JP3739751B2 - Metal bending tube manufacturing method and bending apparatus - Google Patents
Metal bending tube manufacturing method and bending apparatus Download PDFInfo
- Publication number
- JP3739751B2 JP3739751B2 JP2003011685A JP2003011685A JP3739751B2 JP 3739751 B2 JP3739751 B2 JP 3739751B2 JP 2003011685 A JP2003011685 A JP 2003011685A JP 2003011685 A JP2003011685 A JP 2003011685A JP 3739751 B2 JP3739751 B2 JP 3739751B2
- Authority
- JP
- Japan
- Prior art keywords
- bending
- pipe
- tube
- bent
- metal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D7/00—Bending rods, profiles, or tubes
- B21D7/02—Bending rods, profiles, or tubes over a stationary forming member; by use of a swinging forming member or abutment
- B21D7/024—Bending rods, profiles, or tubes over a stationary forming member; by use of a swinging forming member or abutment by a swinging forming member
- B21D7/025—Bending rods, profiles, or tubes over a stationary forming member; by use of a swinging forming member or abutment by a swinging forming member and pulling or pushing the ends of the work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D7/00—Bending rods, profiles, or tubes
- B21D7/16—Auxiliary equipment, e.g. for heating or cooling of bends
- B21D7/162—Heating equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D7/00—Bending rods, profiles, or tubes
- B21D7/16—Auxiliary equipment, e.g. for heating or cooling of bends
- B21D7/165—Cooling equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J5/00—Methods for forging, hammering, or pressing; Special equipment or accessories therefor
- B21J5/06—Methods for forging, hammering, or pressing; Special equipment or accessories therefor for performing particular operations
- B21J5/08—Upsetting
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
- Forging (AREA)
Description
【0001】
【発明の属する技術分野】
本発明は金属製の直管を曲げ加工して金属曲管を製造する方法並びにその方法の実施に用いる金属管の曲げ加工装置に関する。
【0002】
【従来の技術】
【特許文献1】
特公昭58−2726号公報
【特許文献2】
特公昭54−28155号公報
【特許文献3】
特公平1−18970号公報
【特許文献4】
特開昭61−199521号公報
従来より、金属曲管の製造方法として、金属製の直管を熱間或いは冷間で曲げ加工する方法が知られている。そして、熱間曲げ加工の代表的な方法として、図20(a)に示すように、曲げ加工すべき直管1を定位置に配置されている誘導コイル2に通し、その先端を支点Oを中心として旋回可能な曲げアーム3に設けている前クランプ4に把持させ、後端を後クランプ5に把持させ、中間部分をガイドローラ6で案内させる状態にセットし、次いで、誘導コイル2によって管1の管軸方向の小区間を塑性変形容易な温度に誘導加熱して加熱部7を形成し、同時に後クランプ5を推進装置(図示せず)によって管軸方向に押して管1を管軸方向に連続的に前進させ、図20(b)に示すように、誘導コイル2により形成される加熱部7を管軸方向に相対的に移動させながら該加熱部7に曲げアーム3の旋回によって生じる曲げモーメントを付与して曲げ変形させると共にその直後に誘導コイル2から冷却水などの冷却媒体8を吹き付けて冷却し、硬化させるという曲げ加工操作を、管1の所望領域に施す方法が知られており、この曲げ加工により、図20(c)に示すように、曲管部1aとその両端の直管状の管端部1b,1cとを備えた金属曲管1Aが製造されている。
【0003】
この曲げ加工方法では、図20(d)に曲管部1aの断面を誇張して示すように、曲げ中立部(中立軸)N−Nを境にして曲げ内側(C側)の管壁には圧縮力が作用して厚肉化し、曲げ外側(T側)の管壁には引張力が作用して薄肉化する。そこで、曲げ外周側管壁の薄肉化を抑制するため、管1に管軸方向の圧縮力を加えながら曲げ加工する方法も知られているが、その場合には曲げ内側部管壁の厚肉化が一層拡大する。曲げ加工中、曲げ内側部管壁に大きい圧縮力が作用し、大きい増肉が生じようとする際、管壁の変形が不安定になり、図21に示すように、曲げ内側部管壁1aaにじゃばらと呼ばれる不安定変形が生じることがある。そこで、従来はじゃばらが発生しないように、曲げ加工速度を抑制するとか、曲げ半径Rを或る程度以上に制限する等の対策が採られていた。
【0004】
また、上記した曲げ加工方法において、曲げ加工開始時には、管に加えた推力が曲げ内側部の増肉する前の管壁に圧縮力として作用するので、管壁に生じる圧縮応力が大きく、じゃばらを発生しやすい。そこで、曲げ加工に先立って、曲管部の前に位置する直管部に熱間据込み加工を施して直管部の肉厚を大きくしておき、その後、曲げ加工を開始することで、曲げ開始時に曲げ内側部管壁に生じる圧縮応力を低減させ、じゃばら発生を防止することも知られている(例えば、特許文献1の特公昭58−2726号公報参照)。
【0005】
また、上記した曲げ加工方法では、曲げ加工時に曲げ外周側管壁と曲げ内側部管壁が曲げ中立部N−Nに近づくように変形し、それに合わせて中立位置の外径が拡大し、曲管部が扁平化する。そこで、この扁平化を防止するため、図22(a),(b)に示すように、曲げ加工中、誘導コイル2を通過した後の曲管部1aに手作業で扁平防止治具10を次々と取り付け、曲管部1aの曲げ中立部N−N上の外径を規制することで扁平化を防止する方法が知られている(例えば、特許文献2の特公昭54−28155号公報参照)。
【0006】
上記した従来の熱間曲げ加工方法では、ほとんどの場合、管1を局部的に加熱する誘導コイル2を管1の外側に配置し、管外面から加熱しているが、特殊な場合として、管内面を優先的に熱処理するために、誘導コイルを管内に配置することもある(特許文献3の特公平1−18970号公報参照)。
【0007】
冷間曲げ加工方法としては、図23に示すように、曲げ加工すべき管1の先端を把持するクランプ4を、支点Oを中心に旋回する部分円盤状のフォームガイド11に取り付け、且つそのフォームガイド11の外周面には管1の外周面を規制する規制面11aを形成しておき、管1を冷間でそのフォームガイド11の規制面11aに巻き付けるようにして曲げ加工する方法が知られている(例えば、特許文献4の特開昭61−199521号公報参照)。
【0008】
【発明が解決しようとする課題】
しかし、かかる従来技術にはいずれも問題があった。すなわち、図20、図22に示すような熱間曲げ加工方法では、曲げ内側部管壁にじゃばらが発生する恐れがあり、曲げ加工に先立って直管部を増厚してじゃばら発生を防止する方法を採ったとしても曲げ加工速度を増速させたときにはやはりじゃばらが発生し、このため、曲げ加工速度をあまり大きくできず(例えば、曲げ半径1.5DRで1.5mm/秒が限度)、曲げ加工速度の増速によるコストダウンを図ることができないという問題があった。また、曲管部の扁平化を防止するため、手作業で扁平防止治具を取り付ける方法では煩わしい作業を必要とし、作業負担が大きくなる。しかも、上記したじゃばら発生問題を解決して曲げ加工速度を増速できたとしても、その場合には増速によって扁平防止治具の取り付けがきわめて困難となり、取り付け個数を減らすとか取り付け作業のための増員が必要となり、しかも取り付け不能となる場合もある。曲げ加工速度を増速させた場合には扁平率が増大するにもかかわらず、扁平防止治具の使用個数を減らさざるを得ないか、或いは使用できなくなるため、得られた曲管では扁平率が大きくなり、従って品質が低下する。しかも、曲管部に扁平が生じると、管端部には、90度回転した方向の扁平(逆扁平という)が生じており、その管端部に対するフランジ取付けや溶接対応(開先形成対応を含む)のために、管端部を真円状に加熱修正しなければならないことが多く、余計なコストがかかる。
【0009】
更に、曲げ加工の際の加熱に管外面側に誘導コイルを配置する関係上、管を把持するクランプを誘導コイルに干渉しないように、適当に離した位置に配置せざるを得ず、このため、製造した曲管1Aの曲管部1aの両側に残す直管状の管端部1b,1cが長くなってしまい、このままでは要求される規格値に合わない。そこで、従来は、曲げ加工終了後に、直管状の管端部1b,1cの一部を切り落として所望長さに調整するという作業を行っており、この作業のために余計がコストがかかる。しかも、曲げ加工後に管端部1b,1cを切断しなければならないため、管端への開先加工やフランジ取付けは、曲げ加工後に行う必要があり、この作業はきわめて困難でコスト高となる。すなわち、曲管に対する開先加工やフランジ取付けでは、直管と違って、管端部軸線の認定に手間がかかるとか、回転させての芯出しになじまず、フランジとの芯合わせに手間がかかり、コスト高となる。
【0010】
一方、冷間曲げ加工方法では、引曲げ法であるため曲げ外周側の減肉を抑制できない。また、冷間加工であるため、曲げ加工後における曲げ外周側の許容伸び率は、素材の許容伸び率から曲げ加工による伸び率を引いた値となるため、曲げ加工による伸び率が大きいと(曲げ半径が小さいと)、曲げ加工後の許容伸び率が小さくなって、管に要求される規格値を満たすことができなくなる。このため、一般工業用プラント配管には、2DR以下の冷間曲げ加工製品は用いられがたい。更に、冷間加工であるため、加工時の変形抵抗がきわめて大きく、このため、曲げ加工のために大きな動力を必要とすると共にその動力に応じた剛性の大きい機械構造となり、設備費が増大する。厚さの薄い管では、曲げ内側部管壁にじゃばらが生じることが多く、これを防止するには、管内に芯金を入れて曲げなければならない。
【0011】
本発明はかかる問題点に鑑みてなされたもので、金属製の直管に対してじゃばら及び扁平を生じることなく、高速で曲げ加工することができ、しかも、曲管部の両側に残す直管部を、金属曲管に要求される規格値に適合するように短くした状態で、曲げ加工することができ、これによって金属曲管の製造コストを大幅に低減できる技術を提供することを課題とする。
【0012】
【課題を解決するための手段】
本発明者らは、金属曲管を曲げ加工によって製造するに当たり、冷間曲げ加工における問題を回避するため、熱間曲げ加工を採用し、その熱間曲げ加工時に生じるじゃばら及び扁平化を防止すべく検討の結果、管の曲げ変形を生じている領域(曲げ変形進行部という)において管の曲げ内側部外周面と曲げ中立部両側の外周面とを適当な型具で規制することでじゃばら及び扁平化を防止できることを見出した。
【0013】
本発明はかかる知見に基づいてなされたもので、本願請求項1に係る発明は、金属製の直管に対して、該管の管軸方向の小区間を誘導加熱により塑性変形容易な温度に加熱し、その加熱によって形成した加熱部を管軸方向に相対的に移動させながら該加熱部に曲げモーメントを付与して曲げ変形させその直後に冷却する曲げ加工操作を施して、曲管部とその両端の直管状の管端部とを備えた金属曲管を製造する方法において、前記誘導加熱のための誘導コイルを前記管の内側のみに配して、且つ、管外周面のうちの曲げ変形進行部の曲げ内側部外周面と曲げ中立部両側外周面とを常設型具で規制しながら曲げ加工操作を行う構成とすると共に、前記管に対する曲げ加工操作に先立って、該管の曲げ始点の先方に隣り合う直管部分に対して、管を管軸方向に圧縮して管肉厚を増厚させる熱間据込み加工 により管肉厚を前記曲げ始点に向けて漸増させる操作を行い、この操作に引き続いて前記曲げ加工操作に移行する構成としたものである。このように誘導コイルを管の内側のみに配したことで、管の誘導コイルで加熱している領域の外側に常設型具を支障なく配置することが可能となり、その常設型具で管の曲げ変形進行部の曲げ中立部両側の外周面を規制することで、扁平化を効果的に防止でき、且つ、曲げ内側部外周面を規制することで、じゃばら発生を効果的に防止できる。また、誘導コイルを管の内側のみに配した構成は、じゃばら発生の防止にも有利に作用する(その理由については後述する)。このため、曲げ加工速度の増速が可能となり、コストダウンを図ることができる。また、従来用いていた扁平防止治具を用いる必要がないので、扁平防止治具を手作業で取り付けるといった面倒な作業が不要となり、この点からもコストダウンを図ることができる。更に、曲管部の扁平化を防止できる結果、管端に生じる恐れのあった逆扁平をも防止でき、管端の修正作業が不要となる。また、誘導コイルを管内に配置したため、管端を把持するためのクランプが誘導コイルに干渉することがなく、このため、クランプを誘導コイルを配置した位置の近傍に位置させることが可能となり、曲管部の両側に残す直管部を、完成製品に要求される短い長さとした状態で曲げ加工を行うことができる。このため、曲げ加工を終わった後、直管状の管端部の一部を切り落として所望長さに調整するという作業が不要となり、曲げ加工に先立って、直管段階で管端にフランジを取り付けるとか、開先加工を施しておくことが可能となり、金属曲管の製造コストを一層削減できる。なお、この発明の実施に当たって、常設型具で管の曲げ変形進行部の曲げ内側部外周面と曲げ中立部両側外周面とを規制する期間は、曲げ加工開始時から曲げ加工終了時までの全期間とすることが、扁平防止及びじゃばら防止の効果を最大限に発揮できるので好ましいが、扁平防止及びじゃばら防止の効果があまり低下しない範囲内であれば、曲げ加工中の一部期間を常設型具による規制のない状態としてもよい。具体的には、全曲げ加工期間の70%程度以上の期間を常設型具で規制すればよい。
【0014】
【0015】
【0016】
更に、請求項1に係る発明は、前記管に対する曲げ加工操作に先立って、該管の曲げ始点の先方に隣り合う直管部分に対して、管を管軸方向に圧縮して管肉厚を増厚させる熱間据込み加工により管肉厚を前記曲げ始点に向けて漸増させる操作を行い、この操作に引き続いて前記曲げ加工操作に移行するという構成としたことにより、直管部の肉厚が増大した後で曲げ加工が開始されるため、曲げ開始時に増厚した曲げ内側部管壁と直管部の管壁との間に急激な肉厚変化が生じることがなく、これによってじゃばら発生を一層防止できる。また、製造された金属曲管では、曲げ始点側の直管部分の肉厚が曲管部に向かって漸増しているため、曲管部の曲げ内側部の増厚化した管壁との間に大きい段差が生じておらず、このため、応力集中が生じるとか、管内流体に対して大きい抵抗を与えるといったことがない。
【0017】
請求項2の発明は、請求項1記載の金属曲管の製造方法において、前記管に対する曲げ加工操作を行い、該管の曲げ終点に達したら、その後方に隣り合う直管部分に対して、管を管軸方向に圧縮して管肉厚を増厚させる熱間据込み加工により管肉厚を前記曲げ終点を起点として漸減させる操作を行うという構成としたものである。この構成により、製造された金属曲管では、曲げ終点側の直管部分の肉厚が曲管部から漸減しているため、曲管部の曲げ内側部の増厚化した管壁との間に大きい段差が生じておらず、このため、応力集中が生じるとか、管内流体に対して大きい抵抗を与えるといったことがない。
【0018】
請求項3の発明は、請求項1又は2記載の金属曲管の製造方法において、前記管の曲げ終点の後方に位置する直管部分に対して、管端を管軸方向に押し込んで管肉厚を増厚させる熱間据込み加工を施し、その際の管端の押込み終点位置を調整することで、製造された金属曲管における管端の位置取りを調整する構成としたものである。この構成により、曲げ加工に供する直管の長さに誤差があっても、また曲げ加工によって形成した曲げ半径に誤差があっても、製造された金属曲管の管端の位置取りを所定の規格値に一致するように調整でき、製品の寸法精度を向上させることができる。
【0019】
請求項4の発明は、請求項1から3のいずれか1項記載の金属曲管の製造方法において、前記管に対する曲げ加工の開始時には、曲げアームを旋回させると共に誘導コイルを所定の曲げ加工位置よりも管先端側に離れた位置から曲げ加工位置に向かって管軸方向に移動させ、その際の曲げアームの旋回速度と誘導コイルの移動速度とを、曲げアームの旋回速度に対する、加熱部の管に対する相対移動速度の比率(すなわち、加熱部の管に対する相対移動速度/曲げアームの旋回速度)が曲げ加工の進行と共に徐々に減少するように設定することで、曲げ半径が大きい曲げ半径から徐々に減少するように曲げ加工を行い、誘導コイルが曲げ加工位置に達した後は、誘導コイルをその曲げ加工位置に停止させた状態で曲げ半径一定での曲げ加工を行う構成としたものである。この構成により、大きい曲げ半径で曲げ加工を開始し、その後曲げ半径を徐々に小さくして所定の曲げ半径とし、その後はその所定の曲げ半径での曲げ加工を継続するという、いわゆるぼかし曲げを行うことができ、じゃばら発生を防止できると共に、直管部から曲管部への移行部分が滑らかに湾曲した構造の金属曲管を得ることができる。
【0020】
請求項5の発明は、請求項1から4のいずれか1項記載の金属曲管の製造方法において、前記誘導コイルを所定の曲げ加工位置に停止させた状態で曲げ半径一定での曲げ加工を継続し、曲げ加工の終了時に近づいた時点で、曲げアームの旋回は継続した状態で誘導コイルを所定の曲げ加工位置から管後端に向かって管軸方向に移動させ、その際の曲げアームの旋回速度と誘導コイルの移動速度とを、曲げアームの旋回速度に対する、加熱部の管に対する相対移動速度の比率(すなわち、加熱部の管に対する相対移動速度/曲げアームの旋回速度)が曲げ加工の進行と共に徐々に増加するように設定することで、曲げ半径が所定の曲げ半径から徐々に増加するように曲げ加工を行う構成としたものである。この構成により、曲げ加工の終了部分において曲げ半径を所定の曲げ半径から徐々に増大させながら曲げ加工を行うという、いわゆるぼかし曲げを行うことができ、曲管部から直管部への移行部分が滑らかに湾曲した構造の金属曲管を得ることができる。
【0021】
請求項6の発明は、請求項1から5のいずれか1項記載の金属曲管の製造方法において、前記曲げ加工操作を、管に管軸方向の圧縮力を作用させた状態で行う構成としたものであり、これにより、曲管部の曲げ外側部管壁の減肉を抑制することができる。
【0022】
請求項7の発明は、請求項1から6のいずれか1項記載の金属曲管の製造方法において、前記管を、その管端に直管段階でフランジを取り付けてから前記曲げ加工操作に供してフランジ付き曲管を得る構成としたものである。このように、管の管端に直管段階でフランジを取り付ける構成としたことで、曲げ加工した後の曲管にフランジを取り付ける場合に比べてはるかに容易にフランジ取付けを行うことができ、フランジ付き金属曲管を低コストで製造できる。また、管端にフランジを取り付けた状態で曲げ加工を施すと、管端がフランジによって真円に保持されるため、従来の曲げ加工時に管端に生じていた逆扁平化が生じることがなく、この点からも品質の良い曲管を製造できる。
【0023】
請求項8の発明は、請求項1から6のいずれか1項記載の金属曲管の製造方法において、前記管を、その管端に直管段階で溶接用開先を形成してから前記曲げ加工操作に供して溶接用開先付き曲管を得る構成としたものである。このように、管端に直管段階で溶接用開先を形成する構成としたことで、曲げ加工した後の曲管の管端に溶接用開先を形成する場合に比べて、開先形成作業を簡単化でき、管端に開先加工を施した金属曲管を低コストで製造できる。
【0024】
【0025】
【0026】
請求項9の発明は、金属曲管の製造方法の実施に用いる曲げ加工装置を提供するもので、曲げ加工すべき金属製の直管が所定の曲げ加工位置を通って管軸方向に前進する際に該曲げ加工位置よりも後方の直管部分を所定の走行経路に保持する管規制手段と、前記管の先端を把持するクランプを備え、所定の支点を中心として旋回可能な曲げアームと、前記管内に挿入され、該管の前記曲げ加工位置に位置する管軸方向の小区間を誘導加熱する誘導コイルと、前記管の前記誘導コイルで加熱される領域の管先端側に冷却媒体を吹き付けて冷却する冷却手段と、前記曲げアームの旋回によって前記管に曲げモーメントを作用させるよう、前記曲げアームを直接若しくは前記管を介して、或いは両者を併用して旋回させる駆動手段と、曲げ加工操作中、前記管の外周面のうちの曲げ変形進行部の曲げ内側部外周面と曲げ中立部両側外周面とを規制する常設型具とを備えるという構成としたものである。この構成により、管を熱間曲げ加工することができ、且つその曲げ加工中、管の曲げ変形進行部の曲げ内側部外周面と曲げ中立部両側の外周面とを常設型具で規制しながら曲げ加工操作を行うことができ、じゃばら及び扁平を生じることなく高速で曲げ加工を行うことができる。
【0027】
更に、請求項9の発明は、上記構成に加えて、前記常設型具を、前記曲げアームと一体に旋回するように設けられた形状保整ガイドを備えた構成とし且つその形状保整ガイドが、前記管の、曲げ変形進行部とこれに連なる曲げ変形済曲管部とを対象とした、曲げ内側部外周面を規制してじゃばら発生を防止するじゃばら規制面と、曲げ中立部両側外周面を規制して管の扁平化を防止する扁平規制面とを備えた構成としたものである。この構成の形状保整ガイドは、曲げ加工中、管の曲げ変形進行部のみならず、曲げ変形済の曲管部をも形状規制でき、このためじゃばら及び扁平の発生を一層良好に防止できる。
【0028】
請求項10の発明は、請求項9の曲げ加工装置において、前記形状保整ガイドを、前記曲げアームと一体に回転する主軸と、前記じゃばら規制面を備えたじゃばら防止部材と、前記扁平規制面を備えた2枚の扁平防止板と、前記じゃばら防止部材及び2枚の扁平防止板を前記主軸に着脱可能な形態で取り付ける手段を有する構成としたものである。このように、じゃばら防止部材と扁平防止板を主軸に対して着脱可能としたことにより、曲げ加工する管の外径、曲げ半径等の曲げ条件に応じて適切なライナーや扁平防止板を、曲げ条件に応じた位置に取り付けることが可能となり、曲げ条件の変更に容易に対応可能となる。
【0029】
請求項11の発明は、請求項10の曲げ加工装置において、前記じゃばら防止部材のじゃばら規制面を、曲げ加工によって形成される曲管部の曲げ内側部外周面に適合する円弧状面で構成し、前記扁平防止板の扁平規制面を平坦面で構成したものである。じゃばら防止部材のじゃばら規制面を、曲管部の曲げ内側部外周面に適合する円弧状面とすると、良好なじゃばら防止効果を発揮することができる。また、扁平防止板の扁平規制面を平坦面とすると、構造が簡単となり、設備のコストダウンを図ることができる。
【0030】
請求項12の発明は、請求項10又は11の曲げ加工装置において、前記扁平防止板を、異なる管外径及び異なる曲げ半径での曲げ加工に共用できるよう、曲げ半径方向にも広がりを設けた扁平規制面を備えた構造とし、前記じゃばら防止部材は異なる管外径及び異なる曲げ半径での曲げ加工にそれぞれ対応して複数個を用意し、曲げ加工条件に適したものを取り付ける構成としたものである。この構成により、曲げ加工条件の変更に当たっては、じゃばら防止部材のみを交換し、扁平防止板は同一のものを使用でき、設備コストを一層低減できる。
【0031】
【0032】
請求項13の発明は、請求項9から12のいずれか1項記載の曲げ加工装置において、更に、前記曲げアームのクランプで先端を拘束されている管の後端を管軸方向に且つ前記クランプまでの管長さを縮小させるように押圧する押圧装置を備えた構成としたものである。この構成により、曲げ加工中、管に管軸方向の圧縮力を作用させておくことができ、曲げ外側部管壁の薄肉化を抑制しながら曲げ加工を行うなどの諸施策が可能となる。
【0033】
請求項14の発明は、請求項9から13のいずれか1項記載の曲げ加工装置において、更に、前記誘導コイルを曲げ加工位置の前後の領域で管軸方向に移動させる手段を設けるという構成としたものである。このように誘導コイルを移動させることができる構成とすることで、種々な方法での曲げ加工を行うことができる。例えば、管を管軸方向に圧縮する押圧装置と併用すれば、曲げ加工操作に先立って、該管の曲げ始点の先方に隣り合う直管部分を前記誘導コイルで加熱しながら、該誘導コイルを管軸方向に曲げ始点に向かって移動させ、同時に管端を押圧手段によって管軸方向に押し込み、管に管軸方向の圧縮力を作用させることで、直管部に管肉厚を増厚させる熱間据込み加工を施すことができ、その際の誘導コイルの移動速度及び/又は管の押し込み速度を適切に変化させることで、管肉厚を前記曲げ始点に向けて漸増させることができる。そして、誘導コイルが曲げ始点に達した時点で誘導コイルの移動を停止し、曲げ加工を開始することで、じゃばら発生を一層防止した曲げ加工を行うことができる。また、曲げ加工を継続し、管の曲げ終点に達したら、管端に対する押し込みが継続した状態で、誘導コイルを管軸方向に且つ曲管部から離れる方向に移動させることで、管肉厚を増厚させる熱間据込み加工を施すことができ、その際の誘導コイルの移動速度及び/又は管の押し込み速度を適切に変化させることで、管肉厚を前記曲げ終点を起点として漸減させることができる。更に、前記管の曲げ終点の後方に位置する直管部分に対して、管を誘導コイルで加熱しながら押圧装置で管端を管軸方向に押し込んで管肉厚を増厚させる熱間据込み加工を施し、その際の管端の押込み終点位置を調整することができる。また、誘導コイルを前記曲げ加工位置の前後の領域で管軸方向に移動させることができる構成としたことにより、誘導コイルを曲げ加工位置の前から曲げ加工位置に向かって移動させながら曲げ加工を開始し(曲げアームの旋回を開始し)、誘導コイルが曲げ加工位置に達した時点で誘導コイルをその位置に停止させて曲げ加工を継続するという曲げ加工方法を採ることもできる。また、曲げ終わりの領域に達すると、曲げアームの旋回は継続した状態で誘導コイルを曲げ加工位置から後方に移動させるという曲げ加工方法を採ることもできる。
【0034】
【発明の実施の形態】
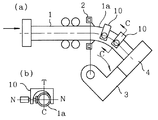
以下、図面に示す本発明の好適な実施形態を説明する。図1は本発明の実施形態に係る金属管の曲げ加工装置の概略平面図、図2はその概略断面図である。図1,図2において、13は曲げ加工すべき金属製の管、例えば鋼管であり、曲げ加工装置の所定位置にセットされている。この実施形態では、曲げ加工に供する管13として、図3(a)に示すように、その両端にあらかじめフランジ14を溶接固定したものが用いられる。図1、図2において、15は機械本体、16は機械本体15に、垂直な軸線O−Oを中心として回転自在に保持された主軸、17はその主軸16に一体に回転するように取り付けられた曲げアーム、18は曲げアーム17に取り付けられ、管1の先端を把持するクランプ(以下前クランプという)である。この構成により、管13が矢印Eで示すように管軸方向に移動し且つ曲げアーム17が軸線O−Oを支点として旋回した時に、管13に曲げモーメントを作用させ、曲げ変形させることができる。ここで、管13を前進させながら曲げアーム17で曲げモーメントを作用させて管を連続的に曲げ変形させてゆく場合、管の曲げ変形進行部を曲げアームの支点Oを通り、管13の軸線に直角な直線OA上に位置させた場合に、安定して効率良く曲げ加工を行うことができるので、本明細書では、直線OA上を「曲げ加工位置」と称する。また、本明細書において管13に関する「先端」、「後端」、「前」、「後」等の表現は、矢印Eで示す管の移動方向に基づくものとする。管13先端を把持する前クランプ18は、管13を直接及び/又はフランジ14を介して必要な強度で把持しうるものであれば構造は任意であり、具体的には、管先端のフランジ14に隣接した領域の外面並びにフランジを把持しうる構造とすることが管13を大きい強度で把持できるので好ましい。
【0035】
20は管の曲げ加工のために曲げアーム17を旋回させる駆動手段であり、主軸16に取り付けられたピニオン21と、そのピニオン21にかみ合うように配置されたラック22と、そのラック22を往復動させる主曲げシリンダ23等を備えている。25は管13の後端を把持する後クランプ、26はその後クランプ25を保持した後クランプ支持台であり、適当な支持ガイド(図示せず)により管13の管軸方向に移動可能に保持されている。28は、管13の後端を管軸方向に且つ管先端を把持している前クランプ18に対して接近するように押圧して管を管軸方向に圧縮する押圧装置であり、適当な支持ガイド(図示せず)に管軸方向に移動可能に保持された移動台29と、その移動台29がラック22と一緒に移動するよう連結する連結板30と、後クランプ支持台26を移動台29に対して接近及び離間するように駆動する圧縮用シリンダ31等を備えている。
【0036】
35は、管13内に挿入され、該管の管軸方向の小区間を環状に誘導加熱する誘導コイルであり、加熱した領域の管先端側に冷却水等の冷却媒体36(図3参照)を吹き付けて冷却する冷却手段を備えている。37は、誘導コイル35を保持すると共に電力及び冷却媒体を供給する中継リード、38は中継リード37を保持すると共に管軸方向に移動可能な高周波変圧器、39はその高周波変圧器38を管軸方向に往復動させる変圧器移動用モータである。この変圧器移動用モータ39で高周波変圧器38を移動させることで、誘導コイル35を管13内で管軸方向に移動させることができる。ここで、変圧器移動用モータ39による誘導コイル35の移動範囲は、直線OA(曲げ加工位置)の前後の所望の範囲となるように設定している。なお、本明細書において、誘導コイル35の管軸方向の位置を記載する場合、その誘導コイル35から噴射される冷却媒体36が管13に吹き付けられる位置(冷却線)よりも少し誘導コイル35に近い位置(冷却によって曲げ変形や増肉変形が終了する位置)を基準として記載する。従って、例えば、図5に示すように、誘導コイル35からの冷却媒体36が曲げ加工位置OAを少し越えた位置にある時、その誘導コイル36が曲げ加工位置OA上にあると記載する。
【0037】
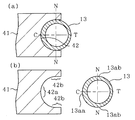
40は、曲げ加工操作中、管13の、少なくとも曲げ加工位置OAに位置する領域の曲げ内側部外周面と曲げ中立部両側の外周面とを規制する常設型具である。この実施形態における常設型具40は、曲げアーム17と一体に旋回するように、ナット44によって取り付けられた形状保整ガイド41を備えており、その形状保整ガイド41は、断面が略U字状の規制面42を、旋回中心Oを中心として円弧状に形成した一体構造のものである。この規制面42は、図6(b)に拡大して示すように、曲げ変形した管13の曲げ内側部外周面13aaに適合する形状に作られ、その曲げ内側部外周面13aaを規制してじゃばら発生を防止するじゃばら規制面42aと、その管13の曲げ中立部N−N上の両側の外周面13ab,13abを規制して扁平を防止する扁平規制面42b,42bを有しており、管13の曲げ加工時には、図6(a)に示すように、曲げ変形した管13を規制面42で拘束し、じゃばらの発生及び扁平化を防止できる。図1において、規制面42の形成位置及び円周方向の長さは、少なくとも、曲げアーム17を図1に示す位置(曲げ加工すべき管をセットするための位置)から曲げ終わりまで旋回させる間、常に規制面42が曲げ加工位置OA上に位置するように定めている。従って、曲げ加工中、規制面42は常に、管13の曲げ加工位置OAにある領域並びに曲げ加工により形成された曲管部を規制することができる。
【0038】
46は、管13を曲げ加工する際に、該管13の曲げ加工位置よりも後方の直管部分を所定の走行経路に保持する管規制手段であり、ここでは押えローラ47を備えたものが用いられている。
【0039】
図2において、機械本体15の据え付けに当たっては、その装置にセットした管13の軸線が管先端側が2〜3°低くなるように傾斜させておく。これは管内に噴射した冷却媒体が敏速に管外に排出されるようにするためである。なお、機械本体15を据え付け時に傾斜させる代わりに、機械本体に15に対して管13を保持する各部品を管13が傾斜するように取り付けておいてもよい。
【0040】
次に、上記構成の曲げ加工装置を用いて、図7に示す金属曲管13Aを製造する方法を説明する。この金属曲管13Aは、曲げ角度θの曲管部13aとその両端の長さb,cの直管状の管端部13b,13cを備えたものであり、各管端にはフランジ14を取り付けている。また、各管端部13b,13cには曲管部13aに隣接した長さd,eの領域に曲管部に向かって肉厚が漸増する移行部13bd,13ceを備えている。
【0041】
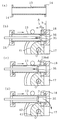
金属曲管13Aの製造に当たっては、先ず、図3(a)に示すように、金属製の直管13を用意し、その直管を、後述する熱間曲げ加工及び熱間据込み加工を行うことで所望長さの金属曲管13Aが得られる長さに調整し、その両端にフランジ14を溶接固定する。このフランジ14の溶接固定作業は、直管に対して行うため、従来のように曲げ加工した後の曲管に溶接固定する場合に比べてきわめて容易に且つ作業性良く行うことができる。次に、両端にフランジ14を固定した直管13を、図1,図2,図3(b)に示すように、曲げ加工装置の所定位置にセットし、先端を曲げアーム17の前クランプ18で把持し、後端を後クランプ25で把持し、その管13内に誘導コイル35を挿入する。ここで、前クランプ18の位置は、直管13の先端から曲げ加工位置OAまでの距離bが図7に示す金属曲管13Aの前側の管端部13bの長さbに等しくなるように設定している。なお、通常、金属曲管13Aの管端部13bに要求される長さbは比較的短いので、前クランプ18で把持した管13の管端を曲げ加工位置OAから距離bだけ離れた位置とするには、前クランプ18を曲げ加工位置OAに近づけた位置に配置する必要があるが、図示したように誘導コイル35が管内に位置しているので、前クランプ18に誘導コイル35が干渉することはなく、従って、所望位置に支障なく前クランプ18を配置できる。
【0042】
次に、図3(b)において、誘導コイル35を曲げ加工位置OAよりも管先端側に距離dだけ離れた位置に位置させる。ここで距離dは図7に示す金属曲管13Aに形成する移行部13bdの長さdに等しく設定している。この状態から、まず管13に対する熱間据込み加工を開始する。すなわち、図3(b)、(c)に示すように、曲げアーム17を旋回させず、前クランプ18を一定位置に保持した状態で、誘導コイル35による加熱を開始し、管13の誘導コイル35に対向した小区間を塑性変形容易な温度、例えば、赤熱温度に加熱、昇温させ、且つその加熱領域よりも管先端側の位置に冷却媒体36を吹き付けながら誘導コイル35を曲げ加工位置OAに向かって移動させ、同時に後クランプ25を圧縮用シリンダ31(図1参照)で前進させることで管13の後端を先端に向かって押し込んで行く。これにより、管13の加熱された領域即ち加熱部が増厚し且つ増厚直後に冷却、硬化しながら管13の管軸方向に移動してゆき、連続的に熱間据込み加工が行われる。この時の管壁の増厚率は、後クランプ25の押し込み速度と誘導コイル35の移動速度の比率によって定まる。この実施形態では、誘導コイル35の移動速度を一定とし、後クランプ25の押し込み速度を徐々に増加させて行く。これにより、誘導コイル35の移動につれて増厚率が増大してゆき、移行部13bdが形成される。
【0043】
そして、誘導コイル18が曲げ加工位置OAに達した時点で、誘導コイル35を停止させ、曲げ加工動作に移行する。すなわち、誘導コイル35による加熱及び冷却媒体吹き付けは継続した状態で、主曲げシリンダ23(図2参照)の作動を開始し、ラック22及びピニオン21を介して曲げアーム17を旋回させ、同時に圧縮シリンダ31を作動させる。これにより、図3(d)、図4(a)に示すように、管13が連続的に曲げ加工され、曲管部13aが形成されてゆく。この際、圧縮シリンダ31の作動速度を、管13の後端が曲げ加工速度(管13が曲げ加工位置OAを通過する速度)に比べて、所望の圧縮率を確保しうる速さで押し込まれるように定めておく。これにより、曲げ加工中、曲げ加工位置の管13に所望の圧縮率の圧縮を付加することができ、曲げ外周側管壁の減肉を抑制できる。ここで、圧縮シリンダ31の作動速度の設定に当たっては、圧縮シリンダ31自体が、曲げアーム17を旋回させるラック22と一緒に移動しており、その移動速度vは、曲げ加工速度Vに対して、
v=V×Rs/R
(ただし、Rsはピニオン21のピッチ円半径、Rは管の曲げ半径)
の関係にあるので、これを考慮して定めれば良い。
【0044】
以上の曲げ加工において、曲げ加工開始時には、図3(d)に示すように、管壁が増厚された状態となっており、この状態で曲げ加工が開始されるため、曲げ変形によって曲げ内側部管壁が増厚した時にもその前の直管部の管壁との間に急激な肉厚差が生じない。このため、じゃばら等の不安定な変形が生じにくい。しかも、管13の、曲げ加工位置OAにある領域は、曲げ加工中、常に図6(a)に示すように、形状保整ガイド41の規制面42によって曲げ内側部外周面及び中立部N−N上の外周面が規制されているので、安定した曲げ変形が生じ、じゃばらの発生及び扁平化を防止できる。また、曲げ変形によって形成された曲管部13aも常に形状保整ガイド41の規制面42によって規制されるので、この点からもじゃばらの発生及び扁平化を防止できる。更に、誘導コイル35を管内に配置したことにより、管外に配置する場合に比べて一層じゃばら発生を防止できる効果も得られる。これは次の理由による。すなわち、図5に拡大して示すように、管13を管内に配置した誘導コイル35で加熱する場合、管内面側が主に発熱し、外面側は内面からの伝熱によって昇温する。このため、管内面側が管外面側よりも温度が高くなり、且つ温度むらも大きくなる。例えば、管内面側を950°Cに加熱、昇温させた場合、管内面側の温度範囲は、950±20°C程度となるのに対し、管外面側では920±5°C程度となる。温度が高く且つむらが大きいとじゃばらが発生しやすいので、管外面側よりも管内面側にじゃばらが発生しやすくなる。ところが、管内面側の曲げ半径R2 は、管外面側の曲げ半径R1 よりも大きいので、曲げに伴う圧縮率が外面側よりも小さくなり、このためじゃばらは発生しにくい。これに対し、従来のように管の外側から誘導コイルによる加熱を行った場合には、管外面側の温度が高く且つ温度むらが大きくなってじゃばらが発生しやすくなり、しかも管外面側では曲げに伴う圧縮率が内面側よりも大きいので一層じゃばらが発生しやすくなる。かくして、管内に誘導コイルを配置したことで一層じゃばら発生を抑制できる。
【0045】
以上のように、この実施形態では、形状保整ガイドの使用並びに管内からの加熱の採用により、じゃばらや扁平化の発生を抑制できる。このため、従来よりも大幅に増速した曲げ加工速度で、例えば、1.5DRの曲げ加工を、3〜6mm/秒で実施できる。また、従来行っていた手作業による扁平防止治具の取り付けが不要であるので、この点からも曲げ加工速度の増速に支障はない。
【0046】
図4(a)に示すように、曲げ加工が進行し、所定の曲げ角度θに達する位置まで曲げアーム17が旋回した時点で、曲げアーム17の旋回を止める。次いで、図4(b)に示すように、誘導コイル35による加熱並びに冷却媒体36の吹き付けを継続した状態で、誘導コイル35を管軸方向に且つ管後端に向かって移動させ、同時に圧縮用シリンダ31により管13の後端を管軸方向に押し込んでゆく。これにより、曲管部13aに続く直管部に熱間据込み加工が施されることとなる。この際にも、誘導コイル35の移動速度及び管端の押し込み速度を、管壁の増厚率が曲管部13aから離れるに従って漸減するように設定しておく。これにより、図4(c)に示すように、肉厚が漸減した移行部13beが形成される。更に、この管端押し込みの際、後クランプ25で把持している管13の後端が曲げ加工位置OAから所定の距離c(図7に示す金属曲管13Aの直管状の管端部13cに要求される長さcに等しい長さ)に達するまで押し込んで行く。これにより、直管13の製作時の寸法誤差や曲げ加工中に生じる寸法誤差があったとしても、それを吸収して、きわめて正確な寸法の製品とすることができる。以上により、図7に示す形状のフランジ付き金属曲管13Aを製造できる。
【0047】
得られた金属曲管13Aは、じゃばらや扁平がほとんどなく、且つ寸法精度に優れたものである。また、曲げ加工時に管両端にフランジ14を取り付けているので、このフランジ14が管13を真円に保持しており、これが曲管部13aに生じる恐れのある扁平を抑制する効果を発揮しており、この点からも扁平化が抑制されている。また、曲げ内側部管壁とそれにつながる直管部との間に大きい段差がなく、このため応力集中する箇所がなく、強度特性に優れ、しかも内部を流れる流体に大きい抵抗を与えることがないといった特性を備えている。
【0048】
上記実施形態は、フランジ付き直管13に対して曲げ加工を行っているが、曲げ加工に使用する直管13はこれに限らず、フランジのないものに対して行っても良い。この場合においても、管端に施す必要のある加工、例えば、開先加工等は、曲げ加工に先立って直管段階で行っておくことが、曲げ加工後に行う場合に比べて、はるかに加工が容易となるので好ましい。
【0049】
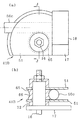
また、上記実施形態では一体構造の形状保整ガイド41を用いているが、形状保整ガイドは一体構造のものに限らず、異なる曲げ半径や異なる管径に容易に対応できるよう、部品を適宜組み合わせて構成するようにしてもよい。図8は、その場合の一実施形態に係る形状保整ガイド41Aを示すものである。この形状保整ガイド41Aは、異なる外径の管50a,50b,50cに対して使用可能なものであり、曲げアーム17の主軸16に、曲げアーム17側から複数枚の扁平防止板51a,51b,51c、取付板52、じゃばら防止部材53a、取付板52、複数枚の扁平防止板51c,51b,51a、押え具54を積み重ねた形で取り付け、ナット55で締め付けて固定する構造である。じゃばら防止部材53aは、図9(a)に示すように全体が部分円盤状のもので、中心領域に主軸16に嵌合させるための嵌合溝57を形成し、円弧状の周面に、管50aの曲管部の曲げ内側部外周面を規制するためのじゃばら規制面58を形成している。このじゃばら規制面58は、図9(b)に示すように、曲管部の曲げ内側部外周面に適合する円弧状面で構成されている。じゃばら規制面58の幅及び中心角αは、小さ過ぎるとじゃばら防止効果が不足するので或る程度以上の大きさは必要であるが、あまり大きくすると、じゃばら防止部材53aが大型化して設備費が増すとか、取り扱いが困難となる。そこで、この中心角αは30〜150°程度に選定することが好ましい。図示したじゃばら防止部材53aは大径の管50aに使用するものであり、その管50aの外径及び曲げ半径に対応したサイズに作られている。なお、他の外径の管50b,50cに対応したサイズのじゃばら防止部材も用意しており、じゃばら防止部材53aと取り替えて使用可能である。
【0050】
扁平防止板51aは、図10(a),(b)に示すように、全体が部分円盤状の平板で形成されており、中心に主軸16を挿入させる穴60を備えている。そして、図10(a)にハッチングで示す円弧状の領域61が、管50aの曲管部の曲げ中立部N−N上の外周面を規制する扁平規制面を形成する。なお、この実施形態では扁平規制面61が単に平坦面で構成されているが、必要に応じ、管の曲管部の外周面に適合する円弧状面としてもよい。図8(b)において、扁平防止板51b,51cは、扁平防止板51aと構造は同一であるが、外径をそれぞれ、使用対象の管よりも大径の管に干渉しないように小さく定めている。
【0051】
上記構成の形状保整ガイド41Aを用いて大径の管50aの曲げ加工を行う場合には、各部品を図8(b)に示すように組み立てて使用する。これにより、曲げ加工される管50aの、曲げ変形位置にある領域並びに形成された曲管部は、その曲げ内側部外周面が、じゃばら防止部材53aのじゃばら規制面58で規制されてじゃばら発生が防止され、また、その曲げ中立部の外周面が両側の扁平防止板51a,51aで規制されて扁平化が防止される。次に、この形状保整ガイド41Aを用いて最小径の管50cの曲げ加工を行う場合には、図11(a)に示すように、管50c用のじゃばら防止部材53cを取り付け、且つ管50cの上側には扁平防止板53cのみを配置しておく。これにより、小径の管50cに対しても曲げ内側部外周面及び中立位置外周面を規制しながら曲げ加工を行うことができる。更に、小径の管50cではあるが、曲げ半径を大きくした曲げ加工を行う場合には、図11(b)に示すように、管50c用で且つ曲げ半径の大きいものに対応したじゃばら防止部材53dを取り付け、且つ管50cに接触する位置には大径の扁平防止板51a,51aを配置しておく。これにより、小径の管50cに対して大きい曲げ半径で、曲げ内側部外周面及び中立位置外周面を規制しながら曲げ加工を行うことができる。以上のように、この構成の形状保整ガイド41Aは、管径や曲げ半径等の曲げ加工条件の変更に対して、一部部品の交換で対応できるので、一体構造の形状保整ガイド41を用いる場合に比べて、条件変更作業が容易であり、且つ設備費も低減できるという利点を有している。
【0052】
図12〜図14は、他の実施形態に係る形状保整ガイド41Bを示すものである。この形状保整ガイド41Bは、異なる管径、異なる曲げ半径などの管に共通に使用可能な広い扁平防止板51,51を用いている。そして、じゃばら防止部材としては、曲げ半径が小さい場合には、図12に示すように、円筒面の外周にじゃばら規制面66を形成した筒体65を用い、曲げ半径が大きい場合には、図13に示すように、円弧状の部材の外周にじゃばら規制面68を形成した円弧状部材67を用い、また、管径が大きい場合にも、図14に示すように、円弧状の部材の外周にじゃばら規制面71を形成した円弧状部材70を用いている。なお、扁平防止板51,51の位置調整のため、主軸16に筒状のスペーサ72,73,74等を取り付けている。この構成の形状保整ガイド41Bでも、一部部品の交換によって、異なる管径、異なる曲げ半径等の異なる曲げ条件に容易に対応可能である。
【0053】
以上の実施形態はいずれも、じゃばら及び扁平防止のために使用する常設型具40が、曲げアーム17と一体に旋回する形状保整ガイド41,41A,41B等を備えているが、常設型具は必ずしも、曲げアーム17と一緒に回転する必要はなく、曲げ加工位置に固定して配置する構成としてもよい。図15(a)は定位置に固定して設けた常設型具40Aを示すものである。この常設型具40Aは、支持アーム80と、その支持アーム80に、管13の曲げ加工位置OA上に位置するように保持されたダイス状の型具81を備えており、その型具81は、管13の、曲げ加工位置に位置する領域の曲げ内側部外周面と曲げ中立部両側の外周面を規制する規制面82を備えている。この常設型具40Aを用いることによっても、管の曲げ加工時にじゃばら防止及び扁平防止を図ることができ、高速での曲げ加工が可能となる。
【0054】
なお、常設型具40Aに用いる型具81も、図15(b)に示すように、一体構造のものに限らず、図15(c)に示すように、管13の曲げ内側部外周面を規制してじゃばらを防止するじゃばら規制面85を備えたじゃばら防止部材84と、それぞれが管13の曲げ中立部の外周面を規制する扁平規制面87を備えた2枚の扁平防止板86,86を備えた構成とすることができる。この構成とすると、じゃばら防止部材84の交換或いは扁平防止板86の交換、位置変更等によって、曲げ加工条件の変更に容易に対応できる。また、図15(c)に示す常設型具40Aにおいて、じゃばら防止部材84に代えて、円周面にじゃばら規制面を形成したロールを用いるとか、扁平防止板86に代えてロールを用いる等の変更を行うことも可能である。
【0055】
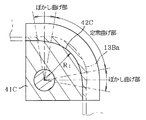
図3,図4に示す実施形態の曲げ加工方法では、管13に対して曲げ加工を施している期間中、誘導コイル35を曲げ加工位置OAに停止させており、得られた金属曲管13A(図7参照)の曲管部13aでは、全角度範囲に亘って一定の曲げ半径Rとなっている。しかしながら、本発明はこの曲げ加工方法に限らず、曲管部の曲げ始めの領域は、曲げ半径が所定の曲げ半径Rよりも大きい曲げ半径から所定の曲げ半径Rになるように徐々に減少させ、曲げ終わりの領域は曲げ半径が所定の曲げ半径Rから徐々に増大するように曲げ加工する方法、すなわち、ぼかし曲げにも適用可能である。以下、この場合の実施形態を説明する。図16はぼかし曲げによって製造した金属曲管13Bを示すものであり、この金属曲管13Bは曲管部13Ba(角度θ0 で示す領域)とその両端の直管状の管端部13Bb,13Bc(長さb1 ,c1 で示す領域)を備えている。ここで形成している曲管部13Baは、その両端領域のぼかし曲げ部(角度θ1 ,θ2 の領域及び角度θ4 ,θ5 の領域)と、中央の定常曲げ部(角度θ3 の領域)からなっている。定常曲げ部は一定の曲げ半径Rの領域であり、その両側のぼかし曲げ部は、定常曲げ部から遠ざかるにつれて曲げ半径RG が、所定の曲げ半径Rから徐々に増大している領域である。更にこのぼかし曲げ部は、指示角度θ(曲管部全体を一定の曲げ半径Rとした場合の角度、すなわち、図7に示す、長さb,cの直管状の管端部13b,13cに挟まれた曲管部13aの角度θに等しい)の範囲内に設定された領域(角度θ2 ,θ4 で示す領域)と、その外側(図7に示す直管状の管端部13b,13cに対応する領域内)に設定された領域(角度θ1 ,θ5 の領域)からなっており、従って、曲管部13Baの角度θ0 は、指示角度θよりも広くなっている。
【0056】
次に、金属直管を曲げ加工して金属曲管13Bを製造する方法を説明する。この金属曲管13Bの製造にも、図1、図2に示す曲げ加工装置をそのまま使用してもよいが、じゃばら発生をより良好に防止するためには、図17に示す形状保整ガイド41Cを用いることが好ましい。この形状保整ガイド41Cは、その外周面に、曲管部13Baの曲げ内側部外周面と曲げ中立部両側の外周面を規制する規制面42Cを備えており、その規制面42Cの底部が、形状保整ガイド41Cの回転軸線に直角な面内において曲管部13Baの曲げ内側部外周面に適合する形状となっている。すなわち、規制面42Cの底部の定常曲げ部に対応する部分は一定半径R1 の円弧状となっており、その両側のぼかし曲げ部に対応する部分は半径が徐々に変化する形状となっている。
【0057】
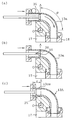
曲げ加工に際しては、まず、曲げ加工すべき直管13を図18(a)に示すようにセットし、誘導コイル35に通電しながらその誘導コイル35を管先端側から曲げ加工位置OAに向かって所定の速度で移動させる。そして、その誘導コイル35が管端から距離b1 (金属曲管13Bに形成する直管状の管端部13Bbの長さに等しい距離)だけ離れた位置に達した時点で、誘導コイル35の移動は継続した状態で曲げ加工を開始する。すなわち、管13の管軸方向への送りを開始すると共に曲げアーム17の旋回速度を徐々に増して行きながら旋回させて一定の旋回速度に到達させる。同時に誘導コイル35の移動速度を上記旋回アームの旋回速度の増加を補う形で(誘導コイル35により管に形成される加熱部の管に対する相対移動速度が一定となるように)徐々に低下させてゆく。これにより、管13が曲げ加工されてゆく。この際の曲げ半径は、曲げアームの旋回速度に対する、加熱部の管に対する相対移動速度(=誘導コイル35の移動速度+旋回アーム17の旋回速度に応じた管の移動速度)の比率(すなわち、加熱部の管に対する相対移動速度/曲げアームの旋回速度)によって定まるので、前記したように曲げアーム17の旋回速度を徐々に増加させ、誘導コイル35の移動速度を徐々に低下させるようにしたことにより、曲げ半径は、曲げ開始時には所定の曲げ半径Rよりもかなり大きい値となっており、曲げ加工の進行に伴って徐々に減少してゆく。ここで、曲げアーム17の旋回及び誘導コイル35の移動は、図18(b)に示すように、曲げアーム17が角度θ2 だけ旋回した時点で旋回速度が一定速度となり、それと同期して誘導コイル35が曲げ加工位置OAに達して停止するように設定している。これにより、誘導コイル35が曲げ加工位置OAに達した時点で曲げ半径は所定の曲げ半径Rになる。以上により曲げ開始側のぼかし曲げ部(図16の金属曲管13Bの角度θ1 ,θ2 で示す領域)が形成される。このように曲げ開始領域にぼかし曲げ部を形成したことにより、曲げ内側部の管壁が急激に増肉されるということが回避され、じゃばら等の不安定変形が生じにくくなる。また、この曲げ加工の際、誘導コイル35は曲げ加工位置OAよりも管先端側に離れた位置となっており、このため、管の曲げ変形進行部は曲げ加工位置OAから離れた位置となっているが、その曲げ変形進行部に対向する位置に形状保整ガイド41Cの規制面42Cが存在しているので、それが曲げ変形進行部の曲げ内側部外周面と曲げ中立部両側の外周面を規制する。このため、じゃばら発生や扁平が防止される。なお、厳密には、形状保整ガイド41Cの規制面42Cの底面は、ぼかし曲げ部の曲げ進行に伴って(形状保整ガイド41Cの回転に伴って)、管の曲げ変形進行部の曲げ内側部外周面から離れてくるが、その量は小さいので、じゃぱらが発生する際の管壁の膨出を抑制でき、じゃばら防止効果を発揮できる。また、一層確実なじゃばら防止を図るため、形状保整ガイド41Cの回転に伴って、形状保整ガイド41の中心位置を移動させ、規制面42Cの底面が管の曲げ変形進行部の曲げ内側部外周面を常に正確に規制するようにしてもよい。
【0058】
誘導コイル35が曲げ加工位置OAに到達した後は、誘導コイル35をその位置に停止させた状態で曲げ加工を継続する。これにより、一定半径Rでの曲げ加工が行われる。そして、図18(c)に示すように、曲げアーム17が更に角度θ3 だけ旋回した時点で、曲げアーム17の旋回速度を徐々に減じて行きながら、誘導コイル35の管後端に向かう管軸方向の移動を開始し、且つその際の移動速度を上記曲げアームの旋回速度の減少を補う形で徐々に増加させてゆく。これにより、曲げ半径が徐々に増加しながら曲げ加工が行われ、曲げ終了側のぼかし曲げ部が形成されてゆく。そして、図19に示すように、曲げアーム17が角度θ4 だけ旋回した時点で誘導コイル35が管後端からc1 (金属曲管13Bに形成する直管状の管端部13Bcの長さに等しい距離)だけ離れた位置に達して曲げ加工が終了するように設定しておく。これにより、所定の角度範囲のぼかし曲げ部が形成される。このぼかし曲げの際にも、管の曲げ変形進行部に対向する位置に規制面42Cが存在しているので、じゃばら発生や扁平が防止される。以上のようにして、図16に示す形状の金属曲管13Aを製造することができる。
【0059】
なお、図16〜図19に示す実施形態では、図17に示すように、形状保整ガイド41Cに形成している規制面42Cの底部を、形成すべき曲管部の曲げ内側部外周面に適合する形状としたが、規制面42Cの底部形状は必ずしも正確に曲管部の曲げ内側部外周面に適合する形状とする必要はなく、多少ずれがあっても良い。例えば、ぼかし曲げ部に対向する領域は、直線状或いは単純な円弧状で近似してもよく、これによって形状保整ガイド41Cの製造コストを削減できる。また、図18、図19に示すぼかし曲げを行う場合の形状保整ガイドとして、図8〜図14に示すような組み立て式の形状保整ガイドを用いても良いし、更には、形状保整ガイドに代えて、図15に示すような、曲げアーム17とは別個に設ける常設型具40Aを用いてもよい。その場合、管の曲げ変形進行部を規制する型具81は、誘導コイルの移動に連動して管軸方向に移動させ、常に曲げ変形進行部を規制することができる構成とすることが好ましい。また、上記実施形態では、ぼかし曲げを行う際に、誘導コイル35の移動速度を旋回アームの旋回速度の増加或いは減少を補う形で増減させ、誘導コイル35により管に形成される加熱部の管に対する相対移動速度が一定となるようにしている。これは誘導コイル35が管に投入すべき熱量を一定とできる利点が得られて好ましいが、ぼかし曲げを行う場合の必須要件ではなく、従って、誘導コイル35の移動速度や曲げアーム17の旋回速度は適宜変更可能である。
【0060】
【発明の効果】
本発明方法及び装置によれば、金属管の曲げ加工時においてじゃばら及び扁平化を防止しながら曲げ加工速度の増速を行うことが可能となり、金属曲管の製造コストを削減することができる。また、直管段階で管端にフランジを取り付けた管に対する曲げ加工や、直管段階で管端に開先加工を施した管に対して曲げ加工を施すことが可能となり、曲げ加工後にフランジ取り付けや開先加工を行う場合に比べて、フランジ取り付けや開先加工のコストを大幅に削減でき、この点からも金属曲管の製造コストを大幅に削減できる。かくして、本発明は、高品質の金属曲管を低コストで製造できるという効果を有している。
【図面の簡単な説明】
【図1】 本発明の一実施形態に係る曲げ加工装置の概略平面図
【図2】 図1に示す曲げ加工装置の概略断面図
【図3】 (a),(b),(c),(d)は図1に示す曲げ加工装置による曲げ加工動作を説明する概略断面図
【図4】 (a),(b),(c)は図1に示す曲げ加工装置による曲げ加工動作を説明する概略断面図
【図5】 図1の曲げ加工装置において管の曲げ変形を生じている領域を拡大して示す概略断面図
【図6】 (a)は形成保整ガイドと管との曲げ加工位置での概略断面図
(b)は(a)と同じ部分を管を形状保整ガイドから離して示す概略断面図
【図7】 図1の曲げ加工装置で製造する金属曲管の概略断面図
【図8】 (a)は図1の曲げ加工装置に用いる形状保整ガイドの変形例を示す概略平面図
(b)は(a)のF−F矢視概略断面図
【図9】 (a)は図8の形状保整ガイドに用いるじゃばら防止部材の概略平面図
(b)は(a)のG−G矢視概略断面図
【図10】 (a)は図8の形状保整ガイドに用いる扁平防止板の概略平面図
(b)は(a)のH−H矢視概略断面図
【図11】 (a),(b)はそれぞれ、図8の形状保整ガイドを異なる曲げ加工条件で使用する状態を示す、図8(b)と同一部分の概略断面図
【図12】 (a)は図1の曲げ加工装置に用いる形状保整ガイドの更に他の変形例を示す概略平面図
(b)は(a)のJ−J矢視概略断面図
【図13】 (a)は図12の形状保整ガイドを異なる曲げ加工条件で使用する状態を示す概略平面図
(b)は(a)のK−K矢視概略断面図
【図14】 (a)は図12の形状保整ガイドを更に異なる曲げ加工条件で使用する状態を示す概略平面図
(b)は(a)のM−M矢視概略断面図
【図15】 (a)は常設型具の変形例を用いた曲げ加工装置の概略平面図
(b)は(a)のP−P矢視概略断面図
(c)は(b)に示す型具81の変形例を示す概略断面図
【図16】 本発明の実施形態で製造する金属曲管の他の例を示す概略断面図
【図17】 図16に示す金属曲管の製造に用いる形状保整ガイドの概略断面図
【図18】 (a),(b),(c)は、図16に示す金属曲管を製造するための曲げ加工動作を説明する概略断面図
【図19】 図16に示す金属曲管を製造するための曲げ加工動作を説明する概略断面図
【図20】 (a)は従来の曲げ加工装置の概略平面図
(b)は(a)の曲げ加工装置を曲げ加工中の状態で示す概略平面図
(c)はこの曲げ加工装置で製造した曲管の概略平面図
(d)は(a)のB−B矢視概略断面図
【図21】 従来の曲げ加工における問題点を説明するための曲げ加工領域の概略断面図
【図22】 (a)は従来の曲げ加工装置の他の例を示す概略平面図
(b)は(a)のC−C矢視概略断面図
【図23】 (a)は従来の曲げ加工装置の更に他の例を示す概略平面図
(b)は(a)のD−D矢視概略断面図
【符号の説明】
13 管
13A 金属曲管
13a 曲管部
13b,13c 管端部
15 機械本体
16 主軸
17 曲げアーム
18 前クランプ
20 駆動手段
23 主曲げシリンダ
25 後クランプ
26 後クランプ支持台
28 押圧装置
30 連結板
31 圧縮用シリンダ
35 誘導コイル
36 冷却媒体
38 高周波変圧器
39 変圧器移動用モータ
40,40A 常設型具
41,41A,41B,41C 形状保整ガイド
42,42C 規制面
42a じゃばら規制面
42b 扁平規制面
46 管規制手段
47 押えローラ
50a,50b,50c 管
51a,51b,51c 扁平防止板
53a,53c,53d じゃばら防止部材
58 じゃばら規制面
61 扁平規制面[0001]
BACKGROUND OF THE INVENTION
The present invention relates to a method for producing a bent metal pipe by bending a straight metal pipe and a bending apparatus for a metal pipe used for carrying out the method.
[0002]
[Prior art]
[Patent Document 1]
Japanese Patent Publication No.58-2726
[Patent Document 2]
Japanese Patent Publication No.54-28155
[Patent Document 3]
Japanese Patent Publication No. 1-1870
[Patent Document 4]
JP-A 61-199521
2. Description of the Related Art Conventionally, as a method for manufacturing a metal bent tube, a method of bending a metal straight tube hot or cold is known. Then, as a typical method of hot bending, as shown in FIG. 20 (a), the
[0003]
In this bending method, as shown in an exaggerated cross section of the
[0004]
Further, in the bending method described above, at the start of bending, the thrust applied to the tube acts as a compressive force on the tube wall before the inner wall of the bend is thickened. Likely to happen. Therefore, prior to bending, the straight pipe part located in front of the bent pipe part is subjected to hot upsetting to increase the thickness of the straight pipe part.Keep it bigger and thenIt is also known that by starting the bending process, the compressive stress generated on the inner tube wall at the start of bending is reduced and the occurrence of looseness is prevented (for example, Japanese Patent Publication No. 58-2726 of Patent Document 1). reference).
[0005]
Further, in the bending method described above, the bending outer peripheral side wall wall and the bending inner side tube wall are deformed so as to approach the bending neutral portion NN at the time of bending, and the outer diameter of the neutral position is increased accordingly. The tube is flattened. Therefore, in order to prevent this flattening, as shown in FIGS. 22A and 22B, the
[0006]
In the above-described conventional hot bending method, in most cases, the
[0007]
As a cold bending method, as shown in FIG. 23, a
[0008]
[Problems to be solved by the invention]
However, all of these conventional techniques have problems. That is, in the hot bending method as shown in FIGS. 20 and 22, there is a possibility that the inner wall of the bent inner wall may be loosened, and the straight pipe portion is thickened before the bending process to prevent the looseness. Even if the method is adopted, when the bending speed is increased, a looseness is still generated, so that the bending speed cannot be increased very much (for example, 1.5 mm / sec is the limit at a bending radius of 1.5 DR). There was a problem that the cost could not be reduced by increasing the bending speed. Moreover, in order to prevent flattening of a curved pipe part, the method of attaching a flattening prevention jig manually requires a troublesome work, and a work burden becomes large. Moreover, even if the above-mentioned problem of looseness can be solved and the bending speed can be increased, in that case, it becomes extremely difficult to attach the flattening prevention jig due to the increased speed, and the number of attachments can be reduced or Additional personnel may be required and may not be installed. If the bending speed is increased, the number of flattening prevention jigs must be reduced or become unusable despite the increase in flatness. Increases, and therefore the quality decreases. Moreover, when flattening occurs in the bent pipe part, a flattening in the direction rotated 90 degrees (called reverse flattening) occurs at the pipe end part. Therefore, it is often necessary to heat and correct the end of the tube in a perfect circle shape, which increases the cost.
[0009]
Furthermore, because the induction coil is arranged on the outer surface side of the pipe for heating during bending, the clamp for gripping the pipe must be arranged at an appropriately separated position so as not to interfere with the induction coil. The straight
[0010]
On the other hand, since the cold bending method is a draw bending method, it is not possible to suppress the thinning of the bending outer peripheral side. In addition, since it is cold work, the allowable elongation on the outer periphery side after bending is the value obtained by subtracting the elongation due to bending from the allowable elongation of the material. If the bending radius is small), the allowable elongation after bending becomes small, and the standard value required for the pipe cannot be satisfied. For this reason, it is difficult to use a cold bending product of 2DR or less for general industrial plant piping. Furthermore, because of cold working, the deformation resistance during machining is extremely large, which requires a large power for bending and a mechanical structure with high rigidity according to the power, increasing the equipment cost. . In a thin tube, the inner wall of the bent inner wall is often uneven, and in order to prevent this, it is necessary to insert a metal core into the tube and bend it.
[0011]
The present invention has been made in view of the above problems, and is not suitable for a straight metal pipe.And flatBending can be performed at high speed without causing flatness, and the straight pipe parts left on both sides of the curved pipe part are shortened to meet the standard values required for metal bent pipes. Therefore, an object of the present invention is to provide a technique capable of significantly reducing the manufacturing cost of the metal bent pipe.
[0012]
[Means for Solving the Problems]
In order to avoid the problems in cold bending when manufacturing the metal bent pipe by bending, the present inventors adopt hot bending to prevent looseness and flattening that occurs during the hot bending. As a result of study, in the region where the bending deformation of the tube occurs (referred to as bending deformation progressing portion), the outer peripheral surface of the bending inner portion of the tube and the outer peripheral surfaces of both sides of the bending neutral portion are regulated by appropriate tools. It was found that flattening can be prevented.
[0013]
The present invention has been made on the basis of such knowledge. The invention according to
[0014]
[0015]
[0016]
Furthermore, the invention according to claim 1Prior to the bending operation for the pipe, by a hot upsetting process that compresses the pipe in the direction of the pipe axis to increase the thickness of the pipe with respect to the straight pipe portion adjacent to the end of the bending start point of the pipe. An operation of gradually increasing the tube thickness toward the bending start point is performed, and the operation is shifted to the bending operation operation following this operation.ByBecause the bending process is started after the thickness of the straight pipe part is increased, a sudden change in thickness occurs between the inner wall of the bent inner pipe and the pipe wall of the straight pipe part. This prevents the occurrence of looseness. In addition, in the manufactured metal bent pipe, the thickness of the straight pipe portion on the bending start point side gradually increases toward the bent pipe portion, so that it is between the thickened pipe wall of the bent inner portion of the bent pipe portion. Therefore, there is no occurrence of stress concentration or high resistance to the fluid in the pipe.
[0017]
Claim2The invention of claim1In the method for producing a bent metal pipe, the bending operation is performed on the pipe, and when the bending end point of the pipe is reached, the pipe is compressed in the axial direction with respect to the straight pipe portion adjacent to the rear of the pipe. In this configuration, the tube thickness is gradually decreased from the bending end point by hot upsetting to increase the thickness. With this structure, the thickness of the straight pipe part on the bending end point side of the manufactured metal bent pipe gradually decreases from the bent pipe part. Therefore, there is no occurrence of stress concentration or high resistance to the fluid in the pipe.
[0018]
Claim3The invention of claim 1Or 2In the method of manufacturing a bent metal pipe described above, hot upsetting is performed on the straight pipe portion positioned behind the bending end point of the pipe to increase the pipe thickness by pushing the pipe end in the pipe axis direction. In this case, the position of the tube end in the manufactured metal bent tube is adjusted by adjusting the pushing end point position of the tube end. With this configuration, even if there is an error in the length of the straight pipe used for the bending process or an error in the bending radius formed by the bending process, the position of the pipe end of the manufactured metal bending pipe can be set to a predetermined value. Adjustment can be made to match the standard value, and the dimensional accuracy of the product can be improved.
[0019]
Claim4The invention of
[0020]
Claim5The invention of
[0021]
Claim6The invention of
[0022]
Claim7The invention of
[0023]
Claim8The invention of
[0024]
[0025]
[0026]
Claim9 inventionsA bending apparatus for use in the implementation of a method for manufacturing a metal bent pipe, wherein a bending position of a metal straight pipe to be bent advances through a predetermined bending position in the pipe axis direction. A pipe restricting means for holding the straight pipe portion at the rear of the pipe in a predetermined travel path, a clamp for gripping the tip of the pipe, a bending arm that can turn around a predetermined fulcrum, and inserted into the pipe, An induction coil that induction-heats a small section in the tube axis direction located at the bending position of the tube, and a cooling means that blows and cools a cooling medium on the tube tip side of the region heated by the induction coil of the tube; Driving means for turning the bending arm directly, through the pipe, or a combination of both so that a bending moment is applied to the pipe by turning the bending arm, and the outer periphery of the pipe during the bending operation. Is obtained by bending the inner portion outer peripheral surface and bending the neutral section on both sides the outer peripheral surface of the bending deformation progress portion of and a permanent-type device to regulate the configured that comprises a. With this configuration, the tube can be hot-bended, and during the bending process, the outer peripheral surface of the bending inner portion and the outer peripheral surface of both sides of the bending neutral portion of the tube are regulated by a permanent tool. Bending operation can be performed, and bending can be performed at high speed without causing looseness and flatness.
[0027]
Further, the invention of claim 9 is in addition to the above structure.The permanent tool is configured to include a shape-retaining guide provided so as to rotate integrally with the bending arm, and the shape-retaining guide includes a bending deformation progressing portion of the tube and a bending connected thereto. For the deformed curved pipe part, the loosen regulation surface that prevents the occurrence of looseness by regulating the outer peripheral surface of the bending inner part, and the flat restriction surface that prevents the flattening of the pipe by regulating the outer peripheral surfaces on both sides of the bending neutral part It is set as the structure provided with. The shape maintaining guide having this configuration can regulate not only the bending deformation progressing portion of the tube but also the bent tube portion that has been bent and deformed during the bending process, so that the occurrence of looseness and flatness can be further prevented.
[0028]
Claim10The invention of claim9In the bending apparatus, the shape maintaining guide includes a main shaft that rotates integrally with the bending arm, a loose prevention member provided with the loose restriction surface, and two flattening prevention plates provided with the flat restriction surface, The looseness prevention member and the two flattening prevention plates are configured to be attached to the main shaft in a detachable form. In this way, the looseness prevention member and the anti-flat plate can be attached to and detached from the main shaft, so that an appropriate liner and anti-flat plate can be bent according to bending conditions such as the outer diameter and bending radius of the pipe to be bent. It can be attached at a position according to the conditions, and can easily cope with changes in bending conditions.
[0029]
Claim11The invention of claim10In the bending apparatus, the looseness restricting surface of the looseness preventing member is constituted by an arcuate surface that conforms to the outer peripheral surface of the bent inner portion of the bent tube portion formed by bending, and the flattening restriction surface of the flattening prevention plate is formed. It is composed of a flat surface. If the looseness restricting surface of the looseness prevention member is an arcuate surface that conforms to the outer peripheral surface of the bent inner portion of the curved pipe portion, a good looseness prevention effect can be exhibited. Further, when the flattening restriction surface of the flattening prevention plate is a flat surface, the structure becomes simple and the cost of the equipment can be reduced.
[0030]
Claim12The invention of claim10Or11In the bending apparatus, the flattening prevention plate has a structure including a flat regulating surface that is widened in the bending radius direction so that the flattening prevention plate can be used for bending with different pipe outer diameters and different bending radii. A plurality of members are prepared corresponding to bending processes with different pipe outer diameters and different bending radii, and a member suitable for the bending process conditions is attached. With this configuration, when changing the bending process conditions, only the loose prevention member can be replaced and the same flat prevention plate can be used, and the equipment cost can be further reduced.
[0031]
[0032]
Claim13The invention of claim9From12The bending apparatus according to any one of
[0033]
Claim14The invention of claim9From13The bending apparatus according to any one of the above, further includes means for moving the induction coil in the tube axis direction in a region before and after the bending position. By adopting a configuration in which the induction coil can be moved in this manner, bending by various methods can be performed. For example, if the tube is used in combination with a pressing device that compresses the tube in the tube axis direction, the induction coil is heated while heating the straight tube portion adjacent to the tip of the bending start point of the tube with the induction coil prior to the bending operation. Move toward the bending start point in the tube axis direction, and at the same time, push the tube end in the tube axis direction by pressing means, and apply a compressive force in the tube axis direction to the tube to increase the tube thickness in the straight pipe part Hot upsetting can be performed, and the tube wall thickness can be gradually increased toward the bending start point by appropriately changing the moving speed of the induction coil and / or the pushing speed of the pipe at that time. And when the induction coil reaches the bending start point, stop the movement of the induction coil and start bending.And thenIt is possible to perform a bending process that further prevents the occurrence of looseness. In addition, when the bending process is continued and the end point of bending of the tube is reached, the tube thickness is reduced by moving the induction coil in the tube axis direction and in the direction away from the bent tube portion while the pushing to the tube end is continued. Hot upsetting can be performed to increase the thickness, and the pipe thickness is gradually reduced from the bending end point by appropriately changing the moving speed of the induction coil and / or the pushing speed of the pipe. Inwear. Further, with respect to the straight pipe portion positioned behind the end point of bending of the pipe, hot installation is performed in which the pipe end is pushed in the pipe axis direction by a pressing device while the pipe is heated by an induction coil to increase the pipe wall thickness. It is possible to adjust the pushing end point position of the pipe end at that timewear. In addition, since the induction coil can be moved in the tube axis direction in the region before and after the bending position, bending can be performed while moving the induction coil from the front of the bending position toward the bending position. The bending method can be adopted in which the bending is started (starting the turning of the bending arm), and when the induction coil reaches the bending position, the induction coil is stopped at that position and the bending is continued.wear. In addition, when reaching the bending end region, the bending arm can be moved backward from the bending position while the bending arm continues to pivot.wear.
[0034]
DETAILED DESCRIPTION OF THE INVENTION
DESCRIPTION OF EXEMPLARY EMBODIMENTS Hereinafter, preferred embodiments of the invention shown in the drawings will be described. FIG. 1 is a schematic plan view of a metal pipe bending apparatus according to an embodiment of the present invention, and FIG. 2 is a schematic cross-sectional view thereof. 1 and 2,
[0035]
[0036]
[0037]
[0038]
46 is a pipe regulating means for holding a straight pipe portion behind the bending position of the
[0039]
In FIG. 2, when the
[0040]
Next, a method for manufacturing the metal
[0041]
In manufacturing the metal
[0042]
Next, in FIG. 3B, the
[0043]
Then, when the
v = V × Rs / R
(Where Rs is the pitch circle radius of the
This should be determined in consideration of this.
[0044]
In the above bending process, at the start of the bending process, as shown in FIG. 3 (d), the tube wall is in a thickened state, and in this state, the bending process is started. Even when the thickness of the inner tube wall is increased, there is no sudden thickness difference between the tube wall of the previous straight tube portion. For this reason, unstable deformation such as looseness hardly occurs. Moreover, the region of the
[0045]
As described above, in this embodiment, occurrence of looseness and flattening can be suppressed by using the shape maintaining guide and adopting heating from the inside of the tube. For this reason, for example, 1.5DR bending can be performed at 3 to 6 mm / second at a bending speed that is significantly increased as compared with the prior art. In addition, since it is not necessary to attach a flattening prevention jig by manual work, which is conventionally performed, there is no problem in increasing the bending speed.
[0046]
As shown in FIG. 4A, when the bending process proceeds and the bending
[0047]
The obtained metal
[0048]
In the above embodiment, the bending process is performed on the flanged
[0049]
In the above-described embodiment, the
[0050]
As shown in FIGS. 10A and 10B, the flattening
[0051]
When bending the large-
[0052]
FIGS. 12-14 shows the
[0053]
In any of the above embodiments, the
[0054]
The
[0055]
In the bending method of the embodiment shown in FIGS. 3 and 4, the
[0056]
Next, a method of manufacturing the metal
[0057]
At the time of bending, first, the
[0058]
After the
[0059]
In addition, in embodiment shown in FIGS. 16-19, as shown in FIG. 17, the bottom part of the
[0060]
【The invention's effect】
According to the method and the apparatus of the present invention, it is difficult to bend at the time of bending a metal pipe.as well asThe bending speed can be increased while preventing flattening, and the manufacturing cost of the metal bent pipe can be reduced. In addition, it is possible to bend a pipe with a flange attached to the pipe end at the straight pipe stage, or to bend a pipe with a grooved pipe end at the straight pipe stage. Compared with the case of groove processing, it is possible to greatly reduce the costs of flange mounting and groove processing, and from this point, the manufacturing cost of the metal bent pipe can be greatly reduced. Thus, the present invention has an effect that a high-quality metal bent pipe can be manufactured at a low cost.
[Brief description of the drawings]
FIG. 1 is a schematic plan view of a bending apparatus according to an embodiment of the present invention.
FIG. 2 is a schematic cross-sectional view of the bending apparatus shown in FIG.
3 (a), (b), (c), and (d) are schematic cross-sectional views for explaining a bending operation by the bending apparatus shown in FIG.
4A, 4B, and 4C are schematic cross-sectional views for explaining a bending operation performed by the bending apparatus shown in FIG.
5 is an enlarged schematic cross-sectional view showing a region in which bending deformation of a pipe occurs in the bending apparatus of FIG.
FIG. 6A is a schematic cross-sectional view at a bending position between the forming and maintaining guide and the pipe.
(B) is a schematic cross-sectional view showing the same part as (a) with the tube away from the shape maintenance guide.
7 is a schematic cross-sectional view of a metal bent pipe manufactured by the bending apparatus shown in FIG.
8A is a schematic plan view showing a modification of the shape maintaining guide used in the bending apparatus shown in FIG. 1. FIG.
(B) is a schematic sectional view taken along line FF in (a).
9A is a schematic plan view of a looseness prevention member used in the shape maintenance guide of FIG.
(B) is a schematic cross-sectional view taken along line GG in (a).
10A is a schematic plan view of an anti-flat plate used in the shape maintenance guide of FIG.
(B) is a schematic cross-sectional view taken along line HH in (a).
FIGS. 11A and 11B are schematic cross-sectional views of the same part as FIG. 8B, showing a state in which the shape-retaining guide of FIG. 8 is used under different bending conditions.
12A is a schematic plan view showing still another modified example of the shape maintaining guide used in the bending apparatus of FIG. 1. FIG.
(B) is a schematic sectional view taken along line JJ of (a).
13A is a schematic plan view showing a state in which the shape maintenance guide of FIG. 12 is used under different bending conditions.
(B) is a schematic sectional view taken along the line KK in (a).
14A is a schematic plan view showing a state in which the shape maintenance guide of FIG. 12 is used under further bending conditions.
(B) is the MM arrow schematic sectional drawing of (a).
FIG. 15A is a schematic plan view of a bending apparatus using a modification of a permanent tool.
(B) is a schematic cross-sectional view taken along the line PP in (a).
(C) is schematic sectional drawing which shows the modification of the
FIG. 16 is a schematic cross-sectional view showing another example of a metal bent pipe manufactured in an embodiment of the present invention.
17 is a schematic cross-sectional view of a shape-retaining guide used for manufacturing the metal bent pipe shown in FIG.
18 (a), (b), and (c) are schematic cross-sectional views for explaining a bending operation for manufacturing the metal bent pipe shown in FIG.
19 is a schematic cross-sectional view for explaining a bending operation for manufacturing the metal bent pipe shown in FIG.
FIG. 20A is a schematic plan view of a conventional bending apparatus.
(B) is a schematic plan view showing the bending apparatus of (a) in a state during bending.
(C) is a schematic plan view of a bent pipe manufactured by this bending apparatus.
(D) is a schematic cross-sectional view taken along line BB in (a).
FIG. 21 is a schematic cross-sectional view of a bending region for explaining problems in conventional bending processing.
FIG. 22 (a) is a schematic plan view showing another example of a conventional bending apparatus.
(B) is a schematic cross-sectional view taken along the line CC of (a).
FIG. 23A is a schematic plan view showing still another example of a conventional bending apparatus.
(B) is a schematic cross-sectional view taken along the line DD in (a).
[Explanation of symbols]
13 tubes
13A bent metal pipe
13a Curved pipe
13b, 13c Pipe end
15 Machine body
16 Spindle
17 Bending arm
18 Front clamp
20 Drive means
23 Main bending cylinder
25 Rear clamp
26 Rear clamp support
28 Pressing device
30 connecting plate
31 Cylinder for compression
35 induction coil
36 Cooling medium
38 high frequency transformer
39 Motor for moving transformer
40,40A Permanent tool
41, 41A, 41B, 41C Shape maintenance guide
42,42C Regulatory aspects
42a Jabara regulation
42b Flat regulating surface
46 Pipe control means
47 Presser roller
50a, 50b, 50c pipe
51a, 51b, 51c Flatness prevention plate
53a, 53c, 53d
58 Jabara Regulation
61 Flat regulation surface
Claims (14)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003011685A JP3739751B2 (en) | 2003-01-20 | 2003-01-20 | Metal bending tube manufacturing method and bending apparatus |
| KR1020030035495A KR100990731B1 (en) | 2003-01-20 | 2003-06-03 | Manufacturing method of metal curved pipe and bending processing device |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003011685A JP3739751B2 (en) | 2003-01-20 | 2003-01-20 | Metal bending tube manufacturing method and bending apparatus |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004223530A JP2004223530A (en) | 2004-08-12 |
| JP3739751B2 true JP3739751B2 (en) | 2006-01-25 |
Family
ID=32900516
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003011685A Expired - Fee Related JP3739751B2 (en) | 2003-01-20 | 2003-01-20 | Metal bending tube manufacturing method and bending apparatus |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP3739751B2 (en) |
| KR (1) | KR100990731B1 (en) |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100716374B1 (en) * | 2006-05-03 | 2007-05-11 | 현대자동차주식회사 | Bending apparatus and method of magnesium alloy pipe |
| JP2008149370A (en) * | 2006-12-20 | 2008-07-03 | Sunrise Kogyo Kk | Method of bending flanged pipe and flanged bent pipe |
| JP4941054B2 (en) | 2007-03-30 | 2012-05-30 | 住友金属工業株式会社 | Manufacturing method of seamless bend pipe, welded joint and manufacturing method thereof |
| JP2009012062A (en) * | 2007-07-06 | 2009-01-22 | Dai Ichi High Frequency Co Ltd | Bending device of metallic tube and method of manufacturing metallic tube with bent part |
| JP5707146B2 (en) * | 2011-01-22 | 2015-04-22 | 三桜工業株式会社 | Pipe bending machine |
| CN103406466B (en) * | 2013-08-01 | 2015-05-06 | 江苏鹏诚钢构有限公司 | Pipe bending clamp |
| KR101491501B1 (en) | 2014-10-27 | 2015-02-09 | 주식회사 블랙스미스 | Welding method of steel type nut with galvanizing zincing hydraulic seamless precision steel tube |
| KR101571707B1 (en) | 2014-11-10 | 2015-11-25 | 주식회사 블랙스미스 | Producing method of steel type nut with galvanizing zincing hydraulic seamless precision steel tube |
| CN107626782A (en) * | 2017-09-26 | 2018-01-26 | 张家港市立业机械有限公司 | High-precision full-automatic bending machine |
| KR102139949B1 (en) * | 2018-11-23 | 2020-08-03 | 주식회사전우정밀 | Method and Apparatus for Closing Pipe |
| CN111272530B (en) * | 2018-12-05 | 2023-04-18 | 中广核工程有限公司 | Manufacturing method of coil pipe of nuclear power high-temperature sampling cooler |
| CN112007979B (en) * | 2019-05-29 | 2024-11-22 | 苏州华越金属有限公司 | Tube bending wheel |
| CN111842576B (en) * | 2020-07-15 | 2022-05-17 | 萧孝良 | Titanium tube bending process and manufacturing method of bicycle bent handle |
| CN113714694B (en) * | 2021-09-07 | 2023-06-09 | 武昌工学院 | Automatic welding robot system based on metal ring and working method |
| CN114346021A (en) * | 2021-12-16 | 2022-04-15 | 南京航空航天大学 | A differential temperature free bending forming device and method for hard-to-deform material pipes |
| CN114653826A (en) * | 2022-04-18 | 2022-06-24 | 河北汇中管道装备有限公司 | Production device and production method for large-diameter metal seamless bent pipe |
| CN117299901B (en) * | 2023-11-28 | 2024-02-13 | 山东宏力异型钢管有限公司 | Automatic push bending forming machine |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5921434A (en) | 1982-07-29 | 1984-02-03 | Hitachi Ltd | Method and apparatus for bend-working metallic pipe |
-
2003
- 2003-01-20 JP JP2003011685A patent/JP3739751B2/en not_active Expired - Fee Related
- 2003-06-03 KR KR1020030035495A patent/KR100990731B1/en not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004223530A (en) | 2004-08-12 |
| KR100990731B1 (en) | 2010-10-29 |
| KR20040067775A (en) | 2004-07-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3739751B2 (en) | Metal bending tube manufacturing method and bending apparatus | |
| EP1857195B1 (en) | Method for bending metal material and bent product | |
| JP5201132B2 (en) | Bending product manufacturing method, manufacturing apparatus, and continuous manufacturing apparatus | |
| US8863565B2 (en) | Three-dimensionally bending machine, bending-equipment line, and bent product | |
| JP5361996B2 (en) | Method for manufacturing large steel pipes | |
| KR100806775B1 (en) | Single type uncoiler | |
| JP2016196046A (en) | Manufacturing method and manufacturing device of bent member | |
| JP2007083304A (en) | Bending method of metal material, bending apparatus and bending equipment row, and bending product using them | |
| JP2013018047A (en) | Positioning device for welding, welding equipment and welding method | |
| US20110107599A1 (en) | Method for manufacturing wheels | |
| CN112157128A (en) | Method for reducing hardness of round steel and slow cooling equipment thereof | |
| JP5383245B2 (en) | Pipe bending machine | |
| JP5923173B2 (en) | Spinning molding method and spinning molding apparatus | |
| KR20170014391A (en) | Apparatus for removing bead of pipe inside | |
| WO2013031803A1 (en) | Manufacturing method and manufacturing equipment for small diameter metal tube | |
| US20200056847A1 (en) | Fin-Assembled Tube | |
| JP5983491B2 (en) | Manufacturing method and manufacturing apparatus of spiral fin type heat exchanger | |
| CN114653826A (en) | Production device and production method for large-diameter metal seamless bent pipe | |
| JP2008290110A (en) | Tube bending device | |
| JP2013144320A (en) | Pipe bending apparatus and method | |
| JP6913657B2 (en) | Multi-winding tube molding device and multi-winding tube molding method | |
| JP3214339B2 (en) | Metal tube bending method | |
| JP2000094043A (en) | Metal tube bending device | |
| JPH0253127B2 (en) | ||
| JP4187662B2 (en) | Manufacturing method of high workability welded pipe |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20050621 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050809 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20051007 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20051101 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20051102 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20081111 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20091111 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20091111 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101111 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101111 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111111 Year of fee payment: 6 |
|
| LAPS | Cancellation because of no payment of annual fees |