JP4014834B2 - Stick-type package manufacturing equipment - Google Patents
Stick-type package manufacturing equipment Download PDFInfo
- Publication number
- JP4014834B2 JP4014834B2 JP2001285827A JP2001285827A JP4014834B2 JP 4014834 B2 JP4014834 B2 JP 4014834B2 JP 2001285827 A JP2001285827 A JP 2001285827A JP 2001285827 A JP2001285827 A JP 2001285827A JP 4014834 B2 JP4014834 B2 JP 4014834B2
- Authority
- JP
- Japan
- Prior art keywords
- horizontal seal
- shape
- cutter
- forming
- stick
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images









Landscapes
- Packages (AREA)
- Package Closures (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
- Bag Frames (AREA)
Description
【0001】
【発明の属する技術分野】
この発明は、食品や薬品等の顆粒体・粉体・固形体・液体等の内容物を包装するスティック型包装体とその製造装置に関し、更に詳しくは、長手方向において両縁部がシールされた長尺状のスティック型包装体とその製造装置に関する。
【0002】
【従来の技術】
従来、図11に示すように、長尺状に形成されたスティック型包装体51は、ポリエチレンテレフタレートフィルム、アルミニウム箔、ポリエチレンフィルム等を順次積層させた複数層のラミネートフィルムからなるラミネート状の材料で形成され、長手方向に形成される縦両縁部を合掌状に合わせて熱融着した背びれ部54を有して袋状に形成するとともに、長手方向に対して両端に形成される縁部を熱融着して接着された横シール部53、53を形成し、内容物を袋部52に充填して形成されていた。そして、横シール部53、53は外周角部がピン角状に形成されるとともに横シール部53の元部55、つまり袋部52との接続する部分は長手方向に直交するように直線状に形成されていた。
【0003】
そして、このスティック型包装体51を製造する公知の包装機60は、図12に示すように、リール61に巻装されたラミネート状の包装紙Fを供給する供給部62と、予備包装体51Aに内容物Sを充填するために内容物Sを落下させるホッパ63と、包装紙Fを筒状に形成する案内筒部64と、筒状の包装紙Fの縦縁部を貼りつける縦シール形成部65と、長手方向における横縁部を貼りつける横シール形成部66と、ノッチを形成するためのカッタ67と、横シール部53を切断して包装体51として形成する横シール切断部68とを備えて構成されている(特開平11−263374号参照)。
【0004】
この包装機60では、特に、横シール切断部68は、可動刃69aと固定刃69bとを有し、横シール部53を長手方向に対して直交するように直線状に切断するものであるから、平板状に形成された可動刃69aを、平板状に形成された固定刃69bに向かって移動することによって切断可能に構成している。そして、この切断によってスクラップはほとんど発生することがない。
【0005】
【発明が解決しようとする課題】
しかし、従来のスティック型包装体51において、横シール部53の角部がピン角状に形成されていることは、スティック型包装体51の角部を身体に当てるとピン角でけがをしやすく危険であるとともに、大量のスティック型包装体51を製造する際に、他のスティック型包装体51を横シール部53のピン角で破損させやすかった。
【0006】
そのために、ピン角を除去するすることが課題として残されることになっていた。ピン角を除去するにはスティック包装体51を製造する際にピン角を除去しなければならず、切断されたピン角がスクラップとして残ることから、その処置方法を考慮しなければならなかった。しかも、ピン角を除去するために横シール切断部68の構成を現状より複雑化することになっても、できるだけ廉価に構成する必要が生じていた。
【0007】
また、横シール部53の元部55が直線状に形成されていることは、横シール部53と袋部52との接続部両端部にピン角を形成することになるから、袋部52内に充填されている内容物が、例えば顆粒体や粉体であれば、内容物を外部に排出する際に、内容物を角部に溜めやすいこととなって、所定の量を服用することなく処分されやすかった。
【0008】
この発明は、上述の課題を解決するものであり、危険を伴うことなく、しかも袋部内に充填されている内容物をほぼ全部使用することができるスティック型包装体を提供するとともに、製造装置を廉価に構成するとともにスクラップを回収できるスティック型包装体の製造装置を提供することを目的とする。
【0009】
この発明にかかわるスティック型包装体では、上記の課題を解決するために、以下のように構成するものである。すなわち、
ラミネート状の包装紙を供給する供給部と、前記包装紙の縦両縁部を合掌状に合わせた背ばり部をシールして筒状に巻つける縦シール形成部と、製造途中の予備包装体の上下両端に横シール部を形成する横シール形成部と、上方から内容物を貯溜して所定量落下させる内容物貯溜部と、前記内容物貯溜部から供給される内容物の定量を計測して前記予備包装体に供給する定量供給部と、上下両端の横シール部をカッタで切断する横シール切断部とを有して構成されるスティック型包装体の製造装置であって、
前記横シール形成部には、上下両端の横シール部の元部を形成する型が配置され、
前記横シール切断部には、前記横シール部の中央部を切断する刃部と上下両端の横シール部の少なくとも角部を弧状あるいは面取り状に形成する刃部とが一体的に形成されたカッタと、少なくとも弧状あるいは面取り状に形成された角部を切断することによって形成されるスクラップの収納部とが配置され、
前記カッタは、可動可能な可動刃部を有する雄型カッタと、筒状ケース内に配置されるとともに前記可動刃部と係合可能な固定刃部を有する雌型カッタとを備えて構成され、
前記可動刃部は前記予備包装体を挿通するための凹部を形成するとともに、前記凹部の平面視における前記可動刃部の移動軸方向に対する両側部が、先端側に向かって広幅となるように傾斜して形成され、
前記筒状ケースには前記固定刃部における可動刃部と反対の側に前記スクラップの収納部が形成され、
前記収納部に、収納された前記スクラップを吸引する吸引装置が接続されることを特徴とするものである。
【0010】
また、前記横シール部の元部を形成する型が、前記横シール部の元部を長手方向外側に向かって弧状に形成することを特徴とするものであればよい。
【0012】
【発明の効果】
本発明のスティック型包装体は、シール部の角部を弧状または面取り状に形成していることから、シール部の角部を身体に当ててもけがをさせることなく危険を伴うことがない。しかもシール部の元部、つまり袋部のシール部側端部を、袋部の長手方向の外方に向かって凸状となる弧状に形成していることから、開封して内容物を排出する際に、充填された内容物を弧状部にガイドされながら流れることとなって、ほぼ全部の内容物を排出させることができて、効率よく使用することが可能となる。
【0013】
また、本発明のスティック型包装体の製造装置は、包装紙を袋状に形成して、定量の内容物を充填するとともに、横シール形成部で上下の横シール部を形成する際に、横シール部の元部を弧状を形成し、横シール切断部で横シール部を切断する際に、横シール部の角部を弧状または面取り状に形成したカッタで切断することから、切断されたスティック型包装体は、横シール部の角部で身体にけがをさせるようには形成されず、また、横シール部の元部は内容物が排出されやすいように形成されている。しかも、横シール部の角部を切断する際に発生するスクラップをカッタ部に収納して吸引装置ですべて吸引することから、製造装置の回りにスクラップが落下することなく、装置の回りを清潔にすることができる。
【0014】
また、前記カッタ部が、凸状の可動刃が凹状の固定刃に向かって移動することによって、連続して形成された横シール部を切断できることから、横シール部の角部を極めて容易に弧状または面取り状に形成することができるとともに、角部のスクラップを収納部から回収することができることから、スクラップの回収を横シール切断部で行なうことができるので、工程を増加させずにコンパクトで廉価なコストで装置を構成することが可能となる。
【0015】
【発明の実施の形態】
以下、本発明の一実施形態を図面に基づいて説明する。本発明のスティック型包装体(以下、包装体という。)は、ラミネート状のフィルムを送給して食品や薬品等の顆粒体・粉体・固形体・液体等の内容物を製造装置で充填しながら包装体として形成する際に、横シール部のピン角を除去するとともに横シール部の元部を弧状に形成して内容物を包装体内に残さないように形成するものである。しかも製造中に発生するスクラップを回収して装置の回りを汚すことのないようにするものである。
【0016】
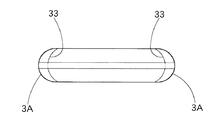
従って、実施形態の包装体1は、図1〜2に示すように、縦方向に長尺状に形成され内容物Sを充填する袋部2と、長手方向に対して両端に形成される横シール部3・3と、長手方向に配置される背ばり部4とを有して形成されている。包装体1を袋状に形成する包装紙Fの材料は、ポリエチレンテレフタレートフィルム、アルミニウム箔、ポリエチレンフィルム等を順次積層させた複数層のラミネートフィルムからなり、横シール部3は熱融着によって接着され、背ばり部4は縦方向の両縁部を合掌状に合わせて熱融着によって接着されている。
【0017】
そして、横シール部3・3の外形は両角部31・31が弧状または面取り状(図例では面取り状に形成されているが、弧状に形成されていてもよい。)に形成され中央部32が直線状を描いて形成されている。この横シール部3の外形は、図3に示すように、両角部31・31を小さな円弧で形成してもよく、図4に示すように、全体を円弧状部3Aに形成してもよい。
【0018】
なお、図1に示す包装体1の横シール部3の外形の場合、弧状の角部31と、角部31・31を結ぶ中央部32の直線部との接続部を円弧状に形成して、ピン角を形成しないようにすることが望ましい。なお、この横シール部3の形状は、後述の製造装置における横シール切断部の可動刃及び固定刃の断面形状によって形成されることとなる。
【0019】
横シール部3の元部33、つまり横シール部3と袋部2との接続部の形状は、実施形態においては、図1に示すように、全体に長手方向の外側に向かって凸状となる円弧状に形成してもよく、図3に示すように、横シール部3の外形と略同形に形成されるか、あるいは、図4に示すように半径の小さな円弧状に形成してもよい。なお、横シール部3の元部33の形状は、後述の製造装置における横シール形成部の型の形状によって形成されることとなる。
【0020】
次に、この包装体1を製造する製造装置(以下、包装機という。)10の構成について説明する。
【0021】
実施形態の包装機10は、図5に示すように、ラミネートフィルムの包装紙Fをリール111に巻付けて順次装置内に送給する供給部11と、案内筒部12を有して包装紙Fを案内筒部12に両側から包むように巻装した後、縦両縁部を合掌状に合わせた背ばり部4をシールして筒状に形成する縦シール形成部13と、案内筒部12の上方から内容物(実施形態では顆粒状の薬品で説明する。)Sを袋部2に充填するホッパ14と、ホッパ14から供給された内容物Sを定量に計測して、製造途中で形成される予備包装体1Aの袋部2に供給する定量供給部15と、顆粒状の薬品Sが充填された予備包装体1Aの上下両端に横シール部3、3を形成する横シール形成部16と、上下端の横シール部3・3をカッタで切断する横シール切断部17とを有して構成されている。
【0022】
この包装機10では、供給部11から繰り出された包装紙Fは、縦方向に配置された案相筒部12を包むように巻付けながら下方に繰り出されると、案内筒部12を巻装した包装紙Fは縦両縁部が一端で合わせられ、縦シール形成部13において熱融着で圧接されることによって背ばり部4を形成することとなる。これによって筒状包装体が形成され、さらに、横シール形成部16において筒状包装体の下端部を熱融着による接着を行なうことによって予備包装体1Aが形成される。
【0023】
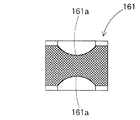
この際、横シール形成部16は、図6に示すように、円弧部161aをそれぞれ突状部を向かい合うように対称位置に形成した型(ヒータブロック)161を一対相対向して配置させ、横シール部3を間にして、一対のヒーターブロック161を横シール部3に向かって移動させることによって、横シール部3が熱融着されて形成される。
【0024】
縦シール部(背ばり部)4と下部の横シール部3とが形成されると、予備包装体1Aの上方の開口部から、定量供給部15から定量の顆粒状薬品Sが供給されて充填される。顆粒状の薬品Sが充填された予備包装体1Aが下方に移動されると、横シール形成部16で、予備包装体1Aの上端部及び次の筒状包装体の下端部を横シール部3を熱融着により接着される。これによって顆粒状の薬品Sが充填されて上下両端の横シール部3が接着された予備包装体1Bが形成されることとなる。
【0025】
上下端の横シール部3が形成されて薬品Sを収納した予備包装体1Bは、横シール部3の中央部を横シール切断部17によって切断することによって、1袋の包装体1が完成されることとなる。完成された1袋の包装体1はシュート18で搬出され、図示しないコンベアに搬送される。そして、横シール切断部17で横シール部3を切断する際に発生したスクラップは、図7に示す横シール切断部17の筒状ケース173の収納部173aに一旦収納され、図示しない吸引機により吸引される。
【0026】
横シール切断部17は、図7〜10に示すように、可動刃部171aを有する雄型カッタ171と固定刃部172aを有する雌型カッタ172と、雌型カッタ172を収納する筒状ケース173とを備えて構成されている。雄型カッタ171は、筒状ケース173の下端面に装着されたL形ブラケット174に支持されたシリンダ175にジョイント176を介して連結されて水平方向に移動可能に配置され、可動刃部171aの先端部を雌型カッタ172の固定刃部172a内に係合させている。
【0027】
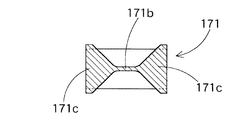
雄型カッタ171の可動刃部171aは、図8におけるX−X断面が図9に示すように、矩形状の断面に上下方向に対称的に形成された山形状の凹部を除いた形状、つまり、中央部が細長水平部171bを形成し、細長水平部171bの両側に細長水平部171bから連接するように外方に向かって広がるような略三角状の角部対向部171cを形成している。さらに、可動刃部171aには、図8に示すように、固定刃部172aとの間で予備包装体1Bを挿通するためのスペースを有するために凹部171dが形成されている。従って、凹部171dの平面視における形状は、図8に示すように角部対向部171cが細長水平部171bの先端部から固定刃部172aに向かう先端側に向かって、広幅となるように傾斜して形成されることになる。
【0028】
固定刃部172aは、図10に示すように、筒状ケース173内に係合して固着される機枠172b内に、図8に示すような可動刃部171aの断面形状と同形に形成され、可動刃部171aの先端部を内部に収納して摺動可能に形成している。なお、固定刃部172aを有する雌型カッタ172は、加工上から鑑みて上下方向に対称的になるように2分割したものを一体的に結合して構成することが望ましい。
【0029】
筒状ケース173内には、雌型カッタ172の後方(雄型カッタと反対側)が中空部を有してスクラップの収納部173aとして形成される。さらに、収納部173aの下方の一部には、収納部173aに連通する排出口173bが形成され、ブラケット174に形成された開口部174aとともにスクラップFSが排出される。そして、ブラケットの開口部174aに図示しない吸引機の吸引口19を接続することによって、スクラップFSが吸引されて回収される。
【0030】
従って、横シール部3が形成された予備包装体1Bが、雄型カッタ171の凹部171d内に挿入されて、横シール部3の連続して形成される予備放送体1B・1B間の上下間の中央位置が切断位置に移動されると、雄型カッタ171の可動刃部171aが、横シール部3及び雌型カッタ172の固定刃部172aに向かって移動する。雄型カッタ171は、横シール部3を中央位置から切断するとともに、横シール部3の角部31と水平状の中央部32の回りをスクラップFSとして切断し、雌型カッタ172から筒状ケース173の収納部173aに送ることになる。そして切断された1袋の包装体1はシュート18に排出され、スクラップFSは収納部173aから、筒状ケース173の排出口173b及びL型ブラケット174の開口部174aを通って吸引機で吸引される。
【0031】
なお、可動刃部171aが予備包装体1Bの横シール部3を切断する際、可動刃部171aの細長水平部171bから先方に形成された傾斜された角部対向部171cで横シール部3の角部31をまず切断し、その後、細長水平部171bが移動されて横シール部3の中央部32を連続して切断することとなる。
【0032】
上記のように、実施形態のスティック型包装体1は、横シール部3の角部31を弧状または面取り状に形成していることから、横シール部3の角部31を身体に当ててもけがをさせることなく危険を伴うことがない。しかも横シール部3の元部33を長手方向の外方に向かう弧状に形成していることから、つまり袋部2の横シール部側端部を外方に向かう弧状に形成していることから、開封して内容物Sを排出する際に、充填された内容物Sを弧状部にガイドされながら流れることとなって、ほぼ全ての内容物Sを排出させることができて、効率よく使用することが可能となる。
【0033】
また、実施形態のスティック型包装体の包装機10は、横シール形成部16で上下の横シール部3を形成する際に、横シール部3の元部33を弧状を形成し、横シール切断部17で横シール部3を切断する際に、横シール部3の角部31を弧状に形成した雄型カッタ171・雌型カッタ172で切断することから、切断された包装体1は、横シール部3の角部31で身体にけがをさせるようには形成されず、また、横シール部3の元部33は内容物Sが排出されやすいように形成されることから、製造された包装体1は、けがをさせずに安全に形成されるとともに、充填されている内容物を残さず使用することができる。
【0034】
しかも、横シール部3の角部31を切断する際に発生するスクラップFSを、筒状ケース173の収納部173aに収納して吸引装置ですべて吸引することから、包装機10の回りにスクラップFSが落下することなく、包装機10の回りをスクラップFSで汚すことがない。
【0035】
また、凸状の可動刃部171aが、凹状の固定刃部172aに向かって移動することによって、連続して形成された横シール部3を切断できることから、横シール部3の角部31を極めて容易に弧状または面取り状に形成することができるとともに、切断された角部31の相当部をスクラップFSとして筒状ケース173の収納部173aに収納して回収することができることによって、横シール切断部17の工程で行なうことができ、工程を増加させずにコンパクトで廉価なコストで装置を構成することが可能となる。
【0036】
なお、上記の包装体1は、横シール部3の角部3がピン角に形成されていないものであれば、図例以外の形状でもよく、また、元部33が全体に円弧状に形成されるものでなく、元部端部が円弧状に形成され両端部の円弧部を直線状に結ぶように形成されるものであってもよい。
【0037】
さらに、包装機10の構成は、特に横シール形成部16における型の形状及び横シール切断部17の構成に特徴を有しているものであり、供給部11、縦シール形成部13、ホッパ14、定量供給部15の構成に関しては、公知の別の構成のものを使用してもよい。
【0038】
また、雄型カッタ171の可動刃部171aや雌型カッタ172の固定刃部172aの形状は、形成される包装体の横シール部の外形あるいは元部の形状によって、適宜決定されることは勿論のことである。
【図面の簡単な説明】
【図1】本発明の一形態を示すスティック型包装体を示す平面図である。
【図2】図1におけるII−II断面図である。
【図3】別の形態によるスティック型包装体を示す平面図である。
【図4】さらに別の形態によるスティック型包装体を示す平面図である。
【図5】図1の包装体を製造する包装機を示す簡略側面図である。
【図6】図5における横シール形成部の型面を示す正面図である。
【図7】図5における横シール切断部を示す一部正面断面図である。
【図8】図7における雄型カッタと雌型カッタとを示す平面図である。
【図9】図8における、雄型カッタの可動刃部を示すX−X断面図である。
【図10】図8における、雌型カッタの固定刃部を示すY−Y断面図である。
【図11】従来のスティック型包装体を示す平面図である。
【図12】従来のスティック型包装体の製造装置を示す簡略側面図である。
【符号の説明】
1…包装体
2…袋部
3…横シール部
4…背びれ部
31…角部
32…中央部
33…元部
10…包装機
11…供給部
12…案内筒部
13…縦シール形成部
14…ホッパ
15…定量供給部
16…横シール形成部
17…横シール切断部
171…雄型カッタ
171a…可動刃部
172…雌型カッタ
172a…固定刃部
173…筒状ケース
173a…収納部
173b…排出口
F…包装紙
S…内容物
FS…スクラップ[0001]
BACKGROUND OF THE INVENTION
The present invention relates to a stick-type package for packaging contents such as granules, powders, solids, and liquids of foods and medicines, and a manufacturing apparatus therefor, and more specifically, both edges are sealed in the longitudinal direction. The present invention relates to a long stick package and a manufacturing apparatus thereof.
[0002]
[Prior art]
Conventionally, as shown in FIG. 11, the stick-
[0003]
Then, as shown in FIG. 12, a known
[0004]
In this
[0005]
[Problems to be solved by the invention]
However, in the conventional stick-
[0006]
Therefore, removing the pin angle has been left as a problem. In order to remove the pin angle, the pin angle has to be removed when the
[0007]
In addition, since the
[0008]
This invention solves the above-mentioned subject, and while providing a stick type package which can use almost all the contents with which it fills in a bag part without danger, a manufacturing apparatus is provided. An object of the present invention is to provide an apparatus for manufacturing a stick-type package that is inexpensive and can collect scrap.
[0009]
In order to solve the above-described problems, the stick-type package according to the present invention is configured as follows. That is,
A supply section for supplying laminated wrapping paper, a vertical seal forming section for sealing a backrest portion in which both vertical edges of the wrapping paper are in a palm shape and winding it in a tubular shape, and a preliminary packaging body in the middle of manufacture A horizontal seal forming part for forming a horizontal seal part at both upper and lower ends of the sheet, a content storage part for storing the contents from above and dropping them by a predetermined amount, and measuring the quantity of the contents supplied from the content storage part. A stick-type package manufacturing apparatus configured to have a quantitative supply unit to be supplied to the preliminary package and a horizontal seal cutting unit that cuts the horizontal seal units at both upper and lower ends with a cutter,
In the horizontal seal forming part, a mold for forming the base part of the horizontal seal part at both upper and lower ends is arranged,
The horizontal seal cutting part is a cutter in which a blade part for cutting a central part of the horizontal seal part and a blade part for forming at least corners of the horizontal seal parts at both upper and lower ends in an arc shape or a chamfered shape are integrally formed. And a scrap storage portion formed by cutting at least a corner portion formed in an arc shape or a chamfer shape,
The cutter includes a male cutter having a movable movable blade portion, and a female cutter having a fixed blade portion that is disposed in a cylindrical case and engageable with the movable blade portion,
The movable blade portion forms a recess for inserting the preliminary packaging body , and is inclined so that both side portions with respect to the moving axis direction of the movable blade portion in a plan view of the recess become wider toward the tip side. Formed,
In the cylindrical case, the scrap storage portion is formed on the side of the fixed blade portion opposite to the movable blade portion,
A suction device for sucking the stored scrap is connected to the storage portion.
[0010]
Moreover, the type | mold which forms the base part of the said horizontal seal part should just be characterized by forming the base part of the said horizontal seal part in the arc shape toward the longitudinal direction outer side.
[0012]
【The invention's effect】
In the stick-type package of the present invention, the corners of the seal portion are formed in an arc shape or a chamfered shape, and therefore there is no risk of injury even if the corner portion of the seal portion is applied to the body. In addition, since the base part of the seal part, that is, the end part on the seal part side of the bag part is formed in an arc shape that protrudes outward in the longitudinal direction of the bag part, it is opened and the contents are discharged. At this time, the filled contents flow while being guided by the arc-shaped portion, so that almost all of the contents can be discharged and can be used efficiently.
[0013]
In addition, the stick-type packaging body manufacturing apparatus of the present invention forms a wrapping paper into a bag shape, fills with a certain amount of contents, and forms a horizontal seal portion when forming the upper and lower horizontal seal portions in the horizontal seal formation portion. When the base part of the seal part is formed in an arc shape and the horizontal seal part is cut by the horizontal seal cutting part, the corner part of the horizontal seal part is cut with a cutter formed in an arc shape or a chamfered shape. The mold package is not formed so as to injure the body at the corner of the horizontal seal portion, and the base portion of the horizontal seal portion is formed so that the contents can be easily discharged. Moreover, since the scrap generated when cutting the corners of the horizontal seal part is stored in the cutter part and all of the suction is sucked by the suction device, the scrap around the manufacturing device does not fall and the area around the device is clean. can do.
[0014]
Further, since the convex movable blade moves toward the concave fixed blade, the cutter portion can cut the continuously formed horizontal seal portion, so that the corner portion of the horizontal seal portion is arc-shaped very easily. Or, it can be formed in a chamfered shape and corner scrap can be collected from the storage section, so scrap can be collected at the horizontal seal cutting section, so it is compact and inexpensive without increasing the number of processes. The apparatus can be configured at a low cost.
[0015]
DETAILED DESCRIPTION OF THE INVENTION
Hereinafter, an embodiment of the present invention will be described with reference to the drawings. The stick-type package of the present invention (hereinafter referred to as a package) is fed with a laminated film and filled with contents such as granules, powders, solids, liquids, etc., such as foods and drugs. However, when forming as a package, the pin angle of the horizontal seal part is removed and the base part of the horizontal seal part is formed in an arc shape so as not to leave the contents in the package. In addition, scrap generated during production is collected so as not to contaminate the surroundings of the apparatus.
[0016]
Therefore, as shown in FIGS. 1 and 2, the
[0017]
And the external shape of the horizontal seal |
[0018]
In the case of the outer shape of the
[0019]
In the embodiment, the shape of the
[0020]
Next, a configuration of a manufacturing apparatus (hereinafter referred to as a packaging machine) 10 that manufactures the
[0021]
As shown in FIG. 5, the
[0022]
In this wrapping
[0023]
At this time, as shown in FIG. 6, the horizontal
[0024]
When the vertical seal portion (back portion) 4 and the lower
[0025]
The
[0026]
As shown in FIGS. 7 to 10, the horizontal
[0027]
As shown in FIG. 9, the
[0028]
As shown in FIG. 10, the fixed
[0029]
In the
[0030]
Accordingly, the
[0031]
When the
[0032]
As described above, the stick-
[0033]
Further, the stick-type
[0034]
Moreover, since the scrap FS generated when the
[0035]
Further, since the convex
[0036]
The
[0037]
Further, the configuration of the
[0038]
In addition, the shapes of the
[Brief description of the drawings]
FIG. 1 is a plan view showing a stick-type package showing one embodiment of the present invention.
FIG. 2 is a cross-sectional view taken along the line II-II in FIG.
FIG. 3 is a plan view showing a stick-type package according to another embodiment.
FIG. 4 is a plan view showing a stick-type package according to still another embodiment.
FIG. 5 is a simplified side view showing a packaging machine for producing the package of FIG. 1;
6 is a front view showing a mold surface of a horizontal seal forming portion in FIG. 5. FIG.
7 is a partial front cross-sectional view showing a horizontal seal cutting portion in FIG. 5. FIG.
8 is a plan view showing a male cutter and a female cutter in FIG. 7. FIG.
9 is a cross-sectional view taken along the line XX showing the movable blade portion of the male cutter in FIG. 8. FIG.
10 is a YY sectional view showing the fixed blade portion of the female cutter in FIG. 8. FIG.
FIG. 11 is a plan view showing a conventional stick-type package.
FIG. 12 is a simplified side view showing a conventional stick-type package manufacturing apparatus.
[Explanation of symbols]
DESCRIPTION OF
Claims (2)
前記横シール形成部には、上下両端の横シール部の元部を形成する型が配置され、
前記横シール切断部には、前記横シール部の中央部を切断する刃部と上下両端の横シール部の少なくとも角部を弧状あるいは面取り状に形成する刃部とが一体的に形成されたカッタと、少なくとも弧状あるいは面取り状に形成された角部を切断することによって形成されるスクラップの収納部とが配置され、
前記カッタは、可動可能な可動刃部を有する雄型カッタと、筒状ケース内に配置されるとともに前記可動刃部と係合可能な固定刃部を有する雌型カッタとを備えて構成され、
前記可動刃部は前記予備包装体を挿通するための凹部を形成するとともに、前記凹部の平面視における前記可動刃部の移動軸方向に対する両側部が、先端側に向かって広幅となるように傾斜して形成され、
前記筒状ケースには前記固定刃部における可動刃部と反対の側に前記スクラップの収納部が形成され、
前記収納部に、収納された前記スクラップを吸引する吸引装置が接続されることを特徴とするスティック型包装体の製造装置。A supply section for supplying laminated wrapping paper, a vertical seal forming section for sealing a backrest portion in which both vertical edges of the wrapping paper are in a palm shape and winding it in a tubular shape, and a preliminary packaging body in the middle of manufacture A horizontal seal forming part for forming a horizontal seal part at both upper and lower ends of the sheet, a content storage part for storing the contents from above and dropping them by a predetermined amount, and measuring the quantity of the contents supplied from the content storage part. A stick-type package manufacturing apparatus configured to have a quantitative supply unit to be supplied to the preliminary package and a horizontal seal cutting unit that cuts the horizontal seal units at both upper and lower ends with a cutter,
In the horizontal seal forming part, a mold for forming the base part of the horizontal seal part at both the upper and lower ends is arranged,
The horizontal seal cutting part is a cutter in which a blade part for cutting a central part of the horizontal seal part and a blade part for forming at least corners of the horizontal seal parts at both upper and lower ends in an arc shape or a chamfered shape are integrally formed. And a scrap storage portion formed by cutting at least a corner portion formed in an arc shape or a chamfered shape,
The cutter includes a male cutter having a movable movable blade portion, and a female cutter having a fixed blade portion that is disposed in a cylindrical case and engageable with the movable blade portion,
The movable blade portion forms a recess for inserting the preliminary packaging body , and is inclined so that both side portions with respect to the moving axis direction of the movable blade portion in a plan view of the recess become wider toward the tip side. Formed,
In the cylindrical case, the scrap storage portion is formed on the side of the fixed blade portion opposite to the movable blade portion,
A stick type packaging body manufacturing apparatus, wherein a suction device for sucking the stored scrap is connected to the storage portion.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001285827A JP4014834B2 (en) | 2001-09-19 | 2001-09-19 | Stick-type package manufacturing equipment |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001285827A JP4014834B2 (en) | 2001-09-19 | 2001-09-19 | Stick-type package manufacturing equipment |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2003095333A JP2003095333A (en) | 2003-04-03 |
| JP2003095333A5 JP2003095333A5 (en) | 2005-05-19 |
| JP4014834B2 true JP4014834B2 (en) | 2007-11-28 |
Family
ID=19108909
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001285827A Expired - Lifetime JP4014834B2 (en) | 2001-09-19 | 2001-09-19 | Stick-type package manufacturing equipment |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4014834B2 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102284156B1 (en) * | 2020-06-30 | 2021-07-30 | (주)에스피엠 | Cutting apparatus for packaging system |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4884711B2 (en) * | 2004-06-29 | 2012-02-29 | 久光製薬株式会社 | Packaging bag |
| JP4522770B2 (en) * | 2004-07-16 | 2010-08-11 | 三光機械株式会社 | Guide mechanism of cutter device in vertical multi-row automatic filling and packaging machine |
| JP2006026829A (en) * | 2004-07-16 | 2006-02-02 | Sanko Kikai Kk | Dust catching mechanism of cutter in vertical type multi-row automatic filling/packaging machine |
| JP4841200B2 (en) * | 2004-08-26 | 2011-12-21 | 三光機械株式会社 | Bag guide mechanism of vertical multi-row automatic packaging machine |
| JP4771777B2 (en) * | 2004-12-27 | 2011-09-14 | 三光機械株式会社 | R-cutter device in vertical multi-row automatic packaging machine |
| JP4564378B2 (en) * | 2004-12-27 | 2010-10-20 | 三光機械株式会社 | R-cutter device for vertical multi-row automatic packaging machine |
| JP4575767B2 (en) * | 2004-12-27 | 2010-11-04 | 三光機械株式会社 | Punching cut blade in vertical multi-row automatic packaging machine |
| JP2006206082A (en) * | 2005-01-26 | 2006-08-10 | Murata Mfg Co Ltd | Chip-type electronic component storage bag |
| JP5090212B2 (en) * | 2008-03-06 | 2012-12-05 | 富士インパルス株式会社 | Heat sealing equipment |
| EP2149507A1 (en) | 2008-07-31 | 2010-02-03 | The Procter and Gamble Company | A three seal sachet with a dispensing device |
| JP4921506B2 (en) * | 2009-03-16 | 2012-04-25 | 持田製薬株式会社 | Stick package |
| JP6134472B2 (en) * | 2011-02-23 | 2017-05-24 | 三光機械株式会社 | Cutter device for packaging bag |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5971639U (en) * | 1982-11-05 | 1984-05-15 | 斎藤 荘之助 | medicine bag |
| JPS59187550A (en) * | 1983-04-08 | 1984-10-24 | 凸版印刷株式会社 | Manufacture of bag, corner thereof is cut |
| JPS62179940U (en) * | 1986-05-07 | 1987-11-14 | ||
| JP2574458Y2 (en) * | 1990-03-20 | 1998-06-11 | 大日本インキ化学工業株式会社 | Plastic film bag |
| JP2800988B2 (en) * | 1992-10-14 | 1998-09-21 | ハウス食品株式会社 | Gazette-type packaging bags for filling food |
| JP3051785B2 (en) * | 1992-10-14 | 2000-06-12 | ハウス食品株式会社 | Pillow type packaging bag for food filling |
| JP2739640B2 (en) * | 1995-12-13 | 1998-04-15 | 株式会社小松製作所 | Continuous production method of hermetically sealed package formed of laminate film |
| JPH11263374A (en) * | 1998-03-18 | 1999-09-28 | Toyo Kikai Seisakusho:Kk | Packaging body having notch |
| JP2000079967A (en) * | 1998-08-31 | 2000-03-21 | Kyoraku Co Ltd | Cylindrical fill package and manufacture thereof |
| JP3061451U (en) * | 1999-02-15 | 1999-09-17 | オリヒロエンジニアリング株式会社 | Vertical filling and packaging machine |
| JP2001240008A (en) * | 2000-02-29 | 2001-09-04 | Nippon Seiki Co Ltd | Filling and packaging machine |
-
2001
- 2001-09-19 JP JP2001285827A patent/JP4014834B2/en not_active Expired - Lifetime
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102284156B1 (en) * | 2020-06-30 | 2021-07-30 | (주)에스피엠 | Cutting apparatus for packaging system |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003095333A (en) | 2003-04-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4014834B2 (en) | Stick-type package manufacturing equipment | |
| JP2000327029A (en) | Packaging body formed of flexible sheet | |
| GB2128576A (en) | Making compartmented bags | |
| JP2000326424A (en) | Method and apparatus for producing packaging body | |
| JP2007290771A (en) | Packaging body | |
| JP2991274B2 (en) | Refill pouches | |
| JPH024651A (en) | Stand pack and its manufacture | |
| EP1135307B1 (en) | Container with inherently stable base made of flexible material and method for manufacturing it | |
| TW527308B (en) | Container and method for producing the same | |
| JP3986639B2 (en) | Cylindrical package, manufacturing method thereof, and manufacturing apparatus thereof | |
| JP3244972U (en) | sealed package | |
| JP3247068B2 (en) | Container and bag-filling method | |
| JP4326904B2 (en) | Packaging container, packaging container manufacturing apparatus and packaging method | |
| CN215554396U (en) | Mask packaging equipment assembly | |
| KR102645146B1 (en) | Packaging Pouch for easy opening and easy drinking liquid | |
| JPS644701Y2 (en) | ||
| JPH04102524A (en) | Manufacture of filter bag packed product of component eluation type choice food | |
| JP2000079967A (en) | Cylindrical fill package and manufacture thereof | |
| US20130113151A1 (en) | Crushing Bags and Methods for Use and Manufacture | |
| JP4182591B2 (en) | Easy to take out contents | |
| JPH046044A (en) | Self-standing bag and usage thereof | |
| JPH0624375Y2 (en) | Package | |
| JPH0977130A (en) | Preservative housing object, content package and production thereof | |
| JP2003094536A (en) | Four-side sealing type packaging body and manufacturing apparatus therefor | |
| JPH1081340A (en) | Self-standing container |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040706 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20060605 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060613 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060808 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070227 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070424 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070605 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070713 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070814 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070912 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100921 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4014834 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100921 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130921 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |