JP3719327B2 - Method for producing thermoformed product from polyester resin sheet - Google Patents
Method for producing thermoformed product from polyester resin sheet Download PDFInfo
- Publication number
- JP3719327B2 JP3719327B2 JP13489798A JP13489798A JP3719327B2 JP 3719327 B2 JP3719327 B2 JP 3719327B2 JP 13489798 A JP13489798 A JP 13489798A JP 13489798 A JP13489798 A JP 13489798A JP 3719327 B2 JP3719327 B2 JP 3719327B2
- Authority
- JP
- Japan
- Prior art keywords
- heat treatment
- thermoformed product
- thermoformed
- polyester resin
- resin sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Landscapes
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
- Polyesters Or Polycarbonates (AREA)
Description
【0001】
【発明の属する技術分野】
本発明は、ポリエステル樹脂シートから熱成形品を製造する方法に関し、更に詳しくは、耐熱性に優れると共に、表面状態や形態等の外観にも優れた熱成形品を製造する方法に関する。
【0002】
【従来の技術】
従来より、ポリエチレンテレフタレート系樹脂に代表されるポリエステル樹脂は、優れた機械的性質及び化学的特性に加え、その優れた透明性、気体遮断性、安全衛生性等の面から注目され、押出成形したシートを熱成形してトレイや容器等となし、特に食品包装分野において著しい伸びを示している。
【0003】
しかしながら、ポリエチレンテレフタレート系樹脂からなるこれらの熱成形品は、耐熱性に劣り、例えば60〜100℃程度の温度に晒されると変形してしまうという欠点があり、この耐熱性について、従来より、例えば、熱成形後に熱処理を施す方法(例えば、特公昭44−5108号、特開昭58−89319号各公報等)、一軸又は二軸に延伸したシート、或いは更に熱収縮させたシートを熱成形し、更に熱処理を施す方法(例えば、特開昭50−21051号、同54−43971号、同54−43972号、同55−17516号、同61−254326号各公報等)等の改良方法が提案されているが、耐熱性の改良効果が小さかったり、それが満足できる程度であると表面状態や形態等の外観が不良となったりして、いずれも、耐熱性と外観の両方を満足させ得るに到っているとは言えないのが現状である。
【0004】
【発明が解決しようとする課題】
本発明は、前述の現状に鑑みてなされたもので、ポリエステル樹脂シートから熱成形品を製造する方法であって、耐熱性に優れると共に、表面状態や形態等の外観にも優れた熱成形品を得ることができる、熱成形品の製造方法を提供することを目的とする。
【0005】
【課題を解決するための手段】
本発明は、前記目的を達成すべくなされたものであって、即ち、本発明は、実質的に未延伸のポリエステル樹脂シートを60〜95℃に予熱した後、下記式(1)を満足する厚みの範囲で熱成形して底壁とその外周に側壁を有する熱成形品となした後、該熱成形品の底壁部を130〜270℃に加熱すると共に、側壁部を底壁部の加熱温度より50℃以上低い温度に保ち、かつ、下記式(2)を満足する厚みの範囲で第1段目の熱処理を行い、次いで、少なくとも側壁部を130〜270℃に加熱し、かつ、下記式(3)を満足する厚みの範囲で第2段目の熱処理を行う、ポリエステル樹脂シートから熱成形品を製造する方法、を要旨とする。
【0006】
2≦t0 /t1 ≦20 (1)
0.5≦t1 /t2 ≦2 (2)
0.5≦t2 /t3 ≦2 (3)
〔式(1)、式(2)、及び(3)中、t0 は熱成形前のポリエステル樹脂シートの平均厚み、t1 は熱処理前の熱成形品の平均厚み、t2 は第1段目の熱処理後の熱成形品の平均厚み、t3 は第2段目の熱処理後の熱成形品の平均厚みであり、それぞれの単位はmmである。〕
【0007】
【発明の実施の形態】
本発明において、ポリエステル樹脂シートを構成するポリエステル樹脂とは、芳香族ジカルボン酸単位とグリコール単位を主成分とする重縮合体であって、中で、テレフタル酸又はそのアルキル(炭素数1〜4程度)エステルを主成分とするジカルボン酸単位とエチレングリコールを主成分とするグリコール単位との重縮合体で、このエチレンテレフタレート単位が構成繰り返し単位の80モル%以上、更には90モル%以上を占めるものが好ましい。
【0008】
尚、テレフタル酸及びそのアルキルエステル以外のジカルボン酸単位として、例えば、フタル酸、イソフタル酸、4,4’−ジフェニルジカルボン酸、4,4’−ジフェノキシエタンジカルボン酸、4,4’−ジフェニルエーテルジカルボン酸、4,4’−ジフェニルスルホンジカルボン酸、2,6−ナフタレンジカルボン酸等の芳香族ジカルボン酸、ヘキサヒドロテレフタル酸、ヘキサヒドロイソフタル酸等の脂環式ジカルボン酸、マロン酸、コハク酸、アジピン酸、アゼライン酸、セバシン酸等の脂肪族ジカルボン酸の一種又は二種以上が、又、エチレングリコール以外のグリコール単位として、例えば、プロピレングリコール、トリメチレングリコール、テトラメチレングリコール、ペンタメチレングリコール、ヘキサメチレングリコール、デカメチレングリコール、ネオペンチルグリコール、ジエチレングリコール等の脂肪族グリコール、1,1−シクロヘキサンジメタノール、1,4−シクロヘキサンジメタノール等の脂環式グリコール、4,4’−ジヒドロキシビフェニル、2,2−ビス(4’−ヒドロキシフェニル)プロパン、2,2−ビス(4’−β−ヒドロキシエトキシフェニル)プロパン、ビス(4−ヒドロキシフェニル)スルホン、ビス(4−β−ヒドロキシエトキシフェニル)スルホン酸等の芳香族グリコールの一種又は二種以上が、更に、例えば、p−ヒドロキシ安息香酸、p−β−ヒドロキシエトキシ安息香酸等のヒドロキシカルボン酸やアルコキシカルボン酸、並びに、ステアリン酸、安息香酸、ステアリルアルコール、ベンジルアルコール等の単官能成分、トリメリット酸、ピロメリット酸、トリメタノールエタン、ペンタエリスリトール等の三官能以上の多官能成分、等の一種又は二種以上が、共重合成分として用いられていてもよい。中で、ジカルボン酸単位としてはイソフタル酸等が、又、グリコール単位としてはジエチレングリコール、1,4−シクロヘキサンジメタノール等が好適である。
【0009】
又、本発明において、ポリエステル樹脂シートを構成する前記ポリエステル樹脂には、酸化防止剤、紫外線吸収剤、帯電防止剤、染料や顔料等の着色剤、ガラス繊維、フレカ、マイカ、カーボンファイバー、チタン酸カリファイバー等の強化材、粒子径0.01〜10μm程度のシリコーン樹脂等の有機微粒子、炭酸カルシウム、硫酸バリウム、酸化チタン、酸化アルミニウム、シリカ、カオリン、クレー等の無機微粒子等のブロッキング防止剤、無機系及び有機系の核剤、可塑剤、難燃剤、難燃助剤等が含有されていてもよい。
【0010】
本発明において、前記ポリエステル樹脂からなるシートは、実質的に未延伸である必要があり、シートが延伸されている場合には、熱成形品として外観の劣ったものとなる。
尚、実質的に未延伸のポリエステル樹脂シートは、常法により、例えば、押出機にて樹脂温度200〜320℃程度で溶融押出し、必要に応じてタッチロールで圧着させる等して冷却ロール上で冷却固化させることにより製造され、「実質的に未延伸」とは、その後に延伸履歴を受けていない状態を言う。
【0011】
本発明における前記ポリエステル樹脂シートの平均厚みは、通常、0.1〜10mmの範囲であり、0.2〜10mmの範囲であるのが好ましく、0.5〜10mmの範囲であるのが更に好ましい。樹脂シートの厚みが前記範囲未満では、熱成形品として耐熱性の改良効果が小さくなる傾向となり、一方、前記範囲超過では、熱成形性が劣る傾向となる。
【0012】
又、前記樹脂シートとしてのポリエステル樹脂の極限粘度は、試料1.00gをフェノール/テトラクロロエタン(重量比1/1)の混合溶媒100mlに溶解した溶液について30℃で測定した値として、0.5〜1.3dl/gの範囲のものが好ましく、0.5〜0.8dl/gの範囲のものが更に好ましく、0.5〜0.7dl/gの範囲のものが特に好ましい。極限粘度が前記範囲未満では、熱成形性が劣る傾向となり、更に熱成形品として機械的性質が劣る傾向となり、一方、前記範囲超過では、樹脂シートの製造自体が困難となる傾向となる。
【0013】
本発明においては、実質的に未延伸の前記ポリエステル樹脂シートから熱成形品を製造するにおいて、該樹脂シートを60〜95℃に予熱した後、下記式(1)を満足する厚みの範囲で熱成形して底壁とその外周に側壁を有する熱成形品となすことが必須である。
2≦t0 /t1 ≦20 (1)
〔式(1)中、t0 は熱成形前のポリエステル樹脂シートの平均厚み、t1 は熱処理前の熱成形品の平均厚みであり、それぞれの単位はmmである。〕
又、このt0 /t1 の値は、2〜6とするのが好ましく、2〜4とするのが更に好ましく、2〜3.5とするのが特に好ましい。
【0014】
ここで、予熱温度が前記温度範囲未満では、熱成形性に劣ることとなり、一方、前記温度範囲超過では、熱成形品として耐熱性の劣ったものとなる。又、前記範囲の予熱温度条件を満足させていても、ポリエステル樹脂シートの平均厚みと熱成形品の平均厚みの関係が、前記範囲未満では、熱成形品として耐熱性の改良効果が小さく、一方、前記範囲超過では、熱成形品として外観の劣ったものとなる。
【0015】
尚、本発明における前記予熱方法は、特に限定されるものではなく、従来公知の輻射熱ヒーター、熱板等を用いる方法によることができ、又、熱成形方法としても、特に限定されるものではなく、従来公知の雄型プラグ成形法、真空成形法、圧空成形法、真空圧空成形法、及びそれらにさらにプラグアシストした成形法、並びに、雄型と雌型とを用いるマッチドモールド成形法等を用いることができる。
【0016】
本発明においては、前記のごとくして成形した熱成形品を、引き続いて熱処理するに当たり、熱処理を2段階に分けて行うことが必須である。
そして、第1段目の熱処理は、熱成形品の底壁部を130〜270℃に加熱すると共に、側壁部を底壁部の加熱温度より50℃以上低い温度に保ち、かつ、下記式(2)を満足する厚みの範囲で行う。
0.5≦t1 /t2 ≦2 (2)
〔式(2)中、t1 は熱処理前の熱成形品の平均厚み、t2 は第1段目の熱処理後の熱成形品の平均厚みであり、それぞれの単位はmmである。〕
【0017】
この第1段目の熱処理における熱成形品の底壁部の温度は200〜270℃とし、側壁部を底壁部の加熱温度より100℃以上低い温度、特には150℃以上低い温度に保つのが好ましく、又、t1 /t2 の値は0.8〜1.5とするのが好ましい。
又、熱処理は、熱成形品に雄型を装着した状態で行うことが好ましい。
【0018】
ここで、第1段目の熱処理における熱成形品の底壁部の温度が前記温度範囲未満、及び、前記温度範囲超過のいずれの場合共、熱成形品として耐熱性の改良効果が小さくなる。又、側壁部の温度が前記温度範囲外においても、熱成形品として耐熱性の改良効果が小さくなる。更に、前記範囲の熱処理温度条件を満足させていても、熱成形品の熱処理前の平均厚みと熱処理後の平均厚みの関係が、前記範囲未満では、熱成形品として外観の劣ったものとなり、一方、前記範囲超過では、熱成形品として耐熱性の劣ったものとなる。
【0019】
尚、前記熱処理において、熱成形品の底壁部と側壁部とに温度差を設ける方法としては、特に限定されるものではないが、例えば、側壁部を遮蔽して底壁部のみを輻射熱ヒーターで選択的に加熱したり、加熱処理中に側壁部のみを選択的に冷却したり、金属板等の熱板を底壁部のみに接触させることにより底壁部を選択的に加熱する方法等を挙げることができる。
【0020】
又、第2段目の熱処理は、少なくとも側壁部を130〜270℃に加熱し、かつ、下記式(3)を満足する厚みの範囲で行う。
0.5≦t2 /t3 ≦2 (3)
〔式(3)中、t2 は第1段目の熱処理後の熱成形品の平均厚み、t3 は第2段目の熱処理後の熱成形品の平均厚みであり、それぞれの単位はmmである。〕
【0021】
この第2段目の熱処理における熱成形品の側壁部の温度は200〜270℃とするのが好ましく、底壁部は、第1段目に続けて熱処理を施してもよく、施さずともよい。又、t2 /t3 の値は0.8〜1.5とするのが好ましい。
又、熱処理は、熱成形品に雄型を装着した状態で行うことが好ましい。
【0022】
ここで、第2段目の熱処理における熱成形品の側壁部の温度が前記温度範囲未満、及び、前記温度範囲超過のいずれの場合共、熱成形品として耐熱性の改良効果が小さくなる。又、前記範囲の熱処理温度条件を満足させていても、熱成形品の熱処理前の平均厚みと熱処理後の平均厚みの関係が、前記範囲未満では、熱成形品として外観の劣ったものとなり、一方、前記範囲超過では、熱成形品として耐熱性の劣ったものとなる。
【0023】
尚、本発明において、底壁とその外周に側壁を有する熱成形品の前記底壁部及び前記側壁部とは、カップ状やトレー状容器形状の熱成形品の底壁部及び側壁部を言い、該底壁部に凹凸が存在していて一つの平面で形成されていない場合、或いは、該側壁部に凹凸が存在していて一つの平面や曲面で形成されていない場合等であっても、それぞれ、底壁部及び側壁部と定義することとする。
【0024】
本発明の製造方法によって得られる熱成形品は、特に優れた耐熱性を有することから、例えば、温水殺菌による食品容器、電子レンジ加熱用の食品容器等に好適に用いられる。
【0025】
【実施例】
以下、実施例により本発明を更に詳細に説明するが、本発明はその要旨を越えない限り以下の実施例に限定されるものではない。
実施例1
共重合成分としてジエチレングリコール2モル%を含有し、エチレンテレフタレート単位が構成繰り返し単位の98モル%を占めるポリエチレンテレフタレート樹脂を、真空下160℃で乾燥した後、押出機にて樹脂温度290℃で溶融押出し、40℃に設定した冷却ロール上にタッチロールで圧着して冷却することにより、平均厚み1.0mmの実質的に未延伸の樹脂シートを成形した。このシートにおける樹脂の極限粘度は0.70dl/gであった。
【0026】
得られた樹脂シートから200mm×200mmの大きさに切り取ったシートの両面から、輻射熱ヒーターを用い、シートを80℃に予熱した後、底部直径50mm、口部直径60mmで底部と側部との接合部にアールをとったカップ状の形状を有し、80℃に設定された雄型を備えた真空圧空成形機で雄型プラグ成形し、底壁とその外周に側壁を有し、平均厚み0.26mmの熱成形品を製造した。
得られた熱成形品に雄型を装着した状態で、熱成形品の側壁部をアルミニウム箔で巻いて遮蔽し、底壁部の温度が240℃となるように熱風オーブンを用いて1分間、第1段目の熱処理を行った。
次いで、側壁部からアルミニウム箔を剥がし、側壁部及び底壁部の温度が240℃となるように熱風オーブンを用いて2分間、第2段目の熱処理を行った。
【0027】
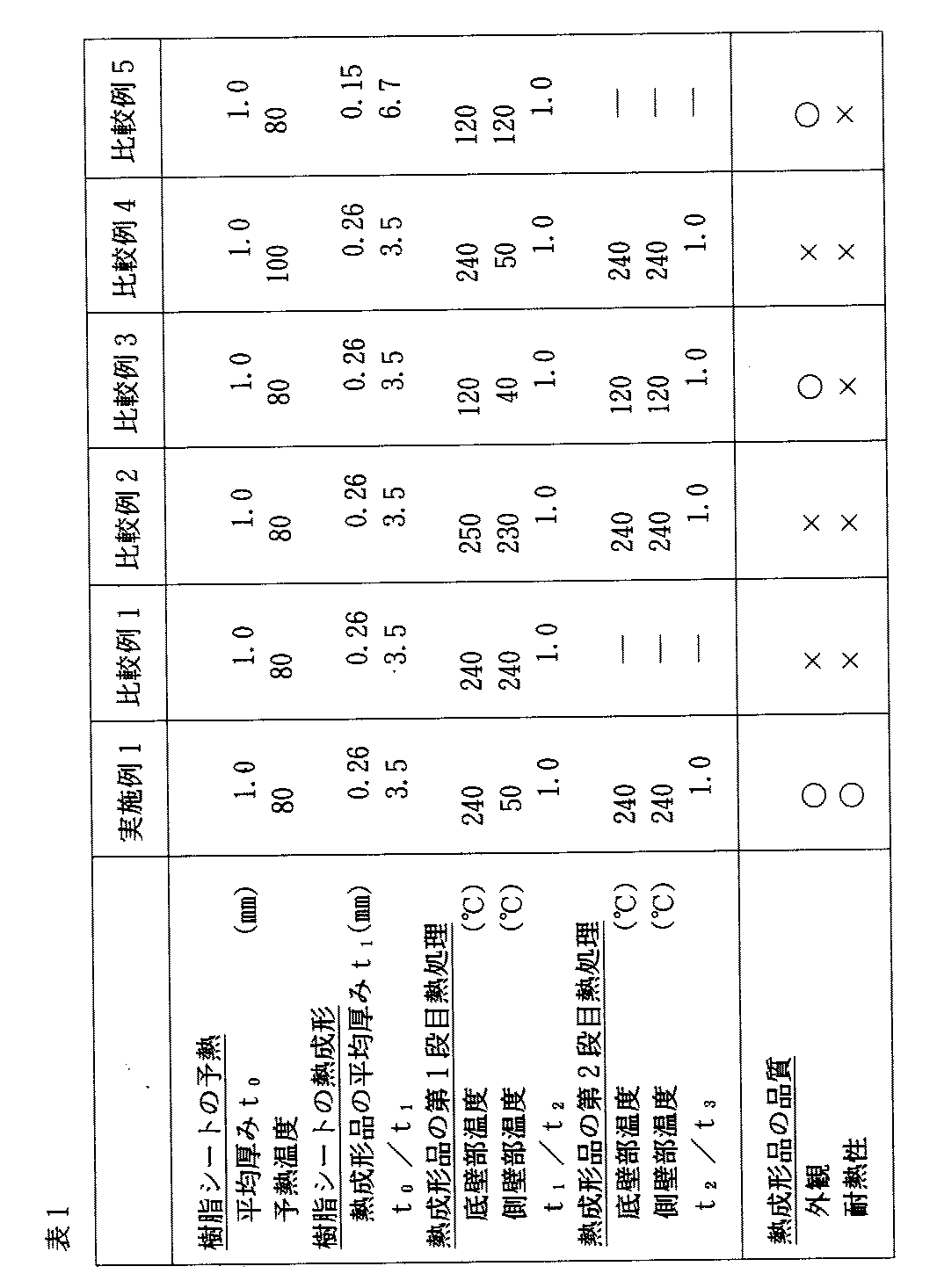
以上において、樹脂シートの予熱温度、及び熱成形品の加熱温度は以下に示す方法により測定した。又、樹脂シートの平均厚み、及び、熱処理前の熱成形品、並びに熱処理後の熱成形品の平均厚みをそれぞれ以下に示す方法により測定し、結果を表1に示した。
又、第2段目の熱処理後の熱成形品について、外観及び耐熱性をそれぞれ以下に示す方法により評価し、結果を表1に示した。
【0028】
樹脂シートの予熱温度及び熱成形品の加熱温度
放射温度計を用いて測定した。
樹脂シート及び熱成形品の平均厚み
5mm間隔で100箇所測定した値を算術平均した。尚、熱成形品の耳部は測定から除外した。
【0029】
熱成形品の外観
熱成形品20個について、表面状態及び形態等の外観を目視にて観察し、以下の基準で評価した。
○;表面状態及び形態共に問題なし。
△;細部において、設計通りの形態を有していないか、表面に皺や凹凸がある箇所がある。
×;設計通りの形態を有していないか、表面に皺や凹凸がある。
【0030】
熱成形品の耐熱性
熱成形品20個を100℃に設定した熱風オーブン中に30分間放置した後、取り出して23℃、相対湿度65%の雰囲気下に1時間置いたものについて、変形の有無を目視にて観察し、以下の基準で評価した。
○;変形は全く認められない。
△;細部において微小な変形が認められる。
×;明らかな変形が認められる。
【0031】
比較例1
熱処理を、側壁部にアルミニウム箔を巻かず、底壁部及び側壁部共に240℃に加熱して3分間行っただけとした外は、実施例1と同様にして熱成形品を成形し、熱処理した。その評価結果を表1に併記した。
【0032】
比較例2
第1段目の熱処理において、底壁部の温度を250℃とすると共に、側壁部にアルミニウム箔を巻く代わりに、遮蔽板を用いて底壁部と側壁部とに温度差を付けて熱処理を行った外は、実施例1と同様にして熱成形品を成形し、熱処理した。その評価結果を表1に併記した。
【0033】
比較例3
第1段目の熱処理における底壁部の温度を120℃とすると共に、第2段目の熱処理の温度も120℃とした外は、実施例1と同様にして熱成形品を成形し、熱処理した。その評価結果を表1に併記した。
【0034】
比較例4
樹脂シートの予熱温度を100℃として熱成形した外は、実施例1と同様にして熱成形品を成形し、熱処理した。その評価結果を表1に併記した。
【0035】
比較例5
熱成形品の平均厚みを0.15mmとすると共に、熱処理を、側壁部にアルミニウム箔を巻かず、底壁部及び側壁部共に120℃に加熱して3分間行っただけとした外は、実施例1と同様にして熱成形品を成形し、熱処理した。その評価結果を表1に併記した。
【0036】
【表1】
【発明の効果】
本発明によれば、ポリエステル樹脂シートから熱成形品を製造する方法であって、耐熱性に優れると共に、表面状態や形態等の外観にも優れた熱成形品を得ることができる、熱成形品の製造方法を提供することができる。[0001]
BACKGROUND OF THE INVENTION
The present invention relates to a method for producing a thermoformed product from a polyester resin sheet. More specifically, the present invention relates to a method for producing a thermoformed product having excellent heat resistance and excellent appearance such as surface condition and form.
[0002]
[Prior art]
Conventionally, polyester resins typified by polyethylene terephthalate resins have attracted attention in terms of their excellent transparency, gas barrier properties, safety and hygiene, etc. in addition to excellent mechanical and chemical properties. Sheets are thermoformed into trays, containers, etc., especially in the food packaging field.
[0003]
However, these thermoformed products made of a polyethylene terephthalate resin have poor heat resistance, for example, there is a drawback of being deformed when exposed to a temperature of about 60 to 100 ° C. About this heat resistance, for example, A method of performing heat treatment after thermoforming (for example, Japanese Patent Publication No. 44-5108, Japanese Patent Application Laid-Open No. 58-89319, etc.), a sheet stretched uniaxially or biaxially, or a sheet further thermally contracted is thermoformed. Further, improved methods such as a method of further heat treatment (for example, JP-A-50-21105, 54-43971, 54-43972, 55-17516, 61-254326, etc.) are proposed. However, if the heat resistance improvement effect is small, or if it is satisfactory, the appearance of the surface state, form, etc. will be poor, Is that reached the can satisfy both the heat and appearance at present not say.
[0004]
[Problems to be solved by the invention]
The present invention has been made in view of the above-described present situation, and is a method for producing a thermoformed article from a polyester resin sheet, which is excellent in heat resistance and excellent in appearance such as surface condition and form. It is an object of the present invention to provide a method for producing a thermoformed product.
[0005]
[Means for Solving the Problems]
The present invention has been made to achieve the above object, that is, the present invention satisfies the following formula (1) after preheating a substantially unstretched polyester resin sheet to 60 to 95 ° C. After thermoforming in the thickness range to form a thermoformed product having a bottom wall and a side wall on the outer periphery thereof, the bottom wall portion of the thermoformed product is heated to 130 to 270 ° C., and the side wall portion of the bottom wall portion is Maintain a temperature lower by 50 ° C. or more than the heating temperature, perform the first stage heat treatment in a thickness range satisfying the following formula (2), then heat at least the side wall to 130 to 270 ° C., and The gist is a method for producing a thermoformed product from a polyester resin sheet, in which the second stage heat treatment is performed within a thickness range satisfying the following formula (3).
[0006]
2 ≦ t 0 / t 1 ≦ 20 (1)
0.5 ≦ t 1 / t 2 ≦ 2 (2)
0.5 ≦ t 2 / t 3 ≦ 2 (3)
[In the formulas (1), (2) and (3), t 0 is the average thickness of the polyester resin sheet before thermoforming, t 1 is the average thickness of the thermoformed product before heat treatment, and t 2 is the first stage. eye after heat treatment of the average thickness of the thermoformed article, t 3 is the mean thickness of the thermoformed article after heat treatment of the second stage, each unit is in mm. ]
[0007]
DETAILED DESCRIPTION OF THE INVENTION
In the present invention, the polyester resin constituting the polyester resin sheet is a polycondensate mainly composed of an aromatic dicarboxylic acid unit and a glycol unit, and includes terephthalic acid or an alkyl thereof (about 1 to 4 carbon atoms). ) A polycondensation product of a dicarboxylic acid unit having an ester as a main component and a glycol unit having an ethylene glycol as a main component, wherein the ethylene terephthalate unit occupies 80 mol% or more, further 90 mol% or more of the constituent repeating unit. Is preferred.
[0008]
Examples of dicarboxylic acid units other than terephthalic acid and alkyl esters thereof include, for example, phthalic acid, isophthalic acid, 4,4′-diphenyldicarboxylic acid, 4,4′-diphenoxyethanedicarboxylic acid, and 4,4′-diphenylether dicarboxylic acid. Acid, aromatic dicarboxylic acid such as 4,4′-diphenylsulfone dicarboxylic acid, 2,6-naphthalenedicarboxylic acid, alicyclic dicarboxylic acid such as hexahydroterephthalic acid, hexahydroisophthalic acid, malonic acid, succinic acid, adipine One or more aliphatic dicarboxylic acids such as acid, azelaic acid, and sebacic acid are used as glycol units other than ethylene glycol, for example, propylene glycol, trimethylene glycol, tetramethylene glycol, pentamethylene glycol, hexamethylene Glycol, Aliphatic glycols such as decamethylene glycol, neopentyl glycol, diethylene glycol, alicyclic glycols such as 1,1-cyclohexanedimethanol, 1,4-cyclohexanedimethanol, 4,4′-dihydroxybiphenyl, 2,2-bis Fragrances such as (4′-hydroxyphenyl) propane, 2,2-bis (4′-β-hydroxyethoxyphenyl) propane, bis (4-hydroxyphenyl) sulfone, bis (4-β-hydroxyethoxyphenyl) sulfonic acid 1 type or 2 types or more of group glycol is further, for example, hydroxycarboxylic acid and alkoxycarboxylic acid, such as p-hydroxybenzoic acid and p-β-hydroxyethoxybenzoic acid, and stearic acid, benzoic acid, stearyl alcohol, benzyl Monofunctional components such as alcohol, Mellitic acid, pyromellitic acid, trimethanolethane, trifunctional or higher polyfunctional components such as pentaerythritol, one or two or more like may also be used as a copolymerization component. Among them, the dicarboxylic acid unit is preferably isophthalic acid or the like, and the glycol unit is preferably diethylene glycol or 1,4-cyclohexanedimethanol.
[0009]
In the present invention, the polyester resin constituting the polyester resin sheet includes an antioxidant, an ultraviolet absorber, an antistatic agent, a colorant such as a dye or a pigment, glass fiber, flake, mica, carbon fiber, titanic acid. Anti-blocking agents such as reinforcing materials such as potash fiber, organic fine particles such as silicone resin having a particle size of about 0.01 to 10 μm, inorganic fine particles such as calcium carbonate, barium sulfate, titanium oxide, aluminum oxide, silica, kaolin, clay, Inorganic and organic nucleating agents, plasticizers, flame retardants, flame retardant aids and the like may be contained.
[0010]
In the present invention, the sheet made of the polyester resin needs to be substantially unstretched, and when the sheet is stretched, the appearance is inferior as a thermoformed product.
In addition, a substantially unstretched polyester resin sheet is melt-extruded at a resin temperature of about 200 to 320 ° C. by an ordinary extruder, for example, on a cooling roll by pressing with a touch roll as necessary. Manufactured by cooling and solidifying, and “substantially unstretched” refers to a state in which no stretching history has been received thereafter.
[0011]
The average thickness of the polyester resin sheet in the present invention is usually in the range of 0.1 to 10 mm, preferably in the range of 0.2 to 10 mm, and more preferably in the range of 0.5 to 10 mm. . When the thickness of the resin sheet is less than the above range, the effect of improving heat resistance as a thermoformed product tends to be small, whereas when it exceeds the above range, the thermoformability tends to be poor.
[0012]
The intrinsic viscosity of the polyester resin as the resin sheet is a value measured at 30 ° C. for a solution obtained by dissolving 1.00 g of a sample in 100 ml of a mixed solvent of phenol / tetrachloroethane (weight ratio 1/1). The thing of the range of -1.3 dl / g is preferable, The thing of the range of 0.5-0.8 dl / g is still more preferable, The thing of the range of 0.5-0.7 dl / g is especially preferable. If the intrinsic viscosity is less than the above range, the thermoformability tends to be inferior, and the mechanical properties as a thermoformed product tend to be inferior. On the other hand, if it exceeds the above range, the production of the resin sheet tends to be difficult.
[0013]
In the present invention, in producing a thermoformed article from the substantially unstretched polyester resin sheet, the resin sheet is preheated to 60 to 95 ° C., and then heated within a thickness range satisfying the following formula (1). It is essential to form a thermoformed product having a bottom wall and a side wall on its outer periphery.
2 ≦ t 0 / t 1 ≦ 20 (1)
Wherein (1), t 0 is the average thickness of the polyester resin sheet before thermoforming, t 1 is the mean thickness of the heat treatment before the thermoformed article, each unit is in mm. ]
The value of t 0 / t 1 is preferably 2 to 6, more preferably 2 to 4, and particularly preferably 2 to 3.5.
[0014]
Here, when the preheating temperature is less than the above temperature range, the thermoformability is inferior. On the other hand, when the preheat temperature is above the above temperature range, the heat resistance is inferior as a thermoformed product. Further, even if the preheating temperature condition in the above range is satisfied, if the relationship between the average thickness of the polyester resin sheet and the average thickness of the thermoformed product is less than the above range, the effect of improving heat resistance as a thermoformed product is small. If the range is exceeded, the appearance of the thermoformed product is inferior.
[0015]
The preheating method in the present invention is not particularly limited, and can be a method using a conventionally known radiant heat heater, hot plate or the like, and the thermoforming method is not particularly limited. , A conventionally known male plug molding method, vacuum molding method, compressed air molding method, vacuum / pneumatic molding method, a plug assisted molding method, and a matched mold molding method using a male die and a female die, etc. be able to.
[0016]
In the present invention, when the thermoformed product molded as described above is subsequently heat-treated, it is essential to perform the heat treatment in two stages.
In the first stage heat treatment, the bottom wall portion of the thermoformed product is heated to 130 to 270 ° C., the side wall portion is maintained at a temperature lower by 50 ° C. than the heating temperature of the bottom wall portion, and the following formula ( It is performed within a thickness range that satisfies 2).
0.5 ≦ t 1 / t 2 ≦ 2 (2)
Wherein (2), t 1 is the average thickness of the thermoformed article before heat treatment, t 2 is the mean thickness of the thermoformed article after heat treatment of the first stage, each unit is in mm. ]
[0017]
The temperature of the bottom wall portion of the thermoformed product in this first stage heat treatment is 200 to 270 ° C., and the side wall portion is maintained at a temperature lower than the heating temperature of the bottom wall portion by 100 ° C. or more, particularly 150 ° C. or more. In addition, the value of t 1 / t 2 is preferably 0.8 to 1.5.
The heat treatment is preferably performed in a state where a male mold is attached to the thermoformed product.
[0018]
Here, in any case where the temperature of the bottom wall portion of the thermoformed product in the first stage heat treatment is less than the above temperature range or exceeding the above temperature range, the effect of improving the heat resistance is reduced as the thermoformed product. Even when the temperature of the side wall portion is outside the above temperature range, the effect of improving heat resistance as a thermoformed product is reduced. Furthermore, even if the heat treatment temperature condition in the above range is satisfied, the relationship between the average thickness before heat treatment of the thermoformed product and the average thickness after heat treatment is less than the above range, the appearance as a thermoformed product is inferior, On the other hand, if the range is exceeded, the thermoformed product is inferior in heat resistance.
[0019]
In the heat treatment, a method for providing a temperature difference between the bottom wall portion and the side wall portion of the thermoformed product is not particularly limited. For example, the side wall portion is shielded and only the bottom wall portion is radiant heat heater. The method of selectively heating the bottom wall part by selectively heating the side wall part during the heat treatment or by bringing a hot plate such as a metal plate into contact with only the bottom wall part. Can be mentioned.
[0020]
Further, the second stage heat treatment is performed within a thickness range in which at least the side wall is heated to 130 to 270 ° C. and the following formula (3) is satisfied.
0.5 ≦ t 2 / t 3 ≦ 2 (3)
Wherein (3), t 2 is the mean thickness of the first-stage heat treatment after the average thickness of the thermoformed article, t 3 is thermoformed articles after heat treatment of the second stage, each unit mm It is. ]
[0021]
The temperature of the side wall portion of the thermoformed product in the second stage heat treatment is preferably 200 to 270 ° C., and the bottom wall portion may or may not be subjected to the heat treatment following the first stage. . The value of t 2 / t 3 is preferably 0.8 to 1.5.
The heat treatment is preferably performed in a state where a male mold is attached to the thermoformed product.
[0022]
Here, in any case where the temperature of the side wall portion of the thermoformed product in the second stage heat treatment is less than the above temperature range or exceeding the above temperature range, the effect of improving the heat resistance is reduced as the thermoformed product. In addition, even if the heat treatment temperature condition in the above range is satisfied, the relationship between the average thickness before heat treatment of the thermoformed product and the average thickness after heat treatment is less than the above range, the appearance as a thermoformed product is inferior, On the other hand, if the range is exceeded, the thermoformed product is inferior in heat resistance.
[0023]
In the present invention, the bottom wall portion and the side wall portion of the thermoformed product having the bottom wall and the side wall on the outer periphery thereof refer to the bottom wall portion and the side wall portion of the thermoformed product in the shape of a cup or tray. Even when the bottom wall has unevenness and is not formed by one plane, or when the side wall has unevenness and is not formed by one plane or curved surface, etc. These are defined as a bottom wall part and a side wall part, respectively.
[0024]
Since the thermoformed product obtained by the production method of the present invention has particularly excellent heat resistance, it is suitably used for, for example, food containers by hot water sterilization, food containers for heating a microwave oven, and the like.
[0025]
【Example】
EXAMPLES Hereinafter, although an Example demonstrates this invention further in detail, this invention is not limited to a following example, unless the summary is exceeded.
Example 1
A polyethylene terephthalate resin containing 2 mol% of diethylene glycol as a copolymerization component and having an ethylene terephthalate unit occupying 98 mol% of the constituent repeating units is dried at 160 ° C under vacuum, and then melt extruded at a resin temperature of 290 ° C with an extruder. A substantially unstretched resin sheet having an average thickness of 1.0 mm was formed by pressure bonding with a touch roll on a cooling roll set at 40 ° C. and cooling. The intrinsic viscosity of the resin in this sheet was 0.70 dl / g.
[0026]
Using a radiant heater, the sheet was preheated to 80 ° C. from both sides of the sheet cut from the obtained resin sheet to a size of 200 mm × 200 mm, and then joined to the bottom and sides with a bottom diameter of 50 mm and a mouth diameter of 60 mm. It has a cup-like shape with a rounded shape at its part, and is molded with a male plug using a vacuum / pressure air forming machine equipped with a male mold set at 80 ° C. A 26 mm thermoformed product was produced.
With the male mold attached to the obtained thermoformed product, the side wall portion of the thermoformed product is covered with aluminum foil and shielded, and the temperature of the bottom wall portion is 240 ° C. using a hot air oven for 1 minute, The first stage heat treatment was performed.
Next, the aluminum foil was peeled off from the side wall, and the second stage heat treatment was performed for 2 minutes using a hot air oven so that the temperature of the side wall and the bottom wall became 240 ° C.
[0027]
In the above, the preheating temperature of the resin sheet and the heating temperature of the thermoformed product were measured by the following methods. In addition, the average thickness of the resin sheet, the thermoformed product before the heat treatment, and the average thickness of the thermoformed product after the heat treatment were measured by the following methods, and the results are shown in Table 1.
Further, the appearance and heat resistance of the thermoformed product after the second heat treatment were evaluated by the methods shown below, and the results are shown in Table 1.
[0028]
The preheating temperature of the resin sheet and the heating temperature of the thermoformed product were measured using a radiation thermometer.
The values measured at 100 locations at an average thickness of 5 mm between the resin sheet and the thermoformed product were arithmetically averaged. In addition, the ear | edge part of the thermoformed product was excluded from the measurement.
[0029]
Appearance of thermoformed product The appearance of the surface state and form of 20 thermoformed products was visually observed and evaluated according to the following criteria.
○: No problem in both surface condition and form.
Δ: In the details, there is a part which does not have the form as designed or has a wrinkle or unevenness on the surface.
X: It does not have the form as designed, or there are wrinkles or irregularities on the surface.
[0030]
Heat resistance of thermoformed products About 20 thermoformed products left in a hot air oven set at 100 ° C for 30 minutes, then taken out and placed in an atmosphere of 23 ° C and relative humidity 65% for 1 hour The presence or absence of deformation was visually observed and evaluated according to the following criteria.
○: No deformation is observed.
Δ: Minute deformation is observed in the details.
X: Obvious deformation is observed.
[0031]
Comparative Example 1
A thermoformed product was formed in the same manner as in Example 1 except that the aluminum foil was not wound on the side wall and both the bottom wall and the side wall were heated to 240 ° C. for 3 minutes. did. The evaluation results are also shown in Table 1.
[0032]
Comparative Example 2
In the first stage heat treatment, the temperature of the bottom wall is set to 250 ° C., and instead of winding an aluminum foil around the side wall, a heat treatment is performed by using a shielding plate to create a temperature difference between the bottom wall and the side wall. Except for this, a thermoformed product was molded and heat-treated in the same manner as in Example 1. The evaluation results are also shown in Table 1.
[0033]
Comparative Example 3
A thermoformed article was formed in the same manner as in Example 1 except that the temperature of the bottom wall in the first stage heat treatment was 120 ° C. and the temperature of the second stage heat treatment was also 120 ° C. did. The evaluation results are also shown in Table 1.
[0034]
Comparative Example 4
A thermoformed product was molded and heat-treated in the same manner as in Example 1 except that the preheating temperature of the resin sheet was 100 ° C. and thermoformed. The evaluation results are also shown in Table 1.
[0035]
Comparative Example 5
The average thickness of the thermoformed product was set to 0.15 mm, and the heat treatment was carried out for 3 minutes without heating the aluminum foil around the side wall and heating the bottom wall and the side wall to 120 ° C. for 3 minutes. In the same manner as in Example 1, a thermoformed product was molded and heat-treated. The evaluation results are also shown in Table 1.
[0036]
[Table 1]
【The invention's effect】
According to the present invention, there is provided a method for producing a thermoformed product from a polyester resin sheet, which is excellent in heat resistance and can be obtained with an excellent appearance such as surface condition and form. The manufacturing method of can be provided.
Claims (4)
2≦t0 /t1 ≦20 (1)
0.5≦t1 /t2 ≦2 (2)
0.5≦t2 /t3 ≦2 (3)
〔式(1)、式(2)、及び(3)中、t0 は熱成形前のポリエステル樹脂シートの平均厚み、t1 は熱処理前の熱成形品の平均厚み、t2 は第1段目の熱処理後の熱成形品の平均厚み、t3 は第2段目の熱処理後の熱成形品の平均厚みであり、それぞれの単位はmmである。〕After preheating the substantially unstretched polyester resin sheet to 60 to 95 ° C., it was thermoformed in a thickness range satisfying the following formula (1) to obtain a thermoformed product having a bottom wall and a side wall on the outer periphery thereof. Thereafter, the bottom wall portion of the thermoformed product is heated to 130 to 270 ° C., the side wall portion is kept at a temperature lower by 50 ° C. or more than the heating temperature of the bottom wall portion, and the thickness satisfies the following formula (2). The first stage heat treatment is performed in a range, and then at least the side wall is heated to 130 to 270 ° C., and the second stage heat treatment is performed in a thickness range satisfying the following formula (3). And a method for producing a thermoformed product from a polyester resin sheet.
2 ≦ t 0 / t 1 ≦ 20 (1)
0.5 ≦ t 1 / t 2 ≦ 2 (2)
0.5 ≦ t 2 / t 3 ≦ 2 (3)
[In the formulas (1), (2) and (3), t 0 is the average thickness of the polyester resin sheet before thermoforming, t 1 is the average thickness of the thermoformed product before heat treatment, and t 2 is the first stage. eye after heat treatment of the average thickness of the thermoformed article, t 3 is the mean thickness of the thermoformed article after heat treatment of the second stage, each unit is in mm. ]
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP13489798A JP3719327B2 (en) | 1998-05-18 | 1998-05-18 | Method for producing thermoformed product from polyester resin sheet |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP13489798A JP3719327B2 (en) | 1998-05-18 | 1998-05-18 | Method for producing thermoformed product from polyester resin sheet |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH11320667A JPH11320667A (en) | 1999-11-24 |
| JP3719327B2 true JP3719327B2 (en) | 2005-11-24 |
Family
ID=15139087
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP13489798A Expired - Lifetime JP3719327B2 (en) | 1998-05-18 | 1998-05-18 | Method for producing thermoformed product from polyester resin sheet |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3719327B2 (en) |
-
1998
- 1998-05-18 JP JP13489798A patent/JP3719327B2/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JPH11320667A (en) | 1999-11-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20160002852A (en) | Polyester film for sealant use, laminate, and packaging bag | |
| US5183623A (en) | Process for producing transparent and heat-resistant polyester containers | |
| JP2010201857A (en) | Biaxially-oriented polyester film for molding simultaneous transfer | |
| JP3719327B2 (en) | Method for producing thermoformed product from polyester resin sheet | |
| JP2971942B2 (en) | Transparent polyester container and method for producing the same | |
| JP3355880B2 (en) | Copolyester sheet and three-dimensional molded article comprising the same | |
| JP2004122767A (en) | Biaxially oriented polyester film for vessel molding, vessel and vessel molding process | |
| JPH11291336A (en) | Production of thermoformed article from polyester resin sheet | |
| JPH11291337A (en) | Manufacture of thermoformed article from polyester resin sheet | |
| JPH11291335A (en) | Production of thermoformed article from polyester tbermoplastic resin sheet | |
| JPH11291338A (en) | Production of thermoformed article from polyester resin sheet | |
| JP5153463B2 (en) | Stretched polyester film for molding | |
| EP0449580A1 (en) | Transparent polyester container and process for producing the same | |
| JPH08156211A (en) | Thermoforming polyester sheet | |
| JP6712040B1 (en) | Polyester resin composition | |
| JPH081767A (en) | Polyester vessel with excellent impact resistance | |
| JPH08157619A (en) | Polyester sheet having excellent slipperiness and its molded article | |
| EP0480043B1 (en) | Transparent polyester container | |
| JPH1135700A (en) | Thermally formed product consisting of polyethylene terephthalate | |
| JP3197908B2 (en) | Transparent polyester container | |
| JP2017179334A (en) | Polyester film | |
| JPH10315312A (en) | Thermoformed product made of polyester sheet and its manufacture | |
| JP2002097261A (en) | Polyester film | |
| JP2003220642A (en) | Manufacturing method of hollow molded body of polyester resin | |
| JPH1067045A (en) | Manufacture of thermoplastic resin molded product |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20050512 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050517 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050817 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050830 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080916 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090916 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090916 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100916 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110916 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120916 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130916 Year of fee payment: 8 |
|
| EXPY | Cancellation because of completion of term |