JP4031405B2 - Non-aqueous electrolyte secondary battery - Google Patents
Non-aqueous electrolyte secondary battery Download PDFInfo
- Publication number
- JP4031405B2 JP4031405B2 JP2003282512A JP2003282512A JP4031405B2 JP 4031405 B2 JP4031405 B2 JP 4031405B2 JP 2003282512 A JP2003282512 A JP 2003282512A JP 2003282512 A JP2003282512 A JP 2003282512A JP 4031405 B2 JP4031405 B2 JP 4031405B2
- Authority
- JP
- Japan
- Prior art keywords
- separator
- electrode group
- electrode
- negative electrode
- secondary battery
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images









Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Sealing Battery Cases Or Jackets (AREA)
- Cell Separators (AREA)
- Secondary Cells (AREA)
- Battery Electrode And Active Subsutance (AREA)
Description
本発明は、非水電解液二次電池及びその製造方法に係わる。 The present invention relates to a non-aqueous electrolyte secondary battery and a method for manufacturing the same.
現在、携帯電話などの携帯機器向けの非水電解液二次電池として、薄型リチウムイオン二次電池が商品化されている。この電池は、正極にリチウムコバルト酸化物(LiCoO2)、負極に黒鉛質材料や炭素質材料、電解液にリチウム塩を溶解した有機溶媒、セパレータに多孔質膜が用いられている。 Currently, thin lithium ion secondary batteries are commercialized as non-aqueous electrolyte secondary batteries for portable devices such as mobile phones. In this battery, a lithium cobalt oxide (LiCoO 2 ) is used for the positive electrode, a graphite or carbonaceous material is used for the negative electrode, an organic solvent in which a lithium salt is dissolved in the electrolytic solution, and a porous film is used for the separator.
携帯機器の薄型化に伴って電池の厚さを薄くすることが要望されているものの、厚さ4mm以下の薄型リチウムイオン二次電池の実用化は困難である。このため、従来よりポリマー電解質を用いたカードタイプのリチウム二次電池が提案され、実用化開発が進められている。 Although it is desired to reduce the thickness of the battery as the mobile device becomes thinner, it is difficult to put a thin lithium ion secondary battery having a thickness of 4 mm or less into practical use. For this reason, a card-type lithium secondary battery using a polymer electrolyte has been conventionally proposed and developed for practical use.
しかしながら、ポリマー電解質を用いたリチウム二次電池は、非水電解液が保持されたゲル状ポリマーを含むため、非水電解液を用いるリチウム二次電池に比べて電極界面のインピーダンスが大きく、かつリチウムイオン伝導度が低いという問題点がある。また、ポリマー電解質の機械的強度を保つために電解質の厚さを従来のセパレータに比べて厚くする必要があることから、エネルギー密度が低下するという問題点を生じる。 However, since the lithium secondary battery using the polymer electrolyte includes a gel polymer in which the nonaqueous electrolyte is held, the impedance of the electrode interface is larger than that of the lithium secondary battery using the nonaqueous electrolyte, and the lithium secondary battery There is a problem that ionic conductivity is low. In addition, in order to maintain the mechanical strength of the polymer electrolyte, it is necessary to make the thickness of the electrolyte thicker than that of the conventional separator, which causes a problem that the energy density is lowered.
従って、ポリマー電解質を用いたリチウム二次電池は、非水電解液が溶液もしくは液状の状態で含浸されている薄型リチウム二次電池に比べて体積エネルギー密度、サイクル寿命及び大電流特性が劣るという問題点がある。 Therefore, the lithium secondary battery using the polymer electrolyte is inferior in volume energy density, cycle life and large current characteristics as compared with a thin lithium secondary battery impregnated with a non-aqueous electrolyte in a solution or liquid state. There is a point.
一方、特開平10−177865号の公開公報(特許文献1)の特許請求の範囲には、正極と、負極と、電解液を保持した対向面を有するセパレータと、電解液相、電解液を含有する高分子ゲル相及び高分子固相の混相からなり、かつ上記セパレータの対向面に上記正極及び負極を接合する接着性樹脂層とを備えたリチウムイオン二次電池が記載されている。また、特開平10−189054号の公開公報(特許文献2)の特許請求の範囲には、主成分ポリフッ化ビニリデンを溶媒に溶解してなるバインダー樹脂溶液をセパレータに塗布する工程、このセパレータ上に電極を重ね合わせ、密着させたまま乾燥し溶剤を蒸発させて電池積層体を形成する工程、この電池積層体に電解液を含浸させる工程を備えたリチウムイオン二次電池の製造方法が記載されている。さらに、特開平10−172606号の公開公報(特許文献3)の特許請求の範囲には、正極と、負極と、前記正極及び前記負極の間に配置され、リチウムイオンを含む電解液を保持するセパレータと、前記電解液を保持し、前記正極、負極及びセパレータを接合する多孔性の接着性樹脂層とを具備したリチウムイオン二次電池が開示されている。 On the other hand, the claims of JP-A-10-177865 (Patent Document 1) include a positive electrode, a negative electrode, a separator having an opposing surface holding an electrolytic solution, an electrolytic solution phase, and an electrolytic solution. A lithium ion secondary battery comprising a mixed phase of a polymer gel phase and a polymer solid phase and having an adhesive resin layer for joining the positive electrode and the negative electrode to the opposing surface of the separator is described. Further, the scope of claims of JP-A-10-189054 (Patent Document 2) includes a step of applying a binder resin solution obtained by dissolving a main component polyvinylidene fluoride in a solvent to the separator, A method for producing a lithium ion secondary battery comprising a step of forming a battery laminate by stacking electrodes and drying them while they are in close contact to evaporate the solvent, and a step of impregnating the battery laminate with an electrolyte is described. Yes. Further, in the claims of Japanese Patent Application Laid-Open No. 10-172606 (Patent Document 3), the positive electrode, the negative electrode, and the positive electrode and the negative electrode are disposed and hold an electrolyte containing lithium ions. A lithium ion secondary battery comprising a separator and a porous adhesive resin layer that holds the electrolytic solution and joins the positive electrode, the negative electrode, and the separator is disclosed.
しかしながら、各公報に開示されたリチウムイオン二次電池は、内部抵抗が高くなるため、サイクル寿命及び大電流放電特性が劣るという問題点を有する。
本発明の目的は、電極群に非水電解液が溶液もしくは液状の状態で含浸されている場合に好適で、サイクル特性が向上され、かつ薄型化を図ることが可能な非水電解液二次電池を提供しようとするものである。 The object of the present invention is suitable when the electrode group is impregnated with a non-aqueous electrolyte in a solution or in a liquid state, and the non-aqueous electrolyte secondary is improved in cycle characteristics and can be thinned. it is intended to provide the batteries.
本発明に係る非水電解質二次電池は、正極及び負極がその間にセパレータを介して扁平形状に捲回された構造を有する電極群と、
前記電極群に含浸される非水電解液と、
前記電極群が収納され、金属を含む厚さ300μm以下の外装材とを具備し、
前記電極群は、積層構造が露出している面が下記(1)式を満たす形状を有することを特徴とするものである。
The non-aqueous electrolyte secondary battery according to the present invention includes an electrode group having a structure in which a positive electrode and a negative electrode are wound in a flat shape through a separator therebetween,
A non-aqueous electrolyte impregnated in the electrode group;
The electrode group is housed , and comprises an exterior material having a thickness of 300 μm or less containing metal ,
The electrode group is characterized in that the surface where the laminated structure is exposed has a shape satisfying the following expression (1).
0.9≦L2/L1≦1.2 …(1)
前記(1)式において、前記L2は前記面のうち湾曲積層領域を除いた領域における最多層部の厚さであり、前記L1は前記湾曲積層領域を除いた領域の端部のうち層数が前記L2と等しい端部の厚さである。
0.9 ≦ L 2 / L 1 ≦ 1.2 (1)
In the formula (1), L 2 is the thickness of the most multilayered portion in the region excluding the curved laminated region in the surface, and L 1 is a layer in the end portion of the region excluding the curved laminated region. The thickness of the end portion whose number is equal to L 2 .
本発明に係る別の非水電解質二次電池は、正極、負極及びセパレータからなる積層物を2回以上折り曲げた構造を有する電極群と、
前記電極群に含浸される非水電解液と、
前記電極群が収納され、金属を含む厚さ300μm以下の外装材とを具備し、
前記電極群は、積層構造が露出している面が下記(2)式を満たす形状を有することを特徴とするものである。
Another nonaqueous electrolyte secondary battery according to the present invention includes an electrode group having a structure in which a laminate composed of a positive electrode, a negative electrode, and a separator is bent twice or more,
A non-aqueous electrolyte impregnated in the electrode group;
The electrode group is housed , and comprises an exterior material having a thickness of 300 μm or less containing metal ,
The electrode group is characterized in that the surface where the laminated structure is exposed has a shape satisfying the following expression (2).
0.9≦L4/L3≦1.2 …(2)
前記(2)式において、前記L4は前記面のうち折り曲げ積層領域を除いた領域における最多層部の厚さであり、前記L3は前記折り曲げ積層領域を除いた領域の端部のうち層数が前記L4と等しい端部の厚さである。
0.9 ≦ L 4 / L 3 ≦ 1.2 (2)
In the formula (2), L 4 is the thickness of the outermost multilayer portion in the region excluding the folded laminated region, and L 3 is the layer in the end portion of the region excluding the folded laminated region. The thickness of the end portion whose number is equal to the L 4 .
本発明によれば、厚さ4mm以下の薄型構造に好適で、放電容量及びサイクル特性が向上された非水電解液二次電池を提供することができる。
According to the present invention, it is possible to provide a thickness of 4mm is suitable for a thin structure, the discharge capacity and the nonaqueous electrolyte secondary batteries that cycle characteristics are improved.
本発明に係る第1の非水電解液二次電池は、正極と、負極と、前記正極及び前記負極の間に配置され、空気透過率が600秒/100cm3以下の多孔質シートからなるセパレータとを備える電極群;前記電極群に含浸される非水電解液;前記電極群が収納される外装材;を具備する。 A first non-aqueous electrolyte secondary battery according to the present invention is a separator comprising a positive electrode, a negative electrode, and a porous sheet having an air permeability of 600 seconds / 100 cm 3 or less, disposed between the positive electrode and the negative electrode. A non-aqueous electrolyte impregnated in the electrode group; an exterior material in which the electrode group is accommodated.
前記正極及び前記セパレータは、各々の空隙に保持された接着性を有する高分子により接着されている。また、前記負極及び前記セパレータは各々の空隙に保持された接着性を有する高分子により接着されている。 The positive electrode and the separator are bonded by a polymer having adhesiveness held in each gap. The negative electrode and the separator are bonded by a polymer having adhesiveness held in each gap.
本発明に係る第2の非水電解液二次電池は、正極と、負極と、前記正極及び前記負極を電気的に隔絶するためのセパレータとを有する電極群;前記電極群を収納するための外装材;前記電極群に含浸される非水電解液;を具備する。 The second non-aqueous electrolyte secondary battery according to the present invention includes a positive electrode, a negative electrode, and an electrode group having a separator for electrically isolating the positive electrode and the negative electrode; A packaging material; a nonaqueous electrolyte solution impregnated in the electrode group.
前記正極及び前記セパレータは、これらの内部及び境界に点在した接着性を有する高分子により接着されている。また、前記負極及び前記セパレータは、これらの内部及び境界に点在した接着性を有する高分子により接着されている。 The positive electrode and the separator are bonded to each other by a polymer having adhesive properties scattered inside and at the boundary. Moreover, the said negative electrode and the said separator are adhere | attached with the polymer | macromolecule which has the adhesiveness scattered in the inside and boundary.
なお、前記正極及び前記負極のうち少なくとも一方の電極が複数存在するとき、複数の電極のうちの一つとセパレータとの境界に前記接着性を有する高分子が存在するよりは、各電極とセパレータとの境界の一部に前記接着性を有する高分子の一部が存在する方が望ましい。 In addition, when there are a plurality of at least one of the positive electrode and the negative electrode, each of the electrodes and the separator is less than the polymer having the adhesive property at the boundary between one of the plurality of electrodes and the separator. It is desirable that a part of the adhesive polymer exists in a part of the boundary.
以下、前記正極、前記負極、前記セパレータ、前記非水電解液及び前記外装材について詳しく説明する。 Hereinafter, the positive electrode, the negative electrode, the separator, the non-aqueous electrolyte, and the exterior material will be described in detail.
1)正極
この正極は、活物質を含む正極層が集電体の片面もしくは両面に担持された構造を有する。前記正極は、空隙に接着性を有する高分子を保持する。
1) Positive electrode This positive electrode has a structure in which a positive electrode layer containing an active material is supported on one side or both sides of a current collector. The positive electrode holds a polymer having adhesiveness in the gap.
前記正極層は、正極活物質及び導電剤を含む。また、前記正極層は、接着性を有する高分子の他に、正極活物質を結着する結着剤を含む。 The positive electrode layer includes a positive electrode active material and a conductive agent. The positive electrode layer includes a binder for binding the positive electrode active material in addition to the adhesive polymer.
前記正極活物質としては、種々の酸化物、例えば二酸化マンガン、リチウムマンガン複合酸化物、リチウム含有ニッケル酸化物、リチウム含有コバルト酸化物、リチウム含有ニッケルコバルト酸化物、リチウム含有鉄酸化物、リチウムを含むバナジウム酸化物や、二硫化チタン、二硫化モリブデンなどのカルコゲン化合物などを挙げることができる。中でも、リチウム含有コバルト酸化物(例えば、LiCoO2 )、リチウム含有ニッケルコバルト酸化物(例えば、LiNi0.8Co0.2O2 )、リチウムマンガン複合酸化物(例えば、LiMn2 O4 、LiMnO2 )を用いると、高電圧が得られるために好ましい。 Examples of the positive electrode active material include various oxides such as manganese dioxide, lithium manganese composite oxide, lithium-containing nickel oxide, lithium-containing cobalt oxide, lithium-containing nickel cobalt oxide, lithium-containing iron oxide, and lithium. Examples thereof include vanadium oxide and chalcogen compounds such as titanium disulfide and molybdenum disulfide. Among them, when a lithium-containing cobalt oxide (for example, LiCoO 2 ), a lithium-containing nickel cobalt oxide (for example, LiNi 0.8 Co 0.2 O 2 ), or a lithium manganese composite oxide (for example, LiMn 2 O 4 , LiMnO 2 ) is used. This is preferable because a high voltage can be obtained.
前記導電剤としては、例えば、アセチレンブラック、カーボンブラック、黒鉛等を挙げることができる。前記正極の導電材の含有量は、正極活物質80〜95重量%の際に3〜20重量%の範囲にすることが好ましい。 Examples of the conductive agent include acetylene black, carbon black, and graphite. The content of the conductive material of the positive electrode is preferably in the range of 3 to 20% by weight when the positive electrode active material is 80 to 95% by weight.
前記結着剤は、活物質を集電体に保持させ、かつ活物質同士をつなぐ機能を有する。前記結着剤としては、例えば、ポリテトラフルオロエチレン(PTFE)、エチレン−プロピレン−ジエン共重合体(EPDM)、スチレン−ブタジエンゴム(SBR)、ポリフッ化ビニリデン(PVdF)等を用いることができる。 The binder has a function of holding the active material on the current collector and connecting the active materials to each other. Examples of the binder include polytetrafluoroethylene (PTFE), ethylene-propylene-diene copolymer (EPDM), styrene-butadiene rubber (SBR), and polyvinylidene fluoride (PVdF).
前記接着性を有する高分子は、非水電解液を保持した状態で高い接着性を維持できるものであることが望ましい。さらに、かかる高分子は、リチウムイオン伝導性が高いとなお好ましい。非水電解液を保持した状態で高い接着性を有し、かつリチウムイオン伝導性が高い高分子としては、例えば、ポリアクリロニトリル(PAN)、ポリアクリレート(PMMA)、ポリフッ化ビニリデン(PVdF)、ポリ塩化ビニル(PVC)及びポリエチレンオキサイド(PEO)から選ばれる1種以上のポリマー等を用いることができる。中でも、PVdFが好ましい。PVdFは、非水電解液を保持することができ、非水電解液を含むと一部ゲル化を生じるため、正極中のイオン伝導性をより向上することができる。 It is desirable that the polymer having adhesiveness is one that can maintain high adhesiveness while holding a nonaqueous electrolytic solution. Furthermore, it is more preferable that such a polymer has high lithium ion conductivity. Examples of the polymer having high adhesiveness while holding the non-aqueous electrolyte and having high lithium ion conductivity include polyacrylonitrile (PAN), polyacrylate (PMMA), polyvinylidene fluoride (PVdF), poly One or more polymers selected from vinyl chloride (PVC) and polyethylene oxide (PEO) can be used. Among these, PVdF is preferable. PVdF can hold a non-aqueous electrolyte and partly gelate when it contains a non-aqueous electrolyte, so that the ionic conductivity in the positive electrode can be further improved.
前記接着性高分子は、前記正極内において多孔質構造をとることが好ましい。多孔質構造を有する接着性高分子は、非水電解液を保持することができるため、正極の非水電解液保持量を増加させることができる。 The adhesive polymer preferably has a porous structure in the positive electrode. Since the adhesive polymer having a porous structure can hold the non-aqueous electrolyte, the amount of the non-aqueous electrolyte held by the positive electrode can be increased.
前記正極の結着剤及び接着性を有する高分子の含有量は、1〜10重量%の範囲内であることが好ましい。 The content of the positive electrode binder and adhesive polymer is preferably in the range of 1 to 10% by weight.
前記集電体としては、多孔質構造の導電性基板か、あるいは無孔の導電性基板を用いることができる。これら導電性基板は、例えば、アルミニウム、ステンレス、またはニッケルから形成することができる。 As the current collector, a conductive substrate having a porous structure or a non-porous conductive substrate can be used. These conductive substrates can be formed from, for example, aluminum, stainless steel, or nickel.
特に、前記集電体としては、直径3mm以下の孔が10cm2 当り1個以上の割合で存在する二次元的な多孔質構造を有する導電性基板を用いることが好ましい。すなわち、導電性基板に開口された孔の直径が3mmよりも大きくなると、十分な正極強度が得られなくなる恐れがある。一方、直径3mm以下の孔の存在割合が前記範囲よりも少なくなると、電極群に非水電解液を均一に浸透させることが困難になるため、十分なサイクル寿命が得られなくなる恐れがある。孔の直径は、0.1〜1mmの範囲にすることがより好ましい。また、孔の存在割合は、10cm2 当り10〜20個の範囲にすることがより好ましい。 In particular, as the current collector, it is preferable to use a conductive substrate having a two-dimensional porous structure in which holes having a diameter of 3 mm or less are present at a rate of 1 or more per 10 cm 2 . That is, when the diameter of the hole opened in the conductive substrate is larger than 3 mm, there is a possibility that sufficient positive electrode strength cannot be obtained. On the other hand, when the proportion of holes having a diameter of 3 mm or less is smaller than the above range, it is difficult to uniformly infiltrate the non-aqueous electrolyte into the electrode group, so that there is a possibility that a sufficient cycle life cannot be obtained. The diameter of the hole is more preferably in the range of 0.1 to 1 mm. Moreover, it is more preferable that the existence ratio of the holes is in the range of 10 to 20 per 10 cm 2 .
前述した直径3mm以下の孔が10cm2 当り1個以上の割合で存在する二次元的な多孔質構造を有する導電性基板は、厚さを15〜100μmの範囲にすることが好ましい。厚さを15μm未満にすると、十分な正極強度が得られなくなる恐れがある。一方、厚さが100μmを越えると、電池重量および電極群の厚さが増加し、薄型二次電池の重量エネルギー密度や、体積エネルギー密度を十分に高くすることが困難になる恐れがある。厚さのより好ましい範囲は、30〜80μmである。 The conductive substrate having a two-dimensional porous structure in which holes having a diameter of 3 mm or less are present at a rate of 1 or more per 10 cm 2 is preferably in the range of 15 to 100 μm. If the thickness is less than 15 μm, sufficient positive electrode strength may not be obtained. On the other hand, if the thickness exceeds 100 μm, the battery weight and the thickness of the electrode group increase, which may make it difficult to sufficiently increase the weight energy density and volume energy density of the thin secondary battery. A more preferable range of the thickness is 30 to 80 μm.
2)負極
前記負極は、負極層が集電体の片面もしくは両面に担持された構造を有する。前記負極は、空隙に接着性を有する高分子を保持する。
2) Negative electrode The negative electrode has a structure in which a negative electrode layer is supported on one side or both sides of a current collector. The negative electrode holds a polymer having adhesiveness in the voids.
前記負極層は、リチウムイオンを吸蔵・放出する炭素質物を含む。また、前記負極層は、接着性を有する高分子の他に、負極材料を結着する結着剤を含んでいても良い。 The negative electrode layer includes a carbonaceous material that occludes / releases lithium ions. The negative electrode layer may contain a binder for binding the negative electrode material in addition to the adhesive polymer.
前記活物質としては、例えば、リチウムイオンを吸蔵・放出する炭素質物を挙げることができる。前記炭素質物としては、黒鉛、コークス、炭素繊維、球状炭素などの黒鉛質材料もしくは炭素質材料、熱硬化性樹脂、等方性ピッチ、メソフェーズピッチ、メソフェーズピッチ系炭素繊維、メソフェーズ小球体など(特に、メソフェーズピッチ系炭素繊維が好ましい)に500〜3000℃で熱処理を施すことにより得られる黒鉛質材料または炭素質材料等を挙げることができる。中でも、前記熱処理の温度を2000℃以上にすることにより得られ、(002)面の面間隔d002 が0.340nm以下である黒鉛結晶を有する黒鉛質材料を用いるのが好ましい。このような黒鉛質材料を炭素質物として含む負極を備えた非水電解液二次電池は、電池容量および大電流特性を大幅に向上することができる。前記面間隔d002は、0.336nm以下であることが更に好ましい。 Examples of the active material include carbonaceous materials that occlude and release lithium ions. Examples of the carbonaceous material include graphite or carbonaceous materials such as graphite, coke, carbon fiber, and spherical carbon, thermosetting resin, isotropic pitch, mesophase pitch, mesophase pitch-based carbon fiber, mesophase microspheres, etc. And graphite materials or carbonaceous materials obtained by subjecting mesophase pitch-based carbon fibers to heat treatment at 500 to 3000 ° C. Among them, it is preferable to use a graphitic material having graphite crystals obtained by setting the temperature of the heat treatment to 2000 ° C. or more and having a (002) plane spacing d 002 of 0.340 nm or less. A nonaqueous electrolyte secondary battery including a negative electrode containing such a graphite material as a carbonaceous material can greatly improve battery capacity and large current characteristics. The spacing d 002 is more preferably at most 0.336 nm.
前記負極の前記炭素質物の含有量は、負極を作製した状態で5〜20g/m2の範囲にすることが好ましい。 The carbonaceous material content of the negative electrode is preferably in the range of 5 to 20 g / m 2 in a state where the negative electrode is produced.
前記結着剤は、活物質を集電体に保持させ、かつ活物質同士をつなぐ機能を有する。前記結着剤としては、例えば、ポリテトラフルオロエチレン(PTFE)、エチレン−プロピレン−ジエン共重合体(EPDM)、スチレン−ブタジエンゴム(SBR)、ポリフッ化ビニリデン(PVdF)、カルボキシメチルセルロース(CMC)等を用いることができる。 The binder has a function of holding the active material on the current collector and connecting the active materials to each other. Examples of the binder include polytetrafluoroethylene (PTFE), ethylene-propylene-diene copolymer (EPDM), styrene-butadiene rubber (SBR), polyvinylidene fluoride (PVdF), carboxymethyl cellulose (CMC), and the like. Can be used.
前記接着性を有する高分子は、非水電解液を保持した状態で高い接着性を維持できるものであることが望ましい。さらに、かかる高分子は、リチウムイオン伝導性が高いとなお好ましい。非水電解液を保持した状態で高い接着性を有し、かつリチウムイオン伝導性が高い高分子としては、前述した正極で説明したのと同様なものを挙げることができる。中でも、ポリフッ化ビニリデンが好ましい。ポリフッ化ビニリデンは、非水電解液を保持することができ、非水電解液を含むと一部ゲル化を生じるため、負極中のイオン伝導性をより向上することができる。 It is desirable that the polymer having adhesiveness is one that can maintain high adhesiveness while holding a nonaqueous electrolytic solution. Furthermore, it is more preferable that such a polymer has high lithium ion conductivity. Examples of the polymer having high adhesiveness while holding the non-aqueous electrolyte and having high lithium ion conductivity include the same polymers as those described above for the positive electrode. Among these, polyvinylidene fluoride is preferable. Polyvinylidene fluoride can hold a non-aqueous electrolyte and partly gelate when the non-aqueous electrolyte is included, so that the ionic conductivity in the negative electrode can be further improved.
前記接着性高分子は、前記負極内において多孔質構造をとることが好ましい。多孔質構造を有する接着性高分子は、非水電解液を保持することができるため、負極の非水電解液保持量を増加させることができる。 The adhesive polymer preferably has a porous structure in the negative electrode. Since the adhesive polymer having a porous structure can hold the non-aqueous electrolyte, the amount of the non-aqueous electrolyte held by the negative electrode can be increased.
前記負極の結着剤及び接着性を有する高分子の含有量は、1〜10重量%の範囲内であることが好ましい。 The content of the negative electrode binder and the polymer having adhesiveness is preferably in the range of 1 to 10% by weight.
前記集電体としては、多孔質構造の導電性基板か、あるいは無孔の導電性基板を用いることができる。これら導電性基板は、例えば、銅、ステンレス、またはニッケルから形成することができる。 As the current collector, a conductive substrate having a porous structure or a non-porous conductive substrate can be used. These conductive substrates can be formed from, for example, copper, stainless steel, or nickel.
特に、前記集電体としては、直径3mm以下の孔が10cm2 当り1個以上の割合で存在する二次元的な多孔質構造を有する導電性基板を用いることが好ましい。すなわち、導電性基板の孔の直径が3mmよりも大きくなると、十分な負極強度が得られなくなる恐れがある。一方、直径3mm以下の孔の存在割合が前記範囲よりも少なくなると、電極群に非水電解液を均一に浸透させることが困難になるため、十分なサイクル寿命が得られなくなる恐れがある。孔の直径は、0.1〜1mmの範囲にすることがより好ましい。また、孔の存在割合は、10cm2 当り10〜20個の範囲にすることがより好ましい。 In particular, as the current collector, it is preferable to use a conductive substrate having a two-dimensional porous structure in which holes having a diameter of 3 mm or less are present at a rate of 1 or more per 10 cm 2 . That is, when the diameter of the hole of the conductive substrate is larger than 3 mm, there is a possibility that sufficient negative electrode strength cannot be obtained. On the other hand, when the proportion of holes having a diameter of 3 mm or less is smaller than the above range, it is difficult to uniformly infiltrate the non-aqueous electrolyte into the electrode group, so that there is a possibility that a sufficient cycle life cannot be obtained. The diameter of the hole is more preferably in the range of 0.1 to 1 mm. Moreover, it is more preferable that the existence ratio of the holes is in the range of 10 to 20 per 10 cm 2 .
前述した直径3mm以下の孔が10cm2 当り1個以上の割合で存在する二次元的な多孔質構造を有する導電性基板は、厚さを10〜50μmの範囲にすることが好ましい。厚さを10μm未満にすると、十分な負極強度が得られなくなる恐れがある。一方、厚さが50μmを越えると、電池重量および電極群の厚さが増加し、薄型二次電池の重量エネルギー密度や、体積エネルギー密度を十分に高くすることが困難になる恐れがある。 The conductive substrate having a two-dimensional porous structure in which at least one hole having a diameter of 3 mm or less exists at a rate of 1 or more per 10 cm 2 is preferably in the range of 10 to 50 μm. If the thickness is less than 10 μm, sufficient negative electrode strength may not be obtained. On the other hand, if the thickness exceeds 50 μm, the weight of the battery and the thickness of the electrode group increase, and it may be difficult to sufficiently increase the weight energy density and volume energy density of the thin secondary battery.
前記負極の端部のうち少なくとも一端部を前記正極に比べて突出させることが好ましい。このような構成にすると、前記負極の端部への電流集中を緩和することができ、サイクル寿命及び安全性を向上することができる。中でも、前記負極の全ての端部を前記正極から突出させることが望ましい。 It is preferable that at least one end portion of the end portion of the negative electrode protrudes compared to the positive electrode. With such a configuration, current concentration at the end of the negative electrode can be relaxed, and cycle life and safety can be improved. In particular, it is desirable to project all end portions of the negative electrode from the positive electrode.
前記負極としては、前述したリチウムイオンを吸蔵・放出する炭素質物を含むものの他に、金属酸化物か、金属硫化物か、もしくは金属窒化物を含むものや、リチウム金属またはリチウム合金からなるものを用いることができる。 As the negative electrode, in addition to the above-described carbonaceous material that occludes / releases lithium ions, a metal oxide, a metal sulfide, a metal nitride, or a lithium metal or lithium alloy is used. Can be used.
前記金属酸化物としては、例えば、スズ酸化物、ケイ素酸化物、リチウムチタン酸化物、ニオブ酸化物、タングステン酸化物等を挙げることができる。 Examples of the metal oxide include tin oxide, silicon oxide, lithium titanium oxide, niobium oxide, and tungsten oxide.
前記金属硫化物としては、例えば、スズ硫化物、チタン硫化物等を挙げることができる。 Examples of the metal sulfide include tin sulfide and titanium sulfide.
前記金属窒化物としては、例えば、リチウムコバルト窒化物、リチウム鉄窒化物、リチウムマンガン窒化物等を挙げることができる。 Examples of the metal nitride include lithium cobalt nitride, lithium iron nitride, and lithium manganese nitride.
前記リチウム合金としては、例えば、リチウムアルミニウム合金、リチウムスズ合金、リチウム鉛合金、リチウムケイ素合金等を挙げることができる。 Examples of the lithium alloy include a lithium aluminum alloy, a lithium tin alloy, a lithium lead alloy, and a lithium silicon alloy.
3)セパレータ
このセパレータは、例えば、多孔質シートの空隙に少なくとも接着性を有する高分子が保持されたものを用いることができる。
3) Separator As this separator, for example, a separator in which a polymer having at least adhesiveness is held in the voids of the porous sheet can be used.
前記多孔質シートとしては、例えば、多孔質フィルム、もしくは不織布を用いることができる。前記多孔質シートは、例えば、ポリオレフィン及びセルロースから選ばれる少なくとも1種類の材料からなることが好ましい。前記ポリオレフィンとしては、例えば、ポリエチレン、ポリプロピレンを挙げることができる。中でも、ポリエチレンか、あるいはポリプロピレン、または両者からなる多孔質フィルムは、二次電池の安全性を向上できるため、好ましい。 For example, a porous film or a non-woven fabric can be used as the porous sheet. The porous sheet is preferably made of at least one material selected from, for example, polyolefin and cellulose. Examples of the polyolefin include polyethylene and polypropylene. Among these, a porous film made of polyethylene, polypropylene, or both is preferable because it can improve the safety of the secondary battery.
前記接着性を有する高分子は、非水電解液を保持した状態で高い接着性を維持できるものであることが望ましい。さらに、かかる高分子は、リチウムイオン伝導性が高いとなお好ましい。非水電解液を保持した状態で高い接着性を有し、かつリチウムイオン伝導性が高い高分子としては、前述した正極で説明したのと同様なものを挙げることができる。中でも、ポリフッ化ビニリデンが好ましい。ポリフッ化ビニリデンは、非水電解液を保持することができ、非水電解液を含むと一部ゲル化を生じるため、セパレータのイオン伝導性をより向上することができる。 It is desirable that the polymer having adhesiveness is one that can maintain high adhesiveness while holding a nonaqueous electrolytic solution. Furthermore, it is more preferable that such a polymer has high lithium ion conductivity. Examples of the polymer having high adhesiveness while holding the non-aqueous electrolyte and having high lithium ion conductivity include the same polymers as those described above for the positive electrode. Among these, polyvinylidene fluoride is preferable. Polyvinylidene fluoride can hold a non-aqueous electrolyte, and when the non-aqueous electrolyte is included, it partially gels, so that the ionic conductivity of the separator can be further improved.
前記接着性高分子は、前記セパレータ内において多孔質構造をとることが好ましい。多孔質構造を有する接着性高分子は、非水電解液を保持することができるため、セパレータの非水電解液保持量を増加させることができる。 The adhesive polymer preferably has a porous structure in the separator. Since the adhesive polymer having a porous structure can hold the non-aqueous electrolyte, the amount of the non-aqueous electrolyte held by the separator can be increased.
前記セパレータの接着性を有する高分子の含有量は、10重量%以下にすることが好ましい。含有量が10重量%を超えると、非水電解液のイオン伝導性が低下する恐れがあるため、大電流放電特性及びサイクル寿命を十分に改善できなくなる恐れがある。より好ましい範囲は5重量%以下で、さらに好ましい範囲は1重量%以下である。また、含有量の下限値は、1×10-5にすることが好ましい。含有量が1×10-5重量%より少なくなると、セパレータと正極との接着強度並びにセパレータと負極との接着強度を十分に高めることが困難になる恐れがあるため、大電流放電特性及びサイクル寿命を十分に改善できなくなる恐れがあるからである。よって、含有量は1×10-5〜10重量%の範囲にすることが好ましい。下限値のより好ましい範囲は1×10-4重量%で、さらに好ましい値は1×10-3重量%である。 The content of the polymer having adhesiveness in the separator is preferably 10% by weight or less. If the content exceeds 10% by weight, the ionic conductivity of the nonaqueous electrolytic solution may be lowered, and therefore, the large current discharge characteristics and cycle life may not be sufficiently improved. A more preferred range is 5% by weight or less, and a further preferred range is 1% by weight or less. Further, the lower limit of the content is preferably 1 × 10 −5 . If the content is less than 1 × 10 −5 wt%, it may be difficult to sufficiently increase the adhesion strength between the separator and the positive electrode and the adhesion strength between the separator and the negative electrode. This is because there is a possibility that it cannot be improved sufficiently. Therefore, the content is preferably in the range of 1 × 10 −5 to 10% by weight. A more preferable range of the lower limit is 1 × 10 −4 wt%, and a more preferable value is 1 × 10 −3 wt%.
前記セパレータは、接着性を有する高分子の濃度が均一でも良いが、接着性を有する高分子の濃度にムラがあっても良い。中でも、内部の接着性を有する高分子の濃度が、正極または負極と対向する表面における接着性を有する高分子の濃度に比べて低いことが望ましい。特に、セパレータの厚さ方向の中心部における接着性を有する高分子の濃度が、正極または負極と対向する表面における接着性を有する高分子の濃度に比べて低いことが好ましい。 In the separator, the concentration of the polymer having adhesiveness may be uniform, but the concentration of the polymer having adhesiveness may be uneven. In particular, it is desirable that the concentration of the polymer having adhesiveness is lower than the concentration of the polymer having adhesiveness on the surface facing the positive electrode or the negative electrode. In particular, it is preferable that the concentration of the polymer having adhesiveness at the central portion in the thickness direction of the separator is lower than the concentration of the polymer having adhesiveness on the surface facing the positive electrode or the negative electrode.
前記多孔質シートの厚さは、30μm以下にすることが好ましい。厚さが30μmを越えると、正負極間の距離が大きくなって内部抵抗が大きくなる恐れがある。また、厚さの下限値は、5μmにすることが好ましい。厚さを5μm未満にすると、セパレータの強度が著しく低下して内部ショートが生じやすくなる恐れがある。厚さの上限値は、25μmにすることがより好ましく、また、下限値は10μmにすることがより好ましい。 The thickness of the porous sheet is preferably 30 μm or less. If the thickness exceeds 30 μm, the distance between the positive and negative electrodes may be increased and the internal resistance may be increased. Further, the lower limit value of the thickness is preferably 5 μm. If the thickness is less than 5 μm, the strength of the separator is remarkably lowered and an internal short circuit is likely to occur. The upper limit value of the thickness is more preferably 25 μm, and the lower limit value is more preferably 10 μm.
前記多孔質シートは、120℃、1時間での熱収縮率が20%以下であることが好ましい。前記熱収縮率が20%を越えると、正負極およびセパレータの接着強度を十分なものにすることが困難になる恐れがある。前記熱収縮率は、15%以下にすることがより好ましい。 The porous sheet preferably has a heat shrinkage rate of 20% or less at 120 ° C. for 1 hour. If the heat shrinkage rate exceeds 20%, it may be difficult to make the adhesive strength between the positive and negative electrodes and the separator sufficient. The heat shrinkage rate is more preferably 15% or less.
前記多孔質シートは、多孔度が30〜60%の範囲であることが好ましい。これは次のような理由によるものである。多孔度を30%未満にすると、セパレータにおいて高い電解液保持性を得ることが困難になる恐れがある。一方、多孔度が60%を越えると、十分なセパレータ強度を得られなくなる恐れがある。多孔度のより好ましい範囲は、35〜50%である。 The porous sheet preferably has a porosity in the range of 30 to 60%. This is due to the following reason. If the porosity is less than 30%, it may be difficult to obtain high electrolyte retention in the separator. On the other hand, if the porosity exceeds 60%, sufficient separator strength may not be obtained. A more preferable range of the porosity is 35 to 50%.
前記多孔質シートは、空気透過率が600秒/100cm3 以下であることが好ましい。空気透過率が600秒/100cm3 を越えると、セパレータにおいて高いリチウムイオン移動度を得ることが困難になる恐れがある。また、空気透過率の下限値は、100秒/100cm3 にすることが好ましい。空気透過率を100秒/100cm3 未満にすると、十分なセパレータ強度を得られなくなる恐れがあるからである。空気透過率の上限値は500秒/100cm3 にすることがより好ましく、更に好ましい範囲は400秒/100cm3 である。また、下限値は150秒/100cm3 にすることより好ましい。 The porous sheet preferably has an air permeability of 600 seconds / 100 cm 3 or less. If the air permeability exceeds 600 seconds / 100 cm 3 , it may be difficult to obtain high lithium ion mobility in the separator. Further, the lower limit value of the air permeability is preferably 100 seconds / 100 cm 3 . This is because if the air permeability is less than 100 seconds / 100 cm 3 , sufficient separator strength may not be obtained. The upper limit value of the air permeability is more preferably 500 seconds / 100 cm 3, and still more preferably 400 seconds / 100 cm 3 . The lower limit is more preferably 150 seconds / 100 cm 3 .
前記セパレータの端部のうち少なくとも一端を前記正極または前記負極に比べて突出させることが好ましい。このような構成にすると、電池を誤って落下させる等により電池に衝撃が加わった際や、100℃以上の高温環境下で使用し、セパレータが熱収縮した際に内部短絡が生じるのを抑制することができる。中でも、セパレータの全ての端部を前記正極または前記負極に比べて突出させることが望ましい。また、前記正極の少なくとも一端部を前記負極に比べて突出させたり、あるいは前記負極の少なくとも一端部を前記正極に比べて突出させる場合、突出した電極端部に比べてセパレータの端部を突き出させることが望ましい。特に、前記負極の少なくとも一端部を前記正極に比べて突出させると共に、突出した負極端部に比べてセパレータの端部を突出させることが好ましい。 It is preferable that at least one end of the end portion of the separator protrudes compared to the positive electrode or the negative electrode. With such a configuration, when an impact is applied to the battery by accidentally dropping the battery or when the battery is used in a high-temperature environment of 100 ° C. or higher, an internal short circuit is prevented from occurring when the separator is thermally contracted. be able to. Among them, it is desirable to project all the end portions of the separator as compared with the positive electrode or the negative electrode. In addition, when at least one end of the positive electrode protrudes compared to the negative electrode, or when at least one end of the negative electrode protrudes compared to the positive electrode, the end of the separator protrudes compared to the protruding electrode end. It is desirable. In particular, it is preferable that at least one end of the negative electrode protrudes compared to the positive electrode, and the end of the separator protrudes compared to the protruding negative electrode end.
前記セパレータの端部のうち少なくとも一端を前記正極または前記負極に比べて突出させる際、突出長さは0.25〜2mmの範囲にすることが好ましい。これは次のような理由によるものである。突出長さを0.25mmより短くすると、内部短絡発生率を低減することが困難になる恐れがある。一方、突出長さが2mmを超えると、電池の体積エネルギー密度が低下する恐れがある。より好ましい範囲は、0.5〜1.5mmである。但し、前記正極の少なくとも一端部を前記負極に比べて突出させたり、あるいは前記負極の少なくとも一端部を前記正極に比べて突出させる場合、突出長さは突出した電極端部を基準にして設定する。 When projecting at least one end of the end portion of the separator as compared with the positive electrode or the negative electrode, the projecting length is preferably in the range of 0.25 to 2 mm. This is due to the following reason. If the protruding length is shorter than 0.25 mm, it may be difficult to reduce the internal short-circuit occurrence rate. On the other hand, if the protruding length exceeds 2 mm, the volume energy density of the battery may be reduced. A more preferable range is 0.5 to 1.5 mm. However, when at least one end of the positive electrode protrudes compared to the negative electrode, or when at least one end of the negative electrode protrudes compared to the positive electrode, the protruding length is set based on the protruding electrode end. .
前記セパレータの端部のうち少なくとも一端を前記正極または前記負極に比べて突出させる際、突出した端部に接着性を有する高分子が保持されていることが好ましい。このような構成にすると、突出しているセパレータ端部の強度を高めることができるため、内部短絡発生率をさらに低減することができる。 When at least one end of the end portion of the separator is protruded as compared with the positive electrode or the negative electrode, it is preferable that a polymer having adhesiveness is held at the protruded end portion. With such a configuration, the strength of the protruding separator end can be increased, so that the internal short-circuit occurrence rate can be further reduced.
前記正極、負極及びセパレータ中の接着性を有する高分子の種類は、三者で同一にすることが好ましい。このような構成にすると、正極とセパレータの接着強度及び負極とセパレータの接着強度を十分に高めることができるため、大電流放電特性及びサイクル特性を更に向上することができる。 It is preferable that three types of the polymer having adhesiveness in the positive electrode, the negative electrode, and the separator are the same. With such a configuration, since the adhesive strength between the positive electrode and the separator and the adhesive strength between the negative electrode and the separator can be sufficiently increased, the large current discharge characteristics and the cycle characteristics can be further improved.
4)非水電解液
前記非水電解液は、非水溶媒に電解質を溶解することにより調製される液体状電解液である。
4) Non-aqueous electrolyte The non-aqueous electrolyte is a liquid electrolyte prepared by dissolving an electrolyte in a non-aqueous solvent.
前記非水溶媒としては、リチウム二次電池の溶媒として公知の非水溶媒を用いることができ、特に限定はされないが、プロピレンカーボネート(PC)やエチレンカーボネート(EC)と前記PCやECより低粘度であり且つドナー数が18以下である1種以上の非水溶媒(以下第2溶媒と称す)との混合溶媒を主体とする非水溶媒を用いることが好ましい。 As the non-aqueous solvent, a known non-aqueous solvent can be used as a solvent for a lithium secondary battery, and is not particularly limited, but propylene carbonate (PC) or ethylene carbonate (EC) and a viscosity lower than that of the PC or EC. It is preferable to use a non-aqueous solvent mainly composed of a mixed solvent with one or more kinds of non-aqueous solvents (hereinafter referred to as second solvent) having a donor number of 18 or less.
前記第2種の溶媒としては、例えば鎖状カーボンが好ましく、中でもジメチルカーボネート(DMC)、メチルエチルカーボネート(MEC)、ジエチルカーボネート(DEC)、プロピオン酸エチル、プロピオン酸メチル、γ−ブチロラクトン(γ−BL)、アセトニトリル(AN)、酢酸エチル(EA)、トルエン、キシレンまたは、酢酸メチル(MA)などが挙げられる。これらの第2の溶媒は、単独または2種以上の混合物の形態で用いることができる。特に、前記第2種の溶媒はドナー数が16.5以下であることがより好ましい。 As the second type of solvent, for example, chain carbon is preferable, among which dimethyl carbonate (DMC), methyl ethyl carbonate (MEC), diethyl carbonate (DEC), ethyl propionate, methyl propionate, γ-butyrolactone (γ- BL), acetonitrile (AN), ethyl acetate (EA), toluene, xylene or methyl acetate (MA). These second solvents can be used alone or in the form of a mixture of two or more. In particular, the second type solvent preferably has a donor number of 16.5 or less.
前記第2溶媒の粘度は、25℃において28mp以下であることが好ましい。前記混合溶媒中の前記エチレンカーボネートまたはプロピレンカーボネートの配合量は、体積比率で10〜80%であることが好ましい。より好ましい前記エチレンカーボネートまたはプロピレンカーボネートの配合量は体積比率で20〜75%である。 The viscosity of the second solvent is preferably 28 mp or less at 25 ° C. The blending amount of the ethylene carbonate or propylene carbonate in the mixed solvent is preferably 10 to 80% by volume ratio. The blending amount of the ethylene carbonate or propylene carbonate is more preferably 20 to 75% by volume ratio.
前記混合溶媒のより好ましい組成は、ECとMEC、ECとPCとMEC、ECとMECとDEC、ECとMECとDMC、ECとMECとPCとDECの混合溶媒で、MECの体積比率は30〜80%とすることが好ましい。より好ましいMECの体積比率は、40〜70%の範囲である。 More preferable composition of the mixed solvent is EC and MEC, EC and PC and MEC, EC and MEC and DEC, EC and MEC and DMC, EC and MEC, PC and DEC mixed solvent, and the volume ratio of MEC is 30 to 30. 80% is preferable. A more preferable MEC volume ratio is in the range of 40 to 70%.
前記非水電解液に含まれる電解質としては、例えば過塩素酸リチウム(LiClO4 )、六フッ化リン酸リチウム(LiPF6 )、ホウフッ化リチウム(LiBF4 )、六フッ化砒素リチウム(LiAsF6 )、トリフルオロメタスルホン酸リチウム(LiCF3 SO3 )、ビストリフルオロメチルスルホニルイミドリチウム[LiN(CF3 SO2 )2 ]などのリチウム塩(電解質)が挙げられる。中でもLiPF6 、LiBF4 を用いるのが好ましい。 Examples of the electrolyte contained in the non-aqueous electrolyte include lithium perchlorate (LiClO 4 ), lithium hexafluorophosphate (LiPF 6 ), lithium borofluoride (LiBF 4 ), and lithium arsenic hexafluoride (LiAsF 6 ). And lithium salts (electrolytes) such as lithium trifluorometasulfonate (LiCF 3 SO 3 ) and lithium bistrifluoromethylsulfonylimide [LiN (CF 3 SO 2 ) 2 ]. Of these, LiPF 6 and LiBF 4 are preferably used.
前記電解質の前記非水溶媒に対する溶解量は、0.5〜2.0モル/1とすることが望ましい。 The amount of the electrolyte dissolved in the non-aqueous solvent is preferably 0.5 to 2.0 mol / 1.
前記非水電解液の量は、電池単位容量100mAh当たり0.2〜0.6gにすることが好ましい。これは次のような理由によるものである。非水電解液量を0.2g/100mAh未満にすると、正極と負極のイオン伝導度を十分に保つことができなくなる恐れがある。一方、非水電解液量が0.6g/100mAhを越えると、電解液が多量になるため、フィルム製外装材を用いた際に封止が困難になる恐れがある。非水電解液量のより好ましい範囲は、0.4〜0.55g/100mAhである。 The amount of the non-aqueous electrolyte is preferably 0.2 to 0.6 g per 100 mAh of battery unit capacity. This is due to the following reason. If the amount of the non-aqueous electrolyte is less than 0.2 g / 100 mAh, the ionic conductivity of the positive electrode and the negative electrode may not be sufficiently maintained. On the other hand, when the amount of the non-aqueous electrolyte exceeds 0.6 g / 100 mAh, the amount of the electrolyte becomes large, which may make sealing difficult when using a film exterior material. A more preferable range of the amount of the non-aqueous electrolyte is 0.4 to 0.55 g / 100 mAh.
5)外装材
この外装材には、例えば、金属缶、または水分を遮断する機能を有するフィルムを用いることができる。前記フィルムとしては、例えば、金属層と、前記金属層の少なくとも一部に形成された可撓性を有する合成樹脂層とを含むラミネートフィルムを挙げることができる。前記金属層は、例えば、アルミニウム、ステンレス、鉄、銅、ニッケル等を挙げることができる。中でも、軽量なアルミニウムが好ましい。また、前記合成樹脂としては、例えば、ポリエチレン、ポリプロピレン等を挙げることができる。
5) Exterior material As this exterior material, for example, a metal can or a film having a function of blocking moisture can be used. Examples of the film include a laminate film including a metal layer and a flexible synthetic resin layer formed on at least a part of the metal layer. Examples of the metal layer include aluminum, stainless steel, iron, copper, and nickel. Among these, lightweight aluminum is preferable. Examples of the synthetic resin include polyethylene and polypropylene.
前記フィルム製外装材の厚さは50〜300μmの範囲内であることが好ましい。これは次のような理由によるものである。厚さが50μmより薄いと、変形や破損し易くなる。一方、厚さが300μmより厚いと、高い重量エネルギー密度を得られなくなる恐れがある。厚さのさらに望ましい範囲は、80〜150μmである。 The thickness of the film exterior material is preferably in the range of 50 to 300 μm. This is due to the following reason. When the thickness is less than 50 μm, deformation and breakage are likely to occur. On the other hand, if the thickness is larger than 300 μm, there is a possibility that a high weight energy density cannot be obtained. A more desirable range of thickness is 80 to 150 μm.
前記フィルム製外装材を用いる場合、前記電極群がその表面の少なくとも一部に形成された接着層により前記外装材の内面に接着されていることが望ましい。このような構成にすると、前記電極群の表面に前記外装材を固定することができるため、電解液が電極群と外装材の間に浸透するのを抑えることができる。 When the film exterior material is used, it is desirable that the electrode group is adhered to the inner surface of the exterior material by an adhesive layer formed on at least a part of the surface thereof. With such a configuration, since the exterior material can be fixed to the surface of the electrode group, it is possible to prevent the electrolyte from penetrating between the electrode group and the exterior material.
前記接着層は、接着性を有する高分子を含むものが好ましい。前記接着性を有する高分子は、非水電解液を保持した状態で高い接着性を維持できるものであることが望ましい。さらに、かかる高分子は、リチウムイオン伝導性が高いとなお好ましい。非水電解液を保持した状態で高い接着性を有し、かつリチウムイオン伝導性が高い高分子としては、前述した正極で説明したのと同様なものを挙げることができる。中でも、ポリフッ化ビニリデンが好ましい。 The adhesive layer preferably contains an adhesive polymer. It is desirable that the polymer having adhesiveness is one that can maintain high adhesiveness while holding a nonaqueous electrolytic solution. Furthermore, it is more preferable that such a polymer has high lithium ion conductivity. Examples of the polymer having high adhesiveness while holding the non-aqueous electrolyte and having high lithium ion conductivity include the same polymers as those described above for the positive electrode. Among these, polyvinylidene fluoride is preferable.
前記接着層は、多孔質構造をとることが好ましい。多孔質構造を有する接着層は、電極群の非水電解液保持量を増加させることができる。 The adhesive layer preferably has a porous structure. The adhesive layer having a porous structure can increase the amount of the non-aqueous electrolyte retained in the electrode group.
前記電池に含まれる接着性高分子の総量は、電池容量100mAh当たり0.2〜6mgにすることが好ましい。これは次のような理由によるものである。接着性を有する高分子の総量を電池容量100mAh当たり0.2mg未満にすると、正極とセパレータの接着強度及び負極とセパレータの接着強度を十分に向上させることが困難になる恐れがある。一方、前記総量が電池容量100mAh当たり6mgを越えると、二次電池のリチウムイオン伝導度の低下や、内部抵抗の上昇を招く恐れがあり、放電容量、大電流放電特性及び充放電サイクル寿命を充分に改善することが困難になる恐れがある。接着性を有する高分子の総量のより好ましい範囲は、電池容量100mAh当たり0.5〜3mgである。 The total amount of the adhesive polymer contained in the battery is preferably 0.2 to 6 mg per 100 mAh of battery capacity. This is due to the following reason. If the total amount of the polymer having adhesiveness is less than 0.2 mg per 100 mAh of battery capacity, it may be difficult to sufficiently improve the adhesive strength between the positive electrode and the separator and the adhesive strength between the negative electrode and the separator. On the other hand, if the total amount exceeds 6 mg per 100 mAh of battery capacity, the lithium ion conductivity of the secondary battery may be reduced and the internal resistance may be increased, and the discharge capacity, large current discharge characteristics, and charge / discharge cycle life are sufficient. It may be difficult to improve. A more preferable range of the total amount of the polymer having adhesiveness is 0.5 to 3 mg per 100 mAh of battery capacity.
電池に含まれる接着性高分子の総量を電池容量100mAh当たり0.2〜6mgにする際、非水電解液の量を電池単位容量100mAh当たり0.2〜0.6gにすることが好ましい。 When the total amount of the adhesive polymer contained in the battery is 0.2 to 6 mg per 100 mAh of battery capacity, the amount of the nonaqueous electrolyte is preferably 0.2 to 0.6 g per 100 mAh of battery capacity.
以下、本発明に係わる第1、第2の非水電解液二次電池の一例である薄型リチウムイオン二次電池を図1〜図4を参照して説明する。 A thin lithium ion secondary battery as an example of the first and second nonaqueous electrolyte secondary batteries according to the present invention will be described below with reference to FIGS.
図1は本発明に係わる第1、第2の非水電解液二次電池の一例を示す断面図、図2は図1のA部を示す拡大断面図、図3は図1の二次電池における正極、セパレータ及び負極の境界付近を示す模式図である。 FIG. 1 is a cross-sectional view showing an example of first and second nonaqueous electrolyte secondary batteries according to the present invention, FIG. 2 is an enlarged cross-sectional view showing part A of FIG. 1, and FIG. 3 is a secondary battery of FIG. It is a schematic diagram which shows the boundary vicinity of the positive electrode in FIG., A separator, and a negative electrode.
図1に示すように、例えばラミネートフィルムからなる外装材1は、電極群2を包囲している。前記電極群2は、正極、負極及びセパレータからなる積層物を渦巻き状に捲回し、得られた捲回物を径方向に圧縮成形した構造を有する。前記積層物は、図2に示すように、セパレータ3、正極層4、正極集電体5、正極層4、セパレータ3、負極層6、負極集電体7、負極層6、セパレータ3、正極層4、正極集電体5、正極層4、セパレータ3,負極層6、及び負極集電体7がこの順番に積層されたものからなる。前記電極群2は、最外層に前記負極集電体7が位置している。前記電極群2の表面は、接着部8が存在している。前記外装材1の内面は、前記接着部8に接着されている。図3に示すように、正極層4,セパレータ3及び負極層6の空隙には、接着性を有する高分子9がそれぞれ保持されている。前記正極及び前記セパレータ3は、前記正極層4、セパレータ3並びに正極層4とセパレータ3の境界に点在した接着性を有する高分子9により接着されている。一方、前記負極及び前記セパレータ3は、前記負極層6、セパレータ3並びに負極層6とセパレータ3の境界に点在した接着性を有する高分子9により接着されている。非水電解液は、前記外装材1内の前記電極群2に含浸されている。帯状の正極リード10は、一端が前記電極群2の前記正極集電体5に接続され、かつ他端が前記外装材1から延出されている。一方、帯状の負極リード11は、一端が前記電極群2の前記負極集電体7に接続され、かつ他端が前記外装材1から延出されている。
As shown in FIG. 1, an
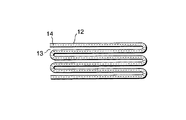
また、前述した図1においては、複数の正極及び負極を含む積層物を渦巻き状に捲回した後、径方向に圧縮した構造を有する電極群を用いる例を説明したが、図4に示すように1枚の正極12及び1枚の負極13をその間にセパレータ14を介して渦巻き状に捲回した後、径方向に圧縮した構造を有する電極群を用いても良い。
In addition, in FIG. 1 described above, an example in which an electrode group having a structure in which a laminate including a plurality of positive electrodes and negative electrodes is spirally wound and then compressed in the radial direction has been described, as shown in FIG. Alternatively, an electrode group having a structure in which one
また、前述した図1においては、正極及び負極をその間にセパレータを介して渦巻き状に捲回した後、径方向に圧縮した構造を有する電極群を用いる例を説明したが、正極及び負極をセパレータを介して折り曲げた構造を有する電極群を用いても良い。この一例を図5に示す。図5に示すように、電極群は、正極12及び負極13をその間にセパレータ14を介し、負極13同士が接するように複数回(例えば5回)折り曲げた構造を有する。
Further, in FIG. 1 described above, an example in which an electrode group having a structure in which a positive electrode and a negative electrode are wound in a spiral shape through a separator therebetween and then compressed in a radial direction has been described. An electrode group having a structure bent through the electrode may be used. An example of this is shown in FIG. As shown in FIG. 5, the electrode group has a structure in which the
なお、前述した図1においては、電極群2の表面全体に接着部8を形成したが、外装材1と電極群2の間に非水電解液が浸透するのを抑制できるのであれば、電極群2の表面の一部に形成されていても良い。中でも、少なくとも最外周に接着部を形成することが好ましい。また、前述した折り曲げた構造を有する電極群の場合、接着部は少なくとも側面に形成されていることが望ましい。
In FIG. 1 described above, the
本発明に係る第1,第2の非水電解液二次電池は、例えば、以下に説明する方法で製造される。 The first and second nonaqueous electrolyte secondary batteries according to the present invention are manufactured, for example, by the method described below.
(第1工程)
正極及び負極の間に、接着性を有する高分子未保持のセパレータとして多孔質シートを介在させ、電極群を作製する。
(First step)
Between the positive electrode and the negative electrode, a porous sheet is interposed as a separator having no adhesive polymer, and an electrode group is prepared.
前記電極群は、正極と負極をその間に接着性を有する高分子未保持のセパレータを介して渦巻き状に捲回するか、もしくは渦巻き状に捲回した後、径方向に圧縮するか、あるいは正極と負極をその間に接着性を有する高分子未保持のセパレータを介して複数回折り曲げることにより作製されることが望ましい。このような方法で作製すると、後述する第2工程において、正極、負極及びセパレータに接着性を有する高分子の溶液を浸透させつつ、正極とセパレータの境界及び負極とセパレータの境界全体に前記溶液が浸透するのを防止することができる。その結果、正極、負極及びセパレータに接着性を有する高分子を点在させることが可能になると共に、正極とセパレータの境界及び負極とセパレータの境界に接着性を有する高分子を点在させることができる。 In the electrode group, the positive electrode and the negative electrode are spirally wound through a separator having no polymer between them, or wound in a spiral shape and then compressed in the radial direction, or the positive electrode It is desirable that the negative electrode is fabricated by bending a plurality of times through a separator having no polymer between them and having an adhesive property therebetween. When produced by such a method, in the second step to be described later, while the polymer solution having adhesiveness is infiltrated into the positive electrode, the negative electrode, and the separator, the solution is applied to the entire boundary between the positive electrode and the separator and between the negative electrode and the separator. Infiltration can be prevented. As a result, it is possible to intersperse the polymer having adhesiveness to the positive electrode, the negative electrode and the separator, and to interpose the polymer having adhesiveness to the boundary between the positive electrode and the separator and the boundary between the negative electrode and the separator. it can.
前記正極は、例えば、正極活物質に導電剤および結着剤を適当な溶媒に懸濁し、この懸濁物を集電体に塗布、乾燥して薄板状にすることにより作製される。前記正極活物質、導電剤、結着剤及び集電体としては、前述した(1)正極の欄で説明したのと同様なものを挙げることができる。 The positive electrode is produced, for example, by suspending a conductive agent and a binder in an appropriate solvent in a positive electrode active material, applying the suspension to a current collector, and drying to form a thin plate. Examples of the positive electrode active material, the conductive agent, the binder, and the current collector include the same materials as those described in the section of (1) Positive electrode described above.
前記負極は、例えば、リチウムイオンを吸蔵・放出する炭素質物と結着剤とを溶媒の存在下で混練し、得られた懸濁物を集電体に塗布し、乾燥した後、所望の圧力で1回プレスもしくは2〜5回多段階プレスすることにより作製される。前記炭素質物、結着剤及び集電体としては、前述した(2)負極の欄で説明したのと同様なものを挙げることができる。 The negative electrode is, for example, kneaded with a carbonaceous material that occludes / releases lithium ions and a binder in the presence of a solvent, and the resulting suspension is applied to a current collector and dried, followed by a desired pressure. It is produced by pressing once or multistage pressing 2-5 times. Examples of the carbonaceous material, the binder, and the current collector include the same materials as those described in the section of (2) Negative electrode.
前記多孔質シートとしては、前述した(3)セパレータの欄で説明したのと同様なものを用いることができる。 As the porous sheet, the same sheet as described in the section of (3) Separator described above can be used.
(第2工程)
袋状のフィルム製外装材内に前記電極群を積層面が前記外装材の開口部から見えるように収納する。溶媒に接着性を有する高分子を溶解させることにより得られた溶液を前記外装材内の電極群に注入し、前記溶液を前記電極群に含浸させる。
(Second step)
The electrode group is housed in a bag-shaped film exterior material so that the laminated surface can be seen from the opening of the exterior material. A solution obtained by dissolving a polymer having adhesiveness in a solvent is injected into the electrode group in the exterior material, and the electrode group is impregnated with the solution.
前記フィルム製外装材しては、前述した(5)外装材の欄で説明したのと同様なものを挙げることができる。 Examples of the film exterior material include those described in the section of (5) exterior material described above.
前記接着性を有する高分子は、非水電解液を保持した状態で高い接着性を維持できるものであることが望ましい。さらに、かかる高分子は、リチウムイオン伝導性が高いとなお好ましい。非水電解液を保持した状態で高い接着性を有し、かつリチウムイオン伝導性が高い高分子としては、前述した正極で説明したのと同様なものを挙げることができる。中でも、ポリフッ化ビニリデンが好ましい。 It is desirable that the polymer having adhesiveness is one that can maintain high adhesiveness while holding a nonaqueous electrolytic solution. Furthermore, it is more preferable that such a polymer has high lithium ion conductivity. Examples of the polymer having high adhesiveness while holding the non-aqueous electrolyte and having high lithium ion conductivity include the same polymers as those described above for the positive electrode. Among these, polyvinylidene fluoride is preferable.
前記溶媒には、沸点が200℃以下の有機溶媒を用いることが望ましい。かかる有機溶媒としては、例えば、ジメチルフォルムアミド(沸点153℃)を挙げることができる。有機溶媒の沸点が200℃を越えると、後述する真空乾燥の温度を100℃以下にした際、乾燥時間が長く掛かる恐れがある。また、有機溶媒の沸点の下限値は、50℃にすることが好ましい。有機溶媒の沸点を50℃未満にすると、前記溶液を電極群に注入している間に前記有機溶媒が蒸発してしまう恐れがある。沸点の上限値は、180℃にすることがさらに好ましく、また、沸点の下限値は100℃にすることがさらに好ましい。 As the solvent, it is desirable to use an organic solvent having a boiling point of 200 ° C. or lower. An example of such an organic solvent is dimethylformamide (boiling point 153 ° C.). If the boiling point of the organic solvent exceeds 200 ° C., the drying time may take a long time when the vacuum drying temperature described below is set to 100 ° C. or lower. The lower limit of the boiling point of the organic solvent is preferably 50 ° C. If the boiling point of the organic solvent is less than 50 ° C., the organic solvent may evaporate while the solution is injected into the electrode group. The upper limit of the boiling point is more preferably 180 ° C., and the lower limit of the boiling point is further preferably 100 ° C.
前記溶液中の接着性高分子の濃度は、0.1〜2.5重量%の範囲にすることが好ましい。これは次のような理由によるものである。前記濃度を0.1重量%未満にすると、正極とセパレータ並びに負極とセパレータを十分な強度で接着することが困難になる恐れがある。一方、前記濃度が2.5重量%を越えると、非水電解液を保持できるだけの十分な多孔度を得ることが困難になって電極の界面インピーダンスが著しく大きくなる恐れがある。界面インピーダンスが増大すると、容量及び大電流放電特性が大幅に低下する。濃度のより好ましい範囲は、0.5〜1.5重量%である。 The concentration of the adhesive polymer in the solution is preferably in the range of 0.1 to 2.5% by weight. This is due to the following reason. If the concentration is less than 0.1% by weight, it may be difficult to bond the positive electrode and the separator and the negative electrode and the separator with sufficient strength. On the other hand, if the concentration exceeds 2.5% by weight, it may be difficult to obtain a sufficient porosity to hold the non-aqueous electrolyte, and the interface impedance of the electrode may be significantly increased. As the interfacial impedance increases, the capacity and large current discharge characteristics are significantly reduced. A more preferable range of the concentration is 0.5 to 1.5% by weight.
前記溶液の注入量は、前記溶液の接着性高分子の濃度が0.1〜2.5重量%である場合、電池容量100mAh当たり0.2〜2mlの範囲にすることが好ましい。これは次のような理由によるものである。前記注入量を0.2ml未満にすると、正極とセパレータの接着強度及び負極とセパレータの接着強度を十分に向上させることが困難になる恐れがある。一方、前記注入量が2mlを越えると、二次電池のリチウムイオン伝導度の低下や、内部抵抗の上昇を招く恐れがあり、放電容量、大電流放電特性及び充放電サイクル寿命を改善することが困難になる恐れがある。前記注入量のより好ましい範囲は、電池容量100mAh当たり0.3〜1mlである。 The injection amount of the solution is preferably in the range of 0.2 to 2 ml per 100 mAh of battery capacity when the concentration of the adhesive polymer in the solution is 0.1 to 2.5% by weight. This is due to the following reason. If the injection amount is less than 0.2 ml, it may be difficult to sufficiently improve the adhesive strength between the positive electrode and the separator and the adhesive strength between the negative electrode and the separator. On the other hand, if the injection amount exceeds 2 ml, the lithium ion conductivity of the secondary battery may be reduced and the internal resistance may be increased, which may improve the discharge capacity, large current discharge characteristics, and charge / discharge cycle life. It can be difficult. A more preferable range of the injection amount is 0.3 to 1 ml per 100 mAh of battery capacity.
(第3工程)
前記電極群を所定厚にプレス成形しながら常圧下、または真空を含む減圧下で乾燥を施すことにより前記溶液中の溶媒を蒸発させる。この工程により、前記正極、負極及びセパレータの空隙内に接着性を有する高分子が保持され、前記正極、負極及びセパレータは一体化される。また、前記接着性を有する高分子の一部は、前記正極と前記セパレータの境界及び前記負極と前記セパレータの境界に点在する。なお、この工程により前記電極群中に含まれる水分の除去を同時に行うことができる。
(Third step)
The solvent in the solution is evaporated by drying under normal pressure or reduced pressure including vacuum while pressing the electrode group to a predetermined thickness. By this step, the polymer having adhesiveness is held in the voids of the positive electrode, the negative electrode, and the separator, and the positive electrode, the negative electrode, and the separator are integrated. In addition, a part of the adhesive polymer is scattered at the boundary between the positive electrode and the separator and the boundary between the negative electrode and the separator. In addition, the water | moisture content contained in the said electrode group can be simultaneously performed by this process.
なお、前記電極群は、微量の溶媒を含むことを許容する。 In addition, the said electrode group accept | permits containing a trace amount solvent.
成形は、前述したプレス成形の代わりに、成形型への填め込みにより行うことができる。 Molding can be performed by fitting into a mold instead of the press molding described above.
前記電極群の乾燥は、例えば、常圧下、減圧下、あるいは真空下で加熱を施すことにより行うことができる。中でも、減圧加熱、真空加熱が好ましい。 The electrode group can be dried, for example, by heating under normal pressure, reduced pressure, or vacuum. Of these, vacuum heating and vacuum heating are preferable.
前記乾燥は、100℃以下で行うことが好ましい。これは次のような理由によるものである。乾燥の温度が100℃を越えると、前記セパレータが大幅に熱収縮する恐れがある。熱収縮が大きくなると、セパレータが反るため、正極、負極及びセパレータを強固に接着することが困難になる。また、前述した熱収縮は、ポリエチレンまたはポリプロピレンを含む多孔質フィルムをセパレータとして用いる場合に顕著に生じやすい。乾燥の温度が低くなるほどセパレータの熱収縮を抑制できるものの、乾燥の温度を40℃未満にすると、十分に溶媒を蒸発させることが困難になる恐れがある。このため、乾燥温度は、40〜100℃にすることがより好ましい。さらに好ましい範囲は、60〜90℃である。 The drying is preferably performed at 100 ° C. or lower. This is due to the following reason. When the drying temperature exceeds 100 ° C., the separator may be significantly heat-shrinked. When the thermal shrinkage increases, the separator warps, and it becomes difficult to firmly bond the positive electrode, the negative electrode, and the separator. In addition, the above-described heat shrinkage tends to occur remarkably when a porous film containing polyethylene or polypropylene is used as a separator. Although the thermal contraction of the separator can be suppressed as the drying temperature becomes lower, if the drying temperature is lower than 40 ° C., it may be difficult to sufficiently evaporate the solvent. For this reason, it is more preferable that a drying temperature shall be 40-100 degreeC. A more preferable range is 60 to 90 ° C.
(第4工程)
前記外装材内の電極群に非水電解液を注入した後、前記外装材の開口部を封止することにより薄型非水電解液二次電池を製造する。
(4th process)
After injecting a non-aqueous electrolyte into the electrode group in the exterior material, a thin non-aqueous electrolyte secondary battery is manufactured by sealing the opening of the exterior material.
前記非水電解液としては、前述した第1の非水電解液二次電池で説明したのと同様なものを用いることができる。 As the non-aqueous electrolyte, the same one as described in the first non-aqueous electrolyte secondary battery can be used.
前述した製造方法においては、外装材に電極群を収納してから接着性を有する高分子が溶解された溶液の注入を行ったが、外装材に収納せずに前記溶液の注入を行っても良い。この場合、まず、正極と負極の間にセパレータを介在させて電極群を作製する。前記電極群に前記溶液を含浸させた後、前記電極群を成形しながら乾燥を施すことにより前記溶液の溶媒を蒸発させる。このような電極群を外装材に収納した後、非水電解液を注入し、封口等を行うことにより薄型の非水電解液二次電池を製造することができる。 In the manufacturing method described above, the electrode group is housed in the exterior material, and then the solution in which the adhesive polymer is dissolved is injected. However, the solution may be injected without being accommodated in the exterior material. good. In this case, first, an electrode group is produced by interposing a separator between the positive electrode and the negative electrode. After the electrode group is impregnated with the solution, the solvent of the solution is evaporated by drying while forming the electrode group. A thin non-aqueous electrolyte secondary battery can be manufactured by injecting such a group of electrodes into an exterior material, then injecting a non-aqueous electrolyte and performing sealing or the like.
また、前述した製造方法においては、乾燥と成形を同時に行ったが、乾燥は、いつ行っても良く、例えば、成形前や、成形後に行うことができる。 Moreover, in the manufacturing method mentioned above, drying and shaping | molding were performed simultaneously, However Drying may be performed anytime, for example, can be performed before shaping | molding or after shaping | molding.
なお、セパレータの内部における接着性を有する高分子の濃度を、正極または負極と対向する表面における接着性を有する高分子の濃度に比べて低くするのは、例えば、表面の空隙率が内部に比べて高いセパレータを使用したり、あるいは正極とセパレータの境界及び負極とセパレータの境界に存在する隙間の量を多くすることにより行うことができる。 The concentration of the polymer having adhesiveness inside the separator is set lower than the concentration of the polymer having adhesiveness on the surface facing the positive electrode or the negative electrode. High separators can be used, or the amount of gaps present at the boundary between the positive electrode and the separator and the boundary between the negative electrode and the separator can be increased.
本発明に係る第3の非水電解液二次電池は、正極及び負極をその間にセパレータを介して渦巻き状に捲回した後、径方向に圧縮した構造を有する電極群と、前記電極群に含浸される非水電解液と、前記電極群が収納されるフィルム製外装材とを具備する。また、前記電極群は、積層構造が露出している面が下記(1)式を満たす形状を有する。 A third non-aqueous electrolyte secondary battery according to the present invention includes an electrode group having a structure in which a positive electrode and a negative electrode are wound spirally through a separator therebetween and then compressed in a radial direction, and the electrode group includes A nonaqueous electrolytic solution to be impregnated; and a film exterior material in which the electrode group is accommodated. Moreover, the said electrode group has a shape where the surface where the laminated structure is exposed satisfy | fills following (1) Formula.
0.9≦L2/L1≦1.2 …(1)
前記(1)式において、前記L2は前記面のうち湾曲積層領域を除いた領域における最多層部の厚さであり、前記L1は前記湾曲積層領域を除いた領域の端部のうち層数が前記L2と等しい端部の厚さである。
0.9 ≦ L 2 / L 1 ≦ 1.2 (1)
In the formula (1), L 2 is the thickness of the most multilayered portion in the region excluding the curved laminated region in the surface, and L 1 is a layer in the end portion of the region excluding the curved laminated region. The thickness of the end portion whose number is equal to L 2 .
本発明に係る第3の非水電解液二次電池の一例を図6〜図7を参照して説明する。 An example of the third non-aqueous electrolyte secondary battery according to the present invention will be described with reference to FIGS.
図6は本発明に係る第3の非水電解液二次電池の一例を示す断面図、図7は図6のB部を示す拡大断面図である。 FIG. 6 is a cross-sectional view showing an example of a third nonaqueous electrolyte secondary battery according to the present invention, and FIG. 7 is an enlarged cross-sectional view showing part B of FIG.
フィルム製外装材21は、電極群22を包囲している。前記電極群22は、正極、負極及びセパレータからなる積層物を渦巻き状に捲回し、得られた捲回物を径方向に圧縮した構造を有する。前記積層物は、図7に示すように、セパレータ23、正極層24、正極集電体25、正極層24、セパレータ23、負極層26、負極集電体27、負極層26、セパレータ23、正極層24、正極集電体25、正極層24、セパレータ23,負極層26、及び負極集電体27がこの順番に積層されたものからなる。前記電極群22は、最外層に前記負極集電体27が位置している。非水電解液は、前記外装材21内の前記電極群22に含浸されている。帯状の正極リード28は、一端が前記電極群22の前記正極集電体25に接続され、かつ他端が前記外装材21から延出されている。一方、帯状の負極リード29は、一端が前記電極群22の前記負極集電体27に接続され、かつ他端が前記外装材21から延出されている。
The
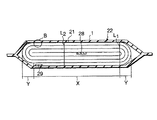
前記電極群22は、積層構造が露出している面(捲回軸に垂直な面)が下記(1)式を満足する形状を有する。
The
0.9≦L2/L1≦1.2 …(1)
前記(1)式において、前記L2は、前記面のうち層がほぼ並行に積層されている領域Xにおける最多層部の厚さである。また、前記L1は前記領域Xの端部のうち層数が前記L2と等しい端部の厚さである。一方、前記領域Xの両端部に位置する領域Yでは、層が湾曲している。なお、層数は、正極、負極及びセパレータの積層数の合計を意味する。
0.9 ≦ L 2 / L 1 ≦ 1.2 (1)
In the formula (1), L 2 is the thickness of the outermost multilayer portion in the region X in which the layers are laminated substantially in parallel. The L 1 is the thickness of the end portion of the region X where the number of layers is equal to the L 2 . On the other hand, in the region Y located at both ends of the region X, the layer is curved. The number of layers means the total number of stacked positive electrodes, negative electrodes, and separators.
本発明に係る二次電池は、組立後、充電後、もしくは放電後のうち少なくともいずれかの状態において、電極群の積層構造が露出している面が前述した(1)式を満足するものである。中でも、少なくとも充電後、電極群の積層構造が露出している面が前述した(1)式を満足していることが望ましい。 In the secondary battery according to the present invention, the surface on which the laminated structure of the electrode group is exposed satisfies at least one of the above-described formula (1) in at least one of after assembly, after charge, and after discharge. is there. In particular, it is desirable that the surface where the laminated structure of the electrode group is exposed at least after charging satisfies the above-described formula (1).
前記L2/L1の比を前記範囲に規定するのは次のような理由によるものである。フィルム製外装材は、金属缶からなる外装材と異なり、電極群を挟み込む、もしくは加圧する効果がほとんどない。このため、前記L2/L1の比が1.2を超えると、充放電サイクル初期からの正極とセパレータ、あるいは負極とセパレータの接触が不十分になるばかりか、充放電サイクルの進行に伴って接触面積がさらに低下する。その結果、負極においてリチウムの析出が起こりやすくなるため、長寿命を得られなくなる。一方、前記L2/L1の比を0.9未満にすると、電極群の空隙率が不足するため、電極群の非水電解液保持量が減少し、充放電サイクル寿命を向上させることが困難になる。前記L2/L1の比のさらに好ましい範囲は、0.95〜1.1である。 The reason why the ratio of L 2 / L 1 is defined within the above range is as follows. Unlike a packaging material made of a metal can, a film packaging material has little effect of sandwiching or pressing an electrode group. For this reason, when the ratio of L 2 / L 1 exceeds 1.2, not only the contact between the positive electrode and the separator or the negative electrode and the separator from the initial stage of the charge / discharge cycle becomes insufficient, but also with the progress of the charge / discharge cycle. This further reduces the contact area. As a result, lithium deposition tends to occur in the negative electrode, so that a long life cannot be obtained. On the other hand, when the ratio of L 2 / L 1 is less than 0.9, the porosity of the electrode group is insufficient, so that the amount of nonaqueous electrolyte retained in the electrode group is reduced, and the charge / discharge cycle life can be improved. It becomes difficult. A more preferable range of the ratio L 2 / L 1 is 0.95 to 1.1.
前記非水電解液及び前記フィルム製外装材としては、前述した第1の非水電解液二次電池で説明したのと同様なものを用いることができる。 As the non-aqueous electrolyte and the film exterior material, the same materials as those described for the first non-aqueous electrolyte secondary battery can be used.
以下、前記正極、負極及びセパレータについて説明する
(1)正極
この正極は、集電体と、前記集電体の片面もしくは両面に担持され、かつ活物質及び結着剤を含む正極層とを備える。
Hereinafter, the positive electrode, the negative electrode, and the separator will be described. (1) Positive electrode The positive electrode includes a current collector and a positive electrode layer that is supported on one or both surfaces of the current collector and includes an active material and a binder. .
前記正極活物質としては、前述した第1、第2の非水電解液二次電池の正極で説明したのと同様なものを挙げることができる。 Examples of the positive electrode active material include the same materials as those described above for the positive electrodes of the first and second nonaqueous electrolyte secondary batteries.
前記結着剤は、活物質を集電体に保持させ、かつ活物質同士をつなぐ機能を有する。前記結着剤としては、例えば、ポリテトラフルオロエチレン(PTFE)、エチレン−プロピレン−ジエン共重合体(EPDM)、スチレン−ブタジエンゴム(SBR)及びポリフッ化ビニリデン(PVdF)から選ばれる1種以上のポリマー等を用いることができる。 The binder has a function of holding the active material on the current collector and connecting the active materials to each other. Examples of the binder include one or more selected from polytetrafluoroethylene (PTFE), ethylene-propylene-diene copolymer (EPDM), styrene-butadiene rubber (SBR), and polyvinylidene fluoride (PVdF). A polymer or the like can be used.
前記正極の結着剤の含有量は、2〜7重量%の範囲にすることが好ましい。 The binder content of the positive electrode is preferably in the range of 2 to 7% by weight.
前記正極層は、さらに導電剤を含むことが好ましい。前記導電剤としては、前述した第1、2の非水電解液二次電池の正極で説明したのと同様なものを挙げることができる。前記正極の導電材の含有量は、正極活物質80〜95重量%の際に3〜20重量%の範囲にすることが好ましい。 The positive electrode layer preferably further contains a conductive agent. Examples of the conductive agent include the same ones as described for the positive electrodes of the first and second nonaqueous electrolyte secondary batteries. The content of the conductive material of the positive electrode is preferably in the range of 3 to 20% by weight when the positive electrode active material is 80 to 95% by weight.
前記集電体としては、多孔質構造の導電性基板か、あるいは無孔の導電性基板を用いることができる。これら導電性基板は、例えば、アルミニウム、ステンレス、またはニッケルから形成することができる。 As the current collector, a conductive substrate having a porous structure or a non-porous conductive substrate can be used. These conductive substrates can be formed from, for example, aluminum, stainless steel, or nickel.
特に、前記集電体としては、直径3mm以下の孔が10cm2 当り1個以上の割合で存在する二次元的な多孔質構造を有する導電性基板を用いることが好ましい。すなわち、導電性基板に開口された孔の直径が3mmよりも大きくなると、十分な正極強度が得られなくなる恐れがある。一方、直径3mm以下の孔の存在割合が前記範囲よりも少なくなると、電極群に非水電解液を均一に浸透させることが困難になるため、十分なサイクル寿命が得られなくなる恐れがある。孔の直径は、0.1〜1mmの範囲にすることがより好ましい。また、孔の存在割合は、10cm2 当り10〜20個の範囲にすることがより好ましい。 In particular, as the current collector, it is preferable to use a conductive substrate having a two-dimensional porous structure in which holes having a diameter of 3 mm or less are present at a rate of 1 or more per 10 cm 2 . That is, when the diameter of the hole opened in the conductive substrate is larger than 3 mm, there is a possibility that sufficient positive electrode strength cannot be obtained. On the other hand, when the proportion of holes having a diameter of 3 mm or less is smaller than the above range, it is difficult to uniformly infiltrate the non-aqueous electrolyte into the electrode group, so that there is a possibility that a sufficient cycle life cannot be obtained. The diameter of the hole is more preferably in the range of 0.1 to 1 mm. Moreover, it is more preferable that the existence ratio of the holes is in the range of 10 to 20 per 10 cm 2 .
前述した直径3mm以下の孔が10cm2 当り1個以上の割合で存在する二次元的な多孔質構造を有する導電性基板は、厚さを15〜100μmの範囲にすることが好ましい。厚さを15μm未満にすると、十分な正極強度が得られなくなる恐れがある。一方、厚さが100μmを越えると、電池重量および電極群の厚さが増加し、薄型二次電池の重量エネルギー密度や、体積エネルギー密度を十分に高くすることが困難になる恐れがある。厚さのより好ましい範囲は、30〜80μmである。 The conductive substrate having a two-dimensional porous structure in which holes having a diameter of 3 mm or less are present at a rate of 1 or more per 10 cm 2 is preferably in the range of 15 to 100 μm. If the thickness is less than 15 μm, sufficient positive electrode strength may not be obtained. On the other hand, if the thickness exceeds 100 μm, the battery weight and the thickness of the electrode group increase, which may make it difficult to sufficiently increase the weight energy density and volume energy density of the thin secondary battery. A more preferable range of the thickness is 30 to 80 μm.
前記正極は、例えば、正極活物質に導電剤および結着剤を適当な溶媒に懸濁し、この懸濁物を集電体に塗布、乾燥して薄板状にすることにより作製される。 The positive electrode is produced, for example, by suspending a conductive agent and a binder in an appropriate solvent in a positive electrode active material, applying the suspension to a current collector, and drying to form a thin plate.
(2)負極
前記負極は、集電体と、前記集電体の片面もしくは両面に担持され、活物質及び結着剤を含む負極層とを備える。
(2) Negative electrode The negative electrode includes a current collector and a negative electrode layer that is supported on one or both surfaces of the current collector and includes an active material and a binder.
前記活物質としては、前述した第1、2の非水電解液二次電池の負極で説明したのと同様なものを挙げることができる。 Examples of the active material include the same materials as those described for the negative electrodes of the first and second nonaqueous electrolyte secondary batteries.
前記結着剤は、活物質を集電体に保持させ、かつ活物質同士をつなぐ機能を有する。前記結着剤としては、例えば、ポリテトラフルオロエチレン(PTFE)、エチレン−プロピレン−ジエン共重合体(EPDM)、スチレン−ブタジエンゴム(SBR)、ポリフッ化ビニリデン(PVdF)及びカルボキシメチルセルロース(CMC)等から選ばれる少なくとも1種類のポリマーを用いることができる。前記活物質として前記炭素質物を用いる際、前記負極の前記結着剤の含有量は、負極を作製した状態で2〜10重量%の範囲にすることが好ましい。 The binder has a function of holding the active material on the current collector and connecting the active materials to each other. Examples of the binder include polytetrafluoroethylene (PTFE), ethylene-propylene-diene copolymer (EPDM), styrene-butadiene rubber (SBR), polyvinylidene fluoride (PVdF), and carboxymethyl cellulose (CMC). At least one polymer selected from the group consisting of can be used. When using the carbonaceous material as the active material, the content of the binder in the negative electrode is preferably in the range of 2 to 10% by weight in a state where the negative electrode is produced.
前記集電体としては、多孔質構造の導電性基板か、あるいは無孔の導電性基板を用いることができる。これら導電性基板は、例えば、銅、ステンレス、またはニッケルから形成することができる。 As the current collector, a conductive substrate having a porous structure or a non-porous conductive substrate can be used. These conductive substrates can be formed from, for example, copper, stainless steel, or nickel.
特に、前記集電体としては、直径3mm以下の孔が10cm2 当り1個以上の割合で存在する二次元的な多孔質構造を有する導電性基板を用いることが好ましい。すなわち、導電性基板の孔の直径が3mmよりも大きくなると、十分な負極強度が得られなくなる恐れがある。一方、直径3mm以下の孔の存在割合が前記範囲よりも少なくなると、電極群に非水電解液を均一に浸透させることが困難になるため、十分なサイクル寿命が得られなくなる恐れがある。孔の直径は、0.1〜1mmの範囲にすることがより好ましい。また、孔の存在割合は、10cm2 当り10〜20個の範囲にすることがより好ましい。 In particular, as the current collector, it is preferable to use a conductive substrate having a two-dimensional porous structure in which holes having a diameter of 3 mm or less are present at a rate of 1 or more per 10 cm 2 . That is, when the diameter of the hole of the conductive substrate is larger than 3 mm, there is a possibility that sufficient negative electrode strength cannot be obtained. On the other hand, when the proportion of holes having a diameter of 3 mm or less is smaller than the above range, it is difficult to uniformly infiltrate the non-aqueous electrolyte into the electrode group, so that there is a possibility that a sufficient cycle life cannot be obtained. The diameter of the hole is more preferably in the range of 0.1 to 1 mm. Moreover, it is more preferable that the existence ratio of the holes is in the range of 10 to 20 per 10 cm 2 .
前述した直径3mm以下の孔が10cm2 当り1個以上の割合で存在する二次元的な多孔質構造を有する導電性基板は、厚さを10〜50μmの範囲にすることが好ましい。厚さを10μm未満にすると、十分な負極強度が得られなくなる恐れがある。一方、厚さが50μmを越えると、電池重量および電極群の厚さが増加し、薄型二次電池の重量エネルギー密度や、体積エネルギー密度を十分に高くすることが困難になる恐れがある。 The conductive substrate having a two-dimensional porous structure in which at least one hole having a diameter of 3 mm or less exists at a rate of 1 or more per 10 cm 2 is preferably in the range of 10 to 50 μm. If the thickness is less than 10 μm, sufficient negative electrode strength may not be obtained. On the other hand, if the thickness exceeds 50 μm, the weight of the battery and the thickness of the electrode group increase, and it may be difficult to sufficiently increase the weight energy density and volume energy density of the thin secondary battery.
前記負極の端部のうち少なくとも一端部を前記正極に比べて突出させることが好ましい。このような構成にすると、前記負極の端部への電流集中を緩和することができ、サイクル寿命及び安全性を向上することができる。中でも、前記負極の全ての端部を前記正極から突出させることが望ましい。 It is preferable that at least one end portion of the end portion of the negative electrode protrudes compared to the positive electrode. With such a configuration, current concentration at the end of the negative electrode can be relaxed, and cycle life and safety can be improved. In particular, it is desirable to project all end portions of the negative electrode from the positive electrode.
前記負極は、例えば、リチウムイオンを吸蔵・放出する炭素質物と結着剤とを溶媒の存在下で混練し、得られた懸濁物を集電体に塗布し、乾燥した後、所望の圧力で1回プレスもしくは2〜5回多段階プレスすることにより作製することができる。 The negative electrode is, for example, kneaded with a carbonaceous material that occludes / releases lithium ions and a binder in the presence of a solvent, and the resulting suspension is applied to a current collector and dried, followed by a desired pressure. Can be produced by pressing once or multistage pressing 2-5 times.
前記負極としては、前述したリチウムイオンを吸蔵・放出する炭素質物を含むものの他に、金属酸化物か、金属硫化物か、もしくは金属窒化物を含むものや、リチウム金属またはリチウム合金からなるものを用いることができる。 As the negative electrode, in addition to the above-described carbonaceous material that occludes / releases lithium ions, a metal oxide, a metal sulfide, a metal nitride, or a lithium metal or lithium alloy is used. Can be used.
前記金属酸化物、前記金属硫化物、前記金属窒化物、前記リチウム合金としては、前述した第1、2の非水電解液二次電池の負極で説明したのと同様なものを挙げることができる。 Examples of the metal oxide, the metal sulfide, the metal nitride, and the lithium alloy include the same ones as described for the negative electrodes of the first and second nonaqueous electrolyte secondary batteries. .
(3)セパレータ
前記セパレータとしては、例えば、多孔質シートを用いることができる。
(3) Separator As the separator, for example, a porous sheet can be used.
前記多孔質シートとしては、例えば、多孔質フィルム、もしくは不織布を用いることができる。前記多孔質シートは、例えば、ポリオレフィン及びセルロースから選ばれる少なくとも1種類の材料からなることが好ましい。前記ポリオレフィンとしては、例えば、ポリエチレン、ポリプロピレンを挙げることができる。中でも、ポリエチレンか、あるいはポリプロピレン、または両者からなる多孔質フィルムは、二次電池の安全性を向上できるため、好ましい。 For example, a porous film or a non-woven fabric can be used as the porous sheet. The porous sheet is preferably made of at least one material selected from, for example, polyolefin and cellulose. Examples of the polyolefin include polyethylene and polypropylene. Among these, a porous film made of polyethylene, polypropylene, or both is preferable because it can improve the safety of the secondary battery.
前記多孔質シートの厚さは、30μm以下にすることが好ましい。厚さが30μmを越えると、正負極間の距離が大きくなって内部抵抗が大きくなる恐れがある。また、厚さの下限値は、5μmにすることが好ましい。厚さを5μm未満にすると、セパレータの強度が著しく低下して内部ショートが生じやすくなる恐れがある。厚さの上限値は、25μmにすることがより好ましく、また、下限値は10μmにすることがより好ましい。 The thickness of the porous sheet is preferably 30 μm or less. If the thickness exceeds 30 μm, the distance between the positive and negative electrodes may be increased and the internal resistance may be increased. Further, the lower limit value of the thickness is preferably 5 μm. If the thickness is less than 5 μm, the strength of the separator is remarkably lowered and an internal short circuit is likely to occur. The upper limit value of the thickness is more preferably 25 μm, and the lower limit value is more preferably 10 μm.
前記多孔質シートは、120℃、1時間での熱収縮率が20%以下であることが好ましい。前記熱収縮率が20%を越えると、正負極およびセパレータの接触を十分なものにすることが困難になる恐れがある。前記熱収縮率は、15%以下にすることがより好ましい。 The porous sheet preferably has a heat shrinkage rate of 20% or less at 120 ° C. for 1 hour. If the thermal shrinkage rate exceeds 20%, it may be difficult to make sufficient contact between the positive and negative electrodes and the separator. The heat shrinkage rate is more preferably 15% or less.
前記多孔質シートは、多孔度が30〜60%の範囲であることが好ましい。これは次のような理由によるものである。多孔度を30%未満にすると、セパレータにおいて高い電解液保持性を得ることが困難になる恐れがある。一方、多孔度が60%を越えると、十分なセパレータ強度を得られなくなる恐れがある。多孔度のより好ましい範囲は、35〜50%である。 The porous sheet preferably has a porosity in the range of 30 to 60%. This is due to the following reason. If the porosity is less than 30%, it may be difficult to obtain high electrolyte retention in the separator. On the other hand, if the porosity exceeds 60%, sufficient separator strength may not be obtained. A more preferable range of the porosity is 35 to 50%.
前記多孔質シートは、空気透過率が600秒/100cm3 以下であることが好ましい。空気透過率が600秒/100cm3 を越えると、セパレータにおいて高いリチウムイオン移動度を得ることが困難になる恐れがある。また、空気透過率の下限値は、100秒/100cm3 にすることが好ましい。空気透過率を100秒/100cm3 未満にすると、十分なセパレータ強度を得られなくなる恐れがあるからである。空気透過率の上限値は500秒/100cm3 にすることがより好ましく、更に好ましい範囲は400秒/100cm3 である。また、下限値は150秒/100cm3 にすることより好ましい。 The porous sheet preferably has an air permeability of 600 seconds / 100 cm 3 or less. If the air permeability exceeds 600 seconds / 100 cm 3 , it may be difficult to obtain high lithium ion mobility in the separator. Further, the lower limit value of the air permeability is preferably 100 seconds / 100 cm 3 . This is because if the air permeability is less than 100 seconds / 100 cm 3 , sufficient separator strength may not be obtained. The upper limit value of the air permeability is more preferably 500 seconds / 100 cm 3, and still more preferably 400 seconds / 100 cm 3 . The lower limit is more preferably 150 seconds / 100 cm 3 .
前記セパレータは、接着性を有する高分子を微量含むことを許容する。このセパレータを含む電極群中の接着性高分子の含有量は、0.1重量%以下(0重量%を含む)にすることが好ましい。前記含有量が0.1重量%を超えると、セパレータのリチウムイオン伝導度が低下する恐れがある。 The separator allows a small amount of an adhesive polymer to be contained. The content of the adhesive polymer in the electrode group including this separator is preferably 0.1% by weight or less (including 0% by weight). When the content exceeds 0.1% by weight, the lithium ion conductivity of the separator may be lowered.
前記セパレータの端部のうち少なくとも一端を前記正極または前記負極に比べて突出させることが好ましい。このような構成にすると、電池を誤って落下させる等により電池に衝撃が加わった際や、100℃以上の高温環境下で使用し、セパレータが熱収縮した際に内部短絡が生じるのを抑制することができる。中でも、セパレータの全ての端部を前記正極または前記負極に比べて突出させることが望ましい。また、前記正極の少なくとも一端部を前記負極に比べて突出させたり、あるいは前記負極の少なくとも一端部を前記正極に比べて突出させる場合、突出した電極端部に比べてセパレータの端部を突き出させることが望ましい。特に、前記負極の少なくとも一端部を前記正極に比べて突出させると共に、突出した負極端部に比べてセパレータの端部を突出させることが好ましい。 It is preferable that at least one end of the end portion of the separator protrudes compared to the positive electrode or the negative electrode. With such a configuration, when an impact is applied to the battery by accidentally dropping the battery or when the battery is used in a high-temperature environment of 100 ° C. or higher, an internal short circuit is prevented from occurring when the separator is thermally contracted. be able to. Among them, it is desirable to project all the end portions of the separator as compared with the positive electrode or the negative electrode. In addition, when at least one end of the positive electrode protrudes compared to the negative electrode, or when at least one end of the negative electrode protrudes compared to the positive electrode, the end of the separator protrudes compared to the protruding electrode end. It is desirable. In particular, it is preferable that at least one end of the negative electrode protrudes compared to the positive electrode, and the end of the separator protrudes compared to the protruding negative electrode end.
前記セパレータの端部のうち少なくとも一端を前記正極または前記負極に比べて突出させる際、突出長さは0.25〜2mmの範囲にすることが好ましい。これは次のような理由によるものである。突出長さを0.25mmより短くすると、内部短絡発生率を低減することが困難になる恐れがある。一方、突出長さが2mmを超えると、電池の体積エネルギー密度が低下する恐れがある。より好ましい範囲は、0.5〜1.5mmである。但し、前記正極の少なくとも一端部を前記負極に比べて突出させたり、あるいは前記負極の少なくとも一端部を前記正極に比べて突出させる場合、突出長さは突出した電極端部を基準にして設定する。 When projecting at least one end of the end portion of the separator as compared with the positive electrode or the negative electrode, the projecting length is preferably in the range of 0.25 to 2 mm. This is due to the following reason. If the protruding length is shorter than 0.25 mm, it may be difficult to reduce the internal short-circuit occurrence rate. On the other hand, if the protruding length exceeds 2 mm, the volume energy density of the battery may be reduced. A more preferable range is 0.5 to 1.5 mm. However, when at least one end of the positive electrode protrudes compared to the negative electrode, or when at least one end of the negative electrode protrudes compared to the positive electrode, the protruding length is set based on the protruding electrode end. .
なお、前述した図6においては、電極群22の巻き終わり端部を領域Xの端部に配置したが、電極群22の巻き終わり端部の位置はどこにあっても良い。例えば、巻き終わり端部を領域Xの中央付近に配置したり、あるいは湾曲積層領域Yに配置することができる。
In FIG. 6 described above, the winding end end of the
また、前述した図6においては、複数の正極及び複数の負極を用いて電極群を構成したが、1枚の正極及び1枚の負極をその間にセパレータを介して渦巻き状に捲回した後、径方向に圧縮した構造を有する電極群に適用することができる。 In addition, in FIG. 6 described above, the electrode group was configured using a plurality of positive electrodes and a plurality of negative electrodes, but after winding one positive electrode and one negative electrode in a spiral through a separator therebetween, The present invention can be applied to an electrode group having a structure compressed in the radial direction.
本発明に係る第4の非水電解液二次電池は、正極及び負極がセパレータを介して2回以上折り曲げられた構造を有する電極群と、前記電極群に含浸される非水電解液と、前記電極群が収納されるフィルム製外装材とを具備する。また、前記電極群は、積層構造が露出している面が下記(2)式を満たす形状を有することを特徴とする非水電解液二次電池。 A fourth non-aqueous electrolyte secondary battery according to the present invention includes an electrode group having a structure in which a positive electrode and a negative electrode are folded twice or more via a separator, a non-aqueous electrolyte solution impregnated in the electrode group, A film exterior material in which the electrode group is accommodated. Further, the electrode group has a shape in which a surface where the laminated structure is exposed satisfies the following formula (2): A nonaqueous electrolyte secondary battery.
0.9≦L4/L3≦1.2 …(2)
前記(2)式において、前記L4は前記面のうち折り曲げ積層領域を除いた領域における最多層部の厚さであり、前記L3は前記折り曲げ積層領域を除いた領域の端部のうち層数が前記L4と等しい端部の厚さである。
0.9 ≦ L 4 / L 3 ≦ 1.2 (2)
In the formula (2), L 4 is the thickness of the outermost multilayer portion in the region excluding the folded laminated region, and L 3 is the layer in the end portion of the region excluding the folded laminated region. The thickness of the end portion whose number is equal to the L 4 .
本発明に係る第4の非水電解液二次電池の一例を図8〜図9を参照して説明する。 An example of the fourth non-aqueous electrolyte secondary battery according to the present invention will be described with reference to FIGS.
図8は本発明に係る第4の非水電解液二次電池の一例を示す断面図、図9は図8のC部を示す拡大断面図である。 FIG. 8 is a cross-sectional view showing an example of a fourth non-aqueous electrolyte secondary battery according to the present invention, and FIG. 9 is an enlarged cross-sectional view showing part C of FIG.
フィルム製外装材31は、電極群32を包囲している。前記電極群32は、図9に示すようなセパレータ33、正極集電体34、正極層35、セパレータ33、負極層36及び負極集電体37がこの順番に積層された帯状積層物を負極集電体37同士が接するように6回折り曲げることにより作製される。非水電解液は、前記外装材31内の前記電極群32に含浸されている。帯状の正極リード38は、一端が前記電極群32の前記正極集電体34に接続され、かつ他端が前記外装材31から延出されている。一方、帯状の負極リード39は、一端が前記電極群32の前記負極集電体37に接続され、かつ他端が前記外装材31から延出されている。
The
前記電極群32は、積層構造が露出している面が下記(2)式を満たす形状を有する。
The
0.9≦L4/L3≦1.2 …(2)
前記(2)式において、前記L4は前記面における任意の折り返し点P1と次の折り返し点P2との間の領域X1のうちの最多層部の高さであり、前記L3は前記折り返し点P1,折り返し点P2を通る厚さのうち層数が前記L4と等しい方の厚さである。なお、折り返し点は、正極、負極及びセパレータからなる帯状積層物を折り曲げていった際に前記積層物同士が重なり始める点をいう。また、折り返し点P1,折り返し点P2は、前記領域X1に折り曲げ積層領域Y1が含まれないように選択する。一方、層数は、正極、負極及びセパレータの積層数の合計を意味する。
0.9 ≦ L 4 / L 3 ≦ 1.2 (2)
In the equation (2), L 4 is the height of the most multilayered portion of the region X 1 between an arbitrary turning point P 1 and the next turning point P 2 on the surface, and L 3 is Of the thicknesses passing through the folding point P 1 and the folding point P 2 , the thickness is equal to the number of layers equal to L 4 . The folding point refers to a point at which the laminates start to overlap each other when the strip-like laminate composed of the positive electrode, the negative electrode, and the separator is folded. Further, the folding point P 1 and the folding point P 2 are selected so that the region X 1 does not include the folded laminated region Y 1 . On the other hand, the number of layers means the total number of stacked positive electrodes, negative electrodes, and separators.
本発明に係る二次電池は、組立後、充電後、もしくは放電後のうち少なくともいずれかの状態において、電極群の積層面が前述した(2)式を満足するものである。中でも、少なくとも充電後、電極群の積層面が前述した(2)式を満足していることが望ましい。 In the secondary battery according to the present invention, the laminated surface of the electrode group satisfies the above-described formula (2) in at least one of after assembly, after charge, and after discharge. In particular, it is desirable that the laminated surface of the electrode group satisfies the above-described formula (2) at least after charging.
前記L4/L3の比を前記範囲に規定するのは次のような理由によるものである。フィルム製外装材は、金属缶からなる外装材と異なり、電極群を挟み込む、もしくは加圧する効果がほとんどない。このため、前記L4/L3の比が1.2を超えると、充放電サイクル初期からの正極とセパレータ、あるいは負極とセパレータの接触が不十分になるばかりか、充放電サイクルの進行に伴って接触面積がさらに低下する。その結果、負極においてリチウムの析出が起こりやすくなるため、長寿命を得られなくなる。一方、前記L4/L3の比を0.9未満にすると、電極群の空隙率が不足するため、電極群の非水電解液保持量が減少し、充放電サイクル寿命を向上させることが困難になる。前記L4/L3の比のさらに好ましい範囲は、0.95〜1.1である。 The reason why the ratio of L 4 / L 3 is defined in the above range is as follows. Unlike a packaging material made of a metal can, a film packaging material has little effect of sandwiching or pressing an electrode group. For this reason, when the ratio of L 4 / L 3 exceeds 1.2, not only the contact between the positive electrode and the separator or the negative electrode and the separator from the initial stage of the charge / discharge cycle becomes insufficient, but also with the progress of the charge / discharge cycle. This further reduces the contact area. As a result, lithium deposition tends to occur in the negative electrode, so that a long life cannot be obtained. On the other hand, when the ratio of L 4 / L 3 is less than 0.9, the porosity of the electrode group is insufficient, so the amount of nonaqueous electrolyte retained in the electrode group is reduced, and the charge / discharge cycle life can be improved. It becomes difficult. A more preferable range of the ratio of L 4 / L 3 is 0.95 to 1.1.
前記正極、前記負極、前記セパレータ、前記非水電解液及び前記フィルム製外装材としては、前述した第3の非水電解液二次電池で説明したのと同様なものを用いることができる。 As the positive electrode, the negative electrode, the separator, the non-aqueous electrolyte, and the film exterior material, the same materials as those described in the third non-aqueous electrolyte secondary battery can be used.
なお、前述した図8においては、正極、負極及びセパレータからなる帯状積層物の両端部が電極群の折り曲げ部と重なる例を説明したが、前記帯状積層物の両端部の位置は特に限定されない。例えば、前記帯状積層物の両端部を電極群の領域X1に重ねることができる。また、前記帯状積層物の2つの端部は、互いに異なる位置にあっても良い。 In addition, in FIG. 8 mentioned above, although the both ends of the strip | belt-shaped laminated body which consists of a positive electrode, a negative electrode, and a separator demonstrated the example which overlaps the bending part of an electrode group, the position of the both ends of the said strip | belt-shaped laminated body is not specifically limited. For example, it is possible to overlap the ends of the strip laminate in the region X 1 of the electrode group. Further, the two end portions of the belt-like laminate may be at different positions.
前述した図8においては、1枚の正極及び1枚の負極をその間にセパレータを介し、負極同士が接するように複数回折り曲げることにより電極群を構成したが、セパレータ、正極、セパレータ及び負極をこの順番に積層し、得られた積層物をセパレータが接するように複数回折り曲げることにより電極群を構成しても良い。 In FIG. 8 described above, an electrode group is formed by bending a single positive electrode and a single negative electrode through a separator between the negative electrode so that the negative electrodes are in contact with each other. The electrode group may be configured by laminating in order and bending the resulting laminate multiple times so that the separator contacts.
この第3、第4の非水電解液二次電池は、例えば、以下に説明する方法で製造される。 The third and fourth nonaqueous electrolyte secondary batteries are manufactured, for example, by the method described below.
(第1工程)
以下の(a)〜(c)に説明する方法により電極群を作製する。
(First step)
An electrode group is produced by the method described in the following (a) to (c).
(a)正極及び負極をその間にセパレータを介在させて渦巻き状に捲回する。 (A) The positive electrode and the negative electrode are wound spirally with a separator interposed therebetween.
(b)正極及び負極をその間にセパレータを介在させて渦巻き状に捲回した後、径方向に圧縮する。 (B) The positive electrode and the negative electrode are wound spirally with a separator interposed therebetween, and then compressed in the radial direction.
(c)正極及び負極をその間にセパレータを介在させて2回以上折り曲げる。 (C) The positive electrode and the negative electrode are bent twice or more with a separator interposed therebetween.
前記正極、負極及びセパレータとしては、前述した第3の非水電解液二次電池で説明したのと同様なものを用いることができる。 As the positive electrode, the negative electrode, and the separator, the same materials as those described in the third non-aqueous electrolyte secondary battery can be used.
(第2工程)
袋状のフィルム製外装材内に前記電極群を収納する。
(Second step)
The electrode group is housed in a bag-shaped film exterior material.
前記外装材としては、前述した第3の非水電解液二次電池で説明したのと同様なものを用いることができる。 As the exterior material, the same material as described in the third non-aqueous electrolyte secondary battery can be used.
(第3工程)
前記電極群を40〜120℃に加熱しながら成形する。
(Third step)
The electrode group is molded while being heated to 40 to 120 ° C.
前記成形は、前記電極群が前記(a)の方法で作製される場合には径方向に、前記電極群が前記(b)または(c)の方法で作製される場合には積層方向に圧縮されるように行う。 The molding is compressed in the radial direction when the electrode group is produced by the method (a), and compressed in the laminating direction when the electrode group is produced by the method (b) or (c). To be done.
前記成形は、例えば、プレス成形、あるいは成形型への填め込み等により行うことができる。 The molding can be performed, for example, by press molding or insertion into a mold.
電極群の成形を行う際に前記電極群の加熱を行う理由を説明する。前記電極群では、正極及び負極がセパレータと直に接しており、また前記セパレータ中に接着性を有する高分子がほとんど含まれていない。この電極群に常温で成形を行うと、成形後にスプリングバックが生じる、つまり正極とセパレータ、及び負極とセパレータの間に隙間が生じる。その結果、L2/L1の比及びL4/L3の比が1.2より大きくなる。前記電極群に40℃以上で成形を行うことによって、正極及び負極に含まれる結着剤を熱硬化させることができるため、電極群の硬度を高めることができる。その結果、成形後のスプリングバックを抑制することができるため、L2/L1の比及びL4/L3の比を1.2以下にすることができる。一方、前記電極群の温度が120℃を超えると、セパレータが大幅に熱収縮する恐れがある。より好ましい温度は、60〜100℃である。 The reason why the electrode group is heated when forming the electrode group will be described. In the electrode group, the positive electrode and the negative electrode are in direct contact with the separator, and the polymer having adhesiveness is hardly contained in the separator. When this electrode group is molded at room temperature, springback occurs after molding, that is, a gap is formed between the positive electrode and the separator and between the negative electrode and the separator. As a result, the ratio of L 2 / L 1 ratio and L 4 / L 3 is greater than 1.2. By forming the electrode group at 40 ° C. or higher, the binder contained in the positive electrode and the negative electrode can be thermally cured, so that the hardness of the electrode group can be increased. As a result, since the spring back after molding can be suppressed, the ratio of L 2 / L 1 and the ratio of L 4 / L 3 can be 1.2 or less. On the other hand, when the temperature of the electrode group exceeds 120 ° C., the separator may be significantly heat-shrinked. A more preferable temperature is 60 to 100 ° C.
前述した特定温度に加熱しながらの成形は、例えば、常圧下、もしくは減圧下、あるいは真空下で行うことができる。減圧下、あるいは真空下で行うと、電極群からの水分除去効率が向上されるため、望ましい。 The molding while heating to the specific temperature described above can be performed, for example, under normal pressure, under reduced pressure, or under vacuum. It is desirable to perform under reduced pressure or under vacuum because the water removal efficiency from the electrode group is improved.
前記成形をプレス成形により行う場合、プレス圧は、0.01〜20kg/cm2の範囲にすることが好ましい。これは次のような理由によるものである。プレス圧を0.01kg/cm2より低くすると、L2/L1の比及びL4/L3の比が1.2より大きくなる。一方、プレス圧が20kg/cm2より高いと、L2/L1の比及びL4/L3の比が0.9より小さくなる。 When the molding is performed by press molding, the pressing pressure is preferably in the range of 0.01 to 20 kg / cm 2 . This is due to the following reason. When the pressing pressure is lower than 0.01 kg / cm 2 , the ratio L 2 / L 1 and the ratio L 4 / L 3 are higher than 1.2. On the other hand, when the press pressure is higher than 20 kg / cm 2 , the ratio L 2 / L 1 and the ratio L 4 / L 3 are smaller than 0.9.
(第4工程)
前記外装材内の電極群に非水電解液を注入した後、前記外装材の開口部を封止することにより前述した第3,第4の非水電解液二次電池が得られる。
(4th process)
After injecting the nonaqueous electrolyte into the electrode group in the exterior material, the third and fourth nonaqueous electrolyte secondary batteries described above are obtained by sealing the opening of the exterior material.
前述した製造方法においては、外装材に電極群を収納してから電極群を特定温度に加熱しつつ成形したが、外装材に収納する前に前述した加熱成形を行っても良い。この場合、まず、前述した第1の工程により電極群を作製する。前記電極群を40〜120℃に加熱しながら成形する。次いで、前記電極群をフィルム製外装材に収納した後、非水電解液を注入し、封口等を行うことにより前述した第3,第4の非水電解液二次電池を製造することができる。 In the manufacturing method described above, the electrode group is housed in the exterior material and then molded while heating the electrode group to a specific temperature. However, the heat molding described above may be performed before housing in the exterior material. In this case, first, an electrode group is fabricated by the first process described above. The electrode group is molded while being heated to 40 to 120 ° C. Next, after the electrode group is housed in a film exterior material, the above-described third and fourth non-aqueous electrolyte secondary batteries can be manufactured by injecting a non-aqueous electrolyte and performing sealing or the like. .
また、正極及び負極をその間にセパレータを介して積層することにより電極群を作製した後、前記電極群を加熱しつつ、その積層方向に沿って成形を施し、得られた電極群及び非水電解液を外装材に収納し、非水電解液二次電池を組み立てることによって、正極、負極及びセパレータを長期間に亘って充分に接触させておくことができるため、大電流放電特性並びにサイクル特性に優れる非水電解液二次電池を実現することができる。なお、このような方法においては、電極群の加熱温度が40℃以下であっても優れた特性を得ることができる。 Moreover, after producing an electrode group by laminating a positive electrode and a negative electrode through a separator between them, the electrode group was heated and molded along the laminating direction, and the obtained electrode group and non-aqueous electrolysis By storing the liquid in an exterior material and assembling the non-aqueous electrolyte secondary battery, the positive electrode, the negative electrode, and the separator can be kept in sufficient contact over a long period of time, resulting in high current discharge characteristics and cycle characteristics. An excellent nonaqueous electrolyte secondary battery can be realized. In such a method, excellent characteristics can be obtained even when the heating temperature of the electrode group is 40 ° C. or lower.
本発明に係る第5の非水電解液二次電池は、正極及び負極をその間にセパレータを介して渦巻き状に捲回した後、径方向に圧縮した構造を有する電極群と、前記電極群に含浸される非水電解液と、前記電極群が収納されるフィルム製外装材とを具備する。前記正極及び前記セパレータは、これらの内部及び境界に点在した接着性を有する高分子により接着され、前記負極及び前記セパレータは、これらの内部及び境界に点在した接着性を有する高分子により接着されている。また、前記電極群は、積層構造が露出している面が前述した(1)式を満たす形状を有する。 A fifth non-aqueous electrolyte secondary battery according to the present invention includes an electrode group having a structure in which a positive electrode and a negative electrode are spirally wound through a separator therebetween and then compressed in a radial direction, and the electrode group includes A nonaqueous electrolytic solution to be impregnated; and a film exterior material in which the electrode group is accommodated. The positive electrode and the separator are bonded by an adhesive polymer scattered in the inside and boundary thereof, and the negative electrode and the separator are bonded by an adhesive polymer scattered in the interior and boundary thereof. Has been. Further, the electrode group has a shape in which the surface where the laminated structure is exposed satisfies the above-described formula (1).
前記正極、前記負極、前記セパレータ、前記非水電解液及び前記フィルム製外装材としては、前述した第1、2の非水電解液二次電池で説明したのと同様なものを用いることができる。 As the positive electrode, the negative electrode, the separator, the nonaqueous electrolyte, and the film exterior material, the same materials as those described in the first and second nonaqueous electrolyte secondary batteries can be used. .
本発明に係る第6の非水電解液二次電池は、正極、負極及びセパレータからなる積層物を2回以上折り曲げた構造を有する電極群と、前記電極群に含浸される非水電解液と、前記電極群が収納されるフィルム製外装材とを具備する。前記正極及び前記セパレータは、これらの内部及び境界に点在した接着性を有する高分子により接着され、前記負極及び前記セパレータは、これらの内部及び境界に点在した接着性を有する高分子により接着されている。前記電極群は、積層構造が露出している面が前述した(2)式を満たす形状を有する。 A sixth nonaqueous electrolyte secondary battery according to the present invention includes an electrode group having a structure in which a laminate composed of a positive electrode, a negative electrode, and a separator is folded twice or more, and a nonaqueous electrolyte solution impregnated in the electrode group. And a film exterior material in which the electrode group is accommodated. The positive electrode and the separator are bonded by an adhesive polymer scattered in the inside and boundary thereof, and the negative electrode and the separator are bonded by an adhesive polymer scattered in the interior and boundary thereof. Has been. In the electrode group, the surface where the laminated structure is exposed has a shape satisfying the above-described formula (2).
前記正極、前記負極、前記セパレータ、前記非水電解液及び前記フィルム製外装材としては、前述した第1、2の非水電解液二次電池で説明したのと同様なものを用いることができる。 As the positive electrode, the negative electrode, the separator, the nonaqueous electrolyte, and the film exterior material, the same materials as those described in the first and second nonaqueous electrolyte secondary batteries can be used. .
この第5,6の非水電解液二次電池は、以下に説明する方法で製造される。 The fifth and sixth nonaqueous electrolyte secondary batteries are manufactured by the method described below.
(第1工程)
以下の(a)〜(c)に説明する方法により電極群を作製する。
(First step)
An electrode group is produced by the method described in the following (a) to (c).
(a)正極及び負極をその間にセパレータを介在させて渦巻き状に捲回する。 (A) The positive electrode and the negative electrode are wound spirally with a separator interposed therebetween.
(b)正極及び負極をその間にセパレータを介在させて渦巻き状に捲回した後、径方向に圧縮する。 (B) The positive electrode and the negative electrode are wound spirally with a separator interposed therebetween, and then compressed in the radial direction.
(c)正極及び負極をその間にセパレータを介在させて2回以上折り曲げる。 (C) The positive electrode and the negative electrode are bent twice or more with a separator interposed therebetween.
前記正極、前記負極及び前記セパレータは、前述した非水電解液二次電池の製造方法で説明したのと同様なものを用いる。 The positive electrode, the negative electrode, and the separator are the same as those described in the method for manufacturing a non-aqueous electrolyte secondary battery described above.
このような方法で作製された電極群には、後述する第2工程において、正極とセパレータの境界及び負極とセパレータの境界全体に接着性を有する高分子の溶液が浸透するのを防止しつつ、正極、負極及びセパレータに前記溶液を浸透させることができる。その結果、正極、負極及びセパレータに接着性を有する高分子を点在させることが可能になると共に、正極とセパレータの境界及び負極とセパレータの境界に接着性を有する高分子を点在させることができる。 In the electrode group produced by such a method, in the second step to be described later, while preventing the polymer solution having adhesiveness from penetrating the boundary between the positive electrode and the separator and the entire boundary between the negative electrode and the separator, The solution can be infiltrated into the positive electrode, the negative electrode, and the separator. As a result, it is possible to intersperse the polymer having adhesiveness to the positive electrode, the negative electrode and the separator, and to interpose the polymer having adhesiveness to the boundary between the positive electrode and the separator and the boundary between the negative electrode and the separator. it can.
(第2工程)
袋状のフィルム製外装材内に前記電極群を収納する。この際、前記電極群の積層面が前記外装材の開口部から見えることが望ましい。溶媒に接着性を有する高分子を溶解させることにより得られた溶液を前記外装材内の電極群に注入し、前記溶液を前記電極群に含浸させる。
(Second step)
The electrode group is housed in a bag-shaped film exterior material. At this time, it is desirable that the laminated surface of the electrode group is visible from the opening of the exterior material. A solution obtained by dissolving a polymer having adhesiveness in a solvent is injected into the electrode group in the exterior material, and the electrode group is impregnated with the solution.
前記フィルム製外装材、前記接着性を有する高分子及び前記溶媒としては、前述した非水電解液二次電池の製造方法で説明したのと同様なものを用いることができる。 As the film-made packaging material, the adhesive polymer, and the solvent, the same materials as described in the method for producing a non-aqueous electrolyte secondary battery described above can be used.
(第3工程)
前記電極群を40〜120℃に加熱しながら成形する。
(Third step)
The electrode group is molded while being heated to 40 to 120 ° C.
この工程により、L2/L1の比及びL4/L3の比が0.9〜1.2になる。また、正極、負極及びセパレータが接着されると共に、電極群が外装材の内面に接着される。さらに、前記溶液中の溶媒が蒸発するため、前記電極群に含まれる接着性を有する高分子の一部または全部が多孔質構造になる。また、前記電極群中に含まれる水分が除去される。 This process, the ratio of L 2 / L 1 ratio and L 4 / L 3 is 0.9 to 1.2. In addition, the positive electrode, the negative electrode, and the separator are bonded, and the electrode group is bonded to the inner surface of the exterior material. Furthermore, since the solvent in the solution evaporates, a part or all of the adhesive polymer contained in the electrode group has a porous structure. Further, moisture contained in the electrode group is removed.
なお、前記電極群は、微量の溶媒を含むことを許容する。 In addition, the said electrode group accept | permits containing a trace amount solvent.
前記成形は、前記電極群が前記(a)の方法で作製される場合には径方向に、前記電極群が前記(b)または(c)の方法で作製される場合には積層方向に圧縮されるように行う。 The molding is compressed in the radial direction when the electrode group is produced by the method (a), and compressed in the laminating direction when the electrode group is produced by the method (b) or (c). To be done.
前記成形は、例えば、プレス成形、あるいは成形型への填め込み等により行うことができる。 The molding can be performed, for example, by press molding or insertion into a mold.
電極群の成形を行う際に前記電極群の加熱を行う理由を説明する。前記電極群では、接着性を有する高分子が正極とセパレータの境界及び負極とセパレータの境界に点在している。この電極群に常温で成形を行うと、成形後にスプリングバックが生じる、つまり正極とセパレータ、及び負極とセパレータの間に隙間が生じる。その結果、L2/L1の比及びL4/L3の比が1.2より大きくなる。前記電極群に40℃以上で成形を行うことによって、正極及び負極に含まれる結着剤及び接着性を有する高分子を熱硬化させることができるため、電極群の硬度を高めることができる。その結果、成形後のスプリングバックを抑制することができるため、L2/L1の比及びL4/L3の比を1.2以下にすることができる。一方、前記電極群の温度が120℃を超えると、セパレータが大幅に熱収縮する恐れがある。より好ましい温度は、60〜100℃である。 The reason why the electrode group is heated when forming the electrode group will be described. In the electrode group, polymers having adhesive properties are scattered at the boundary between the positive electrode and the separator and the boundary between the negative electrode and the separator. When this electrode group is molded at room temperature, springback occurs after molding, that is, a gap is formed between the positive electrode and the separator and between the negative electrode and the separator. As a result, the ratio of L 2 / L 1 ratio and L 4 / L 3 is greater than 1.2. By forming the electrode group at 40 ° C. or higher, the binder and the polymer having adhesiveness contained in the positive electrode and the negative electrode can be thermally cured, so that the hardness of the electrode group can be increased. As a result, since the spring back after molding can be suppressed, the ratio of L 2 / L 1 and the ratio of L 4 / L 3 can be 1.2 or less. On the other hand, when the temperature of the electrode group exceeds 120 ° C., the separator may be significantly heat-shrinked. A more preferable temperature is 60 to 100 ° C.
前述した特定温度に加熱しながらの成形は、例えば、常圧下、もしくは減圧下、あるいは真空下で行うことができる。減圧下、あるいは真空下で行うと、電極群からの水分除去効率が向上されるため、望ましい。 The molding while heating to the specific temperature described above can be performed, for example, under normal pressure, under reduced pressure, or under vacuum. It is desirable to perform under reduced pressure or under vacuum because the water removal efficiency from the electrode group is improved.
前記成形をプレス成形により行う場合、プレス圧は、0.01〜20kg/cm2の範囲にすることが好ましい。これは次のような理由によるものである。プレス圧を0.01kg/cm2より低くすると、L2/L1の比及びL4/L3の比が1.2より大きくなる。一方、プレス圧が20kg/cm2より高いと、L2/L1の比及びL4/L3の比が0.9より小さくなる。 When the molding is performed by press molding, the pressing pressure is preferably in the range of 0.01 to 20 kg / cm 2 . This is due to the following reason. When the pressing pressure is lower than 0.01 kg / cm 2 , the ratio L 2 / L 1 and the ratio L 4 / L 3 are higher than 1.2. On the other hand, when the press pressure is higher than 20 kg / cm 2 , the ratio L 2 / L 1 and the ratio L 4 / L 3 are smaller than 0.9.
(第4工程)
前記外装材内の電極群に非水電解液を注入した後、前記外装材の開口部を封止することにより第5,6の非水電解液二次電池を製造する。
(4th process)
After injecting a nonaqueous electrolyte into the electrode group in the exterior material, fifth and sixth nonaqueous electrolyte secondary batteries are manufactured by sealing the opening of the exterior material.
前述した製造方法においては、外装材に電極群を収納してから接着性を有する高分子が溶解された溶液の注入を行ったが、外装材に収納せずに前記溶液の注入を行っても良い。この場合、まず、正極と負極の間にセパレータを介在させて電極群を作製する。前記電極群に前記溶液を含浸させた後、前記電極群を40〜120℃に加熱しながら成形することにより前記溶液の溶媒を蒸発させる。このような電極群を外装材に収納した後、非水電解液を注入し、封口等を行うことにより第5,6の非水電解液二次電池を製造することができる。 In the manufacturing method described above, the electrode group is housed in the exterior material, and then the solution in which the adhesive polymer is dissolved is injected. However, the solution may be injected without being accommodated in the exterior material. good. In this case, first, an electrode group is produced by interposing a separator between the positive electrode and the negative electrode. After the electrode group is impregnated with the solution, the electrode group is molded while being heated to 40 to 120 ° C. to evaporate the solvent of the solution. After accommodating such an electrode group in an exterior material, the 5th and 6th nonaqueous electrolyte secondary battery can be manufactured by injecting a nonaqueous electrolyte and performing sealing or the like.
本発明に係る第7の非水電解液二次電池は、少なくとも1枚の正極と、少なくとも1枚の負極と、少なくとも1枚のセパレータと、前記正極と前記セパレータの間及び前記負極と前記セパレータの間それぞれに介装される少なくとも2枚の接着層とが積層された構造を有する電極群;前記電極群に含浸される非水電解液;前記電極群が収納されるフィルム製外装材;を具備する。 A seventh non-aqueous electrolyte secondary battery according to the present invention includes at least one positive electrode, at least one negative electrode, at least one separator, between the positive electrode and the separator, and between the negative electrode and the separator. An electrode group having a structure in which at least two adhesive layers interposed between each of the electrode groups are laminated; a nonaqueous electrolytic solution impregnated in the electrode group; a film exterior material in which the electrode group is housed; It has.
前記セパレータは、接着性を有する高分子を10重量%以下含む。また、前記セパレータの全ての端部は、前記正極の端部または前記負極の端部に比べて突出している。 The separator includes 10% by weight or less of an adhesive polymer. Moreover, all the edge parts of the said separator protrude compared with the edge part of the said positive electrode, or the edge part of the said negative electrode.
前記正極、前記負極、前記非水電解液及び前記フィルム製外装材としては、前述した第3の非水電解液二次電池で説明したのと同様なものを用いることができる。以下、前記セパレータ及び前記接着層について説明する。 As the positive electrode, the negative electrode, the non-aqueous electrolyte, and the film exterior material, the same materials as those described in the third non-aqueous electrolyte secondary battery can be used. Hereinafter, the separator and the adhesive layer will be described.
(1)セパレータ
前記セパレータは、接着性を有する高分子が保持された多孔質シートからなる。前記セパレータの接着性を有する高分子の含有量は10重量%以下(0重量%を含む)である。また、前記セパレータの全ての端部は、前記正極の端部または前記負極の端部に比べて突出している。
(1) Separator The separator is made of a porous sheet in which an adhesive polymer is held. The separator has an adhesive polymer content of 10% by weight or less (including 0% by weight). Moreover, all the edge parts of the said separator protrude compared with the edge part of the said positive electrode, or the edge part of the said negative electrode.
前記多孔質シートとしては、前述した第1、2の非水電解液二次電池のセパレータにおいて説明したのと同様なものを用いることができる。 As the porous sheet, the same sheet as described in the separators of the first and second non-aqueous electrolyte secondary batteries can be used.
前記接着性を有する高分子としては、前述した第1、2の非水電解液二次電池のセパレータにおいて説明したのと同様なものを用いることができる。 As the polymer having adhesiveness, the same polymer as described in the separators of the first and second nonaqueous electrolyte secondary batteries described above can be used.
前記セパレータの接着性を有する高分子の含有量を前記範囲に規定するのは次のような理由によるものである。含有量を10重量%より多くすると、二次電池の内部抵抗が高くなるため、サイクル寿命を向上することが困難になる。より好ましい範囲は5重量%以下で、さらに好ましい範囲は1重量%以下である。また、接着性を有する高分子の含有量を1×10-5重量%以上にすることによって、正極とセパレータの接着強度並びに負極とセパレータの接着強度を向上することができる。含有量のより好ましい下限値は1×10-4重量%で、さらに好ましい範囲は1×10-3重量%である。 The reason why the content of the polymer having adhesiveness in the separator is defined in the above range is as follows. When the content is more than 10% by weight, the internal resistance of the secondary battery is increased, so that it is difficult to improve the cycle life. A more preferred range is 5% by weight or less, and a further preferred range is 1% by weight or less. Further, by setting the content of the adhesive polymer to 1 × 10 −5 wt% or more, the adhesive strength between the positive electrode and the separator and the adhesive strength between the negative electrode and the separator can be improved. A more preferable lower limit of the content is 1 × 10 −4 wt%, and a more preferable range is 1 × 10 −3 wt%.
前記セパレータは、接着性を有する高分子が均一に存在していても良いが、接着性を有する高分子の濃度にムラがあっても良い。中でも、内部の接着性を有する高分子の濃度が、正極または負極と対向する表面における接着性を有する高分子の濃度に比べて低いことが望ましい。特に、セパレータの厚さ方向の中心部における接着性を有する高分子の濃度が、正極または負極と対向する表面における接着性を有する高分子の濃度に比べて低いことが好ましい。 In the separator, the adhesive polymer may be uniformly present, but the concentration of the adhesive polymer may be uneven. In particular, it is desirable that the concentration of the polymer having adhesiveness is lower than the concentration of the polymer having adhesiveness on the surface facing the positive electrode or the negative electrode. In particular, it is preferable that the concentration of the polymer having adhesiveness at the central portion in the thickness direction of the separator is lower than the concentration of the polymer having adhesiveness on the surface facing the positive electrode or the negative electrode.
前記正極の少なくとも一端部を前記負極に比べて突出させたり、あるいは前記負極の少なくとも一端部を前記正極に比べて突出させる場合、突出した方の電極に比べてセパレータの全ての端部を突き出させることが望ましい。このような構成にすると、内部短絡発生率をより一層低減することができる。特に、前記負極の少なくとも一端部を前記正極に比べて突出させると共に、前記負極に比べてセパレータの全ての端部を突出させることが好ましい。このような構成にすると、内部短絡発生率のより一層の低減と、サイクル寿命の更なる向上とを図ることができる。 When at least one end of the positive electrode protrudes compared to the negative electrode, or when at least one end of the negative electrode protrudes compared to the positive electrode, all the end portions of the separator are protruded compared to the protruding electrode. It is desirable. With such a configuration, the internal short-circuit occurrence rate can be further reduced. In particular, it is preferable that at least one end portion of the negative electrode protrudes compared to the positive electrode, and all end portions of the separator protrude from the negative electrode. With such a configuration, it is possible to further reduce the internal short-circuit occurrence rate and further improve the cycle life.
前記セパレータの端部には、前記接着性を有する高分子が保持されていることが好ましい。このような構成にすると、突出しているセパレータ端部の強度を高めることができるため、内部短絡発生率をさらに低減することができる。 It is preferable that the adhesive polymer is held at the end of the separator. With such a configuration, the strength of the protruding separator end can be increased, so that the internal short-circuit occurrence rate can be further reduced.
前記セパレータの端部の突出長さは0.25〜2mmの範囲にすることが好ましい。これは次のような理由によるものである。突出長さを0.25mmより短くすると、内部短絡発生率を低減することが困難になる恐れがある。一方、突出長さが2mmを超えると、電池の体積エネルギー密度が低下する恐れがある。より好ましい範囲は、0.5〜1.5mmである。但し、前記正極の少なくとも一端部を前記負極に比べて突出させたり、あるいは前記負極の少なくとも一端部を前記正極に比べて突出させる場合、突出長さは突出した電極端部を基準にして設定する。 The protruding length of the end of the separator is preferably in the range of 0.25 to 2 mm. This is due to the following reason. If the protruding length is shorter than 0.25 mm, it may be difficult to reduce the internal short-circuit occurrence rate. On the other hand, if the protruding length exceeds 2 mm, the volume energy density of the battery may be reduced. A more preferable range is 0.5 to 1.5 mm. However, when at least one end of the positive electrode protrudes compared to the negative electrode, or when at least one end of the negative electrode protrudes compared to the positive electrode, the protruding length is set based on the protruding electrode end. .
(2)接着層
この接着層は、接着性を有する高分子を含む。前記接着性を有する高分子としては、前述した第1,2の非水電解液二次電池の正極で説明したのと同様なものを挙げることができる。
(2) Adhesive layer This adhesive layer contains a polymer having adhesiveness. Examples of the adhesive polymer include the same polymers as those described for the positive electrodes of the first and second nonaqueous electrolyte secondary batteries.
前記接着層は、多孔質構造をとることが好ましい。多孔質構造を有する接着層は、電極群の非水電解液保持量を増加させることができる。 The adhesive layer preferably has a porous structure. The adhesive layer having a porous structure can increase the amount of the non-aqueous electrolyte retained in the electrode group.
以下、本発明に係わる第7の非水電解液二次電池の一例である薄型リチウムイオン二次電池を図10及び図11を参照して詳細に説明する。 Hereinafter, a thin lithium ion secondary battery which is an example of the seventh nonaqueous electrolyte secondary battery according to the present invention will be described in detail with reference to FIGS.
フィルム製外装材41内には、積層構造型の電極群42が収納されている。前記電極群42は、例えば多孔質導電性基板からなる集電体43に正極層44が担持された構造を有する正極45と、例えば多孔質導電性基板からなる集電体46に負極層47が担持された構造を有する負極48と、前記正極層44及び前記負極層47にそれぞれ接着された多孔質の接着層49a,49bと、両面に前記多孔質の接着層49a,49bが接着されているセパレータ50とから構成される。前記負極48の全ての端部は、前記正極45に比べて突出している。一方、前記セパレータ50は、10重量%以下(0重量%を含む)の接着性高分子を含み、かつその全ての端部が前記負極48に比べて突出している。非水電解液は、前記外装材41内に収容されている。正極端子51は、一端が前記正極45に接続され、かつ他端が前記外装材41から延出されている。一方、負極端子52は、一端が前記負極48に接続され、かつ他端が前記外装材41から延出されている。
A laminated structure
以上説明した本発明に係る第1の非水電解液二次電池によれば、接着性を有する高分子を少なくとも正極とセパレータで囲まれる空隙と、負極とセパレータで囲まれる空隙と、正負極及びセパレータ内それぞれの空隙とに保持させることができるため、電極群の少なくとも内部に接着性高分子を三次元網状に分布させることができる。その結果、セパレータの一方の面に正極を直接接触させ、かつ他方の面に負極を直接接触させつつ、正極、負極及びセパレータを一体化することができるため、フィルム状外装材を用いた場合にも正負極及びセパレータの密着性を十分に確保することができると共に、接着性高分子に起因する内部抵抗の上昇を抑制することができる。さらに、前記セパレータが、空気透過率が600秒/100cm3以下の多孔質シートに少なくとも接着性を有する高分子が保持されたものを含むことによって、前記セパレータのリチウムイオン伝導度を高くすることができる。その結果、容量、大電流特性及びサイクル寿命が向上された非水電解液二次電池を提供することができる。また、フィルム状外装材を用いることが可能であるため、厚さが例えば4mm以下と薄く、容量、大電流特性及びサイクル寿命に優れた薄型の非水電解液二次電池を実現することができる。 According to the first non-aqueous electrolyte secondary battery according to the present invention described above, an adhesive polymer is surrounded by at least a gap surrounded by a positive electrode and a separator, a gap surrounded by a negative electrode and a separator, a positive and negative electrode, Since it can hold | maintain with each space | gap in a separator, adhesive polymer can be distributed in a three-dimensional network shape at least inside the electrode group. As a result, the positive electrode, the negative electrode, and the separator can be integrated while the positive electrode is in direct contact with one surface of the separator and the negative electrode is in direct contact with the other surface. In addition, sufficient adhesion between the positive and negative electrodes and the separator can be secured, and an increase in internal resistance due to the adhesive polymer can be suppressed. Furthermore, when the separator includes a porous sheet having an air permeability of 600 seconds / 100 cm 3 or less, at least a polymer having adhesiveness is retained, the lithium ion conductivity of the separator can be increased. it can. As a result, a nonaqueous electrolyte secondary battery with improved capacity, large current characteristics, and cycle life can be provided. Moreover, since a film-like exterior material can be used, a thin non-aqueous electrolyte secondary battery having a thickness as thin as 4 mm or less and excellent in capacity, large current characteristics and cycle life can be realized. .
前記フィルム状外装材を用いる場合、前記電極群の表面のうち少なくとも一部に接着層を形成することによって、前記外装材を前記電極群に固定することができる。その結果、前記外装材と前記電極群の間に非水電解液が浸透するのを抑制することができる。 When using the film-shaped exterior material, the exterior material can be fixed to the electrode group by forming an adhesive layer on at least a part of the surface of the electrode group. As a result, it is possible to prevent the nonaqueous electrolyte from penetrating between the exterior material and the electrode group.
前記接着性を有する高分子の総量を電池容量100mAh当たり0.2〜6mgの範囲にすることによって、内部抵抗を低く抑えつつ、正極、負極及びセパレータの密着性をより改善することができる。その結果、前記二次電池の大電流特性及びサイクル寿命をより改善することができる。 By making the total amount of the polymer having adhesiveness in the range of 0.2 to 6 mg per 100 mAh of battery capacity, it is possible to further improve the adhesion between the positive electrode, the negative electrode and the separator while keeping the internal resistance low. As a result, the large current characteristics and cycle life of the secondary battery can be further improved.
前記セパレータの厚さを30μm以下にすることによって、前記二次電池の内部抵抗をさらに低くすることができるため、前記二次電池の大電流特性及びサイクル寿命をより向上することができる。 By setting the thickness of the separator to 30 μm or less, the internal resistance of the secondary battery can be further reduced, so that the large current characteristics and cycle life of the secondary battery can be further improved.
また、前記セパレータの120℃、1時間での熱収縮率を20%以下にすることによって、正極、負極及びセパレータの密着性をより向上することができるため、前記二次電池の大電流特性及びサイクル寿命をより向上することができる。 Moreover, since the adhesiveness of a positive electrode, a negative electrode, and a separator can be improved more by making the thermal contraction rate in 120 degreeC and 1 hour of the said separator into 20% or less, the large current characteristic of the said secondary battery and The cycle life can be further improved.
また、前記セパレータの多孔度を30〜60%にすることによって、セパレータの強度と電解液保持性の双方を満足することができるため、前記二次電池の大電流特性及びサイクル寿命をより向上することができる。 In addition, by setting the porosity of the separator to 30 to 60%, it is possible to satisfy both the strength of the separator and the electrolyte solution retainability, thereby further improving the large current characteristics and cycle life of the secondary battery. be able to.
また、前記負極として、リチウムイオンを吸蔵・放出する炭素質物を含むものを用いることによって、リチウム金属もしくはリチウム合金からなる負極を備えた薄型の非水電解液二次電池において生じやすいリチウムデンドライドの問題を回避することができる。 In addition, by using a negative electrode made of lithium metal or a lithium alloy as the negative electrode, a lithium dendride that tends to occur in a thin non-aqueous electrolyte secondary battery having a negative electrode made of lithium metal or a lithium alloy is used. The problem can be avoided.
さらに、前記炭素質物として、(002)面の面間隔d002 が0.340nm以下である黒鉛結晶を有するものを用いることによって、前記二次電池の容量及び大電流特性をより向上することができる。 Further, as the carbonaceous material, it is possible to further improve the result, the capacity and the large current characteristics of the secondary battery using those having a graphite crystal is not more than 0.340nm is plane spacing d 002 of (002) plane .
また、前記正極及び前記負極のうち少なくともいずれか一方の電極において、直径3mm以下の孔が10cm2 当り1個以上の割合で存在する多孔質構造を有する導電性基板を集電体として用いることによって、必要な電極強度を確保しつつ、電極群に非水電解液を均一に浸透させることができるため、前記二次電池のサイクル寿命をより向上することができる。 Further, in at least one of the positive electrode and the negative electrode, a conductive substrate having a porous structure in which holes having a diameter of 3 mm or less exist at a rate of 1 or more per 10 cm 2 is used as a current collector. Since the non-aqueous electrolyte can be uniformly infiltrated into the electrode group while ensuring the necessary electrode strength, the cycle life of the secondary battery can be further improved.
本発明に係る第2の非水電解液二次電池は、正極と、負極と、前記正極及び前記負極を隔絶するためのセパレータとを有する電極群;前記電極群を収納するための外装材;前記電極群に含浸される非水電解液;を具備する。前記正極及び前記セパレータは、これらの内部及び境界に点在した接着性を有する高分子により接着されていると共に、前記負極及び前記セパレータは、これらの内部及び境界に点在した接着性を有する高分子により接着されている。このような二次電池によれば、正極の一部と負極の一部をセパレータに直に接触させることができるために接着性高分子に起因する内部抵抗を低減することができると共に、正極とセパレータの接着強度並びに負極とセパレータの接着強度を向上させることができる。接着強度が向上されるのは、前記電極群の内部に接着性を有する高分子が三次元の網状に分布しているためと推測される。その結果、容量、大電流特性及びサイクル寿命が向上された非水電解液二次電池を提供することができる。また、前記電極群は、フィルム製外装材を用いた際に、正極、負極及びセパレータが充分に接着された状態を長期間に亘り維持することができる。このため、厚さが例えば4mm以下と薄く、容量、大電流特性及びサイクル寿命に優れた薄型の非水電解液二次電池を実現することができる。 The second non-aqueous electrolyte secondary battery according to the present invention includes an electrode group having a positive electrode, a negative electrode, and a separator for isolating the positive electrode and the negative electrode; an exterior material for housing the electrode group; A nonaqueous electrolytic solution impregnated in the electrode group. The positive electrode and the separator are bonded by a polymer having adhesiveness scattered in the inside and the boundary thereof, and the negative electrode and the separator have high adhesiveness scattered in the interior and the boundary thereof. Bonded by molecules. According to such a secondary battery, since a part of the positive electrode and a part of the negative electrode can be directly brought into contact with the separator, the internal resistance caused by the adhesive polymer can be reduced, and the positive electrode and The adhesive strength of the separator and the adhesive strength between the negative electrode and the separator can be improved. The reason why the adhesive strength is improved is presumed that the polymer having adhesiveness is distributed in a three-dimensional network inside the electrode group. As a result, a nonaqueous electrolyte secondary battery with improved capacity, large current characteristics, and cycle life can be provided. Moreover, the said electrode group can maintain the state to which the positive electrode, the negative electrode, and the separator were fully adhere | attached for a long period, when using a film-made exterior material. Therefore, a thin non-aqueous electrolyte secondary battery having a thin thickness of, for example, 4 mm or less and excellent capacity, large current characteristics, and cycle life can be realized.
本発明に係る二次電池において、前記セパレータの接着性を有する高分子の含有量を10重量%以下にすることによって、正極とセパレータとの接着強度並びに負極とセパレータとの接着強度を高い値に維持しつつ、非水電解液のイオン伝導性を高くすることができるため、大電流放電特性及びサイクル寿命をより向上することができる。 In the secondary battery according to the present invention, the adhesive strength between the positive electrode and the separator and the adhesive strength between the negative electrode and the separator are increased by setting the content of the polymer having adhesiveness of the separator to 10% by weight or less. Since the ionic conductivity of the non-aqueous electrolyte can be increased while maintaining it, the large current discharge characteristics and the cycle life can be further improved.
本発明に係る二次電池において、前記セパレータの内部における接着性を有する高分子の濃度を正極または負極と対向する面における接着性を有する高分子の濃度に比べて低くすることによって、正極とセパレータとの接着強度並びに負極とセパレータとの接着強度を高い値に維持しつつ、内部抵抗を低減することができるため、大電流放電特性及びサイクル寿命をより向上することができる。 In the secondary battery according to the present invention, the concentration of the polymer having adhesiveness inside the separator is made lower than the concentration of the polymer having adhesiveness on the surface facing the positive electrode or the negative electrode, thereby allowing the positive electrode and the separator to Since the internal resistance can be reduced while maintaining the adhesive strength between and the negative electrode and the separator at a high value, the large current discharge characteristics and the cycle life can be further improved.
本発明に係る二次電池において、前記接着性を有する高分子の総量を電池容量100mAh当たり0.2〜6mgの範囲にすることによって、内部抵抗を低く抑えつつ、正極とセパレータとの接着強度並びに負極とセパレータとの接着強度をより改善することができる。その結果、前記二次電池の大電流特性及びサイクル寿命をより向上することができる。 In the secondary battery according to the present invention, the total amount of the polymer having adhesiveness is in the range of 0.2 to 6 mg per 100 mAh of battery capacity, so that the internal resistance is kept low and the adhesive strength between the positive electrode and the separator is reduced. The adhesive strength between the negative electrode and the separator can be further improved. As a result, the large current characteristics and cycle life of the secondary battery can be further improved.
本発明に係る二次電池において、前記接着性を有する高分子の総量を電池容量100mAh当たり0.2〜6mgの範囲にする際、前記非水電解液の量を電池容量100mAh当たり0.2〜0.6gにすることによって、大電流特性及びサイクル寿命をより向上することができる他に、フィルム製外装材の使用が可能になるために薄型化を図ることができる。 In the secondary battery according to the present invention, when the total amount of the polymer having adhesiveness is in the range of 0.2 to 6 mg per 100 mAh of battery capacity, the amount of the non-aqueous electrolyte solution is 0.2 to 0.2 per 100 mAh of battery capacity. By making it 0.6 g, in addition to improving the large current characteristics and cycle life, it becomes possible to use a film exterior material, so that the thickness can be reduced.
本発明に係る二次電池において、外装材としてフィルム製のものを用いる際、前記電極群の表面の少なくとも一部に形成された接着層で前記電極群を前記フィルム製外装材の内面に接着することによって、前記外装材を前記電極群に固定することができる。その結果、前記外装材と前記電極群の間に非水電解液が浸透するのを抑制することができる。 In the secondary battery according to the present invention, when a film-made outer packaging material is used, the electrode group is bonded to the inner surface of the film-made outer packaging material with an adhesive layer formed on at least a part of the surface of the electrode group. Thus, the exterior material can be fixed to the electrode group. As a result, it is possible to prevent the nonaqueous electrolyte from penetrating between the exterior material and the electrode group.
本発明に係る二次電池において、前記セパレータが、空気透過率が600秒/100cm3以下である多孔質シートに少なくとも前記接着性を有する高分子が保持されたものを含むことによって、前記セパレータのリチウムイオン伝導度を高くすることができる。その結果、放電容量、大電流特性及び充放電サイクル寿命を更に向上することができる。 In the secondary battery according to the present invention, the separator includes a porous sheet having an air permeability of 600 seconds / 100 cm 3 or less and a polymer having at least the adhesive property held therein. Lithium ion conductivity can be increased. As a result, the discharge capacity, large current characteristics, and charge / discharge cycle life can be further improved.
前記セパレータの厚さを30μm以下にすることによって、前記二次電池の内部抵抗をさらに低くすることができるため、前記二次電池の大電流特性及びサイクル寿命をより向上することができる。 By setting the thickness of the separator to 30 μm or less, the internal resistance of the secondary battery can be further reduced, so that the large current characteristics and cycle life of the secondary battery can be further improved.
また、前記セパレータの120℃、1時間での熱収縮率を20%以下にすることによって、正極とセパレータとの接着強度並びに負極とセパレータとの接着強度をより向上することができるため、前記二次電池の大電流特性及びサイクル寿命をさらに改善することができる。 In addition, since the thermal shrinkage rate at 120 ° C. for 1 hour of the separator is 20% or less, the adhesive strength between the positive electrode and the separator and the adhesive strength between the negative electrode and the separator can be further improved. The large current characteristics and cycle life of the secondary battery can be further improved.
また、前記セパレータの多孔度を30〜60%にすることによって、セパレータの強度と電解液保持性の双方を満足することができるため、前記二次電池の大電流特性及びサイクル寿命をより向上することができる。 In addition, by setting the porosity of the separator to 30 to 60%, it is possible to satisfy both the strength of the separator and the electrolyte solution retainability, thereby further improving the large current characteristics and cycle life of the secondary battery. be able to.
また、前記負極として、リチウムイオンを吸蔵・放出する炭素質物を含むものを用いることによって、リチウム金属もしくはリチウム合金からなる負極を備えた薄型の非水電解液二次電池において生じやすいリチウムデンドライドの問題を回避することができる。 In addition, by using a negative electrode made of lithium metal or a lithium alloy as the negative electrode, a lithium dendride that tends to occur in a thin non-aqueous electrolyte secondary battery having a negative electrode made of lithium metal or a lithium alloy is used. The problem can be avoided.
さらに、前記炭素質物として、(002)面の面間隔d002 が0.340nm以下である黒鉛結晶を有するものを用いることによって、前記二次電池の容量及び大電流特性をより向上することができる。 Further, as the carbonaceous material, it is possible to further improve the result, the capacity and the large current characteristics of the secondary battery using those having a graphite crystal is not more than 0.340nm is plane spacing d 002 of (002) plane .
また、前記正極及び前記負極のうち少なくともいずれか一方の電極において、直径3mm以下の孔が10cm2 当り1個以上の割合で存在する多孔質構造を有する導電性基板を集電体として用いることによって、必要な電極強度を確保しつつ、電極群に非水電解液を均一に浸透させることができるため、前記二次電池のサイクル寿命をより向上することができる。 Further, in at least one of the positive electrode and the negative electrode, a conductive substrate having a porous structure in which holes having a diameter of 3 mm or less exist at a rate of 1 or more per 10 cm 2 is used as a current collector. Since the non-aqueous electrolyte can be uniformly infiltrated into the electrode group while ensuring the necessary electrode strength, the cycle life of the secondary battery can be further improved.
本発明に係る非水電解液二次電池の製造方法によれば、正極と負極の間にセパレータを介在させて作製した電極群に、接着性を有する高分子が溶解された溶液を含浸させた後、前記電極群に成形を施すことによって、接着性高分子に起因する内部抵抗を低く抑えつつ、前記正極、前記負極及び前記セパレータを高い強度で接着することができる。次いで、前記電極群に非水電解液を含浸させ、これを所望の外装材に収納することによって、薄型にした場合にも優れたエネルギー密度、大電流特性及びサイクル寿命を有する非水電解液二次電池を簡単に製造することができる。 According to the method for manufacturing a non-aqueous electrolyte secondary battery according to the present invention, an electrode group produced by interposing a separator between a positive electrode and a negative electrode is impregnated with a solution in which an adhesive polymer is dissolved. Then, by forming the electrode group, the positive electrode, the negative electrode, and the separator can be bonded with high strength while suppressing internal resistance caused by the adhesive polymer. Next, the electrode group is impregnated with a non-aqueous electrolyte and stored in a desired exterior material, so that the non-aqueous electrolyte having excellent energy density, large current characteristics and cycle life can be obtained even when it is made thin. The secondary battery can be easily manufactured.
本発明に係る製造方法において、電極群をフィルム製外装材に収納した状態で接着性を有する高分子の溶液を注入することによって、内部抵抗の低減及び接着強度の向上という効果が得られる他に、前記電極群を前記フィルム製外装材の内面に接着することができ、前記外装材を前記電極群に固定することができる。その結果、非水電解液が前記電極群と前記外装材の間に浸透するのを抑えることができる。 In the manufacturing method according to the present invention, by injecting a polymer solution having adhesiveness in a state where the electrode group is housed in a film exterior material, the effects of reducing internal resistance and improving adhesive strength can be obtained. The electrode group can be adhered to the inner surface of the film exterior material, and the exterior material can be fixed to the electrode group. As a result, it is possible to suppress the nonaqueous electrolyte from penetrating between the electrode group and the exterior material.
本発明に係る製造方法において、前記接着性を有する高分子が溶解された溶液を含浸した電極群を乾燥させると、前記溶液中の溶媒が蒸発し、接着性を有する高分子からなる接着部が形成され、前記接着部の一部または全部が多孔質構造になる。この接着部は、その空隙に非水電解液を保持することができるため、リチウムイオンの伝導に寄与することができる。その結果、二次電池のリチウムイオン伝導度を向上することができるため、二次電池の放電容量、大電流放電特性及びサイクル寿命を改善することができる。 In the manufacturing method according to the present invention, when the electrode group impregnated with the solution in which the adhesive polymer is dissolved is dried, the solvent in the solution is evaporated, and the adhesive portion made of the adhesive polymer is formed. In this way, a part or all of the bonded portion has a porous structure. Since this adhesion part can hold | maintain a non-aqueous electrolyte in the space | gap, it can contribute to conduction of lithium ion. As a result, since the lithium ion conductivity of the secondary battery can be improved, the discharge capacity, large current discharge characteristics, and cycle life of the secondary battery can be improved.
本発明に係る製造方法において、前記乾燥の温度を100℃以下にすることによって、セパレータ、特にポリエチレンまたはポリプロピレンを含むセパレータの熱収縮を抑制することができる。その結果、正極、負極及びセパレータの接着強度をより向上することができるため、前記二次電池の大電流特性及びサイクル寿命をより向上することができる。 In the production method according to the present invention, the thermal shrinkage of the separator, particularly a separator containing polyethylene or polypropylene, can be suppressed by setting the drying temperature to 100 ° C. or lower. As a result, since the adhesive strength of the positive electrode, the negative electrode, and the separator can be further improved, the large current characteristics and cycle life of the secondary battery can be further improved.
また、前記乾燥を100℃以下で行う際に、前記溶媒として沸点が200℃以下の有機溶媒を用いることによって、溶媒の蒸発速度を向上することができるため、セパレータに与える熱の影響をより小さなものにすることができ、正負極及びセパレータの接着強度を更に高めることができる。 In addition, when the drying is performed at 100 ° C. or lower, the evaporation rate of the solvent can be improved by using an organic solvent having a boiling point of 200 ° C. or lower as the solvent. The adhesive strength between the positive and negative electrodes and the separator can be further increased.
また、前記乾燥を100℃以下で行う際に、前記セパレータの120℃、1時間での熱収縮率を20%以下にすることによって、セパレータの熱収縮をより小さくすることができるため、正負極及びセパレータの接着強度を更に高めることができる。 Further, when the drying is performed at 100 ° C. or lower, the thermal shrinkage rate of the separator at 120 ° C. for 1 hour is set to 20% or less, so that the thermal contraction of the separator can be further reduced. In addition, the adhesive strength of the separator can be further increased.
本発明に係る第3の非水電解液二次電池は、正極及び負極をその間にセパレータを介して渦巻き状に捲回した後、径方向に圧縮した構造を有する電極群と、前記電極群に含浸される非水電解液と、前記電極群が収納されるフィルム製外装材とを具備する。また、前記電極群は、積層構造が露出している面が前述した(1)式を満たす形状を有する。 A third non-aqueous electrolyte secondary battery according to the present invention includes an electrode group having a structure in which a positive electrode and a negative electrode are wound spirally through a separator therebetween and then compressed in a radial direction, and the electrode group includes A nonaqueous electrolytic solution to be impregnated; and a film exterior material in which the electrode group is accommodated. Further, the electrode group has a shape in which the surface where the laminated structure is exposed satisfies the above-described formula (1).
すなわち、非水電解液二次電池の電極群は、充放電サイクルの進行に伴い、積層方向に沿って膨張・収縮を繰り返す。フィルム製外装材は、この膨張・収縮を抑える効果が小さく、電極群の膨張・収縮にほぼ追従して変形する。一方、接着性を有する高分子を含まないセパレータは、非水電解液のイオン伝導度を高くすることができる。しかしながら、この接着性を有する高分子を含まないセパレータを含む電極群の外装材としてフィルム製外装材を用いると、充放電サイクルの進行に伴って正極、負極及びセパレータの接触面積が減少し、内部抵抗が増加し、長寿命を得られなくなる。 That is, the electrode group of the non-aqueous electrolyte secondary battery repeatedly expands and contracts along the stacking direction as the charge / discharge cycle proceeds. The film exterior material has a small effect of suppressing the expansion / contraction, and deforms substantially following the expansion / contraction of the electrode group. On the other hand, a separator that does not contain an adhesive polymer can increase the ionic conductivity of the non-aqueous electrolyte. However, when a film exterior material is used as an exterior material of an electrode group including a separator that does not contain a polymer having adhesiveness, the contact area of the positive electrode, the negative electrode, and the separator decreases with the progress of the charge / discharge cycle, and the internal Resistance increases and long life cannot be obtained.
本願発明によれば、フィルム製外装材を用いた際に、正極、接着性を有する高分子を含まないセパレータ及び負極を長期間に亘って十分に接触させておくことができる。その結果、充放電サイクルの進行に伴う内部インピーダンスの増加を抑制することができるため、充放電サイクル寿命を向上することができる。また、前記二次電池は、高温貯蔵後の容量回復率を向上することができる。さらに、前記フィルム製外装材の厚さを50〜300μmの範囲にしても長寿命を確保することができるため、薄型で、かつ長寿命な非水電解液二次電池を提供することができる。 According to the present invention, when the film exterior material is used, the positive electrode, the separator not containing the adhesive polymer, and the negative electrode can be sufficiently brought into contact with each other for a long period of time. As a result, since the increase in internal impedance accompanying the progress of the charge / discharge cycle can be suppressed, the charge / discharge cycle life can be improved. In addition, the secondary battery can improve the capacity recovery rate after high temperature storage. Furthermore, since a long life can be ensured even if the thickness of the film exterior material is in the range of 50 to 300 μm, a thin and long-life nonaqueous electrolyte secondary battery can be provided.
本発明に係る第3の非水電解液二次電池において、前記セパレータが空気透過率が600秒/100cm3以下の多孔質シートであることによって、前記セパレータのリチウムイオン伝導度を高くすることができる。その結果、放電容量及び充放電サイクル寿命を更に向上することができる。 In the third nonaqueous electrolyte secondary battery according to the present invention, when the separator is a porous sheet having an air permeability of 600 seconds / 100 cm 3 or less, the lithium ion conductivity of the separator can be increased. it can. As a result, the discharge capacity and the charge / discharge cycle life can be further improved.
本発明に係る第3の非水電解液二次電池において、前記セパレータが、ポリオレフィン及びセルロースから選ばれる少なくとも1種類の材料からなることによって、前記セパレータの内部抵抗を低くすることができ、前記セパレータのリチウムイオン伝導度をより一層向上することができる。その結果、前記二次電池の放電容量及び充放電サイクル寿命を更に向上することができる。 In the third non-aqueous electrolyte secondary battery according to the present invention, the separator is made of at least one material selected from polyolefin and cellulose, whereby the internal resistance of the separator can be reduced, and the separator The lithium ion conductivity of can be further improved. As a result, the discharge capacity and charge / discharge cycle life of the secondary battery can be further improved.
本発明に係る第4の非水電解液二次電池は、正極及び負極がその間にセパレータを介して2回以上折り曲げられた構造を有する電極群と、前記電極群に含浸される非水電解液と、前記電極群が収納されるフィルム製外装材とを具備する。前記電極群は、積層構造が露出している面が前記(2)式を満たす形状を有する。 A fourth non-aqueous electrolyte secondary battery according to the present invention includes an electrode group having a structure in which a positive electrode and a negative electrode are bent at least twice via a separator, and a non-aqueous electrolyte solution impregnated in the electrode group And a film exterior material in which the electrode group is accommodated. The electrode group has a shape in which the surface where the laminated structure is exposed satisfies the formula (2).
このような二次電池によれば、フィルム製外装材内に収納された電極群において、正極、接着性を有する高分子を含まないセパレータ及び負極を長期間に亘って十分に接触させておくことができる。その結果、充放電サイクルの進行に伴う内部インピーダンスの増加を抑制することができるため、充放電サイクル寿命を向上することができる。また、前記二次電池は、高温貯蔵後の容量回復率を向上することができる。さらに、前記フィルム製外装材の厚さを50〜300μmの範囲にしても長寿命を確保することができるため、薄型で、かつ長寿命な非水電解液二次電池を提供することができる。 According to such a secondary battery, in the electrode group housed in the film exterior material, the positive electrode, the separator not containing the adhesive polymer, and the negative electrode are kept in sufficient contact over a long period of time. Can do. As a result, since the increase in internal impedance accompanying the progress of the charge / discharge cycle can be suppressed, the charge / discharge cycle life can be improved. In addition, the secondary battery can improve the capacity recovery rate after high temperature storage. Furthermore, since a long life can be ensured even if the thickness of the film exterior material is in the range of 50 to 300 μm, a thin and long-life nonaqueous electrolyte secondary battery can be provided.
本発明に係る第4の非水電解液二次電池において、前記セパレータが空気透過率が600秒/100cm3以下の多孔質シートであることによって、前記セパレータのリチウムイオン伝導度を高くすることができる。その結果、放電容量及び充放電サイクル寿命を更に向上することができる。 In the fourth nonaqueous electrolyte secondary battery according to the present invention, when the separator is a porous sheet having an air permeability of 600 seconds / 100 cm 3 or less, the lithium ion conductivity of the separator can be increased. it can. As a result, the discharge capacity and the charge / discharge cycle life can be further improved.
本発明に係る第4の非水電解液二次電池において、前記セパレータが、ポリオレフィン及びセルロースから選ばれる少なくとも1種類の材料からなることによって、前記セパレータの内部抵抗を低くすることができ、前記セパレータのリチウムイオン伝導度をより一層向上することができる。その結果、前記二次電池の放電容量及び充放電サイクル寿命を更に向上することができる。 In the fourth non-aqueous electrolyte secondary battery according to the present invention, the separator is made of at least one material selected from polyolefin and cellulose, whereby the internal resistance of the separator can be reduced, and the separator The lithium ion conductivity of can be further improved. As a result, the discharge capacity and charge / discharge cycle life of the secondary battery can be further improved.
本発明に係る別の非水電解液二次電池の製造方法は、正極及び負極の間にポリオレフィン及びセルロースから選ばれる少なくとも1種類の材料からなるセパレータを介在させて電極群を作製する工程と、前記電極群を加熱しながら成形する工程と、前記電極群に非水電解液を含浸させる工程とを具備する。このような方法によれば、前記加熱成形工程において、前記正極及び負極に含まれる結着剤を熱硬化させることができるため、成形後、前記正極、前記負極及び前記セパレータが成形前の厚さに復元しようとするのを回避することができる。その結果、前記正極、前記負極及び前記セパレータが充分に接触した状態にすることができると共に、充放電サイクルの進行に伴って電極群の膨張・収縮が繰り返されてもその状態を維持することができる。その結果、充放電サイクルの進行に伴って内部抵抗が増加するのを抑制することができるため、充放電サイクル寿命を向上することができる。また、フィルム製外装材を用いた際に、正極、負極及びセパレータが充分に接触した状態を長期間に亘って維持することができるため、長寿命な薄型非水電解液二次電池を実現することができる。。 Another method for producing a non-aqueous electrolyte secondary battery according to the present invention includes a step of producing an electrode group by interposing a separator made of at least one material selected from polyolefin and cellulose between a positive electrode and a negative electrode; Forming the electrode group while heating, and impregnating the electrode group with a non-aqueous electrolyte. According to such a method, since the binder contained in the positive electrode and the negative electrode can be thermally cured in the thermoforming step, the thickness of the positive electrode, the negative electrode, and the separator after molding is the thickness before molding. You can avoid trying to restore. As a result, the positive electrode, the negative electrode, and the separator can be sufficiently in contact with each other, and the state can be maintained even if the electrode group is repeatedly expanded and contracted as the charge / discharge cycle progresses. it can. As a result, it is possible to suppress an increase in internal resistance as the charge / discharge cycle progresses, so that the charge / discharge cycle life can be improved. In addition, when a film exterior material is used, a state in which the positive electrode, the negative electrode, and the separator are sufficiently in contact with each other can be maintained for a long period of time, thereby realizing a long-life thin non-aqueous electrolyte secondary battery. be able to. .
本発明に係る製造方法において、前記電極群を成形する際、前記電極群の温度を40〜120℃にすることによって、セパレータの大幅な熱収縮を回避しつつ、正極、負極及びセパレータの接触状態をより改善することができるため、サイクル寿命を更に向上することができる。 In the manufacturing method according to the present invention, when forming the electrode group, the temperature of the electrode group is set to 40 to 120 ° C., thereby avoiding significant thermal shrinkage of the separator, and the contact state of the positive electrode, the negative electrode, and the separator. Therefore, the cycle life can be further improved.
本発明に係る第5の非水電解液二次電池によれば、正極及び負極をその間にセパレータを介して渦巻き状に捲回した後、径方向に圧縮した構造を有する電極群と、前記電極群に含浸される非水電解液と、前記電極群が収納されるフィルム製外装材とを具備する。前記正極及び前記セパレータは、これらの内部及び境界に点在した接着性を有する高分子により接着されていると共に、前記負極及び前記セパレータは、これらの内部及び境界に点在した接着性を有する高分子により接着されている。また、前記電極群は、積層構造が露出している面が前述した(1)式を満たす形状を有する。 According to the fifth non-aqueous electrolyte secondary battery of the present invention, the electrode group having a structure in which the positive electrode and the negative electrode are spirally wound through a separator therebetween and then compressed in the radial direction, and the electrode A nonaqueous electrolytic solution impregnated in the group, and a film exterior material in which the electrode group is accommodated. The positive electrode and the separator are bonded by a polymer having adhesiveness scattered in the inside and the boundary thereof, and the negative electrode and the separator have high adhesiveness scattered in the interior and the boundary thereof. Bonded by molecules. Further, the electrode group has a shape in which the surface where the laminated structure is exposed satisfies the above-described formula (1).
このような二次電池によれば、電極群の内部抵抗を低い値に維持しつつ、正極、負極及びセパレータを長期間に亘って充分に接触させておくことができる。その結果、二次電池の初期容量、サイクル寿命及び大電流放電特性を飛躍的に向上させることができる。 According to such a secondary battery, the positive electrode, the negative electrode, and the separator can be sufficiently brought into contact with each other for a long time while maintaining the internal resistance of the electrode group at a low value. As a result, the initial capacity, cycle life and large current discharge characteristics of the secondary battery can be dramatically improved.
本発明に係る第6の非水電解液二次電池によれば、正極、負極及びセパレータからなる積層物を2回以上折り曲げた構造を有する電極群と、前記電極群に含浸される非水電解液と、前記電極群が収納されるフィルム製外装材とを具備する。前記正極及び前記セパレータは、これらの内部及び境界に点在した接着性を有する高分子により接着されていると共に、前記負極及び前記セパレータは、これらの内部及び境界に点在した接着性を有する高分子により接着されている。前記電極群は、積層構造が露出している面が前述した(2)式を満たす形状を有する。 According to the sixth nonaqueous electrolyte secondary battery of the present invention, an electrode group having a structure in which a laminate composed of a positive electrode, a negative electrode, and a separator is folded twice or more, and nonaqueous electrolysis impregnated in the electrode group A liquid and a film exterior material in which the electrode group is accommodated. The positive electrode and the separator are bonded by a polymer having adhesiveness scattered in the inside and the boundary thereof, and the negative electrode and the separator have high adhesiveness scattered in the interior and the boundary thereof. Bonded by molecules. In the electrode group, the surface where the laminated structure is exposed has a shape satisfying the above-described formula (2).
このような二次電池によれば、電極群の内部抵抗を低い値に維持しつつ、正極、負極及びセパレータを長期間に亘って充分に接触させておくことができる。その結果、二次電池の初期容量、サイクル寿命及び大電流放電特性を飛躍的に向上させることができる。 According to such a secondary battery, the positive electrode, the negative electrode, and the separator can be sufficiently brought into contact with each other for a long time while maintaining the internal resistance of the electrode group at a low value. As a result, the initial capacity, cycle life and large current discharge characteristics of the secondary battery can be dramatically improved.
本発明に係る第7の非水電解液二次電池は、少なくとも1枚の正極と、少なくとも1枚の負極と、少なくとも1枚のセパレータと、前記正極と前記セパレータの間及び前記負極と前記セパレータの間それぞれに介装される少なくとも2枚の接着層とが積層された構造を有する電極群;前記電極群に含浸される非水電解液;前記電極群が収納されるフィルム製外装材;を具備する。前記セパレータは、接着性を有する高分子を10重量%以下(0重量%を含む)含み、かつその端部が前記正極の端部または前記負極の端部に比べて突出している。 A seventh non-aqueous electrolyte secondary battery according to the present invention includes at least one positive electrode, at least one negative electrode, at least one separator, between the positive electrode and the separator, and between the negative electrode and the separator. An electrode group having a structure in which at least two adhesive layers interposed between each of the electrode groups are laminated; a nonaqueous electrolytic solution impregnated in the electrode group; a film exterior material in which the electrode group is housed; It has. The separator includes 10% by weight or less (including 0% by weight) of a polymer having adhesiveness, and an end portion of the separator protrudes from an end portion of the positive electrode or an end portion of the negative electrode.
このような二次電池によれば、誤って落下させる等により電池に衝撃が加わった際と、高温環境下で使用してセパレータに熱収縮が生じた際に内部短絡が発生するのを抑制することができる。また、内部抵抗を低減することができるため、充放電サイクル寿命を向上することができる。 According to such a secondary battery, it is possible to suppress the occurrence of an internal short circuit when an impact is applied to the battery by accidentally dropping it or when the separator is thermally contracted when used in a high temperature environment. be able to. Moreover, since internal resistance can be reduced, the charge / discharge cycle life can be improved.
本発明に係る二次電池において、前記セパレータの突出長さを0.25〜2mmの範囲にすることによって、高い体積エネルギー密度を維持しつつ、内部短絡発生率をより低減することができる。 The secondary battery which concerns on this invention WHEREIN: By making the protrusion length of the said separator into the range of 0.25-2 mm, an internal short circuit incidence rate can be reduced more, maintaining a high volume energy density.
以下、本発明の好ましい実施例を詳細に説明する。 Hereinafter, preferred embodiments of the present invention will be described in detail.
例1
<正極の作製>
まず、リチウムコバルト酸化物(Lix CoO2 ;但し、Xは0≦X≦1である)粉末91重量%をアセチレンブラック3.5重量%、グラファイト3.5重量%及びエチレンプロピレンジエンモノマ粉末2重量%とトルエンを加えて共に混合し、10cm2当たり10個の割合で直径0.5mmの孔が存在する多孔質アルミニウム箔(厚さが15μm)からなる集電体の両面に塗布した後、プレスすることにより電極密度が3g/cm3で、正極層が集電体の両面に担持された構造の正極を2枚作製した。
Example 1
<Preparation of positive electrode>
First, 91% by weight of lithium cobalt oxide (Li x CoO 2 ; X is 0 ≦ X ≦ 1) powder, 3.5% by weight of acetylene black, 3.5% by weight of graphite, and ethylene propylene
<負極の作製>
炭素質材料として3000℃で熱処理したメソフェーズピッチ系炭素繊維(繊維径が8μm、平均繊維長が20μm、平均面間隔(d002)が0.3360nm)の粉末を93重量%と、結着剤としてポリフッ化ビニリデン(PVdF)7重量%とを混合し、これを10cm2当たり10個の割合で直径0.5mmの孔が存在する多孔質銅箔(厚さが15μm)からなる集電体の片面に塗布し、乾燥し、プレスすることにより電極密度が1.3g/cm3で、負極層が集電体の片面に担持された構造の負極Aを作製した。また、前述した混合物を前記集電体の両面に塗布し、乾燥し、プレスすることにより電極密度が1.3g/cm3で、負極層が集電体の両面に担持された構造の負極Bを作製した。
<Production of negative electrode>
93% by weight of powder of mesophase pitch carbon fiber (
<セパレータ>
厚さが25μmで、120℃、1時間での熱収縮が20%で、多孔度が50%のポリエチレン製多孔質フィルムからなるセパレータを4枚用意した。
<Separator>
Four separators made of a polyethylene porous film having a thickness of 25 μm, a thermal shrinkage of 20% at 120 ° C. for 1 hour, and a porosity of 50% were prepared.
<非水電解液の調製>
六フッ化リン酸リチウム(LiPF6 )をエチレンカーボネート(EC)とメチルエチルカーボネート(MEC)の混合溶媒(混合体積比率1:2)に1モル/1溶解して非水電解液を調製した。
<Preparation of non-aqueous electrolyte>
A non-aqueous electrolyte was prepared by dissolving 1 mol / l of lithium hexafluorophosphate (LiPF 6 ) in a mixed solvent of ethylene carbonate (EC) and methyl ethyl carbonate (MEC) (mixing volume ratio 1: 2).
<電極群の作製>
得られた正極、負極A,B及びセパレータを、セパレータ、正極、セパレータ、負極B(負極層、負極集電体、負極層)、セパレータ、正極、セパレータ及び負極A(負極層、前記負極集電体)の順に積層し、得られた積層物を渦巻き状に捲回した後、偏平形状に成形して電極群を作製した。なお、積層前に前記正極の集電体に帯状の正極リードを溶接し、前記負極の集電体に帯状の負極リードを溶接した。
<Production of electrode group>
The obtained positive electrode, negative electrode A, B, and separator were separated into separator, positive electrode, separator, negative electrode B (negative electrode layer, negative electrode current collector, negative electrode layer), separator, positive electrode, separator, and negative electrode A (negative electrode layer, negative electrode current collector). Body) and the obtained laminate was wound in a spiral shape, and then formed into a flat shape to produce an electrode group. Before lamination, a belt-like positive electrode lead was welded to the positive electrode current collector, and a belt-like negative electrode lead was welded to the negative electrode current collector.
アルミ箔の両面をポリプロピレンで覆った厚さ100μmのラミネートフィルムを袋状に成形し、これに前記電極群を積層面が袋の開口部から見えるように収納した。接着性を有する高分子であるポリアクリロニトリル(PAN)を有機溶媒であるジメチルフォルムアミド(沸点が153℃)に0.5重量%溶解させた。得られた溶液を前記ラミネートフィルム内の電極群に電池容量100mAh当たりの量が0.25mlとなるように注入し、前記溶液を前記電極群の内部に浸透させると共に、前記電極群の表面全体に付着させた。 A laminate film having a thickness of 100 μm in which both surfaces of an aluminum foil were covered with polypropylene was formed into a bag shape, and the electrode group was accommodated in the bag so that the laminated surface could be seen from the opening of the bag. Polyacrylonitrile (PAN), which is an adhesive polymer, was dissolved in 0.5% by weight in dimethylformamide (boiling point: 153 ° C.), which is an organic solvent. The obtained solution was injected into the electrode group in the laminate film so that the amount per 100 mAh of battery capacity was 0.25 ml, the solution was infiltrated into the electrode group, and the entire surface of the electrode group was introduced. Attached.
次いで、前記ラミネートフィルム内の電極群に80℃で真空乾燥を12時間施すことにより前記有機溶媒を蒸発させ、正極、負極及びセパレータの空隙に接着性を有する高分子を保持させると共に、前記電極群の表面に多孔質な接着部を形成した。PANの総量は、電池容量100mAh当たり1.25mgであった。なお、接着性高分子(例えばPAN)の総量は、接着性高分子溶液を含浸させる前の電極群と比較した際の重量増加量から算出した。 Next, the electrode group in the laminate film is vacuum-dried at 80 ° C. for 12 hours to evaporate the organic solvent, and hold the polymer having adhesiveness in the gaps between the positive electrode, the negative electrode, and the separator, and the electrode group A porous adhesive part was formed on the surface of the film. The total amount of PAN was 1.25 mg per 100 mAh battery capacity. In addition, the total amount of the adhesive polymer (for example, PAN) was calculated from the amount of weight increase when compared with the electrode group before impregnating the adhesive polymer solution.
前記ラミネートフィルム内の電極群に前記非水電解液を電池容量1Ah当たりの量が4.1g(100mAh当たり0.41g)となるように注入し、前述した図1、2に示す構造を有し、厚さが3mm、幅が40mm、高さが70mmの薄型非水電解液二次電池を組み立てた。
The non-aqueous electrolyte is injected into the electrode group in the laminate film so that the amount per
例2
負極としてアルミニウムを用いること以外は、例1と同様にして薄型非水電解液二次電池を組み立てた。
Example 2
A thin nonaqueous electrolyte secondary battery was assembled in the same manner as in Example 1 except that aluminum was used as the negative electrode.
例3
ラミネートフィルムを袋状に成形したものに例1で説明したのと同様にして作製された電極群を積層面が袋の開口部から見えるように収納した。接着性を有する高分子であるポリフッ化ビニリデン(PVdF)を有機溶媒であるジメチルフォルムアミド(沸点が153℃)に0.5重量%溶解させた。得られた溶液を前記ラミネートフィルム内の電極群に電池容量100mAh当たりの量が例1と同様となるように注入し、前記溶液を前記電極群の内部に浸透させると共に、前記電極群の表面全体に付着させた。
Example 3
An electrode group produced in the same manner as described in Example 1 was stored in a bag-shaped laminate film so that the laminated surface could be seen from the opening of the bag. Polyvinylidene fluoride (PVdF), which is an adhesive polymer, was dissolved in 0.5% by weight in dimethylformamide (boiling point: 153 ° C.), which is an organic solvent. The obtained solution was poured into the electrode group in the laminate film so that the amount per 100 mAh of battery capacity was the same as in Example 1, and the solution was allowed to penetrate into the electrode group, and the entire surface of the electrode group Adhered to.
次いで、前記ラミネートフィルム内の電極群に40℃で真空乾燥を24時間施すことにより前記有機溶媒を蒸発させ、正極、負極及びセパレータの空隙に接着性を有する高分子を保持させると共に、前記電極群の表面に多孔質な接着部を形成した。PVdFの総量は、電池容量100mAh当たり1.15mgであった。 Next, the electrode group in the laminate film is vacuum-dried at 40 ° C. for 24 hours to evaporate the organic solvent, hold the polymer having adhesiveness in the gaps between the positive electrode, the negative electrode, and the separator. A porous adhesive part was formed on the surface of the film. The total amount of PVdF was 1.15 mg per 100 mAh battery capacity.
前記ラミネートフィルム内の電極群に前記非水電解液を電池容量1Ah当たりの量が例1と同様となるように注入し、前述した図1、2に示す構造を有し、厚さが3mm、幅が40mm、高さが70mmの薄型非水電解液二次電池を組み立てた。 The non-aqueous electrolyte is injected into the electrode group in the laminate film so that the amount per 1Ah of battery capacity is the same as in Example 1, and has the structure shown in FIGS. A thin non-aqueous electrolyte secondary battery having a width of 40 mm and a height of 70 mm was assembled.
例4
真空乾燥の条件を80℃、12時間にすること以外は、例3で説明したのと同様にして薄型非水電解液二次電池を組み立てた。
Example 4
A thin nonaqueous electrolyte secondary battery was assembled in the same manner as described in Example 3 except that the vacuum drying conditions were 80 ° C. and 12 hours.
例5
真空乾燥の条件を100℃、6時間にすること以外は、例3で説明したのと同様にして薄型非水電解液二次電池を組み立てた。
Example 5
A thin nonaqueous electrolyte secondary battery was assembled in the same manner as described in Example 3 except that the vacuum drying conditions were 100 ° C. and 6 hours.
例6
負極としてアルミニウムを用いること以外は、例3と同様にして薄型非水電解液二次電池を組み立てた。
Example 6
A thin nonaqueous electrolyte secondary battery was assembled in the same manner as in Example 3 except that aluminum was used as the negative electrode.
例7
ラミネートフィルムを袋状に成形したものに例1で説明したのと同様にして作製された電極群を積層面が袋の開口部から見えるように収納した。接着性を有する高分子であるポリフッ化ビニリデン(PVdF)を有機溶媒であるジメチルフォルムアミド(沸点が153℃)に0.1重量%溶解させた。得られた溶液を前記ラミネートフィルム内の電極群に電池容量100mAh当たりの量が例1と同様となるように注入し、前記溶液を前記電極群の内部に浸透させると共に、前記電極群の表面全体に付着させた。
Example 7
An electrode group produced in the same manner as described in Example 1 was stored in a bag-shaped laminate film so that the laminated surface could be seen from the opening of the bag. Polyvinylidene fluoride (PVdF) which is an adhesive polymer was dissolved in 0.1% by weight in dimethylformamide (boiling point: 153 ° C.) which is an organic solvent. The obtained solution was poured into the electrode group in the laminate film so that the amount per 100 mAh of battery capacity was the same as in Example 1, and the solution was allowed to penetrate into the electrode group, and the entire surface of the electrode group Adhered to.
次いで、前記ラミネートフィルム内の電極群に80℃で真空乾燥を12時間施すことにより前記有機溶媒を蒸発させ、正極、負極及びセパレータの空隙に接着性を有する高分子を保持させると共に、前記電極群の表面に多孔質な接着部を形成した。PVdFの総量は、電池容量100mAh当たり0.23mgであった。 Next, the electrode group in the laminate film is vacuum-dried at 80 ° C. for 12 hours to evaporate the organic solvent, and hold the polymer having adhesiveness in the gaps between the positive electrode, the negative electrode, and the separator, and the electrode group A porous adhesive part was formed on the surface of the film. The total amount of PVdF was 0.23 mg per 100 mAh of battery capacity.
前記ラミネートフィルム内の電極群に前記非水電解液を電池容量1Ah当たりの量が例1と同様となるように注入し、前述した図1に示す構造を有し、厚さが3mm、幅が40mm、高さが70mmの薄型非水電解液二次電池を組み立てた。 The non-aqueous electrolyte is injected into the electrode group in the laminate film so that the amount per 1Ah of battery capacity is the same as in Example 1, and has the structure shown in FIG. A thin non-aqueous electrolyte secondary battery having a height of 40 mm and a height of 70 mm was assembled.
例8
ラミネートフィルムを袋状に成形したものに例1で説明したのと同様にして作製された電極群を積層面が袋の開口部から見えるように収納した。接着性を有する高分子であるポリフッ化ビニリデン(PVdF)を有機溶媒であるジメチルフォルムアミド(沸点が153℃)に1重量%溶解させた。得られた溶液を前記ラミネートフィルム内の電極群に電池容量100mAh当たりの量が例1と同様となるように注入し、前記溶液を前記電極群の内部に浸透させると共に、前記電極群の表面全体に付着させた。
Example 8
An electrode group produced in the same manner as described in Example 1 was stored in a bag-shaped laminate film so that the laminated surface could be seen from the opening of the bag. 1% by weight of polyvinylidene fluoride (PVdF), which is an adhesive polymer, was dissolved in dimethylformamide (boiling point: 153 ° C.), which is an organic solvent. The obtained solution was poured into the electrode group in the laminate film so that the amount per 100 mAh of battery capacity was the same as in Example 1, and the solution was allowed to penetrate into the electrode group, and the entire surface of the electrode group Adhered to.
次いで、前記ラミネートフィルム内の電極群に80℃で真空乾燥を12時間施すことにより前記有機溶媒を蒸発させ、正極、負極及びセパレータの空隙に接着性を有する高分子を保持させると共に、前記電極群の表面に多孔質な接着部を形成した。PVdFの総量は、電池容量100mAh当たり2.3mgであった。 Next, the electrode group in the laminate film is vacuum-dried at 80 ° C. for 12 hours to evaporate the organic solvent, and hold the polymer having adhesiveness in the gaps between the positive electrode, the negative electrode, and the separator, and the electrode group A porous adhesive part was formed on the surface of the film. The total amount of PVdF was 2.3 mg per 100 mAh battery capacity.
前記ラミネートフィルム内の電極群に前記非水電解液を電池容量1Ah当たりの量が例1と同様となるように注入し、前述した図1に示す構造を有し、厚さが3mm、幅が40mm、高さが70mmの薄型非水電解液二次電池を組み立てた。 The non-aqueous electrolyte is injected into the electrode group in the laminate film so that the amount per 1Ah of battery capacity is the same as in Example 1, and has the structure shown in FIG. A thin non-aqueous electrolyte secondary battery having a height of 40 mm and a height of 70 mm was assembled.
例9
ラミネートフィルムを袋状に成形したものに例1で説明したのと同様にして作製された電極群を積層面が袋の開口部から見えるように収納した。接着性を有する高分子であるポリフッ化ビニリデン(PVdF)を有機溶媒であるジメチルフォルムアミド(沸点が153℃)に2.5重量%溶解させた。得られた溶液を前記ラミネートフィルム内の電極群に電池容量100mAh当たりの量が例1と同様となるように注入し、前記溶液を前記電極群の内部に浸透させると共に、前記電極群の表面全体に付着させた。
Example 9
An electrode group produced in the same manner as described in Example 1 was stored in a bag-shaped laminate film so that the laminated surface could be seen from the opening of the bag. Polyvinylidene fluoride (PVdF), which is an adhesive polymer, was dissolved in 2.5% by weight in dimethylformamide (boiling point: 153 ° C.), which is an organic solvent. The obtained solution was poured into the electrode group in the laminate film so that the amount per 100 mAh of battery capacity was the same as in Example 1, and the solution was allowed to penetrate into the electrode group, and the entire surface of the electrode group Adhered to.
次いで、前記ラミネートフィルム内の電極群に80℃で真空乾燥を12時間施すことにより前記有機溶媒を蒸発させ、正極、負極及びセパレータの空隙に接着性を有する高分子を保持させると共に、前記電極群の表面に多孔質な接着部を形成した。PVdFの総量は、電池容量100mAh当たり2.88mgであった。 Next, the electrode group in the laminate film is vacuum-dried at 80 ° C. for 12 hours to evaporate the organic solvent, and hold the polymer having adhesiveness in the gaps between the positive electrode, the negative electrode, and the separator, and the electrode group A porous adhesive part was formed on the surface of the film. The total amount of PVdF was 2.88 mg per 100 mAh battery capacity.
前記ラミネートフィルム内の電極群に前記非水電解液を電池容量1Ah当たりの量が例1と同様となるように注入し、前述した図1に示す構造を有し、厚さが3mm、幅が40mm、高さが70mmの薄型非水電解液二次電池を組み立てた。 The non-aqueous electrolyte is injected into the electrode group in the laminate film so that the amount per 1Ah of battery capacity is the same as in Example 1, and has the structure shown in FIG. A thin non-aqueous electrolyte secondary battery having a height of 40 mm and a height of 70 mm was assembled.
例10
ラミネートフィルムを袋状に成形したものに例1で説明したのと同様にして作製された電極群を積層面が袋の開口部から見えるように収納した。接着性を有する高分子であるポリアクリレート(PMMA)を有機溶媒であるジメチルフォルムアミド(沸点が153℃)に1重量%溶解させた。得られた溶液を前記ラミネートフィルム内の電極群に電池容量100mAh当たりの量が例1と同様となるように注入し、前記溶液を前記電極群の内部に浸透させると共に、前記電極群の表面全体に付着させた。
Example 10
An electrode group produced in the same manner as described in Example 1 was stored in a bag-shaped laminate film so that the laminated surface could be seen from the opening of the bag. 1 wt% of polyacrylate (PMMA), which is an adhesive polymer, was dissolved in dimethylformamide (boiling point: 153 ° C.), which is an organic solvent. The obtained solution was poured into the electrode group in the laminate film so that the amount per 100 mAh of battery capacity was the same as in Example 1, and the solution was allowed to penetrate into the electrode group, and the entire surface of the electrode group Adhered to.
次いで、前記ラミネートフィルム内の電極群に80℃で真空乾燥を12時間施すことにより前記有機溶媒を蒸発させ、正極、負極及びセパレータの空隙に接着性を有する高分子を保持させると共に、前記電極群の表面に多孔質な接着部を形成した。PMMAの総量は、電池容量100mAh当たり1.15mgであった。 Next, the electrode group in the laminate film is vacuum-dried at 80 ° C. for 12 hours to evaporate the organic solvent, and hold the polymer having adhesiveness in the gaps between the positive electrode, the negative electrode, and the separator, and the electrode group A porous adhesive part was formed on the surface of the film. The total amount of PMMA was 1.15 mg per 100 mAh battery capacity.
前記ラミネートフィルム内の電極群に前記非水電解液を電池容量1Ah当たりの量が例1と同様となるように注入し、前述した図1に示す構造を有し、厚さが3mm、幅が40mm、高さが70mmの薄型非水電解液二次電池を組み立てた。 The non-aqueous electrolyte is injected into the electrode group in the laminate film so that the amount per 1Ah of battery capacity is the same as in Example 1, and has the structure shown in FIG. A thin non-aqueous electrolyte secondary battery having a height of 40 mm and a height of 70 mm was assembled.
例11
ラミネートフィルムを袋状に成形したものに例1で説明したのと同様にして作製された電極群を積層面が袋の開口部から見えるように収納した。接着性を有する高分子であるポリ塩化ビニル(PVC)を有機溶媒であるジメチルフォルムアミド(沸点が153℃)に0.5重量%溶解させた。得られた溶液を前記ラミネートフィルム内の電極群に電池容量100mAh当たりの量が例1と同様となるように注入し、前記溶液を前記電極群の内部に浸透させると共に、前記電極群の表面全体に付着させた。
Example 11
An electrode group produced in the same manner as described in Example 1 was stored in a bag-shaped laminate film so that the laminated surface could be seen from the opening of the bag. Polyvinyl chloride (PVC), which is an adhesive polymer, was dissolved in 0.5% by weight in dimethylformamide (boiling point: 153 ° C.), which is an organic solvent. The obtained solution was poured into the electrode group in the laminate film so that the amount per 100 mAh of battery capacity was the same as in Example 1, and the solution was allowed to penetrate into the electrode group, and the entire surface of the electrode group Adhered to.
次いで、前記ラミネートフィルム内の電極群に80℃で真空乾燥を12時間施すことにより前記有機溶媒を蒸発させ、正極、負極及びセパレータの空隙に接着性を有する高分子を保持させると共に、前記電極群の表面に多孔質な接着部を形成した。PVCの総量は、電池容量100mAh当たり1.15mgであった。 Next, the electrode group in the laminate film is vacuum-dried at 80 ° C. for 12 hours to evaporate the organic solvent, and hold the polymer having adhesiveness in the gaps between the positive electrode, the negative electrode, and the separator, and the electrode group A porous adhesive part was formed on the surface of the film. The total amount of PVC was 1.15 mg per 100 mAh battery capacity.
前記ラミネートフィルム内の電極群に前記非水電解液を電池容量1Ah当たりの量が例1と同様となるように注入し、前述した図1に示す構造を有し、厚さが3mm、幅が40mm、高さが70mmの薄型非水電解液二次電池を組み立てた。 The non-aqueous electrolyte is injected into the electrode group in the laminate film so that the amount per 1Ah of battery capacity is the same as in Example 1, and has the structure shown in FIG. A thin non-aqueous electrolyte secondary battery having a height of 40 mm and a height of 70 mm was assembled.
例12
ラミネートフィルムを袋状に成形したものに例1で説明したのと同様にして作製された電極群を積層面が袋の開口部から見えるように収納した。接着性を有する高分子であるポリエチレンオキサイド(PEO)を有機溶媒であるジメチルフォルムアミド(沸点が153℃)に0.5重量%溶解させた。得られた溶液を前記ラミネートフィルム内の電極群に電池容量100mAh当たりの量が例1と同様となるように注入し、前記溶液を前記電極群の内部に浸透させると共に、前記電極群の表面全体に付着させた。
Example 12
An electrode group produced in the same manner as described in Example 1 was stored in a bag-shaped laminate film so that the laminated surface could be seen from the opening of the bag. Polyethylene oxide (PEO), which is an adhesive polymer, was dissolved in 0.5 wt% in dimethylformamide (boiling point: 153 ° C.), which is an organic solvent. The obtained solution was poured into the electrode group in the laminate film so that the amount per 100 mAh of battery capacity was the same as in Example 1, and the solution was allowed to penetrate into the electrode group, and the entire surface of the electrode group Adhered to.
次いで、前記ラミネートフィルム内の電極群に80℃で真空乾燥を12時間施すことにより前記有機溶媒を蒸発させ、正極、負極及びセパレータの空隙に接着性を有する高分子を保持させると共に、前記電極群の表面に多孔質な接着部を形成した。PEOの総量は、電池容量100mAh当たり1.15mgであった。 Next, the electrode group in the laminate film is vacuum-dried at 80 ° C. for 12 hours to evaporate the organic solvent, and hold the polymer having adhesiveness in the gaps between the positive electrode, the negative electrode, and the separator, and the electrode group A porous adhesive part was formed on the surface of the film. The total amount of PEO was 1.15 mg per 100 mAh battery capacity.
前記ラミネートフィルム内の電極群に前記非水電解液を電池容量1Ah当たりの量が例1と同様となるように注入し、前述した図1に示す構造を有し、厚さが3mm、幅が40mm、高さが70mmの薄型非水電解液二次電池を組み立てた。 The non-aqueous electrolyte is injected into the electrode group in the laminate film so that the amount per 1Ah of battery capacity is the same as in Example 1, and has the structure shown in FIG. A thin non-aqueous electrolyte secondary battery having a height of 40 mm and a height of 70 mm was assembled.
比較例1
ラミネートフィルムを袋状に成形したものに前述した例1で説明したのと同様にして作製された電極群を積層面が袋の開口部から見えるように収納し、前記電極群に真空乾燥を80℃で12時間施した。前記ラミネートフィルム内の電極群に前記非水電解液を電池容量1Ah当たりの量が例1と同様になるように注入し、前述した図1に示す構造を有し、厚さが3mm、幅が40mm、高さが70mmの薄型非水電解液二次電池を組み立てた。
Comparative Example 1
An electrode group produced in the same manner as described in Example 1 above is stored in a bag formed of a laminate film so that the laminated surface can be seen from the opening of the bag, and vacuum drying is performed on the electrode group. It applied at 12 degreeC for 12 hours. The non-aqueous electrolyte is injected into the electrode group in the laminate film so that the amount per 1Ah of battery capacity is the same as in Example 1, and has the structure shown in FIG. A thin non-aqueous electrolyte secondary battery having a height of 40 mm and a height of 70 mm was assembled.
比較例2
非水電解液の代わりにゲル電解質(ポリアクリロニトリル(PAN)、LiPF6 、EC及びMECがモル比PAN:LiPF6 :EC:MEC=16:5:55:24で混合されたもの)を不織布からなるセパレータに含浸させて用い、かつ多孔質な接着層を形成しないこと以外は、例1と同様にして薄型非水電解液二次電池を組み立てた。
Comparative Example 2
A gel electrolyte (polyacrylonitrile (PAN), LiPF 6 , EC and MEC mixed at a molar ratio of PAN: LiPF 6 : EC: MEC = 16: 5: 55: 24) instead of the non-aqueous electrolyte is used from the nonwoven fabric. A thin nonaqueous electrolyte secondary battery was assembled in the same manner as in Example 1 except that the separator was impregnated and used, and a porous adhesive layer was not formed.
比較例3
接着性を有する高分子であるポリフッ化ビニリデン(PVdF)を有機溶媒であるジメチルフォルムアミド(沸点が153℃)に3重量%溶解させた。得られた溶液を例1で説明したのと同様なセパレータの両面に塗布した。例1で説明したのと同様な正極及び負極A,Bの間に前記セパレータを介在させ、積層物を作製した。前記積層物を80℃で12時間真空乾燥を施すことにより正極とセパレータ間及び負極とセパレータ間に多孔質な接着層を形成した。次いで、前記積層物を渦巻き状に捲回した後、偏平形状に成形して電極群を作製した。
Comparative Example 3
3% by weight of polyvinylidene fluoride (PVdF), which is an adhesive polymer, was dissolved in dimethylformamide (boiling point: 153 ° C.), which is an organic solvent. The resulting solution was applied to both sides of a separator similar to that described in Example 1. The separator was interposed between the same positive electrode and negative electrodes A and B as described in Example 1 to prepare a laminate. The laminate was vacuum-dried at 80 ° C. for 12 hours to form a porous adhesive layer between the positive electrode and the separator and between the negative electrode and the separator. Next, the laminate was wound in a spiral shape, and then formed into a flat shape to produce an electrode group.
前記ラミネートフィルム内の電極群に前記非水電解液を電池容量1Ah当たりの量が例1と同様となるように注入し、厚さが3mm、幅が40mm、高さが70mmの薄型非水電解液二次電池を組み立てた。 The non-aqueous electrolyte is injected into the electrode group in the laminate film so that the amount per 1Ah of battery capacity is the same as in Example 1, and is a thin non-aqueous electrolysis having a thickness of 3 mm, a width of 40 mm, and a height of 70 mm. A liquid secondary battery was assembled.
得られた例1,3〜5,7〜12及び比較例1〜3の二次電池について、充電電流300mAで4.2Vまで5時間充電した後、300mAで2.7Vまで放電する充放電サイクル試験を20℃の雰囲気において実施した。一方、例2、6の二次電池については、充電電流300mAで4.0Vまで5時間充電した後、300mAで2.7Vまで放電する充放電サイクル試験を20℃の雰囲気において実施した。各充放電サイクル試験における1サイクル目の放電容量(初期容量)及び300サイクル時における容量維持率(前記初期容量に対する)を下記表2に示す。 About the obtained secondary batteries of Examples 1, 3 to 5, 7 to 12 and Comparative Examples 1 to 3, after charging for 5 hours to 4.2 V at a charging current of 300 mA, the charge / discharge cycle discharging to 2.7 V at 300 mA The test was conducted in an atmosphere at 20 ° C. On the other hand, the secondary batteries of Examples 2 and 6 were charged and discharged at a charging current of 300 mA to 4.0 V for 5 hours, and then charged and discharged at 300 mA to 2.7 V in a 20 ° C. atmosphere. The discharge capacity (initial capacity) at the first cycle in each charge / discharge cycle test and the capacity retention rate (with respect to the initial capacity) at 300 cycles are shown in Table 2 below.
また、例1,3〜5,7〜12及び比較例1〜3の二次電池について、充電電流300mAで4.2Vまで5時間充電した後、2Cで2.7Vまで放電した際の放電容量を測定し、2C放電レートでの容量維持率(2Cでの放電容量の前記初期容量に対する比率)を算出し、その結果を下記表2に併記する。一方、例2,6の二次電池については、充電電流300mAで4.0Vまで5時間充電した後、2Cで2.7Vまで放電した際の放電容量を測定して2C放電レートでの容量維持率を算出し、その結果を下記表2に併記する。

表1〜2から明らかなように、例1〜例12の二次電池は、初期容量及びサイクル寿命に優れ、特に2Cの大電流での放電容量を比較例1〜3の二次電池に比べて改善できることがわかる。 As is clear from Tables 1 and 2, the secondary batteries of Examples 1 to 12 are excellent in initial capacity and cycle life, and in particular, compared with the secondary batteries of Comparative Examples 1 to 3 in terms of discharge capacity at a large current of 2C. Can be improved.
これに対し、比較例1の二次電池は、初期容量、サイクル寿命及び大電流放電容量が例1〜12に比べて格段に低いことがわかる。一方、比較例2の二次電池は、2Cの大電流での放電容量が例1〜12の二次電池に比べて低いことがわかる。また、比較例3の二次電池は、初期容量、サイクル寿命及び大電流放電容量が例1〜12に比べて低いことがわかる。 On the other hand, it can be seen that the secondary battery of Comparative Example 1 has much lower initial capacity, cycle life, and large current discharge capacity than Examples 1-12. On the other hand, the secondary battery of Comparative Example 2 has a lower discharge capacity at a large current of 2C than the secondary batteries of Examples 1-12. Moreover, it turns out that the secondary battery of the comparative example 3 has a low initial capacity, a cycle life, and a large current discharge capacity compared with Examples 1-12.
また、例6〜9及び比較例1〜3の二次電池について、セパレータの接着性高分子の含有量を測定し、その結果を下記表3に示す。
さらに、例4,8及び比較例3の二次電池について、セパレータの厚さ方向の中心部、正極と対向する表面及び負極と対向する表面における接着性高分子の濃度をそれぞれ測定し、その結果を下記表4に示す。
表4から明らかなように、例4,8の二次電池に含まれるセパレータは、内部の接着性高分子濃度が正極または負極と対向する表面における接着性高分子濃度に比べて低いことがわかる。これに対し、比較例3の二次電池に含まれるセパレータは、内部の接着性高分子濃度が正極または負極と対向する表面における接着性高分子濃度に比べて高いことがわかる。これは、比較例3においては、接着性を有する高分子の溶液をセパレータに直接塗布したためである。 As is apparent from Table 4, the separators included in the secondary batteries of Examples 4 and 8 have a lower internal adhesive polymer concentration than the adhesive polymer concentration on the surface facing the positive electrode or the negative electrode. . On the other hand, the separator contained in the secondary battery of Comparative Example 3 shows that the internal adhesive polymer concentration is higher than the adhesive polymer concentration on the surface facing the positive electrode or the negative electrode. This is because in Comparative Example 3, a polymer solution having adhesiveness was directly applied to the separator.
例12−1
セパレータとして、厚さが25μmで、120℃、1時間での熱収縮が20%で、空気透過率が90sec/100cm3で、かつ多孔度が50%のポリエチレン製多孔質フィルムを用いること以外は、例4と同様にして薄型非水電解液二次電池を組み立てた。
Example 12-1
As the separator, except that a polyethylene porous film having a thickness of 25 μm, a thermal shrinkage at 120 ° C. for 1 hour of 20%, an air permeability of 90 sec / 100 cm 3 and a porosity of 50% is used. A thin nonaqueous electrolyte secondary battery was assembled in the same manner as in Example 4.
実施例12−2
セパレータの多孔質フィルムの空気透過率を580sec/100cm3にすること以外は、前述した例12−1と同様にして薄型非水電解液二次電池を組み立てた。
Example 12-2
A thin non-aqueous electrolyte secondary battery was assembled in the same manner as in Example 12-1, except that the air permeability of the separator porous film was 580 sec / 100 cm 3 .
実施例12−3
セパレータの多孔質シートの空気透過率を400sec/100cm3にすること以外は、前述した例12−1と同様にして薄型非水電解液二次電池を組み立てた。
Example 12-3
A thin non-aqueous electrolyte secondary battery was assembled in the same manner as in Example 12-1, except that the air permeability of the porous sheet of the separator was 400 sec / 100 cm 3 .
実施例12−4
セパレータの多孔質シートの空気透過率を150sec/100cm3にすること以外は、前述した例12−1と同様にして薄型非水電解液二次電池を組み立てた。
Example 12-4
A thin non-aqueous electrolyte secondary battery was assembled in the same manner as in Example 12-1, except that the air permeability of the porous sheet of the separator was 150 sec / 100 cm 3 .
得られた例12−1〜12−4の二次電池について、充電電流300mAで4.2Vまで5時間充電した後、300mAで2.7Vまで放電する充放電サイクル試験を20℃の雰囲気において実施した。各充放電サイクル試験における1サイクル目の放電容量(初期容量)及び300サイクル時における容量維持率(前記初期容量に対する)を下記表5に示す。 For the obtained secondary batteries of Examples 12-1 to 12-4, a charge / discharge cycle test was performed in an atmosphere of 20 ° C., which was charged to 4.2 V at a charging current of 300 mA for 5 hours and then discharged to 2.7 V at 300 mA. did. The discharge capacity (initial capacity) at the first cycle in each charge / discharge cycle test and the capacity retention rate (with respect to the initial capacity) at 300 cycles are shown in Table 5 below.
また、例12−1〜12−4の二次電池について、充電電流300mAで4.2Vまで5時間充電した後、2Cで2.7Vまで放電した際の放電容量を測定し、2Cでの放電容量の前記初期容量に対する比率を算出し、その結果を2C放電レートでの容量維持率として下記表5に併記する。
例13
<正極の作製>
まず、リチウムコバルト酸化物(Lix CoO2 )粉末91重量%をアセチレンブラック3.5重量%、グラファイト3.5重量%及びエチレンプロピレンジエンモノマ粉末2重量%とトルエンを加えて共に混合し、厚さが30μmのアルミニウム箔からなる集電体の両面に塗布した後、プレスすることにより電極密度が3g/cm3で、正極層が集電体の両面に担持された構造の正極を作製した。
Example 13
<Preparation of positive electrode>
First, 91% by weight of lithium cobalt oxide (Li x CoO 2 ) powder was added to toluene by adding 3.5% by weight of acetylene black, 3.5% by weight of graphite and 2% by weight of ethylene propylene diene monomer powder. A positive electrode having a structure in which an electrode density was 3 g / cm 3 and a positive electrode layer was supported on both surfaces of the current collector was applied by pressing the current collector on both surfaces of an aluminum foil having a thickness of 30 μm.
<負極の作製>
炭素質材料として3000℃で熱処理したメソフェーズピッチ系炭素繊維(繊維径が8μm、平均繊維長が20μm、平均面間隔(d002)が0.3360nm)の粉末を93重量%と、結着剤としてポリフッ化ビニリデン(PVdF)7重量%とを混合し、これを集電体としての厚さが15μmの銅箔の両面に塗布し、乾燥し、プレスすることにより電極密度が1.3g/cm3で、負極層が集電体の両面に担持された構造の負極を作製した。
<Production of negative electrode>
93% by weight of powder of mesophase pitch carbon fiber (
前記正極及び前記負極を厚さが15μmのポリエチレン製多孔質フィルムからなるセパレ―タを介して渦巻き状に捲回することにより電極群を作製した。 The positive electrode and the negative electrode were wound in a spiral shape through a separator made of a polyethylene porous film having a thickness of 15 μm to prepare an electrode group.
次いで、前記電極群をステンレス製の有底円筒状容器内に収納した。接着性を有する高分子であるポリフッ化ビニリデン(PVdF)を有機溶媒であるジメチルフォルムアミド(沸点が153℃)に0.1重量%溶解させた。得られた溶液を前記容器内の電極群に電池容量100mAh当たりの量が0.25mlとなるように注入し、前記溶液を前記電極群の内部に浸透させると共に、前記電極群の表面全体に付着させた。 Subsequently, the electrode group was accommodated in a stainless steel bottomed cylindrical container. Polyvinylidene fluoride (PVdF) which is an adhesive polymer was dissolved in 0.1% by weight in dimethylformamide (boiling point: 153 ° C.) which is an organic solvent. The obtained solution is injected into the electrode group in the container so that the amount per 100 mAh of battery capacity is 0.25 ml, and the solution is infiltrated into the electrode group and adheres to the entire surface of the electrode group. I let you.
次いで、前記容器内の電極群に80℃で真空乾燥を12時間施すことにより前記有機溶媒を蒸発させ、正極、負極及びセパレータの空隙に接着性を有する高分子を保持させると共に、前記電極群の表面に多孔質な接着部を形成した。PVdFの総量は、電池容量100mAh当たり0.23mgであった。 Next, the electrode group in the container is vacuum-dried at 80 ° C. for 12 hours to evaporate the organic solvent, hold the polymer having adhesiveness in the gap between the positive electrode, the negative electrode, and the separator, and A porous adhesive part was formed on the surface. The total amount of PVdF was 0.23 mg per 100 mAh of battery capacity.
前記容器内の電極群に例1で説明したのと同様な非水電解液を電池容量1Ah当たりの量が3.8gとなるように注入し、封口等を行うことにより円筒形非水電解液二次電池を組み立てた。 A nonaqueous electrolyte similar to that described in Example 1 is injected into the electrode group in the container so that the amount per battery capacity of 1 Ah is 3.8 g, and sealing is performed to form a cylindrical nonaqueous electrolyte. A secondary battery was assembled.
比較例4
前述した例13で説明したのと同様な正極及び前記負極を厚さが25μmのポリエチレン製多孔質フィルムからなるセパレ―タを介して渦巻き状に捲回することにより電極群を作製した。
Comparative Example 4
A positive electrode similar to that described in Example 13 and the negative electrode were spirally wound through a separator made of a polyethylene porous film having a thickness of 25 μm to produce an electrode group.
次いで、前記電極群をステンレス製の有底円筒状容器内に収納し、例1で説明したのと同様な非水電解液を電池容量1Ah当たりの量が3.8gとなるように注入し、封口等を行うことにより円筒形非水電解液二次電池を組み立てた。
Next, the electrode group is housed in a bottomed cylindrical container made of stainless steel, and a non-aqueous electrolyte similar to that described in Example 1 is injected so that the amount per
得られた例13及び比較例4の二次電池について、充電電流800mAで4.2Vまで3時間充電した後、800mAで2.7Vまで放電する充放電サイクル試験を20℃の雰囲気において実施した。各充放電サイクル試験における1サイクル目の放電容量(初期容量)及び300サイクル時における容量維持率(前記初期容量に対する)を下記表6に示す。 About the obtained secondary battery of Example 13 and Comparative Example 4, after charging to 4.2V at a charging current of 800 mA for 3 hours, a charge / discharge cycle test was performed in an atmosphere of 20 ° C. to discharge to 2.7 V at 800 mA. The discharge capacity (initial capacity) at the first cycle in each charge / discharge cycle test and the capacity retention rate (with respect to the initial capacity) at 300 cycles are shown in Table 6 below.
また、例13及び比較例4の二次電池について、充電電流800mAで4.2Vまで3時間充電した後、2Cで2.7Vまで放電した際の放電容量を測定し、2C放電レートでの容量維持率(2Cでの放電容量の前記初期容量に対する比率)を算出し、その結果を下記表6に併記する。
表6から明らかなように、例13の二次電池は、比較例4の二次電池に比べて薄いセパレータの使用が可能になると共に、初期容量、サイクル寿命及び大電流放電特性が優れていることがわかる。 As is clear from Table 6, the secondary battery of Example 13 can use a thinner separator than the secondary battery of Comparative Example 4, and is excellent in initial capacity, cycle life, and large current discharge characteristics. I understand that.
また、前述した実施例13においては、金属製の有底円筒形容器を備える円筒形非水電解液二次電池に適用した例を説明したが、金属製の有底矩形筒状容器を備える角形非水電解液二次電池にも同様に適用することができる。 Moreover, in Example 13 mentioned above, although the example applied to the cylindrical non-aqueous-electrolyte secondary battery provided with a metal bottomed cylindrical container was demonstrated, the square provided with a metal bottomed rectangular cylindrical container The present invention can be similarly applied to a non-aqueous electrolyte secondary battery.
例14
<正極の作製>
まず、リチウムコバルト酸化物(Lix CoO2 ;但し、Xは0≦X≦1である)粉末91重量%をアセチレンブラック3.5重量%、グラファイト3.5重量%及び結着剤としてエチレンプロピレンジエンモノマ(EPDM)粉末2重量%とトルエンを加えて共に混合し、10cm2当たり10個の割合で直径0.5mmの孔が存在する多孔質アルミニウム箔(厚さが15μm)からなる集電体の両面に塗布した後、プレスすることにより電極密度が3g/cm3の正極を作製した。
Example 14
<Preparation of positive electrode>
First, 91% by weight of lithium cobalt oxide (Li x CoO 2, where X is 0 ≦ X ≦ 1) powder, 3.5% by weight of acetylene black, 3.5% by weight of graphite, and ethylene propylene as a binder Current collector made of porous aluminum foil (thickness 15 μm) having 2 mm by weight of diene monomer (EPDM) powder and toluene mixed together and having 10 holes per 10 cm 2 and having a diameter of 0.5 mm. After coating on both sides, a positive electrode having an electrode density of 3 g / cm 3 was produced by pressing.
<負極の作製>
炭素質材料として3000℃で熱処理したメソフェーズピッチ系炭素繊維(繊維径が8μm、平均繊維長が20μm、平均面間隔(d002)が0.3360nm)の粉末を93重量%と、結着剤としてポリフッ化ビニリデン(PVdF)7重量%とを混合し、これを10cm2当たり10個の割合で直径0.5mmの孔が存在する多孔質銅箔(厚さが15μm)からなる集電体に塗布し、乾燥し、プレスすることにより電極密度が1.3g/cm3の負極を作製した。
<Production of negative electrode>
93% by weight of powder of mesophase pitch carbon fiber (
<セパレータ>
厚さが25μmで、120℃、1時間での熱収縮が20%で、多孔度が50%のポリエチレン製多孔質フィルムからなるセパレータを用意した。前記セパレータの長手方向に沿う長さは、前記正極に比べて2mm長く、かつ前記負極に比べて1.5mm長い。また、前記セパレータの長手方向と直交する長さは、前記正極に比べて2mm長く、かつ前記負極に比べて1.5mm長い。
<Separator>
A separator made of a polyethylene porous film having a thickness of 25 μm, a thermal shrinkage of 20% at 120 ° C. for 1 hour, and a porosity of 50% was prepared. The length along the longitudinal direction of the separator is 2 mm longer than the positive electrode and 1.5 mm longer than the negative electrode. Moreover, the length orthogonal to the longitudinal direction of the separator is 2 mm longer than the positive electrode and 1.5 mm longer than the negative electrode.
<非水電解液の調製>
六フッ化リン酸リチウム(LiPF6 )をエチレンカーボネート(EC)とメチルエチルカーボネート(MEC)の混合溶媒(混合体積比率1:2)に1モル/1溶解して非水電解液を調製した。
<Preparation of non-aqueous electrolyte>
A non-aqueous electrolyte was prepared by dissolving 1 mol / l of lithium hexafluorophosphate (LiPF 6 ) in a mixed solvent of ethylene carbonate (EC) and methyl ethyl carbonate (MEC) (mixing volume ratio 1: 2).
<電極群の作製>
得られた正極の集電体に帯状の正極リードを溶接し、また負極の集電体に帯状の負極リードを溶接した。ひきつづき、正極、負極及びセパレータを、セパレータ、正極、セパレータ、負極の順に積層し、得られた積層物を最外周がセパレータとなるように渦巻き状に捲回した後、偏平形状に成形して電極群を作製した。得られた電極群では、前記正極に比べて前記負極が突出していると共に、前記負極に比べて前記セパレータが突出していた。前記セパレータの各端部の突出長さは、前記正極の各端部から測ると1mmで、前記負極の各端部から測ると0.75mmであった。
<Production of electrode group>
A belt-like positive electrode lead was welded to the obtained positive electrode current collector, and a belt-like negative electrode lead was welded to the negative electrode current collector. Subsequently, the positive electrode, the negative electrode, and the separator are laminated in the order of the separator, the positive electrode, the separator, and the negative electrode, and the obtained laminate is spirally wound so that the outermost periphery becomes a separator, and then formed into a flat shape to form an electrode. Groups were made. In the obtained electrode group, the negative electrode protruded compared to the positive electrode, and the separator protruded compared to the negative electrode. The protruding length of each end of the separator was 1 mm when measured from each end of the positive electrode and 0.75 mm when measured from each end of the negative electrode.
アルミ箔の両面をポリプロピレンで覆った厚さ100μmのラミネートフィルムを袋状に成形し、これに前記電極群を積層面が袋の開口部から見えるように収納した。接着性を有する高分子であるポリアクリロニトリル(PAN)を有機溶媒であるジメチルフォルムアミド(沸点が153℃)に0.5重量%溶解させた。得られた溶液を前記ラミネートフィルム内の電極群に電池容量100mAh当たりの量が0.25mlとなるように注入し、前記溶液を前記電極群の内部に浸透させると共に、前記電極群の表面全体に付着させた。 A laminate film having a thickness of 100 μm in which both surfaces of an aluminum foil were covered with polypropylene was formed into a bag shape, and the electrode group was accommodated in the bag so that the laminated surface could be seen from the opening of the bag. Polyacrylonitrile (PAN), which is an adhesive polymer, was dissolved in 0.5% by weight in dimethylformamide (boiling point: 153 ° C.), which is an organic solvent. The obtained solution was injected into the electrode group in the laminate film so that the amount per 100 mAh of battery capacity was 0.25 ml, the solution was infiltrated into the electrode group, and the entire surface of the electrode group was introduced. Attached.
次いで、前記ラミネートフィルム内の電極群に80℃で真空乾燥を12時間施すことにより前記有機溶媒を蒸発させ、正極、負極及びセパレータの空隙に接着性を有する高分子を保持させると共に、前記電極群の表面に多孔質な接着部を形成した。PANの総量は、電池容量100mAh当たり1.25mgであった。なお、接着性高分子(例えばPAN)の総量は、接着性高分子溶液を含浸させる前の電極群と比較した際の重量増加量から算出した。 Next, the electrode group in the laminate film is vacuum-dried at 80 ° C. for 12 hours to evaporate the organic solvent, and hold the polymer having adhesiveness in the gaps between the positive electrode, the negative electrode, and the separator, and the electrode group A porous adhesive part was formed on the surface of the film. The total amount of PAN was 1.25 mg per 100 mAh battery capacity. In addition, the total amount of the adhesive polymer (for example, PAN) was calculated from the amount of weight increase when compared with the electrode group before impregnating the adhesive polymer solution.
前記ラミネートフィルム内の電極群に前記非水電解液を電池容量1Ah当たりの量が4.1g(100mAh当たりに換算すると0.41g)となるように注入し、厚さが3mm、幅が40mm、高さが70mmの薄型非水電解液二次電池を組み立てた。
The non-aqueous electrolyte is injected into the electrode group in the laminate film so that the amount per
例15
負極としてアルミニウムを用いること以外は、例14と同様にして薄型非水電解液二次電池を組み立てた。
Example 15
A thin non-aqueous electrolyte secondary battery was assembled in the same manner as in Example 14 except that aluminum was used as the negative electrode.
例16
ラミネートフィルムを袋状に成形したものに例14で説明したのと同様にして作製された電極群を積層面が袋の開口部から見えるように収納した。接着性を有する高分子であるポリフッ化ビニリデン(PVdF)を有機溶媒であるジメチルフォルムアミド(沸点が153℃)に0.5重量%溶解させた。得られた溶液を前記ラミネートフィルム内の電極群に電池容量100mAh当たりの量が例14と同様となるように注入し、前記溶液を前記電極群の内部に浸透させると共に、前記電極群の表面全体に付着させた。
Example 16
An electrode group produced in the same manner as described in Example 14 was stored in a bag-shaped laminate film so that the laminated surface could be seen from the opening of the bag. Polyvinylidene fluoride (PVdF), which is an adhesive polymer, was dissolved in 0.5% by weight in dimethylformamide (boiling point: 153 ° C.), which is an organic solvent. The obtained solution was injected into the electrode group in the laminate film so that the amount per 100 mAh of battery capacity was the same as in Example 14, so that the solution penetrated into the electrode group, and the entire surface of the electrode group Adhered to.
次いで、前記ラミネートフィルム内の電極群に40℃で真空乾燥を24時間施すことにより前記有機溶媒を蒸発させ、前記有機溶媒を蒸発させ、正極、負極及びセパレータの空隙に接着性を有する高分子を保持させると共に、前記電極群の表面に多孔質な接着部を形成した。PVdFの総量は、電池容量100mAh当たり1.15mgであった。 Next, the electrode group in the laminate film is vacuum dried at 40 ° C. for 24 hours to evaporate the organic solvent, evaporate the organic solvent, and form a polymer having adhesiveness in the gaps between the positive electrode, the negative electrode, and the separator. While being held, a porous adhesive portion was formed on the surface of the electrode group. The total amount of PVdF was 1.15 mg per 100 mAh battery capacity.
前記ラミネートフィルム内の電極群に前記非水電解液を電池容量1Ah当たりの量が例14と同様となるように注入し、厚さが3mm、幅が40mm、高さが70mmの薄型非水電解液二次電池を組み立てた。 The non-aqueous electrolyte is injected into the electrode group in the laminate film so that the amount per 1Ah of battery capacity is the same as in Example 14, and is a thin non-aqueous electrolysis having a thickness of 3 mm, a width of 40 mm, and a height of 70 mm. A liquid secondary battery was assembled.
例17
真空乾燥の条件を80℃、12時間にすること以外は、例16で説明したのと同様にして薄型非水電解液二次電池を組み立てた。
Example 17
A thin nonaqueous electrolyte secondary battery was assembled in the same manner as described in Example 16 except that the vacuum drying conditions were 80 ° C. and 12 hours.
例18
真空乾燥の条件を100℃、6時間にすること以外は、例16で説明したのと同様にして薄型非水電解液二次電池を組み立てた。
Example 18
A thin nonaqueous electrolyte secondary battery was assembled in the same manner as described in Example 16 except that the vacuum drying conditions were 100 ° C. and 6 hours.
例19
負極としてアルミニウムを用いること以外は、例16と同様にして薄型非水電解液二次電池を組み立てた。
Example 19
A thin non-aqueous electrolyte secondary battery was assembled in the same manner as in Example 16 except that aluminum was used as the negative electrode.
例20
ラミネートフィルムを袋状に成形したものに例14で説明したのと同様にして作製された電極群を積層面が袋の開口部から見えるように収納した。接着性を有する高分子であるポリフッ化ビニリデン(PVdF)を有機溶媒であるジメチルフォルムアミド(沸点が153℃)に0.1重量%溶解させた。得られた溶液を前記ラミネートフィルム内の電極群に電池容量100mAh当たりの量が例14と同様となるように注入し、前記溶液を前記電極群の内部に浸透させると共に、前記電極群の表面全体に付着させた。
Example 20
An electrode group produced in the same manner as described in Example 14 was stored in a bag-shaped laminate film so that the laminated surface could be seen from the opening of the bag. Polyvinylidene fluoride (PVdF) which is an adhesive polymer was dissolved in 0.1% by weight in dimethylformamide (boiling point: 153 ° C.) which is an organic solvent. The obtained solution was injected into the electrode group in the laminate film so that the amount per 100 mAh of battery capacity was the same as in Example 14, so that the solution penetrated into the electrode group, and the entire surface of the electrode group Adhered to.
次いで、前記ラミネートフィルム内の電極群に80℃で真空乾燥を12時間施すことにより前記有機溶媒を蒸発させ、正極、負極及びセパレータの空隙に接着性を有する高分子を保持させると共に、前記電極群の表面に多孔質な接着部を形成した。PVdFの総量は、電池容量100mAh当たり0.23mgであった。 Next, the electrode group in the laminate film is vacuum-dried at 80 ° C. for 12 hours to evaporate the organic solvent, and hold the polymer having adhesiveness in the gaps between the positive electrode, the negative electrode, and the separator, and the electrode group A porous adhesive part was formed on the surface of the film. The total amount of PVdF was 0.23 mg per 100 mAh of battery capacity.
前記ラミネートフィルム内の電極群に前記非水電解液を電池容量1Ah当たりの量が例14と同様となるように注入し、厚さが3mm、幅が40mm、高さが70mmの薄型非水電解液二次電池を組み立てた。 The non-aqueous electrolyte is injected into the electrode group in the laminate film so that the amount per 1Ah of battery capacity is the same as in Example 14, and is a thin non-aqueous electrolysis having a thickness of 3 mm, a width of 40 mm, and a height of 70 mm. A liquid secondary battery was assembled.
例21
ラミネートフィルムを袋状に成形したものに例14で説明したのと同様にして作製された電極群を積層面が袋の開口部から見えるように収納した。接着性を有する高分子であるポリフッ化ビニリデン(PVdF)を有機溶媒であるジメチルフォルムアミド(沸点が153℃)に1重量%溶解させた。得られた溶液を前記ラミネートフィルム内の電極群に電池容量100mAh当たりの量が例14と同様となるように注入し、前記溶液を前記電極群の内部に浸透させると共に、前記電極群の表面全体に付着させた。
Example 21
An electrode group produced in the same manner as described in Example 14 was stored in a bag-shaped laminate film so that the laminated surface could be seen from the opening of the bag. 1% by weight of polyvinylidene fluoride (PVdF), which is an adhesive polymer, was dissolved in dimethylformamide (boiling point: 153 ° C.), which is an organic solvent. The obtained solution was injected into the electrode group in the laminate film so that the amount per 100 mAh of battery capacity was the same as in Example 14, so that the solution penetrated into the electrode group, and the entire surface of the electrode group Adhered to.
次いで、前記ラミネートフィルム内の電極群に80℃で真空乾燥を12時間施すことにより前記有機溶媒を蒸発させ、正極、負極及びセパレータの空隙に接着性を有する高分子を保持させると共に、前記電極群の表面に多孔質な接着部を形成した。PVdFの総量は、電池容量100mAh当たり2.3mgであった。 Next, the electrode group in the laminate film is vacuum-dried at 80 ° C. for 12 hours to evaporate the organic solvent, and hold the polymer having adhesiveness in the gaps between the positive electrode, the negative electrode, and the separator, and the electrode group A porous adhesive part was formed on the surface of the film. The total amount of PVdF was 2.3 mg per 100 mAh battery capacity.
前記ラミネートフィルム内の電極群に前記非水電解液を電池容量1Ah当たりの量が例14と同様となるように注入し、厚さが3mm、幅が40mm、高さが70mmの薄型非水電解液二次電池を組み立てた。 The non-aqueous electrolyte is injected into the electrode group in the laminate film so that the amount per 1Ah of battery capacity is the same as in Example 14, and is a thin non-aqueous electrolysis having a thickness of 3 mm, a width of 40 mm, and a height of 70 mm. A liquid secondary battery was assembled.
例22
ラミネートフィルムを袋状に成形したものに例14で説明したのと同様にして作製された電極群を積層面が袋の開口部から見えるように収納した。接着性を有する高分子であるポリフッ化ビニリデン(PVdF)を有機溶媒であるジメチルフォルムアミド(沸点が153℃)に2.5重量%溶解させた。得られた溶液を前記ラミネートフィルム内の電極群に電池容量100mAh当たりの量が例14と同様となるように注入し、前記溶液を前記電極群の内部に浸透させると共に、前記電極群の表面全体に付着させた。
Example 22
An electrode group produced in the same manner as described in Example 14 was stored in a bag-shaped laminate film so that the laminated surface could be seen from the opening of the bag. Polyvinylidene fluoride (PVdF), which is an adhesive polymer, was dissolved in 2.5% by weight in dimethylformamide (boiling point: 153 ° C.), which is an organic solvent. The obtained solution was injected into the electrode group in the laminate film so that the amount per 100 mAh of battery capacity was the same as in Example 14, so that the solution penetrated into the electrode group, and the entire surface of the electrode group Adhered to.
次いで、前記ラミネートフィルム内の電極群に80℃で真空乾燥を12時間施すことにより前記有機溶媒を蒸発させ、正極、負極及びセパレータの空隙に接着性を有する高分子を保持させると共に、前記電極群の表面に多孔質な接着部を形成した。PVdFの総量は、電池容量100mAh当たり2.88mgであった。 Next, the electrode group in the laminate film is vacuum-dried at 80 ° C. for 12 hours to evaporate the organic solvent, and hold the polymer having adhesiveness in the gaps between the positive electrode, the negative electrode, and the separator, and the electrode group A porous adhesive part was formed on the surface of the film. The total amount of PVdF was 2.88 mg per 100 mAh battery capacity.
前記ラミネートフィルム内の電極群に前記非水電解液を電池容量1Ah当たりの量が例14と同様となるように注入し、厚さが3mm、幅が40mm、高さが70mmの薄型非水電解液二次電池を組み立てた。 The non-aqueous electrolyte is injected into the electrode group in the laminate film so that the amount per 1Ah of battery capacity is the same as in Example 14, and is a thin non-aqueous electrolysis having a thickness of 3 mm, a width of 40 mm, and a height of 70 mm. A liquid secondary battery was assembled.
例23
ラミネートフィルムを袋状に成形したものに例14で説明したのと同様にして作製された電極群を積層面が袋の開口部から見えるように収納した。接着性を有する高分子であるポリアクリレート(PMMA)を有機溶媒であるジメチルフォルムアミド(沸点が153℃)に1重量%溶解させた。得られた溶液を前記ラミネートフィルム内の電極群に電池容量100mAh当たりの量が例14と同様となるように注入し、前記溶液を前記電極群の内部に浸透させると共に、前記電極群の表面全体に付着させた。
Example 23
An electrode group produced in the same manner as described in Example 14 was stored in a bag-shaped laminate film so that the laminated surface could be seen from the opening of the bag. 1 wt% of polyacrylate (PMMA), which is an adhesive polymer, was dissolved in dimethylformamide (boiling point: 153 ° C.), which is an organic solvent. The obtained solution was injected into the electrode group in the laminate film so that the amount per 100 mAh of battery capacity was the same as in Example 14, so that the solution penetrated into the electrode group, and the entire surface of the electrode group Adhered to.
次いで、前記ラミネートフィルム内の電極群に80℃で真空乾燥を12時間施すことにより前記有機溶媒を蒸発させ、正極、負極及びセパレータの空隙に接着性を有する高分子を保持させると共に、前記電極群の表面に多孔質な接着部を形成した。PMMAの総量は、電池容量100mAh当たり1.15mgであった。 Next, the electrode group in the laminate film is vacuum-dried at 80 ° C. for 12 hours to evaporate the organic solvent, and hold the polymer having adhesiveness in the gaps between the positive electrode, the negative electrode, and the separator, and the electrode group A porous adhesive part was formed on the surface of the film. The total amount of PMMA was 1.15 mg per 100 mAh battery capacity.
前記ラミネートフィルム内の電極群に前記非水電解液を電池容量1Ah当たりの量が例14と同様となるように注入し、厚さが3mm、幅が40mm、高さが70mmの薄型非水電解液二次電池を組み立てた。 The non-aqueous electrolyte is injected into the electrode group in the laminate film so that the amount per 1Ah of battery capacity is the same as in Example 14, and is a thin non-aqueous electrolysis having a thickness of 3 mm, a width of 40 mm, and a height of 70 mm. A liquid secondary battery was assembled.
例24
ラミネートフィルムを袋状に成形したものに例14で説明したのと同様にして作製された電極群を積層面が袋の開口部から見えるように収納した。接着性を有する高分子であるポリ塩化ビニル(PVC)を有機溶媒であるジメチルフォルムアミド(沸点が153℃)に0.5重量%溶解させた。得られた溶液を前記ラミネートフィルム内の電極群に電池容量100mAh当たりの量が例14と同様となるように注入し、前記溶液を前記電極群の内部に浸透させると共に、前記電極群の表面全体に付着させた。
Example 24
An electrode group produced in the same manner as described in Example 14 was stored in a bag-shaped laminate film so that the laminated surface could be seen from the opening of the bag. Polyvinyl chloride (PVC), which is an adhesive polymer, was dissolved in 0.5% by weight in dimethylformamide (boiling point: 153 ° C.), which is an organic solvent. The obtained solution was injected into the electrode group in the laminate film so that the amount per 100 mAh of battery capacity was the same as in Example 14, so that the solution penetrated into the electrode group, and the entire surface of the electrode group Adhered to.
次いで、前記ラミネートフィルム内の電極群に80℃で真空乾燥を12時間施すことにより前記有機溶媒を蒸発させ、正極、負極及びセパレータの空隙に接着性を有する高分子を保持させると共に、前記電極群の表面に多孔質な接着部を形成した。PVCの総量は、電池容量100mAh当たり1.15mgであった。 Next, the electrode group in the laminate film is vacuum-dried at 80 ° C. for 12 hours to evaporate the organic solvent, and hold the polymer having adhesiveness in the gaps between the positive electrode, the negative electrode, and the separator, and the electrode group A porous adhesive part was formed on the surface of the film. The total amount of PVC was 1.15 mg per 100 mAh battery capacity.
前記ラミネートフィルム内の電極群に前記非水電解液を電池容量1Ah当たりの量が例14と同様となるように注入し、厚さが3mm、幅が40mm、高さが70mmの薄型非水電解液二次電池を組み立てた。 The non-aqueous electrolyte is injected into the electrode group in the laminate film so that the amount per 1Ah of battery capacity is the same as in Example 14, and is a thin non-aqueous electrolysis having a thickness of 3 mm, a width of 40 mm, and a height of 70 mm. A liquid secondary battery was assembled.
例25
ラミネートフィルムを袋状に成形したものに例14で説明したのと同様にして作製された電極群を積層面が袋の開口部から見えるように収納した。接着性を有する高分子であるポリエチレンオキサイド(PEO)を有機溶媒であるジメチルフォルムアミド(沸点が153℃)に0.5重量%溶解させた。得られた溶液を前記ラミネートフィルム内の電極群に電池容量100mAh当たりの量が例14と同様となるように注入し、前記溶液を前記電極群の内部に浸透させると共に、前記電極群の表面全体に付着させた。
Example 25
An electrode group produced in the same manner as described in Example 14 was stored in a bag-shaped laminate film so that the laminated surface could be seen from the opening of the bag. Polyethylene oxide (PEO), which is an adhesive polymer, was dissolved in 0.5 wt% in dimethylformamide (boiling point: 153 ° C.), which is an organic solvent. The obtained solution was injected into the electrode group in the laminate film so that the amount per 100 mAh of battery capacity was the same as in Example 14, so that the solution penetrated into the electrode group, and the entire surface of the electrode group Adhered to.
次いで、前記ラミネートフィルム内の電極群に80℃で真空乾燥を12時間施すことにより前記有機溶媒を蒸発させ、正極、負極及びセパレータの空隙に接着性を有する高分子を保持させると共に、前記電極群の表面に多孔質な接着部を形成した。PEOの総量は、電池容量100mAh当たり1.15mgであった。 Next, the electrode group in the laminate film is vacuum-dried at 80 ° C. for 12 hours to evaporate the organic solvent, and hold the polymer having adhesiveness in the gaps between the positive electrode, the negative electrode, and the separator, and the electrode group A porous adhesive part was formed on the surface of the film. The total amount of PEO was 1.15 mg per 100 mAh battery capacity.
前記ラミネートフィルム内の電極群に前記非水電解液を電池容量1Ah当たりの量が例14と同様となるように注入し、前述した図1に示す構造を有し、厚さが3mm、幅が40mm、高さが70mmの薄型非水電解液二次電池を組み立てた。 The non-aqueous electrolyte is injected into the electrode group in the laminate film so that the amount per 1Ah of battery capacity is the same as in Example 14, and has the structure shown in FIG. A thin non-aqueous electrolyte secondary battery having a height of 40 mm and a height of 70 mm was assembled.
比較例5
ラミネートフィルムを袋状に成形したものに前述した例14で説明したのと同様にして作製された電極群を積層面が袋の開口部から見えるように収納し、前記電極群に真空乾燥を80℃で12時間施した。前記ラミネートフィルム内の電極群に前記非水電解液を電池容量1Ah当たりの量が例14と同様になるように注入し、厚さが3mm、幅が40mm、高さが70mmの薄型非水電解液二次電池を組み立てた。
Comparative Example 5
An electrode group produced in the same manner as described in Example 14 is stored in a bag formed of a laminate film so that the laminated surface can be seen from the opening of the bag, and vacuum drying is performed on the electrode group. It applied at 12 degreeC for 12 hours. The non-aqueous electrolyte is injected into the electrode group in the laminate film so that the amount per 1Ah of the battery capacity is the same as in Example 14, and is a thin non-aqueous electrolysis having a thickness of 3 mm, a width of 40 mm, and a height of 70 mm. A liquid secondary battery was assembled.
比較例6
非水電解液の代わりにゲル電解質(ポリアクリロニトリル(PAN)、LiPF6 、EC及びMECがモル比PAN:LiPF6 :EC:MEC=16:5:55:24で混合されたもの)を不織布に含浸させ、セパレータを作製した。
Comparative Example 6
Instead of non-aqueous electrolyte, gel electrolyte (polyacrylonitrile (PAN), LiPF 6 , EC and MEC mixed at a molar ratio of PAN: LiPF 6 : EC: MEC = 16: 5: 55: 24) is used as a non-woven fabric. Impregnation was performed to produce a separator.
例14で説明したのと同様な正極及び負極をその間に前記セパレータを介在して渦巻き状に捲回した後、偏平状に成形し、電極群を作製した。ラミネートフィルムを袋状に成形したものに前記電極群を積層面が袋の開口部から見えるように収納し、前記電極群に真空乾燥を80℃で12時間施した。次いで、前記ラミネートフィルム内の電極群に前記非水電解液を電池容量1Ah当たりの量が例14と同様になるように注入し、厚さが3mm、幅が40mm、高さが70mmの薄型非水電解液二次電池を組み立てた。 A positive electrode and a negative electrode similar to those described in Example 14 were spirally wound with the separator interposed therebetween, and then formed into a flat shape to prepare an electrode group. The electrode group was stored in a bag-shaped laminate film so that the laminated surface could be seen from the opening of the bag, and the electrode group was vacuum dried at 80 ° C. for 12 hours. Next, the non-aqueous electrolyte solution is injected into the electrode group in the laminate film so that the amount per 1Ah of battery capacity is the same as in Example 14, and the thickness is 3 mm, the width is 40 mm, and the height is 70 mm. A water electrolyte secondary battery was assembled.
比較例7
接着性を有する高分子であるポリフッ化ビニリデン(PVdF)を有機溶媒であるジメチルフォルムアミド(沸点が153℃)に3重量%溶解させた。得られた溶液を例14で説明したのと同様なセパレータの両面に塗布した。例14で説明したのと同様な正極及び負極の間に前記セパレータを介在させ、積層物を作製した。前記積層物を80℃で12時間真空乾燥を施すことにより正極とセパレータ間及び負極とセパレータ間に多孔質な接着層を形成した。次いで、前記積層物を渦巻き状に捲回した後、偏平形状に成形して電極群を作製した。
Comparative Example 7
3% by weight of polyvinylidene fluoride (PVdF), which is an adhesive polymer, was dissolved in dimethylformamide (boiling point: 153 ° C.), which is an organic solvent. The resulting solution was applied to both sides of a separator similar to that described in Example 14. The separator was interposed between the same positive electrode and negative electrode as described in Example 14 to produce a laminate. The laminate was vacuum-dried at 80 ° C. for 12 hours to form a porous adhesive layer between the positive electrode and the separator and between the negative electrode and the separator. Next, the laminate was wound in a spiral shape, and then formed into a flat shape to produce an electrode group.
前記ラミネートフィルム内の電極群に前記非水電解液を電池容量1Ah当たりの量が例14と同様となるように注入し、厚さが3mm、幅が40mm、高さが70mmの薄型非水電解液二次電池を組み立てた。なお、前記セパレータ中の接着性高分子の含有量を測定したところ、15重量%であった。 The non-aqueous electrolyte is injected into the electrode group in the laminate film so that the amount per 1Ah of battery capacity is the same as in Example 14, and is a thin non-aqueous electrolysis having a thickness of 3 mm, a width of 40 mm, and a height of 70 mm. A liquid secondary battery was assembled. In addition, it was 15 weight% when content of the adhesive polymer in the said separator was measured.
得られた例14,16〜18,20〜25及び比較例5〜7の二次電池について、充電電流300mAで4.2Vまで5時間充電した後、300mAで2.7Vまで放電する充放電サイクル試験を20℃の雰囲気において実施した。一方、例15、19の二次電池については、充電電流300mAで4.0Vまで5時間充電した後、300mAで2.7Vまで放電する充放電サイクル試験を20℃の雰囲気において実施した。各充放電サイクル試験における1サイクル目の放電容量(初期容量)及び300サイクル時における容量維持率(前記初期容量に対する)を下記表9に示す。 About the obtained secondary batteries of Examples 14, 16 to 18, 20 to 25 and Comparative Examples 5 to 7, after charging for 5 hours to 4.2 V at a charging current of 300 mA, the charge / discharge cycle discharging to 2.7 V at 300 mA The test was conducted in an atmosphere at 20 ° C. On the other hand, the secondary batteries of Examples 15 and 19 were charged and discharged at a charging current of 300 mA to 4.0 V for 5 hours, and then subjected to a charge / discharge cycle test at 300 mA to 2.7 V in an atmosphere of 20 ° C. The discharge capacity (initial capacity) at the first cycle in each charge / discharge cycle test and the capacity retention rate (with respect to the initial capacity) at 300 cycles are shown in Table 9 below.
また、例14,16〜18,20〜25及び比較例5〜7の二次電池について、充電電流300mAで4.2Vまで5時間充電した後、2Cで2.7Vまで放電した際の放電容量を測定し、2Cでの放電容量の前記初期容量に対する比率を算出し、その結果を2C放電レートでの容量維持率として下記表9に併記する。一方、例15,19の二次電池については、充電電流300mAで4.0Vまで5時間充電した後、2Cで2.7Vまで放電した際の放電容量を測定して2C放電レートでの容量維持率を算出し、その結果を下記表9に併記する。
表7〜9から明らかなように、例14〜例25の二次電池は、初期容量及びサイクル寿命に優れ、特に2Cの大電流での放電容量を比較例5〜7の二次電池に比べて改善できることがわかる。 As is clear from Tables 7 to 9, the secondary batteries of Examples 14 to 25 are excellent in initial capacity and cycle life, and in particular, the discharge capacity at a large current of 2C is compared with the secondary batteries of Comparative Examples 5 to 7. Can be improved.
これに対し、比較例5の二次電池は、初期容量、サイクル寿命及び大電流放電容量が例14〜25に比べて格段に低いことがわかる。一方、比較例6の二次電池は、2Cの大電流での放電容量が例14〜25の二次電池に比べて低いことがわかる。また、比較例7の二次電池は、初期容量、サイクル寿命及び大電流放電容量が例14〜25に比べて低いことがわかる。 On the other hand, the secondary battery of Comparative Example 5 is found to have much lower initial capacity, cycle life, and large current discharge capacity than Examples 14-25. On the other hand, it can be seen that the secondary battery of Comparative Example 6 has a lower discharge capacity at a large current of 2C than the secondary batteries of Examples 14-25. Moreover, it turns out that the secondary battery of the comparative example 7 has a low initial capacity, a cycle life, and a large current discharge capacity compared with Examples 14-25.
また、前述した実施例14〜25では、正極及び負極をセパレータを介して渦巻き状に捲回した後、径方向に圧縮した構造を有する電極群を用いる例を説明した。電極群の構造を前述した図5に示すように変更する、つまり正極及び負極がセパレータを介して負極同士が接するように6回折り曲げられた構造にすること以外は、前述した例17と同様な薄型非水電解液二次電池を組み立てたところ、電池容量は例17に比べて10%程度減少したものの、その他の性能は例17と同等であった。 In Examples 14 to 25 described above, an example in which an electrode group having a structure in which the positive electrode and the negative electrode are wound in a spiral shape via a separator and then compressed in the radial direction has been described. 5 except that the structure of the electrode group is changed as shown in FIG. 5 described above, that is, the positive electrode and the negative electrode are bent six times so that the negative electrodes are in contact with each other through the separator. When a thin non-aqueous electrolyte secondary battery was assembled, the battery capacity was reduced by about 10% compared to Example 17, but the other performances were equivalent to Example 17.
例26
例12−1で説明したのと同様にして電極群の作製及びラミネートフィルムへの収納を行った。次いで、接着性を有する高分子の溶液の注入を行うことなく、80℃の高温真空雰囲気において前記ラミネートフィルムに電極群の厚さ方向に沿って10kg/cm2の圧力でプレスを施すことにより、L2/L1が1.00である電極群を作製した。
Example 26
In the same manner as described in Example 12-1, an electrode group was prepared and stored in a laminate film. Next, by pressing the laminate film at a pressure of 10 kg / cm 2 along the thickness direction of the electrode group in a high-temperature vacuum atmosphere at 80 ° C. without injecting a polymer solution having adhesiveness, L 2 / L 1 was prepared an electrode group is 1.00.
前記ラミネートフィルム内の電極群に前記非水電解液を電池容量1Ah当たりの量が例1と同様となるように注入し、厚さが3mm、幅が40mm、高さが70mmの薄型非水電解液二次電池を組み立てた。前記二次電池において、前記電極群中の接着性高分子の含有量は0重量%であった。 The non-aqueous electrolyte is injected into the electrode group in the laminate film so that the amount per 1Ah of battery capacity is the same as in Example 1, and is a thin non-aqueous electrolysis having a thickness of 3 mm, a width of 40 mm, and a height of 70 mm. A liquid secondary battery was assembled. In the secondary battery, the content of the adhesive polymer in the electrode group was 0% by weight.
例27〜例33及び比較例8
プレス圧を変更することによりL2/L1を下記表10に示すように設定すること以外は、前述した例26と同様にして薄型非水電解液二次電池を組み立てた。
Examples 27 to 33 and Comparative Example 8
A thin nonaqueous electrolyte secondary battery was assembled in the same manner as in Example 26 described above except that L 2 / L 1 was set as shown in Table 10 below by changing the pressing pressure.
比較例9
例12−1で説明したのと同様にして電極群の作製及びラミネートフィルムへの収納を行った。次いで、接着性を有する高分子の溶液の注入を行うことなく、25℃の真空雰囲気において前記ラミネートフィルムに電極群の厚さ方向に沿って0.001kg/cm2の圧力でプレスを施すことにより、L2/L1が1.30である電極群を作製した。
Comparative Example 9
In the same manner as described in Example 12-1, an electrode group was prepared and stored in a laminate film. Next, by pressing the laminated film at a pressure of 0.001 kg / cm 2 along the thickness direction of the electrode group in a vacuum atmosphere at 25 ° C. without injecting an adhesive polymer solution. An electrode group having L 2 / L 1 of 1.30 was produced.
前記ラミネートフィルム内の電極群に前記非水電解液を電池容量1Ah当たりの量が例1と同様となるように注入し、厚さが3mm、幅が40mm、高さが70mmの薄型非水電解液二次電池を組み立てた。 The non-aqueous electrolyte is injected into the electrode group in the laminate film so that the amount per 1Ah of battery capacity is the same as in Example 1, and is a thin non-aqueous electrolysis having a thickness of 3 mm, a width of 40 mm, and a height of 70 mm. A liquid secondary battery was assembled.
実施例34
セパレータの多孔質フィルムの空気透過率を580sec/100cm3にすること以外は、前述した例26と同様にして薄型非水電解液二次電池を組み立てた。
Example 34
A thin nonaqueous electrolyte secondary battery was assembled in the same manner as in Example 26 described above except that the air permeability of the porous film of the separator was 580 sec / 100 cm 3 .
実施例35
セパレータの多孔質シートの空気透過率を400sec/100cm3にすること以外は、前述した例26と同様にして薄型非水電解液二次電池を組み立てた。
Example 35
A thin nonaqueous electrolyte secondary battery was assembled in the same manner as in Example 26 described above, except that the air permeability of the porous sheet of the separator was set to 400 sec / 100 cm 3 .
実施例36
セパレータの多孔質シートの空気透過率を150sec/100cm3にすること以外は、前述した例26と同様にして薄型非水電解液二次電池を組み立てた。
Example 36
A thin non-aqueous electrolyte secondary battery was assembled in the same manner as in Example 26 described above except that the air permeability of the porous sheet of the separator was 150 sec / 100 cm 3 .
得られた例26〜36及び比較例8〜9の二次電池について、1kHzでの内部インピーダンスを測定し、その結果を下記表10に示す。また、前述した例1で説明したのと同様な条件で充放電サイクル試験を施し、1サイクル目の放電容量(初期容量)及び300サイクル時における容量維持率(前記初期容量に対する)を下記表10に示す。
表10から明らかなように、L2/L1が0.90〜1.20である電極群を備える例26〜36の二次電池は、L2/L1が前記範囲を外れる電極群を備える比較例8,9の二次電池に比べて内部インピーダンスが低く、初期容量及び300サイクル目の容量維持率が高いことがわかる。 As can be seen from Table 10, the secondary batteries of Examples 26 to 36 including an electrode group in which L 2 / L 1 is 0.90 to 1.20 include an electrode group in which L 2 / L 1 is out of the above range. It can be seen that the internal impedance is lower than the secondary batteries of Comparative Examples 8 and 9 provided, and the initial capacity and the capacity maintenance rate at the 300th cycle are high.
例37
例1で説明したのと同様な正極及び負極をその間に例12−1で説明したのと同様なセパレータを介在させ、負極同士が接するように6回折り曲げることにより電極群を作製した。例1で説明したのと同様なラミネートフィルムを袋状にしたものに電極群を積層面が開口部から見えるように収納した。
Example 37
A positive electrode and a negative electrode similar to those described in Example 1 were interposed between the same separators as described in Example 12-1, and an electrode group was prepared by bending 6 times so that the negative electrodes were in contact with each other. The electrode group was stored in a bag-like laminate film similar to that described in Example 1 so that the laminated surface could be seen from the opening.
次いで、80℃の高温真空雰囲気において前記ラミネートフィルムに電極群の厚さ方向に沿って10kg/cm2の圧力でプレスを施すことにより、L4/L3が1.00である電極群を作製した。 Next, an electrode group with L 4 / L 3 of 1.00 is produced by pressing the laminate film at a pressure of 10 kg / cm 2 along the thickness direction of the electrode group in a high-temperature vacuum atmosphere at 80 ° C. did.
前記ラミネートフィルム内の電極群に前記非水電解液を電池容量1Ah当たりの量が例1と同様となるように注入し、厚さが3mm、幅が40mm、高さが70mmの薄型非水電解液二次電池を組み立てた。前記二次電池において、前記電極群中の接着性高分子の含有量は0重量%であった。 The non-aqueous electrolyte is injected into the electrode group in the laminate film so that the amount per 1Ah of battery capacity is the same as in Example 1, and is a thin non-aqueous electrolysis having a thickness of 3 mm, a width of 40 mm, and a height of 70 mm. A liquid secondary battery was assembled. In the secondary battery, the content of the adhesive polymer in the electrode group was 0% by weight.
例38〜例44及び比較例10
プレス圧を変更することによりL4/L3を下記表11に示すように設定すること以外は、前述した例37と同様にして薄型非水電解液二次電池を組み立てた。
Examples 38 to 44 and Comparative Example 10
A thin non-aqueous electrolyte secondary battery was assembled in the same manner as in Example 37 described above except that L 4 / L 3 was set as shown in Table 11 below by changing the pressing pressure.
比較例11
例37で説明したのと同様にして電極群の作製、ラミネートフィルムへの収納を行った。次いで、25℃の真空雰囲気において前記ラミネートフィルムに電極群の厚さ方向に沿って0.001kg/cm2の圧力でプレスを施すことにより、L4/L3が1.30である電極群を作製した。
Comparative Example 11
In the same manner as described in Example 37, an electrode group was prepared and stored in a laminate film. Next, an electrode group having L 4 / L 3 of 1.30 is obtained by pressing the laminate film in a vacuum atmosphere at 25 ° C. at a pressure of 0.001 kg / cm 2 along the thickness direction of the electrode group. Produced.
前記ラミネートフィルム内の電極群に前記非水電解液を電池容量1Ah当たりの量が例1と同様となるように注入し、厚さが3mm、幅が40mm、高さが70mmの薄型非水電解液二次電池を組み立てた。 The non-aqueous electrolyte is injected into the electrode group in the laminate film so that the amount per 1Ah of battery capacity is the same as in Example 1, and is a thin non-aqueous electrolysis having a thickness of 3 mm, a width of 40 mm, and a height of 70 mm. A liquid secondary battery was assembled.
例45
セパレータの多孔質フィルムの空気透過率を580sec/100cm3にすること以外は、前述した例37と同様にして薄型非水電解液二次電池を組み立てた。
Example 45
A thin non-aqueous electrolyte secondary battery was assembled in the same manner as in Example 37 described above except that the air permeability of the porous film of the separator was 580 sec / 100 cm 3 .
例46
セパレータの多孔質シートの空気透過率を400sec/100cm3にすること以外は、前述した例37と同様にして薄型非水電解液二次電池を組み立てた。
Example 46
A thin nonaqueous electrolyte secondary battery was assembled in the same manner as in Example 37 described above, except that the air permeability of the porous sheet of the separator was set to 400 sec / 100 cm 3 .
例47
セパレータの多孔質シートの空気透過率を150sec/100cm3にすること以外は、前述した例37と同様にして薄型非水電解液二次電池を組み立てた。
Example 47
A thin nonaqueous electrolyte secondary battery was assembled in the same manner as in Example 37 described above, except that the air permeability of the porous sheet of the separator was 150 sec / 100 cm 3 .
得られた例37〜47及び比較例10〜11の二次電池について、1kHzでの内部インピーダンスを測定し、その結果を下記表11に示す。また、前述した例1で説明したのと同様な条件で充放電サイクル試験を施し、1サイクル目の放電容量(初期容量)及び300サイクル時における容量維持率(前記初期容量に対する)を下記表11に示す。
表11から明らかなように、L4/L3が0.90〜1.20である電極群を備える例37〜47の二次電池は、L4/L3が前記範囲を外れる電極群を備える比較例10,11の二次電池に比べて内部インピーダンスが低く、初期容量及び300サイクル目の容量維持率が高いことがわかる。 As is clear from Table 11, the secondary batteries of Examples 37 to 47 including the electrode group in which L 4 / L 3 is 0.90 to 1.20 are electrode groups in which L 4 / L 3 is out of the above range. It can be seen that the internal impedance is lower than the secondary batteries of Comparative Examples 10 and 11 provided, and the initial capacity and the capacity maintenance rate at the 300th cycle are high.
例48
ラミネートフィルムを袋状に成形したものに例12−1で説明したのと同様にして作製された電極群を積層面が袋の開口部から見えるように収納した。一方、接着性を有する高分子であるポリフッ化ビニリデン(PVdF)を有機溶媒であるジメチルフォルムアミド(沸点が153℃)に0.5重量%溶解させた。得られた溶液を前記ラミネートフィルム内の電極群に電池容量100mAh当たりの量が0.2mlとなるように注入し、前記溶液を前記電極群の内部に浸透させると共に、前記電極群の表面全体に付着させた。
Example 48
An electrode group produced in the same manner as described in Example 12-1 was stored in a bag-shaped laminate film so that the laminated surface could be seen from the opening of the bag. On the other hand, polyvinylidene fluoride (PVdF) which is an adhesive polymer was dissolved in 0.5% by weight in dimethylformamide (boiling point: 153 ° C.) which is an organic solvent. The obtained solution was injected into the electrode group in the laminate film so that the amount per battery capacity of 100 mAh was 0.2 ml, and the solution was infiltrated into the electrode group, and was applied to the entire surface of the electrode group. Attached.
次いで、80℃の高温真空雰囲気において前記ラミネートフィルムに電極群の厚さ方向に沿って1.5kg/cm2の圧力でプレスを施すことにより、L2/L1が1.02である電極群を作製した。また、この工程により、前記有機溶媒が蒸発され、前記正極、前記負極及び前記セパレータが互いに接着されると共に、前記電極群の表面に多孔質な接着層を形成して前記電極群が前記ラミネートフィルムの内面に接着した。 Next, the laminate film is pressed at a pressure of 1.5 kg / cm 2 along the thickness direction of the electrode group in a high-temperature vacuum atmosphere at 80 ° C., whereby L 2 / L 1 is 1.02. Was made. Also, by this step, the organic solvent is evaporated, and the positive electrode, the negative electrode, and the separator are bonded to each other, and a porous adhesive layer is formed on the surface of the electrode group so that the electrode group is the laminate film. Adhered to the inner surface.
前記電極群において、前記正極及び前記セパレータは、これらの内部及び境界に点在した接着性を有する高分子により接着されていた。また、前記負極及び前記セパレータは、これらの内部及び境界に点在した接着性を有する高分子により接着されていた。 In the electrode group, the positive electrode and the separator were bonded by a polymer having adhesive properties scattered in the inside and the boundary. Moreover, the said negative electrode and the said separator were adhere | attached with the polymer | macromolecule which has the adhesiveness scattered in the inside and boundary.
前記ラミネートフィルム内の電極群に前記非水電解液を電池容量1Ah当たりの量が例1と同様となるように注入し、厚さが3mm、幅が40mm、高さが70mmの薄型非水電解液二次電池を組み立てた。 The non-aqueous electrolyte is injected into the electrode group in the laminate film so that the amount per 1Ah of battery capacity is the same as in Example 1, and is a thin non-aqueous electrolysis having a thickness of 3 mm, a width of 40 mm, and a height of 70 mm. A liquid secondary battery was assembled.
例49
電極群の成形を成形型への填め込みにより行うこと以外は、例48で説明したのと同様にして薄型非水電解液二次電池を組み立てた。
Example 49
A thin non-aqueous electrolyte secondary battery was assembled in the same manner as described in Example 48, except that the electrode group was molded by being inserted into the mold.
得られた例48〜49の二次電池について、前述したのと同様な条件で充放電サイクル試験を実施した。各充放電サイクル試験における1サイクル目の放電容量(初期容量)及び300サイクル時における容量維持率を下記表12に示す。また、例48〜49の二次電池について、前述した例1で説明したのと同様な条件で2C放電レートでの容量維持率を算出し、その結果を下記表12に併記する。
表12から明らかなように、例48,49の二次電池は、例1〜12,14〜47の二次電池に比べて、初期容量、300サイクル後の容量維持率及び2C放電での容量維持率に優れることがわかる。 As is clear from Table 12, the secondary batteries of Examples 48 and 49 have an initial capacity, a capacity retention rate after 300 cycles, and a capacity at 2C discharge, as compared with the secondary batteries of Examples 1 to 12 and 14 to 47. It can be seen that the maintenance rate is excellent.
例50
例14で説明したのと同様な正極及び負極を用意した。また、セパレータとして例12−1で説明したのと同様なポリエチレン製多孔質フィルムを用意した。なお、前記セパレータの寸法は、長手方向に沿う長さが前記正極に比べて2mm長く、かつ前記負極に比べて1.5mm長いと共に、長手方向と直交する長さが前記正極に比べて2mm長く、かつ前記負極に比べて1.5mm長いものであった。
Example 50
A positive electrode and a negative electrode similar to those described in Example 14 were prepared. Further, a polyethylene porous film similar to that described in Example 12-1 was prepared as a separator. The length of the separator is 2 mm longer than the positive electrode and 1.5 mm longer than the negative electrode, and the length perpendicular to the longitudinal direction is 2 mm longer than the positive electrode. And 1.5 mm longer than the negative electrode.
<電極群の作製>
接着性を有する高分子としてポリアクリロニトリル(PAN)をジメチルフォルムアミド(沸点が153℃)溶液に1重量%溶解させた。得られた溶液を前記正極の正極層表面及び前記負極の負極層表面に塗布し、この正極層表面と負極層表面の間に前記セパレータを配置した。得られた積層物を80℃で12時間真空乾燥させてジメチルフォルムアミドを蒸発させることにより各電極層とセパレータの間に多孔質の接着層を形成し、電極群を得た。得られた電極群では、前記正極に比べて前記負極が突出していると共に、前記負極に比べて前記セパレータが突出していた。前記セパレータの各端部の突出長さは、前記正極の各端部から測ると1mmで、前記負極の各端部から測ると0.75mmであった。また、前記セパレータ中のPANの含有量は、下記表13に示すようなものであった。
<Production of electrode group>
As an adhesive polymer, polyacrylonitrile (PAN) was dissolved in 1% by weight in a dimethylformamide (boiling point: 153 ° C.) solution. The obtained solution was applied to the positive electrode layer surface of the positive electrode and the negative electrode layer surface of the negative electrode, and the separator was disposed between the positive electrode layer surface and the negative electrode layer surface. The obtained laminate was vacuum-dried at 80 ° C. for 12 hours to evaporate dimethylformamide, thereby forming a porous adhesive layer between each electrode layer and the separator to obtain an electrode group. In the obtained electrode group, the negative electrode protruded compared to the positive electrode, and the separator protruded compared to the negative electrode. The protruding length of each end of the separator was 1 mm when measured from each end of the positive electrode and 0.75 mm when measured from each end of the negative electrode. Further, the PAN content in the separator was as shown in Table 13 below.
アルミ箔の両面をポリプロピレンで覆った厚さ100μmのラミネートフィルム内に前記電極群を収納した後、例1で説明したのと同様な非水電解液を電池容量1Ah当たりの量が4.1g(100mAh当たりに換算すると0.41g)となるように注入し、前述した図10に示す構造を有し、厚さが3mm、幅が40mm、高さが70mmの薄型非水電解液二次電池を組み立てた。 After the electrode group was housed in a 100 μm thick laminate film in which both surfaces of an aluminum foil were covered with polypropylene, a non-aqueous electrolyte similar to that described in Example 1 was applied in an amount of 4.1 g per 1 Ah of battery capacity ( A thin non-aqueous electrolyte secondary battery having the structure shown in FIG. 10 described above, a thickness of 3 mm, a width of 40 mm, and a height of 70 mm is injected so as to be equivalent to 0.41 g per 100 mAh. Assembled.
例51〜54
接着性を有する高分子を下記表13に示す種類のポリマーにすること以外は、前述した例50と同様な構成の薄型非水電解液二次電池を組み立てた。
Examples 51-54
A thin nonaqueous electrolyte secondary battery having the same configuration as in Example 50 described above was assembled except that the polymer having adhesiveness was changed to the type of polymer shown in Table 13 below.
例55
厚さが0.1mmのアルミニウム板からなる負極を用いること以外は、前述した例50と同様な構成の薄型非水電解液二次電池を組み立てた。
Example 55
A thin nonaqueous electrolyte secondary battery having the same configuration as that of Example 50 described above was assembled except that a negative electrode made of an aluminum plate having a thickness of 0.1 mm was used.
例56
セパレータ中のPANの含有量を0.4重量%にすること以外は、前述した例50と同様にして薄型非水電解液二次電池を組み立てた。
Example 56
A thin non-aqueous electrolyte secondary battery was assembled in the same manner as in Example 50 described above except that the content of PAN in the separator was 0.4% by weight.
例57
セパレータ中のPANの含有量を0.3重量%にすること以外は、前述した例50と同様にして薄型非水電解液二次電池を組み立てた。
Example 57
A thin nonaqueous electrolyte secondary battery was assembled in the same manner as in Example 50 described above, except that the content of PAN in the separator was 0.3% by weight.
比較例12
接着性を有する高分子であるポリフッ化ビニリデン(PVdF)を有機溶媒であるジメチルフォルムアミド(沸点が153℃)に3重量%溶解させた。得られた溶液を例50で説明したのと同様なセパレータの両面に塗布した。次いで、例50で説明したのと同様な正極及び負極の間に前記セパレータを介在させ、積層物を作製した。前記積層物を80℃で12時間真空乾燥を施すことにより正極とセパレータ間及び負極とセパレータ間に多孔質な接着層を形成した。得られた電極群では、前記正極に比べて前記負極が突出していると共に、前記負極に比べて前記セパレータが突出していた。前記セパレータの各端部の突出長さは、前記正極の各端部から測ると1mmで、前記負極の各端部から測ると0.75mmであった。また、前記セパレータ中のPVdFの含有量は、下記表13に示すようなものであった。
Comparative Example 12
3% by weight of polyvinylidene fluoride (PVdF), which is an adhesive polymer, was dissolved in dimethylformamide (boiling point: 153 ° C.), which is an organic solvent. The resulting solution was applied to both sides of a separator similar to that described in Example 50. Next, the separator was interposed between the same positive electrode and negative electrode as described in Example 50 to prepare a laminate. The laminate was vacuum-dried at 80 ° C. for 12 hours to form a porous adhesive layer between the positive electrode and the separator and between the negative electrode and the separator. In the obtained electrode group, the negative electrode protruded compared to the positive electrode, and the separator protruded compared to the negative electrode. The protruding length of each end of the separator was 1 mm when measured from each end of the positive electrode and 0.75 mm when measured from each end of the negative electrode. The content of PVdF in the separator was as shown in Table 13 below.
このような電極群を用いること以外は、前述した例50で説明したのと同様にして、厚さが3mm、幅が40mm、高さが70mmの薄型非水電解液二次電池を組み立てた。 A thin non-aqueous electrolyte secondary battery having a thickness of 3 mm, a width of 40 mm, and a height of 70 mm was assembled in the same manner as described in Example 50 except that such an electrode group was used.
比較例13
正極、負極及びセパレータの縦横の長さを揃えて、正極、負極及びセパレータのいずれも突出させなかったこと以外は、前述した比較例12と同様にして薄型非水電解液二次電池を組み立てた。
Comparative Example 13
A thin nonaqueous electrolyte secondary battery was assembled in the same manner as Comparative Example 12 described above, except that the lengths of the positive electrode, the negative electrode, and the separator were aligned and the positive electrode, the negative electrode, and the separator were not protruded. .
得られた例50〜54、56〜57及び比較例12〜13の二次電池について、充電電流300mAで4.2Vまで5時間充電した後、300mAで2.7Vまで放電する充放電サイクル試験を20℃の雰囲気において実施した。一方、例55の二次電池については、充電電流300mAで4.0Vまで5時間充電した後、300mAで2.7Vまで放電する充放電サイクル試験を20℃の雰囲気において実施した。各充放電サイクル試験における1サイクル目の放電容量(初期容量)及び300サイクル時における容量維持率(前記初期容量に対する)を下記表13に示す。 About the obtained secondary battery of Examples 50-54, 56-57, and Comparative Examples 12-13, after charging for 5 hours to 4.2V with a charging current of 300 mA, a charge / discharge cycle test for discharging to 2.7 V with 300 mA was performed. It was carried out in an atmosphere at 20 ° C. On the other hand, for the secondary battery of Example 55, a charge / discharge cycle test was performed in an atmosphere of 20 ° C., which was charged to 4.0 V at a charging current of 300 mA for 5 hours and then discharged to 2.7 V at 300 mA. Table 13 below shows the discharge capacity (initial capacity) at the first cycle in each charge / discharge cycle test and the capacity retention ratio (relative to the initial capacity) at 300 cycles.
また、例50〜54,56〜57及び比較例12〜13の二次電池について、充電電流300mAで4.2Vまで5時間充電した後、2Cで2.7Vまで放電した際の放電容量を測定し、2Cでの放電容量の前記初期容量に対する比率を算出し、その結果を2C放電レートでの容量維持率として下記表13に併記する。一方、例55の二次電池については、充電電流300mAで4.0Vまで5時間充電した後、2Cで2.7Vまで放電した際の放電容量を測定して2C放電レートでの容量維持率を算出し、その結果を下記表13に併記する。 Moreover, about the secondary battery of Examples 50-54, 56-57, and Comparative Examples 12-13, after charging for 5 hours to 4.2V with a charging current of 300 mA, it measured the discharge capacity when discharged to 2.7V at 2C. Then, the ratio of the discharge capacity at 2C to the initial capacity is calculated, and the result is also shown in Table 13 below as the capacity retention ratio at the 2C discharge rate. On the other hand, for the secondary battery of Example 55, after charging to 4.0 V at a charging current of 300 mA for 5 hours, the discharge capacity when discharged to 2.7 V at 2 C was measured, and the capacity retention rate at the 2 C discharge rate was determined. The results are shown in Table 13 below.
さらに、例50〜57及び比較例12〜13の二次電池について、充電状態で90cmの高さからコンクリートの床に落下させ、電池電圧変化及びインピーダンス変化から内部短絡の有無を調べ、その結果を下記表13に併記する。
表13から明らかなように、セパレータ中の接着性を有する高分子の含有量が10重量%以下で、かつセパレータの端部が正極及び負極に比べて突出している例50〜例57の二次電池は、落下させた際に内部短絡を生じる電池が皆無で、初期容量、300サイクル後の容量維持率及び2Cで放電した際の容量維持率が高いことがわかる。 As is apparent from Table 13, the secondary of Examples 50 to 57, in which the content of the polymer having adhesiveness in the separator is 10% by weight or less and the end of the separator protrudes as compared with the positive electrode and the negative electrode. It can be seen that there are no batteries that cause an internal short circuit when dropped, and that the initial capacity, the capacity maintenance ratio after 300 cycles, and the capacity maintenance ratio when discharged at 2C are high.
これに対し、セパレータ中の接着性を有する高分子の含有量が10重量%を超えている比較例12の二次電池は、落下させた際に内部短絡を生じる電池が皆無であるものの、初期容量、300サイクル後の容量維持率及び2Cで放電した際の容量維持率が例50〜57に比べて低いことがわかる。また、セパレータ中の接着性を有する高分子の含有量が10重量%を超え、かつ正極、負極及びセパレータの端部が揃っている比較例13の二次電池は、落下させた際に内部短絡を生じ、そのうえ初期容量、300サイクル後の容量維持率及び2Cで放電した際の容量維持率が例50〜57に比べて低いことがわかる。 On the other hand, the secondary battery of Comparative Example 12 in which the content of the polymer having adhesiveness in the separator exceeds 10% by weight has no battery that causes an internal short circuit when dropped. It can be seen that the capacity, the capacity maintenance ratio after 300 cycles, and the capacity maintenance ratio when discharged at 2C are lower than those of Examples 50-57. Further, the secondary battery of Comparative Example 13 in which the content of the polymer having adhesiveness in the separator exceeds 10% by weight and the ends of the positive electrode, the negative electrode, and the separator are aligned is short-circuited when dropped. In addition, it can be seen that the initial capacity, the capacity maintenance ratio after 300 cycles, and the capacity maintenance ratio when discharged at 2C are lower than those of Examples 50-57.
1…外装材、2…電極群、3…セパレータ、4…正極層、5…正極集電体、6…負極層、7…負極集電体、8…接着部、9…接着性を有する高分子、21…外装材、22…電極群、31…外装材、32…電極群、41…外装材、42…電極群、49a…接着層、49b…接着層。
DESCRIPTION OF
Claims (10)
前記電極群に含浸される非水電解液と、
前記電極群が収納され、金属を含む厚さ300μm以下の外装材とを具備し、
前記電極群は、積層構造が露出している面が下記(1)式を満たす形状を有することを特徴とする非水電解液二次電池。
0.9≦L2/L1≦1.2 …(1)
前記(1)式において、前記L2は前記面のうち湾曲積層領域を除いた領域における最多層部の厚さであり、前記L1は前記湾曲積層領域を除いた領域の端部のうち層数が前記L2と等しい端部の厚さである。 An electrode group having a structure in which a positive electrode and a negative electrode are wound in a flat shape through a separator therebetween,
A non-aqueous electrolyte impregnated in the electrode group;
The electrode group is housed, and comprises an exterior material having a thickness of 300 μm or less containing metal,
The non-aqueous electrolyte secondary battery, wherein the electrode group has a shape in which a surface where the laminated structure is exposed satisfies the following formula (1).
0.9 ≦ L 2 / L 1 ≦ 1.2 (1)
In the formula (1), L 2 is the thickness of the most multilayered portion in the region excluding the curved laminated region in the surface, and L 1 is a layer in the end portion of the region excluding the curved laminated region. The thickness of the end portion whose number is equal to L 2 .
前記電極群に含浸される非水電解液と、
前記電極群が収納され、金属を含む厚さ300μm以下の外装材とを具備し、
前記電極群は、積層構造が露出している面が下記(2)式を満たす形状を有することを特徴とする非水電解液二次電池。
0.9≦L4/L3≦1.2 …(2)
前記(2)式において、前記L4は前記面のうち折り曲げ積層領域を除いた領域における最多層部の厚さであり、前記L3は前記折り曲げ積層領域を除いた領域の端部のうち層数が前記L4と等しい端部の厚さである。 An electrode group having a structure in which a laminate composed of a positive electrode, a negative electrode, and a separator is bent twice or more;
A non-aqueous electrolyte impregnated in the electrode group;
The electrode group is housed, and comprises an exterior material having a thickness of 300 μm or less containing metal,
The non-aqueous electrolyte secondary battery, wherein the electrode group has a shape in which a surface where the laminated structure is exposed satisfies the following expression (2).
0.9 ≦ L 4 / L 3 ≦ 1.2 (2)
In the formula (2), L 4 is the thickness of the outermost multilayer portion in the region excluding the folded laminated region, and L 3 is the layer in the end portion of the region excluding the folded laminated region. The thickness of the end portion whose number is equal to the L 4 .
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003282512A JP4031405B2 (en) | 1998-09-17 | 2003-07-30 | Non-aqueous electrolyte secondary battery |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP26289198 | 1998-09-17 | ||
| JP37238598 | 1998-12-28 | ||
| JP2003282512A JP4031405B2 (en) | 1998-09-17 | 2003-07-30 | Non-aqueous electrolyte secondary battery |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP26071199A Division JP3866458B2 (en) | 1998-09-17 | 1999-09-14 | Non-aqueous electrolyte secondary battery and method for producing non-aqueous electrolyte secondary battery |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2004006408A JP2004006408A (en) | 2004-01-08 |
| JP2004006408A5 JP2004006408A5 (en) | 2006-09-28 |
| JP4031405B2 true JP4031405B2 (en) | 2008-01-09 |
Family
ID=30448958
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003282512A Expired - Lifetime JP4031405B2 (en) | 1998-09-17 | 2003-07-30 | Non-aqueous electrolyte secondary battery |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4031405B2 (en) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6242100B2 (en) * | 2013-07-24 | 2017-12-06 | ユニチカ株式会社 | Separator for lithium secondary battery |
| JP6020929B2 (en) * | 2013-09-09 | 2016-11-02 | トヨタ自動車株式会社 | Non-aqueous electrolyte secondary battery |
| WO2016039387A1 (en) * | 2014-09-10 | 2016-03-17 | 株式会社 東芝 | Wound electrode group, electrode group, and non-aqueous electrolyte battery |
| JP7089678B2 (en) | 2019-03-27 | 2022-06-23 | トヨタ自動車株式会社 | Batteries assembled |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0746611B2 (en) * | 1985-03-19 | 1995-05-17 | 日立マクセル株式会社 | Thin lithium battery manufacturing method |
| JPS6341864U (en) * | 1986-09-03 | 1988-03-18 | ||
| JP3116643B2 (en) * | 1992-09-11 | 2000-12-11 | 三菱電機株式会社 | Electrochemical element, assembled battery, and method of manufacturing electrochemical element |
| JP3444616B2 (en) * | 1993-02-04 | 2003-09-08 | 旭化成株式会社 | Negative electrode for non-aqueous secondary batteries |
| US5460904A (en) * | 1993-08-23 | 1995-10-24 | Bell Communications Research, Inc. | Electrolyte activatable lithium-ion rechargeable battery cell |
| US5318866A (en) * | 1993-04-23 | 1994-06-07 | Pall Corporation | Battery separators |
| JP3050021B2 (en) * | 1993-05-11 | 2000-06-05 | 三菱化学株式会社 | Battery separator and lithium battery using the same |
| JP3195120B2 (en) * | 1993-05-17 | 2001-08-06 | 三井化学株式会社 | Non-aqueous electrolyte battery separator |
| JP3166487B2 (en) * | 1994-06-23 | 2001-05-14 | 松下電器産業株式会社 | Thin battery |
| JPH08287954A (en) * | 1995-04-18 | 1996-11-01 | Sumitomo Bakelite Co Ltd | Nonaqueous electrolyte box shaped secondary battery |
| JP3373976B2 (en) * | 1995-06-12 | 2003-02-04 | 三洋電機株式会社 | Manufacturing method of battery incorporating non-circular spiral electrode body |
| JP3253632B2 (en) * | 1995-08-28 | 2002-02-04 | 旭化成株式会社 | Novel battery and manufacturing method thereof |
| JP3303694B2 (en) * | 1996-12-17 | 2002-07-22 | 三菱電機株式会社 | Lithium ion secondary battery and method of manufacturing the same |
| JPH10199572A (en) * | 1997-01-17 | 1998-07-31 | Toshiba Battery Co Ltd | Manufacture of polymer electrolyte battery electrode sheet, polymer electrolyte battery separator sheet and polymer electrolyte battery |
| JPH10208773A (en) * | 1997-01-22 | 1998-08-07 | Toshiba Battery Co Ltd | Manufacture of polymer electrolyte secondary battery |
| JP4168492B2 (en) * | 1997-09-19 | 2008-10-22 | 松下電器産業株式会社 | Negative electrode for non-aqueous electrolyte secondary battery and battery using the same |
| JP3471238B2 (en) * | 1998-08-31 | 2003-12-02 | 株式会社東芝 | Manufacturing method of non-aqueous electrolyte secondary battery |
| JP2000090975A (en) * | 1998-09-09 | 2000-03-31 | Sony Corp | Thin battery and sealing method thereof |
| JP3920510B2 (en) * | 1998-10-29 | 2007-05-30 | 株式会社東芝 | Non-aqueous electrolyte secondary battery |
| JP3471244B2 (en) * | 1999-03-15 | 2003-12-02 | 株式会社東芝 | Manufacturing method of non-aqueous electrolyte secondary battery |
-
2003
- 2003-07-30 JP JP2003282512A patent/JP4031405B2/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004006408A (en) | 2004-01-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0991132B1 (en) | Nonaqueous electrolyte secondary battery and method of manufacturing nonaqueous electrolyte secondary battery | |
| JP3471244B2 (en) | Manufacturing method of non-aqueous electrolyte secondary battery | |
| US9029008B2 (en) | Nonaqueous electrolyte secondary battery | |
| JP3920510B2 (en) | Non-aqueous electrolyte secondary battery | |
| KR100354947B1 (en) | Nonaqueous electrolyte secondary battery | |
| KR100367751B1 (en) | Nonaqueous electrolyte secondary battery and method for manufacturing the same | |
| JP3980505B2 (en) | Thin lithium ion secondary battery | |
| JP3563646B2 (en) | Electrochemical device | |
| JP3471238B2 (en) | Manufacturing method of non-aqueous electrolyte secondary battery | |
| JP3866458B2 (en) | Non-aqueous electrolyte secondary battery and method for producing non-aqueous electrolyte secondary battery | |
| JP4489006B2 (en) | Non-aqueous electrolyte secondary battery | |
| JP2003157888A (en) | Plate-like secondary battery and method of manufacture | |
| JP3721044B2 (en) | Secondary battery | |
| JP3631407B2 (en) | Nonaqueous electrolyte secondary battery | |
| JP4551539B2 (en) | Nonaqueous electrolyte secondary battery | |
| JP4802217B2 (en) | Nonaqueous electrolyte secondary battery | |
| JP3351765B2 (en) | Non-aqueous electrolyte secondary battery | |
| JP4031405B2 (en) | Non-aqueous electrolyte secondary battery | |
| JP4031407B2 (en) | Secondary battery | |
| JP2004095538A (en) | Nonaqueous electrolyte secondary battery | |
| JP2000223159A (en) | Nonaqueous electrolyte secondary battery, and its manufacture | |
| JP2000285965A (en) | Nonaqueous electrolyte secondary battery and its manufacture | |
| JP2002117894A (en) | Flat battery |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060810 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070724 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070925 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20071016 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20071018 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4031405 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101026 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111026 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111026 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121026 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131026 Year of fee payment: 6 |
|
| EXPY | Cancellation because of completion of term |