA-N 0.000 claims description 2
- 239000012164 animal wax Substances 0.000 claims description 2
- 229910000420 cerium oxide Inorganic materials 0.000 claims description 2
- 229960000541 cetyl alcohol Drugs 0.000 claims description 2
- 229910000423 chromium oxide Inorganic materials 0.000 claims description 2
- 229910003460 diamond Inorganic materials 0.000 claims description 2
- 239000010432 diamond Substances 0.000 claims description 2
- 235000014113 dietary fatty acids Nutrition 0.000 claims description 2
- 239000000194 fatty acid Substances 0.000 claims description 2
- 229930195729 fatty acid Natural products 0.000 claims description 2
- 150000004665 fatty acids Chemical class 0.000 claims description 2
- 239000012184 mineral wax Substances 0.000 claims description 2
- GOQYKNQRPGWPLP-UHFFFAOYSA-N n-heptadecyl alcohol Natural products CCCCCCCCCCCCCCCCCO GOQYKNQRPGWPLP-UHFFFAOYSA-N 0.000 claims description 2
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 claims description 2
- BMMGVYCKOGBVEV-UHFFFAOYSA-N oxo(oxoceriooxy)cerium Chemical compound [Ce]=O.O=[Ce]=O BMMGVYCKOGBVEV-UHFFFAOYSA-N 0.000 claims description 2
- RVTZCBVAJQQJTK-UHFFFAOYSA-N oxygen(2-);zirconium(4+) Chemical compound [O-2].[O-2].[Zr+4] RVTZCBVAJQQJTK-UHFFFAOYSA-N 0.000 claims description 2
- 239000012169 petroleum derived wax Substances 0.000 claims description 2
- 235000019381 petroleum wax Nutrition 0.000 claims description 2
- 239000008262 pumice Substances 0.000 claims description 2
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 claims description 2
- 229910010271 silicon carbide Inorganic materials 0.000 claims description 2
- 238000001694 spray drying Methods 0.000 claims description 2
- 229940012831 stearyl alcohol Drugs 0.000 claims description 2
- 229910001928 zirconium oxide Inorganic materials 0.000 claims description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims 2
- 239000000796 flavoring agent Substances 0.000 claims 1
- 235000019634 flavors Nutrition 0.000 claims 1
- 239000003205 fragrance Substances 0.000 claims 1
- 239000012178 vegetable wax Substances 0.000 claims 1
- 239000006061 abrasive grain Substances 0.000 description 13
- 239000000463 material Substances 0.000 description 13
- 239000003925 fat Substances 0.000 description 12
- 239000004744 fabric Substances 0.000 description 9
- 238000000034 method Methods 0.000 description 9
- 235000014593 oils and fats Nutrition 0.000 description 8
- 239000004745 nonwoven fabric Substances 0.000 description 6
- 239000000758 substrate Substances 0.000 description 6
- 238000011156 evaluation Methods 0.000 description 5
- 229920005989 resin Polymers 0.000 description 5
- 239000011347 resin Substances 0.000 description 5
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 5
- 230000000052 comparative effect Effects 0.000 description 4
- 239000000835 fiber Substances 0.000 description 4
- 229920003002 synthetic resin Polymers 0.000 description 4
- 239000000057 synthetic resin Substances 0.000 description 4
- 230000000694 effects Effects 0.000 description 3
- 238000002156 mixing Methods 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 238000003756 stirring Methods 0.000 description 3
- 239000004094 surface-active agent Substances 0.000 description 3
- 239000003082 abrasive agent Substances 0.000 description 2
- 239000002253 acid Substances 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 239000001506 calcium phosphate Substances 0.000 description 2
- OSGAYBCDTDRGGQ-UHFFFAOYSA-L calcium sulfate Chemical compound [Ca+2].[O-]S([O-])(=O)=O OSGAYBCDTDRGGQ-UHFFFAOYSA-L 0.000 description 2
- 239000000919 ceramic Substances 0.000 description 2
- 239000008119 colloidal silica Substances 0.000 description 2
- 239000002131 composite material Substances 0.000 description 2
- HNPSIPDUKPIQMN-UHFFFAOYSA-N dioxosilane;oxo(oxoalumanyloxy)alumane Chemical compound O=[Si]=O.O=[Al]O[Al]=O HNPSIPDUKPIQMN-UHFFFAOYSA-N 0.000 description 2
- 238000005469 granulation Methods 0.000 description 2
- 230000003179 granulation Effects 0.000 description 2
- IPCSVZSSVZVIGE-UHFFFAOYSA-N hexadecanoic acid Chemical compound CCCCCCCCCCCCCCCC(O)=O IPCSVZSSVZVIGE-UHFFFAOYSA-N 0.000 description 2
- ZLNQQNXFFQJAID-UHFFFAOYSA-L magnesium carbonate Chemical compound [Mg+2].[O-]C([O-])=O ZLNQQNXFFQJAID-UHFFFAOYSA-L 0.000 description 2
- 239000001095 magnesium carbonate Substances 0.000 description 2
- 229910000021 magnesium carbonate Inorganic materials 0.000 description 2
- 239000002002 slurry Substances 0.000 description 2
- 239000002904 solvent Substances 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 239000002759 woven fabric Substances 0.000 description 2
- DSEKYWAQQVUQTP-XEWMWGOFSA-N (2r,4r,4as,6as,6as,6br,8ar,12ar,14as,14bs)-2-hydroxy-4,4a,6a,6b,8a,11,11,14a-octamethyl-2,4,5,6,6a,7,8,9,10,12,12a,13,14,14b-tetradecahydro-1h-picen-3-one Chemical compound C([C@H]1[C@]2(C)CC[C@@]34C)C(C)(C)CC[C@]1(C)CC[C@]2(C)[C@H]4CC[C@@]1(C)[C@H]3C[C@@H](O)C(=O)[C@@H]1C DSEKYWAQQVUQTP-XEWMWGOFSA-N 0.000 description 1
- 239000005995 Aluminium silicate Substances 0.000 description 1
- 235000019739 Dicalciumphosphate Nutrition 0.000 description 1
- 235000021314 Palmitic acid Nutrition 0.000 description 1
- 206010040880 Skin irritation Diseases 0.000 description 1
- 235000021355 Stearic acid Nutrition 0.000 description 1
- 229910021536 Zeolite Inorganic materials 0.000 description 1
- YKTSYUJCYHOUJP-UHFFFAOYSA-N [O--].[Al+3].[Al+3].[O-][Si]([O-])([O-])[O-] Chemical compound [O--].[Al+3].[Al+3].[O-][Si]([O-])([O-])[O-] YKTSYUJCYHOUJP-UHFFFAOYSA-N 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 235000010210 aluminium Nutrition 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 235000012211 aluminium silicate Nutrition 0.000 description 1
- 229910000323 aluminium silicate Inorganic materials 0.000 description 1
- 229940024546 aluminum hydroxide gel Drugs 0.000 description 1
- WMGSQTMJHBYJMQ-UHFFFAOYSA-N aluminum;magnesium;silicate Chemical compound [Mg+2].[Al+3].[O-][Si]([O-])([O-])[O-] WMGSQTMJHBYJMQ-UHFFFAOYSA-N 0.000 description 1
- SMYKVLBUSSNXMV-UHFFFAOYSA-K aluminum;trihydroxide;hydrate Chemical compound O.[OH-].[OH-].[OH-].[Al+3] SMYKVLBUSSNXMV-UHFFFAOYSA-K 0.000 description 1
- 235000013871 bee wax Nutrition 0.000 description 1
- 239000012166 beeswax Substances 0.000 description 1
- 239000000440 bentonite Substances 0.000 description 1
- 229910000278 bentonite Inorganic materials 0.000 description 1
- SVPXDRXYRYOSEX-UHFFFAOYSA-N bentoquatam Chemical compound O.O=[Si]=O.O=[Al]O[Al]=O SVPXDRXYRYOSEX-UHFFFAOYSA-N 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 210000000988 bone and bone Anatomy 0.000 description 1
- 229960003563 calcium carbonate Drugs 0.000 description 1
- 235000010216 calcium carbonate Nutrition 0.000 description 1
- JUNWLZAGQLJVLR-UHFFFAOYSA-J calcium diphosphate Chemical compound [Ca+2].[Ca+2].[O-]P([O-])(=O)OP([O-])([O-])=O JUNWLZAGQLJVLR-UHFFFAOYSA-J 0.000 description 1
- 229940043256 calcium pyrophosphate Drugs 0.000 description 1
- 239000000378 calcium silicate Substances 0.000 description 1
- 229910052918 calcium silicate Inorganic materials 0.000 description 1
- OYACROKNLOSFPA-UHFFFAOYSA-N calcium;dioxido(oxo)silane Chemical compound [Ca+2].[O-][Si]([O-])=O OYACROKNLOSFPA-UHFFFAOYSA-N 0.000 description 1
- 239000004204 candelilla wax Substances 0.000 description 1
- 235000013868 candelilla wax Nutrition 0.000 description 1
- 229940073532 candelilla wax Drugs 0.000 description 1
- 239000004203 carnauba wax Substances 0.000 description 1
- 235000013869 carnauba wax Nutrition 0.000 description 1
- 239000012185 ceresin wax Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 238000003851 corona treatment Methods 0.000 description 1
- GUJOJGAPFQRJSV-UHFFFAOYSA-N dialuminum;dioxosilane;oxygen(2-);hydrate Chemical compound O.[O-2].[O-2].[O-2].[Al+3].[Al+3].O=[Si]=O.O=[Si]=O.O=[Si]=O.O=[Si]=O GUJOJGAPFQRJSV-UHFFFAOYSA-N 0.000 description 1
- GDVKFRBCXAPAQJ-UHFFFAOYSA-A dialuminum;hexamagnesium;carbonate;hexadecahydroxide Chemical compound [OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[Mg+2].[Mg+2].[Mg+2].[Mg+2].[Mg+2].[Mg+2].[Al+3].[Al+3].[O-]C([O-])=O GDVKFRBCXAPAQJ-UHFFFAOYSA-A 0.000 description 1
- 235000019821 dicalcium diphosphate Nutrition 0.000 description 1
- NEFBYIFKOOEVPA-UHFFFAOYSA-K dicalcium phosphate Chemical compound [Ca+2].[Ca+2].[O-]P([O-])([O-])=O NEFBYIFKOOEVPA-UHFFFAOYSA-K 0.000 description 1
- 229910000390 dicalcium phosphate Inorganic materials 0.000 description 1
- 229940038472 dicalcium phosphate Drugs 0.000 description 1
- 239000002612 dispersion medium Substances 0.000 description 1
- 239000000839 emulsion Substances 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 238000010304 firing Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- IUJAMGNYPWYUPM-UHFFFAOYSA-N hentriacontane Chemical compound CCCCCCCCCCCCCCCCCCCCCCCCCCCCCCC IUJAMGNYPWYUPM-UHFFFAOYSA-N 0.000 description 1
- 229910001701 hydrotalcite Inorganic materials 0.000 description 1
- 229960001545 hydrotalcite Drugs 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-M hydroxide Chemical compound [OH-] XLYOFNOQVPJJNP-UHFFFAOYSA-M 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- NLYAJNPCOHFWQQ-UHFFFAOYSA-N kaolin Chemical compound O.O.O=[Al]O[Si](=O)O[Si](=O)O[Al]=O NLYAJNPCOHFWQQ-UHFFFAOYSA-N 0.000 description 1
- 239000010985 leather Substances 0.000 description 1
- 230000001050 lubricating effect Effects 0.000 description 1
- 238000005461 lubrication Methods 0.000 description 1
- VTHJTEIRLNZDEV-UHFFFAOYSA-L magnesium dihydroxide Chemical compound [OH-].[OH-].[Mg+2] VTHJTEIRLNZDEV-UHFFFAOYSA-L 0.000 description 1
- 239000000347 magnesium hydroxide Substances 0.000 description 1
- 229910001862 magnesium hydroxide Inorganic materials 0.000 description 1
- 239000000395 magnesium oxide Substances 0.000 description 1
- CPLXHLVBOLITMK-UHFFFAOYSA-N magnesium oxide Inorganic materials [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 1
- GVALZJMUIHGIMD-UHFFFAOYSA-H magnesium phosphate Chemical compound [Mg+2].[Mg+2].[Mg+2].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O GVALZJMUIHGIMD-UHFFFAOYSA-H 0.000 description 1
- 239000004137 magnesium phosphate Substances 0.000 description 1
- 229960002261 magnesium phosphate Drugs 0.000 description 1
- 229910000157 magnesium phosphate Inorganic materials 0.000 description 1
- 235000010994 magnesium phosphates Nutrition 0.000 description 1
- AXZKOIWUVFPNLO-UHFFFAOYSA-N magnesium;oxygen(2-) Chemical compound [O-2].[Mg+2] AXZKOIWUVFPNLO-UHFFFAOYSA-N 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000004200 microcrystalline wax Substances 0.000 description 1
- 235000019808 microcrystalline wax Nutrition 0.000 description 1
- 229910052901 montmorillonite Inorganic materials 0.000 description 1
- WQEPLUUGTLDZJY-UHFFFAOYSA-N n-Pentadecanoic acid Natural products CCCCCCCCCCCCCCC(O)=O WQEPLUUGTLDZJY-UHFFFAOYSA-N 0.000 description 1
- 239000000025 natural resin Substances 0.000 description 1
- 239000002736 nonionic surfactant Substances 0.000 description 1
- QIQXTHQIDYTFRH-UHFFFAOYSA-N octadecanoic acid Chemical compound CCCCCCCCCCCCCCCCCC(O)=O QIQXTHQIDYTFRH-UHFFFAOYSA-N 0.000 description 1
- OQCDKBAXFALNLD-UHFFFAOYSA-N octadecanoic acid Natural products CCCCCCCC(C)CCCCCCCCC(O)=O OQCDKBAXFALNLD-UHFFFAOYSA-N 0.000 description 1
- 239000012188 paraffin wax Substances 0.000 description 1
- 235000019809 paraffin wax Nutrition 0.000 description 1
- 235000019271 petrolatum Nutrition 0.000 description 1
- 239000012165 plant wax Substances 0.000 description 1
- 239000011164 primary particle Substances 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000007788 roughening Methods 0.000 description 1
- 239000004576 sand Substances 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 230000036556 skin irritation Effects 0.000 description 1
- 231100000475 skin irritation Toxicity 0.000 description 1
- AQMNWCRSESPIJM-UHFFFAOYSA-M sodium metaphosphate Chemical compound [Na+].[O-]P(=O)=O AQMNWCRSESPIJM-UHFFFAOYSA-M 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 239000008117 stearic acid Substances 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- TUNFSRHWOTWDNC-HKGQFRNVSA-N tetradecanoic acid Chemical compound CCCCCCCCCCCCC[14C](O)=O TUNFSRHWOTWDNC-HKGQFRNVSA-N 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- QORWJWZARLRLPR-UHFFFAOYSA-H tricalcium bis(phosphate) Chemical compound [Ca+2].[Ca+2].[Ca+2].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O QORWJWZARLRLPR-UHFFFAOYSA-H 0.000 description 1
- 229940078499 tricalcium phosphate Drugs 0.000 description 1
- 229910000391 tricalcium phosphate Inorganic materials 0.000 description 1
- 235000019731 tricalcium phosphate Nutrition 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
- 239000010457 zeolite Substances 0.000 description 1
Landscapes
- Polishing Bodies And Polishing Tools (AREA)
Description
【発明の属する技術分野】
本発明は、陶器、金属製品、木製品、皮革製品、骨製品などの硬質表面の研磨に好適に使用される研磨剤及び研磨シートに関するものである。
【0002】
【従来の技術】
従来の硬質表面用の研磨シートとしては、織布や不織布などの基材シートに砥粒を付着させたものが多用されており、砥粒は基材シートからの脱落を防止するためにバインダー用の樹脂を介して基材シートに接着されている。
【0003】
上記研磨シートは、通常、砥粒の粒度が異なる複数種のシートをセットにして使用されている。すなわち、先ず、比較的粒度の大きい粗研磨用砥粒を使用した研磨シートを用い、強固な汚れや凹凸を除去して表面を平滑にし、次いで、仕上げ用として粒度の細かい仕上研磨用砥粒を使用した研磨シートを使用し、研磨面に艶を与えるように磨き上げている。
【0004】
【発明が解決しようとする課題】
上記構成の研磨シートでは、砥粒径によって研磨度が決まるため、粗研磨から仕上研磨まで数種類の研磨シートが必要となって煩わしいといった問題が生じていた。また、砥粒がバインダー用樹脂によって基材シート上に固定されているため、砥粒の自由運動が抑制されて研磨力が強められ、その結果、粗研磨時において研磨面に傷をつける懸念があるほか、仕上げ用の粒度の細かい砥粒を使用した研磨シートにおいても、研磨力が強すぎて研磨表面に研磨すじが入って全体的に曇った状態になりやすいという問題があった。さらにまた、樹脂で固定されているため、砥粒にも力が掛かり易く、研磨時に基材シートから砥粒が脱落して散乱する難点もあった。
【0005】
さらに、バインダー用樹脂を使用することにより、基材シートの柔軟性が低下し、陶器表面のような曲面を研磨する場合、一部に力が集中してその部分だけが研磨され、全体に均一な艶を出すのに時間がかかるという問題も生じていた。
【0006】
そこで、本発明においては、1種類で異なる研磨度の研磨を可能とし、硬質表面を短時間で簡単に研磨することが可能な研磨剤及び研磨シートを提供することを目的とする。
【0007】
【課題を解決するための手段】
上記目的を達成するため、本発明に係る研磨剤は、崩壊性粒子と、温度25℃で固形ないし半固形状であって、液状確認温度35〜50℃で液状化する油脂及び/又は高級アルコールとが配合されたことを特徴とするものである。
【0008】
ここで液状確認温度とは、危険物確認試験の液状確認において、液状であるか否かを確認する温度を意味するものとする。液状の確認方法は、具体的には、内径30mm、高さ120mmの平底円筒型試験管の管底から55mm及び85mmの高さにそれぞれ標線であるA線及びB線を付し、試験物品を試験管のA線まで注入する。
【0009】
試験管をゴム栓で密栓した後、液状確認温度で10分保持する。その後、試験管を水平に倒し、試験物品の先端が90秒以内にB線に到達したものを液状と判断する。
【0010】
上記研磨剤は、適当な基材シートに塗布して被研磨面を研磨する。研磨初期においては、比較的粒径の大きい崩壊性粒子により粗研磨がなされる。崩壊性粒子は、研磨とともに徐々に崩壊し、研磨時間とともに当初存在していた粒径の大きな粒子はほとんど微粒子に崩壊するため、研磨シートを変更することなくより細かい研磨を行うことができる。
【0011】
本発明においては、崩壊性粒子のバインダーとして、樹脂ではなく、室温において固形で塑性変形可能な油脂及び/又は高級アルコール(以下、「油脂等」と略する)が使用されている。従って、砥粒の自由運動があまり抑制されず、過度の研磨を防止することができるとともに、基材シートの有する柔軟性を損なうことがなく、被研磨面が曲面であってもその全面に均一な力を加えることができ、硬質表面の研磨度を高めることができる。さらに、油脂や高級アルコールが有する優れた潤滑作用、光沢被膜形成作用等によって付加価値の高い研磨シートを得ることができる。
【0012】
また、上記研磨剤中、崩壊性粒子のバインダーとして用いられる油脂等は、温度25℃で固形ないし半固形状であって、液状確認温度35〜50℃の温度で液状化する特性を有する。
【0013】
したがって、油脂等は、研磨初期においては固形ないし半固形状であって、崩壊性粒子との結合力が強く、比較的粒径の大きい崩壊性粒子が基材シートから脱落するのを効果的に防止する。
【0014】
さらに、油脂等は、35〜50℃の温度で液状化することから、室温下で固形であっても、研磨時に発生する摩擦熱により次第に軟化する。油脂等は、軟化するにしたがって粘着力が高くなるため、崩壊性粒子の崩壊によって生じる微粒子を速やかに吸着し、微粒子が周囲に飛散するのを防止する。さらに、軟化あるいは液状化した油脂等は、生成微粒子のバインダーとして、研磨により基材シート上から微粒子が脱落するのを効果的に防止する。
【0015】
油脂等の液状化する温度は35℃以上であればよいが、特に夏場に研磨剤や研磨シートを保存する場合や、単に手に持った状態で油脂等が液状化するのを防止するためには、油脂等の液状化する温度は40〜50℃とするのが好ましい。
【0016】
崩壊性粒子は、研磨による外力により徐々に崩壊して微粒子化するものを意味し、崩壊性粒子の材質としては研磨効果が得られるものであれば、特に制限なく使用することができる。
【0017】
崩壊性粒子はいずれの方法によって製造してもよいが、例えば、多孔質構造を有する材料を適当な粒径に粉砕したもの、易破砕性を有する所望粒径の砥粒を使用することができる。
【0018】
そのほかにも、適当なバインダーにより微粒子同士を結合させて塊状物を形成し、その後、適当な粒径に粉砕したものを用いる方法や、微粒子が無機物質の場合、加熱焼成することにより微粒子同士を一部焼結させ、一種の多孔質構造物を形成し、その後、適当な粒径に粉砕する方法、押出し造粒法、あるいは、水に微粒子及び必要に応じてバインダーを添加してスラリーを調製して噴霧乾燥することにより適当な粒径の多孔質構造物を得る方法等を採用することも可能である。
【0019】
上記バインダーとしては、天然樹脂や合成樹脂等の有機バインダー、あるいは、コロイダルシリカ、メタケイ酸アルミン酸マグネシウム、ベントナイト、モンモリロナイト、カオリン、合成ケイ酸アルミニウム、ケイ酸カルシウム、水酸化アルミニウムゲル、アルミナゾル、炭酸マグナシウム、合成ヒドロタルサイト、酸化マグネシウム、水酸化マグネシウム等の無機バインダーのいずれをも使用することが可能である。ただ、得られる崩壊性粒子の固さを保持し、良好な研磨性が得られるという点では無機バインダーを使用するのが好ましい。
【0020】
崩壊性粒子の粒径は、用途に応じて適宜決定すればよいが、0.1〜200μmの範囲のものであれば問題なく使用することができる。
【0021】
研磨剤による被研磨面の研磨度は、粗研磨については崩壊性粒子の粒径、仕上げ研磨については崩壊後の粒径に依存する。したがって、崩壊性粒子の粒径及び崩壊性粒子の崩壊後の粒径を適宜選択すれば、1種類の研磨剤又は研磨シートにより、粗研磨から仕上研磨まで行うことが可能となる。
【0022】
仕上研磨まで行う場合、崩壊性粒子が崩壊した後の微粒子の粒径としては、粒径が0.01〜50μmのものが好ましく、0.1〜20μmのものがより好ましい。この範囲の粒径のものは、仕上研磨に適しており、また、微粒子が基材シートから脱落するおそれが少ないという利点を有する。
【0023】
研磨剤は、予め基材シートに塗布すれば、柔軟性を有し、取り扱いが容易な研磨シートを提供することができる。この場合、基材シートは柔軟性を有していれば、その種類は特に限定されず、織布、不織布、編布、植毛布、起毛布等の繊維シートや、合成樹脂シート、あるいは、多孔質合成樹脂シートなどを使用することができる。
【0024】
ただ、起毛布などのように表面の起伏の大きい基材シートを使用すると、表面繊維がクッションとなって崩壊性粒子の研磨力が減殺されるおそれが生じる。逆に基材表面があまり平滑すぎると、崩壊性粒子がシート上を自由に移動して、やはり研磨力が減殺されることになる。
【0025】
そこで、本発明においては、基材シート表面の一部又は全面に多数の微細な凹部が設けられた構成を採用可能とし、崩壊性粒子の自由運動の余地をある程度残すことによって過度の研磨を防止しつつ、崩壊性粒子による粗研磨を効率よく行うようにした。
【0026】
この場合、凹部の大きさは、崩壊性粒子の初期平均粒径よりも小さく、崩壊後における微粒子の平均粒径よりも大きくするのが好ましい。
【0027】
上記構成によれば、崩壊性粒子の多くは、凹部に嵌った状態でも基材表面から粒子の一部が露出した状態となるため、研磨力の低下を抑制することが可能となる。さらに、凹部の大きさを崩壊性粒子が崩壊して生成した微粒子よりも大きくすることで、崩壊性粒子の崩壊によって生じる多量の微粒子を凹部に保持することが可能となる。すなわち、余分な微粒子が存在する状態では逆に研磨能力が低下することになるが、上記構成においては、被研磨面上の余分な微粒子を除去することができ、効率のよい仕上研磨が可能となる。
【0028】
基材シート上に多数の凹部を設ける方法としては、例えば、コロナ処理、サンドブラスト処理、エッチング処理等によって基材表面を粗面化する方法を採用することができる。また、基材シートとして、多孔質構造の合成樹脂シートを用いたり、熱可塑性樹脂繊維からなる不織布を加熱プレスして繊維間に形成される空隙を窪みとして利用したものを使用することもできる。
【0029】
特に、基材シートとして、多孔質構造のシートを使用すれば、崩壊性粒子の崩壊によって生じる微粒子をシート内部に取り込むことが可能となり、効率のよい仕上研磨が可能であるとともに、被研磨面上の微粒子を容易に拭き取ることができる。
【0030】
上記凹部は、基材シート表面の少なくとも一部に設けられていればよい。例えば、基材シートとして、中央部に多孔質構造のシートを用い、周縁部は起毛布とした複合材を使用し、中央部に研磨剤を塗布した研磨シートを用いれば、中央部で効率よく研磨を行い、崩壊性粒子が崩壊して生成した微粒子を起毛布部で完全に除去することが可能となり、被研磨面に微粒子を残すおそれがない。
【0031】
また、凹部を設けたシートの裏面側に別種のシートを積層した積層構造の基材シートを用いることもできる。
【0032】
本発明において使用される崩壊性粒子の材質としては、従来公知の砥粒を特に制限なく使用することができ、例えば、珪石、炭化珪素、酸化ジルコニウム、酸化アルミニウム、トリポリ、炭酸カルシウム、酸化セリウム、酸化クロム、ダイヤモンド、珪藻土、酸化鉄、軽石粉などを挙げることができる。また、砥粒の使用に際しては、目的に応じて単体又は複数種以上を混合して配合することができる。
【0033】
また、被研磨面が傷つきやすい場合や、表面の汚れを除去するような軽度な研磨を行う場合には、崩壊性粒子として、第二リン酸カルシウム、第三リン酸カルシウム、不溶性メタリン酸ナトリウム、シリカ、水酸化アルミニウム、リン酸マグネシウム、炭酸カルシウム、ピロリン酸カルシウム、ゼオライト、複合アルミノケイ酸塩、炭酸マグネシウム、ベンガラ、硫酸カルシウム等を使用すれば、よりソフトな研磨が可能となる。
【0034】
崩壊性粒子を得る方法としては、前述のごとく、仕上げ研磨に適した粒径を有する一次粒子を用いて粗研磨に適した粒径を有する粒子にまで造粒する方法、あるいは、結晶面における易破砕性や構造的な脆弱性を有する物質を用い、これを粗研磨に適した粒径まで粉砕する方法等を採用することが可能である。後者の方法においては、崩壊性粒子が有する特性に基づいて粒子自身が崩壊し、仕上げ研磨に適した粒径の小さい粒子が得られる。
【0035】
油脂や高級アルコールは、崩壊性粒子を基布シート表面に付着させるためのバインダーとしての作用のほかに、潤滑作用、光沢被膜形成作用などの付与を目的とするものであって、その例としては、油脂として、カルナバワックス、キャンデリラワックス等の植物性ワックスやミツロウ、セラックス、ラノリン等の動物性ワックス、セレシン、マイクロクリスタリンワックス等の鉱物性ワックス、パラフィンワックス等の石油系ワックス、ミリスチン酸、パルミチン酸、ステアリン酸、ヘベニン酸等の高級脂肪酸等を挙げることができる。また、高級アルコールとしては、セチルアルコール、ステアリルアルコール、ラノリンアルコール、水添ラノリンアルコール等を挙げることができる。これら油脂や高級アルコールを使用するに際しては、目的に応じて単体又は複数種以上を混合して配合することができる。
【0036】
混合油脂あるいは混合高級アルコールを使用する場合、混合物が液状確認温度35〜50℃で液状化するものであれば、原料としては、室温で液状のものと固形のものとを組合わせることも可能であり、これにより幅広い材料の選択が可能となる。
【0037】
崩壊性粒子と油脂等とのなじみが悪い場合には粉体の分散性が低下して研磨性能が低下するとともに、研磨材が基布から脱落するおそれが生じる。そこで、本発明においては、研磨剤に、さらに界面活性剤を配合可能とした。使用する界面活性剤としては特に限定されないが、皮膚刺激性が低く、安全性の高いノニオン型界面活性剤を使用するのが好ましい。
【0038】
研磨剤を調製するには、加熱溶融した油脂等に崩壊性粒子を加えて混合すればよい。また、研磨シートを作製する場合には、加熱した研磨剤を基材シートに直接塗布してもよいし、溶剤を用いて希釈したものを塗布してもよい。さらに、水を分散媒とし、適当な界面活性剤を配合してO/W型エマルジョンを調製して塗布するようにすれば、安全性及び良好な作業環境を維持できる点で好ましい。
【0039】
このようにして研磨材が塗布された基材シートは、その後加熱して、水分あるいは溶剤を揮散させればよい。このとき、基材シートとして吸液性に優れたものを使用すれば、油脂は速やかに基布内部に吸収されるため、触れただけでは手に油脂等が付着しない表面がさらさらした状態の研磨シートを得ることができる。
【0040】
【実施例】
以下、実施例を挙げて更に詳細に説明するが、本発明はこれらに限定されるものではない。なお、「%」の表示は「重量%」を意味するものである。
[崩壊性粒子の作製]
固形分として、シリカを90重量部、無水ケイ酸(コロイダルシリカ)を10重量部含有する水スラリー(水の含有量は約60%)を、攪拌ミキサーで100分攪拌混合した後、噴霧造粒機により崩壊性粒子を作製した。
[実施例及び比較例]
以下に示す配合量で、油脂を温度65度で液状にし、ゆるやかに攪拌しながら崩壊性粒子を混合し、アルミチューブに注入後、自然冷却し、半固形状ゲルの研磨剤を調製した(実施例1及び2)。比較例1として、実施例1の崩壊性粒子のないものを用意した。
【0041】
次に、実施例1及び2と同じ配合量で、油脂部を温度65度で液状にし、ゆるやかに攪拌しながら崩壊性粒子を混合し、塗布機能付き容器に注入後、不織布(メッシュ50マイクロ、厚さ2mm、5×10cm)に厚さ0.1mmで展延し、各々研磨シートを得、これをそれぞれ実施例3及び4とした。また、比較例2として、実施例3、4で使用したものと同じ不織布のみで効果を測定した。
【0043】
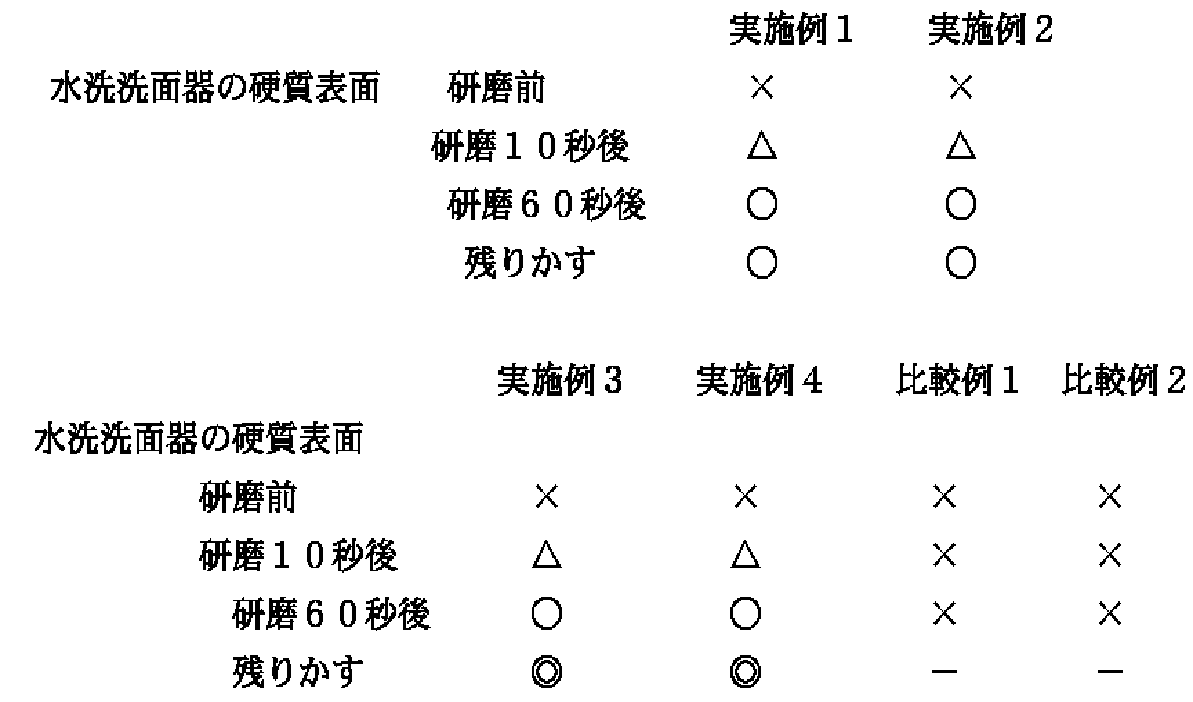
[評価]
水洗用洗面器の硬質表面に3cm間隔で、縞状に流水を48時間流し、黒ずみ(水垢)を作成し、洗面器を実施例及び比較例で作製した研磨剤及び研磨シートを使用して研磨を行い、水垢の除去程度を評価した。研磨剤の評価については、実施例3、4で使用した不織布に研磨剤を適量とり、研磨を行った。なお、評価基準は、以下の通りとした。
○:くろずみもとれ、光沢がでている。
△:くろずみがとれている。
×:くろずみもとれず、光沢もない。
【0044】
[評価結果]
評価結果を以下に示す。
上述したように、各実施例で得られた研磨剤又は研磨シートは、いずれも研磨性に優れているのが判る。また、研磨後、洗面器表面に残った研磨剤量を調べたが(「残りかす」の項目)、各実施例ともに拭きあがり状態は良好であり、特に所定量を予め塗布した実施例3、4については、残った研磨剤はほとんどない状態であった。
【0046】
また、実施例3及び4で得られた研磨シートは、通常の布製品と同等の良好な柔軟性を備えており、研磨中において研磨剤の脱落はまったく見られなかった。
【0047】
【発明の効果】
以上の説明から明らかなように、本発明によると、崩壊性粒子と、温度25℃で固形ないし半固形状であって、35〜50℃の温度で液状化する油脂及び/又は高級アルコールとが配合された研磨剤を使用しているため、1種類の研磨剤で研磨度の異なる研磨が可能となり、さらに、崩壊性粒子及び崩壊性粒子が崩壊した後に生成する微粒子の基材からの脱落を効果的に防止することができる。
【0048】
また、上記研磨剤を基材シートに塗布した研磨シートは、柔軟性を備え、取り扱いが容易であるとともに、崩壊性粒子の初期平均粒径よりも小さく、崩壊性粒子が崩壊した後に生成する微粒子の平均粒径よりも大きい多数の窪みを基材シート表面に設けることにより、研磨力の低下を抑制することが可能となり、さらに被研磨面上に微粒子を残すことなく、容易に拭き取ることが可能となる。
Claims (7)
- 崩壊性粒子と、温度25℃で固形ないし半固形状であって、液状確認温度35〜50℃で液状化する油脂及び/又は高級アルコールとが配合され、前記崩壊性粒子が、微粒子に無機バインダーを添加して噴霧乾燥することにより得られたものであり、前記崩壊性粒子を使用することにより粗研磨から仕上研磨まで行なうようにしたことを特徴とする研磨剤。
- 前記崩壊性粒子の粒径が、0.1〜200μmであることを特徴とする請求項1記載の研磨剤。
- さらに香料を含有することを特徴とする請求項1又は2に記載の研磨剤。
- 前記崩壊性粒子が珪石、炭化珪素、酸化ジルコニウム、酸化アルミニウム、シリカ、炭酸カルシウム、酸化セリウム、酸化クロム、ダイヤモンド、珪藻土、酸化鉄、軽石粉、炭化物、活性炭の1又は2以上の混合粒子からなる請求項1乃至3のいずれかに記載の研磨剤。
- 前記油脂が、植物性ワックス、動物性ワックス、鉱物性ワックス、石油系ワックス、高級脂肪酸の1又は2以上の混合油脂からなる請求項1乃至4のいずれかに記載の研磨剤。
- 前記高級アルコールがセチルアルコール、ステアリルアルコール、ラノリンアルコール、水添ラノリンアルコールの1又は2以上からなる請求項1乃至5のいずれかに記載の研磨剤。
- 請求項1乃至6のいずれかに記載の研磨剤を、表面の一部又は全面に多数の微細な凹部が設けられた基材シートに塗布した研磨シートであって、前記凹部の大きさが、崩壊性粒子の初期平均粒径よりも小さく、崩壊後における微粒子の平均粒径よりも大きいことを特徴とする研磨シート。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001304713A JP4100540B2 (ja) | 2001-09-28 | 2001-09-28 | 研磨剤及び研磨シート |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001304713A JP4100540B2 (ja) | 2001-09-28 | 2001-09-28 | 研磨剤及び研磨シート |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003105327A JP2003105327A (ja) | 2003-04-09 |
| JP4100540B2 true JP4100540B2 (ja) | 2008-06-11 |
Family
ID=19124595
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001304713A Expired - Lifetime JP4100540B2 (ja) | 2001-09-28 | 2001-09-28 | 研磨剤及び研磨シート |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4100540B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0933086A (ja) * | 1995-05-16 | 1997-02-07 | Haiki:Kk | 調理用排気装置及びその設置方法 |
| KR20220013285A (ko) * | 2020-07-24 | 2022-02-04 | (주)에스피엠 | 웨이퍼 에칭 샤워헤드 제조방법 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011092333A (ja) * | 2009-10-28 | 2011-05-12 | Three M Innovative Properties Co | 払拭部材 |
| JP5193277B2 (ja) * | 2010-12-12 | 2013-05-08 | 一介 秋吉 | 塗装表面の鏡面仕上げ方法 |
| CN119350976A (zh) * | 2024-12-24 | 2025-01-24 | 江苏集萃催化材料有限公司 | 包含分子筛颗粒的化学机械抛光液 |
-
2001
- 2001-09-28 JP JP2001304713A patent/JP4100540B2/ja not_active Expired - Lifetime
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0933086A (ja) * | 1995-05-16 | 1997-02-07 | Haiki:Kk | 調理用排気装置及びその設置方法 |
| KR20220013285A (ko) * | 2020-07-24 | 2022-02-04 | (주)에스피엠 | 웨이퍼 에칭 샤워헤드 제조방법 |
| KR102396234B1 (ko) * | 2020-07-24 | 2022-05-10 | (주)에스피엠 | 웨이퍼 에칭 샤워헤드 제조방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003105327A (ja) | 2003-04-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US3808747A (en) | Mechanical finishing and media therefor | |
| JP5425199B2 (ja) | 凝集体を含有する被覆研磨製品 | |
| JPS62257993A (ja) | 一体的乾式研磨材石けん粉末 | |
| JP2010516487A (ja) | 凝結体を含む被覆研磨製品 | |
| JP2012512045A (ja) | 研磨破片、開口部を有する成形研磨粒子、又は皿型成形研磨粒子を作製する方法 | |
| JP4100540B2 (ja) | 研磨剤及び研磨シート | |
| ZA200604297B (en) | Massaging toilet bar with disintegrable agglomerates | |
| US2222969A (en) | Buffing and polishing composition | |
| US2765223A (en) | Buffing compositions | |
| JP3655709B2 (ja) | 洗浄剤 | |
| JP5002580B2 (ja) | 加熱食品調理面用の固形クリーナー | |
| US2129377A (en) | Polishing compound | |
| JP4855596B2 (ja) | 爪磨き用シート | |
| US2540376A (en) | Buffing or polishing composition | |
| JPS6128573A (ja) | 研磨パツド及びその製造方法 | |
| EP1366003A1 (en) | Surface restoration and maintenance composition and method of restoring a surface | |
| JPH05503548A (ja) | 洗剤組成物 | |
| JPH02169680A (ja) | 艶出しクリーナー組成物 | |
| JP7594721B2 (ja) | 剥離剤、及び硬質系コーティング膜の剥離方法 | |
| US2041744A (en) | Pulverulent cleaning composition | |
| GB2125059A (en) | Improvements in or relating to the polishing of metal surfaces | |
| JPS60188496A (ja) | 清掃研摩基材 | |
| Wright | Polishing Compositions for the Electro-Plating Industry | |
| JPS63251163A (ja) | ポリツシングコンパウンド | |
| JPH0871088A (ja) | 歯科用研磨材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20040706 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20040803 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20041004 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20061003 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070125 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080206 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080313 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110328 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4100540 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110328 Year of fee payment: 3 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110328 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120328 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130328 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130328 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140328 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |