JP4072802B2 - Pneumatic tire with embedded transponder and method for manufacturing the same - Google Patents
Pneumatic tire with embedded transponder and method for manufacturing the same Download PDFInfo
- Publication number
- JP4072802B2 JP4072802B2 JP24073699A JP24073699A JP4072802B2 JP 4072802 B2 JP4072802 B2 JP 4072802B2 JP 24073699 A JP24073699 A JP 24073699A JP 24073699 A JP24073699 A JP 24073699A JP 4072802 B2 JP4072802 B2 JP 4072802B2
- Authority
- JP
- Japan
- Prior art keywords
- transponder
- tire
- hole
- mold
- protrusion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C23/00—Devices for measuring, signalling, controlling, or distributing tyre pressure or temperature, specially adapted for mounting on vehicles; Arrangement of tyre inflating devices on vehicles, e.g. of pumps or of tanks; Tyre cooling arrangements
- B60C23/02—Signalling devices actuated by tyre pressure
- B60C23/04—Signalling devices actuated by tyre pressure mounted on the wheel or tyre
- B60C23/0491—Constructional details of means for attaching the control device
- B60C23/0493—Constructional details of means for attaching the control device for attachment on the tyre
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Tires In General (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Heating, Cooling, Or Curing Plastics Or The Like In General (AREA)
Description
【0001】
【発明の属する技術分野】
本発明はトランスポンダを埋め込んだ空気入りタイヤとその製造方法に関し、更に詳しくは種々の情報を記憶するトランスポンダの情報を確実に読み取り及び書き込み可能にするとともに、車両走行時の耐久性に優れるトランスポンダを埋め込んだ空気入りタイヤと、その確実な製造方法に関する。
【0002】
【従来の技術】
図23記載模式図のように、受信機と送信機の機能及び記憶機能を併せ持つトランスポンダは、タイヤメーカーによるタイヤの製造管理やタイヤ購入者のタイヤ使用履歴管理、あるいはタイヤの内圧、温度などの情報を得ることを目的としてタイヤに設置する技術が盛んに開発されている。例えば、実開平2−123404号公報では、図22に示す様にタイヤが、一方のビードの環状の張力部材の半径方向外側に位置する2つのエイペックスを有し、前記トランスポンダはこの2つのエイペックスの間に位置する構造が提案され、一定の効果を上げている。
【0003】
しかし、タイヤ内部に取り付けたトランスポンダはタイヤ周上のどこにあるかタイヤの外側からは目視ではまったく分からず、特にタイヤ接地側にトランスポンダがくるように車両がとまってしまった時等は、質問機の電波がトランスポンダに届き難くく再度車両を動かして測定し直す必要があった。更に耐え難いことには、タイヤ内部の部材の合わせ目にガラス被覆したトランスポンダをタイヤ加硫前に組み込むため、タイヤ加硫時のゴム流れによってトランスポンダが移動してしまう恐れがあり、タイヤに対するアンテナの方向を一定にするためにゴム流れを極めて正確に制御する必要がある。しかも、車両の走行にあってはタイヤの変形や発熱が伴い、トランスポンダと周辺ゴムとの接着界面が破壊されやすく、常にトランスポンダの剥離や通信不能の危険が付きまとっていた。
【0004】
【発明が解決しようとする課題】
種々の情報を記憶するトランスポンダの情報を確実に読み取り及び書き込み可能にするとともに、車両走行時の耐久性に優れるトランスポンダを埋め込んだ空気入りタイヤとその確実な製造方法を提供することにある。
【0005】
【課題を解決するための手段】
本発明によれば樹脂で被覆された受信機と送信機の機能及び記憶機能を併せ持つトランスポンダの一部分をタイヤビード部表面から凹んだ部分に露出し、しかもリムフランジ高さからタイヤ半径方向外側に100mm以内のタイヤビード部に埋め込んだことにより、タイヤ内部に埋め込んだ場合と異なりトランスポンダの位置が外観上不明になる心配が無い。又、トランスポンダを埋め込んだ位置をタイヤの外側から簡単に目視で特定できるため、所望の位置で車両を停止できる上に、繰り返し屈曲変形が加わるタイヤにあっても、比較的に変形の少ないビード部分にトランスポンダを埋め込んであるために良好な耐久性能が得られる。
【0006】
また、本発明によれば前記トランスポンダが窪みを有し、しかも前記窪みをタイヤビード部表面から凹んだ部分に露出することにより、タイヤ外部から目視でトランスポンダの位置が確認できるため、質問機との距離を著しく短くして通信できる様になり読み取りや書き込み不良の心配が無い。
【0007】
また、本発明によれば前記トランスポンダが貫通穴を有し、しかも前記貫通穴をタイヤビード部表面側に向けてタイヤビード部に埋め込んだことによって、質問機との距離を最短にできるため読み取りや書き込み不良の心配が無いし、貫通穴部にサイドトレッドゴムが流入して、タイヤビード部に埋め込まれているためトランスポンダの脱落の心配が減少する。
【0008】
また、本発明によれば前記トランスポンダの貫通穴はタイヤビード部表面側がタイヤビード部内面側より大きいことによって、貫通穴部に流入したサイドトレッドゴムがタイヤビード部表面側で広がってタイヤに埋め込まれるためトランスポンダの脱落の心配が無い。
【0009】
また、本発明によれば前記トランスポンダの一部をサイドトレッドゴムで覆って把持することによって、タイヤと縁石等の干渉が有っても外力が直接トランスポンダへ加わる影響が少なくて済み、車両走行時のトランスポンダの耐久性に優れる。
【0010】
また、本発明によれば窪みまたは貫通穴を有する樹脂で被覆されたトランスポンダの一部分をタイヤビード部表面から凹んだ部分に露出して埋め込むに際し、金型表面の突起に前記トランスポンダの窪み又は貫通穴を嵌合させて予め配置する。その後未加硫タイヤを金型に挿入して加硫することによって、タイヤビード部表面から凹んだ部分を形成するとともに、加硫中のゴム流れが大きくても突起によってトランスポンダが把持されているため、所望の場所に正確に設置できタイヤに対するアンテナの方向を一定にできる。
【0011】
また、本発明によれば前記窪み又は貫通穴と嵌合する、前記突起高さ以下の深さのサイドトレッドゴムの流入する凹部を有する突起のある金型で加硫することによって、トランスポンダの貫通穴を通ってサイドトレッドゴムが突起の凹部に流入し、凹部で広がってボタン掛けの様にトランスポンダを把持するため、トランスポンダの剥がれや脱落の心配が無い。
【0012】
また、本発明によれば前記トランスポンダの窪み又はタイヤビード部表面側貫通穴の深さより高い突起を設置した金型で加硫することにより、窪み又はタイヤビード部表面側貫通穴の深さを金型突起高さが上回る分だけ、タイヤサイドトレッドゴムがトランスポンダを抱え込んで加硫されるのである。即ち、前記窪み又はタイヤビード部表面側貫通穴部深さと金型の突起高さに差を設けることによって、トランスポンダの埋め込み深さを自由に調節できる。
【0013】
また、本発明によれば前記トランスポンダの窪み又は貫通穴より大きいストッパー部分を有する突起を設置した金型で加硫することによって、タイヤビード部表面から凹んだ部分を形成するとともに、タイヤの加硫中にトランスポンダが動くことを防止できるし、トランスポンダの埋め込み深さを自由に調節できる。。
【0014】
また、本発明によれば前記トランスポンダの窪み又は貫通穴と嵌合する、複数の突起を有する金型で加硫することにより、タイヤビード部表面から凹んだ部分を形成するとともに、タイヤサイドトレッドゴムが突起内側に流入し極めて強固にトランスポンダを把持できる。
【0015】
【発明の実施の形態】
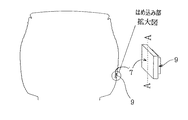
次に本発明について図を参照して説明するが、本発明の請求範囲をこれらの実施例に限定するものでないこともちろんである。図1は本発明樹脂で被覆された窪みを有するトランスポンダを埋め込んだタイヤの半断面図とトランスポンダ埋め込み部分の断面拡大図であって、1はキャップトレッド、2はベルト、3はサイドトレッド、4はカーカスコード、5はビードワイヤー、6はフィニッシング、7はトランスポンダ、8はビード部、11はタイヤであって、樹脂で被覆されたトランスポンダ7の窪み7a部分がタイヤビード部表面から凹んだ部分8aに露出している状態を示している。なお以下の図でタイヤ関係の同一の符号は一部省略する。
【0016】
トランスポンダ埋め込み部分断面拡大図は図2のA−A断面であって、窪みを有するトランスポンダ7が窪み7aをタイヤビード部表面側に向けてタイヤ内部に埋め込まれた状態を示している。こうすることで、タイヤ内部にトランスポンダを完全に埋め込んだ場合と異なり、タイヤビード部表面から凹んだ部分8aにトランスポンダ7の窪み7aが残り、トランスポンダ7を埋め込んだ位置をタイヤの外側から簡単に目視で特定できるため、所望の位置で車両を停止でき、図示しない質問機との距離を最短にして通信できるため読み取りや書き込み不良の心配が無い。
【0017】
また、トランスポンダの窪み深さと金型の突起高さの差即ちトランスポンダを抱え込むサイドトレッドゴム被覆厚さBは、0.5〜3mm好ましくは1〜2mmがよい。0.5mm未満では保護効果が小さく、3mm超では加硫時のゴム流れに不良を生じ易く好ましくない。
【0018】
なお、トランスポンダ7の形状は四角板状に限らず、六角板状、円盤状など適宜の形状で良く、金型の突起9とトランスポンダ7の窪み7aや貫通穴7bの形状も互いに嵌合できれば適宜であって良い。また、本発明のトランスポンダ用樹脂は特にタイヤ加硫中の耐熱性を有していれば特に限定されないが、例えばエポキシ樹脂で200℃以上の融点あるいは熱分解温度を有する耐熱特性を有していればよい。なお、本発明でいう露出には前記窪みや貫通穴の表面に所謂オーバーフローと称される0.5mm以下のゴムシートがトランスポンダを覆っている場合も含まれる。
【0019】
図2は本発明樹脂で被覆された窪み7aを有するトランスポンダ7を製造用金型の突起9に嵌め込んだ金型半断面図とトランスポンダを嵌め込んだ部分の拡大図であって、拡大図はトランスポンダが前記窪み深さより高い金型の突起9に嵌合している状態を表している斜視図である。したがって、トランスポンダ7をサイドトレッドゴムが抱え込むように埋め込むことが可能になり、良好な走行耐久性と、縁石など外部からの干渉を直接トランスポンダ7に与えないで済むために、破壊による故障発生を抑制することができる。
【0020】
図3は本発明のトランスポンダ嵌合用の金型の突起9を設けた金型半断面図と金型の突起部分の拡大斜視図である。こうすることによって、タイヤビード部表面から凹んだ部分8aを形成するとともに、タイヤ加硫中のゴム流れによってトランスポンダ7が動いてしまうことが無く良好な通信特性が期待できる。
【0021】
図4は本発明の樹脂で被覆された窪みを有するトランスポンダ7の表・裏斜視図であって、前記窪み7aをタイヤビード部表面側に向けタイヤビード部に埋め込んで構成する。こうすることで、トランスポンダ7をサイドトレッドゴムが廻りから抱え込むように埋め込むことが可能になるので、良好な走行耐久性と縁石など外部からの干渉を直接トランスポンダ7に与えないで済むために、破壊による故障発生を抑制することができる。なお、トランスポンダ7の窪み7aの形状は四角形に限らず、六角形、円形など適宜の形状で良く、金型の突起9とトランスポンダ7の窪み7aや貫通穴7bの形状も互いに嵌合できれば適宜であって良い。
【0022】
図5は本発明樹脂で被覆されたトランスポンダ7の埋め込み場所を表すタイヤ11の斜視図であって、タイヤビード部表面から凹んだ部分8aにトランスポンダ7の窪み7aを有することで、目視によってトランスポンダ7の配置場所が分かるので、当該位置に質問機を当てることによって確実な読み取りおよび書き込みが可能になる。
【0023】
図6は本発明樹脂で被覆されたトランスポンダとリムの位置関係を表すタイヤ半断面図であって、リムフランジ高さHからトランスポンダの中心までの高さをAとして、Aが100mm以下好ましくは70mm以下であることが、良好な車両走行時の耐久性を享受できるのである。100mmを超えるとタイヤサイド部分に近くなり、車両の荷重負荷走行時の歪みが大きくなりトランスポンダの剥がれや脱落の恐れが大きくなり好ましくない。また、トランスポンダ7の外周が車両の荷重負荷時にリムに接触しないために、少なくとも10mm以上好ましくは20mm以上リムフランジ高さHから離すことが望ましい。
【0024】
図7は本発明樹脂で被覆された貫通穴7bを有するトランスポンダ7をタイヤビード部8に埋め込んだタイヤ部分断面図である。こうすることで、タイヤ内部に埋め込んだ場合と異なりトランスポンダ7の位置不明の心配が無いし、トランスポンダ7を埋め込んだ位置をタイヤの外側から簡単に目視で特定できるため、所望の位置で車両を停止できる利点がある。
【0025】
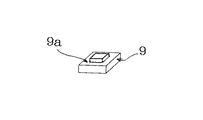
図8は本発明樹脂で被覆された貫通穴7bを有するトランスポンダ7を金型の突起9に嵌め込んだ部分斜視図である。トランスポンダ7がタイヤビード部表面側の貫通穴7bより大きいストッパー部9aのある金型の突起に嵌合しているので、トランスポンダ7の周辺をストッパー部9aの厚さだけタイヤサイドトレッドゴムが覆うため良好な耐久性が維持できる。
【0026】
図9はトランスポンダ7と嵌合する中央突起部を有するとともに、貫通穴7bより大きいストッパー部9aを有する金型の突起9の部分斜視図であって、タイヤビード部表面から凹んだ部分を形成するとともに、タイヤ加硫中のゴム流れによってトランスポンダ7が動いてしまうことが無く良好な通信が期待できる。
【0027】
図10は本発明の樹脂で被覆された貫通穴7bを有するトランスポンダ7の表・裏である。こうすることで、トランスポンダ7の貫通穴7bにサイドトレッドゴムが流入し、内側からもトランスポンダ7を押さえ込むように埋め込むことが可能になる。
【0028】
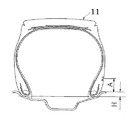
図11は本発明の実施例のトランスポンダ埋め込み場所の部分拡大斜視図であって、タイヤビード部表面から凹んだ部分8aに樹脂で被覆されたタイヤビード部貫通穴7bを有するトランスポンダ7を埋め込んでなり、目視によってトランスポンダ7の配置場所が分かるとともに、流入したサイドトレッドゴム3aでトランスポンダ7が保護されていることが理解される。
【0029】
図12は本発明樹脂で被覆されたタイヤビード部表面側の貫通穴7cとタイヤ内面側の貫通穴7dを有するトランスポンダ7をタイヤに埋め込んだ他のタイヤ部分断面図であって、タイヤ内面側の貫通穴7dよりタイヤビード部表面側の貫通穴7cが大きく、かつ金型突起9の高さとタイヤビード部表面側の貫通穴7cの深さとの差だけ、タイヤビード部に埋め込まれた状態を示している。こうすることで、タイヤ内部に埋め込んだ場合と異なりトランスポンダ7の位置不明の心配が無いし、トランスポンダ7を埋め込んだ位置をタイヤの外側から簡単に目視で特定できるため、トランスポンダ7が図示しない質問機と通信の確実な位置になるように車両を停止できる利点がある。
【0030】
なお、タイヤビード部表面側の貫通穴深さ7cと金型の突起9の高さの差即ちトランスポンダ7を抱え込むサイドトレッドゴム被覆厚さBは、0.5〜3mm好ましくは1〜2mmがよい。0.5mm未満では保護効果が小さく、3mm超では加硫時のゴム流れに不良を生じ易く好ましくない。
【0031】
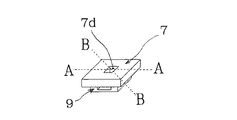
図13は本発明樹脂で被覆されたタイヤビード部表面側の貫通穴7cとタイヤ内面側の貫通穴7dを有するトランスポンダ7を金型の突起9に嵌め込んだ部分斜視図である。トランスポンダ7がタイヤビード部表面側の貫通穴7c深さより高い金型の突起9に嵌合しているのでタイヤ加硫中のゴム流れによってトランスポンダが動いてしまうことが無い上に、トランスポンダ7の周辺をタイヤサイドトレッドゴムが覆うため良好な耐久性が維持できる。しかも金型突起中央部に貫通穴7dを設けてあるので、トランスポンダの内側にもサイドトレッドゴムが流入し、更にトランスポンダをタイヤサイドトレッドゴムが把持する力が強固になる。
【0032】
図14はトランスポンダ嵌合用の金型の突起9に凹部9bを設けた部分斜視図であって、タイヤビード部表面から凹んだ部分8aを形成するとともに、トランスポンダ7の貫通穴7dを通ってサイドトレッドゴムが金型の突起9の凹部9bに広がって充填されるため、さながらボタン掛けの様にトランスポンダ7を強固に把持するためより良好な耐久性能が維持できる。
【0033】
図15は本発明の樹脂で被覆されたタイヤビード部表面側の貫通穴7cがタイヤ内面側の貫通穴7dより大きいトランスポンダの表・裏斜視図である。こうすることで、トランスポンダ7のタイヤビード部表面側貫通穴7cにサイドトレッドゴムが流入し広がるため、さながらボタン掛けの様にトランスポンダ7を強固に把持するためより良好な耐久性能が維持できる。
【0034】
図16は本発明の実施例のトランスポンダ埋め込み場所の部分拡大斜視図であって、タイヤビード部表面から凹んだ部分8aに樹脂で被覆されたタイヤビード部表面側の貫通穴7cと貫通穴7c内部に流入したサイドトレッドゴム3aを有することで、目視によってトランスポンダ7の配置場所がわかる。
【0035】
図17は本発明樹脂で被覆されたタイヤビード部表面側の貫通穴7cとタイヤ内面側の貫通穴7dを有するトランスポンダをタイヤに埋め込んだ他のタイヤ部分2個所の断面図である。こうすることで、部分的にトランスポンダ7をサイドトレッドゴムが抱え込んだことになり極めて強固に把持可能になるし、トランスポンダを埋め込んだ位置をタイヤの外側から簡単に目視で特定できるため、所望の位置で車両を停止できる利点がある。
【0036】
図18は本発明樹脂で被覆されたタイヤビード部表面側の貫通穴7cとタイヤ内面側の貫通穴7dを有するトランスポンダ7を金型の突起9に嵌め込んだ部分斜視図である。トランスポンダ7がタイヤビード部表面側の貫通穴7c深さより高い金型の複数の突起9cに嵌合しているのでタイヤ加硫中のゴム流れによってトランスポンダ7が動いてしまうことが無い上に、トランスポンダ7の周辺と上からタイヤサイドトレッドゴムが覆うため良好な耐久性が維持できる。しかも金型突起が複数設けてあり中央部が空間なためタイヤサイドトレッドゴムが流入し、更にトランスポンダ7をタイヤサイドトレッドゴムが把持する力が強固になる。
【0037】
図19はトランスポンダ7との嵌合用に四隅に複数の突起9cを設けた金型の部分斜視図であって、タイヤビード部表面から凹んだ部分8aを形成するとともに、タイヤサイドトレッドゴムがトランスポンダ7を四方から強固に把持するためより良好な耐久性能が維持できる。なお、複数の突起9cの配置はトランスポンダ7と嵌合できれば、個数、形状など自由なこともちろんである。
【0038】
図20は本発明の樹脂で被覆されたタイヤビード部表面側の貫通穴7cがタイヤ内面側の貫通穴7dより大きいトランスポンダ7の表・裏斜視図である。こうすることで、トランスポンダ7のタイヤビード部表面側貫通穴7cにサイドトレッドゴムが流入し、さながらボタン掛けの様にトランスポンダ7を強固に把持するためより良好な耐久性能が維持できる。
【0039】
図21は本発明の実施例のトランスポンダ埋め込み場所の部分拡大斜視図であって、タイヤビード部表面から凹んだ部分8aに樹脂で被覆されたトランスポンダ7のタイヤビード部表面側の貫通穴7cと貫通穴7c内部に流入したサイドトレッドゴム3aが、中央十文字状に広がりトランスポンダ7の配置場所が目視によって簡単に確認できるとともに、極めて強固にトランスポンダ7を把持できていることが理解される。
【0040】
【実施例】
図1〜図5記載の縦横23mm、厚さ3mmで中央に深さ1.5mm、直径5mmの窪みを設けた、JIS6301規格に則して測定したショアーD硬度96で分解開始温度300℃、のビスフェノールA型エポキシ樹脂で被覆した四角形のトランスポンダを使用した。前記トランスポンダを、一般舗装路走行用パターンの11R22.5 16PRのリムフランジから40mmのところに相当する金型の位置に高さ3mm、直径5mmの円柱状突起9を設け、本発明図1の様にタイヤに埋め込んだ場合(1)、同じトランスポンダを裏返しして突起を使わずに金型表面の同じ高さ位置に埋め込んだ場合(2)と、リムフランジから110mmのところに相当する金型の位置に高さ3mm、直径5mmの金型の円柱状突起9を設け、埋め込んだ場合(3)の3種類のタイヤを試作し、図23の従来のトランスポンダを図22の様にタイヤに埋め込んだ場合(4)を従来例として、室内ドラム耐久性試験を実施した。
【0041】
試験条件はJATMA1999年版を参照し、標準リム22.5×8.25、荷重26.72kN、空気圧700kPa、速度60km/hrで、(4)従来例のトランスポンダが通信不能になるまでの走行時間を100とする指数で表示した。
【0042】
【表1】

【0043】
【発明の効果】
本発明によれば、種々の情報を記憶するトランスポンダの情報を確実に読み取り及び書き込み可能にするとともに、車両走行時の耐久性に優れるトランスポンダを埋め込んだ空気入りタイヤとその製造方法を提供することができる。
【図面の簡単な説明】
【図1】 本発明実施例タイヤ半断面図とトランスポンダ部分の断面拡大図
【図2】 本発明実施例製造用金型の突起にトランスポンダを嵌め込んだ金型半断面図と嵌め込み部の部分斜視拡大図
【図3】 本発明実施例製造用金型の半断面図と突起部分の拡大斜視図
【図4】 本発明実施例に組み込むトランスポンダの表・裏斜視図
【図5】 本発明実施例のトランスポンダ埋め込み場所を表すタイヤ斜視図
【図6】 トランスポンダ埋め込み場所とリムの位置関係を表すタイヤ半断面図
【図7】 本発明他の実施例トランスポンダ部分の断面図
【図8】 本発明他の実施例製造用金型の突起にトランスポンダを嵌め込んだ部分斜視図
【図9】 本発明他の実施例製造用金型の突起部分の斜視図
【図10】本発明他の実施例に組み込むトランスポンダの表・裏斜視図
【図11】本発明他の実施例のトランスポンダ埋め込み場所の部分拡大斜視図
【図12】本発明他の実施例トランスポンダ部分の断面図
【図13】本発明他の実施例製造用金型の突起にトランスポンダを嵌め込んだ部分斜視図
【図14】本発明他の実施例製造用金型の突起部分の斜視図
【図15】本発明他の実施例に組み込むトランスポンダの表・裏斜視図
【図16】本発明他の実施例のトランスポンダ埋め込み場所の部分拡大斜視図
【図17】本発明他の実施例トランスポンダ部分の2個所の断面図
【図18】本発明他の実施例製造用金型の突起にトランスポンダを嵌め込んだ部分斜視図
【図19】本発明他の実施例製造用金型の突起部分の斜視図
【図20】本発明他の実施例に組み込むトランスポンダの斜視図
【図21】本発明他の実施例のトランスポンダ埋め込み場所の部分拡大斜視図
【図22】従来のタイヤにおけるトランスポンダの配置図
【図23】従来のトランスポンダの模式図
【符号の説明】
1 キャップトレッド
2 ベルト
3 サイドトレッド
3a流入したサイドトレッドゴム
4 カーカスコード
5 ビードワイヤー
6 フィニッシング
7 トランスポンダ
7a窪み
7b貫通穴
7cタイヤビード部表面側貫通穴
7dタイヤ内面側貫通穴
8 ビード部
8aタイヤビード部表面から凹んだ部分
9 金型の突起
9aストッパー部
9b凹部
9c複数の突起
10従来のトランスポンダ
11タイヤ
A リムフランジ高さからトランスポンダの中心までの高さ
H リムフランジ高さ
B 被覆厚さ[0001]
BACKGROUND OF THE INVENTION
The present invention relates to a pneumatic tire embedded with a transponder and a method of manufacturing the same. More specifically, the present invention relates to a transponder that can reliably read and write information on a transponder that stores various information and has excellent durability when the vehicle is running. It relates to a pneumatic tire and a reliable manufacturing method thereof.
[0002]
[Prior art]
As shown in the schematic diagram of FIG. 23, the transponder having both the function of the receiver and the transmitter and the memory function is information on tire manufacturing management by the tire manufacturer, tire purchase history management of the tire purchaser, tire internal pressure, temperature, etc. Technology for installing tires has been actively developed for the purpose of achieving the above. For example, in Japanese Utility Model Laid-Open No. 2-123404, as shown in FIG. 22, a tire has two apexes positioned radially outward of an annular tension member of one bead, and the transponder includes the two apecs. A structure located between the two has been proposed and has achieved a certain effect.
[0003]
However, the transponder attached to the inside of the tire is not visible at all from the outside of the tire visually, especially when the vehicle stops so that the transponder comes to the tire grounding side, etc. It was difficult for radio waves to reach the transponder, and it was necessary to move the vehicle again and measure again. Furthermore, it is difficult to endure, because the glass-coated transponder is assembled before tire vulcanization at the joint of the tire's internal components, so the transponder may move due to the rubber flow during tire vulcanization, and the direction of the antenna relative to the tire It is necessary to control the rubber flow very accurately in order to maintain a constant value. Moreover, when the vehicle is running, the tire is deformed and heat is generated, and the adhesive interface between the transponder and the surrounding rubber is easily broken, and there is always a risk of peeling of the transponder and inability to communicate.
[0004]
[Problems to be solved by the invention]
It is an object of the present invention to provide a pneumatic tire in which a transponder having excellent durability during traveling of a vehicle and a reliable manufacturing method thereof are provided while making it possible to reliably read and write information on a transponder that stores various information.
[0005]
[Means for Solving the Problems]
According to the present invention, a part of a transponder having both the function of a receiver and a transmitter coated with a resin and the function of memory is exposed in a recessed part from the surface of the tire bead, and 100 mm from the rim flange height to the outer side in the tire radial direction. Unlike the case where it is embedded in the tire, the position of the transponder does not have to be unclear in appearance due to being embedded in the tire bead portion within. In addition, since the position where the transponder is embedded can be easily identified visually from the outside of the tire, the vehicle can be stopped at the desired position, and the bead portion with relatively little deformation even in a tire that is repeatedly bent and deformed Since the transponder is embedded in, a good durability performance can be obtained.
[0006]
Further, according to the present invention, the transponder has a depression, and the depression is exposed to a portion recessed from the surface of the tire bead, so that the position of the transponder can be confirmed visually from the outside of the tire. Communication is possible at a significantly shorter distance, so there is no worry of reading or writing errors.
[0007]
Further, according to the present invention, the transponder has a through hole, and since the through hole is embedded in the tire bead portion toward the tire bead surface, the distance from the interrogator can be minimized, There is no fear of writing failure, and side tread rubber flows into the through hole and is embedded in the tire bead, so that the fear of the transponder falling off is reduced.
[0008]
Further, according to the present invention, the through hole of the transponder has a tire bead portion surface side larger than the tire bead portion inner surface side, so that the side tread rubber flowing into the through hole portion is spread on the tire bead portion surface side and embedded in the tire. Therefore, there is no worry of the transponder falling off.
[0009]
Further, according to the present invention, by covering and gripping a part of the transponder with the side tread rubber, even if there is an interference between a tire and a curb stone, the influence of external force directly applied to the transponder can be reduced. Excellent durability of transponder.
[0010]
Further, according to the present invention, when a part of a transponder coated with a resin having a recess or a through hole is exposed and embedded in a recessed portion from the surface of the tire bead portion, the recess or the through hole of the transponder is formed in a protrusion on the mold surface. Are placed in advance. After that, the uncured tire is inserted into a mold and vulcanized to form a recessed portion from the surface of the tire bead, and the transponder is held by the protrusion even if the rubber flow during vulcanization is large The antenna can be accurately installed at a desired place, and the direction of the antenna with respect to the tire can be made constant.
[0011]
Further, according to the present invention, the piercing of the transponder is carried out by vulcanizing with a mold having a protrusion having a recess into which the side tread rubber having a depth equal to or less than the protrusion height fits into the recess or the through hole. The side tread rubber flows into the concave portion of the protrusion through the hole, spreads in the concave portion, and grips the transponder like a button hook, so there is no fear of the transponder peeling or dropping off.
[0012]
Further, according to the present invention, the depth of the recess or the tire bead part surface side through hole is made by vulcanizing with a mold provided with a protrusion higher than the depth of the recess or the tire bead part surface side through hole of the transponder. The tire side tread rubber is vulcanized while holding the transponder as much as the mold protrusion height exceeds. That is, the embedding depth of the transponder can be freely adjusted by providing a difference between the depth of the recess or the tire bead portion surface side through hole and the protrusion height of the mold.
[0013]
In addition, according to the present invention, a dent is formed from the surface of the tire bead by vulcanizing with a mold provided with a protrusion having a stopper portion larger than the depression or the through hole of the transponder, and the tire is vulcanized. The transponder can be prevented from moving inside, and the embedding depth of the transponder can be freely adjusted. .
[0014]
Further, according to the present invention, a portion recessed from the surface of the tire bead portion is formed by vulcanizing with a mold having a plurality of protrusions that fits into the depression or through hole of the transponder, and the tire side tread rubber Can flow into the inside of the protrusion and grip the transponder very firmly.
[0015]
DETAILED DESCRIPTION OF THE INVENTION
Next, the present invention will be described with reference to the drawings. However, it is a matter of course that the scope of the present invention is not limited to these examples. FIG. 1 is a half sectional view of a tire embedded with a transponder having a recess coated with the resin of the present invention and an enlarged sectional view of a transponder embedded portion, where 1 is a cap tread, 2 is a belt, 3 is a side tread, Carcass cord, 5 is a bead wire, 6 is a finishing, 7 is a transponder, 8 is a bead portion, 11 is a tire, and a
[0016]
The transponder-embedded partial cross-sectional enlarged view is a cross-sectional view taken along the line AA of FIG. 2 and shows a state in which a
[0017]
Further, the difference between the depth of the recess of the transponder and the protrusion height of the mold, that is, the side tread rubber coating thickness B for holding the transponder is 0.5 to 3 mm, preferably 1 to 2 mm. If the thickness is less than 0.5 mm, the protective effect is small, and if it exceeds 3 mm, the rubber flow at the time of vulcanization tends to be poor, which is not preferable.
[0018]
The shape of the
[0019]
FIG. 2 is a half sectional view of a mold in which a
[0020]
FIG. 3 is a half sectional view of the mold provided with the
[0021]
FIG. 4 is a front / back perspective view of the
[0022]
FIG. 5 is a perspective view of the
[0023]
FIG. 6 is a half sectional view of the tire showing the positional relationship between the transponder and the rim coated with the resin of the present invention, where A is the height from the rim flange height H to the center of the transponder, and A is 100 mm or less, preferably 70 mm. It is possible to enjoy the durability when the vehicle is traveling as described below. If it exceeds 100 mm, it becomes close to the tire side portion, and the distortion during running under load of the vehicle increases, and the risk of peeling or dropping off of the transponder increases. Further, in order to prevent the outer periphery of the
[0024]
FIG. 7 is a partial cross-sectional view of a tire in which a
[0025]
FIG. 8 is a partial perspective view in which a
[0026]
FIG. 9 is a partial perspective view of a
[0027]
FIG. 10 is a front / back view of a
[0028]
FIG. 11 is a partially enlarged perspective view of a transponder embedding location according to an embodiment of the present invention, in which a
[0029]
FIG. 12 is another partial sectional view of a tire in which a
[0030]
The difference between the depth of the through
[0031]
FIG. 13 is a partial perspective view in which a
[0032]
FIG. 14 is a partial perspective view in which a
[0033]
FIG. 15 is a front / back perspective view of a transponder in which the through
[0034]
FIG. 16 is a partially enlarged perspective view of a transponder embedding place according to an embodiment of the present invention, and the inside of the through
[0035]
FIG. 17 is a cross-sectional view of two other tire portions in which a transponder having a through
[0036]
FIG. 18 is a partial perspective view in which a
[0037]
FIG. 19 is a partial perspective view of a mold provided with a plurality of
[0038]
FIG. 20 is a front / back perspective view of the
[0039]
FIG. 21 is a partially enlarged perspective view of a transponder embedding place according to an embodiment of the present invention, and a through
[0040]
【Example】
1 to 5 of 23 mm in length and width, 3 mm in thickness, 1.5 mm in depth in the center and 5 mm in diameter indentation, with a Shore D hardness of 96 measured according to JIS 6301 standard and a decomposition start temperature of 300 ° C. A square transponder coated with bisphenol A type epoxy resin was used. The transponder is provided with a
[0041]
Test conditions refer to the JATMA 1999 edition, standard rim 22.5 × 8.25, load 26.72kN, air pressure 700kPa, speed 60km / hr, (4) how long it takes for the conventional transponder to become unable to communicate Expressed with an index of 100.
[0042]
[Table 1]
[0043]
【The invention's effect】
According to the present invention, it is possible to provide a pneumatic tire in which a transponder storing various information is reliably readable and writable and in which a transponder excellent in durability during vehicle travel is embedded, and a method for manufacturing the same. it can.
[Brief description of the drawings]
1 is a half sectional view of a tire according to an embodiment of the present invention and an enlarged sectional view of a transponder portion. FIG. 2 is a half sectional view of a mold in which a transponder is fitted into a projection of a mold for manufacturing an embodiment of the present invention and a partial perspective view of the fitting portion. Enlarged view [Fig. 3] Half sectional view of the mold for manufacturing the embodiment of the present invention and an enlarged perspective view of the protruding portion [Fig. 4] Front and back perspective views of the transponder incorporated in the embodiment of the present invention [Fig. FIG. 6 is a tire half sectional view showing the positional relationship between the transponder embedding location and the rim. FIG. 7 is a sectional view of the transponder portion of another embodiment of the present invention. FIG. 9 is a perspective view of a projection of a mold for manufacturing another embodiment of the present invention. FIG. 10 is a perspective view of a projection of a mold for manufacturing of another embodiment of the present invention. Table of FIG. 11 is a partially enlarged perspective view of a transponder embedding place according to another embodiment of the present invention. FIG. 12 is a cross-sectional view of a transponder portion according to another embodiment of the present invention. FIG. 14 is a perspective view of a protrusion of a mold for manufacturing another embodiment of the present invention. FIG. 15 is a front / back perspective view of a transponder incorporated in another embodiment of the present invention. FIG. 16 is a partially enlarged perspective view of a transponder embedding place according to another embodiment of the present invention. FIG. 17 is a cross-sectional view of two portions of a transponder portion according to another embodiment of the present invention. FIG. 19 is a perspective view of a protrusion of a mold for manufacturing another embodiment of the present invention. FIG. 20 is a perspective view of a transponder incorporated in another embodiment of the present invention. Fig. 21 Schematic diagram of another embodiment transponder embedded location partially enlarged perspective view of the FIG. 22 arrangement diagram of a transponder of the conventional tire [FIG. 23] Conventional transponders EXPLANATION OF REFERENCE NUMERALS
DESCRIPTION OF SYMBOLS 1
Claims (10)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP24073699A JP4072802B2 (en) | 1999-08-27 | 1999-08-27 | Pneumatic tire with embedded transponder and method for manufacturing the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP24073699A JP4072802B2 (en) | 1999-08-27 | 1999-08-27 | Pneumatic tire with embedded transponder and method for manufacturing the same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2001063325A JP2001063325A (en) | 2001-03-13 |
| JP4072802B2 true JP4072802B2 (en) | 2008-04-09 |
Family
ID=17063947
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP24073699A Expired - Fee Related JP4072802B2 (en) | 1999-08-27 | 1999-08-27 | Pneumatic tire with embedded transponder and method for manufacturing the same |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4072802B2 (en) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1275949B1 (en) * | 2001-07-10 | 2008-09-24 | Société de Technologie Michelin | Tyre incorporating a measuring device |
| BR122014030001B1 (en) | 2002-12-23 | 2016-09-27 | Bridgestone Firestone North Am | tire with tire handle |
| CN1741914B (en) * | 2003-02-19 | 2010-09-22 | 米其林技术公司 | Tire electronics assembly having a multi-frequency antenna |
| FR2867721A1 (en) * | 2004-03-18 | 2005-09-23 | Michelin Soc Tech | POCKET HOLDING ELECTRONIC SENSOR |
| JP4487125B2 (en) * | 2004-08-23 | 2010-06-23 | 横浜ゴム株式会社 | Pneumatic tire |
| JP5106170B2 (en) * | 2008-02-21 | 2012-12-26 | 株式会社ブリヂストン | Tire vulcanizing method and tire vulcanizing mold |
| US8977422B1 (en) | 2013-11-06 | 2015-03-10 | The Goodyear Tire & Rubber Company | Accoustic/vibration sensor and tire assembly and method of construction thereof |
| CN105711354A (en) * | 2016-01-27 | 2016-06-29 | 贵州天控自动化信息工程有限公司 | Wireless measurement system for internal and surface temperature fields of tire in rolling state |
| JP7069781B2 (en) * | 2018-02-08 | 2022-05-18 | 凸版印刷株式会社 | Tires with IC tags |
| US20210070110A1 (en) * | 2018-03-22 | 2021-03-11 | Compagnie Generale Des Etablissements Michelin | Heavy goods vehicle tire equipped with a radiofrequency communication module |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4911217A (en) * | 1989-03-24 | 1990-03-27 | The Goodyear Tire & Rubber Company | Integrated circuit transponder in a pneumatic tire for tire identification |
| US5218861A (en) * | 1991-03-27 | 1993-06-15 | The Goodyear Tire & Rubber Company | Pneumatic tire having an integrated circuit transponder and pressure transducer |
| JPH07223413A (en) * | 1994-02-10 | 1995-08-22 | Bridgestone Corp | Transponder for tire |
| US5500065A (en) * | 1994-06-03 | 1996-03-19 | Bridgestone/Firestone, Inc. | Method for embedding a monitoring device within a tire during manufacture |
| JP3715005B2 (en) * | 1995-11-13 | 2005-11-09 | 横浜ゴム株式会社 | Transponder for mounting tire, mounting method thereof, and transponder mounted tire |
| JP3626269B2 (en) * | 1996-02-29 | 2005-03-02 | 横浜ゴム株式会社 | Transponder fitted tire |
| JPH09280320A (en) * | 1996-04-18 | 1997-10-28 | Bridgestone Corp | Wheel having transponder and transponder device |
| JPH10119521A (en) * | 1996-10-14 | 1998-05-12 | Yokohama Rubber Co Ltd:The | Pneumatic tire with transponder and transponder for pneumatic tire |
| JP3878280B2 (en) * | 1997-05-27 | 2007-02-07 | 横浜ゴム株式会社 | Transponder for mounting tires and tires equipped with transponders |
| JP3754183B2 (en) * | 1997-07-30 | 2006-03-08 | 横浜ゴム株式会社 | Transponder-equipped tire and manufacturing method thereof |
| DE69714794T2 (en) * | 1997-12-09 | 2003-04-03 | The Goodyear Tire & Rubber Co., Akron | TIRE PRESSURE SENSOR AND METHOD THEREFOR |
-
1999
- 1999-08-27 JP JP24073699A patent/JP4072802B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001063325A (en) | 2001-03-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5282106B2 (en) | How to attach tags to pneumatic tires | |
| JP4072802B2 (en) | Pneumatic tire with embedded transponder and method for manufacturing the same | |
| JP4487125B2 (en) | Pneumatic tire | |
| EP3756909B1 (en) | Tire integrated with electronic device and manufacturing method thereof | |
| JP6582106B1 (en) | Tire manufacturing method | |
| JP6594505B1 (en) | Tire and tire manufacturing method | |
| RU2744778C1 (en) | Tyre | |
| JP2020083044A (en) | tire | |
| JP4505991B2 (en) | Pneumatic tire with transponder | |
| JP4725464B2 (en) | Pneumatic tire | |
| JP2000108619A (en) | Auxiliary part for tire transponder | |
| JP4411501B2 (en) | Pneumatic tire provided with a transponder and manufacturing method thereof | |
| JP4204845B2 (en) | Pneumatic tire provided with electronic chip and manufacturing method thereof | |
| JP2006234579A (en) | Attaching member, pneumatic tire, and manufacturing method for pneumatic tire | |
| JP2006234578A (en) | Attaching member, pneumatic tire, and manufacturing method for pneumatic tire | |
| JP7227082B2 (en) | Pneumatic tire and method for manufacturing pneumatic tire | |
| JP4742559B2 (en) | Protection method for vulcanization of transponder and protective device for vulcanization of transponder | |
| JPH0713505U (en) | Pneumatic tire | |
| US11084333B2 (en) | Tire and tire manufacturing method | |
| WO2024024255A1 (en) | Method for producing tire and tire | |
| CN118354894A (en) | Method for manufacturing tire using close range wireless communication tag covering module and tire manufactured by the method | |
| JPH05169563A (en) | Production of tire | |
| JP2006103486A (en) | Pneumatic tire and method for mounting transponder on pneumatic tire |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20050706 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050706 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20050706 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20071225 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080108 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080115 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110201 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110201 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120201 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120201 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130201 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130201 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130201 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |