JP3749618B2 - 潤滑油存在下での耐摩耗性に優れる摺動部材 - Google Patents
潤滑油存在下での耐摩耗性に優れる摺動部材 Download PDFInfo
- Publication number
- JP3749618B2 JP3749618B2 JP13829998A JP13829998A JP3749618B2 JP 3749618 B2 JP3749618 B2 JP 3749618B2 JP 13829998 A JP13829998 A JP 13829998A JP 13829998 A JP13829998 A JP 13829998A JP 3749618 B2 JP3749618 B2 JP 3749618B2
- Authority
- JP
- Japan
- Prior art keywords
- boride
- coating
- thermal spray
- carbide
- wear resistance
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000010687 lubricating oil Substances 0.000 title claims description 11
- 238000000576 coating method Methods 0.000 claims description 38
- 239000011248 coating agent Substances 0.000 claims description 37
- 239000002184 metal Substances 0.000 claims description 24
- 229910052751 metal Inorganic materials 0.000 claims description 24
- 239000011195 cermet Substances 0.000 claims description 15
- 239000000203 mixture Substances 0.000 claims description 10
- 229910052759 nickel Inorganic materials 0.000 claims description 10
- 239000000919 ceramic Substances 0.000 claims description 9
- 229910052804 chromium Inorganic materials 0.000 claims description 7
- 239000000463 material Substances 0.000 description 45
- 238000005507 spraying Methods 0.000 description 43
- 238000012360 testing method Methods 0.000 description 32
- 238000000034 method Methods 0.000 description 31
- 239000007921 spray Substances 0.000 description 23
- 239000002245 particle Substances 0.000 description 20
- 238000007751 thermal spraying Methods 0.000 description 17
- 239000000758 substrate Substances 0.000 description 9
- 230000000052 comparative effect Effects 0.000 description 8
- 229910045601 alloy Inorganic materials 0.000 description 7
- 239000000956 alloy Substances 0.000 description 7
- 238000002485 combustion reaction Methods 0.000 description 7
- 150000001875 compounds Chemical class 0.000 description 7
- 238000010285 flame spraying Methods 0.000 description 7
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 6
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 5
- 206010040844 Skin exfoliation Diseases 0.000 description 5
- 239000002131 composite material Substances 0.000 description 5
- 238000005516 engineering process Methods 0.000 description 5
- 150000001247 metal acetylides Chemical class 0.000 description 5
- 238000007750 plasma spraying Methods 0.000 description 5
- 230000035939 shock Effects 0.000 description 5
- 238000011282 treatment Methods 0.000 description 5
- 239000011230 binding agent Substances 0.000 description 4
- 229910052799 carbon Inorganic materials 0.000 description 4
- 229910052742 iron Inorganic materials 0.000 description 4
- 229910001018 Cast iron Inorganic materials 0.000 description 3
- 229910001141 Ductile iron Inorganic materials 0.000 description 3
- 229910000831 Steel Inorganic materials 0.000 description 3
- 230000007797 corrosion Effects 0.000 description 3
- 238000005260 corrosion Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 239000000446 fuel Substances 0.000 description 3
- 238000002844 melting Methods 0.000 description 3
- 230000008018 melting Effects 0.000 description 3
- 150000004767 nitrides Chemical class 0.000 description 3
- 238000005121 nitriding Methods 0.000 description 3
- 239000010959 steel Substances 0.000 description 3
- 229910003310 Ni-Al Inorganic materials 0.000 description 2
- 229910018487 Ni—Cr Inorganic materials 0.000 description 2
- 238000005299 abrasion Methods 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000005422 blasting Methods 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 230000013011 mating Effects 0.000 description 2
- 150000002739 metals Chemical class 0.000 description 2
- 229910052750 molybdenum Inorganic materials 0.000 description 2
- 230000003647 oxidation Effects 0.000 description 2
- 238000007254 oxidation reaction Methods 0.000 description 2
- -1 polypropylene Polymers 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 238000010298 pulverizing process Methods 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229910052710 silicon Inorganic materials 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 238000004381 surface treatment Methods 0.000 description 2
- 238000010998 test method Methods 0.000 description 2
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 1
- 229910000521 B alloy Inorganic materials 0.000 description 1
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 1
- 229910000531 Co alloy Inorganic materials 0.000 description 1
- 229910000599 Cr alloy Inorganic materials 0.000 description 1
- 229910001060 Gray iron Inorganic materials 0.000 description 1
- 229910000760 Hardened steel Inorganic materials 0.000 description 1
- 229910000677 High-carbon steel Inorganic materials 0.000 description 1
- 229910017709 Ni Co Inorganic materials 0.000 description 1
- 229910003267 Ni-Co Inorganic materials 0.000 description 1
- 229910003262 Ni‐Co Inorganic materials 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 150000007513 acids Chemical class 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 229910052796 boron Inorganic materials 0.000 description 1
- 239000005539 carbonized material Substances 0.000 description 1
- 238000009750 centrifugal casting Methods 0.000 description 1
- VNNRSPGTAMTISX-UHFFFAOYSA-N chromium nickel Chemical compound [Cr].[Ni] VNNRSPGTAMTISX-UHFFFAOYSA-N 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000009713 electroplating Methods 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 239000008187 granular material Substances 0.000 description 1
- 238000005469 granulation Methods 0.000 description 1
- 230000003179 granulation Effects 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 238000007749 high velocity oxygen fuel spraying Methods 0.000 description 1
- 239000003350 kerosene Substances 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 229910044991 metal oxide Inorganic materials 0.000 description 1
- 150000004706 metal oxides Chemical class 0.000 description 1
- QMQXDJATSGGYDR-UHFFFAOYSA-N methylidyneiron Chemical compound [C].[Fe] QMQXDJATSGGYDR-UHFFFAOYSA-N 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 229910001120 nichrome Inorganic materials 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 230000001590 oxidative effect Effects 0.000 description 1
- 239000011224 oxide ceramic Substances 0.000 description 1
- 229910052574 oxide ceramic Inorganic materials 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 238000002203 pretreatment Methods 0.000 description 1
- 239000011819 refractory material Substances 0.000 description 1
- 229910021332 silicide Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- LIVNPJMFVYWSIS-UHFFFAOYSA-N silicon monoxide Chemical class [Si-]#[O+] LIVNPJMFVYWSIS-UHFFFAOYSA-N 0.000 description 1
- 229910052814 silicon oxide Inorganic materials 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000007858 starting material Substances 0.000 description 1
- 150000003464 sulfur compounds Chemical class 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
Images

Landscapes
- Cylinder Crankcases Of Internal Combustion Engines (AREA)
- Sliding-Contact Bearings (AREA)
- Coating By Spraying Or Casting (AREA)
Description
【発明の属する技術分野】
本発明は、耐摩耗性に優れる摺動部材、とくに表面に密着性が良く潤滑油存在下での耐摩耗性の良好な溶射皮膜を形成してなる内燃機関用摺動部材に関するものである。なお、この発明は、内燃機関以外の機械構造物などに用いられる摺動部材としても好適に用いられる。
【0002】
【従来の技術】
最近、船舶は高速化傾向が強く、そのために船体の軽量化対策が図られている。特に、主内燃機関の軽量化、高出力化は、有力なその対策となり得ることから、シリンダーライナーやピストン, シリンダーヘッドなどの軽量化や高強度化に対する技術が注目を浴びている。たとえば、遠心鋳造法を適用して製造される片状黒鉛鋳鉄と球状黒鉛鋳鉄の複合部材の採用は、強度面において飛躍的な進歩をもたらし、軽量化に寄与した点で刮目すべき技術であった。
【0003】
しかし、この技術は、たしかに高強度化をもたらしたが、耐摩耗性については不十分であることから、たとえば、シリンダライナーなどにあっては、その摺動面を窒化処理して対処していた。従って、耐摩耗性については従来と同等である。
【0004】
一方、摺動部材の耐摩耗性向上対策としては、従来、摺動面に耐摩耗性被覆を施工する方法が研究され、これまでに、Cr, Niなどの電気めっき皮膜を形成する方法として開発されている。しかし、このような金属電気めっき皮膜の形成は、耐摩耗性が不十分なだけでなく、皮膜の密着性が乏しく剥離しやすいこと、および寿命に劣るという問題点があった。
【0005】
これに対し最近、各種部材の表面に、耐摩耗性, 密着性に優れる皮膜を、溶射法によって形成しようとする技術が開発され、次のような各種の提案がある。
(1) 特開昭59−64766 号公報には、金属材料素地に安定化ZrO2にNi−Cr系合金、Al2O3 にNi−B 系合金、B4C にNi−Al系合金、SiC, TiCにCoをそれぞれ添加したのちボールミル中で混合して粒状化した材料などを溶射する方法が開示されている。
(2) 特開昭62−50455 号公報には、被加工材の表面にNi−Alの金属溶射皮膜を形成した後、さらにその上に、金属酸化物, TiC 炭化物あるいはZrB2などの硼化物をポリプロピレン樹脂あるいは珪素樹脂ポリマーからなる複合材料をプラズマ溶射する方法が開示されている。
(3) 特開平1−230760号公報には、金属部材の摺動面に対し、10〜60wt%のFe, Cr, Ni, Co, Moなどの金属または合金と、高融点金属硼化物とからなる溶射層を減圧プラズマ溶射してなる摺動部材が開示されている。
(4) 特開平 4−88159 号公報には、鋼製基材の表面に炭化物を主成分とする溶射皮膜を形成した後、これを硼化処理することによって皮膜の表面近傍および気孔内部を硼化物に変化させてなる部材およびその製造方法が開示されている。
(5) 特開平 4−337046号公報には、炭化物10〜50wt%、硼化物10〜30wt%およびマトリックスとなるB:2 〜4 wt%、Si:6 wt%以下、C:0.1 〜1.0 wt%、Cr:5 〜16wt%、Fe:4 wt%以下、残部がNiからなるNi基自溶合金を粉末化した粉末混合物を溶射する方法が開示されている。
(6) 特開平 7−102357号公報には、各種金属の酸化物, 炭化物, 窒化物, 硼化物およびCrの珪化物のうち少なくとも1種以上の化合物を5〜50 vol%、Feの酸化物を5〜50 vol%含有する材料をプラズマ溶射法によって気孔率1〜10%、厚さ30μm〜2 mmの複合皮膜を形成させた摺動部材が開示されている。
(7) 特開平 7−187826号公報には、炭素粒子, 炭化物, 窒化物, 酸化珪素, サイアロン, 硼化物からなる非酸化物材料5〜80wt%とし、残部が耐火材料より構成される材料を非酸化性のガスをキャリアーとして火炎によって溶射する方法が開示されている。
(8) 特開平 8−104969号公報には、Fe, Ni, Coの1種以上とMoまたはWとの複合硼化物を主体とするセラミックス相と、Fe, Ni, Coの1種以上を主体とする金属結合相からなる材料を造粒後焼結し、これを溶射材料として皮膜を形成する方法が開示されている。
(9) その他、基材の摺動表面に、耐摩耗性溶射皮膜を形成する技術として、特公平 2−17621 号公報、実公平 1−7721号公報、特公平 2−35026 号公報に提案のものなどがある。
【0006】
【発明が解決しようとする課題】
ただし、上記各先行技術については、それぞれ次の示すような問題点があり、実用化が困難であった。
上記(1) に記載の従来技術は、摺動特性が悪く、シリンダーライナーへの適用ができない。
上記(2) に記載の従来技術は、プラスチックを含む溶射皮膜を用いることから粒子間結合力が弱いため、摺動作用を受けたときに粒子の脱落が多いため、相手部材が損傷を受けやすく、また、母材と皮膜の密着力が低いため剥離する危険があり、シリンダーライナー用としては適当でない。
上記(3) に記載の従来技術は、金属をバインダーとする硼化物材料を用い、これを減圧プラズマ溶射法によって皮膜を形成しているが、減圧プラズマ溶射装置は高価であるうえ、大きな被処理部材の処理ができないなどの問題点がある。
上記(4) に記載の従来技術は、炭化物サーメット溶射皮膜を硼化処理することを特徴としているが、処理工程の増加によるコストアップおよび高温の硼化処理によるシリンダーライナー材料強度の劣化の問題がある。
上記(5) に記載の従来技術は、シリンダーライナー摺動部の皮膜として十分でないうえ、雰囲気中の硫黄化合物により腐食されやすいという欠点があった。
【0007】
さらに、上記(6) に記載の従来技術は、各種金属の酸化物, 炭化物, 窒化物, 硼化物に添加するFeの各種化合物の耐熱性、耐食性が十分でないため、これらの材料で形成される溶射皮膜の耐久性が比較的短い欠点がある。
上記(7) に記載の従来技術は、溶射材料として炭素粒子を含んでいるため、溶射熱源中でこれが燃焼して熱源中を飛行中の溶射粒子の流れを乱して衝突エネルギーを低下させるため、粒子間結合力および母材との結合力の低い皮膜が形成されない。また、皮膜中に固体として残留する炭素は、前記現象を一層助長するので、好ましいものではない。
上記(8) に記載の従来技術は、硼化物と金属との複合材料を用いた溶射皮膜であるが、材料的には前記(4) 公報のものと同一であり、この皮膜では本発明の目的とする摺動面用としては性能的に十分でない。
上記(9) に記載した特公平2−17621 号公報開示の高炭素鉄溶射皮膜, 実公平1−7721号公報開示のCr3C2 にNiCr, Ni−CoもしくはCoを添加した炭化物サーメット溶射皮膜、特公平2−35026 号公報開示のNi基自溶合金とCr2O3 を含む酸化物セラミックス溶射皮膜は、それぞれ無処理の摺動面に比較すれば耐摩耗性は向上しているものの、これらの高炭素鋼や炭化物サーメット、酸化物サーメット単独の溶射皮膜だけでは、最近の厳しい摺動部の負荷に対しては性能が十分でなく、なお改善すべき点が残されている。
【0008】
【発明が解決しようとする課題】
以上説明したように、上記各従来技術については次のような解決すべき課題があった。そこで本発明は、先行技術が抱えている下記課題を解決しようとするものである。
(1) 従来のシリンダーライナー摺動面用皮膜は、高負荷条件下にある最近の摺動部材用としては耐摩耗性が不十分である。
(2) 減圧プラズマ溶射法で形成される皮膜は、大気溶射に比較すれば良好な性能を発揮するものと予想されるが、装置が大がかりになるため経済的に不利で、しかも大きな被処理体への皮膜施工ができず、適用部材が限定されると共に、生産性が劣る。
(3) 現在の大気溶射法で得られる皮膜は、密着力, 耐摩耗性, 耐食性ともに不十分であり、また、溶射と他の表面処理との組合せによる方法では、コストアップとなり競争力が低下するため、皮膜特性が良好であっても実用化が困難である。
【0009】
そこで、本発明の目的は、基材との密着性に優れ、かつ皮膜構成粒子相互間の結合力が強く、強度と潤滑油存在下での耐摩耗性に優れる摺動部材被覆用皮膜を開発することにある。
本発明の他の目的は、潤滑油存在下での耐摩耗性に優れ、皮膜の施工によって高負荷条件下でもなお高い信頼性を有し、かつ長寿命の摺動部材を提供することにある。
本発明のさらに他の目的は、生産性に優れると共に安価な摺動部材を提供することにある。
【0010】
【課題を解決するための手段】
本発明では、前述の問題点を解決するため、次のような手段を採用することとした。
(1) シリンダーライナーの如き摺動面を、炭化物および硼化物のセラミック混合物と、Ni, CrおよびCoから選ばれたいずれか1種以上の金属成分とからなる炭硼化物サーメット溶射皮膜にて被覆することにより、優れた耐摩耗性を付与したものである。
(2) 上記炭硼化物サーメット溶射皮膜は、炭化物/硼化物の割合が重量比で0.88〜6.45 の範囲内にあり、そして金属成分の割合い (含有量) が25〜37wt%の範囲内のものを用いることによって、優れた耐摩耗性が付与される。
(3) 上記摺動面に形成した炭硼化物サーメット溶射皮膜は、高速フレーム溶射法に従って施されたものであって、膜厚:30〜800 μm、気孔率:0.1 〜15% (面積率) の構造にすることによって、良好な密着性と優れた耐摩耗性が付与される。
(4) 上記炭硼化物サーメット溶射皮膜中のセラミックスは、炭化物が TiC, ZrC,HfC ,VC, TaC, NbC, WC, B4C, SiCおよびCr3C2 のうちから選ばれたいずれか1種以上の化合物、そして硼化物が、TiB2, ZrB2, HfB2, VB2, TaB2, NbB2, W2B2,CrB2 およびNiB2のうちから選ばれたいずれか1種以上の化合物を用いることにより、優れた耐摩耗性を付与することができる。
【0011】
【発明の実施の形態】
本発明にかかる摺動部材について、鋼鉄製基材の表面に、炭硼化物サーメット溶射皮膜を施工する工程に従って、これの好適実施形態を説明する。
(1) 鋼鉄製基材の前処理
基材は、まずその表面を脱脂し、清浄化した後、グリットブラストによって粗面化処理を施して使用する。
(2) 溶射皮膜の形成工程
工程(1) の処理を施した基材表面に、下記成分の溶射材料を用いて高速フレーム溶射法によって溶射皮膜を形成する。
A.セラミック混合物
▲1▼.炭化物:TiC, ZrC, HfC, VC, TaC, NbC, WC, B4C, SiC, Cr3C2など
▲2▼. 硼化物:TiB2, ZrB2, HfB2, VB2, TaB2, NbB2, W2B2, CrB2, NiB2 など
B.金属 :Ni, Cr, Coおよびこれらの合金
【0012】
上記セラミックスは、溶射後は炭化物(a) と硼化物(b) とが金属をバインダーとして結合した化合物, 即ち炭硼化物サーメットの形態をとるものであり、その混合の割合いは、重量比率(a/b) で0.88 〜6.45 の組成からなるものが適している。この比率(a/b) が0.88 より小さいと炭化物添加の効果が小さくなり、一方、この比率(a/b) が6.45 より大きい場合には硼化物添加の効果があらわれにくくなる。
溶射して得られる化合物 (炭硼化物サーメット) は、炭化物を含むため高硬度であるほか、シリンダーライナーのような高温腐食環境下でも耐熱性に優れるほか潤滑油との馴染みがよく、高い摺動特性を発揮する。しかも、硼化物を含むために高硬度であるとともに、炭化物以上の耐熱性、特に耐酸化性に優れている。さらには、炭化物と硼化物とが共存し化合物化した状態にあることから、上記各特性は相乗的に作用し、それぞれの単独成分の特性以上の性能を示すようになる。
【0013】
なお、Ni, Cr, Coなどの金属成分は、溶射熱源中で明瞭な溶融現象を示し、共存する炭化物と硼化物を強固に結合させるバインダー作用を発揮するとともに、基材との密着作用を発揮する。また、セラミック含有溶射皮膜の靱性を向上させるほか、酸やアルカリなどの腐食成分に対しても強い抵抗力を示す。
【0014】
しかし、軟質の金属成分が多量に含まれると、たとえサーメット溶射皮膜であったとしても、耐摩耗性が低下する場合があるほか、摺動特性も悪くなる欠点がある。このため、本発明では、金属成分の含有量を25〜37wt%の範囲に限定することとした。この理由は、金属成分が25wt%より少なくなると炭化物/硼化物の結合力が低下する一方、高速フレーム溶射法の熱源では温度が低いため、基材との密着力も悪くなる。また、この金属成分の量が37wt%以上になると、施工した溶射皮膜の耐摩耗性が悪くなるので好ましくない。
【0015】
炭化物, 硼化物, 金属からなる溶射用材料は、微粉末を造粒した後焼結し、必要に応じてこれを微粉砕して出発材料とするが、粒径は5〜60μmの範囲がよい。その理由は、粒径が5μmよりも小さな微粉では、溶射ガンへの供給が不連続となって皮膜の均一性に欠けることになる。一方、粒径が60μmより大きい粒径では、溶射熱源中で十分に溶融しないため、皮膜中に未溶融粒子として残存し、粒子間結合力が低下する原因となるので好ましくないからである。
【0016】
溶射後のその溶射皮膜の厚さは、30〜800 μmの範囲がよい。その理由は、厚さが30μmより薄い皮膜では均一性に乏しいため、良好な仕上げ寸法が確保できない。一方、厚さが800 μmより厚い皮膜を形成してもその特性に変化はないので、経済的でない。
【0017】
溶射皮膜の気孔率は、 0.1〜15% (面積%) の範囲がよい。その理由は、気孔率が0.1 %以下の溶射皮膜を形成することは大気中の溶射では極めて困難であるほか、無気孔皮膜では却って摺動特性を劣化させるので得策でない。一方、気孔率が15%以上の皮膜では基材に対する密着性が低下するほか、腐食成分の内部侵入が容易となるため耐久性が低下する。
なお、溶射皮膜の気孔率(0.1%〜15%) は、溶射材料の粒径と溶射距離を調整することによって制御することができる。
【0018】
上述した溶射皮膜の性状は、溶射熱源によっても変化する。一般にプラズマを熱源とする溶射法では、溶射材料粒子の加熱溶融には適しているものの、大気中で溶射すると材料粒子の酸化、炭化物粒子では分解も起こるので、得られる溶射皮膜中には酸化物を多く含むこととなる。このため、皮膜を構成する粒子の相互結合力が弱く、また基材との密着性も低くなるため、本発明に係る摺動部材被覆用皮膜としては不適当である。
【0019】
このような理由から、本発明においてブラスト処理表面に被覆する溶射皮膜は、可燃性ガス (含液体燃料) の燃焼フレームを熱源とする溶射法が好適であり、とくに燃料および酸素をともに加圧した状態で燃焼して得られる高速フレーム (High Volocity Oxgen-Fuel Spraying Process = HVOF) が特に有効である。この高速フレーム溶射法の場合、熱源温度は2000℃前後と低いため、溶射粒子の加熱・昇温は十分でないが、フレームの速度は秒速1500〜1800m に達するため、溶射粒子の酸化が著しく抑制されるうえに、速い飛行速度を利用して、基材に対し大きな衝突エネルギーが発生する。それ故に緻密で密着力の大きい溶射皮膜を形成することができる。
【0020】
【実施例】
実施例1
本実施例では、本発明の溶射皮膜の鋳鉄基材に対する密着性と耐熱衝撃性について試験した。
(1) 供試基材:JIS G5501 規定のFC 150 (ねずみ鋳鉄品) から幅50mm×長さ60mm×厚10mmの試験片を切り出し、これを溶射用の基材とした。
(2) 供試溶射材料:表1に、供試した本発明の溶射材料と比較例の溶射材料との化学組成を示した。本発明の溶射材料 (No.1〜4)は、Cr3C2, WC, TiC, ZrC などの炭化物と、TiB2, ZrB2, NiB2, CrB2などの硼化物を含み、Ni, Ni−Cr合金, Cr−Co合金のいずれかを含む炭硼化物サーメット材料であり、炭化物/硼化物の重量比が0.88〜3.33の範囲にある。
これに対し、比較例の溶射材料は、炭化物と硼化物を含むものの、その重量比は0.15〜0.17および4.80(No.8)である。ただ、No.8の溶射材料は、炭化物/硼化物重量比は本発明の範囲内にあるが、金属成分量を多く含む例である。
(3) 溶射法および溶射皮膜厚さ:溶射法として灯油を燃料とする高速フレーム溶射法を用い、ブラスト処理によって粗面化した球状黒鉛鋳鉄製基材上に200 μm厚の溶射皮膜を形成した。
(4) 溶射皮膜の評価方法:皮膜の評価は次に示す方法により実施した。
▲1▼ 皮膜の密着性:JIS H 8666 (セラミック溶射皮膜試験方法) に規定されている皮膜の密着強さの試験により実施した。
▲2▼ 熱衝撃試験:溶射試験片を700 ℃に加熱した電気炉中に15分間放置した後、25℃の水中に投入する操作を1サイクルとして10回繰り返した。ただし、皮膜の剥離面積が全体の5%以上に達した時点で試験を中止して判定した。
【0021】
(5) 試験結果
試験結果を表2に要約して示した。この結果から明らかなように、比較例 (No. 5〜7) は、溶射皮膜の密着強さが35〜55 MPaであり、また、熱衝撃試験では3〜5回の繰返しによって皮膜が剥離した。これに対し、本発明例 (No. 1 〜4) では、溶射皮膜と冶具を固定するために使用した接着剤 (エポキシ系樹脂) 部からの剥離はあったが、溶射皮膜からの剥離は認められなかった。
なお、表中の皮膜の密着性については、接着剤部で剥離する際の最大荷重値を表示したものである。また、本発明については、熱衝撃試験においても10回の加熱−冷却に耐えるなど良好な密着性を示した。
ただし、比較例の皮膜であっても、No. 8の皮膜は、本発明と同等の性能を示した。この原因は、セラミック混合物の配合割合が本発明の範囲内にあることと、金属質成分の割合いを大きくしただけであることから、良好な密着性を示したものと思われる。ただし、金属質成分の多い皮膜は、摺動摩耗によって損耗される割合いが大きく、本発明の目的皮膜として適していない。
【0022】
【表1】

【表2】
実施例2
実施例1の結果によって、炭化物/硼化物の重量比が本発明が提案する範囲内 (0.88 〜6.45)であれば、高速フレーム溶射法によって、密着性に優れ、熱衝撃に対しても大きな抵抗を有することが確認された。そこで、以下の実施例では、炭化物としてCr3C2 、硼化物としてZrB2を選定し、さらに金属成分としてNi−Cr合金に限定して、炭化物/硼化物の重量比を種々変化させた高速フレーム溶射皮膜を形成し、内燃機関のシリンダーライナー用として必要な機械的性質を試験した。
【0025】
表3は、この実施例で使用した溶射材料の化学成分とその記号を示したものである。本発明に適合する溶射材料は、炭化物/硼化物重量比が0.91〜6.45 (記号E,F,G,H,I,M)の範囲にあり、かつ金属質成分の割合も全体の25.0〜36.3%の範囲にある。これに対し比較例 (記号A,B,J,K)は、炭化物/硼化物の重量比が本発明の範囲外にあり、また記号Nの材料は炭化物/硼化物重量比が本発明の範囲内にあるものの、金属質成分の含有量が大きく、発明外の組成を有するものである。なお、記号Oは、この種内燃機関のシリンダーライナー用耐摩耗性表面処理として採用されている窒化処理であり、参考のため供試した。
【0026】
以上の溶射材料を用いて、FC 150 材 (50mm×50mm×10mm厚) 上に高速フレーム溶射法によって200 μm厚に成膜したものを試験片として往復動摩耗試験を実施した。
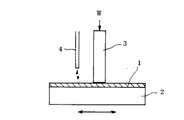
図1は、往復動摩耗試験の概要を示したものである。すなわち、溶射皮膜1を形成した試験片2を設置し、その上面の中央部に直径8mm×長さ30mmの硬質Crめっきした球状黒鉛鋳鉄製のピン3を接触させ、ピンの上部から荷重 (図外) をかけながら、試験片を左右へ移動させることによって、溶射皮膜とピン材料の摩耗量を測定する試験である。なお、皮膜には給油細管4から潤滑油が滴下されるようになっている。この試験機を用い、下記条件で試験を行った。
荷重: 70kgf
ストローク: 100 mm
摺動速度: 平均 1.5 m/sec (450cpm)
走行距離: 18,000 m (200min)
プレート加熱温度:160 ℃
潤滑油銘柄: JIS K2215 相当品
潤滑油滴下量: 8.5 cc/h
ならし運転: 5 kgf 、0.17m/sec 、10min
【0027】
表4は、往復動摩耗試験結果を試験前後における溶射皮膜とピン接触部の摩耗量をそれぞれ求めて示したものである。この結果から明らかなように、比較例の摩耗量は大きく、これに伴ってピンの摩耗面積が大きくなっている。これに対し、本発明例 (記号E,F,G,H,I,M)および皮膜と接触しているピンとも摩耗量が少なく良好な摺動特性を有することが確かめられた。
【0028】
【表3】
【表4】
実施例3実施例2に用いた溶射試験片を用い、図1の装置を利用して動摩擦係数の測定を行った。相手材は電気Crめっき材 (直径8mm) 、試験温度160 ℃、荷重70kgf、摺動速度1.5 m/sec 、潤滑油JIS K2215 相当品、滴下量 8.5 ml/h である。
なお、bk実施例に供試した本発明に適合する溶射皮膜は、記号E,G,K、一方、比較例としては記号A,N,Oの溶射皮膜である。
表5は、動摩擦係数の測定を1試料について5回測定し、摩擦係数の最小値と最大値を示したものである。この結果から明らかなように、本発明の溶射皮膜の動摩擦係数は、比較例中最小の摩擦係数を示すO (窒化処理) に比較しても低く、良好な摺動特性を有することが確認された。
【0031】
【表5】
実施例4
本実施例では、溶射皮膜の気孔率と耐摩耗性の関係を調査した。
(1) 供試基材: 実施例2と同じもの
(2) 供試溶射材料:表1記載の記号E材料
(3) 溶射法と皮膜の気孔率: 溶射法は、従来同様高速フレーム〜溶射法を用い、溶射材料の粒径を本発明の範囲内で変化させるとともに、溶射距離を変えることによって 0.1〜18%の気孔率を有する皮膜を準備した。
(4) 摩耗試験方法: 図1の試験装置を用い、実施例2の往復摩耗試験条件で溶射皮膜の耐摩耗性と気孔率の関係を調べた。
(5) 試験結果: 皮膜の摩耗量と気孔率との関係を図2に要約した。この結果から明らかなように、皮膜の摩耗量と気孔率は密接な関係にあり、今回の実験の範囲内では気孔率が小さいほど良好な耐摩耗性を示した。本発明部材の用途を勘案し、気孔率 0.1〜15%の範囲の皮膜を本発明の範囲とした。
【0033】
【発明の効果】
以上説明したように、本発明にかかる炭硼化物サーメット溶射皮膜を被成した部材は、基材との密着性および皮膜を構成する溶射粒子の相互結合力が高いうえ、潤滑油が存在する環境で優れた耐摩耗性と低い摩擦係数を示すことが判明した。したがって、かかる溶射皮膜を内燃機関のシリンダーライナー摺動部に施工することによって、高負荷条件下でも高い信頼性と長寿命化が期待できる。
【図面の簡単な説明】
【図1】溶射皮膜の耐摩耗性を調査するために用いた往復動摩耗試験の概要を示したものである。
【図2】実施例4の試験結果を図示したもので、溶射皮膜の気孔率と皮膜の摩耗断面積の関係を示したグラフである。
【符号の説明】
1 供試溶射皮膜
2 鋳鉄製基材
3 電気クロムめっきした焼入れ鋼製ピン
4 潤滑油供給管
Claims (1)
- 摺動面を、TiC,ZrC,HfC,VC,TaC,NbC,WC,B 4 C,SiCおよびCr 3 C 2 のうちから選ばれたいずれか1種以上の炭化物およびTiB 2 ,ZrB 2 ,HfB 2 ,VB 2 ,TaB 2 ,NbB 2 ,W 2 B 5 ,CrB 2 およびNiB 2 のうちから選ばれたいずれか1種以上の硼化物のセラミック混合物と、Ni,CrおよびCoのうちから選ばれたいずれか1種以上の金属成分が、炭化物/硼化物の混合割合が重量比で0.88〜6.45の範囲内にあり、そして金属成分の割合が25〜37wt%の範囲内にあり、これらは共存して化合物化しており、かつ気孔率が0.1〜15%(面積率)の炭硼化物サーメット溶射皮膜にて被覆したことを特徴とする潤滑油存在下での耐摩耗性に優れる摺動部材。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP13829998A JP3749618B2 (ja) | 1998-05-20 | 1998-05-20 | 潤滑油存在下での耐摩耗性に優れる摺動部材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP13829998A JP3749618B2 (ja) | 1998-05-20 | 1998-05-20 | 潤滑油存在下での耐摩耗性に優れる摺動部材 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH11335805A JPH11335805A (ja) | 1999-12-07 |
| JP3749618B2 true JP3749618B2 (ja) | 2006-03-01 |
Family
ID=15218643
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP13829998A Expired - Fee Related JP3749618B2 (ja) | 1998-05-20 | 1998-05-20 | 潤滑油存在下での耐摩耗性に優れる摺動部材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3749618B2 (ja) |
-
1998
- 1998-05-20 JP JP13829998A patent/JP3749618B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH11335805A (ja) | 1999-12-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI405873B (zh) | 包含金屬基質型複合物之抗磨塗覆層的製備方法及使用該複合物製成之塗覆層 | |
| DK1564309T3 (en) | Piston ring and thermal spray coating for use therein, and method of making them | |
| CA2751250C (en) | Coatings, composition, and method related to non-spalling low density hardface coatings | |
| EP2413006B1 (en) | Piston ring | |
| GB2305939A (en) | Thermally depositing a composite coating based on iron oxide | |
| JP2004510050A (ja) | 機械的合金化した粉末のピストンリング用熱塗布コーティング | |
| EP1936002A1 (en) | Environmentally friendly wear resistant coating | |
| EP2402474B1 (en) | Piston ring | |
| JP2001503816A (ja) | 内燃機関の被覆された耐摩耗性部品、特にピストンリングおよびそれらの製造方法 | |
| JPH05331694A (ja) | 機械構造用複合めっき非鉄金属材 | |
| US7964239B2 (en) | Bearing material coated slide member and method for manufacturing the same | |
| Barbezat | Thermal spray coatings for tribological applications in the automotive industry | |
| JP2004300528A (ja) | 摺動部品およびブレーキ用ディスクロータ | |
| JP3749618B2 (ja) | 潤滑油存在下での耐摩耗性に優れる摺動部材 | |
| JP5853307B2 (ja) | ブレーキ用ディスクロータとその製造方法 | |
| US20070099015A1 (en) | Composite sliding surfaces for sliding members | |
| JP3547583B2 (ja) | シリンダーライナー | |
| JP2007314839A (ja) | ピストンリング用溶射皮膜及びそのピストンリング | |
| US6652991B1 (en) | Ductile NiAl intermetallic compositions | |
| ChandraYadaw et al. | Comparative study of surface coating for automotive application—a review | |
| CN113652623A (zh) | 一种钛合金的复合材料及其制备方法 | |
| JPS63227757A (ja) | 耐摩耗性セラミツクスの溶射方法 | |
| Ranjan et al. | Morphological, microstructural, and mechanical study of FGM coatings prepared using the HVOF technique | |
| JPH03172681A (ja) | ピストンリング及びその製造方法 | |
| WO2014127110A1 (en) | Thermally sprayed wear-resistant piston ring coating |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20040914 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20041112 Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20041112 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20041112 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20041112 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050111 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050310 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20050913 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20051013 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20051018 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20051115 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20051202 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20081209 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20091209 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101209 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101209 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111209 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121209 Year of fee payment: 7 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121209 Year of fee payment: 7 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131209 Year of fee payment: 8 |
|
| LAPS | Cancellation because of no payment of annual fees |