JP3779593B2 - Rotating atomizing head - Google Patents
Rotating atomizing head Download PDFInfo
- Publication number
- JP3779593B2 JP3779593B2 JP2001336747A JP2001336747A JP3779593B2 JP 3779593 B2 JP3779593 B2 JP 3779593B2 JP 2001336747 A JP2001336747 A JP 2001336747A JP 2001336747 A JP2001336747 A JP 2001336747A JP 3779593 B2 JP3779593 B2 JP 3779593B2
- Authority
- JP
- Japan
- Prior art keywords
- paint
- atomizing head
- hub
- peripheral surface
- main body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images







Landscapes
- Nozzles (AREA)
- Electrostatic Spraying Apparatus (AREA)
Description
【0001】
【発明の属する技術分野】
本発明は、例えば車体等の被塗物に塗装を行なう塗装機に用いて好適な回転霧化頭に関する。
【0002】
【従来の技術】
一般に、自動車の車体等の被塗物に塗装を行なうときには、例えば塗着効率、塗装仕上り等の面で有利な回転霧化頭型塗装装置が多用されている。そして、この回転霧化頭型塗装装置に用いられる回転霧化頭は、霧化頭本体とハブ部材とによって大略構成されている。
【0003】
例えば、特開平9−234393号公報等に記載された回転霧化頭型塗装装置では、回転霧化頭の霧化頭本体は、後端側がエアモータの回転軸に取付けるための回転軸取付部となり、該回転軸取付部から前側に向けて筒形ないしベル形に形成されている。また、霧化頭本体の前部側には、放出端縁に向けて塗料を薄膜化する塗料薄膜化面が形成され、該塗料薄膜化面の奥部側には塗料溜りが設けられている。さらに、霧化頭本体には、塗料薄膜化面と塗料溜りとの間に位置して段付状のハブ嵌合段部が設けられている。
【0004】
一方、回転霧化頭のハブ部材は、塗料溜りの前方を覆うようにハブ嵌合段部に嵌合して取付けられるもので、該ハブ部材の外周側には、塗料溜りに供給された塗料を霧化頭本体の塗料薄膜化面に流出させるための塗料流出孔が多数個穿設されている。
【0005】
また、霧化頭本体に形成されたハブ嵌合段部の内周面とハブ部材の外周面のいずれか一方側には、Oリングが嵌着され、該Oリングの弾性力によってハブ嵌合段部に対しハブ部材を取付け、取外し可能に保持する構成としている。
【0006】
ここで、通常色替などにより回転霧化頭を洗浄するときには、塗装装置に回転霧化頭を取付けたままで、その洗浄を行う所謂自動洗浄を行っている。即ち、自動洗浄とは、回転霧化頭を高速で回転させた状態で、フィードチューブから霧化頭本体の塗料溜りにシンナ等の洗浄流体を供給し、この洗浄流体により、塗料溜り、ハブ部材の前面、ハブ部材の後面、塗料流出孔、塗料薄膜化面等の塗料接液部に付着している塗料を洗い流すものである。しかし、この自動洗浄を行っても、これらの塗料接液部には、塗装中に塗料に含まれる顔料成分等が僅かずつ付着し、堆積する。このため、塗料接液部に顔料等が固着してしまった場合には、回転霧化頭を回転軸から取外し、ブラシ等を用いて手作業で塗料接液部に付着した顔料等の固着物を除去している。
【0007】
【発明が解決しようとする課題】
ところで、前述した特開平9−234393号公報等による回転霧化頭によると、ハブ部材は、Oリングの弾性力を利用しハブ嵌合段部に取付け、取外し可能に保持する構成としている。この場合、Oリングは、押圧することにより容易に変形する程度の弾性を有している。このため、回転霧化頭を例えば40000rpm以上の高速で回転させた場合には、Oリングに作用する遠心力により該Oリングの内径寸法が増大してしまう。
【0008】
これに対し、霧化頭本体とハブ部材は、一般的にアルミニウム合金、ステンレス合金、硬質な樹脂材料等を用いて形成されている。従って、回転霧化頭を高速回転させて遠心力が作用した場合でも、霧化頭本体とハブ部材はOリングの変形量に比較して非常に小さく変形するだけである。
【0009】
これらのことにより、回転霧化頭を高速回転させたときには、Oリングだけが遠心力によって拡径することになるから、該Oリングはハブ部材を保持することができなくなる。この結果、Oリングによるハブ部材の保持力が低下し、該ハブ部材がハブ嵌合段部内でがたつきを生じる虞れがあるという問題がある。
【0010】
また、Oリングは、霧化頭本体とハブ部材の着脱作業を繰り返すと、劣化して弾性力が低下する。この状態で回転霧化頭を高速回転させると、Oリングは、回転霧化頭を確実に支持することができなくなり、該回転霧化頭の回転バランスが不安定になってしまう。さらに、霧化頭本体とハブ部材の着脱作業を繰り返すと、Oリングは、相手側の部材と擦れ合って損傷するから、頻繁な交換を要するという問題がある。
【0011】
また、色替等により回転霧化頭を自動洗浄しても、霧化頭本体のハブ嵌合段部とハブ部材の外周面との間の隙間には、塗装中に塗料流出孔から塗料が入り込んで塗料中の顔料等が堆積し、固着する。従って、この隙間に固着した顔料等の固着物を除去するためには、ハブ部材の後部を押して霧化頭本体からハブ部材を取外す必要がある。このような場合、顔料等の固着物は、隙間に固まってしまい、くさびと同様の作用をするから、ハブ部材は容易に取外すことができないという問題がある。しかも、ハンマー等を用いてハブ部材の後部に強い力を加えて、霧化頭本体からハブ部材を無理に取外そうとすると、霧化頭本体のハブ嵌合段部とハブ部材の外周面との嵌合面が損傷するという問題がある。
【0012】
一方、ハブ部材には、多数の塗料流出孔が設けられている。しかし、これらの塗料流出孔は、塗料溜りから塗料薄膜化面に塗料を均一に流出する必要があるため、その径寸法は小さく、周方向に多数個列設されている。従って、塗料流出孔を塗料が通過するときに、塗料中の顔料成分等が塗料流出孔の内面に付着して堆積し、徐々に塗料流出孔の径寸法を小さくしてしまう。
【0013】
この結果、各塗料流出孔の径寸法は、塗料の堆積によってばらつきを生じるから、該各塗料流出孔から塗料薄膜化面に流出する塗料は、その流量が安定せず、塗料薄膜化面では塗料を均一に薄膜化することができなくなる。このため、放出端縁から放出された塗料粒子が不揃いとなり、塗装品質の低下を招くという問題がある。
【0014】
しかも、塗料流出孔の径寸法が小さくなると、塗料が流出されずに塗料溜りに充満してしまうから、塗料溜りから溢れる塗料が回転軸等の隙間に流れ込んでしまい、エアモータに悪影響を与えるという問題がある。
【0015】
そこで、従来技術では、金属材料からなる細い棒状(針状)の道具を用い、この棒を多数個の塗料流出孔に1個ずつ通し、該各塗料流出孔に堆積して固着した塗料を除去している。このため、固着した塗料の除去作業に非常に多くの手間を要してしまい、作業性の低下を招くという問題がある。
【0016】
本発明は上述した従来技術の問題に鑑みなされたもので、本発明の目的は、霧化頭本体とハブ部材とを容易に組立、分解することができるようにした回転霧化頭を提供することにある。
【0017】
また、本発明の他の目的は、高速回転時でもハブ嵌合凹溝内にハブ部材を確実に保持することができるようにした回転霧化頭を提供することにある。
【0018】
さらに、本発明の他の目的は、塗料通路に固着した塗料中の顔料等の固着物を簡単に除去することができるようにした回転霧化頭を提供することにある。
【0019】
【課題を解決するための手段】
本発明による回転霧化頭は、筒形ないしベル形に形成され、後端側が回転軸に取付けるための回転軸取付部となり、内周面の前側が放出端縁に向けて塗料を薄膜化する塗料薄膜化面となると共に奥部側が塗料溜りとなった霧化頭本体と、前記塗料溜りの前方を覆うように該霧化頭本体に着脱可能に取付けられたハブ部材とからなる。
【0020】
そして、上述した課題を解決するために、本発明の請求項1の発明が採用する構成の特徴は、霧化頭本体には、塗料溜りと塗料薄膜化面との間の内周面に全周に亘って凹溝状に形成されたハブ嵌合凹溝を設け、ハブ部材は、霧化頭本体の内周面のうち該ハブ嵌合凹溝の前端と塗料薄膜化面との間に位置する部位の内径に比較して小径な円板状体からなる蓋部と、該蓋部から軸方向の後側に延びて設けられ先端部が弾性変形しながら前記ハブ嵌合凹溝に係合、離脱可能に嵌合する複数本の脚部と、隣合う各脚部間に位置して設けられた複数個の切欠溝とにより構成し、ハブ部材の各脚部を前記ハブ嵌合凹溝に嵌合したときには、前記ハブ嵌合凹溝と各切欠溝との間に複数の孔状塗料通路を形成すると共に、霧化頭本体の内周面と蓋部の外周面との間に環状塗料通路を形成する構成としたことにある。
【0021】
このように構成したことにより、霧化頭本体の塗料溜りを覆うようにハブ部材をあてがい、該ハブ部材を霧化頭本体内に押込むと、該ハブ部材の各脚部は、それぞれが独立しているから霧化頭本体の内周面で径方向の内側に比較的容易に弾性変形し、ハブ嵌合凹溝で拡径して当該ハブ嵌合凹溝に嵌合する。これにより、ハブ部材は、各脚部の弾性力によってハブ嵌合凹溝に係合し抜止め状態に保持される。そして、回転霧化頭を高速回転させたときには、ハブ部材の各脚部は、遠心力によって拡径しようとするから、ハブ嵌合凹溝に強く押付けられ、ハブ部材の保持状態を維持する。
【0022】
また、ハブ部材は、ハブ嵌合凹溝に嵌合した状態で、各切欠溝とハブ嵌合凹溝との間に孔状塗料通路を形成すると共に、霧化頭本体の内周面のうちハブ嵌合凹溝の前端と塗料薄膜化面との間に位置する部位と蓋部の外周面との間に環状塗料通路を形成するから、塗装を行う場合には、塗料溜りに塗料を供給することにより、塗料は該塗料溜りから各孔状塗料通路と環状塗料通路を通って塗料薄膜化面に流出し、放出端縁から塗料粒子となって飛行し、被塗物に塗装される。
【0023】
一方、各孔状塗料通路、環状塗料通路等に堆積して固着した塗料中の顔料等の固着物を除去する場合には、霧化頭本体の回転軸取付部側からハブ部材の後面を前側に押圧する。これにより、ハブ嵌合凹溝と脚部との隙間に固着物が固着している場合でも、ハブ部材を霧化頭本体内に押込んだときと同様に、各脚部が比較的容易に弾性変形するから、該ハブ部材をハブ嵌合凹溝から取外すことができる。そして、霧化頭本体からハブ部材を取外した状態では、孔状塗料通路は、ハブ部材の切欠溝と霧化頭本体のハブ嵌合凹溝とに分割されるから、ブラシ等を用いて切欠溝、ハブ嵌合凹溝に固着した顔料等の固着物を容易に除去することができる。また、霧化頭本体の内周面、ハブ部材の塗料受面等の塗料接液部に堆積し固着した固着物も容易に除去することができる。
【0024】
請求項2の発明によると、各脚部と切欠溝は蓋部の外周側に交互に形成し、各孔状塗料通路は各切欠溝とハブ嵌合凹溝との間に独立して形成する構成としたことにある。
【0025】
このように構成したことにより、塗料溜りに供給された塗料は各孔状塗料通路から均一に流出し、環状塗料通路に流出する。
【0026】
請求項3の発明によると、環状塗料通路は、霧化頭本体の内周面とハブ部材の蓋部外周面との間に全周に亘って円環状に形成したことにある。
【0027】
このように構成したことにより、各孔状塗料通路を通過した塗料は、環状塗料通路を流れて塗料薄膜化面に供給される。
【0028】
請求項4の発明によると、各脚部は、蓋部の位置から先端部の方向に離間するに従って径方向外側に向けて拡径する拡径脚部として形成したことにある。
【0029】
このように構成したことにより、各脚部は、その先端部が最も径方向の外側に位置しているから、ハブ部材を霧化頭本体内に押込んだときには、各脚部の先端部をハブ嵌合凹溝に確実に嵌合することができる。
【0030】
請求項5の発明によると、霧化頭本体のハブ嵌合凹溝と内周面との間の境界部は、滑らかな円弧面として形成したことにある。
【0031】
このように構成したことにより、塗料等が塗料溜りから塗料薄膜化面に向けてハブ嵌合凹溝を乗り越えるように流れるときに、円弧面はこの塗料等を飛散させることなく、円滑に流通することができる。
【0032】
請求項6の発明によると、環状塗料通路は、後側から前側に向けて漸次径寸法が大きくなる環状塗料通路として形成したことにある。
【0033】
このように構成したことにより、霧化頭本体の内周面が、後側から前側に向けて拡径する内周面となるから、ハブ部材を霧化頭本体に組付けるときに、拡径内周面は、ハブ部材の脚部を徐々に弾性変形させてハブ嵌合凹溝に容易に嵌合させることができる。また、各孔状塗料通路を通過した塗料は、環状塗料通路を流れて塗料薄膜化面に供給される。
【0034】
請求項7の発明によると、環状塗料通路は、後側から前側に向けてほぼ等しい径寸法をもった環状塗料通路として形成したことにある。
【0035】
このように構成したことにより、各孔状塗料通路を通過した塗料は、均径な環状塗料通路を流れて塗料薄膜化面に供給される。
【0036】
【発明の実施の形態】
以下、本発明の実施の形態による回転霧化頭を用いた回転霧化頭型塗装装置を図1ないし図8に従って詳細に説明する。
【0037】
1は回転霧化頭型塗装装置のカバーで、該カバー1は円筒状に形成され、その内部には、後述のエアモータ2を収容している。
【0038】
2はカバー1内に収容されたエアモータで、該エアモータ2は、筒状に形成されたモータケーシング2Aと、該モータケーシング2A内に収容されたエアタービン2Bと、後述する回転軸3を回転可能に軸支する静圧エア軸受2Cとによって大略構成されている。そして、エアモータ2は、エアタービン2Bに圧縮エアが供給されることにより、回転軸3を回転駆動するものである。
【0039】
3はエアモータ2の静圧エア軸受2Cに回転可能に支持された中空の回転軸で、該回転軸3の先端はエアモータ2の前側に突出し、その先端部には後述の回転霧化頭11が取付けられている。また、回転軸3の基端側はエアモータ2のエアタービン2Bに取付けられている。
【0040】
4は回転軸3内に挿通して設けられたフィードチューブで、該フィードチューブ4の先端部は、回転軸3から突出して回転霧化頭11内に延在している。そして、フィードチューブ4は、同軸な二重筒として形成され、中央に位置して塗料と洗浄流体としてのシンナ等が流通する塗料通路4Aと、該塗料通路4Aの外周側に位置してシンナ等が流通する環状のシンナ通路4Bとによって構成されている。そして、フィードチューブ4は、塗装作業時には、塗料通路4Aから回転霧化頭11に向け塗料を供給する。また、塗料の色替等に伴う洗浄作業時には、塗料通路4Aは後述するハブ部材14の前面等を洗浄するシンナ等を供給し、シンナ通路4Bは霧化頭本体12の塗料薄膜化面12C、放出端縁12D等を洗浄するシンナ等を供給する。
【0041】
5はカバー1の先端部に取付けられたシェーピングエアリングで、該シェーピングエアリング5は、円筒状に形成され、その先端側には回転霧化頭11から噴霧された塗料の噴霧パターン等を制御するためのエアを噴出するエア噴出口5A,5A,…が周方向に多数個形成されている。
【0042】
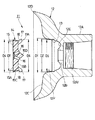
次に、11は回転軸3の先端部に取付けられた本実施の形態による回転霧化頭で、該回転霧化頭11は、図2に示す如く、後述する霧化頭本体12、ハブ嵌合凹溝13、ハブ部材14、孔状塗料通路19、環状塗料通路20等によって大略構成されている。
【0043】
12は回転霧化頭11の外形をなし、後部側から前部側に向けて拡開するベル形に形成された霧化頭本体で、該霧化頭本体12は、例えばアルミニウム合金、ステンレス合金、硬質な樹脂材料等を用いて形成されている。ここで、霧化頭本体12を樹脂材料によって形成する場合には、導電性を有する導電性樹脂材料、または表面に導電性塗料の皮膜処理を施した非導電性の樹脂材料が用いられている。これにより、霧化頭本体12には、塗装を行なう場合に高電圧を印加することができるから、該霧化頭本体12は、その表面を流れる塗料を高電圧に直接的に帯電させることができる。
【0044】
そして、霧化頭本体12は、その後端側が円筒状の回転軸取付部12Aとなり、該回転軸取付部12Aの奥部にはエアモータ2の回転軸3に螺着される雌ねじ12A1が刻設されている。また、霧化頭本体12には、回転軸取付部12Aの奥部を閉塞するように環状隔壁12Bが径方向内向きに突出して形成され、該環状隔壁12Bの内周側には回転軸3の先端側から突出したフィードチューブ4の先端が挿通される。
【0045】
一方、霧化頭本体12の前面側は、円皿状に拡開する塗料薄膜化面12Cとなり、霧化頭本体12の前端(外周端)は塗料薄膜化面12Cに連続した放出端縁12Dとなっている。また、霧化頭本体12には、奥部側に位置して環状隔壁12Bと後述のハブ部材14との間に塗料溜り12Eが設けられ、該塗料溜り12Eは、フィードチューブ4から吐出された塗料を一時的に溜め、拡散する空間である。さらに、塗料溜り12Eと塗料薄膜化面12Cとの間に位置する霧化頭本体12の内周面12Fは、図5に示すように、後側から前側に向けて拡径した拡径内周面として形成されている。また、前側が拡径した拡径内周面12Fの前端部(塗料薄膜化面12Cとの境界部)の内径寸法D1は、後述するハブ嵌合凹溝13の最大内径寸法D2よりも大きく設定されている(D1>D2)。
【0046】
そして、霧化頭本体12は、回転霧化頭11が高速回転している状態で、塗料溜り12Eに塗料が供給されると、この塗料を後述する孔状塗料通路19から塗料薄膜化面12Cに供給する。これにより、塗料薄膜化面12Cに供給された塗料は、放出端縁12Dから塗料粒子となって噴霧される。
【0047】
13は霧化頭本体12の内周面12Fに設けられたハブ嵌合凹溝で、該ハブ嵌合凹溝13は、後述するハブ部材14の脚部17先端が係合、離脱可能に嵌合するもので、拡径内周面12Fの前,後方向中間位置を全周に亘り断面円弧状に窪ませることによって形成されている。また、ハブ嵌合凹溝13は、図6に示す如く、内周面12Fとの間の境界部が滑らかな前側円弧面13A,後側円弧面13Bとなっている。そして、各円弧面13A,13Bは、塗料溜り12Eから塗料薄膜化面12Cに向け塗料が流れるときに、この塗料が飛散せずに円滑にハブ嵌合凹溝13を乗り越えることができるようにしている。
【0048】
ここで、ハブ嵌合凹溝13の最大内径寸法D2は、前側円弧面13Aの位置での内径寸法D3よりも大きな寸法で、内周面12Fの前端部の内径寸法D1よりも小さな寸法に設定されている(D1>D2>D3)。また、ハブ嵌合凹溝13の最大内径寸法D2は、後述するハブ部材14の脚部17の最大外径寸法D6と同じ寸法か、または僅かに小さな寸法に設定されている(D2≦D6)。これにより、ハブ嵌合凹溝13は、前側円弧面13Aを乗り越えて嵌合するハブ部材14の各脚部17をがたつかせることなく確実に保持することができる。
【0049】
14は塗料溜り12Eの前方を覆うように霧化頭本体12に着脱可能に取付けられたハブ部材で、該ハブ部材14は、遠心力の作用によって変形し易く適度な弾性と撓み性をもった材料、例えばポリエーテルスルホン(PES)、ポリフェニレンサルファイド(PPS)、ポリエーテルイミド(PEI)、ポリエーテルエーテルケトン(PEEK)、ポリオキシメチレン(POM)、ポリアミドイミド(PAI)、ポリエチレンテレフタレート(PET)、ポリイミド(PI)等の樹脂材料を用いてほぼ円板状に形成されている。そして、ハブ部材14は、図7に示す如く、後述の蓋部15、脚部17、切欠溝18等によって大略構成されている。
【0050】
15はハブ部材14の本体部をなす円板状に形成された蓋部で、該蓋部15は、その前面15Aが平坦面となり、後面側がフィードチューブ4から吐出される塗料を受けると共に前述した塗料溜り12Eを閉塞する塗料受面15Bとなっている。また、蓋部15の外周面15Cは、前端部の外径寸法D4が後端部の外径寸法D5よりも大きな寸法に設定され(D4>D5)、これにより、後側から前側に向け漸次径寸法が大きくなる拡径外周面として形成されている。また、蓋部15の前端部の外径寸法D4は、霧化頭本体12の拡径内周面12F前端部の内径寸法D1よりも小さく設定されている(D1>D4)。さらに、蓋部15の後端部の外径寸法D5はハブ嵌合凹溝13の前側円弧面13Aの位置(即ち、拡径内周面12Fの後端位置)での内径寸法D3よりも小さく設定されている(D3>D5)。
【0051】
一方、塗料受面15Bの中心部には、フィードチューブ4から吐出された塗料の受渡しを円滑にするために後側に突出した円錐状突起15Dが形成されている。ここで、蓋部15の外周面15Cは、霧化頭本体12に取付けられた状態で、内周面12Fとの間に一定の隙間寸法を有し、後述する環状塗料通路20を形成する。
【0052】
16,16,…は蓋部15の軸中心側に設けられた4個のシンナ流出孔で、該各シンナ流出孔16は、塗料受面15B(円錐状突起15D)から前面15Aに亘って穿設されている。そして、シンナ流出孔16は、前面15Aに付着した塗料を洗浄するときに、シンナを塗料受面15Bから前面15A側に供給する通路をなしている。
【0053】
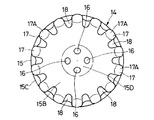
17,17,…は蓋部15の後面外周側に一体的に形成された複数本の脚部(実施例の場合14本)で、該各脚部17は、図8に示すように、1本1本が独立して形成され、かつ周方向に等間隔で、全周に亘って配置されている。また、脚部17は、蓋部15の後面外周側から先端部17Aの方向(軸方向の後側)に離間するに従って径方向外側に向けて拡径する拡径脚部として形成され、その先端部17A位置での最大外径寸法D6は、蓋部15の後端部の外径寸法D5よりも大きく設定されている(D6>D5)。また、脚部17の先端部17Aは、自由端となってハブ嵌合凹溝13にほぼ合致するような球面形状をなしている。
【0054】
また、脚部17の先端部17Aの最大外径寸法D6は、蓋部15の前端部の外径寸法D4と同じ寸法か、または小さな寸法に形成されている(D6≦D4)。さらに、各脚部17(先端部17A位置)の最大外径寸法D6は、ハブ嵌合凹溝13の最大内径寸法D2と同じ寸法か、または僅かに大きな寸法に設定されている(D6≧D2)。
【0055】
そして、各脚部17は、それぞれが独立していることにより、比較的容易に弾性変形することができるから、ハブ嵌合凹溝13に対する着脱作業を容易に行うことができる。しかも、各脚部17の最大外径寸法D6は、ハブ嵌合凹溝13の最大内径寸法D2と同じ寸法か、または僅かに大きな寸法に設定しているから、該各脚部17はハブ嵌合凹溝13に確実に保持されることになる。
【0056】
以上の点から霧化頭本体12の内周面12Fの前端部の内径寸法D1、ハブ嵌合凹溝13の最大内径寸法D2、ハブ嵌合凹溝13の前側円弧面13Aの位置での内径寸法D3と、ハブ部材14の蓋部15の前端部の外径寸法D4、蓋部15の後端部の外径寸法D5、脚部17の先端部17A位置での最大外径寸法D6とは、下記数1の関係にある。
【0057】
【数1】
D1>D2>D3
D4≧D6>D5
D6≧D2
D1>D4
D3>D5
【0058】
18,18,…は蓋部15の後面外周側に各脚部17と交互に形成された複数個(実施例では14個)の切欠溝で、該各切欠溝18は、隣合う各脚部17間に位置してほぼU字形状に形成され、かつ周方向に等間隔で全周に亘って配置されている。そして、切欠溝18は、ハブ部材14の脚部17を霧化頭本体12のハブ嵌合凹溝13に嵌合したときに、該ハブ嵌合凹溝13との間に後述の孔状塗料通路19を形成するものである。
【0059】
19,19,…は霧化頭本体12内にハブ部材14を取付けたときに、該霧化頭本体12のハブ嵌合凹溝13の内周面とハブ部材14の各切欠溝18との間に形成される複数個の孔状塗料通路で、該各孔状塗料通路19は、図3に示すように周方向に等間隔で、全周に亘り、各脚部17と交互に切欠溝18と対応した数だけ独立して多数個列設されている。そして、各孔状塗料通路19は、回転霧化頭11を高速回転し、フィードチューブ4から塗料溜り12Eに塗料を供給したときに、この塗料を後述の環状塗料通路20に向け均一に流通するものである。
【0060】
また、20は霧化頭本体12内にハブ部材14を取付けたときに、該霧化頭本体12の拡径内周面12Fとハブ部材14の蓋部15の外周面15Cとの間に形成される環状塗料通路で、該環状塗料通路20は、図2、図4に示す如く、全周に亘って円環状をなし、内周面12F、外周面15Cにより後側から前側に向けて漸次径寸法が大きくなるように拡径している。これにより、拡径した環状塗料通路20は、霧化頭本体12の拡径内周面12Fと蓋部15の外周面15Cとの間で、塗料を均一に流通することができ、また各面15C、12Fに接触するようにシンナを流通することができる。
【0061】
ここで、環状塗料通路20の幅寸法a(図2中に図示)は、その前端側で下記数2の関係にある。
【0062】
【数2】
a≒(D1−D4)/2
【0063】
本実施の形態による回転霧化頭11は上述の如き構成を有するもので、次に、回転霧化頭11の組立作業、回転霧化頭11による塗装動作および固着した塗料中の顔料等の除去(分解)作業について説明する。
【0064】
最初に、回転霧化頭11の組立作業、即ち霧化頭本体12にハブ部材14を組付ける作業について説明する。
【0065】
まず、霧化頭本体12の塗料溜り12Eを覆うようにハブ部材14をあてがい、該ハブ部材14を塗料溜り12E側に押込むように押圧する。このときに、霧化頭本体12の拡径内周面12Fは、その前端部の内径寸法D1が各脚部17の最大外径寸法D6よりも大きく設定されているから、ハブ部材14を霧化頭本体12の中央に位置決めすることができる。しかも、拡径内周面12Fは、前側から後側に向け漸次径寸法が小さくなっているから、ハブ部材14の各脚部17は、徐々に弾性変形することができ、前側円弧面13Aを乗り越えることによってハブ嵌合凹溝13に容易に嵌合することができる。さらに、脚部17は、1本、1本が独立しているから、比較的容易に撓むことができ、これによってもハブ嵌合凹溝13に容易に嵌合することができる。
【0066】
そして、ハブ嵌合凹溝13に嵌合したハブ部材14の各脚部17は、その最大外径寸法D6がハブ嵌合凹溝13の最大内径寸法D2と同じ寸法か、または僅かに大きな寸法に設定されているから、各脚部17は、ハブ嵌合凹溝13に合致し、確実に保持される。
【0067】
次に、このように組立てられた回転霧化頭11を用いて被塗物に塗料を噴霧する塗装作業について説明する。
【0068】
まず、エアモータ2によって回転軸3と共に回転霧化頭11を高速、例えば3000〜100000rpmで回転駆動する。このときには、回転霧化頭11の霧化頭本体12、ハブ部材14に遠心力が作用するが、該ハブ部材14の各脚部17は、それぞれ独立して形成されており、弾性変形し易くなっているから、霧化頭本体12よりもハブ部材14の各脚部17の方が径方向に大きく広がる。これにより、該各脚部17は、ハブ嵌合凹溝13に強く押付けられるから、ハブ嵌合凹溝13によるハブ部材14の保持状態をより一層高めることができる。
【0069】
そして、フィードチューブ4からハブ部材14の塗料受面15Bに塗料を供給すると、塗料受面15Bに供給された塗料は、遠心力により塗料溜り12Eから各孔状塗料通路19、環状塗料通路20を通って霧化頭本体12の塗料薄膜化面12Cに流出する。このとき、各孔状塗料通路19は、蓋部15の外周側に全周に亘り等間隔で独立して形成されているから、塗料溜り12Eに供給された塗料は、各孔状塗料通路19から均一に流出する。しかも、環状塗料通路20は、ほぼ一定の幅寸法aをもって形成しているから、塗料を全周に亘って均一に流通することができる。これにより、塗料薄膜化面12Cに供給された塗料は、放出端縁12Dから塗料粒子となって噴霧され、被塗物に塗着する。
【0070】
この塗装時に、回転霧化頭11に高電圧発生器(図示せず)から供給される高電圧を印加することにより、霧化頭本体12等の表面を流れる塗料を高電圧に直接的に帯電させることができるから、この帯電塗料を被塗物に向け飛行させて塗着効率を高めることができる。
【0071】
次に、前色の塗装が終了し、次色の塗料に色替を行う場合の色替動作について説明する。
【0072】
まず、塗料の色替を行う場合には、各部に付着している前色の塗料を洗浄する、所謂自動洗浄を行う。この自動洗浄作業では、回転霧化頭11を回転させた状態で、フィードチューブ4の塗料通路4Aにシンナを供給して前色の塗料を排出した後に、シンナ通路4Bから回転霧化頭11に向け洗浄流体となるシンナ等を供給する。このときに、環状塗料通路20は、ほぼ一定の幅寸法aをもって形成し、かつ前側に向け漸次径寸法が大きくなるように拡径して形成しているから、ハブ部材14の外周面15Cにもシンナを供給することができる。
【0073】
これにより、環状塗料通路20を流通するシンナは、霧化頭本体12の拡径内周面12F、ハブ部材14の外周面15Cに付着した前色塗料を効率よく洗浄することができる。また、孔状塗料通路19から流出したシンナは、霧化頭本体12の塗料薄膜化面12C、放出端縁12Dに付着した塗料を洗浄し、シンナ流出孔16から流出したシンナは、ハブ部材14の前面15Aを洗浄することができる。
【0074】
一方、ハブ部材14の切欠溝18、ハブ嵌合凹溝13と各脚部17との間の隙間等に付着した塗料は、前述した自動洗浄作業では除去することができない。このため、ハブ部材14の切欠溝18等には、付着した塗料中に含まれる顔料成分等が徐々に堆積して固着物となる。このため、この固着物は、回転霧化頭11を分解し、この分解状態で除去するようになっている。そこで、回転霧化頭の分解作業、固着物の除去作業について説明する。
【0075】
まず、霧化頭本体12からハブ部材14を取外す場合には、これに先立って回転軸3から回転霧化頭11を取外す。次に、霧化頭本体12の回転軸取付部12A内に棒状の分解用治具(図示せず)を挿入し、該冶具によってハブ部材14を後側から押圧する。このときに、例えば脚部17とハブ嵌合凹溝13との間に塗料中の顔料等が固着物となって固着している場合でも、各脚部17は、独立して形成され、弾性変形し易くなっているから、ハブ部材14は、脚部17を弾性変形させながらハブ嵌合凹溝13から容易に取外すことができる。
【0076】
このようにして霧化頭本体12からハブ部材14を取外した状態では、各孔状塗料通路19は、霧化頭本体12側のハブ嵌合凹溝13とハブ部材14側の切欠溝18とに分割されるから、ブラシ等を用いてハブ嵌合凹溝13、切欠溝18を擦ることにより、固着物を容易に除去することができる。その他にも、洗浄が困難な霧化頭本体12の塗料溜り12E、内周面12F、ハブ部材14の外周面15C、脚部17等の塗料接液部に堆積し固着した固着物を、ハブ嵌合凹溝13、切欠溝18と同様に容易に除去することができる。
【0077】
かくして、本実施の形態によれば、霧化頭本体12は金属材料または硬質な樹脂材料を用いて形成し、ハブ部材14は適度な弾性と撓み性を有する樹脂材料を用いて形成している。また、霧化頭本体12の拡径内周面12Fにはハブ嵌合凹溝13を設け、ハブ部材14には該ハブ嵌合凹溝13に係合、離脱可能に嵌合する脚部17を設けている。これにより、霧化頭本体12にハブ部材14を取付けるときには、霧化頭本体12の内周面12Fにハブ部材14をあてがい、該ハブ部材14を押込むことにより、脚部17を弾性変形させながらハブ嵌合凹溝13内に嵌合することができる。
【0078】
この結果、回転霧化頭11を高速回転させたときには、適度な弾性と撓み性を有する樹脂材料を用いて形成されたハブ部材14は、その脚部17をハブ嵌合凹溝13に強く押付けることができるから、ハブ嵌合凹溝13内での脚部17の保持力を高めることができ、ハブ部材14の脱落事故等を未然に防止して、回転霧化頭11に対する信頼性を向上することができる。また、ハブ部材14の回転バランスを長期に亘って安定させることができる。
【0079】
一方、自動洗浄作業では除去することが困難な、ハブ部材14の切欠溝18、ハブ嵌合凹溝13と各脚部17との間の隙間等に堆積し固着した顔料等の固着物を除去する場合には、分解用治具を用いて霧化頭本体12の回転軸取付部12A側からハブ部材14を押圧することにより、該ハブ部材14を霧化頭本体12から容易に取外すことができる。この状態では、孔状塗料通路19は、霧化頭本体12側のハブ嵌合凹溝13とハブ部材14側の切欠溝18とに分離することができるから、ブラシ等を用いてハブ嵌合凹溝13、切欠溝18を擦ることにより、各部に固着した固着物を容易に除去することができ、作業性を向上することができる。
【0080】
また、環状塗料通路20は、ほぼ一定の幅寸法aをもって形成しているから、塗装を行うときには、塗料を全周に亘って均一に流通することができ、塗装品質を高めることができる。一方、塗料の洗浄を行うときには、霧化頭本体12の内周面12F、ハブ部材14の外周面15Cに付着した塗料をシンナによって効率よく洗浄することができ、洗浄効率を向上することができる。
【0081】
また、ハブ部材14の各脚部17は、それぞれが独立して形成されているから、ハブ嵌合凹溝13に嵌合、離脱するときに容易に弾性変形することができる。これにより、従来技術で述べたように、例えば脚部17とハブ嵌合凹溝13との間の孔状塗料通路19に顔料等の固着物が固着している場合でも、ハブ部材14は、指先の力だけで取外したり、取付けたりすることができ、着脱作業を容易に行うことができる。
【0082】
さらに、ハブ嵌合凹溝13は、拡径内周面12Fとの間の境界部を滑らかな円弧面13A,13Bとしているから、塗料溜り12Eから塗料薄膜化面12Cに向けて流れる塗料は、境界部で飛散することなく、ハブ嵌合凹溝13を円滑に乗り越えることができる。これにより、円弧面13A,13Bは、霧化頭本体12内での塗料の流れをスムーズにして塗装品質を向上することができる。
【0083】
また、後側から前側に向けて径寸法が大きくなる拡径した環状塗料通路20によって、霧化頭本体12の内周面12Fも、後側から前側に向けて拡径した拡径内周面として形成されているから、ハブ部材14を霧化頭本体12に取付けるときに、該ハブ部材14は、霧化頭本体12の中央に位置決めすることができ、取付作業を容易かつ正確に行うことができる。
【0084】
一方、ハブ部材14の各脚部17は、独立形状によって弾性変形し易くなっているから、ハブ部材14を霧化頭本体12と同様の金属材料、硬質な樹脂材料等によって形成した場合でも、各脚部17は、容易に撓むことができ、ハブ嵌合凹溝13内で十分な保持力を得ることができる。
【0085】
なお、実施の形態では、霧化頭本体12とハブ部材14との間には、それぞれ後側から前側に向けて漸次径寸法が大きくなった霧化頭本体12の拡径内周面12Fと蓋部15の外周面15Cとによって拡径した環状塗料通路20を形成した場合を例に挙げて説明した。
【0086】
しかし、本発明はこれに限るものではなく、例えば図9に示す変形例のような回転霧化頭31を用いてもよい。この場合、回転霧化頭31は、回転軸取付部32A、環状隔壁32B、塗料薄膜化面32C、放出端縁32D、塗料溜り32E、内周面32Fからなり、内周面32Fにハブ嵌合凹溝33が設けられた霧化頭本体32と、蓋部35、シンナ流出孔36、脚部37、切欠溝38からなるハブ部材34と、ハブ嵌合凹溝33と切欠溝38との間の孔状塗料通路39とによって大略構成する。そして、ほぼ等しい径寸法をもった均径内周面32Fと蓋部35の外周面35Cとの間には、後側から前側に向けてほぼ等しい径寸法をもった均径な環状塗料通路40を形成する構成としてもよい。
【0087】
従って、この変形例によれば、均径な環状塗料通路40は、孔状塗料通路39を通過した塗料を、塗料薄膜化面32Cに供給することができる。また、シンナ等を供給したときには、環状塗料通路40に付着した塗料を洗浄することができる。
【0088】
また、実施の形態では、ハブ部材14には14本の各脚部17を設けた場合を例に挙げて図示したが、本発明はこれに限らず、脚部17は、ハブ部材14を霧化頭本体12に支持することができる本数、即ち、周方向に3本以上設けられていればよい。そして、脚部17の本数が少ない場合には、孔状塗料通路は周方向に延びるスリット状の長孔となる。
【0089】
一方、実施の形態では、回転霧化頭11の霧化頭本体12を金属材料または導電性の樹脂材料によって形成し、該霧化頭本体12等を介して直接的に塗料を高電圧に帯電させる直接帯電式の回転霧化頭型塗装装置を例に挙げて説明したが、本発明はこれに限らず、例えばカバー1の外周側には外部電極を設け、この外部電極が回転霧化頭11から噴霧された塗料を間接的に高電圧に帯電させる間接帯電式の回転霧化頭型塗装装置に適用してもよい。
【0090】
さらに、実施の形態では、霧化頭本体12をベル形状に形成した場合を例示したが、霧化頭本体は回転軸取付部から放出端縁に向けて徐々に大径となった筒形状に形成してもよい。
【0091】
【発明の効果】
以上詳述した通り、請求項1の発明によれば、霧化頭本体には、塗料溜りと塗料薄膜化面との間の内周面に全周に亘って凹溝状に形成されたハブ嵌合凹溝を設け、ハブ部材は、霧化頭本体の内周面のうち該ハブ嵌合凹溝の前端と塗料薄膜化面との間に位置する部位の内径に比較して小径な円板状体からなる蓋部と、該蓋部から軸方向の後側に延びて設けられ先端部が弾性変形しながら前記ハブ嵌合凹溝に係合、離脱可能に嵌合する複数本の脚部と、隣合う各脚部間に位置して設けられた複数個の切欠溝とにより構成し、ハブ部材の各脚部を前記ハブ嵌合凹溝に嵌合したときには、前記ハブ嵌合凹溝と各切欠溝との間に複数の孔状塗料通路を形成すると共に、霧化頭本体の内周面と蓋部の外周面との間に環状塗料通路を形成する構成としている。
【0092】
従って、霧化頭本体の塗料溜りを覆うようにハブ部材をあてがい、該ハブ部材を霧化頭本体内に押込むことにより、該ハブ部材の各脚部を弾性変形させる。このときに各脚部は、それぞれが独立しているから霧化頭本体の内周面で径方向の内側に比較的容易に弾性変形することができ、ハブ嵌合凹溝で拡径して当該ハブ嵌合凹溝に嵌合することができる。これにより、各脚部は、その弾性力によってハブ部材をハブ嵌合凹溝に係合し、抜止め状態に保持することができる。そして、回転霧化頭を高速回転させたときには、ハブ部材の各脚部は、遠心力によって拡径しようとするから、該各脚部は、ハブ部材を霧化頭本体内に強固に支持することができるから、ハブ部材の脱落事故等を未然に防止して、回転霧化頭に対する信頼性を向上することができる。
【0093】
また、ハブ部材は、ハブ嵌合凹溝に嵌合した状態で、各切欠溝とハブ嵌合凹溝との間に孔状塗料通路を形成すると共に、蓋部の外周面と霧化頭本体の内周面との間に環状塗料通路を形成する構成としている。これにより、塗装を行う場合には、塗料溜りに塗料を供給することにより、この塗料は該塗料溜りから各孔状塗料通路と環状塗料通路を通して塗料薄膜化面に均一に流出させることができ、放出端縁から均一な塗料粒子として飛行させ、被塗物の塗装品質を向上することができる。
【0094】
しかも、各孔状塗料通路、環状塗料通路等に堆積して固着した塗料中の顔料等の固着物を除去する場合には、霧化頭本体の回転軸取付部側からハブ部材の後面を前側に押圧する。これにより、ハブ嵌合凹溝と脚部との隙間に固着物が固着している場合でも、ハブ部材を霧化頭本体内に押込んだときと同様に、各脚部を容易に弾性変形させて、該ハブ部材をハブ嵌合凹溝から取外すことができる。そして、霧化頭本体からハブ部材を取外した状態では、孔状塗料通路は、ハブ部材の切欠溝と霧化頭本体のハブ嵌合凹溝とに分割されるから、ブラシ等を用いて切欠溝、ハブ嵌合凹溝に固着した顔料等の固着物を容易に除去することができ、また、霧化頭本体の内周面、ハブ部材の塗料受面等の塗料接液部に堆積し固着した固着物も容易に除去することができ、作業性を向上することができる。
【0095】
請求項2の発明によれば、各脚部と切欠溝は蓋部の外周側に交互に形成し、各孔状塗料通路は各切欠溝とハブ嵌合凹溝との間に独立して形成する構成としている。これにより、塗料溜りに供給された塗料は各孔状塗料通路から均一に流出し、環状塗料通路に流出するから、均一な塗料粒子として被塗物に塗着することができる。
【0096】
請求項3の発明によれば、環状塗料通路は、霧化頭本体の内周面とハブ部材の蓋部外周面との間に全周に亘って円環状に形成しているので、環状塗料通路は、各孔状塗料通路を通過した塗料を塗料薄膜化面に供給することができる。
【0097】
請求項4の発明によれば、各脚部は、蓋部の位置から先端部の方向に離間するに従って径方向外側に向けて拡径する拡径脚部として形成しているので、ハブ部材を霧化頭本体内に押込んだときには、各脚部は、最も径方向の外側に位置する先端部をハブ嵌合凹溝に確実に嵌合することができる。
【0098】
請求項5の発明によれば、霧化頭本体のハブ嵌合凹溝と内周面との間の境界部は、滑らかな円弧面として形成しているので、塗料等が塗料溜りから塗料薄膜化面に向けてハブ嵌合凹溝を乗り越えるように流れるときに、円弧面はこの塗料等を飛散させることなく、円滑に流通することができ、塗料の供給を安定化させて、塗装品質を向上することができる。
【0099】
請求項6の発明によれば、環状塗料通路は、後側から前側に向けて漸次径寸法が大きくなる環状塗料通路として形成しているので、霧化頭本体の内周面は、後側から前側に向けて拡径する内周面となるから、該拡径内周面は、ハブ部材の脚部を徐々に弾性変形させてハブ嵌合凹溝に容易に嵌合させることができ、組立作業性を向上することができる。また、環状塗料通路は、各孔状塗料通路を通過した塗料を塗料薄膜化面に供給することができる。
【0100】
請求項7の発明によれば、環状塗料通路は、後側から前側に向けてほぼ等しい径寸法をもった環状塗料通路として形成しているので、環状塗料通路は、各孔状塗料通路を通過した塗料を塗料薄膜化面に供給することができ、洗浄流体を供給したときには、環状塗料通路に付着した塗料を洗浄することができる。
【図面の簡単な説明】
【図1】本発明の実施の形態による回転霧化頭を備えた回転霧化頭型塗装装置を示す断面図である。
【図2】図1中の回転霧化頭を拡大して示す拡大断面図である。
【図3】図2中の矢示III−III方向からみた要部拡大断面図である。
【図4】図2中の矢示IV−IV方向からみた要部拡大断面図である。
【図5】霧化頭本体とハブ部材とを分解して示す分解断面図である。
【図6】ハブ嵌合凹溝の近傍を拡大して示す要部拡大断面図である。
【図7】ハブ部材を単体で拡大して示す正面図である。
【図8】ハブ部材を図7中の矢示VIII−VIII方向からみた右側面図である。
【図9】本発明の変形例による回転霧化頭を図2と同様位置からみた拡大断面図である。
【符号の説明】
11,31 回転霧化頭
12,32 霧化頭本体
12A,32A 回転軸取付部
12C,32C 塗料薄膜化面
12D,32D 放出端縁
12E,32E 塗料溜り
12F,32F 内周面
13,33 ハブ嵌合凹溝
13A,13B 円弧面
14,34 ハブ部材
15,35 蓋部
15C,35C 外周面
17,37 脚部
17A 先端部
18,38 切欠溝
19,39 孔状塗料通路
20,40 環状塗料通路[0001]
BACKGROUND OF THE INVENTION
The present invention relates to a rotary atomizing head suitable for use in, for example, a coating machine that coats an object to be coated such as a vehicle body.
[0002]
[Prior art]
In general, when painting on an object to be coated such as a car body of an automobile, a rotary atomizing head type coating apparatus that is advantageous in terms of, for example, the coating efficiency and the coating finish is frequently used. And the rotary atomization head used for this rotary atomization head type coating device is roughly comprised by the atomization head main body and the hub member.
[0003]
For example, in a rotary atomizing head type coating apparatus described in Japanese Patent Application Laid-Open No. 9-234393, the atomizing head body of the rotary atomizing head serves as a rotary shaft attaching portion for attaching the rear end side to the rotary shaft of the air motor. , It is formed in a cylindrical shape or a bell shape from the rotating shaft mounting portion toward the front side. In addition, a paint thinning surface for thinning the paint toward the discharge edge is formed on the front side of the atomizing head body, and a paint reservoir is provided on the back side of the paint thinning surface. . Further, the atomizing head main body is provided with a stepped hub fitting step portion located between the paint thinning surface and the paint reservoir.
[0004]
On the other hand, the hub member of the rotary atomizing head is fitted and attached to the hub fitting step so as to cover the front of the paint reservoir, and on the outer peripheral side of the hub member, the paint supplied to the paint reservoir is provided. A large number of paint outflow holes for allowing the paint to flow out into the coating film thinning surface of the atomizing head main body are formed.
[0005]
Also, an O-ring is fitted on either the inner peripheral surface of the hub fitting step formed on the atomizing head main body or the outer peripheral surface of the hub member, and the hub is fitted by the elastic force of the O-ring. A hub member is attached to the stepped portion so as to be detachably held.
[0006]
Here, when the rotary atomizing head is washed by normal color change or the like, so-called automatic cleaning is performed in which the rotary atomizing head is attached to the coating apparatus while the rotary atomizing head is attached. That is, the automatic cleaning means that a cleaning fluid such as thinner is supplied from a feed tube to a paint reservoir of the atomizing head main body while the rotary atomizing head is rotated at a high speed. The paint adhering to the paint wetted parts such as the front face, the rear face of the hub member, the paint outflow hole, and the paint thinning surface is washed away. However, even if this automatic cleaning is performed, pigment components and the like contained in the coating material adhere to and accumulate on these coating liquid contact portions little by little during painting. For this reason, when a pigment or the like adheres to the paint wetted part, the rotary atomizing head is removed from the rotary shaft, and a fixed object such as a pigment adhered to the paint wetted part manually using a brush or the like. Has been removed.
[0007]
[Problems to be solved by the invention]
By the way, according to the rotary atomizing head described in Japanese Patent Laid-Open No. 9-234393 described above, the hub member is configured to be attached to the hub fitting step portion by using the elastic force of the O-ring and detachably held. In this case, the O-ring has enough elasticity to be easily deformed when pressed. For this reason, when the rotary atomizing head is rotated at a high speed of, for example, 40000 rpm or more, the inner diameter of the O-ring increases due to the centrifugal force acting on the O-ring.
[0008]
On the other hand, the atomizing head main body and the hub member are generally formed using an aluminum alloy, a stainless alloy, a hard resin material, or the like. Therefore, even when the rotary atomizing head is rotated at a high speed and a centrifugal force is applied, the atomizing head main body and the hub member are deformed very small compared to the deformation amount of the O-ring.
[0009]
For these reasons, when the rotary atomizing head is rotated at a high speed, only the O-ring expands in diameter by centrifugal force, so that the O-ring cannot hold the hub member. As a result, there is a problem that the holding force of the hub member by the O-ring is reduced, and there is a possibility that the hub member may rattle in the hub fitting step portion.
[0010]
Further, the O-ring deteriorates and the elastic force decreases when the atomizing head main body and the hub member are repeatedly attached and detached. When the rotary atomizing head is rotated at a high speed in this state, the O-ring cannot reliably support the rotating atomizing head, and the rotational balance of the rotary atomizing head becomes unstable. Furthermore, if the attaching / detaching operation of the atomizing head main body and the hub member is repeated, the O-ring rubs against and damages the mating member, so that there is a problem that frequent replacement is required.
[0011]
In addition, even if the rotary atomizing head is automatically washed by color change or the like, the paint between the hub fitting step of the atomizing head main body and the outer peripheral surface of the hub member is not removed from the paint outflow hole during painting. The pigment in the paint deposits and sticks. Therefore, in order to remove the fixed matter such as pigment stuck to the gap, it is necessary to push the rear part of the hub member and remove the hub member from the atomizing head main body. In such a case, there is a problem that the fixed member such as the pigment is hardened in the gap and acts like a wedge, so that the hub member cannot be easily removed. Moreover, if a strong force is applied to the rear part of the hub member using a hammer or the like to forcefully remove the hub member from the atomizing head body, the hub fitting step of the atomizing head body and the outer peripheral surface of the hub member There is a problem that the mating surface is damaged.
[0012]
On the other hand, the hub member is provided with a large number of paint outflow holes. However, these paint outflow holes are required to uniformly flow out of the paint from the paint reservoir to the surface where the paint film is thinned. Therefore, the diameter of the paint outflow holes is small and a large number are arranged in the circumferential direction. Therefore, when the paint passes through the paint outflow hole, pigment components and the like in the paint adhere to and accumulate on the inner surface of the paint outflow hole, and gradually reduce the diameter of the paint outflow hole.
[0013]
As a result, the diameter size of each paint outflow hole varies depending on the accumulation of paint, so the flow rate of the paint flowing out from each paint outflow hole to the paint thinning surface is not stable. Cannot be uniformly thinned. For this reason, there is a problem in that the coating particles discharged from the discharge edge become uneven, resulting in a decrease in coating quality.
[0014]
In addition, when the diameter of the paint outflow hole is reduced, the paint does not flow out and fills the paint reservoir, so that the paint overflowing from the paint reservoir flows into the gap such as the rotating shaft and adversely affects the air motor. There is.
[0015]
Therefore, in the prior art, a thin rod-like (needle-like) tool made of a metal material is used to pass one of these rods through a number of paint outflow holes, and the paint deposited and fixed in each paint outflow hole is removed. is doing. For this reason, there is a problem that a great amount of labor is required to remove the adhered paint, resulting in a decrease in workability.
[0016]
The present invention has been made in view of the above-described problems of the prior art, and an object of the present invention is to provide a rotary atomizing head in which the atomizing head main body and the hub member can be easily assembled and disassembled. There is.
[0017]
Another object of the present invention is to provide a rotary atomizing head capable of reliably holding the hub member in the hub fitting concave groove even at high speed rotation.
[0018]
Furthermore, another object of the present invention is to provide a rotary atomizing head which can easily remove fixed matters such as pigments in the paint adhering to the paint passage.
[0019]
[Means for Solving the Problems]
The rotary atomizing head according to the present invention is formed in a cylindrical shape or a bell shape, and the rear end side serves as a rotary shaft mounting portion for mounting on the rotary shaft, In front of the inner surface An atomizing head body whose side is a paint thinning surface for thinning the paint toward the discharge edge and whose back side is a paint reservoir, and the atomizing head body so as to cover the front of the paint reservoir Detachable And an attached hub member.
[0020]
In order to solve the above-mentioned problem, the feature of the configuration adopted by the invention of claim 1 of the present invention is that the atomizing head main body is entirely disposed on the inner peripheral surface between the paint reservoir and the paint thinning surface. A hub fitting groove formed in a groove shape over the circumference is provided, and the hub member is an inner peripheral surface of the atomizing head main body. Compared to the inner diameter of the part located between the front end of the hub fitting concave groove and the paint thin film surface A plurality of lids made of a small-diameter disk-like body, and a plurality of fittings that are provided extending from the lid to the rear side in the axial direction and that engage and detachably engage with the hub fitting concave groove while elastically deforming the tip. When the leg portion of the hub member is fitted in the hub fitting concave groove, the hub portion is formed by a leg portion of the book and a plurality of cutout grooves provided between the adjacent leg portions. A plurality of hole paint passages are formed between the fitting concave groove and each notch groove, and an annular paint passage is formed between the inner peripheral surface of the atomizing head main body and the outer peripheral surface of the lid portion. There is.
[0021]
With this configuration, when the hub member is applied so as to cover the paint reservoir of the atomizing head main body and the hub member is pushed into the atomizing head main body, each leg portion of the hub member is independent of each other. Therefore, it is elastically deformed relatively easily inward in the radial direction on the inner peripheral surface of the atomizing head main body, and is expanded in diameter by the hub fitting groove to be fitted into the hub fitting groove. As a result, the hub member is engaged with the hub fitting concave groove by the elastic force of each leg portion and is held in the retaining state. When the rotary atomizing head is rotated at a high speed, each leg portion of the hub member attempts to expand its diameter by centrifugal force, so that it is strongly pressed against the hub fitting concave groove to maintain the holding state of the hub member.
[0022]
In addition, the hub member forms a hole-shaped paint passage between each notch groove and the hub fitting concave groove while being fitted in the hub fitting concave groove. ,fog Inner peripheral surface of the chemical head The part located between the front end of the hub fitting groove and the paint thin film surface When The outer peripheral surface of the lid and Since an annular paint passage is formed between the paint reservoirs, when coating is performed, the paint is supplied to the paint reservoir so that the paint passes through the hole paint passages and the annular paint passage from the paint reservoir. Then flows out as paint particles from the discharge edge and is applied to the object.
[0023]
On the other hand, when removing fixed matters such as pigments in the paint deposited and fixed in each hole paint passage, annular paint passage, etc., the rear surface of the hub member is moved forward from the rotary shaft mounting portion side of the atomizing head main body. Press on. As a result, even when a fixed object is stuck in the gap between the hub fitting concave groove and the leg portion, each leg portion is relatively easy as when the hub member is pushed into the atomizing head main body. Since it is elastically deformed, the hub member can be removed from the hub fitting groove. When the hub member is removed from the atomizing head main body, the hole-shaped paint passage is divided into a notch groove in the hub member and a hub fitting concave groove in the atomizing head main body. Fixed matters such as pigments fixed to the groove and the hub fitting concave groove can be easily removed. In addition, it is possible to easily remove the fixed matter that has accumulated and adhered to the paint wetted parts such as the inner peripheral surface of the atomizing head main body and the paint receiving surface of the hub member.
[0024]
According to the invention of
[0025]
With this configuration, the paint supplied to the paint reservoir uniformly flows out from each hole-shaped paint passage and flows out into the annular paint passage.
[0026]
According to the invention of
[0027]
With this configuration, the paint that has passed through each hole-shaped paint passage flows through the annular paint passage and is supplied to the paint thinning surface.
[0028]
According to the invention of
[0029]
With this configuration, each leg has its distal end positioned on the outermost side in the radial direction. Therefore, when the hub member is pushed into the atomizing head body, the distal end of each leg is It can be securely fitted into the hub fitting groove.
[0030]
According to invention of
[0031]
With this configuration, when the paint flows from the paint reservoir toward the paint thinning surface over the hub fitting groove, the arc surface smoothly circulates without scattering the paint. be able to.
[0032]
According to the invention of claim 6, the annular paint passage is formed as an annular paint passage having a gradually increasing diameter from the rear side toward the front side.
[0033]
By configuring in this way, the inner peripheral surface of the atomizing head main body becomes an inner peripheral surface that expands from the rear side toward the front side. Therefore, when the hub member is assembled to the atomizing head main body, the diameter is increased. The inner peripheral surface can be easily fitted into the hub fitting concave groove by gradually elastically deforming the leg portion of the hub member. In addition, the paint that has passed through each hole-shaped paint passage flows through the annular paint passage and is supplied to the paint thinning surface.
[0034]
According to the seventh aspect of the present invention, the annular paint passage is formed as an annular paint passage having substantially the same diameter from the rear side toward the front side.
[0035]
With this configuration, the paint that has passed through each hole-shaped paint passage flows through the uniform annular paint passage and is supplied to the paint thinning surface.
[0036]
DETAILED DESCRIPTION OF THE INVENTION
Hereinafter, a rotary atomizing head type coating apparatus using a rotary atomizing head according to an embodiment of the present invention will be described in detail with reference to FIGS.
[0037]
Reference numeral 1 denotes a cover of a rotary atomizing head type coating apparatus. The cover 1 is formed in a cylindrical shape, and an
[0038]
[0039]
[0040]
A
[0041]
[0042]
Next,
[0043]
[0044]
The atomizing head
[0045]
On the other hand, the front side of the atomizing head
[0046]
When the paint is supplied to the
[0047]
[0048]
Here, the maximum inner diameter dimension D2 of the hub fitting
[0049]
A
[0050]
15 is a disc-shaped lid portion that forms the main body of the
[0051]
On the other hand, a
[0052]
16, 16,... Are four thinner outflow holes provided on the axial center side of the
[0053]
17, 17,... Are a plurality of leg portions (14 in the case of the embodiment) integrally formed on the outer peripheral side of the rear surface of the
[0054]
Further, the maximum outer diameter D6 of the
[0055]
And since each
[0056]
In view of the above, the inner diameter D1 of the front end portion of the inner
[0057]
[Expression 1]
D1>D2> D3
D4 ≧ D6> D5
D6 ≧ D2
D1> D4
D3> D5
[0058]
18,... Are a plurality of (14 in the embodiment) cutout grooves formed alternately with the
[0059]
19, 19,... Are formed between the inner peripheral surface of the hub fitting
[0060]
Further, 20 is formed between the enlarged inner
[0061]
Here, the width dimension a (illustrated in FIG. 2) of the
[0062]
[Expression 2]
a ≒ (D1-D4) / 2
[0063]
The
[0064]
First, the assembly work of the
[0065]
First, the
[0066]
Each of the
[0067]
Next, a description will be given of a painting operation in which paint is sprayed onto an object to be coated using the
[0068]
First, the
[0069]
When the paint is supplied from the
[0070]
At the time of painting, a high voltage supplied from a high voltage generator (not shown) is applied to the
[0071]
Next, the color change operation in the case where the previous color coating is completed and the next color paint is changed will be described.
[0072]
First, when the color of the paint is changed, so-called automatic washing is performed to wash the paint of the previous color adhering to each part. In this automatic cleaning operation, with the
[0073]
Thereby, the thinner which distribute | circulates the cyclic | annular coating material channel |
[0074]
On the other hand, the paint adhering to the
[0075]
First, when removing the
[0076]
In the state where the
[0077]
Thus, according to the present embodiment, the atomizing head
[0078]
As a result, when the
[0079]
On the other hand, it is difficult to remove by the automatic cleaning operation, and the fixed matter such as the pigment deposited and fixed in the
[0080]
Further, since the
[0081]
Moreover, since each
[0082]
Furthermore, since the hub fitting
[0083]
Further, the inner
[0084]
On the other hand, since each
[0085]
In the embodiment, between the atomizing head
[0086]
However, the present invention is not limited to this. For example, a
[0087]
Therefore, according to this modification, the uniform diameter
[0088]
Further, in the embodiment, the
[0089]
On the other hand, in the embodiment, the atomizing head
[0090]
Furthermore, in the embodiment, the case where the atomizing head
[0091]
【The invention's effect】
As described in detail above, according to the first aspect of the present invention, the atomizing head main body has a hub formed in the shape of a concave groove on the entire inner peripheral surface between the paint reservoir and the paint thinning surface. The fitting groove is provided, and the hub member is the inner peripheral surface of the atomizing head main body. Compared to the inner diameter of the part located between the front end of the hub fitting concave groove and the paint thin film surface A plurality of lids made of a small-diameter disk-like body, and a plurality of fittings that are provided extending from the lid to the rear side in the axial direction and that engage and detachably engage with the hub fitting concave groove while elastically deforming the tip. When the leg portion of the hub member is fitted in the hub fitting concave groove, the hub portion is formed by a leg portion of the book and a plurality of cutout grooves provided between the adjacent leg portions. A plurality of hole-shaped paint passages are formed between the fitting concave grooves and the respective cutout grooves, and an annular paint passage is formed between the inner peripheral surface of the atomizing head main body and the outer peripheral surface of the lid portion. .
[0092]
Therefore, a hub member is applied so as to cover the paint reservoir of the atomizing head main body, and each leg portion of the hub member is elastically deformed by pushing the hub member into the atomizing head main body. At this time, since each leg is independent, it can be elastically deformed relatively easily inward in the radial direction on the inner peripheral surface of the atomizing head main body, and the diameter is increased by the hub fitting concave groove. It can be fitted into the hub fitting groove. Thereby, each leg part can engage a hub member with a hub fitting concave groove with the elastic force, and can hold | maintain it in a retaining state. When the rotary atomizing head is rotated at a high speed, each leg portion of the hub member attempts to expand its diameter by centrifugal force, so that each leg portion firmly supports the hub member in the atomizing head main body. Therefore, it is possible to prevent the hub member from dropping off and improve the reliability of the rotary atomizing head.
[0093]
Further, the hub member is formed in a state where it is fitted in the hub fitting concave groove, and a hole-shaped paint passage is formed between each notch groove and the hub fitting concave groove, and the lid portion Outer peripheral surface An annular paint passage is formed between the inner peripheral surface of the atomizing head main body. Thereby, when painting, by supplying the paint to the paint reservoir, the paint can be uniformly discharged from the paint reservoir to the paint thinning surface through each hole paint passage and the annular paint passage, It is possible to fly as uniform paint particles from the discharge edge and improve the coating quality of the object to be coated.
[0094]
In addition, when removing fixed matters such as pigments in the paint deposited and fixed in each hole paint passage, annular paint passage, etc., the rear surface of the hub member from the rotating shaft mounting portion side of the atomizing head main body to the front side Press on. This makes it easy to elastically deform each leg, even when a fixed object is stuck in the gap between the hub fitting concave groove and the leg, in the same manner as when the hub member is pushed into the atomizing head body. Thus, the hub member can be removed from the hub fitting concave groove. When the hub member is removed from the atomizing head main body, the hole-shaped paint passage is divided into a notch groove in the hub member and a hub fitting concave groove in the atomizing head main body. It is possible to easily remove pigments and other sticking objects stuck to the grooves and hub fitting concave grooves, and to deposit on paint wetted parts such as the inner peripheral surface of the atomizing head body and the paint receiving surface of the hub member. The fixed object that has been fixed can be easily removed, and workability can be improved.
[0095]
According to the invention of
[0096]
According to the invention of
[0097]
According to the invention of
[0098]
According to the invention of
[0099]
According to the invention of claim 6, since the annular paint passage is formed as an annular paint passage whose diameter gradually increases from the rear side to the front side, the inner peripheral surface of the atomizing head main body is from the rear side. Since the inner peripheral surface expands toward the front side, the expanded inner peripheral surface can be easily fitted into the hub fitting concave groove by gradually elastically deforming the leg portion of the hub member. Workability can be improved. Further, the annular paint passage can supply the paint that has passed through each hole-like paint passage to the paint thin film surface.
[0100]
According to the seventh aspect of the present invention, since the annular paint passage is formed as an annular paint passage having substantially the same diameter from the rear side to the front side, the annular paint passage passes through each porous paint passage. The applied paint can be supplied to the paint thinning surface, and when the cleaning fluid is supplied, the paint attached to the annular paint passage can be cleaned.
[Brief description of the drawings]
FIG. 1 is a cross-sectional view showing a rotary atomizing head type coating apparatus provided with a rotary atomizing head according to an embodiment of the present invention.
FIG. 2 is an enlarged cross-sectional view showing a rotary atomizing head in FIG. 1 in an enlarged manner.
3 is an enlarged cross-sectional view of a main part when viewed from the direction of arrows III-III in FIG. 2;
4 is an enlarged cross-sectional view of a main part when viewed from the direction of arrows IV-IV in FIG. 2. FIG.
FIG. 5 is an exploded cross-sectional view showing the atomizing head main body and the hub member in an exploded manner.
FIG. 6 is an enlarged cross-sectional view of a main part showing an enlarged vicinity of a hub fitting concave groove.
FIG. 7 is an enlarged front view showing a hub member as a single unit.
8 is a right side view of the hub member as seen from the direction of arrows VIII-VIII in FIG. 7. FIG.
FIG. 9 is an enlarged cross-sectional view of a rotary atomizing head according to a modification of the present invention as seen from the same position as in FIG.
[Explanation of symbols]
11,31 Rotating atomizing head
12, 32 Atomizing head body
12A, 32A Rotating shaft mounting part
12C, 32C Paint thin film surface
12D, 32D discharge edge
12E, 32E Paint reservoir
12F, 32F Inner peripheral surface
13,33 Hub fitting groove
13A, 13B Arc surface
14, 34 Hub member
15, 35 lid
15C, 35C outer peripheral surface
17, 37 legs
17A Tip
18, 38 Notch groove
19,39 Porous paint passage
20, 40 Annular paint passage
Claims (7)
前記霧化頭本体(12,32)には、前記塗料溜り(12E,32E)と塗料薄膜化面(12C,32C)との間の内周面(12F,32F)に全周に亘って凹溝状に形成されたハブ嵌合凹溝(13,33)を設け、
前記ハブ部材(14,34)は、前記霧化頭本体(12,32)の内周面(12F,32F)のうち該ハブ嵌合凹溝(13,33)の前端と塗料薄膜化面(12C,32C)との間に位置する部位の内径に比較して小径な円板状体からなる蓋部(15,35)と、該蓋部(13,35)から軸方向の後側に延びて設けられ先端部が弾性変形しながら前記ハブ嵌合凹溝(13,33)に係合、離脱可能に嵌合する複数本の脚部(17,37)と、隣合う各脚部(17,37)間に位置して設けられた複数個の切欠溝(18,38)とにより構成し、
前記ハブ部材(14,34)の各脚部(17,37)を前記ハブ嵌合凹溝(13,33)に嵌合したときには、前記ハブ嵌合凹溝(13,33)と各切欠溝(18,38)との間に複数の孔状塗料通路(19,39)を形成すると共に、前記霧化頭本体(12,32)の内周面(12F,32F)と蓋部(15,35)の外周面(15C,35C)との間に環状塗料通路(20,40)を形成する構成としたことを特徴とする回転霧化頭。It is formed in a cylindrical shape or a bell shape, and the rear end side becomes a rotary shaft mounting portion (12A, 32A) for mounting on the rotary shaft, and the front side of the inner peripheral surface (12F, 32F) faces the discharge end edge (12D, 32D) . The atomizing head main body (12 , 32) having a paint thinning surface (12C, 32C) and a paint reservoir (12E, 32E) on the back side , and the paint reservoir (12E, 32E). A rotary atomizing head ( 11, 31 ) comprising a hub member (14, 34) removably attached to the inner peripheral surface (12F, 32F) of the atomizing head main body (12, 32) so as to cover the front of the head. )
The atomizing head main body (12 , 32) is recessed over the entire circumference on the inner peripheral surface (12F, 32F) between the paint reservoir (12E, 32E) and the paint thinning surface (12C, 32C). Provide hub fitting concave grooves (13, 33) formed in a groove shape,
The hub member (14, 34) includes a front end of the hub fitting groove (13, 33) and a paint thinning surface ( of the inner peripheral surface (12F, 32F) of the atomizing head body (12, 32)). 12C, the lid portion comprising a small-diameter disk-shaped member compared to the inner diameter of a portion located between the 32C) and (15, 35), extends behind the lid portion from the (13, 35) in the axial direction a plurality of legs and (17, 37), adjacent each leg distal end portion is provided which fits into engagement detachably the hub fitting groove while being elastically deformed (13, 33) Te (17 , 37) and a plurality of notch grooves (18 , 38) provided between,
Wherein when the leg portions of the hub member (14, 34) and (17, 37) fitted to said hub fitting groove (13, 33), each notched groove and the hub fitting groove (13, 33) (18, 38) and a plurality of porous paint passages (19, 39) are formed between the inner peripheral surface (12F, 32F) of the atomizing head body (12, 32 ) and the lid (15, 35) A rotary atomizing head characterized in that an annular paint passage (20, 40) is formed between the outer peripheral surface (15C, 35C) of 35) .
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001336747A JP3779593B2 (en) | 2000-11-30 | 2001-11-01 | Rotating atomizing head |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000365651 | 2000-11-30 | ||
| JP2000-365651 | 2000-11-30 | ||
| JP2001336747A JP3779593B2 (en) | 2000-11-30 | 2001-11-01 | Rotating atomizing head |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2002224593A JP2002224593A (en) | 2002-08-13 |
| JP3779593B2 true JP3779593B2 (en) | 2006-05-31 |
Family
ID=26604987
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001336747A Expired - Lifetime JP3779593B2 (en) | 2000-11-30 | 2001-11-01 | Rotating atomizing head |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3779593B2 (en) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2005115629A1 (en) * | 2004-05-25 | 2005-12-08 | Trinity Industrial Corporation | Coating machine and rotary atomizing head thereof |
| US10155233B2 (en) * | 2008-04-09 | 2018-12-18 | Carlisle Fluid Technologies, Inc. | Splash plate retention method and apparatus |
| EP2305387B1 (en) * | 2008-06-16 | 2016-08-17 | Abb K.K. | Rotary atomizing head type coating device |
| PL2456565T3 (en) * | 2009-07-24 | 2017-05-31 | Dürr Systems Ag | Rotary atomiser comprising a spraying cup and a securing retention mechanism |
| EP2537593B1 (en) | 2010-01-06 | 2015-03-11 | Ransburg Industrial Finishing KK | Rotary atomizing head for electrostatic coating machine |
| JP5504100B2 (en) | 2010-08-25 | 2014-05-28 | ランズバーグ・インダストリー株式会社 | Rotating atomizing head for electrostatic coating machine |
| JP5861515B2 (en) * | 2012-03-16 | 2016-02-16 | トヨタ車体株式会社 | Rotating atomizing head |
| EP2905082B1 (en) | 2012-10-01 | 2017-11-08 | Nissan Motor Co., Ltd | Bell cup for rotary atomizing type electrostatic coating device |
| JP6113569B2 (en) * | 2013-04-25 | 2017-04-12 | 本田技研工業株式会社 | Rotary atomizing coating equipment |
-
2001
- 2001-11-01 JP JP2001336747A patent/JP3779593B2/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2002224593A (en) | 2002-08-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100470156B1 (en) | Rotary atomizing head | |
| EP3281706B1 (en) | Rotary atomizer head-type coater | |
| JP3779593B2 (en) | Rotating atomizing head | |
| JP5973078B2 (en) | Rotary atomizing head type coating machine | |
| KR100473034B1 (en) | Rotary atomizing head type coater | |
| US9505014B2 (en) | Rotary atomizing head for electrostatic coater | |
| KR20120115536A (en) | Rotary atomizing head for electrostatic coating machine | |
| JP2011516262A (en) | Splash plate holding method and holding device | |
| US6896211B2 (en) | Method and apparatus for reducing coating buildup on feed tubes | |
| JPH09285742A (en) | Rotary-atomizer head type coater | |
| JP5330761B2 (en) | Rotary atomizing head type coating equipment | |
| JP3266531B2 (en) | Rotary atomizing head | |
| JP3548060B2 (en) | Rotary atomizing head | |
| JP3892776B2 (en) | Rotating atomizing head | |
| JP2002186883A (en) | Rotary atomizing head | |
| JP3725819B2 (en) | Rotary atomizing head type coating equipment | |
| JPH07171483A (en) | Rotary atomization electrostatic coating method | |
| JP4235328B2 (en) | Rotary atomizing coating equipment | |
| JPH041663B2 (en) | ||
| JP4709197B2 (en) | Cartridge type coating equipment | |
| JP2988239B2 (en) | Rotary atomizing electrostatic coating equipment | |
| JPH0118203Y2 (en) | ||
| JPS6113100Y2 (en) | ||
| JPS6154249A (en) | Rotary atomizing electrostatic coating device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20050518 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050531 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050719 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20051129 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060119 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20060124 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060228 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060302 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3779593 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100310 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100310 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110310 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110310 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120310 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130310 Year of fee payment: 7 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140310 Year of fee payment: 8 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |