JP3963522B2 - Optical disc and optical disc manufacturing method - Google Patents
Optical disc and optical disc manufacturing method Download PDFInfo
- Publication number
- JP3963522B2 JP3963522B2 JP11239997A JP11239997A JP3963522B2 JP 3963522 B2 JP3963522 B2 JP 3963522B2 JP 11239997 A JP11239997 A JP 11239997A JP 11239997 A JP11239997 A JP 11239997A JP 3963522 B2 JP3963522 B2 JP 3963522B2
- Authority
- JP
- Japan
- Prior art keywords
- disk
- molded body
- adhesive
- disc
- optical
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/263—Moulds with mould wall parts provided with fine grooves or impressions, e.g. for record discs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/263—Moulds with mould wall parts provided with fine grooves or impressions, e.g. for record discs
- B29C2045/2659—Moulds with mould wall parts provided with fine grooves or impressions, e.g. for record discs for making substrates for laminated disks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/263—Moulds with mould wall parts provided with fine grooves or impressions, e.g. for record discs
- B29C2045/2667—Particular inner or outer peripheral portions of the substrate
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Optical Record Carriers And Manufacture Thereof (AREA)
- Manufacturing Optical Record Carriers (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Description
【0001】
【発明の属する技術分野】
本発明は、光ディスク用のディスク成形体、該ディスク成形体の成形装置、上記ディスク成形体の製造方法、上記ディスク成形体を貼り合わせてなる光ディスク、該光ディスクの製造方法に関する。上記成形される光ディスクとしては、特に、DVD(Digital Versatile Disc)のように、2枚の成形体を貼り合せて製造されるタイプに関し、上記光ディスク製造方法は、このような貼り合せタイプの光ディスクの製造方法に関する。
【0002】
【従来の技術】
近年、光ディスクは各業界から非常に注目されている。中でも、記憶容量の飛躍的な増大、及び記憶する情報のデジタル化が要求される昨今、この大容量化及びデジタル化に対応するために上記DVD等が市場に登場しつつある。上記DVDとして製造される光ディスクは、成形した2枚の成形体を貼り合せることにより製造されている。このような貼り合せタイプの光ディスクにおいて、従来の上記成形体とその成形方法、及び成形体の貼り合せ方法の一例について、以下に図を参照しながら説明する。
【0003】
従来より、ディスク成形体は図16に示すような成形装置1にて成形される。尚、当該成形装置1は、中心軸4を中心に同心円状の構造を有する。上記成形装置1は、型開き可能であり型閉めしたときにディスク成形体を成形するための空隙部5を形成する2つの金型2及び金型10を備え、金型2には成形されるディスク成形体へ情報を刻むためのスタンパ3が固定され、金型10にはディスク成形体を成形するための樹脂材を注入するためのスプル6が形成されている。又、金型2側には、成形されるディスク成形体の中央部分にゲートカッター11が中心軸4に沿って移動可能に取り付けられ、さらに上記ディスク成形体の中心部分には、中心軸4に沿ってゲートカッター11に対して摺動可能なエジェクトロッド7が設けられている。尚、ディスク成形体の成形時においては、エジェクトロッド7は、図示するように、ゲートカッター11内に引き込まれており、それによりゲートカッター11との間にてスラグウエル13と呼ばれる凹部を形成している。
【0004】
このような成形装置1を使用したディスク成形体の成形は以下のように行われる。金型2にスタンパ3を取り付けた後、金型2と金型10とを閉じたときに両者の間に形成された、ディスク成形体を形成する部分である空隙部5へスプル6を介して樹脂材が充填され、スタンパ3に刻まれた凹凸8が上記樹脂材に転写される。上記凹凸8の転写後、充填した樹脂材の冷却が行われ、冷却後、金型2,10の型開きが行われる。そして上記型開き完了後、エジェクトロッド7によりスプル6に存在する樹脂材と空隙部5によって成形されディスク成形体となる成形体との突き上げを行い、金型2から上記成形体を剥離させる。エジェクト動作終了後、取り出し機により上記成形体を成形装置1の外部に移送する。
【0005】
このようにして成形された上記成形体は、図17に示すような断面形状にてなり、このような2枚の成形体20,20が以下に説明する貼り合せ方法により、接着剤を用いて貼り合される。この貼り合せの際、はみでた上記接着剤を溜める為に、上記成形体20には、上記スタンパ3の凹凸8が転写された、上記成形体20における記録部21よりも内周側にて、記録面22には凹部23が環状に形成されるとともに、上記成形体20の外周側端部には傾斜部24を設けてある。図17に示すような成形体20における従来の貼り合せ方法を説明する。図18に示すように、2枚の上記成形体20,20について、互いの記録面22,22を対向させ、かつ位置決めピン31にて同心軸上に配置して、その隙間にディスペンサー32のノズル先端33を持っていく。そして各成形体20,20を軸回りに同方向に回転させて、上記ノズル先端23から成形体20,20の上記記録部21よりも内周側に接着剤を注入した後、ディスペンサー32を取り除く。そして、各成形体20,20をその厚み方向に押圧するとともに、上記位置決めピン31の内部に形成された吸引パイプ34を介して吸引装置35にて成形体20,20の中央部から上記接着剤を吸引し、成形体20,20の内周部に均一に上記接着剤を拡散させる。このとき、余分な接着剤は上記凹部23に捕獲される。次に成形体20,20を上記軸回りに同方向に高速回転させ、上記内周部に拡散させた上記接着剤を成形体20,20の外周側へ拡散させる。その後、成形体20,20の記録面22,22に広がった上記接着剤を紫外線照射により硬化させて2枚の成形体20,20の貼り合せを完了する。尚、図18では、各成形体20,20の記録部21の図示を省略している。又、上記説明では、貼り合される2枚のそれぞれの成形体20,20に記録部21が形成される場合を例に採ったが、2枚の内のいずれか一方の成形体のみに記録部21が形成されている場合もある。
【0006】
【発明が解決しようとする課題】
しかしながら、上述のような従来の構成では以下の問題点が生じる。即ち、成形体20に凹部23を形成するため、成形装置1には、図16に示すように、スタンパ3の凹凸8よりも内周側に突起9が設けられている。上述のようにスプル6から空隙部5に射出された上記樹脂材は、成形される成形体20の内周側から外周側に向けて流れるが、上記突起9が設けられていることで、該突起9の配置位置12では樹脂材の流路が狭められ、上記樹脂材の流速が上がる。これにより複屈折特性が悪化し、光ディスクの品質が低下することから、品質面から成形体20の凹部23は、形成しない、若しくは可能な限り浅い方が望ましい。又、成形体20,20の貼り合せ行程では、上述のように成形体20,20を高速回転させてスピンコートにより接着剤を塗布する際、成形体20の外周部から上記接着剤が飛び散り、飛び散った接着剤がディスク成形体の表面に付着する為にクリーン度が悪化し、光ディスクの歩留りが低下したり、接着材層の厚みがばらつく為に光ディスクの品質が低下するという問題がある。又、貼り合わせる成形体20,20における回転中心軸がずれるという問題もあった。
このように従来の成形装置、ディスク成形体の製造方法においては、ディスク成形体の歩留り、品質が低下する等の重大な問題点を有していた。
本発明はこのような問題点を解決するためになされたもので、光ディスクの品質の向上、歩留りの向上、及び製造コストの低減を達成する、ディスク成形体、ディスク成形体の成形装置、ディスク成形体の製造方法、光ディスク、及び光ディスク製造方法を提供することを目的とする。
【0007】
【課題を解決するための手段】
本発明の第1態様のディスク成形体は、円板状に成形されて該円板表面に情報記録部が形成される光ディスク用のディスク成形体であって、
上記情報記録部よりも内周側及び外周側の少なくとも一方で当該ディスク成形体の厚み方向には上記円板表面に突出部を備えたことを特徴とする。
【0008】
本発明の第2態様のディスク成形体の製造方法は、金型内の空隙部に樹脂材を射出し、円板表面に形成された情報記録部の内周側及び外周側の少なくとも一方に対応して上記金型に形成された凹部によって上記空隙部内を流れる樹脂材の流動幅を一旦広げることで上記樹脂材の流速を下げた後、上記凹部外の円板平面で再び上記流速を上げることを特徴とする。
【0009】
本発明の第3態様の光ディスクは、円板状の2枚のディスク成形体を対向させ、接着剤にて上記2枚のディスク成形体を接着して形成された光ディスクであって、
上記2枚のディスク成形体の少なくとも一方の光ディスク成形体の表面に形成された情報記録部よりも外周側には、上記表面より当該ディスク成形体の厚み方向でかつ当該ディスクの径方向の互いに異なる位置に突出した2つの突出部を備え、かつ上記2つの突出部の内、より外周側に設けられた一方の突出部は、対向するディスク成形体に当接し、他方の突出部は、上記一方の突出部に比べその高さが低いことを特徴とする。
又、上記第3態様の光ディスクにおいて、上記情報記録部よりも内周側に、上記表面より当該ディスク成形体の厚み方向に突出した突出部を一又は同心円状に複数形成することもできる。
又、上記情報記録部よりも内周側の突出部は、当該光ディスクの全周にわたり上記表面から均一の高さにて形成され、上記2枚のディスク成形体間の隙間が均一であり、かつ上記接着剤の厚みも均一であるようにすることもできる。
【0010】
本発明の第4態様のディスク成形体の成形装置は、上記第1態様のディスク成形体及び上記第3態様の光ディスクを構成するディスク成形体を成形するための金型を備えたことを特徴とする。
【0011】
本発明の第5態様の光ディスク製造方法は、円板状の2枚のディスク成形体を対向させ、かつ各ディスク成形体の各回転中心軸を一致させた状態で上記2枚のディスク成形体の間に接着剤を注入することで上記2枚のディスク成形体を接着して光ディスクを製造する光ディスクの製造方法であって、
上記2枚のディスク成形体の間に上記接着剤を注入した後、当該接着剤の注入箇所よりも当該光ディスクの内周側へ上記接着剤を拡散するとき、及び上記注入箇所よりも当該光ディスクの外周側へ上記接着剤を拡散するときの少なくとも一工程において、上記2枚のディスク成形体の少なくとも一方のディスク成形体の表面に形成された情報記録部よりも内周側及び外周側の少なくとも一方に形成された、上記円板表面より当該ディスク成形体の厚み方向でかつ当該ディスクの径方向の互いに異なる位置に2つの凸部が突出した第1突出部にて、上記接着剤の拡散工程に対応して上記接着剤が当該光ディスクの内周面及び外周面の少なくとも一方からはみ出すのを防止しながら、上記2枚のディスク成形体の接着を行い、
上記2枚のディスク成形体の他方のディスク成形体は、上記円板表面より当該ディスク成形体の厚み方向に少なくとも1つの凸部が突出した第2突出部を備え、上記2枚のディスク成形体の間に上記接着剤を注入した後、及び上記接着剤の注入前の少なくとも一方にて、上記第1突出部と上記第2突出部とを係合させて上記一方のディスク成形体の回転中心軸と他方のディスク成形体の回転中心軸とを一致させる、
ことを特徴とする。
【0012】
【発明の実施の形態】
本発明の一実施形態である、ディスク成形体、該ディスク成形体を2枚貼り合わせてなる光ディスク、上記ディスク成形体の成形装置、上記ディスク成形体の製造方法、上記光ディスクの製造方法について、図を参照しながら以下に説明する。尚、各図において同じ構成部分については同じ符号を付している。又、以下の説明では、貼り合わせる2枚の成形体の両方に記録部が形成されているタイプを例にとるが、上記2枚の内、いずれか一方のみに上記記録部が形成されているタイプについても本実施形態は適用可能である。
まず、上記ディスク成形体の成形装置、製造方法、及び該成形装置にて成形される上記ディスク成形体について説明する。
図10に示すように本実施形態におけるディスク成形体成形装置251の基本的な構成は、上述した従来の成形装置1の構成と変わりはない。即ち、ディスク成形体成形装置251においても、中心軸4を中心に同心円状の構造を有し、型開き可能であり型閉めしたときには上記ディスク成形体を成形するための空隙部5を形成する2つの金型2及び金型10を備える。さらに、金型2にはスタンパ3が固定され、金型10にはスプル6が形成されている。又、エジェクトロッド7が設けられ、スラグウエル13が形成されている。
【0013】
一方、上記成形装置1とディスク成形体成形装置251とは以下の点で相違する。即ち、スタンパ3における記録領域257よりも中心軸4側には、成形装置1と同様にゲートカッター255が設けられるが、ゲートカッター255の空隙部5に面する表面255aには、中心軸4に沿って表面255aからゲートカッター255の内部へ延在する、直径寸法が異なる第1凹部252及び第2凹部253が中心軸4を中心として同心円状で、周方向に連続して形成される。尚、図13から図15は凹部のみを図示した平面図であり、上記第1凹部252及び第2凹部253は図14に示すように形成されている。又、第1凹部252及び第2凹部253は、ディスク成形体の直径方向において例えば上記記録領域257よりも中心軸4側の領域内の任意の位置のように、記録領域257以外の領域に形成することができる。
【0014】
上記第1凹部252及び第2凹部253を備えたディスク成形体成形装置251により形成されるディスク成形体としては、図1に示すディスク成形体101が相当する。ディスク成形体101では、記録部102よりも内周側に、上記第1凹部252にて成形された第1突出部104と、上記第2凹部253にて成形された第2突出部105とが当該ディスク成形体101の厚み方向に突出して形成される。
【0015】
本実施形態では、2つの凹部252,253を形成したが、図13に示すように一つの凹部を形成してもよいし、若しくは3以上の凹部を形成することもできる。さらに、複数の凹部を形成する場合には、各凹部は、成形されるディスク成形体の周方向に連続して形成される必要はなく、図15に示すように上記周方向に沿って複数に分割されてもよい。この場合、図15に示す凹部261は3つに分割されており、すき間262が形成される。しかしながら、上記ディスク成形体の直径方向においてすき間262に対応する部分には、凹部263が形成されている。このように、凹部を分割して形成するときには、上記ディスク成形体の直径方向において少なくとも一つの凹部が存在するように各凹部を形成する必要がある。
【0016】
又、ディスク成形体成形装置251では、第1凹部252及び第2凹部253における深さ寸法は同一としたが、異ならせてもよい。例えば、後述の図4に示すディスク成形体106を形成するために、中心軸4に近い第1凹部252の深さを第2凹部253の深さよりも大きくしてもよい。尚、ディスク成形体を貼り合わすときに上記接着剤が光ディスクの内周面及び外周面からはみ出すのを防止するという観点においては、上記ディスク成形体106であって図3のII部分に相当する拡大図である図4に示すように、光ディスクの直径方向に沿って上記内周面及び外周面のそれぞれに最も近い各凹部の深さを他の凹部の深さに比べて大きくするのが好ましい。
【0017】
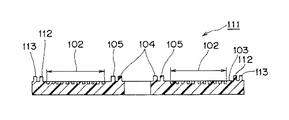
さらに又、本実施形態では、スタンパ3における記録領域257よりも内周側に凹部を形成したが、図2に示すディスク成形体111を成形するための成形装置であって、図11に示すディスク成形体成形装置271のように、上記記録領域257よりも外周側部分に、一若しくは複数の凹部272,273を中心軸4に同心円状にそれぞれ形成することもできる。尚、上記凹部272,273は、スタンパ3に形成される。
又、図5に示すディスク成形体121を成形するために、上記凹部252,253を形成せず、上記凹部272,273のみを形成してもよい。
これらの各種の成形装置により、図2に示すディスク成形体111では、突出部104,105に加えてさらに、記録部102よりも外周側に、凹部272にて突出部112が形成され、凹部273にて突出部113が当該ディスク成形体111の厚み方向に突出して形成される。又、図5に示すディスク成形体121では、上記突出部112,113のみが形成されている。
【0018】
このような凹部252,253,272,273は以下の作用をする。
即ち、図12は、図10に示すV部分の拡大図であり、図示する矢印の向きはディスク成形体の成形の際における樹脂材の流動方向を示し、矢印の長さはせん断応力の大きさを示す。例えば、「光ディスク基板成形における残留応力・ひずみの制御」(成形加工.第二巻.第4号.1990、吉井正樹他、著)に開示されるように、上記せん断応力が大きいと、光ディスクにおける複屈折特性が悪くなることはよく知られている。空隙部5へ充填中の樹脂材に上記せん断応力が作用すると、上記樹脂材の分子が流れ方向に配向し、歪みが発生する。このような分子配向やせん断歪みの一部は、充填後の冷却過程において緩和されるが、緩和されない分子配向、せん断歪みは、ガラス転移点以下でそのまま凍結されてしまい、複屈折特性を悪化させる原因となる。
よって複屈折特性の悪化を防止するためには上記せん断応力を低くすればよい。樹脂材の充填中に発生する上記せん断応力を低くするためには、二次元ポアズイユ流れの観点から、樹脂材の粘度を低下させるか、金型内の厚さ方向の流速の勾配を小さくするのが効果的である。上記樹脂材の粘度は、温度によって決定されるため、他の成形条件との関係から任意には決定できない。一方、金型内周部の厚みは変更可能であり、上記厚みを厚くすることで流速の勾配を小さくすることができ、せん断応力を小さくすることができる。
そこで、例えば凹部252,253を形成することで、成形されるディスク成形体における平均的な厚み寸法VIに比べて上記樹脂材の流動幅を広げることができ、上記樹脂材にかかるせん断応力を小さくすることができる。したがって、凹部252,253を設けたディスク成形体成形装置251にて成形されるディスク成形体101や、凹部252,253,272,273を設けたディスク成形体成形装置271にて成形されるディスク成形体111においては、複屈折特性を良化させることができる。よって、光ディスクの品質の向上、歩留りの向上、製造コストの低減を図ることができる。
【0019】
尚、一旦広がった上記流動幅は、上記凹部252,253以外の箇所では再び狭くなる。よって狭くなった箇所では上記せん断応力は上記凹部252,253における上記せん断応力に比べて大きくなるが、上記樹脂材がディスク成形体の外周側方向へ進むにつれてその流速も遅くなることから、図12に示すように上記せん断応力も徐々に小さくなる。
又、空隙部5においてディスク成形体の外周側に対応する部分では、上記樹脂材がディスク成形体の周方向及び内周側方向に流れるので、上記樹脂材の分子の配向性が崩れ異方性が生じる。よって、上記凹部272,273のようにディスク成形体の外周側に対応する部分に凹部を設けることで、上記外周側部分における上記樹脂材の流速を遅くし、上記複屈折特性を良化させることができる。
尚、上述のディスク成形体成形装置251,271にてディスク成形体を成形する動作は、従来の成形装置1における動作と同じであるので、ここでの説明は省略する。
【0020】
次に、上述したようなディスク成形体成形装置にて成形されたディスク成形体を使用して製造される光ディスク、及びその製造方法について説明する。
図3には、上述のディスク成形体成形装置251を用いて成形されたディスク成形体101と、突出部104,105に相当する突出部を有しないディスク成形体131とがそれぞれの記録部102,132を対向させ、かつそれぞれの回転中心軸を一致させた状態で接着剤191にて貼り合わせた光ディスク141を示している。又、ディスク成形体101とディスク成形体131との貼り合わせ動作、即ち光ディスクの製造動作は、図18を参照して説明した従来の動作に同様である。即ち、光ディスク141では、ディスペンサー32のノズル先端33から接着剤191がディスク成形体101とディスク成形体131との隙間内であって突出部105よりも外周側に注入される。その後、ディスク成形体101及びディスク成形体131を互いに押しあて、位置決めピン31内の吸引パイプ34を介して吸引が行われる。該吸引により上記接着剤191は当該光ディスク141の内周側へ拡散してくるが、突出部105及び突出部104にてその拡散が制限される。よって光ディスク141の内周面に接着剤191がはみ出すことを防止することができる。よって、はみ出した接着剤が光ディスクに付着することを防止でき、光ディスクの品質の向上、歩留りの向上、及び製造コストの低減を図ることができる。
尚、当該光ディスク141のように、複数の突出部が形成されたディスク成形体101を使用することで、接着剤191がたとえ突出部105を越えたとしても突出部104にてその拡散を止めることができ、単一の突出部を設ける場合に比べて有利である。
【0021】
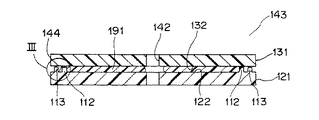
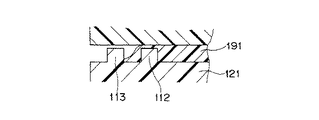
又、図5には、ディスク成形体の外周側に突出部112,113を形成したディスク成形体121と、上記ディスク成形体131とがそれぞれの記録部122,132を対向させ、かつそれぞれの回転中心軸を一致させた状態で接着剤191にて貼り合わせた光ディスク143を示している。該光ディスク143の場合も上述の光ディスク141の場合と同様に、光ディスク外への接着剤191の飛散を防止することができる。即ち、接着剤191は、ディスペンサー32のノズル先端33からディスク成形体121とディスク成形体131との隙間内であって突出部112よりも内周側に注入される。その後、ディスク成形体121及びディスク成形体131を互いに押しあてた後、スピンコートにより、接着剤191は当該光ディスク143の外周側へ拡散していくが、図6に示すように、突出部112及び突出部113にて上記拡散は制限され、接着剤191が当該光ディスク143の外周面144からはみ出すことを防止することができる。よって、はみ出した接着剤が光ディスクに付着することを防止でき、光ディスクの品質の向上、歩留りの向上、及び製造コストの低減を図ることができる。
【0022】
又、上述したディスク成形体成形装置271にて成形されたディスク成形体111を使用して、図7に示すような光ディスク145を形成することもできる。光ディスク145では、内、外周の両側に突出部104,105,112,113を設けているので、上述した光ディスク141及び光ディスク143の両方の効果を奏することができる。
【0023】
又、上述の光ディスク141,143,145において、ディスク成形体の貼り合せ面に注入した接着剤191から遠い方の突出部を、該突出部が対向するディスク成形体に当接させることにより、接着剤191層の厚みを安定させることができる。例えば、図4に示す光ディスクを例に採ると、接着剤191よりも遠い方の突出部107を、該突出部107が対向するディスク成形体131に当接させることで、接着剤191層の厚さを安定させることができる。尚、接着剤191に近い方の突出部は余分な接着剤が乗り越えることができるように接着剤191から遠い方の突出部に比べてその高さを低くするのが好ましい。
【0024】
又、上述の光ディスク141,143,145では、片方のディスク成形体101,121,111のみが突出部を有しているが、同一の突出量にてなる突出部をそれぞれが有するディスク成形体を貼り合わせて光ディスクを製造してもよい。尚、貼り合わせるときに、各ディスク成形体に形成された突出部どうしが当接しないように、各ディスク成形体における突出部は形成されている。このように、貼り合わせる各ディスク成形体において、同一の高さにてなる突出部が形成されていることで、貼り合わせた際には両ディスク成形体間の隙間を均一にすることができる。又、貼り合わせる各ディスク成形体が互いに同一高さの突出部を有する場合、一方のディスク成形体には、内周側に突出部を形成し、他方のディスク成形体には外周部に突出部を形成して、内、外周部の両方にて両ディスク成形体の隙間を保持するようにしてもよい。このときには、さらに接着層の厚みをより安定させることができる。
このように上記隙間に注入された接着剤層の厚みを安定させることができる。したがって、光ディスクに対するレーザ光の透過が安定し情報の読み取り精度を向上させることができ、光ディスクの品質の向上、歩留りの向上、及び製造コストの低減を図ることができる。
【0025】
又、貼り合わせる両方のディスク成形体がそれぞれ突出部を有するタイプの光ディスクにおいては、両ディスク成形体におけるそれぞれの回転中心軸を一致させるように係合する突出部を上記両ディスク成形体にそれぞれ形成することができる。即ち、図8及び図9に示すように、光ディスク146を構成する一方のディスク成形体151には突出部152,153が形成されており、他方のディスク成形体161には上記突出部152に係合して、ディスク成形体151における回転中心軸とディスク成形体161における回転中心軸とを一致させる突出部162,163が形成されている。よって、ディスク成形体151の突出部152と、ディスク成形体161の突出部162,163とを係合させることで、ディスク成形体151の回転中心軸とディスク成形体161の回転中心軸とを一致させることができる。
成形によって形成される突出部152,153,162,163の中心軸4に対する形成位置精度は、図18を参照して説明した従来の位置決めピン31自体の精度、及び位置決めピン31とディスク成形体の内周面との隙間精度に比べて非常に高い。よって、光ディスク146のように、突出部を利用した回転中心軸合わせの方が、位置決めピン31を使用した従来の位置決め方法に比べて、貼り合わせる二枚のディスク成形体の同軸度を向上させることができる。よって、位置決めピン31の直径における高い精度が必要とされなくなり、設備コストが抑えられる。
【0026】
又、それぞれのディスク成形体において、接着剤191に近接して位置する突出部どうしの隙間、即ち、光ディスク146ではディスク成形体151の突出部153と、ディスク成形体161の突出部163との隙間155を調整することで接着剤191のはみ出しを制限することができる。即ち、図9に示すように、突出部153を越えて来た接着剤191を受け入れ可能な程度に上記隙間155をあけておくことで、光ディスク146の内周面147への接着剤191のはみ出しを制限することができる。
【0027】
又、図4を参照して説明したように、例えばディスク成形体161の突出部162をディスク成形体151に当接させたり、又はディスク成形体151の突出部152をディスク成形体161に当接させかつ上記突出部162をディスク成形体151に当接させることで、ディスク成形体151とディスク成形体161との隙間における接着剤191の厚みを安定させることができる。
【0028】
尚、光ディスク146を構成するディスク成形体151,161も、例えば図10に示すようなディスク成形体成形装置にてそれぞれ成形される。
又、光ディスク146では、内周側に突出部を形成しているが、外周側に突出部を形成してもよい。
又、光ディスク146では、各ディスク成形体151,161には、それぞれ2つずつ突出部が形成されているが、これに限定されるものではなく、各ディスク成形体には、各ディスク成形体の各回転中心軸を一致させるように互いに係合する、少なくとも一つずつの突出部が形成されていればよい。
【0029】
又、上述の実施形態における突出部は、すべて矩形状の断面形状にてなるが、もちろんこれに限定されるものではない。
【0030】
【発明の効果】
以上詳述したように本発明の第1態様のディスク成形体、及び第2態様の当該ディスク成形体の製造方法によれば、当該ディスク成形体を成形する金型に凹部を設け上記金型内を流れる樹脂材の流速を下げたので、成形されるディスク成形体においては複屈折特性が向上される。よって、光ディスクの品質を向上させることができ、歩留りの向上、及び製造コストの低減を図ることができる。
【0031】
又、本発明の第3態様の光ディスク、及び第5態様の光ディスクの製造方法によれば、光ディスクを構成するディスク成形体には突出部を設けたことより、2枚の上記ディスク成形体を貼り合わせるときに使用する接着剤は上記突出部を越えることができず、当該光ディスクの内周面及び外周面の少なくとも一方に、上記接着剤がはみ出すのを防止することができる。よって、光ディスクの品質を向上させることができ、歩留りの向上、及び製造コストの低減を図ることができる。
【図面の簡単な説明】
【図1】 本発明の一実施形態であるディスク成形体の断面図である。
【図2】 図1に示すディスク成形体の変形例における断面図である。
【図3】 図1に示すディスク成形体を用いた光ディスクの断面図である。
【図4】 図3に示す光ディスクの変形例における断面図である。
【図5】 図3に示す光ディスクの他の変形例における断面図である。
【図6】 図5に示すIII部の拡大図である。
【図7】 図2に示すディスク成形体を用いた光ディスクの断面図である。
【図8】 本発明の一実施形態である光ディスクの断面図である。
【図9】 図8に示すIV部の拡大図である。
【図10】 図1に示すディスク成形体を成形するための成形装置の断面図である。
【図11】 図2に示すディスク成形体を成形するための成形装置の断面図である。
【図12】 図10及び図11に示す成形装置に備わる空隙部における樹脂材の流動方向及びせん断応力分布を示す図である。
【図13】 図10及び図11に示す成形装置に備わる凹部の平面形状を示す平面図である。
【図14】 図13に示す平面形状の他の例を示す平面図である。
【図15】 図13に示す平面形状の別の例を示す平面図である。
【図16】 従来のディスク成形体を成形するための成形装置の断面図である。
【図17】 従来のディスク成形体の断面図である。
【図18】 従来の光ディスクを製造する際における接着工程の状態を示す図である。
【符号の説明】
5…空隙部、
101…ディスク成形体、104,105…突出部、
111…ディスク成形体、112,113…突出部、
141…光ディスク、142…内周面、143…光ディスク、
144…外周面、145,146…光ディスク、
152,153…突出部、162,163…突出部、
191…接着剤、
251…ディスク成形体成形装置、252,253…凹部、
271…ディスク成形体成形装置、272,273…凹部。[0001]
BACKGROUND OF THE INVENTION
The present invention relates to a disk molded body for an optical disk, a molding apparatus for the disk molded body, a method for manufacturing the disk molded body, an optical disk formed by bonding the disk molded body, and a method for manufacturing the optical disk. The optical disk to be molded particularly relates to a type manufactured by laminating two molded bodies, such as a DVD (Digital Versatile Disc), and the above-mentioned optical disk manufacturing method is an optical disk of such a bonded type. It relates to a manufacturing method.
[0002]
[Prior art]
In recent years, optical discs have received much attention from various industries. In particular, in recent years when the storage capacity has been drastically increased and the information to be stored is required to be digitized, the DVD and the like are appearing on the market in order to cope with this increase in capacity and digitization. The optical disc manufactured as the DVD is manufactured by bonding two molded bodies. In such a bonded type optical disc, an example of the conventional molded body, a molding method thereof, and a bonded method of the molded body will be described below with reference to the drawings.
[0003]
Conventionally, a disk molded body is molded by a molding apparatus 1 as shown in FIG. The molding apparatus 1 has a concentric structure centering on the central axis 4. The molding apparatus 1 includes two
[0004]
Molding of the disk compact using such a molding apparatus 1 is performed as follows. After attaching the
[0005]
The molded body thus molded has a cross-sectional shape as shown in FIG. 17, and the two molded
[0006]
[Problems to be solved by the invention]
However, the conventional configuration as described above has the following problems. That is, in order to form the
As described above, the conventional molding apparatus and the method for manufacturing a disk molded body have serious problems such as a decrease in yield and quality of the disk molded body.
The present invention has been made to solve such problems, and achieves improved quality of optical disks, improved yield, and reduced manufacturing costs, a disk molded body, a disk molded body molding apparatus, and disk molding. An object of the present invention is to provide a body manufacturing method, an optical disc, and an optical disc manufacturing method.
[0007]
[Means for Solving the Problems]
The disk molded body according to the first aspect of the present invention is a disk molded body for an optical disk which is molded into a disk shape and an information recording portion is formed on the disk surface,
It is characterized in that a protrusion is provided on the surface of the disk in the thickness direction of the disk molded body at least one of the inner circumference side and the outer circumference side of the information recording part.
[0008]
The method of manufacturing the disk molded body according to the second aspect of the present invention corresponds to at least one of the inner circumference side and the outer circumference side of the information recording portion formed on the disk surface by injecting a resin material into the gap in the mold. The flow rate of the resin material flowing in the gap is once increased by the recess formed in the mold to lower the flow rate of the resin material, and then the flow rate is increased again on the disk plane outside the recess. It is characterized by.
[0009]
The optical disk of the third aspect of the present invention is an optical disk formed by facing two disk-shaped disk molded bodies and bonding the two disk molded bodies with an adhesive,
At least one of the two disc molded bodies One of the optical disk moldings On the outer peripheral side of the information recording part formed on the surface, the thickness direction of the disc molded body from the surface And different positions in the radial direction of the disc One of the two protrusions provided on the outer peripheral side is in contact with the opposing disk molded body, and the other protrusion is the one of the one protrusions. It is characterized in that its height is lower than that of the protruding portion.
Further, in the optical disc of the third aspect, a plurality of protruding portions protruding in the thickness direction of the disk molded body from the surface may be formed in one or concentric circles on the inner peripheral side from the information recording portion.
Further, the protruding portion on the inner peripheral side from the information recording portion is formed at a uniform height from the surface over the entire circumference of the optical disc, and the gap between the two disc molded bodies is uniform, and The thickness of the adhesive may be uniform.
[0010]
According to a fourth aspect of the present invention, there is provided a disk molded body molding apparatus comprising a mold for molding the disk molded body constituting the disk molded body according to the first aspect and the optical disk according to the third aspect. To do.
[0011]
In the optical disk manufacturing method of the fifth aspect of the present invention, the two disk shaped bodies are formed in a state where the two disk shaped disk shaped bodies face each other and the respective rotation center axes of the disk shaped bodies coincide with each other. An optical disk manufacturing method for manufacturing an optical disk by bonding the two disk molded bodies by injecting an adhesive therebetween,
After injecting the adhesive between the two disc molded bodies, when the adhesive is diffused to the inner peripheral side of the optical disc from the injection location of the adhesive, and from the injection location of the optical disc In at least one step of diffusing the adhesive to the outer peripheral side, at least one of the two disk molded bodies One disk compact The thickness direction of the disk molded body from the disk surface formed on at least one of the inner circumference side and the outer circumference side of the information recording portion formed on the surface of the disk And first protrusions in which two convex portions protrude at different positions in the radial direction of the disk. In the protruding portion, the two disc molded bodies are bonded while preventing the adhesive from protruding from at least one of the inner peripheral surface and the outer peripheral surface of the optical disc corresponding to the adhesive diffusion step. ,
Up The other disk molding of the two disk moldings Has at least one protrusion protruding from the disk surface in the thickness direction of the disk molding. A first protrusion and a second protrusion after the adhesive is injected between the two disk molded bodies and before injection of the adhesive; To make the rotation center axis of the one disk molded body coincide with the rotation center axis of the other disk molded body,
It is characterized by that.
[0012]
DETAILED DESCRIPTION OF THE INVENTION
FIG. 1 is a diagram illustrating a disk molded body, an optical disk formed by bonding two disk molded bodies, a disk molding body molding apparatus, a disk molded body manufacturing method, and an optical disk manufacturing method according to an embodiment of the present invention. This will be described below with reference to FIG. In addition, the same code | symbol is attached | subjected about the same component in each figure. In the following description, the type in which the recording portion is formed on both of the two molded bodies to be bonded is taken as an example, but the recording portion is formed on only one of the two sheets. The present embodiment can also be applied to types.
First, a molding apparatus and manufacturing method for the disk molded body, and the disk molded body molded by the molding apparatus will be described.
As shown in FIG. 10, the basic configuration of the disk molded
[0013]
On the other hand, the said shaping | molding apparatus 1 and the disk molded object shaping |
[0014]
The disk molded
[0015]
In the present embodiment, the two
[0016]
Further, in the disk molded
[0017]
Furthermore, in the present embodiment, the concave portion is formed on the inner peripheral side of the
Further, in order to form the disk molded
With these various molding apparatuses, in the disk molded
[0018]
That is, FIG. 12 is an enlarged view of the V portion shown in FIG. 10, the direction of the arrow shown indicates the flow direction of the resin material during the molding of the disk molded body, and the length of the arrow is the magnitude of the shear stress. Indicates. For example, as disclosed in “Control of Residual Stress / Strain in Optical Disk Substrate Molding” (Molding Process, Vol. 2, No. 4, 1990, Masaki Yoshii et al.), If the shear stress is large, It is well known that the birefringence characteristics deteriorate. When the shear stress acts on the resin material being filled into the
Therefore, in order to prevent deterioration of the birefringence characteristics, the shear stress may be lowered. In order to reduce the shear stress generated during filling of the resin material, the viscosity of the resin material is reduced or the gradient of the flow velocity in the thickness direction in the mold is reduced from the viewpoint of two-dimensional poiseuille flow. Is effective. Since the viscosity of the resin material is determined by temperature, it cannot be arbitrarily determined from the relationship with other molding conditions. On the other hand, the thickness of the inner peripheral portion of the mold can be changed. By increasing the thickness, the gradient of the flow velocity can be reduced and the shear stress can be reduced.
Therefore, for example, by forming the
[0019]
Note that the flow width that has once widened becomes narrow again at locations other than the
Further, in the portion corresponding to the outer peripheral side of the disk molded body in the
In addition, since the operation | movement which shape | molds a disk molded object in the above-mentioned disk molded object shaping | molding apparatus 251,271 is the same as the operation | movement in the conventional shaping | molding apparatus 1, description here is abbreviate | omitted.
[0020]
Next, an optical disk manufactured using the disk molded body molded by the disk molded body molding apparatus as described above and a manufacturing method thereof will be described.
In FIG. 3, a disk molded
In addition, even if the adhesive 191 exceeds the protruding
[0021]
Further, in FIG. 5, the disk molded
[0022]
Further, an
[0023]
Further, in the above-described
[0024]
Further, in the above-described
Thus, the thickness of the adhesive layer injected into the gap can be stabilized. Therefore, the transmission of the laser beam to the optical disc can be stabilized, the information reading accuracy can be improved, the optical disc quality can be improved, the yield can be improved, and the manufacturing cost can be reduced.
[0025]
In addition, in the case of an optical disc of the type in which both of the disk molded bodies to be bonded have protrusions, protrusions that engage with each other so that the respective rotation center axes of both disk molded bodies coincide with each other are formed on each of the disk molded bodies. can do. That is, as shown in FIGS. 8 and 9, one disk molded
The forming position accuracy of the
[0026]
Further, in each disk molded body, a gap between the protrusions located close to the adhesive 191, that is, a gap between the
[0027]
As described with reference to FIG. 4, for example, the
[0028]
Note that the disk molded
In the
Further, in the
[0029]
Moreover, although the protrusion part in the above-mentioned embodiment becomes all rectangular cross-sectional shape, of course, it is not limited to this.
[0030]
【The invention's effect】
As described in detail above, according to the disk molded body of the first aspect of the present invention and the method of manufacturing the disk molded body of the second aspect, the mold for molding the disk molded body is provided with a recess, and the inside of the mold Since the flow rate of the resin material flowing through is lowered, the birefringence characteristics are improved in the molded disc body. Therefore, the quality of the optical disk can be improved, the yield can be improved, and the manufacturing cost can be reduced.
[0031]
Further, according to the optical disk of the third aspect and the optical disk manufacturing method of the fifth aspect of the present invention, the disk molded body constituting the optical disk is provided with a protruding portion, so that the two disk molded bodies are attached. The adhesive used for matching cannot exceed the protruding portion, and the adhesive can be prevented from protruding to at least one of the inner peripheral surface and the outer peripheral surface of the optical disc. Therefore, the quality of the optical disk can be improved, the yield can be improved, and the manufacturing cost can be reduced.
[Brief description of the drawings]
FIG. 1 is a cross-sectional view of a disk molded body according to an embodiment of the present invention.
FIG. 2 is a cross-sectional view of a modified example of the disk molded body shown in FIG.
FIG. 3 is a cross-sectional view of an optical disk using the disk molded body shown in FIG.
4 is a cross-sectional view of a modified example of the optical disc shown in FIG.
FIG. 5 is a cross-sectional view of another modification of the optical disc shown in FIG.
6 is an enlarged view of a part III shown in FIG.
7 is a cross-sectional view of an optical disk using the disk molded body shown in FIG.
FIG. 8 is a cross-sectional view of an optical disc that is an embodiment of the present invention.
FIG. 9 is an enlarged view of a portion IV shown in FIG.
FIG. 10 is a cross-sectional view of a molding apparatus for molding the disk molded body shown in FIG.
11 is a cross-sectional view of a molding apparatus for molding the disk molded body shown in FIG. 2. FIG.
12 is a diagram showing the flow direction and shear stress distribution of a resin material in a gap provided in the molding apparatus shown in FIGS. 10 and 11. FIG.
13 is a plan view showing a planar shape of a recess provided in the molding apparatus shown in FIGS. 10 and 11. FIG.
14 is a plan view showing another example of the planar shape shown in FIG.
15 is a plan view showing another example of the planar shape shown in FIG.
FIG. 16 is a cross-sectional view of a molding apparatus for molding a conventional disk molded body.
FIG. 17 is a cross-sectional view of a conventional disk molded body.
FIG. 18 is a diagram showing a state of an adhesion process when manufacturing a conventional optical disc.
[Explanation of symbols]
5 ... void part,
101 ... Disc molded body, 104, 105 ... Projection,
111 ... Disc molded body, 112, 113 ... Projection,
141: optical disk, 142: inner peripheral surface, 143: optical disk,
144 ... outer peripheral surface, 145, 146 ... optical disc,
152, 153 ... projecting portion, 162, 163 ... projecting portion,
191 ... Adhesive,
251 ... Disc molded body forming device, 252, 253 ... Recess,
271: Disc molded body forming apparatus, 272, 273: Concave portions.
Claims (4)
上記2枚のディスク成形体の少なくとも一方の光ディスク成形体の表面に形成された情報記録部よりも外周側には、上記表面より当該ディスク成形体の厚み方向でかつ当該ディスクの径方向の互いに異なる位置に突出した2つの突出部を備え、かつ上記2つの突出部の内、より外周側に設けられた一方の突出部は、対向するディスク成形体に当接し、他方の突出部は、上記一方の突出部に比べその高さが低いことを特徴とする光ディスク。An optical disk formed by opposing two disk-shaped disk molded bodies and bonding the two disk molded bodies with an adhesive,
On the outer peripheral side of the information recording portion formed on the surface of at least one of the two disk molded bodies, the thickness direction of the disk molded body and the radial direction of the disk are different from each other. comprises two protrusions protruding position, and among the two projections, the more outer circumferential side one protruding portion provided on, contact with the disc shaped body that faces the other of the projecting portion, said one An optical disc characterized in that its height is lower than that of the protruding portion.
上記2枚のディスク成形体の間に上記接着剤を注入した後、当該接着剤の注入箇所よりも当該光ディスクの内周側へ上記接着剤を拡散するとき、及び上記注入箇所よりも当該光ディスクの外周側へ上記接着剤を拡散するときの少なくとも一工程において、上記2枚のディスク成形体の少なくとも一方のディスク成形体の表面に形成された情報記録部よりも内周側及び外周側の少なくとも一方に形成された、上記円板表面より当該ディスク成形体の厚み方向でかつ当該ディスクの径方向の互いに異なる位置に2つの凸部が突出した第1突出部にて、上記接着剤の拡散工程に対応して上記接着剤が当該光ディスクの内周面及び外周面の少なくとも一方からはみ出すのを防止しながら、上記2枚のディスク成形体の接着を行い、 After injecting the adhesive between the two disc molded bodies, when the adhesive is diffused to the inner peripheral side of the optical disc from the injection location of the adhesive, and from the injection location of the optical disc In at least one step of diffusing the adhesive to the outer peripheral side, at least one of the inner peripheral side and the outer peripheral side with respect to the information recording portion formed on the surface of at least one of the two disc molded bodies. In the first step of projecting the adhesive from the surface of the disk, the first protrusion has two protrusions protruding at different positions in the thickness direction of the disk molded body and in the radial direction of the disk. Correspondingly, the adhesive of the two discs is bonded while preventing the adhesive from protruding from at least one of the inner and outer peripheral surfaces of the optical disc,
上記2枚のディスク成形体の他方のディスク成形体は、上記円板表面より当該ディスク成形体の厚み方向に少なくとも1つの凸部が突出した第2突出部を備え、上記2枚のディスク成形体の間に上記接着剤を注入した後、及び上記接着剤の注入前の少なくとも一方にて、上記第1突出部と上記第2突出部とを係合させて上記一方のディスク成形体の回転中心軸と他方のディスク成形体の回転中心軸とを一致させる、 The other disk molded body of the two disk molded bodies includes a second projecting portion in which at least one protrusion projects from the disk surface in the thickness direction of the disk molded body, and the two disk molded bodies Between the first protruding portion and the second protruding portion and at least one of the rotation centers of the one disk molded body after the adhesive is poured between Align the axis with the center axis of rotation of the other disk molding,
ことを特徴とする光ディスクの製造方法。An optical disc manufacturing method characterized by the above.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP11239997A JP3963522B2 (en) | 1997-04-30 | 1997-04-30 | Optical disc and optical disc manufacturing method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP11239997A JP3963522B2 (en) | 1997-04-30 | 1997-04-30 | Optical disc and optical disc manufacturing method |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH10296797A JPH10296797A (en) | 1998-11-10 |
| JP3963522B2 true JP3963522B2 (en) | 2007-08-22 |
Family
ID=14585694
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP11239997A Expired - Fee Related JP3963522B2 (en) | 1997-04-30 | 1997-04-30 | Optical disc and optical disc manufacturing method |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3963522B2 (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005071436A (en) | 2003-08-21 | 2005-03-17 | Meiki Co Ltd | Optical disk and molding method of disk substrate for optical disk |
| EP3132910A1 (en) | 2010-12-15 | 2017-02-22 | Canon Kabushiki Kaisha | Resin molded article, method for manufacturing the same, and printer |
-
1997
- 1997-04-30 JP JP11239997A patent/JP3963522B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH10296797A (en) | 1998-11-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4715804A (en) | Metal mold for resin molding | |
| JP2002170279A (en) | Optical recording medium, its manufacturing method and injection molding machine | |
| JPH1040578A (en) | Substrate for disk | |
| JP3963522B2 (en) | Optical disc and optical disc manufacturing method | |
| EP1192034B1 (en) | Method of forming an optical disk with reduced edge wedge | |
| JPH1186352A (en) | Method for molidng thin disk substrate and metal mold for molding the same | |
| JPS62135334A (en) | Method and apparatus for preparing disk substrate for recording optical information | |
| TW200807409A (en) | Disc substrate, forming die for the same, blue-ray disc (r) manufactured using disc substrate, and manufacturing method of blue-ray disc | |
| JPH028567B2 (en) | ||
| JP4079541B2 (en) | Disc board | |
| JP3383387B2 (en) | Optical disc substrate and mold for molding this optical disc substrate | |
| JP3979841B2 (en) | Optical disc manufacturing method and mold | |
| JP2002326256A (en) | Method and apparatus for manufacturing optical disk substrate | |
| JP2002074756A (en) | Optical disk, method for manufacturing the same and molding die for disk molded body | |
| JP2982593B2 (en) | Hub for optical disk, molding method thereof, and optical disk using the same | |
| JP3264820B2 (en) | Laminated disk, method of manufacturing the same, and disk forming apparatus | |
| JPH03293107A (en) | Manufacture of optical disc and mold therefor | |
| JPH10235682A (en) | Injection molding machine | |
| JP2000057726A (en) | Disk hub | |
| JPH11265527A (en) | Disk-type recording medium | |
| US20030085479A1 (en) | Method for manufacturing disc-shaped substrate material | |
| JPH0831023A (en) | Production of disk without having through-hole in central part and production of disk having small-diameter through-hole in central part and the disk | |
| JP2001134932A (en) | Disk board and injection molding device | |
| WO2000058068A1 (en) | Method for making a substrate for a digital versatile disc and digital versatile disc including the substrate | |
| JP4098592B2 (en) | Optical recording medium, molding die for optical recording medium, and substrate for optical recording medium |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040330 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040330 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20050801 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050809 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050913 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070206 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070328 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070424 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070522 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100601 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110601 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |