JP3774537B2 - Waste material processing method and waste material processing apparatus for long material cutting device - Google Patents
Waste material processing method and waste material processing apparatus for long material cutting device Download PDFInfo
- Publication number
- JP3774537B2 JP3774537B2 JP08034597A JP8034597A JP3774537B2 JP 3774537 B2 JP3774537 B2 JP 3774537B2 JP 08034597 A JP08034597 A JP 08034597A JP 8034597 A JP8034597 A JP 8034597A JP 3774537 B2 JP3774537 B2 JP 3774537B2
- Authority
- JP
- Japan
- Prior art keywords
- feeder
- waste material
- long
- shaft
- clamp
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images




Landscapes
- Accessories And Tools For Shearing Machines (AREA)
- Unwinding Webs (AREA)
- Winding, Rewinding, Material Storage Devices (AREA)
Description
【0001】
【発明の属する技術分野】
本発明は、鋼帯などの長尺材料を順次所定の長さに切断する長尺材料切断装置から生じる廃材を処理する廃材処理方法、及び該方法を実施するために用いる廃材処理装置に関するものである。
【0002】
【従来の技術】
帯板状の素材板を積層したり、成形したりして特定の製品を製造する場合には、帯状の長尺材料をコイル状に巻回したものからなる材料ロールを用意して、該材料ロールから巻き戻した長尺材料をシヤーに供給し、該シヤーにより材料を所定の切断長に切断することにより得た素材板を順次加工装置に供給するようにしている。
【0003】
また幅寸法や材質が異なる複数種類の素材板を用いる必要がある場合には、異なる種類の長尺材料を巻回した複数の材料ロールを用意して、それぞれのロールから巻き戻した長尺材料をシヤーに供給する。
【0004】
例えば、変圧器用の巻鉄心を製造する場合には、鉄心の断面形状を円形に近づけて鉄心の占積率を高めるために幅寸法が異なる複数種類の鋼帯(長尺材料)を用意して、それぞれの鋼帯を切断して得た鋼板(素材板)を所定の厚みが得られるまで巻回することにより幅寸法が異なる複数種類の積層体を構成し、該複数種類の積層体を積層することにより、断面の輪郭形状が階段状を呈する鉄心を構成している。
【0005】
このように、素材板を加工装置に順次供給して加工する場合には、素材板を連続的に形成することができる長尺材料切断装置を加工装置に組み込むことが必要になる。通常この種の切断装置は、材料ロールから長尺材料を巻き戻すアンコイラと、該アンコイラにより巻き戻された長尺材料を送給するフィーダと、該フィーダにより送給された長尺材料を切断して帯板状の素材板を形成するシヤーとにより構成される。
【0006】
アンコイラは回転自在に支持されたアンコイル軸と、該アンコイル軸に取り付けられたロール保持機構と、アンコイル軸を回転させる駆動機構とを備えていて、アンコイル軸にロール保持機構を介して保持させた材料ロールを回転させることにより該材料ロールから長尺材料を巻き戻す。
【0007】
幅寸法や材質等が異なる複数種類の長尺材料を用いる場合には、材料の種類が異なるごとにいちいち材料ロールを交換するのは面倒であるため、材料送出位置に位置決めすることができるアンコイル軸を複数個備えて、それぞれのアンコイル軸に材料ロールを装着できるようにした多連のアンコイラを用いるのが好ましい。
【0008】
また材料ロールの交換に要する時間が稼働停止時間になるのを防いで生産能率を向上させるためには、使用する長尺材料の種類が1つだけの場合であっても、多連のアンコイラを用いることが好ましい。本出願人は、先に、特願平6−117080号(特開平7−315639号)において、長尺材料を巻き戻すために用いる多連のアンコイラを提案した。この多連のアンコイラは、長尺材料を巻回した材料ロールを保持した状態で垂直方向に伸びる軸線を中心に旋回して材料送出位置に位置決めされるアンコイル軸を複数個備えていて、材料送出位置に位置決めされたアンコイル軸を材料巻き戻し方向に回転させることにより該アンコイル軸に装着された材料ロールから長尺材料を巻き戻すようになっている。
【0009】
【発明が解決しようとする課題】
上記のように、アンコイラから巻き戻した長尺材料を順次シヤーにより切断する長尺材料切断装置においては、材料ロールに巻回されている長尺材料のすべてが巻き戻されて、材料ロールを構成していた長尺材料のテールエンド(長尺材料の最終端末部)がアンコイラから離れた後(材料切れが生じた後)、所定の切断長に達しない材料がフィーダに保持された状態で残る。
【0010】
切断長に達しない状態でフィーダに残った材料は、廃材として処分することが必要であるが、従来は、廃材が生じたときに切断装置の稼働を停止して、フィーダから廃材を取り除く作業を手作業により行っていたため、その作業に時間がかかるのを避けられず、廃材を取り除く作業を行うために生じる稼働停止時間が長くなって、作業能率が低下するという問題があった。
【0011】
本発明の目的は、廃材を除去する際に生じる稼働停止時間を短くすることができるようにした長尺材料切断装置の廃材処理方法、及び該方法を実施するために用いる廃材処理装置を提供することにある。
【0012】
【課題を解決するための手段】
本発明は、長尺材料を巻回した材料ロールを保持した状態で垂直方向に伸びる軸線を中心に旋回して材料送出位置に位置決めされるアンコイル軸を複数個有して、材料送出位置に位置決めされたアンコイル軸を材料巻き戻し方向に回転させることにより該アンコイル軸に装着された材料ロールから長尺材料を巻き戻すアンコイラと、アンコイラにより巻き戻された長尺材料を送給するフィーダと、フィーダにより送給された長尺材料を所定の切断長に切断するシヤーとを備えた長尺材料切断装置において、材料切れが生じた際に生じる廃材を処理する方法に係わるものである。
【0013】
本発明においては、アンコイラの材料送出位置からアンコイル軸の旋回方向に所定の角度離れた位置に廃材排出位置を設定しておき、フィーダが送給している長尺材料のテールエンドが前記アンコイラから外れた後、フィーダに保持されている長尺材料の長さが設定された長さ以下になったことが検出されたときにフィーダの送給方向を反転させて、該フィーダに保持されている長尺材料を廃材としてアンコイラ側に逆送する。そして、逆送されている廃材のシヤー側に向いた先端がフィーダの近傍に設定された設定位置に達した時にフィーダを停止させ、フィーダからアンコイラ側に突出している廃材をアンコイラ側に設けたクランプ具によりクランプして該クランプ具を前記フィーダから離れる方向に移動させることにより前記廃材をフィーダから離脱させる。
【0014】
しかる後、材料送出位置にあるアンコイル軸を廃材をクランプしたクランプ具とともに材料送出位置から廃材排出位置に向けて移動させるとともに、新たな材料ロールを装着したアンコイル軸を材料送出位置に向けて移動させるように、アンコイラにアンコイル軸の旋回動作を行わせる。廃材をクランプしたクランプ具を廃材排出位置でアンクランプ状態にして廃材を排出させる。
【0015】
このような方法により廃材を処理すると、フィーダの逆送動作とクランプ具の移動とにより、廃材を簡単にフィーダから取り除くことができるため、廃材の除去を人手により行う場合に比べて、廃材の除去に要する時間を短縮することができ、作業能率を向上させることができる。
【0016】
上記アンコイラとしては、水平面に沿って放射状に配置されて長尺材料を巻回した材料ロールを保持した状態で垂直方向に伸びる軸線を中心に旋回し得るように設けられた複数のアンコイル軸と、複数のアンコイル軸にそれぞれ対応するように設けられて対応するクランプ軸に保持された材料ロールから巻き戻された長尺材料を上下から挟んでクランプするクランプ具と該クランプ具を対応するアンコイル軸の軸線に対して直角な方向に往復変位させるクランプ具移動機構とを有してアンコイル軸とともに旋回するように設けられた複数の材料受渡し装置と、複数のアンコイル軸と複数の材料受渡し装置とを旋回させて材料送出位置に位置決めする旋回駆動機構と、材料送出位置に位置決めされたアンコイル軸を材料巻き戻し方向に回転させるアンコイル軸駆動機構とを備えて、材料送出位置にあるアンコイル軸に装着された材料ロールから巻き戻された長尺材料を該アンコイル軸に対応する材料受渡し装置のクランプ具の間を通して前方に送出するようにしたものを用いるのが好ましい。
【0017】
このようなアンコイラを用いる場合、本発明に係わる廃材処理装置は、フィーダが送給している長尺材料のテールエンドがアンコイラから外れた後フィーダの入口付近に設定された判定位置を通過したときに、該長尺材料のテールエンドを検出してテールエンド検出信号を出力するテールエンド検出装置と、テールエンド検出装置がテールエンド検出信号を出力した後フィーダに保持されている材料のテールエンドがフィーダの入口に到達する前にフィーダの送給方向を切り換えることにより該材料を廃材として逆送し、逆送された廃材のシヤー側に向いた先端がフィーダとシヤーとの間でかつフィーダに近い位置に設定された設定位置に達した時にフィーダを停止させるようにフィーダを制御するフィーダ制御手段と、逆送されてフィーダからアンコイル側に突出した廃材を材料送出位置にある材料受渡し装置のクランプ具によりクランプするクランプ動作を行わせるクランプ具制御手段と、廃材をクランプしたクランプ具をフィーダから離れる方向に移動させることにより該廃材をフィーダから離脱させる動作を行わせるようにクランプ具移動機構を制御する廃材離脱用クランプ具移動機構制御手段と、廃材がフィーダから離脱したことが確認された後に、廃材をクランプしたクランプ具を材料送出位置から離れた位置に設定された廃材排出位置に向けて移動させるとともに、新たな材料ロールを保持したアンコイル軸を材料送出位置に位置決めするように旋回駆動機構を制御する旋回駆動機構制御手段と、廃材をクランプしたクランプ具が廃材排出位置に達した時に廃材をクランプしているクランプ具をアンクランプ状態にするように制御する廃材排出用クランプ解除手段とにより構成することができる。
【0018】
本発明においては、テールエンド検出装置がテールエンド検出信号を出力した後フィーダに保持されている材料のテールエンドがフィーダの入口に到達する前に(材料の逆送を行うことができなくなる前に)フィーダの送給方向を切り換えるようにすればよい。従って、フィーダの送給方向を切り換えるタイミングは、テールエンド検出信号が発生した時点でもよく、テールエンド検出信号が発生した後、フィーダにより送給されている材料が廃材であると判定された時点でもよい。
【0019】
フィーダにより送給されている材料が廃材であるか否かの判定は、テールエンド検出信号が発生した時点でのフィーダによる材料の送給長(前回の切断が行われた後にフィーダが送給した材料の長さ)と必要な切断長との差を、判定位置とフィーダの入口との間の距離と比較することにより行うことができる。
【0020】
即ち、テールエンド検出信号が発生した時点でのフィーダによる材料の送給長(前回の切断が行われた後にフィーダが送給した材料の長さ)と必要な切断長との差が判定位置とフィーダの入口との間の距離よりも長い時には、テールエンド検出信号が発生した時点で、現在フィーダに保持されている材料の長さが不足していることになるので、テールエンド検出信号が発生した時点で、その材料が廃材であると判定することができる。
【0021】
またテールエンド検出信号が発生した時点でのフィーダによる材料の送給長と必要な切断長との差が、判定位置とフィーダの入口との間の距離よりも短い時には、テールエンド検出信号が発生した後、必要な切断長分の材料の送給が終了した時点で、その時フィーダに保持されている材料を廃材であると判定することができる。
【0022】
上記のように、厳密にいえば、テールエンド検出信号だけでは材料の長さが不足することを検出できないが、判定位置をフィーダの入口に十分近い位置に設定しておけば、便宜上、テールエンド検出信号が発生した時点でのフィーダによる材料の送給長の如何に係わりなく、テールエンド検出信号が発生したときに直ちにフィーダに保持されている材料を廃材であると判定して、該テールエンド検出信号が発生した直後にフィーダによる送給方向を反転させるようにしてもよい。このように構成した場合には、廃材として廃棄する材料が多少多くなるが、廃材の発生を検出する際に面倒な演算を行う必要がないので、制御を簡単にすることができる。
【0023】
上記のように、フィーダの入口の近くに設定した判定位置で長尺材料のテールエンドを検出して、テールエンドが検出された後フィーダにより送給されている材料のテールエンドがフィーダの入口に達する前にフィーダの送給方向を反転させるようにすると、廃材を自動的にアンコイラ側に戻すことができる。
【0024】
また上記のように、逆送された廃材のシヤー側に向いた先端がフィーダの近くに設定された設定位置に達した時に(逆送された材料がフィーダから外れる前に)フィーダの送給を停止させて、アンコイル側のクランプ具により該材料をクランプするようにすると、廃材とする材料を落下させることなくクランプ具により保持させて、廃材排出位置側に移送させることができる。
【0025】
上記廃材排出位置には、廃材排出位置に移動させられた廃材を複数の成形ローラ間に挟んでコイル状に成形する廃材成形装置を設けておくのが好ましい。
【0026】
このような成形装置を設けておくと、廃材をコンパクトな形に成形することができるため、廃材の処理を容易にすることができる。
【0027】
廃材排出位置に移動させられた廃材をコイル状に成形する動作を自動的に行わせるため、廃材をクランプしていたクランプ具がアンクランプ状態にされた際に該クランプ具から離脱した廃材を廃材成形装置の成形ローラ間に向けて搬送する搬送装置を設けておくのが好ましい。この場合、廃材成形装置の起動は、搬送装置が廃材を搬送したことが検出されたときに行わせてもよく、搬送装置が廃材を搬送するよりも前の適当なタイミングで行わせてもよい。例えば、クランプ具が廃材排出位置に到達したことが検出されたときに廃材成形装置を起動させるようにしてもよい。
【0028】
また廃材成形装置を、廃材排出位置に移動させられたクランプ具の前方に位置するように配置しておいて、廃材をクランプしたクランプ具が廃材排出位置に達したときに該クランプ具を廃材成形装置側に前進させて該クランプ具がクランプしている廃材の先端を廃材成形装置に装填する廃材装填動作と、該廃材装填動作が完了したときにクランプ具をアンクランプ状態にするクランプ解除動作とを行わせるようにクランプ具移動機構とクランプ具とを制御する廃材装填用クランプ制御手段と、廃材装填用クランプ制御手段がクランプ具をアンクランプ状態にしたことが確認されたときに廃材成形装置を起動して廃材の成形動作を行わせる廃材成形装置起動手段とを設けることによっても、廃材の成形動作を自動的に行わせることができる。
【0029】
【発明の実施の形態】
図1ないし図3は本発明に係わる廃材処理装置を備えた長尺材料切断装置の構成例を示したもので、図1及び図2はそれぞれ正面図及び平面図、図3は図2のX方向矢視図である。
【0030】
図1及び図2において、1はアンコイラ、2はアンコイラ1により巻き戻された長尺材料3を送給するフィーダ、4はフィーダ2により送給された長尺材料3を切断するシヤー、5は本発明に係わる廃材処理装置である。
【0031】
先ずアンコイラ1の構成を説明すると、図1において10は設置面11上に固定された固定フレームで、固定フレーム10には、垂直方向に伸びる図示しない旋回軸が支持され、該旋回軸に軸受を介して回転体12が回転自在に支持されている。したがって回転体12は、固定フレーム10上で、垂直方向に伸びる軸線の回りを回転することができるようになっている。
【0032】
回転体12の上端には、可動フレーム13が固定され、可動フレーム13には、90度間隔で配置されて水平面に沿って放射状に伸びる4つのアンコイル軸14Aないし14Dが回転自在に支持されている。アンコイル軸14A〜14Dは、それぞれの中心軸線が可動フレーム13の中心軸線上の一点で交わるように配置されていて、それぞれのアンコイル軸の外端部にロール保持機構15A〜15Dが取り付けられている。
【0033】
各ロール保持機構は、図1に示したロール保持機構15Aに見られるように、周方向に等間隔をあけて配置された複数(図示の例では4個)のロール保持部材16と、操作ハンドル17の操作によりロール保持部材16を径方向に沿って変位させる拡縮機構18とを備えた公知のもので、複数のロール保持部材16を材料ロール20の内側に挿入した後、操作ハンドル17を操作してロール保持部材16を径方向の外側に変位させて材料ロール20の内周に密接させることにより、材料ロール20を保持するようになっている。
【0034】
可動フレーム13の上部には、アンコイル軸14A〜14Dを回転駆動する電動機21が取り付けられている。電動機21の回転軸は、可動フレーム13に取り付けられた減速機22の入力軸に連結されている。減速機22は可動フレーム13の中心軸線に沿って下方に伸びる出力軸を有していて、該減速機の出力軸は、アンコイル軸14A〜14Dの近傍にそれぞれのアンコイル軸と平行に配置された動力伝達軸(図示せず。)に、傘歯車を用いた歯車伝達機構を介して連結されている。アンコイル軸14A〜14Dのそれぞれの近傍に配置された動力伝達軸は、アンコイル軸14A〜14Dのそれぞれに対して設けられたクラッチ機構を介してアンコイル軸14A〜14Dに連結されている。電動機21の回転は、減速機と傘歯車を用いた歯車伝達機構とアンコイル軸14A〜14Dにそれぞれ対応する動力伝達軸とクラッチ機構とを介してアンコイル軸14A〜14Dに伝達される。クラッチ機構は、電磁石などを駆動源としたもので、アンコイル軸14A〜14Dに対してそれぞれ設けられたクラッチ機構を電気的に操作することにより、アンコイル軸14A〜14Dへの動力の伝達を入り切りすることができるようになっている。
【0035】
アンコイル軸14A〜14Dにそれぞれ動力を伝達するクラッチ機構は、各アンコイル軸が材料送出位置A(図2参照)に位置決めされて各アンコイル軸に保持された材料ロールの巻き戻しを行う際に「入り」の状態にされ、これにより材料送出位置に位置決めされたアンコイル軸が材料巻き戻し方向に回転駆動される。この例では、電動機21と、該電動機の回転を減速する減速機22と、該減速機22の出力軸の回転をアンコイル軸14A〜14Dにそれぞれ対応する動力伝達軸に伝達する動力伝達機構と、各動力伝達軸と対応するアンコイル軸との間に設けられたクラッチ機構とにより、材料送出位置にあるアンコイル軸を材料巻き戻し方向に回転させるアンコイル軸駆動機構が構成されている。
【0036】
また図示してないが、アンコイル軸14A〜14Dの放射方向の内端部(可動フレーム13内に位置する端部)側には、それぞれのアンコイル軸に固定されたブレーキ板と、電磁石等を駆動源として駆動されて各ブレーキ板に摩擦接触するブレーキシューとを備えたブレーキ機構が設けられ、これらのブレーキ機構によりアンコイル軸14A〜14Dに制動がかけられるようになっている。
【0037】
固定フレーム10には、可動フレーム13を旋回させるための電動機25が取り付けられている。電動機25の出力軸は固定フレーム10内で、減速機構を介して回転体12に連結され、該電動機25の回転により可動フレーム13が回動させられて、アンコイル軸14A〜14Dが垂直方向に伸びる軸線を中心に旋回させられるようになっている。この例では、電動機25と該電動機の出力を回転体12に伝達する機構と、回転体12を設定された位置に停止させるように電動機25を制御する制御装置(図示せず。)とにより、アンコイル軸14A〜14Dを後記するクランプ具とともに旋回させて、各アンコイル軸をフィーダ2の送給方向の後方に設定された材料送出位置Aに位置決めする旋回駆動機構が構成されている。
【0038】
図1において、26は電動機25の回転を回転体12に伝達するための減速機構を覆うカバー、27は電気配線を収容するために回転体12に取り付けられた配線ダクトである。
【0039】
可動フレーム13にはまたアンコイル軸14A〜14Dにそれぞれ対応する流体圧シリンダ30A〜30Dが取り付けられている。これらの流体圧シリンダ30A〜30Dはそれぞれの中心軸線が水平面に沿ってアンコイル軸14A〜14Dと直交する方向に伸びるように設けられていて、流体圧シリンダ30A〜30Dのそれぞれのピストンロッド31の先端にクランプ具保持フレーム32A〜32Dが取り付けられている。クランプ具保持フレーム32A〜32Dは、流体圧シリンダ30A〜30Dの軸線方向に伸びるガイドロッド33aを備えたガイド機構33により、アンコイル軸14A〜14D側に寄った位置に設定された後退位置と、フィーダ2に近い位置に設定された前進位置との間を直線変位し得るように支持されている。
【0040】
クランプ具保持フレーム32A〜32Dは、それぞれが対応する材料ロールから材料を巻き戻してフィーダ2に供給する際に、図2に鎖線で示した32Aのようにフィーダ2に近接した状態になる前進位置に配置され、それぞれが対応する材料ロールが材料の巻き戻しに備えて待機しているときには図2に実線で示したようにアンコイル軸14A〜14D側に寄った位置に設定された後退位置に配置される。
【0041】
クランプ具保持フレーム32A〜32Dのそれぞれには、材料ロール20から巻き戻された長尺材料3に下方から接触して該長尺材料を案内するガイドローラ35と、ガイドローラ35により案内された長尺材料を上下から挟んでクランプするクランプ具36とが取り付けられている。図示のクランプ具36は、クランプ具保持フレームに固定された固定クランプ部材36aと、上下動可能に設けられて固定クランプ部材36aに上方から対向させられた可動クランプ部材36bと、該可動クランプ部材を固定クランプ部材36a側に付勢する流体圧シリンダ36cとを備えていて、固定クランプ部材36aと可動クランプ部材36bとの間に長尺材料3を通した状態で流体圧シリンダ36cにより可動クランプ部材36bを固定クランプ部材36a側に付勢することにより、長尺材料3をクランプするようになっている。
【0042】
流体圧シリンダ30A〜30D及びガイド機構33は、アンコイル軸14A〜14Dにそれぞれロール保持機構を介して保持された材料ロール20から巻き戻された長尺材料3と干渉しない位置(長尺材料の幅方向の一端の側方)に配置されていて、アンコイル軸14A〜14Dにそれぞれ保持された材料ロール20から引き出された長尺材料3は、図1に鎖線で示したように、弛みを持たせた状態で、それぞれのアンコイル軸に対応するクランプ具保持フレーム32A〜32Dにそれぞれ取り付けられたガイドローラ35を経てクランプ具36まで導かれる。クランプ具36の位置まで導かれた長尺材料3は、その先端3aを所定の長さだけクランプ具36から前方に突出させた状態でクランプ具36によりクランプされて、巻き戻しに備えて待機させられる。
【0043】
この例では、流体圧シリンダ30A〜30Dとクランプ具保持フレーム32A〜32Dとにより、各クランプ具を対応するアンコイル軸の軸線に対して直角な方向に往復変位させるクランプ具移動機構が構成され、このクランプ具移動機構とクランプ具36とにより、アンコイル軸14A〜14Dにそれぞれ対応する材料受渡し装置37A〜37Dが構成されている。これらの材料受渡し装置37A〜37Dは、電動機25を駆動源とした前述の旋回駆動機構によりアンコイル軸14A〜14Dとともに旋回させられて、フィーダ2の送給方向の後方に設定された材料送出位置Aに位置決めされる。図1及び図2は、アンコイル軸14A及び材料受渡し装置37Aを材料送出位置Aに位置決めした状態を示している。
【0044】
なお図2においては、図が繁雑になるのを避けるために、ロール保持機構15A〜15Dの詳細な図示を省略している。
【0045】
フィーダ2は、材料送出位置Aに位置決めされたアンコイル軸に相対する位置に配置されるように位置決めされて、加工機側フレーム40に取り付けられている。図示のフィーダ2は、電動機2a(図2参照)により回転駆動される送給ローラ(フィードローラ)2bと、流体圧シリンダ2cにより駆動されて送給ローラ2b側に付勢される加圧ローラ(ピンチローラ)2dとを備えた公知のもので、送給ローラ2bと加圧ローラ2dとの間に長尺材料3を挟んで締め付けた(ピンチした)状態でシヤー4側に送給する。フィーダ2とシヤー4との間には、送給される長尺材料を保持してガイドするガイド板41が配置されている。
【0046】
図1及び図2に示した例では、アンコイル軸14A及び材料受渡し装置37Aが材料送出位置に位置決めされていて、アンコイル軸14A及び14Dにそれぞれロール保持機構15A及び15Dを介して保持されていた材料ロール20がすべて巻き戻されて空になっている。
【0047】
図2に示したように、通常は流体圧シリンダ30A〜30Dのそれぞれのピトスンロッド31が後退させられていて、それぞれの先端に取り付けられたクランプ具保持フレーム32A〜32Dが後退位置に待機させられている。図1及び図2に示したように、材料送出位置(フィーダ2に向けて材料を送出する位置)に位置決めされているアンコイル軸14Aに保持された材料ロール20から長尺材料を巻き戻して切断する際には、フィーダ2の加圧ローラ2dを送給ローラ2bから離してピンチを解除した状態で、流体圧シリンダ30Aのピストンロッドを伸長させてクランプ具保持フレーム32Aを前進位置(図1及び図2に鎖線で示した位置)まで前進させることにより、クランプ具36から突出している長尺材料3の先端3aをフィーダ2の送給ローラ2bと加圧ローラ2dとの間に挿入する。流体圧シリンダ2cが加圧ローラ2dを送給ローラ2b側に付勢して材料3をピンチした後に、クランプ具36がアンクランプ状態にされる。
【0048】
シヤー4は固定刃4aと図示しない駆動機構により駆動される可動刃4bとを備えた公知のもので、フィーダ2の前方に該フィーダとの間に所定の間隔を隔ててた状態で配置されている。
【0049】
フィーダ2は、アンコイラ1から供給される材料3をシヤー4の固定刃4aと可動刃4bとの間を通して送給する。フィーダ2による材料の送給長が所定の切断長に等しくなったときにフィーダ2の送給ローラ2bが停止させられて材料3の送給動作が停止させられる。次いで、シヤーの可動刃4bが下降させられて長尺材料3が切断され、所定の長さを有する素材板が形成される。この素材板は、積層装置などの加工装置に供給される。フィーダ2による材料の送給長の計測は、例えば、送給ローラ2bの回転数を計測することにより行われる。
【0050】
アンコイラ1からフィーダ2に供給される長尺材料3のテールエンドがアンコイラ1から外れたこと(材料ロールの巻き戻しが完了し、材料切れの状態が生じたこと)を検出するため、赤外線などの光を発生する光源50aと該光源が発生する光を検出する光検出器50bとからなる材料切れ検出装置50が設けられている。図示の例では光源50aが加工機側フレーム40のアンコイラ側の面の上部に取り付けられ、光検出器50bはアンコイラ1の固定フレーム10に取り付けられている。光源50a及び光検出器50bはアンコイラ1から巻き戻されてフィーダ2に供給されている長尺材料3を間にして、水平方向に対して傾斜した方向に相対するように設けられている。この材料切れ検出装置50の光検出器50bは、図1に鎖線で示したように長尺材料3のテールエンドが未だアンコイラ1に拘束されている状態(長尺材料の巻き戻しが完了していない状態)にあって、長尺材料3が光源50aと光検出器50bとの間に介在しているとき(光源50aが光検出器50bから遮られているとき)に検出信号の発生を停止しており、長尺材料3のテールエンドがアンコイラ1から外れて、光源50aが発生する光が検出器50bに到達するようになったときに、材料切れが生じたこと(アンコイラから長尺材料のテールエンドが外れたこと)を示す材料切れ検出信号を出力する。
【0051】
この例では、材料切れ検出信号が発生したときに、電動機21を停止させるか、またはそれまで回転していたアンコイル軸に動力を伝達していたクラッチ機構を切ることにより、該アンコイル軸を停止させるとともに、フィーダ2による材料の送給速度を低下させるようにしている。
【0052】
またフィーダ2の近傍には、長尺材料3のテールエンドがアンコイラ1から外れた後、該長尺材料3のテールエンドがフィーダ2の近傍に設定された判定位置Pを通過した際にテールエンド検出信号を発生するテールエンド検出装置51が設けられている。このテールエンド検出装置は、赤外線などの光を発生する光源51aと、該光源51aが発生する光を検出した時にテールエンド検出信号を発生する光検出器51bとからなっていて、図示の例では、フィーダ2よりも上方に位置させた状態で加工機側フレーム40のアンコイラ側の面に後端部が固定された支持アーム52の先端に光源51aが取り付けられ、フィーダ2よりも下方に位置させた状態で加工機側フレーム40に固定された支持具53に光検出器51bが固定されている。
【0053】
図示のテールエンド検出装置51においては、判定位置Pに長尺材料が存在して、光源51aと光検出器51bとの間が遮られているときに光検出器51bが出力を停止しており、長尺材料3のテールエンドが判定位置Pを通過して、光検出器51bが光源51aから発生する光を検出したときにテールエンド検出信号を出力する。
【0054】
また、フィーダ2の前方で、該フィーダ2に近接した位置に設定された設定位置Qには、フィーダ2によりピンチされている長尺材料の先端を検出した時に先端検出信号を出力する先端検出装置54が、ガイド板41を貫通した状態で設けられている。
【0055】
この先端検出装置54は、長尺材料に向けて光を放射する発光器と長尺材料で生じた反射光を受光する受光器とを備えて長尺材料に照射した光の反射光を検出することにより長尺材料の有無を検出する検出器や、長尺材料に接触している時または近接している時にオン状態またはオフ状態にあり、該長尺材料に接触しなくなった時または近接しなくなった時にオフ状態またはオン状態になる検出スイッチ等により構成することができる。またテールエンド検出装置51と同様に、光源と光検出器とを対向させる形式のセンサにより先端検出装置54を構成することもできる。
【0056】
本発明においては、テールエンド検出装置51が出力するテールエンド検出信号と、先端検出装置54が出力する先端検出信号とを入力として、テールエンド検出信号が発生した後フィーダ2に保持されている材料のテールエンドがフィーダ2の入口に到達する前に(テールエンドがシヤー4側に抜ける前に)フィーダ2の送給方向を切り換えることにより材料を廃材としてアンコイラ1側に逆送し、逆送された材料の先端が設定位置Qに達した時にフィーダ2を停止させるようにフィーダを制御するフィーダ制御手段と、逆送された材料を廃材として、アンコイラ1の材料送出位置Aにある材料受渡し装置のクランプ具36に該廃材をクランプするクランプ動作を行わせるクランプ具制御手段と、廃材をクランプしたクランプ具36をフィーダから離れる方向に(アンコイル軸側に)後退させることにより廃材をフィーダから離脱させるようにクランプ具移動機構を制御する廃材離脱用クランプ具移動機構制御手段とを、アンコイラ及びフィーダを制御する制御装置に設けておく。
【0057】
上記制御装置をマイクロコンピュータを用いて構成する場合、上記フィーダ制御手段は、例えば、テールエンド検出装置51が発生するテールエンド検出信号を入力としてフィーダに保持されている材料が廃材であるか否かを判定する廃材判定手段と、該廃材判定手段により廃材であると判定されたときにフィーダ2の送給ローラ2bを駆動する電動機2aの回転方向を反転させる手段と、先端検出信号が発生した時に電動機2aを停止させる手段とにより実現できる。
【0058】
上記廃材判定手段は、前回の切断が行われた後、テールエンド検出信号が発生するまでの間にフィーダ2が既に送給した長尺材料3の長さLx と切断長Lc との差ΔL(=Lc −Lx )を判定位置Aとフィーダ2の入口との間の距離(材料に沿った距離)Lo と比較して、ΔL>Lo であるときに、フィーダに保持されている材料が廃材であると判定する処理をマイクロコンピュータにより行わせることにより実現できる。
【0059】
またΔLの演算を行うことなく、テールエンド検出信号が発生したときに電動機2aを停止させて、その後直ちに該電動機の回転方向を反転させるように上記フィーダ制御手段を構成することもできる。
【0060】
以下の説明では、簡単にするため、テールエンド検出信号が発生したときに、フィーダ2に保持されている材料をそのまま廃材として判定してフィーダの送給方向を反転させるものとする。
【0061】
上記廃材離脱用クランプ具移動機構制御手段は、先端検出信号が発生した時にアンコイラ1の材料送出位置Aにある材料受渡し装置のクランプ具36にクランプ指令を与えて該廃材をクランプするクランプ動作を行わせる手段と、該廃材をクランプしたクランプ具36をフィーダから離れる方向に(アンコイル軸側に)後退させるようにクランプ具移動機構を駆動する手段とにより実現できる。
【0062】
本発明においては、アンコイラの材料送出位置Aから所定の角度離れた位置に廃材排出位置B(図2参照)を設定し、クランプ具36を移動させて廃材をフィーダ2から離脱させた後に、アンコイラの旋回駆動機構を動作させて廃材をクランプしたクランプ具36を廃材排出位置Bまで移動させる。
【0063】
これらの動作を行わせるため、廃材がフィーダから離脱したことが確認された後に廃材をクランプしたクランプ具を材料送出位置から離れた位置に設定された廃材排出位置に向けて移動させるとともに、新たな材料ロールを保持したアンコイル軸を材料送出位置に位置決めするように旋回駆動機構を制御する旋回駆動機構制御手段と、廃材をクランプしたクランプ具が廃材排出位置に達した時に該廃材をクランプしているクランプ具をアンクランプ状態にするように制御する廃材排出用クランプ解除手段とをアンコイラとフィーダとを制御する制御装置に設けておく。
【0064】
図示の例では、図2に示すように、材料排出位置Aから90度離れた位置に廃材排出位置Bが設定され、この廃材排出位置Bには、該廃材排出位置に位置決めされた材料受渡し装置のクランプ具36から解放されて落下した廃材を受け取って廃材処理スペース側に移動させる搬送装置61と、搬送装置61により搬送された廃材をコイル状に成形する廃材成形装置62とが配置されている。
【0065】
図示の搬送装置61は、断面がコの字形を呈するように形成された樋形のシュートからなっていて、材料排出位置Bに位置決めされたクランプ具36の下方に傾斜した状態で配置されている。
【0066】
また廃材成形装置62は、電動機62aと、電動機62aにより回転駆動される金属製の第1の成形ローラ62bと、金属ローラの外周をウレタンゴム層により被覆した構造を有して第1の成形ローラ62bと平行に、かつ該第1の成形ローラに対して変位可能な状態で支持された第2の成形ローラ62cと、第2の成形ローラ62cを第1の成形ローラ62bに向けて付勢するバネやシリンダ等の付勢手段とを、架台62dの上に支持されたフレームに取り付けたものである。この廃材成形装置においては、廃材を装填する際に、第2の成形ローラ62cを第1の成形ローラ62bから引き離して、両成形ローラの間に廃材装填用の隙間を形成することができるようになっている。図3に示した例では、搬送装置61を構成するシュート内を滑落してきた廃材(金属板)が第1及び第2の成形ローラ62b及び62cの間に形成された廃材装填用の隙間に受け入れられるように、廃材成形装置62と搬送装置61との間の位置関係が設定されている。
【0067】
上記の廃材成形装置62においては、第2の成形ローラ62cの表面層がウレタンゴムからなっていて弾力性を有するため、第1の成形ローラ62bは、その一部が第2の成形ローラ62cの表面層に食い込んだ状態で回転する。したがって、第1及び第2の成形ローラ62b及び62cの間に供給された廃材(金属板)は、第1の成形ローラ62bにより湾曲させられた第2の成形ローラ62cの外周面にほぼ沿うように曲げられて、図3に符号80´で示したようにコンパクトなコイル状の形状に成形される。
【0068】
廃材成形装置62の電動機62aは、第1及び第2の成形ローラ62b及び62cの間に廃材を受け入れたことが確認されたときに起動するタイマにより制御されて、設定された一定時間の間駆動される。このタイマの設定時間は、廃材をコイル状に成形するために必要にして十分な長さに設定される。
【0069】
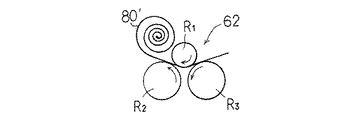
なお廃材成形装置62は、必ずしも表面が金属からなる第1の成形ローラ62bと表面がゴムで被覆された第2の成形ローラ62cとの2つのローラからなっている必要はない。例えば、図4に示すように、3つの成形ローラR1 〜R3 の間に廃材を通すことによりコイル状に成形するようにした廃材成形装置62を用いてもよい。
【0070】
次に上記の長尺材料切断装置の動作を、廃材処理装置の動作とともに説明する。長尺材料を切断して加工機に素材板を供給する際には、先ずアンコイラ1の電動機25を駆動することにより可動フレーム13を旋回させて、図1に示すように、所定のアンコイル軸に保持された材料ロール、例えばアンコイル軸14Aに保持された材料ロール20をフィーダ2の入口に相対する材料送出位置に位置決めする。次いで流体圧シリンダ30Aを駆動してクランプ具保持フレーム32Aを図1に実線で示した後退位置から図1に鎖線で示した前進位置まで移動させ、フィーダ2の入口に近接させた位置でクランプ具保持フレーム32Aを停止させると同時に、長尺材料3の先端をフィーダ2の送給ローラ2bと加圧ローラ2dとの間に挿入する。次いでクランプ具36によるクランプを解除し、巻き戻しを行う材料ロールを保持したアンコイル軸14Aを回転させることにより、材料ロール1Aを巻き戻し方向に回転させながら送給ローラ2bを駆動して長尺材料3をシヤー4側に送給する。このとき、長尺材料を巻き戻す材料ロール以外のロールが保持されたアンコイル軸14B〜14Dに電動機21の動力が伝達されないように、それぞれのアンコイル軸への動力の伝達を断続するクラッチ機構を切っておく。
【0071】
送給ローラ2bの回転数から検出した長尺材料の送給長が所定の切断長に達したときにフィーダ2の送給ローラ2bを停止させるとともに、アンコイル軸14Aを停止させ、シヤー4により長尺材料を切断して所定の長さを有する素材板を得る。シヤー4による切断が完了した後、アンコイル軸14A及びフィーダ2の送給ローラ2bを再起動させ、長尺材料の送給を再開させる。これらの動作を繰り返すことにより、所定の長さを有する素材板を図示しない加工機に順次供給する。素材板の形成が進み、長尺材料3のテールエンド(最終端末部)がアンコイラ1から外れると、材料切れ検出装置50が材料切れ検出信号を発生する。材料切れ検出信号が発生すると、アンコイル軸14Aが停止させられると同時に、フィーダ2の送給速度が低下させられる。
【0072】
テールエンド検出装置51が長尺材料3のテールエンドを検出したときに、フィーダ2の送給動作を停止させ、電動機2aを逆転させて、フィーダ2の送給方向を反転させ、フィーダ2が保持している材料を廃材としてアンコイラ側に逆送する。
【0073】
逆送されている廃材のシヤー4側に向いた先端が先端検出装置54が設けられた位置(設定位置)に達して、該先端検出装置が先端検出信号を発生したときにフィーダ2の送給動作を停止させる。
【0074】
また先端検出信号が発生したときに、材料送出位置Aにある材料受渡し装置37Aのクランプ具36により、逆送されてフィーダ2からアンコイラ側に突出した状態にある廃材をクランプする。廃材がクランプされたことが検出された後、シリンダ30Aのピストンロッド31を、設定位置Qとフィーダ2の入口との間の距離よりも長く設定された設定距離Lo だけ後退させて、クランプ具36をアンコイル軸14A側に設定距離Lo だけ後退させ、クランプ具36によりクランプされている廃材の先端をフィーダ2から離脱させる。このようにしてクランプ具36によりクランプされている廃材の先端をフィーダ2から離脱させた後、電動機25を駆動して可動フレーム13を回動させることによりアンコイル軸14A〜14Dを材料受渡し装置37A〜37Dとともに旋回させる。これにより廃材をクランプしたクランプ具36を廃材排出位置Bに向けて移動させるとともに、次に巻き戻しを行う材料ロールを保持したアンコイル軸14B及び材料受渡し装置37Bを材料送出位置Aに向けて移動させる。
【0075】
廃材をクランプしたクランプ具36が廃材排出位置Bに到達し、アンコイル軸14B及び材料受渡し装置37Bが材料送出位置Aに達した時に電動機25を停止させる。このとき廃材は図3に符号80で示したように、その大部分がアンコイル軸14A側に垂れ下がった状態にある。電動機25を停止させた後、材料排出位置Bにあるクランプ具36をアンクランプ状態にして該クランプ具によりクランプされていた廃材80を搬送装置61を構成するシュート内に落下させ、該廃材80をシュートに沿って滑落させて、その端部を廃材成形装置62の成形ローラ62b,62cの間に装填する。廃材80の端部を成形ローラ62b及び62cの間に装填する際には、成形ローラ62cを成形ローラ62bから引き離して両成形ローラの間に廃材装填用の隙間を形成しておく。成形ローラ62b,62cの間に廃材の端部が装填された後、成形ローラ62cを成形ローラ62b側に付勢するとともに、電動機62aを起動して成形ローラ62bを回転させることにより、成形ローラ62b,62cの間に廃材を通して、該廃材を図3に符号80´で示したようにコイル状に成形する。
【0076】
上記の例では、廃材成形装置62を廃材排出位置にあるクランプ具36よりも下方に位置させた状態で設けたが、図5に示すように、廃材成形装置62を、廃材排出位置に移動させられたクランプ具36の前方に位置させるように配置することもできる。この場合には、廃材成形装置62を支持する架台63を設けて、該架台の高さを適当な値に設定することにより、成形ローラ62cを成形ローラ62bから引き離して両成形ローラの間に廃材装填用の隙間を形成した際に、該隙間が廃材排出位置にあるクランプ具36によりクランプされている廃材80の先端の延長上に位置するようにしておく。
【0077】
このように廃材成形装置を配置する場合には、廃材80をクランプしたクランプ具36が廃材排出位置に達したときに該クランプ具36を廃材成形装置62側に前進させてクランプ具36がクランプしている廃材80の先端を廃材成形装置62に装填する廃材装填動作と、該廃材装填動作が完了したときにクランプ具36をアンクランプ状態にするクランプ解除動作とを行わせるように、クランプ具移動機構とクランプ具とを制御する廃材装填用クランプ制御手段と、該廃材装填用クランプ制御手段がクランプ具をアンクランプ状態にしたことが確認されたときに廃材成形装置を起動して廃材の成形動作を行わせる廃材成形装置起動手段とを、アンコイラ1とフィーダ2とを制御する制御装置に設けておく。廃材の先端を廃材成形装置62に装填する際には、廃材成形装置62の成形ローラ62cを成形ローラ62bから引き離して両成形ローラの間に隙間を形成しておき、廃材の先端が装填されたことが検出された後に成形ローラ62cを成形ローラ62bに対して加圧する。
【0078】
このように構成すると、廃材80を廃材排出位置Bに移動させた後、クランプ具36を廃材成形装置62側に移動させることにより、廃材80の先端を成形装置62に装填することができるため、図3に示したような搬送装置61を設けることなく、廃材の成形を行うことができる。
【0079】
上記の例では、廃材排出位置Bに廃材成形装置62を配置して、廃材をコンパクトな形に成形するようにしているが、この成形装置は必ずしも設けなくてもよい。また廃材成形装置62は、廃材をコイル状に成形するものに限られるものではなく、例えば、廃材を折り畳むようにしたものでもよい。また廃材成形装置に代えて、廃材を細く裁断する裁断装置を設けるようにしてもよい。
【0080】
【発明の効果】
以上のように、本発明によれば、フィーダの近傍に設定した判定位置で長尺材料のテールエンドを検出した後該長尺材料がフィーダの入口に達する前にフィーダの送給方向を反転させて該フィーダが保持している材料を廃材としてアンコイル側に逆送し、廃材のシヤー側の先端がフィーダの近くに設定された設定位置に達した時にアンコイル軸側に設けたクランプ具により廃材をクランプしてフィーダから引き出した後、廃材をクランプしたクランプ具を廃材排出位置まで移動させて、該廃材排出位置で廃材を排出するようにしたので、新たな材料ロールを材料送出位置に位置決めする動作を行わせる過程で、人手を介することなく廃材を自動的に除去することができる。従って、廃材を除去する作業に要する時間を短縮して廃材を除去する際に生じる稼働停止時間を短縮することができ、作業能率を高めることができる。
【0081】
特に本発明においては、材料排出位置から離れた位置に廃材排出位置を設定するので、材料排出位置の近傍に廃材を収集するスペースを確保できない場合でも、廃材の処理を容易に行わせることができる。
【図面の簡単な説明】
【図1】本発明に係わる廃材処理装置を設ける長尺材料切断装置の構成例を示した正面図である。
【図2】図1の平面図である。
【図3】本発明に係わる廃材処理装置の廃材排出位置付近における構成の一例を図2のX方向から見て示した要部側面図である。
【図4】廃材成形装置の変形例を示した説明図である。
【図5】本発明に係わる廃材処理装置の廃材排出位置付近における構成の変形例を図2のX方向から見て示した要部側面図である。
【符号の説明】
1 アンコイラ
2 フィーダ
3 長尺材料
4 シヤー
14A〜14D アンコイル軸
50 材料切れ検出装置
51 テールエンド検出装置
54 先端検出装置
62 廃材成形装置[0001]
BACKGROUND OF THE INVENTION
The present invention relates to a waste material processing method for processing waste material generated from a long material cutting device that sequentially cuts a long material such as a steel strip into a predetermined length, and a waste material processing device used for carrying out the method. is there.
[0002]
[Prior art]
When a specific product is manufactured by laminating or forming a strip-shaped material plate, a material roll made of a strip-shaped long material wound in a coil shape is prepared, and the material A long material unwound from a roll is supplied to a shear, and a raw material plate obtained by cutting the material into a predetermined cutting length by the shear is sequentially supplied to a processing apparatus.
[0003]
Also, when it is necessary to use multiple types of material plates with different width dimensions and materials, prepare multiple material rolls wound with different types of long materials, and rewind them from each roll. To the shear.
[0004]
For example, when manufacturing a wound core for a transformer, prepare multiple types of steel strips (long materials) with different width dimensions in order to increase the space factor of the core by making the cross-sectional shape of the core close to a circle. A plurality of types of laminates having different width dimensions are formed by winding a steel plate (material plate) obtained by cutting each steel strip until a predetermined thickness is obtained, and the plurality of types of laminates are laminated. By doing so, an iron core having a stepped contour is formed.
[0005]
As described above, when the raw material plates are sequentially supplied to the processing apparatus and processed, it is necessary to incorporate a long material cutting device capable of continuously forming the raw material plate into the processing apparatus. Usually, this type of cutting device cuts the uncoiler that rewinds the long material from the material roll, the feeder that feeds the long material that has been unwound by the uncoiler, and the long material that is fed by the feeder. And a shear for forming a strip-shaped material plate.
[0006]
The uncoiler includes an uncoiled shaft that is rotatably supported, a roll holding mechanism that is attached to the uncoiled shaft, and a drive mechanism that rotates the uncoiled shaft, and is a material that is held on the uncoiled shaft via the roll holding mechanism. The long material is rewound from the material roll by rotating the roll.
[0007]
When using multiple types of long materials with different width dimensions, materials, etc., it is cumbersome to replace the material roll for each different material type, so the uncoiled shaft can be positioned at the material delivery position. It is preferable to use a plurality of uncoilers, each of which has a plurality of slabs, so that a material roll can be mounted on each uncoil shaft.
[0008]
In addition, in order to prevent the time required for material roll replacement from becoming the operation stop time and improve the production efficiency, even if only one type of long material is used, multiple uncoilers are used. It is preferable to use it. The present applicant has previously proposed a multiple uncoiler used in Japanese Patent Application No. 6-117080 (Japanese Patent Laid-Open No. 7-315639) for rewinding a long material. This multiple uncoiler is provided with a plurality of uncoiled shafts that are rotated around an axis extending in the vertical direction while holding a material roll wound with a long material and positioned at a material delivery position. The long material is rewound from the material roll mounted on the uncoil shaft by rotating the uncoil shaft positioned at a position in the material rewind direction.
[0009]
[Problems to be solved by the invention]
As described above, in the long material cutting device that sequentially cuts the long material unwound from the uncoiler by the shear, all the long material wound around the material roll is rewound to constitute the material roll After the tail end of the long material (the final end of the long material) is separated from the uncoiler (after the material is cut), the material that does not reach the predetermined cutting length remains held in the feeder. .
[0010]
The material remaining in the feeder without reaching the cutting length needs to be disposed of as waste material.However, conventionally, when the waste material is generated, the operation of the cutting device is stopped and the waste material is removed from the feeder. Since the operation is performed manually, it is inevitable that the operation takes time, and there is a problem that the operation stoppage time required for performing the operation of removing the waste becomes long and the work efficiency is lowered.
[0011]
An object of the present invention is to provide a waste material processing method for a long material cutting apparatus capable of shortening the operation stop time generated when removing the waste material, and a waste material processing apparatus used for carrying out the method. There is.
[0012]
[Means for Solving the Problems]
The present invention has a plurality of uncoiled shafts which are pivoted around an axis extending in the vertical direction while holding a material roll wound with a long material and positioned at the material delivery position, and are positioned at the material delivery position. An uncoiler that rewinds a long material from a material roll attached to the uncoil shaft by rotating the uncoiled shaft that is unwound in the material rewind direction, a feeder that feeds the long material unwound by the uncoiler, and a feeder The present invention relates to a method for treating a waste material generated when a material shortage occurs in a long material cutting apparatus including a shear that cuts a long material fed by a predetermined cutting length.
[0013]
In the present invention, the waste material discharge position is set at a position away from the material delivery position of the uncoiler by a predetermined angle in the turning direction of the uncoil shaft, and the tail end of the long material fed by the feeder is separated from the uncoiler. When it is detected that the length of the long material held in the feeder has become equal to or less than the set length after being detached, the feeding direction of the feeder is reversed and held in the feeder. The long material is sent back to the uncoiler as waste. Then, when the tip of the waste material being fed back facing the shear side reaches the set position set near the feeder, the feeder is stopped, and the waste material protruding from the feeder to the uncoiler side is provided on the uncoiler side The waste material is detached from the feeder by clamping with a tool and moving the clamp tool in a direction away from the feeder.
[0014]
After that, the uncoil shaft at the material delivery position is moved from the material delivery position to the waste material discharge position together with the clamp that clamps the waste material, and the uncoil shaft equipped with a new material roll is moved toward the material delivery position. In this way, the uncoiler is caused to rotate the uncoiled shaft. The clamp that clamps the waste material is unclamped at the waste material discharge position to discharge the waste material.
[0015]
When waste material is processed in this way, waste material can be easily removed from the feeder by the reverse feeding operation of the feeder and the movement of the clamp tool. Time can be shortened, and work efficiency can be improved.
[0016]
As the uncoiler, a plurality of uncoiled shafts provided so as to be able to turn around an axis extending in the vertical direction while holding a material roll that is radially arranged along a horizontal plane and wound with a long material, and Clamping tools that are provided so as to correspond to a plurality of uncoiled shafts and clamp a long material unwound from a material roll held on the corresponding clamp shafts from above and below, and the corresponding uncoiled shafts of the uncoiled shafts. A plurality of material delivery devices that have a clamp tool moving mechanism that reciprocally displaces in a direction perpendicular to the axis, and that is provided to turn together with the uncoil shaft; and a plurality of uncoil shafts and a plurality of material delivery devices that swivel The rotation drive mechanism for positioning at the material delivery position and the uncoiled shaft positioned at the material delivery position rotating in the material unwinding direction. An uncoiled shaft drive mechanism, and forwards the long material unwound from the material roll mounted on the uncoiled shaft at the material delivery position through the clamp of the material delivery device corresponding to the uncoiled shaft. It is preferable to use what was made.
[0017]
When such an uncoiler is used, the waste material processing apparatus according to the present invention is used when the tail end of the long material fed by the feeder passes the judgment position set in the vicinity of the feeder inlet after being detached from the uncoiler. A tail end detection device for detecting the tail end of the long material and outputting a tail end detection signal; and a tail end of the material held in the feeder after the tail end detection device outputs the tail end detection signal. By switching the feeding direction of the feeder before reaching the inlet of the feeder, the material is reversely fed as waste material, and the tip of the reversely fed waste material facing the shear side is between the feeder and the shear and close to the feeder Feeder control means for controlling the feeder to stop the feeder when the set position set in the position is reached, and the reversely fed feeder Clamp tool controlling means for clamping the waste material protruding toward the uncoiled side by the clamp tool of the material delivery device at the material delivery position, and moving the clamp tool clamping the waste material away from the feeder. A clamp tool moving mechanism control means for controlling the clamp tool moving mechanism so as to cause the scrap material to be released from the feeder, and a clamp tool that clamps the waste material after confirming that the scrap material has been released from the feeder. A turning drive mechanism control means for controlling the turning drive mechanism to move the uncoiled shaft holding the new material roll to the material delivery position while moving the waste material toward the waste material discharge position set at a position away from the material delivery position. When the clamp that clamps the waste material reaches the waste material discharge position, The clamp fixtures are then amplifier can be constituted by a waste discharge clamp releasing means for controlling to the unclamped state.
[0018]
In the present invention, after the tail end detection device outputs the tail end detection signal, before the tail end of the material held in the feeder reaches the inlet of the feeder (before the material can not be fed backward). ) The feeding direction of the feeder may be switched. Therefore, the timing of switching the feeding direction of the feeder may be at the time when the tail end detection signal is generated, or even when the material fed by the feeder is determined to be waste after the tail end detection signal is generated. Good.
[0019]
Whether the material being fed by the feeder is waste or not is determined by the feed length of the material by the feeder at the time when the tail end detection signal is generated (the feeder was fed after the previous cutting was performed) The difference between the material length) and the required cutting length can be made by comparing the distance between the determination position and the feeder inlet.
[0020]
That is, the difference between the feed length of the material by the feeder at the time when the tail end detection signal is generated (the length of the material fed by the feeder after the previous cutting is performed) and the necessary cutting length is the judgment position. When the distance to the feeder inlet is longer, the tail end detection signal is generated because the material currently held in the feeder is insufficient when the tail end detection signal is generated. At that time, it can be determined that the material is waste.
[0021]
The tail end detection signal is generated when the difference between the feed length of the material by the feeder at the time the tail end detection signal is generated and the required cutting length is shorter than the distance between the judgment position and the feeder inlet. After that, when the feeding of the material for the necessary cutting length is completed, it can be determined that the material held at that time in the feeder is a waste material.
[0022]
Strictly speaking, the tail end detection signal alone cannot detect that the material length is insufficient as described above. However, if the judgment position is set sufficiently close to the feeder inlet, the tail end is set for convenience. Regardless of the feed length of the material by the feeder at the time when the detection signal is generated, the material held in the feeder immediately after the tail end detection signal is generated is determined to be waste material, and the tail end is determined. The feeding direction by the feeder may be reversed immediately after the detection signal is generated. In the case of such a configuration, the amount of material discarded as waste material is somewhat increased, but it is not necessary to perform troublesome calculation when detecting the occurrence of waste material, so that control can be simplified.
[0023]
As described above, the tail end of the long material is detected at the judgment position set near the feeder inlet, and the tail end of the material fed by the feeder is detected at the feeder inlet after the tail end is detected. If the feeding direction of the feeder is reversed before it reaches, the waste material can be automatically returned to the uncoiler side.
[0024]
Also, as described above, when the tip of the waste material that has been fed back facing the shear side reaches the set position that is set near the feeder (before the fed material is removed from the feeder), the feeder is fed. When the material is clamped by the uncoiled clamping tool after being stopped, the waste material can be held by the clamping tool without being dropped and transferred to the waste material discharge position side.
[0025]
It is preferable to provide a waste material forming apparatus for forming the waste material, which has been moved to the waste material discharge position, in a coil shape by sandwiching it between a plurality of forming rollers.
[0026]
If such a molding apparatus is provided, the waste material can be molded into a compact shape, so that the waste material can be easily treated.
[0027]
In order to automatically perform the operation of forming the waste material that has been moved to the waste material discharge position into a coil shape, the waste material that has been detached from the clamp tool when the clamp tool that clamps the waste material is placed in an unclamped state is discarded. It is preferable to provide a conveying device that conveys between the molding rollers of the molding device. In this case, activation of the waste material forming device may be performed when it is detected that the transport device transports the waste material, or may be performed at an appropriate timing before the transport device transports the waste material. . For example, the waste material forming apparatus may be activated when it is detected that the clamp tool has reached the waste material discharge position.
[0028]
In addition, the waste material forming device is placed in front of the clamp tool moved to the waste material discharge position, and when the clamp tool that clamps the waste material reaches the waste material discharge position, the clamp tool is formed into the waste material. A waste material loading operation in which the tip of the waste material clamped by the clamp tool by being advanced to the apparatus side is loaded into the waste material molding apparatus, and a clamp release operation for bringing the clamp tool into an unclamped state when the waste material loading operation is completed The waste material loading clamp control means for controlling the clamp tool moving mechanism and the clamp tool so as to perform the operation, and when it is confirmed that the waste material loading clamp control means has put the clamp tool in an unclamped state, The waste material forming operation can also be automatically performed by providing the waste material forming apparatus starting means that starts and performs the waste material forming operation.
[0029]
DETAILED DESCRIPTION OF THE INVENTION
1 to 3 show a configuration example of a long material cutting apparatus equipped with a waste material processing apparatus according to the present invention. FIGS. 1 and 2 are a front view and a plan view, respectively, and FIG. FIG.
[0030]
1 and 2, 1 is an uncoiler, 2 is a feeder for feeding the
[0031]
First, the structure of the uncoiler 1 will be described. In FIG. 1,
[0032]
A
[0033]
As shown in the
[0034]
An
[0035]
The clutch mechanism that transmits power to each of the
[0036]
Although not shown, on the radially inner end portions (end portions located in the movable frame 13) of the
[0037]
An
[0038]
In FIG. 1, 26 is a cover that covers a reduction mechanism for transmitting the rotation of the
[0039]
Fluid pressure cylinders 30 </ b> A to 30 </ b> D corresponding to the uncoil shafts 14 </ b> A to 14 </ b> D are attached to the
[0040]
When the clamp
[0041]
Each of the clamp tool holding frames 32 </ b> A to 32 </ b> D comes into contact with the
[0042]
The
[0043]
In this example, the
[0044]
In FIG. 2, detailed illustration of the roll holding mechanisms 15 </ b> A to 15 </ b> D is omitted in order to prevent the drawing from becoming complicated.
[0045]
The
[0046]
In the example shown in FIGS. 1 and 2, the
[0047]
As shown in FIG. 2, the
[0048]
The
[0049]
The
[0050]
In order to detect that the tail end of the
[0051]
In this example, when an out-of-material detection signal is generated, the
[0052]
Further, in the vicinity of the
[0053]
In the illustrated tail
[0054]
Further, a tip detection device that outputs a tip detection signal when a tip of a long material pinched by the
[0055]
The
[0056]
In the present invention, the material held in the
[0057]
In the case where the control device is configured using a microcomputer, the feeder control means, for example, determines whether or not the material held in the feeder by using a tail end detection signal generated by the tail
[0058]
The waste material determination means is configured to detect the difference ΔL () between the length Lx of the
[0059]
Further, the feeder control means can be configured to stop the
[0060]
In the following description, for the sake of simplicity, it is assumed that when a tail end detection signal is generated, the material held in the
[0061]
The waste material detachment clamp tool moving mechanism control means performs a clamping operation to give a clamp command to the
[0062]
In the present invention, the waste material discharge position B (see FIG. 2) is set at a position separated from the material delivery position A of the uncoiler by a predetermined angle, the
[0063]
In order to perform these operations, the clamp that clamps the waste material after it has been confirmed that the waste material has detached from the feeder is moved toward the waste material discharge position set at a position away from the material delivery position, and a new The turning drive mechanism control means for controlling the turning drive mechanism so as to position the uncoiled shaft holding the material roll at the material delivery position, and the waste material is clamped when the clamp that clamps the waste material reaches the waste material discharge position. A waste material discharge clamp releasing means for controlling the clamp tool to be in an unclamped state is provided in a control device for controlling the uncoiler and the feeder.
[0064]
In the illustrated example, as shown in FIG. 2, a waste material discharge position B is set at a position 90 degrees away from the material discharge position A, and the material delivery device positioned at the waste material discharge position is located at the waste material discharge position B.
[0065]
The illustrated
[0066]
The waste
[0067]
In the waste
[0068]
The
[0069]
The waste
[0070]
Next, the operation of the long material cutting apparatus will be described together with the operation of the waste material processing apparatus. When cutting a long material and supplying a raw material plate to a processing machine, first, the
[0071]
When the feed length of the long material detected from the rotation speed of the feed roller 2b reaches a predetermined cutting length, the feed roller 2b of the
[0072]
When the tail
[0073]
Feeding the
[0074]
Further, when the tip detection signal is generated, the waste material which is reversely fed and protrudes from the
[0075]
When the
[0076]
In the above example, the waste
[0077]
When the waste material forming apparatus is arranged in this way, when the
[0078]
If comprised in this way, after moving the
[0079]
In the above example, the waste
[0080]
【The invention's effect】
As described above, according to the present invention, after the tail end of the long material is detected at the determination position set in the vicinity of the feeder, the feeding direction of the feeder is reversed before the long material reaches the inlet of the feeder. The material held by the feeder is fed back to the uncoil side as waste material, and the waste material is removed by a clamp provided on the uncoil shaft side when the tip of the waste material shear side reaches a set position set near the feeder. After clamping and pulling out from the feeder, the clamp that clamps the waste material is moved to the waste material discharge position, and the waste material is discharged at the waste material discharge position, so the new material roll is positioned at the material delivery position. The waste material can be automatically removed without human intervention in the process of performing the process. Therefore, it is possible to shorten the time required for the work for removing the waste material, shorten the operation stop time that occurs when removing the waste material, and increase the work efficiency.
[0081]
In particular, in the present invention, since the waste material discharge position is set at a position away from the material discharge position, even when a space for collecting the waste material cannot be secured in the vicinity of the material discharge position, the waste material can be easily processed. .
[Brief description of the drawings]
FIG. 1 is a front view showing a configuration example of a long material cutting apparatus provided with a waste material processing apparatus according to the present invention.
2 is a plan view of FIG. 1. FIG.
FIG. 3 is a side view of an essential part showing an example of a configuration in the vicinity of a waste material discharge position of a waste material processing apparatus according to the present invention as viewed from the X direction of FIG. 2;
FIG. 4 is an explanatory view showing a modified example of the waste material forming apparatus.
5 is a side view of an essential part of a modified example of the configuration in the vicinity of the waste material discharge position of the waste material processing apparatus according to the present invention as viewed from the X direction in FIG. 2;
[Explanation of symbols]
1 Uncoiler
2 Feeder
3 Long material
4 Shear
14A-14D Uncoiled shaft
50 Material outage detection device
51 Tail end detector
54 Tip detector
62 Waste material forming equipment
Claims (5)
前記アンコイラの材料送出位置からアンコイル軸の旋回方向に所定の角度離れた位置に廃材排出位置を設定しておき、
前記フィーダが送給している長尺材料のテールエンドが前記アンコイラから外れた後、前記フィーダに保持されている長尺材料の長さが設定された長さ以下になったことが検出されたときに前記フィーダの送給方向を反転させて、該フィーダに保持されている長尺材料を廃材としてアンコイラ側に逆送し、
逆送されている廃材のシヤー側に向いた先端が前記フィーダの近傍に設定された設定位置に達した時に前記フィーダを停止させ、
前記フィーダからアンコイラ側に突出している廃材を前記アンコイラ側に設けたクランプ具によりクランプして該クランプ具を前記フィーダから離れる方向に移動させることにより前記廃材をフィーダから離脱させ、
しかる後、前記材料送出位置にあるアンコイル軸を前記廃材をクランプしたクランプ具とともに前記材料送出位置から前記廃材排出位置に向けて移動させるとともに、新たな材料ロールを装着したアンコイル軸を材料送出位置に向けて移動させるように、前記アンコイラにアンコイル軸の旋回動作を行わせ、
前記廃材をクランプしたクランプ具を前記廃材排出位置でアンクランプ状態にして廃材を排出させることを特徴とする長尺材料切断装置の廃材処理方法。A plurality of uncoiled shafts that are positioned at the material delivery position by turning around an axis extending in the vertical direction while holding a material roll wound with a long material, An uncoiler that rewinds the long material from the material roll attached to the uncoil shaft by rotating in the material rewind direction, a feeder that feeds the long material unwound by the uncoiler, and a feeder that feeds the long material A waste material treatment method for a long material cutting apparatus comprising a shear for cutting the long material into a predetermined cutting length,
A waste material discharge position is set at a position away from the material delivery position of the uncoiler by a predetermined angle in the turning direction of the uncoil shaft,
After the tail end of the long material fed by the feeder is removed from the uncoiler, it is detected that the length of the long material held by the feeder is equal to or less than the set length. Sometimes the feeding direction of the feeder is reversed, and the long material held in the feeder is sent back to the uncoiler as waste material,
Stop the feeder when the tip of the waste material being fed back facing the shear side reaches a set position set in the vicinity of the feeder,
The waste material protruding to the uncoiler side from the feeder is clamped by a clamp tool provided on the uncoiler side, and the waste material is separated from the feeder by moving the clamp tool in a direction away from the feeder,
Thereafter, the uncoiled shaft at the material delivery position is moved from the material delivery position to the waste material discharge position together with the clamp that clamps the waste material, and the uncoiled shaft equipped with a new material roll is moved to the material delivery position. So that the uncoiler rotates the uncoiled shaft so that the uncoiler moves.
A waste material processing method for a long material cutting apparatus, wherein the waste material is discharged by putting a clamp tool that clamps the waste material into an unclamped state at the waste material discharge position.
前記アンコイラにより巻き戻された長尺材料を送給するフィーダと、
前記フィーダにより送給された長尺材料を所定の切断長に切断するシヤーとを備えた長尺材料切断装置の廃材処理装置であって、
前記フィーダが送給している長尺材料のテールエンドが前記アンコイラから外れた後前記フィーダの入口付近に設定された判定位置を通過したときに、該長尺材料のテールエンドを検出してテールエンド検出信号を出力するテールエンド検出装置と、
前記テールエンド検出装置がテールエンド検出信号を出力した後フィーダに保持されている材料のテールエンドがフィーダの入口に到達する前にフィーダの送給方向を切り換えることにより該材料を廃材として逆送し、逆送された廃材のシヤー側に向いた先端がフィーダとシヤーとの間でかつフィーダに近い位置に設定された設定位置に達した時にフィーダを停止させるようにフィーダを制御するフィーダ制御手段と、
前記逆送されてフィーダからアンコイル側に突出した廃材を前記材料送出位置にある材料受渡し装置のクランプ具によりクランプするクランプ動作を行わせるクランプ具制御手段と、
前記廃材をクランプしたクランプ具を前記フィーダから離れる方向に移動させることにより該廃材をフィーダから離脱させる動作を行わせるように前記クランプ具移動機構を制御する廃材離脱用クランプ具移動機構制御手段と、
前記廃材がフィーダから離脱したことが確認された後に、前記廃材をクランプしたクランプ具を前記材料送出位置から離れた位置に設定された廃材排出位置に向けて移動させるとともに、新たな材料ロールを保持したアンコイル軸を材料送出位置に位置決めするように前記旋回駆動機構を制御する旋回駆動機構制御手段と、
前記廃材をクランプしたクランプ具を前記廃材排出位置でアンクランプ状態にするように制御する廃材排出用クランプ解除手段とを具備したことを特徴とする長尺材料切断装置の廃材処理装置。A plurality of uncoiled shafts provided so as to be pivotable about an axis extending in a vertical direction while holding a material roll which is radially arranged along a horizontal plane and wound with a long material; and the plurality of uncoiled shafts Are clamped to clamp the long material unwound from the material roll held by the corresponding clamp shaft from above and below, and to the axis of the corresponding uncoiled shaft. A plurality of material delivery devices provided with a clamp tool moving mechanism that reciprocally displaces in a direction perpendicular to the uncoil shaft, and the plurality of uncoil shafts and the plurality of material delivery devices A turning drive mechanism for positioning at the material delivery position and an uncoiling mechanism for rotating the uncoil shaft positioned at the material delivery position in the material rewinding direction. A long shaft unwound from a material roll attached to an uncoil shaft at a material delivery position, and forwardly fed through a clamp of a material delivery device corresponding to the uncoil shaft. With an uncoiler,
A feeder for feeding the long material unwound by the uncoiler;
A waste material treatment apparatus for a long material cutting apparatus, comprising a shear for cutting the long material fed by the feeder into a predetermined cutting length,
When the tail end of the long material being fed by the feeder passes through the judgment position set near the inlet of the feeder after being removed from the uncoiler, the tail end of the long material is detected and detected. A tail end detection device for outputting an end detection signal;
After the tail end detection device outputs a tail end detection signal, the material is held back in the feeder before the tail end of the material reaches the inlet of the feeder. Feeder control means for controlling the feeder so as to stop the feeder when the tip of the reversely sent waste material facing the shear side reaches a set position set between the feeder and the shear and close to the feeder. ,
Clamp tool control means for performing a clamping operation of clamping the waste material that has been fed backward and protruded from the feeder to the uncoil side by a clamp tool of the material delivery device at the material delivery position;
A waste material detachment clamp tool moving mechanism control means for controlling the clamp tool movement mechanism to perform an operation of detaching the waste material from the feeder by moving the clamp tool that clamps the waste material in a direction away from the feeder;
After it is confirmed that the waste material has been detached from the feeder, the clamp tool that clamps the waste material is moved toward the waste material discharge position set at a position away from the material delivery position, and a new material roll is held. Swivel drive mechanism control means for controlling the swivel drive mechanism to position the uncoiled shaft at the material delivery position;
A waste material treatment apparatus for a long material cutting apparatus, comprising: a waste material discharge clamp releasing means for controlling the clamp member that clamps the waste material to be in an unclamped state at the waste material discharge position.
前記アンコイラにより巻き戻された長尺材料を送給するフィーダと、
前記フィーダにより送給された長尺材料を所定の切断長に切断するシヤーとを備えた長尺材料切断装置の廃材処理装置であって、
前記フィーダが送給している長尺材料のテールエンドが前記アンコイラから外れた後前記フィーダの入口付近に設定された判定位置を通過したときに、該長尺材料のテールエンドを検出してテールエンド検出信号を出力するテールエンド検出装置と、
前記テールエンド検出装置がテールエンド検出信号を出力した後フィーダに保持されている材料のテールエンドがフィーダの入口に到達する前にフィーダの送給方向を切り換えることにより該材料を廃材として逆送し、逆送された廃材のシヤー側に向いた先端がフィーダとシヤーとの間でかつフィーダに近い位置に設定された設定位置に達した時にフィーダを停止させるようにフィーダを制御するフィーダ制御手段と、
前記逆送されてフィーダからアンコイル側に突出した廃材を前記材料送出位置にある材料受渡し装置のクランプ具によりクランプするクランプ動作を行わせるクランプ具制御手段と、
前記廃材をクランプしたクランプ具を前記フィーダから離れる方向に移動させることにより該廃材をフィーダから離脱させる動作を行わせるように前記クランプ具移動機構を制御する廃材離脱用クランプ具移動機構制御手段と、
前記廃材がフィーダから離脱したことが確認された後に、前記廃材をクランプしたクランプ具を前記材料送出位置から離れた位置に設定された廃材排出位置に向けて移動させるとともに、新たな材料ロールを保持したアンコイル軸を材料送出位置に位置決めするように前記旋回駆動機構を制御する旋回駆動機構制御手段と、
前記廃材排出位置に配置されていて、該廃材排出位置に移動させられた廃材を複数の成形ローラ間に挟んでコイル状に成形する廃材成形装置とを具備したことを特徴とする長尺材料切断装置の廃材処理装置。A plurality of uncoiled shafts provided so as to be pivotable about an axis extending in a vertical direction while holding a material roll which is radially arranged along a horizontal plane and wound with a long material; and the plurality of uncoiled shafts Are clamped to clamp the long material unwound from the material roll held by the corresponding clamp shaft from above and below, and to the axis of the corresponding uncoiled shaft. A plurality of material delivery devices provided with a clamp tool moving mechanism that reciprocally displaces in a direction perpendicular to the uncoil shaft, and the plurality of uncoil shafts and the plurality of material delivery devices A turning drive mechanism for positioning at the material delivery position and an uncoiling mechanism for rotating the uncoil shaft positioned at the material delivery position in the material rewinding direction. A long shaft unwound from a material roll attached to an uncoil shaft at a material delivery position, and forwardly fed through a clamp of a material delivery device corresponding to the uncoil shaft. With an uncoiler,
A feeder for feeding the long material unwound by the uncoiler;
A waste material treatment apparatus for a long material cutting apparatus, comprising a shear for cutting the long material fed by the feeder into a predetermined cutting length,
When the tail end of the long material being fed by the feeder passes through the judgment position set near the inlet of the feeder after being removed from the uncoiler, the tail end of the long material is detected and detected. A tail end detection device for outputting an end detection signal;
After the tail end detection device outputs a tail end detection signal, the material is held back in the feeder before the tail end of the material reaches the inlet of the feeder. Feeder control means for controlling the feeder so as to stop the feeder when the tip of the reversely sent waste material facing the shear side reaches a set position set between the feeder and the shear and close to the feeder. ,
Clamp tool control means for performing a clamping operation of clamping the waste material that has been fed backward and protruded from the feeder to the uncoil side by a clamp tool of the material delivery device at the material delivery position;
A waste material detachment clamp tool moving mechanism control means for controlling the clamp tool movement mechanism to perform an operation of detaching the waste material from the feeder by moving the clamp tool that clamps the waste material in a direction away from the feeder;
After it is confirmed that the waste material has been detached from the feeder, the clamp tool that clamps the waste material is moved toward the waste material discharge position set at a position away from the material delivery position, and a new material roll is held. Swivel drive mechanism control means for controlling the swivel drive mechanism to position the uncoiled shaft at the material delivery position;
A long material cutting device comprising: a waste material forming device that is disposed at the waste material discharge position and forms the coiled material by sandwiching the waste material moved to the waste material discharge position between a plurality of forming rollers. Waste material treatment equipment for equipment.
前記アンコイラにより巻き戻された長尺材料を送給するフィーダと、
前記フィーダにより送給された長尺材料を所定の切断長に切断するシヤーとを備えた長尺材料切断装置の廃材処理装置であって、
前記フィーダが送給している長尺材料のテールエンドが前記アンコイラから外れた後前記フィーダの入口付近に設定された判定位置を通過したときに、該長尺材料のテールエンドを検出してテールエンド検出信号を出力するテールエンド検出装置と、
前記テールエンド検出装置がテールエンド検出信号を出力した後フィーダに保持されている材料のテールエンドがフィーダの入口に到達する前にフィーダの送給方向を切り換えることにより該材料を廃材として逆送し、逆送された廃材のシヤー側に向いた先端がフィーダとシヤーとの間でかつフィーダに近い位置に設定された設定位置に達した時にフィーダを停止させるようにフィーダを制御するフィーダ制御手段と、
前記逆送されてフィーダからアンコイル側に突出した廃材を前記材料送出位置にある材料受渡し装置のクランプ具によりクランプするクランプ動作を行わせるクランプ具制御手段と、
前記廃材をクランプしたクランプ具を前記フィーダから離れる方向に移動させることにより該廃材をフィーダから離脱させる動作を行わせるように前記クランプ具移動機構を制御する廃材離脱用クランプ具移動機構制御手段と、
前記廃材がフィーダから離脱したことが確認された後に、前記廃材をクランプしたクランプ具を前記材料送出位置から離れた位置に設定された廃材排出位置に向けて移動させるとともに、新たな材料ロールを保持したアンコイル軸を材料送出位置に位置決めするように前記旋回駆動機構を制御する旋回駆動機構制御手段と、
前記廃材をクランプしたクランプ具を前記廃材排出位置でアンクランプ状態にするように制御する廃材排出用クランプ解除手段と、
廃材を間に挟んでコイル状に成形する複数の成形ローラを備えて、前記廃材排出位置に配置された廃材成形装置と、
前記廃材をクランプしていたクランプ具がアンクランプ状態にされた際に該クランプ具から離脱した廃材を前記廃材成形装置の成形ローラ間に向けて搬送する搬送装置とを具備したことを特徴とする長尺材料切断装置の廃材処理装置。A plurality of uncoiled shafts provided so as to be pivotable about an axis extending in a vertical direction while holding a material roll which is radially arranged along a horizontal plane and wound with a long material; and the plurality of uncoiled shafts Are clamped to clamp the long material unwound from the material roll held by the corresponding clamp shaft from above and below, and to the axis of the corresponding uncoiled shaft. A plurality of material delivery devices provided with a clamp tool moving mechanism that reciprocally displaces in a direction perpendicular to the uncoil shaft, and the plurality of uncoil shafts and the plurality of material delivery devices A turning drive mechanism for positioning at the material delivery position and an uncoiling mechanism for rotating the uncoil shaft positioned at the material delivery position in the material rewinding direction. A long shaft unwound from a material roll attached to an uncoil shaft at a material delivery position, and forwardly fed through a clamp of a material delivery device corresponding to the uncoil shaft. With an uncoiler,
A feeder for feeding the long material unwound by the uncoiler;
A waste material treatment apparatus for a long material cutting apparatus, comprising a shear for cutting the long material fed by the feeder into a predetermined cutting length,
When the tail end of the long material being fed by the feeder passes through the judgment position set near the inlet of the feeder after being removed from the uncoiler, the tail end of the long material is detected and detected. A tail end detection device for outputting an end detection signal;
After the tail end detection device outputs a tail end detection signal, the material is held back in the feeder before the tail end of the material reaches the inlet of the feeder. Feeder control means for controlling the feeder so as to stop the feeder when the tip of the reversely sent waste material facing the shear side reaches a set position set between the feeder and the shear and close to the feeder. ,
Clamp tool control means for performing a clamping operation of clamping the waste material that has been fed backward and protruded from the feeder to the uncoil side by a clamp tool of the material delivery device at the material delivery position;
A waste material detachment clamp tool moving mechanism control means for controlling the clamp tool movement mechanism to perform an operation of detaching the waste material from the feeder by moving the clamp tool that clamps the waste material in a direction away from the feeder;
After it is confirmed that the waste material has been detached from the feeder, the clamp tool that clamps the waste material is moved toward the waste material discharge position set at a position away from the material delivery position, and a new material roll is held. Swivel drive mechanism control means for controlling the swivel drive mechanism to position the uncoiled shaft at the material delivery position;
A waste material discharge clamp releasing means for controlling the clamp device that clamps the waste material to be in an unclamped state at the waste material discharge position;
A waste material forming apparatus disposed at the waste material discharge position, comprising a plurality of forming rollers for forming a coil with the waste material interposed therebetween;
And a conveying device that conveys the waste material that has been detached from the clamping tool when the clamping tool that clamped the waste material is brought into an unclamped state toward the molding rollers of the waste material molding apparatus. Waste material processing equipment for long material cutting equipment.
前記アンコイラにより巻き戻された長尺材料を送給するフィーダと、
前記フィーダにより送給された長尺材料を所定の切断長に切断するシヤーとを備えた長尺材料切断装置の廃材処理装置であって、
前記フィーダが送給している長尺材料のテールエンドが前記アンコイラから外れた後前記フィーダの入口付近に設定された判定位置を通過したときに、該長尺材料のテールエンドを検出してテールエンド検出信号を出力するテールエンド検出装置と、
前記テールエンド検出装置がテールエンド検出信号を出力した後フィーダに保持されている材料のテールエンドがフィーダの入口に到達する前にフィーダの送給方向を切り換えることにより該材料を廃材として逆送し、逆送された廃材のシヤー側に向いた先端がフィーダとシヤーとの間でかつフィーダに近い位置に設定された設定位置に達した時にフィーダを停止させるようにフィーダを制御するフィーダ制御手段と、
前記逆送されてフィーダからアンコイル側に突出した廃材を前記材料送出位置にある材料受渡し装置のクランプ具によりクランプするクランプ動作を行わせるクランプ具制御手段と、
前記廃材をクランプしたクランプ具を前記フィーダから離れる方向に移動させることにより該廃材をフィーダから離脱させる動作を行わせるように前記クランプ具移動機構を制御する廃材離脱用クランプ具移動機構制御手段と、
前記廃材がフィーダから離脱したことが確認された後に、前記廃材をクランプしたクランプ具を前記材料送出位置から離れた位置に設定された廃材排出位置に向けて移動させるとともに、新たな材料ロールを保持したアンコイル軸を材料送出位置に位置決めするように前記旋回駆動機構を制御する旋回駆動機構制御手段と、
廃材を間に挟んでコイル状に成形する複数の成形ローラを備えていて、前記廃材排出位置に移動させられたクランプ具の前方に位置するように配置された廃材成形装置と、
前記廃材をクランプしたクランプ具が前記廃材排出位置に達したときに該クランプ具を前記廃材成形装置側に前進させて該クランプ具がクランプしている廃材の先端を前記廃材成形装置に装填する廃材装填動作と、該廃材装填動作が完了したときに前記クランプ具をアンクランプ状態にするクランプ解除動作とを行わせるように前記クランプ具移動機構とクランプ具とを制御する廃材装填用クランプ制御手段と、
前記廃材装填用クランプ制御手段がクランプ具をアンクランプ状態にしたことが確認されたときに前記廃材成形装置を起動して廃材の成形動作を行わせる廃材成形装置起動手段とを具備したことを特徴とする長尺材料切断装置の廃材処理装置。A plurality of uncoiled shafts provided so as to be pivotable about an axis extending in a vertical direction while holding a material roll which is radially arranged along a horizontal plane and wound with a long material; and the plurality of uncoiled shafts Are clamped to clamp the long material unwound from the material roll held by the corresponding clamp shaft from above and below, and to the axis of the corresponding uncoiled shaft. A plurality of material delivery devices provided with a clamp tool moving mechanism that reciprocally displaces in a direction perpendicular to the uncoil shaft, and the plurality of uncoil shafts and the plurality of material delivery devices A turning drive mechanism for positioning at the material delivery position and an uncoiling mechanism for rotating the uncoil shaft positioned at the material delivery position in the material rewinding direction. A long shaft unwound from a material roll attached to an uncoil shaft at a material delivery position, and forwardly fed through a clamp of a material delivery device corresponding to the uncoil shaft. With an uncoiler,
A feeder for feeding the long material unwound by the uncoiler;
A waste material treatment apparatus for a long material cutting apparatus, comprising a shear for cutting the long material fed by the feeder into a predetermined cutting length,
When the tail end of the long material being fed by the feeder passes through the judgment position set near the inlet of the feeder after being removed from the uncoiler, the tail end of the long material is detected and detected. A tail end detection device for outputting an end detection signal;
After the tail end detection device outputs a tail end detection signal, the material is held back in the feeder before the tail end of the material reaches the inlet of the feeder. Feeder control means for controlling the feeder so as to stop the feeder when the tip of the reversely sent waste material facing the shear side reaches a set position set between the feeder and the shear and close to the feeder. ,
Clamp tool control means for performing a clamping operation of clamping the waste material that has been fed backward and protruded from the feeder to the uncoil side by a clamp tool of the material delivery device at the material delivery position;
A waste material detachment clamp tool moving mechanism control means for controlling the clamp tool movement mechanism to perform an operation of detaching the waste material from the feeder by moving the clamp tool that clamps the waste material in a direction away from the feeder;
After it is confirmed that the waste material has been detached from the feeder, the clamp tool that clamps the waste material is moved toward the waste material discharge position set at a position away from the material delivery position, and a new material roll is held. Swivel drive mechanism control means for controlling the swivel drive mechanism to position the uncoiled shaft at the material delivery position;
A waste material forming apparatus that includes a plurality of forming rollers that are formed in a coil shape with the waste material interposed therebetween, and is disposed so as to be positioned in front of the clamp tool that has been moved to the waste material discharge position;
When the clamp tool that clamps the waste material reaches the waste material discharge position, the clamp tool is advanced to the waste material molding apparatus side, and the waste material clamped by the clamp tool is loaded into the waste material molding apparatus. A waste material loading clamp control means for controlling the clamp tool moving mechanism and the clamp tool so as to perform a loading operation and a clamp releasing operation for bringing the clamp tool into an unclamped state when the waste material loading operation is completed. ,
The waste material loading clamp control means includes a waste material forming apparatus starting means for starting the waste material forming apparatus to perform a waste material forming operation when it is confirmed that the clamp tool is in an unclamped state. Waste material processing equipment for long material cutting equipment.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP08034597A JP3774537B2 (en) | 1997-03-31 | 1997-03-31 | Waste material processing method and waste material processing apparatus for long material cutting device |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP08034597A JP3774537B2 (en) | 1997-03-31 | 1997-03-31 | Waste material processing method and waste material processing apparatus for long material cutting device |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH10272515A JPH10272515A (en) | 1998-10-13 |
| JP3774537B2 true JP3774537B2 (en) | 2006-05-17 |
Family
ID=13715674
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP08034597A Expired - Lifetime JP3774537B2 (en) | 1997-03-31 | 1997-03-31 | Waste material processing method and waste material processing apparatus for long material cutting device |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3774537B2 (en) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100523098B1 (en) * | 2001-12-20 | 2005-10-19 | 주식회사 포스코 | Apparatus for coling of shavings of side-trimmer |
| CN104550309A (en) * | 2014-12-25 | 2015-04-29 | 吴伟琦 | Method for processing wire by virtue of edge trimming waste in cold-rolled steel strip pickling line |
| CN108381143B (en) * | 2018-05-14 | 2024-05-03 | 深圳市华惠连接器有限公司 | Feeding device |
| CN113941784B (en) * | 2021-11-26 | 2022-09-02 | 苏州艾沃意特汽车设备有限公司 | Pipe laser cutting machine and application thereof |
| CN114572737B (en) * | 2022-02-15 | 2023-04-28 | 苏州俊宇自动化科技有限公司 | Automatic feeding system and feeding method for SMT (surface mounted technology) material tray material belts |
-
1997
- 1997-03-31 JP JP08034597A patent/JP3774537B2/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JPH10272515A (en) | 1998-10-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN217263645U (en) | Automatic rolling and cutting integrated machine | |
| JP3774537B2 (en) | Waste material processing method and waste material processing apparatus for long material cutting device | |
| CN110642051B (en) | Automatic connection and feeding device for multi-discharge rolls | |
| CN110281011B (en) | Automatic production equipment | |
| JP3948780B2 (en) | Waste material processing method and waste material processing apparatus for long material cutting device | |
| KR20180052848A (en) | Automatic cutting apparatus for sheet material | |
| US11897023B2 (en) | Device for producing a metal mesh reinforcement | |
| JP4195187B2 (en) | Winding device for continuous sheet-like product for forming rolls | |
| US5330119A (en) | Automated uncoiling apparatus | |
| JPH0769539A (en) | Wire winding device | |
| JP3128797B2 (en) | Strip coil band cutting equipment | |
| KR20020024489A (en) | an automatic vend string for commercialize a product | |
| JP2928110B2 (en) | Automatic pipe end tape winding device | |
| JPH04505310A (en) | Apparatus and method for cutting a paper web and winding it onto a spool | |
| CN217050892U (en) | Strip supply device | |
| JPH0452163B2 (en) | ||
| JPS59169620A (en) | Continuous feeding device of coil | |
| JPH05299B2 (en) | ||
| JP2871497B2 (en) | Continuous supply device for belt-shaped sheet material | |
| CN114104801B (en) | Full-automatic material breaking and receiving device and production process thereof | |
| JP2647536B2 (en) | Adhesive tape application device | |
| JP3491140B2 (en) | Large reduction rolling method and apparatus | |
| JP2659835B2 (en) | Web tailoring machine | |
| JPH048194B2 (en) | ||
| JPH0649212B2 (en) | Rewinding method of strip and its equipment |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040312 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20050118 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060214 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060220 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100224 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100224 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110224 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110224 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120224 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120224 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130224 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130224 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140224 Year of fee payment: 8 |
|
| EXPY | Cancellation because of completion of term |