JP3943473B2 - Flexible circuit board with molded product - Google Patents
Flexible circuit board with molded product Download PDFInfo
- Publication number
- JP3943473B2 JP3943473B2 JP2002289094A JP2002289094A JP3943473B2 JP 3943473 B2 JP3943473 B2 JP 3943473B2 JP 2002289094 A JP2002289094 A JP 2002289094A JP 2002289094 A JP2002289094 A JP 2002289094A JP 3943473 B2 JP3943473 B2 JP 3943473B2
- Authority
- JP
- Japan
- Prior art keywords
- molded product
- circuit pattern
- circuit board
- covered
- pattern
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images








Landscapes
- Structure Of Printed Boards (AREA)
- Manufacturing Of Printed Wiring (AREA)
- Switches With Compound Operations (AREA)
Description
【0001】
【発明の属する技術分野】
本発明は、フレキシブル回路基板に成形品を成形してなる成形品付きフレキシブル回路基板に関するものである。
【0002】
【従来の技術】
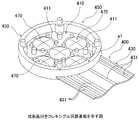
従来、合成樹脂フイルム製の絶縁基板上に回路パターンを形成してなるフレキシブル回路基板に、直接所望の成形品を成形することが行われている。図8はこの種の成形品付きフレキシブル回路基板の一例を示す斜視図であり、フレキシブル回路基板400の一部に揺動式スイッチ機構のケース(成形品)450を成形したものである(例えば、特許文献1参照)。ここでフレキシブル回路基板400は図9に示すように、機能パターン形成部410から引出部430を引き出して構成されており、機能パターン形成部410には5つのスイッチパターン411が形成され、これらスイッチパターン411から引き出された回路パターン431は引出部430上を通って図示しないフレキシブル回路基板400の別の部分に設けた別の回路に接続されている。機能パターン形成部410の各部にはモールド樹脂製のケース450を貫通するための多数の穴413が設けられている。そして図9に示すフレキシブル回路基板400を金型内に収納し、金型内に形成したキャビティー内に高温高圧の溶融モールド樹脂を充填することで、機能パターン形成部410の部分に図8に示すケース450を成形する。なお図8に示すケース450は、その各スイッチパターン411上に金属板をドーム形状に形成してなる可動接点板(反転板)470を載置した状態を示している。
【0003】
しかしながら以上のようにして製造された成形品付きフレキシブル回路基板においては、その回路パターン431の部分に断線が生じてしまうという問題が発生した。断線が生じるのは、回路パターン431上をケース450が覆うように成形されている部分a1、即ち回路パターン431をケース450から引き出す部分である。
【0004】
【特許文献1】
特開2001−351474号公報
【0005】
【発明が解決しようとする課題】
本発明は上述の点に鑑みてなされたものでありその目的は、フレキシブル回路基板に成形品を成形しても、フレキシブル回路基板上に形成した回路パターンに断線が生じない成形品付きフレキシブル回路基板を提供することにある。
【0006】
【課題を解決するための手段】
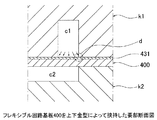
本願発明者は上記問題の発生原因を調査し、以下の理由によって前記断線が発生することを突き止めた。図10は前記フレキシブル回路基板400にケース450を成形するために、その上下を第一,第二金型k1,k2によって挟持した状態を示す要部拡大断面図であり、特にフレキシブル回路基板400がケース450から外部に突出する部分(図8のa1に相当する部分)を示している。
【0007】
同図に示すようにフレキシブル回路基板400のケース450から外部に突出する部分を第一,第二金型k1,k2によって挟持し、第一,第二金型k1,k2に形成したキャビティーc1,c2内に溶融した高温高圧の成形樹脂を充填した場合、フレキシブル回路基板400上の回路パターン431には同図に矢印で示すように、回路パターン431をフレキシブル回路基板400側に押し付けるような力が印加される。
【0008】
一方図8に示すようにケース450の外部に引き出された引出部430は屈曲自在で例えば180°撓めて使用されるので、回路パターン431はその際に断線しないようにするため、比較的軟らかくて柔軟性のある材質の導電ペーストを印刷・焼成することによって形成されている。
【0009】
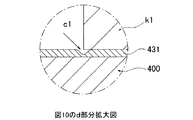
しかしながらこの柔軟性のある材質の回路パターン431は溶融成形樹脂をキャビティーc1,c2内に充填する際の熱によって容易に軟らかくなり、図11(図10のd部分の拡大図)に示すように、キャビティーc1の端の回路パターン431にはこの回路パターン431を第一金型k1内に押し込もうとする圧力によって回路パターン431の一部が第一金型k1内に押し込まれ、この結果回路パターン431の薄くなった部分で断線を生じるのである。
【0010】
そこで本発明は、上記問題点を解決するため、可撓性を有する絶縁基板の表面に回路パターンを形成し、且つこの回路パターンの一部を覆うように前記絶縁基板に成形品を成形してなる成形品付きフレキシブル回路基板において、前記成形品に覆われている部分の回路パターンと、成形品に覆われないで屈曲自在となる部分の回路パターンとを、何れもバインダー樹脂中に導電紛を分散してなる導電ペーストを印刷することによって構成し、且つ前記成形品に覆われている部分の回路パターンのバインダー樹脂を、前記成形品に覆われないで屈曲自在となる部分の回路パターンのバインダー樹脂が有するガラス転移温度よりも高いガラス転移温度を有する材質で構成し、且つ前記両回路パターン間の接続は、前記成形品に覆われている部分の回路パターンが成形品から外部に引き出された部分で行われることを特徴とする。
【0012】
また本発明は、前記成形品に覆われている部分の回路パターンのバインダー樹脂の材質が、前記成形品成形時の溶融成形材の温度と圧力がそれぞれ350℃以下、2000kgf/cm2以下の場合に、そのガラス転移温度が140℃以上の材質であることを特徴とする。
【0013】
また本発明は、前記成形品に覆われないで屈曲自在となる部分の回路パターンのバインダー樹脂の材質が、そのガラス転移温度が130℃以下の材質であることを特徴とする。
【0014】
【発明の実施の形態】
以下、本発明の実施の形態を図面を参照して詳細に説明する。
図1は本発明にかかる成形品付きフレキシブル回路基板10を用いて構成した揺動式電子部品1の分解斜視図である。同図に示すようにこの揺動式電子部品1は、成形品付きフレキシブル回路基板10の電子部品本体部20に押え部材40と揺動部材45とスイッチ作動部材50とを収納してその上を上ケース60で覆うことで構成されている。
【0015】
ここで成形品付きフレキシブル回路基板10は、電子部品本体部20と端子部70とをフレキシブル回路基板100のシート部150によって連結して構成されている。電子部品本体部20はフレキシブル回路基板100に成形品(以下「ケース」という)30を成形することで構成され、端子部70はフレキシブル回路基板100に端子90を接続した状態で成形品(以下「端子固定ケース」という)80を成形して構成されている。
【0016】
図2はフレキシブル回路基板100の斜視図である。図2に示すようにフレキシブル回路基板100は、可撓性を有する絶縁基板(例えばポリエチレンテレフタレートフイルム、ポリアリレートフイルム、ポリサルフォンフイルム、ポリエチレンナフタレートフイルム、ポリエーテルサルフォンフイルム、シンジオタクチックポリスチレンフイルム、ポリフェニレンサルファイドフイルム、ポリイミドフイルム、ポリエーテルエーテルケトンフイルム等)の表面に回路パターン101,103,105を形成しており、機能パターン形成部110と、端子接続パターン形成部130と、これら機能パターン形成部110と端子接続パターン形成部130間を連結するシート部150とを具備して構成されている。機能パターン形成部110には5つのスイッチパターンを構成する回路パターン101が形成されている。端子接続パターン形成部130には端子接続用の回路パターン103が形成されている。機能パターン形成部110の回路パターン101を設けた部分の周囲4ヶ所には矩形状の四つの爪挿入孔111が設けられ、さらに機能パターン形成部110の各部には下記する合成樹脂製のケース30を貫通するための多数の小さい穴が設けられている。この実施形態では絶縁基板の厚みを100μmとしている。
【0017】
そして両回路パターン101,103間は、機能パターン形成部110とシート部150と端子接続パターン形成部130上にわたって設けられた連結用の回路パターン105によって連結されているが、本発明においては、この回路パターン105の中央の回路パターン105aと、それ以外の回路パターン105bとの材質を異ならせている。即ち、成形品であるケース30及び端子固定ケース80を成形する部分の回路パターン105bの材質と、成形品を成形しないシート部150の部分の回路パターン105aの材質とを異なる材質で構成している。なお回路パターン105bの材質は、スイッチパターン用の回路パターン101や端子接続用の回路パターン103の材質と同一である。
【0018】
具体的に言えば、回路パターン101,103,105は何れもバインダー樹脂中に導電紛を分散してなる導電ペーストを印刷することによって構成されている。さらに成形品を成形する部分の回路パターン105b,101,103を構成するバインダー樹脂を、成形品を成形しないで屈曲自在となる部分の回路パターン105aを構成するバインダー樹脂のガラス転移温度(Tg温度)よりも高いガラス転移温度を有する材質で構成している。ここでガラス転移とは、高分子物質を加熱した場合にガラス状の硬い状態からゴム状に変わる現象をいい、ガラス転移温度とはガラス転移の起こる温度を言う。そしてガラス転移温度の高い材質は低い材質に比べて加熱したときに軟らかくなりにくく、一方ガラス転移温度の低い材質は高い材質に比べて常温時に軟らかくて柔軟性に富むという性質がある。
【0019】
そこで本発明においては、成形品を成形した部分の回路パターン105bのバインダー樹脂として熱や圧力に強いガラス転移温度の高い材質のものを用い、一方成形品を成形せずに屈曲させる部分(シート部150)に用いる回路パターン105aのバインダー樹脂として熱には弱いが柔軟性があって屈曲性に富むガラス転移温度の低い材質のものを用いることとした。
【0020】
ここで図3はシート部150周辺部分における回路パターン105aと回路パターン105bとの接続状態を示す要部拡大概略断面図である。シート部150の長さについては図の如く一部省略している。また実際は回路パターン105a,105b上にはこれらを保護すべくレジスト層が配置されているが、図面上ではこのレジスト層も省略してある。同図に示すように回路パターン105aと回路パターン105b,105bとの接続は、ケース30の外壁部25に覆われている部分の回路パターン105bがケース30から外部に引き出された部分(即ちシート部150上の部分)と、端子固定ケース80の外壁部87に覆われている部分の回路パターン105bが端子固定ケース80から外部に引き出された部分(シート部150上の部分)とにおいて行なわれている。つまり両回路パターン105a,105b間の接続は、ケース30と端子固定ケース80に覆われている部分の回路パターン105bがケース30と端子固定ケース80から外部に引き出された部分において行われる。このように接続したのは、柔軟性のある回路パターン105aがケース30と端子固定ケース80成形時に溶融成形樹脂の熱や圧力による直接の影響を受けることはなくなって、その断線が防止できるからである。同時にケース30と端子固定ケース80から突出した直後のフレキシブル回路基板100の部分はほとんど屈曲することはないので、ケース30と端子固定ケース80から突出した部分の回路パターン105bがシート部150の屈曲によって断線する恐れはないからである。
【0021】
なおここでフレキシブル回路基板100に成形品を成形した部分とは、この実施形態ではフレキシブル回路基板100の上面及び/又は下面に成形品を成形している部分を示しているが、前記「課題を解決するための手段」の欄でも説明したように、回路パターン105の断線の可能性があるのは成形品であるケース30及び端子固定ケース80が回路パターン105上に成形されている部分(ケース30及び端子固定ケース80が回路パターン105の上面を覆っている部分)であり、具体的にはケース30の内壁部21によって回路パターン105が覆われる部分A1と、ケース30の外壁部25によって回路パターン105が覆われる部分A2と、端子固定ケース80の外壁部87によって回路パターン105が覆われる部分A3と、端子固定ケース80の内部補強壁89によって回路パターン105が覆われる部分A4とである。従って回路パターン105bの内のこれらの部分A1〜A4によって覆われている部分を、熱や圧力に強いガラス転移温度の高い材質のもので構成すれば良いのであるが、製造の都合上、表面は成形品に覆われていないが成形品の内部に位置する回路パターン101,103,105bについては、成形品に保持されて屈曲することもないので、同じ材質のものを用いている。つまり成形品の内部に位置する回路パターン101,103,105bはガラス転移温度の高い同一材質のバインダー樹脂を用いている。
【0022】
そして本願発明者の実験により、前記成形品を成形した部分(少なくとも前記成形品に覆われている部分)の回路パターン105b(101,103を含む)の材質は、成形品成形時の溶融成形材の温度が350℃以下、成形品成形時の溶融成形材の圧力が2000kgf/cm2以下の場合は、そのガラス転移温度が140℃以上の材質であればよいことを求めた。一方前記成形品を成形しない部分(少なくとも前記成形品に覆われておらず且つ屈曲する部分)の回路パターン105aの材質は、そのガラス転移温度が130℃以下の材質であれば良いことを求めた。以下その実験内容を説明する。
【0023】
〔成形品を成形した際に回路パターンに断線が生じるか否かについての実験〕導電ペーストとして、バインダー樹脂(この実験ではフェノール樹脂)と導電粉(この実験では銀粉)とに適宜インク溶剤を入れて周知の方法によってペースト化したものを用いる。そしてバインダー樹脂として、ガラス転移温度の異なるフェノール樹脂(ガラス転移温度が60℃〜180℃の範囲で10℃ずつ異なるもの)を用いて図2に示す回路パターン105b,101,103を印刷形成したフレキシブル回路基板100を作成し、このフレキシブル回路基板100にケース30と端子固定ケース80とを成形して前記成形品付きフレキシブル回路基板10を製造し、ケース30と端子固定ケース80が覆う部分の回路パターン105bの断線の有無を調べた。断線の有無は、目視と成形品成形前後の回路パターン105bの抵抗の測定値変化とを用い、目視でクラックが無く、且つ成形前後の回路パターン105bの抵抗値変化が±20%以下のものを断線無し(下記する図4で○)、目視でクラックがあるか、又は成形前後の回路パターン105bの抵抗値変化が±20%以上のものを断線あり(下記する図4で×)とした。そして上記実験を回路パターン105bの厚みを、4μm、8μm、15μmと変えたものについてそれぞれ行なった。導電ペーストを印刷して形成される回路パターンの厚みとして4μmは実用上使用する回路パターンの厚みとして最も薄いもの、15μmは最も厚いと考えられるものである。図4はその実験結果を示す図である。なおこの実験における成形時の金型内に注入する溶融合成樹脂の温度は350℃、加圧圧力は2000kgf/cm2とし、材質は熱可塑性樹脂であるポリアミドとした。これら溶融合成樹脂の温度と圧力は、この種電子部品製造時に使用される溶融合成樹脂の実用上の温度と圧力の内の最大の温度と圧力であると考えるものである。
【0024】
そして図4からわかるように、回路パターン105の全ての厚み(4μm〜15μm)のものについて、ガラス転移温度が140℃以上であれば、成形時の熱と圧力によって回路パターン105が断線することはないことが分かった。
【0025】
〔屈曲した際に回路パターンに断線が生じるか否かについての実験〕
前記実験と同様に、導電ペーストとしてバインダー樹脂(この実験ではフェノール樹脂)と導電粉(この実験では銀粉)とに適宜インク溶剤を入れて周知の方法によってペースト化したものを用いる。そしてバインダー樹脂としてガラス転移温度の異なるフェノール樹脂(ガラス転移温度が60℃〜180℃の範囲で10℃ずつ異なるもの)を用いて、図5(a)に示すように、シート幅L1=15mmの帯状の合成樹脂フイルム(ポリエチレンテレフタレートフイルムで、厚み100μm)製の絶縁基板201の表面に長手方向に向けて幅L2=0.6mmの直線状の回路パターン205をスクリーン印刷・焼成によって形成したフレキシブル回路基板200を用意し、このフレキシブル回路基板200を図5(b)に示すように回路パターン205に直交するように回路パターン205を内側にして折り曲げ、折り曲げ線の両側の面を面接触させ、折り曲げ線の部分の上に幅10mm、長さ20mmの面で500gfの静荷重210を5秒間かける。次に図5(c)に示すように回路パターン205を外側にして前記折り曲げ線の部分を逆側に折り曲げて図5(b)と同じように静荷重210を5秒間かける。そして前記図5(b),(c)を1サイクルとして2サイクル折り曲げを繰り返し、回路パターン205の折り曲げ線部分の断線の有無を調べる。断線の有無は、前記図4の場合と同様に、目視と回路パターン205の抵抗の測定値変化とを用い、目視でクラックが無く、且つ折り曲げ前後の回路パターン205の抵抗値変化が±20%以下のものを断線無し(下記する図6で○)、目視でクラックがあるか、又は折り曲げ前後の回路パターン205の抵抗値変化が±20%以上のものを断線あり(下記する図6で×)とした。そして上記実験を回路パターン205の厚みを、4μm、8μm、15μmと変えたものについてそれぞれ行なった。図6はその実験結果を示す図である。図6からわかるように、回路パターン205の全ての厚み(4μm〜15μm)のものについて、ガラス転移温度が130℃以下であれば、強い屈曲によっても回路パターン205が断線しないことが分かった。
【0026】
なお上記二つの実験において、回路パターン105,205のバインダー樹脂としてフェノール樹脂を用いたが、バインダー樹脂が例えばウレタン樹脂等、他の材質製のものであっても、ガラス転移温度が同一であれば同様の耐熱性、柔軟性が得られる。
【0027】
そして以上の実験から本発明においては、成形時に高温・高圧によって断線の恐れがある成形品に覆われる部分の回路パターン105bと、成形品から外部に引き出された屈曲される部分の回路パターン105aとをそれぞれに適するように異なる材質のものとし、具体的には成形時に高温・高圧によって断線の恐れがある成形品に覆われる部分の回路パターン105bのバインダー樹脂を、成形品から外部に引き出された屈曲自在となる部分の回路パターン105aが有するバインダー樹脂のガラス転移温度よりも高いガラス転移温度を有する材質で構成することとした。さらに具体的数値で言えば、成形品に覆われる部分の回路パターン105bのバインダー樹脂の材質を、そのガラス転移温度が140℃以上の材質とし、成形品に覆われないで屈曲する部分の回路パターン105aのバインダー樹脂の材質を、そのガラス転移温度が130℃以下の材質とした。
【0028】
そして図1に示す揺動式電子部品1を製造するには、図2に示すフレキシブル回路基板100の各端子接続パターン103にそれぞれ金属板製の端子90の一端を当接したものを金型内に挟持し、金型内に形成したキャビティー内に溶融成形樹脂(例えばポリブチレンテレフタレート樹脂やポリアミド樹脂)を充填することで、機能パターン形成部110と端子接続パターン形成部130の部分に同時にケース30と端子固定ケース80とを成形し、これによって同時に電子部品本体部20と端子部70とを製造する。なお図1に示す電子部品本体部20の各スイッチパターン用の回路パターン101(図2参照)上には金属板をドーム形状に形成してなる可動接点板(反転板)120が載置されている。
【0029】
ここで電子部品本体部20の部分をさらに説明しておくと、図1に示すように機能パターン形成部110の上面側の各スイッチパターン用の回路パターン101を設けた部分の周囲にはこれらを囲む内壁部21が設けられ、内壁部21の外側には外壁部25が設けられ、その四ヵ所には突起状の位置決め部27が設けられている。内壁部21と外壁部25の間の面上の前記フレキシブル回路基板100の四つの爪挿入孔111に対応する位置にはそれぞれこれと同じ形状・寸法の爪挿入孔31が設けられている。一方端子部70の下面の四隅近傍から下方に向かって四本(図では手前側の二本のみ示す)の爪81を突出し、さらに端子固定ケース80の左右両側面から二本の爪85を上方向に突出している。
【0030】
そして電子部品本体部20の内壁部21内に図1に示す押え部材40と揺動部材45とスイッチ作動型物50とをこの順番で収納し、その際揺動部材45の操作部49をスイッチ作動型物50の挿入口57に挿入し、次に内壁部21の上部を上ケース60で覆って固定し、その際操作部49を開口部61に挿入することで揺動式電子部品1が構成される。
【0031】
以上のようにして組み立てられた揺動式電子部品1は、別の基板とケースの間に設置される。即ちまず図1に示すフレキシブル基板100のシート部150の部分を折り返すことで、図7に示すように電子部品本体部20の下面側に端子部70を配置し、その際端子部70に設けた4つの爪81をそれぞれ電子部品本体部20に設けた4つの爪挿入孔31(111)にスナップイン方式で挿入・係合する。爪挿入孔31は、爪81の先端が爪挿入孔31から外れない範囲で、爪81よりも少し大きい寸法に形成され、これによって電子部品本体部20は端子部70に対して面方向へ少しの遊び(ガタ)を持って固定される。シート部150に設けた回路パターン105aは、柔軟性があるのでシート部150の屈曲によって断線することはない。
【0032】
そしてこの揺動式電子部品1を別の基板300上に載置し、その際端子部70に設けた二本の爪85を基板300に設けた貫通孔からなる係止部301にスナップイン方式で挿入してガタなく係止・固定する。このとき同時に、端子部70から突出する複数本の端子90も基板300に設けた貫通孔からなる複数個の挿入部303内に挿入され、基板300裏面の各挿入部303の周囲の部分に設けた端子パターン(図示せず)に半田等によって固定する。
【0033】
一方揺動式電子部品1上にはケース350が被せられ、ケース350の開口部351から操作部49を突出し、同時にケース350下面に設けた各係合部353を位置決め部27に挿入する。このとき基板300とケース350の設置位置が、組み立て誤差等によってずれていても、前述のように基板300に固定された端子部70に対して電子部品本体部20は面方向に所定寸法ガタがあって移動可能に構成されているので、容易に各係合部353を位置決め部27に嵌合することができる。
【0034】
以上本発明の実施形態を説明したが、本発明は上記実施形態に限定されるものではなく、特許請求の範囲、及び明細書と図面に記載された技術的思想の範囲内において種々の変形が可能である。なお直接明細書及び図面に記載がない何れの形状や構造や材質であっても、本願発明の作用・効果を奏する以上、本願発明の技術的思想の範囲内である。例えば本発明を適用できるのは上記実施形態にかかる揺動式電子部品1に限定されず、他の種々の成形品付きフレキシブル回路基板にも適用できることは言うまでもなく、要は可撓性を有する基板の表面に回路パターンを形成し、且つこの回路パターンの一部を覆うように前記基板に成形品を成形してなる成形品付きフレキシブル回路基板であれば、どのような構造のものにも適用できる。また上記実施形態では、回路パターン105aをフレキシブル回路基板100のシート部150の部分のみに設けたが、回路パターン105aは回路パターン105bや回路パターン101,103上に重畳するように設けておいても良い。
【0035】
【発明の効果】
以上詳細に説明したように本発明によれば、成形品に覆われている部分の回路パターンと、成形品に覆われないで屈曲自在となる部分の回路パターンとを異なる材質で構成したので、何れの部分についても回路パターンに断線が生じる恐れを確実に防止できるという優れた効果を有する。
【図面の簡単な説明】
【図1】本発明にかかる成形品付きフレキシブル回路基板10を用いて構成した揺動式電子部品1の分解斜視図である。
【図2】フレキシブル回路基板100の斜視図である。
【図3】回路パターン105aと回路パターン105bとの接続状態を示す要部拡大概略断面図である。
【図4】回路パターン105の成形品成形時の断線有無の試験結果図である。
【図5】回路パターン205の屈曲時の断線有無の試験方法説明図である。
【図6】回路パターン205の屈曲時の断線有無の試験結果図である。
【図7】揺動式電子部品1を基板300とケース350の間に設置する状態を示す図である。
【図8】従来の成形品付きフレキシブル回路基板の一例を示す斜視図である。
【図9】フレキシブル回路基板400を示す斜視図である。
【図10】フレキシブル回路基板400にケース450を成形するために、その上下を第一,第二金型k1,k2によって挟持した状態を示す要部拡大断面図である。
【図11】図10のd部分の拡大図である。
【符号の説明】
1 揺動式電子部品
10 成形品付きフレキシブル回路基板
20 電子部品本体部
30 ケース(成形品)
40 押え部材
45 揺動部材
50 スイッチ作動部材
60 上ケース
70 端子部
80 端子固定ケース(成形品)
90 端子
100 フレキシブル回路基板
101,103,105(105a,105b) 回路パターン
110 機能パターン形成部
130 端子接続パターン形成部
150 シート部[0001]
BACKGROUND OF THE INVENTION
The present invention relates to a flexible circuit board with a molded product formed by molding a molded product on a flexible circuit board.
[0002]
[Prior art]
Conventionally, a desired molded product is directly formed on a flexible circuit board formed by forming a circuit pattern on an insulating substrate made of a synthetic resin film. FIG. 8 is a perspective view showing an example of this type of flexible circuit board with a molded product, in which a case (molded product) 450 of a swing type switch mechanism is molded on a part of the flexible circuit board 400 (for example, Patent Document 1). Here, as shown in FIG. 9, the
[0003]
However, in the flexible circuit board with a molded product manufactured as described above, there is a problem in that the
[0004]
[Patent Document 1]
Japanese Patent Laid-Open No. 2001-351474
[Problems to be solved by the invention]
The present invention has been made in view of the above-described points, and an object of the present invention is to provide a flexible circuit board with a molded product in which a circuit pattern formed on the flexible circuit board does not break even if the molded product is molded on the flexible circuit board. Is to provide.
[0006]
[Means for Solving the Problems]
The inventor of the present application investigated the cause of the above problem and found out that the disconnection occurred for the following reason. FIG. 10 is an enlarged cross-sectional view of a main part showing a state in which the upper and lower sides are sandwiched between the first and second molds k1 and k2 in order to mold the
[0007]
As shown in the figure, the cavity c1 formed in the first and second molds k1 and k2 is sandwiched between the first and second molds k1 and k2 at the portion of the
[0008]
On the other hand, as shown in FIG. 8, the lead-out
[0009]
However, this
[0010]
Therefore, in order to solve the above problems, the present invention forms a circuit pattern on the surface of a flexible insulating substrate and forms a molded product on the insulating substrate so as to cover a part of the circuit pattern. In the flexible circuit board with a molded product, the circuit pattern of the portion covered by the molded product and the circuit pattern of the portion that is not covered by the molded product and can be bent are both electrically conductive powder in the binder resin. A binder of a circuit pattern of a portion that is formed by printing a conductive paste that is dispersed and that can be bent without being covered by the molded product. composed of a material having a glass transition temperature higher than the glass transition temperature with the resin, and the connection between the two circuit patterns are the portion covered with the molded article Wherein the road pattern is made in a portion that is drawn out from the molded article.
[0012]
In the present invention, the material of the binder resin of the circuit pattern of the portion covered by the molded product is when the temperature and pressure of the melt molded material at the time of molding the molded product are 350 ° C. or less and 2000 kgf / cm 2 or less, respectively. Further, the glass transition temperature is a material having a temperature of 140 ° C. or higher.
[0013]
Further, the present invention is characterized in that the material of the binder resin of the portion of the circuit pattern that can be bent without being covered with the molded product is a material having a glass transition temperature of 130 ° C. or lower.
[0014]
DETAILED DESCRIPTION OF THE INVENTION
Hereinafter, embodiments of the present invention will be described in detail with reference to the drawings.
FIG. 1 is an exploded perspective view of an oscillating electronic component 1 configured using a
[0015]
Here, the
[0016]
FIG. 2 is a perspective view of the
[0017]
The
[0018]
More specifically, each of the
[0019]
Therefore, in the present invention, a material having a high glass transition temperature resistant to heat and pressure is used as the binder resin of the
[0020]
Here, FIG. 3 is an enlarged schematic cross-sectional view of a main part showing a connection state between the
[0021]
Here, the portion where the molded product is molded on the
[0022]
The material of the
[0023]
[Experiment as to whether or not a circuit pattern is broken when a molded product is molded] As a conductive paste, an ink solvent is appropriately added to a binder resin (phenol resin in this experiment) and conductive powder (silver powder in this experiment). Then, a paste made by a well-known method is used. A flexible printed
[0024]
As can be seen from FIG. 4, if the glass transition temperature is 140 ° C. or higher for all the thicknesses (4 μm to 15 μm) of the
[0025]
[Experiment on whether or not the circuit pattern is broken when bent]
Similarly to the above-described experiment, a conductive paste obtained by appropriately adding an ink solvent to a binder resin (phenol resin in this experiment) and conductive powder (silver powder in this experiment) and making a paste by a well-known method is used. And, as shown in FIG. 5 (a), using a phenol resin having a different glass transition temperature as the binder resin (one having a glass transition temperature varying by 10 ° C. in the range of 60 ° C. to 180 ° C.), the sheet width L1 = 15 mm. A flexible circuit in which a
[0026]
In the above two experiments, a phenol resin is used as the binder resin of the
[0027]
From the above experiments, in the present invention, the
[0028]
In order to manufacture the oscillating electronic component 1 shown in FIG. 1, the
[0029]
Here, the part of the electronic component
[0030]
1 is housed in this order in the
[0031]
The oscillating electronic component 1 assembled as described above is installed between another substrate and the case. That is, first, by folding back the
[0032]
Then, the oscillating electronic component 1 is placed on another
[0033]
On the other hand, a
[0034]
Although the embodiments of the present invention have been described above, the present invention is not limited to the above-described embodiments, and various modifications can be made within the scope of the technical idea described in the claims and the specification and drawings. Is possible. Note that any shape, structure, or material not directly described in the specification and drawings is within the scope of the technical idea of the present invention as long as the effects and advantages of the present invention are exhibited. For example, the present invention can be applied not only to the oscillating electronic component 1 according to the above-described embodiment, but also to other flexible circuit boards with various molded products. A flexible circuit board with a molded product formed by forming a molded product on the substrate so that a circuit pattern is formed on the surface of the substrate and covering a part of the circuit pattern can be applied to any structure. . In the above embodiment, the
[0035]
【The invention's effect】
As described above in detail, according to the present invention, the circuit pattern of the portion covered by the molded product and the circuit pattern of the portion that can be bent without being covered by the molded product are made of different materials. Any part has an excellent effect of reliably preventing the possibility of disconnection in the circuit pattern.
[Brief description of the drawings]
FIG. 1 is an exploded perspective view of an oscillating electronic component 1 configured using a
FIG. 2 is a perspective view of a
FIG. 3 is an enlarged schematic cross-sectional view of a main part showing a connection state between a
FIG. 4 is a test result diagram for the presence or absence of disconnection when a
FIG. 5 is an explanatory diagram of a test method for the presence / absence of disconnection when the
FIG. 6 is a test result diagram for the presence or absence of disconnection when the
7 is a view showing a state in which the oscillating electronic component 1 is installed between a
FIG. 8 is a perspective view showing an example of a conventional flexible circuit board with a molded product.
9 is a perspective view showing a
FIG. 10 is an enlarged cross-sectional view of a main part showing a state in which a
11 is an enlarged view of a portion d in FIG.
[Explanation of symbols]
DESCRIPTION OF SYMBOLS 1 Oscillating
40 Pressing
90 terminal 100
Claims (3)
前記成形品に覆われている部分の回路パターンと、成形品に覆われないで屈曲自在となる部分の回路パターンとを、何れもバインダー樹脂中に導電紛を分散してなる導電ペーストを印刷することによって構成し、且つ前記成形品に覆われている部分の回路パターンのバインダー樹脂を、前記成形品に覆われないで屈曲自在となる部分の回路パターンのバインダー樹脂が有するガラス転移温度よりも高いガラス転移温度を有する材質で構成し、
且つ前記両回路パターン間の接続は、前記成形品に覆われている部分の回路パターンが成形品から外部に引き出された部分で行われることを特徴とする成形品付きフレキシブル回路基板。In a flexible circuit board with a molded product formed by forming a circuit pattern on the surface of a flexible insulating substrate and forming a molded product on the insulating substrate so as to cover a part of the circuit pattern,
The circuit pattern of the part covered with the molded product and the circuit pattern of the part that can be bent without being covered with the molded product are both printed with a conductive paste in which conductive powder is dispersed in a binder resin. And the glass transition temperature of the portion of the circuit pattern binder resin covered by the molded product is higher than the glass transition temperature of the portion of the circuit pattern binder resin that is not covered by the molded product and can be bent. Consists of a material having a glass transition temperature,
In addition, the flexible circuit board with a molded product is characterized in that the connection between the two circuit patterns is performed at a portion where the circuit pattern of the portion covered by the molded product is drawn out from the molded product.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002289094A JP3943473B2 (en) | 2002-10-01 | 2002-10-01 | Flexible circuit board with molded product |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002289094A JP3943473B2 (en) | 2002-10-01 | 2002-10-01 | Flexible circuit board with molded product |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004128163A JP2004128163A (en) | 2004-04-22 |
| JP3943473B2 true JP3943473B2 (en) | 2007-07-11 |
Family
ID=32281406
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002289094A Expired - Fee Related JP3943473B2 (en) | 2002-10-01 | 2002-10-01 | Flexible circuit board with molded product |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3943473B2 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20070148997A1 (en) * | 2005-12-22 | 2007-06-28 | Steven Feldman | Flexible circuit |
-
2002
- 2002-10-01 JP JP2002289094A patent/JP3943473B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004128163A (en) | 2004-04-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100342959B1 (en) | Keypad for cellular phone and method of manufacturing same | |
| CN109070414B (en) | Electrode pattern integrated molded article and method for producing same | |
| CN111524883B (en) | In-film electronic assembly and preparation method thereof | |
| US4677529A (en) | Circuit board | |
| JP3943473B2 (en) | Flexible circuit board with molded product | |
| EP0450470B1 (en) | Circuit board | |
| EP1304206B1 (en) | Moulded article comprising an electroluminescent insert | |
| JP3563640B2 (en) | Method of insert molding magnetic sensor element into mold resin | |
| JP3533162B2 (en) | Method of connecting and fixing terminal plate to electrode pattern of magnetic sensor substrate with mold resin and electronic component with terminal plate | |
| WO2022070700A1 (en) | Molded article and method for producing molded article | |
| JP3880515B2 (en) | Flexible circuit board with molded product | |
| JP2506990B2 (en) | Display of electronic equipment | |
| JP4718428B2 (en) | Rotating electronic components | |
| JP4024670B2 (en) | Flexible circuit board with molded product | |
| JP4245697B2 (en) | Push button device and push button mechanism | |
| WO1999018585A1 (en) | Electric assembly and device | |
| JP2004039262A (en) | Press-fit pin | |
| JP3701236B2 (en) | Fixing structure and fixing method of flexible substrate and terminal by molding resin | |
| JP2001249170A (en) | Sensor element and its manufacturing method | |
| JPH02194590A (en) | Packaging of electronic parts | |
| JPS5945164B2 (en) | pushbutton switch | |
| JP3647801B2 (en) | Mounting structure of electronic parts to flexible board | |
| JP3688635B2 (en) | Case for electronic components with built-in board | |
| JP3331463B2 (en) | Structure for connecting metal plate to substrate in molded article and method of connecting the same | |
| JPH031413A (en) | Push button switch |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20040709 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040709 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070201 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070213 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20070219 Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070219 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070403 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070405 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100413 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110413 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120413 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130413 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140413 Year of fee payment: 7 |
|
| LAPS | Cancellation because of no payment of annual fees |