JP3679221B2 - Composite roll for iron making rolling mill with excellent wear resistance and method for producing the same - Google Patents
Composite roll for iron making rolling mill with excellent wear resistance and method for producing the same Download PDFInfo
- Publication number
- JP3679221B2 JP3679221B2 JP08224897A JP8224897A JP3679221B2 JP 3679221 B2 JP3679221 B2 JP 3679221B2 JP 08224897 A JP08224897 A JP 08224897A JP 8224897 A JP8224897 A JP 8224897A JP 3679221 B2 JP3679221 B2 JP 3679221B2
- Authority
- JP
- Japan
- Prior art keywords
- weight
- base material
- less
- molten metal
- wear resistance
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images




Landscapes
- Reduction Rolling/Reduction Stand/Operation Of Reduction Machine (AREA)
Description
【0001】
【発明の属する技術分野】
本発明は、製鉄熱間圧延設備又は製鉄冷間圧延設備における圧延用ロール及び矯正用ロールに使用する耐摩耗性に優れた製鉄圧延設備用複合ロール及びその製造方法に関する。
【0002】
【従来の技術】
従来の製鉄圧延設備用の圧延ロール材としては、適度の耐摩耗性を有した〔C〕2.3〜2.9重量%、〔Si〕0.4〜0.9重量%、〔Mn〕0.8〜1.2重量%、〔Cr〕13〜18重量%、〔Mo〕0.7〜2重量%、〔Ni〕0.5〜1.5重量%、〔Nb〕1重量%以下、〔V〕1重量%以下の高クロム鋳鉄或いは、〔C〕3.2〜3.4重量%、〔Si〕0.7〜0.9重量%、〔Mn〕0.5〜0.8重量%、〔Cr〕1.5〜1.9重量%、〔Mo〕0.3〜0.6重量%、〔Ni〕4.2〜4.6重量%の高合金グレン材が広く使用されている(「わが国における最近のホットストリップの製造技術」148頁参照、日本鉄鋼協会、昭和62年8月10日発行)。また、従来の製鉄圧延設備用の矯正ロール材については、JISG4404のSKD11合金工具鋼が広く採用されて来た。
近年、ロール材として、従来の高速度鋼よりも炭素量を増やして、共晶炭化物を多く晶出させた多合金材料、即ち多種類の合金元素を含有する材料が研究されており(「鋳物」、66(1994)、No.11、頁815〜821)、その一例として、〔C〕2.5重量%以下、〔Cr〕2〜7重量%、〔Mo〕2〜9重量%、〔W〕10重量%以下、〔V〕3重量%以上の多合金材料により圧延ロールの耐摩耗性向上が図られ、高クロム鋳鉄系の数倍の寿命を持つことが知られている(「鉄と鋼」、80(1994)、No.7、頁386〜389)。
また、圧延設備用複合ロール材として、特願平7−256836号において、連続鋳掛け法により〔C〕0.5〜2重量%、〔Si〕0.1〜1.5重量%、〔Mn〕0.1〜1.5重量%、〔Cr〕2〜15重量%、〔Mo〕2〜10重量%、〔V〕1〜8重量%、〔W〕1〜10重量%、〔Co〕1〜15重量%を含有した鉄基複合ロール材が提案され、耐摩耗性の向上が図られた。
【0003】
【発明が解決しようとする課題】
しかしながら、近年、鋼の圧延ラインにおいては、高圧化、高速連続圧延化、ステンレス鋼や珪素鋼のような難圧延材の増加、或いは製品の薄物化が進み、ロールの使用条件は苛酷化の一途をたどっている。例えば、製鉄圧延設備用圧延ロールについて、摩耗が激しく、耐摩耗性向上のニーズが高くなっている。上記摩耗が増大することによって、鋼板製品の板厚精度の悪化と共に、ロールの取り替え頻度も多くなり圧延効率が低下している。
前記高クロム鋳鉄、高合金グレン材及びSKD11合金工具鋼においては、圧延ラインの益々高くなってきた要求レベルを到底満足するものではなく、また、前記した「鉄と鋼」刊行物に記載された多合金材料及び特願平7−256836号に提案された連続鋳掛けロール材において、かなりの効果は得られているものの合金成分、溶湯処理方法及び製造プロセスの組み合わせによって、更に耐摩耗性を向上する必要がある。特に、上記ロール使用条件の苛酷化に伴い、微小なピンホール、ブローホールがロールの肌荒れの起点になったり、耐摩耗性が劣化する問題が生じて来た。
本発明はかかる事情に鑑みてなされたもので、耐摩耗性を高位の水準に高め、製鉄熱間又は冷間圧延設備における圧延用ロール及び矯正用ロールに使用する耐摩耗性に優れた製鉄圧延設備用複合ロール及びその製造方法を提供することを目的とする。
【0004】
【課題を解決するための手段】
前記目的に沿う請求項1記載の耐摩耗性に優れた製鉄圧延設備用複合ロールは、電磁誘導加熱コイルを備えた耐火性加熱型の下部に、冷却型を一体的に配置した組み合わせモールドを用い、該組み合わせモールドの内部に鋼を素材とする中実又は中空の母材を同心垂直に挿入し、該母材の外周の環状空隙部に、別途準備した溶湯を注入し、前記母材を断続的に降下させて、該母材外表面に前記溶湯を溶着させながら、冷却により凝固せしめて、該母材の外周に肉盛層を形成し、所定の熱処理、機械加工を行なって製造される製鉄圧延設備用複合ロールであって、前記溶湯の成分は、〔C〕1〜3重量%、〔Si〕0.1〜1重量%、〔Mn〕0.1〜1重量%、〔Cr〕4〜15重量%、〔Mo〕4〜15重量%、〔V〕4〜15重量%、〔W〕10重量%以下、〔Co〕10重量%以下、〔Ni〕5重量%以下、残部は実質的にFe及び不可避的不純物元素からなる原溶湯に、外分でミッシュメタル0.1〜2重量%を添加したものからなってピンホールとブローホールの発生を減少している。
【0005】
また、請求項2記載の耐摩耗性に優れた製鉄圧延設備用複合ロールの製造方法は、電磁誘導加熱コイルを備えた耐火性加熱型の下部に、冷却型を一体的に配置した組み合わせモールドを用い、該組み合わせモールドの内部に鋼を素材とする中実又は、中空の母材を同心垂直に挿入し、同母材の外周の環状空隙部に、別途、準備した耐摩耗性を有する多合金材料からなる溶湯を注入し、前記母材を断続的に降下させて、該母材外表面に溶湯を溶着させながら、冷却により凝固せしめて、該母材の外周に肉盛層を形成し、所定の熱処理、機械加工を行って製造する製鉄圧延設備用複合ロールの製造方法において、前記溶湯の成分は、〔C〕1〜3重量%、〔Si〕0.1〜1重量%、〔Mn〕0.1〜1重量%、〔Cr〕4〜15重量%、〔Mo〕4〜15重量%、〔V〕4〜15重量%、〔W〕10重量%以下、〔Co〕10重量%以下、〔Ni〕5重量%以下、残部は実質的にFe及び不可避的不純物元素からなる原溶湯に、更に外分でミッシュメタル0.1〜2重量%を添加し たものからなってピンホールとブローホールの発生を減少している。
【0006】
【0007】
以上において、ミッシュメタルとは希土類金属の中でも軽希土と呼ばれるランタン(La)、セリウム(Ce)、プラセオジム(Pr)、ネオジム(Nd)、サマリウム(Sm)等からなる混合希土類金属、即ち、希土類金属がミックスされたメタルである。その一例として、本発明に使用されたミッシュメタルの成分は、〔Ce〕50.90重量%、〔La〕24.06重量%、〔Nd〕17.96重量%、〔Pr〕5.62重量%、〔Sm〕0.03重量%、及びその他の元素(Fe、Mg、Al等)1.43重量%からなる。
【0008】
【発明の実施の形態】
続いて、添付した図面を参照しつつ、本発明の実施の形態につき説明し、本発明の理解に供する。
本発明材の製造方法は、基本的には本出願人が提案した特公昭44−4903号公報(特許第552637号)及び特公昭53−47767号公報(特許第965888)に示された連続鋳掛け法である。
ここに、図1は本発明の一実施の形態に係る耐摩耗性に優れた製鉄圧延設備用複合ロールの製造方法に好適に使用できる組み合わせモールドの概略説明図(連続鋳掛け法の概略説明図)である。
【0009】
まず、本発明の実施の形態に係る耐摩耗性に優れた製鉄圧延設備用複合ロールの製造方法に好適に使用できる組み合わせモールド10は、図1に示すように、電磁誘導加熱コイル11が内部に配置された中空環状の耐火枠12を備えた耐火性加熱型13と、耐火性加熱型13の下部に配置され、これと同軸の内孔を有する冷却型14とを有し、その下部には図示しない油圧シリンダーなどの昇降手段によって上下し、上部に搭載されたロールからなる製鉄圧延設備用複合ロール15を徐々に降下させる昇降装置16を備えている。
この組み合わせモールド10を使用して、製鉄圧延設備用複合ロール15を製造する場合には、組み合わせモールド10の中央に中実又は、中空の母材17を挿入する。次いで、別途溶解炉18にて準備した外層になる肉盛材の溶湯19を前記母材17と組み合わせモールド10との環状空隙部20に、電磁誘導加熱コイル11に電流を流しながら注入し、母材17を断続的に降下させる。これによって、溶湯19は母材17の表面に溶着しながら、前記冷却型14によって順次冷却凝固され肉盛層21が形成される。この後、製品より少し大きい外径寸法に機械加工し、次に所定の焼入れ、焼戻し等の熱処理を行い、更に製品寸法への機械加工を行って製鉄圧延設備用複合ロール15が製造される。
【0010】
この場合において、母材17の外周に予めホウケイ酸ガラス皮膜22を形成させておき、組み合わせモールド10の上に配置された予熱用の電磁誘導加熱コイル23によって母材17を予熱すると共に、ホウケイ酸ガラス皮膜22が溶融焼成されることによって、母材17の表面を清浄に保ちながら肉盛層21を形成できる。なお、図1において、24は芯出し装置、25は溶融部、26は溶融フラックスを示す。
ここで、前記溶湯19の化学成分としては、〔C〕1〜3重量%、〔Si〕0.1〜1重量%、〔Mn〕0.1〜1重量%、〔Cr〕4〜15重量%、〔Mo〕4〜15重量%、〔V〕4〜15重量%、〔W〕10重量%以下、〔Co〕10重量%以下、〔Ni〕5重量%以下、残部は実質的にFe及び不可避的不純物元素からなる原溶湯に、注入の直前、即ち原溶湯が溶解炉18にある時点において、ミッシュメタル0.1〜2重量%を添加する。
【0011】
次に前記溶湯19の化学成分を上記のように限定した理由について説明する。
(1)C:1〜3重量%
CはCr、Mo、W、Vと、M23C6 、M2 C、MC型の極めて硬い炭化物を形成し、耐摩耗性を向上させる。また、基地に固溶し、焼き入れ性を向上させると共に、基地の強度、硬さを向上させる。下限を1重量%としたのは、炭化物が減少し耐摩耗性が低下するためであり、また、上限を3重量%としたのは、ネット状の炭化物が多くなり、靱性が低下するためである。
(2)Si:0.1〜1重量%
Siは脱酸剤として必要であるが、0.1重量%未満では効果がなく、1重量%を超えると、耐摩耗性が低下することから、下限、上限をそれぞれ0.1重量%、1重量%とした。特に、耐摩耗性を高めるためには0.5重量%以下添加することが好ましい。
【0012】
(3)Mn:0.1〜1重量%
Mnは脱酸剤として働くほか、不純物として混入する有害なSをMnSとして固定するが、0.1重量%未満では効果がなく、1重量%を超えると、耐摩耗性が低下することから、下限を0.1重量%、上限を1重量%とした。特に、耐摩耗性を高めるためには0.5重量%以下添加することが好ましい。
(4)Cr:4〜15重量%
Crは基地に固溶し、硬化性を高めると共に、耐摩耗性、耐酸化性を向上させるのに必要であるが、4重量%未満ではその効果が小さく、15重量%を超えると耐焼き付き性を低下させ、また粗大なCr炭化物が生成するため、下限、上限をそれぞれ4重量%、15重量%とした。特に、耐腐食性を高めるためには8重量%以上添加することが好ましい。
(5)Mo:4〜15重量%
Moは一部基地に固溶し、焼戻し軟化抵抗を高め、また、Cと結びついて耐摩耗性に有効なM2 C炭化物を形成する。4重量%未満ではその効果が小さく、15重量%を超えるとM2 C炭化物が顕著に粗大化することから、下限、上限をそれぞれ4重量%、15重量%とした。
【0013】
(6)V:4〜15重量%
Vは最も炭化物の形成傾向が大きくMC炭化物を形成し、4重量%未満ではMCの量が少なく、耐摩耗性が十分得られず、またM2 C炭化物の粗大化を抑制することができず、15重量%を超えるとMC炭化物が粗大化し、機械的性質を低下せしめることから、下限を4重量%、上限を15重量%とした。特に、MC炭化物の効果を高めるためには6重量%以上添加することが好ましい。
(7)W:10重量%以下
Wは、Moと同じように、焼戻し軟化抵抗を高めると共に、耐摩耗性に有効なM2 C炭化物を形成するが、10重量%を超えるとM2 C炭化物が粗大化することから、上限を10重量%とした。なお、本発明においてWを全く含まない場合も適用され、厳密にはWは0又は0を超え10重量%以下の範囲で添加されることになる。ここで、Wを添加する場合には、多く添加するとコスト高となり、少ない場合にはその効果が少ないので、1〜7重量%の範囲で添加するのが好ましい。
【0014】
(8)Co:10重量%以下
Coは、大部分が基地に固溶し、基地強度を向上させ、特に、高温でその効果が大きい。MC、M2 Cなどの極めて硬く、耐摩耗性に有効な炭化物が存在する場合、基地も炭化物にバランスした硬さ、強度がないと炭化物の周囲の基地が極めて短時間で摩耗し肌荒れをもたらすので、炭化物に見合った基地の強度が必要となるためである。また、Coは耐腐食性に極めて有効であり、上限を10重量%としたのは、それを超えて加えても効果が少なく、また高価なためである。なお、本発明においてCoを全く含まない場合も適用され、厳密にはCoは0又は0を超え10重量%以下の範囲で添加されることになる。ここで、Coを添加する場合には、多く添加するとコスト高となり、少ない場合にはその効果が少ないので、1〜7重量%の範囲で添加するのが好ましい。
【0015】
(9)Ni:5重量%以下
Niは、大部分が基地に固溶し、基地の強度、硬さ、耐腐食性及び材料の焼入れ性を向上させるが、5重量%を超えると残留オーステナイトの増加をもたらし、割れや肌荒れなどの問題が生じることがあり、上限を5重量%とした。なお、本発明はNiを全く含まない場合も適用され、厳密にはNiは0又は0を超え5重量%以下の範囲で添加されることになる。
【0016】
本発明の特徴は、上記各合金元素及び製造方法を限定すると共に、上記化学成分を含有する多合金の鉄基溶湯にミッシュメタルを外分で0.1〜2重量%添加したことにある。連続鋳掛け法は、水冷モールドによる外表面からの急冷と、低温母材による内側からの抜熱による急冷のため、速い冷却速度を持っていることが大きな特徴である。冷却速度が速いことから、溶湯中のガスの浮上時間が不足し、溶湯中のガスが浮上しにくく、凝固シェル内にピンホールやブローホールが生じやすい。一方、上記化学成分の多合金材料は、高耐摩耗性を得るため、Si、Mnの含有量を抑えている。Si、Mnの含有量が低いことから、脱酸、脱ガスが不十分になりやすい。急冷凝固であるという特徴を有する連続鋳掛けプロセスにおいて、このような脱酸、脱ガス不十分な溶湯は注入の直前に、十分な脱酸、脱ガスを行う必要がある。本発明者らは、上記製造条件の場合、脱酸、脱ガスのために、ミッシュメタルを添加することが極めて有効であることを見出した。つまり、急冷凝固の特徴を持っている連続鋳掛け法と上記化学成分の多合金材料との組み合わせで、ミッシュメタルの添加による脱酸、脱ガス処理は極めて重要である。また、ミッシュメタルの添加は、脱酸、脱ガスによるピンホールとブローホールの軽減又は防止の他に、脱硫の効果もあり、上記化学成分の多合金材料の靱性を向上する。ミッシュメタルの添加量は、後述の実施例からも明らかなように、0.1重量%未満ではその効果が小さく、2重量%を超えると引張強さが低下することから、下限、上限をそれぞれ0.1重量%、2重量%とした。
【0017】
【実施例】
以下に、更に本発明に係る耐摩耗性に優れた製鉄圧延設備用複合ロール及びその製造方法の作用、効果を確認するために行った実施例(以下、発明材という)を、比較例(試験材又は比較材という)と共に説明する。
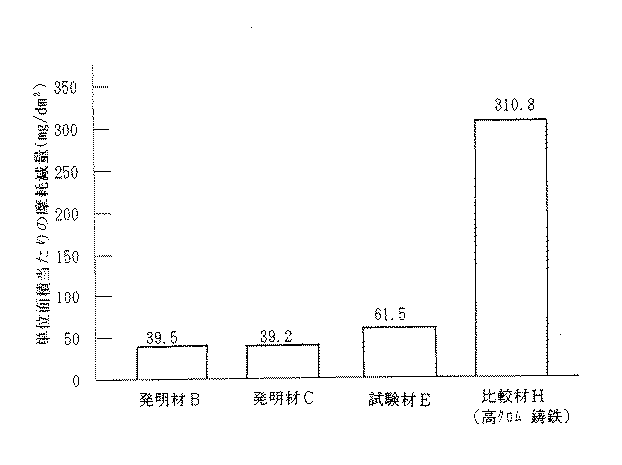
ここに、図2は連続鋳掛け法による発明材及び試験材におけるピンホールとブローホールの面積率に及ぼすミッシュメタル添加量の影響を示すグラフ、図3は連続鋳掛け法による発明材及び試験材の引張強さに及ぼすミッシュメタル添加量の影響を示すグラフ、図4は連続鋳掛け法による発明材、試験材及び比較材の単位面積当たり摩耗減量を示すグラフである。
表1は連続鋳掛け法による発明材、試験材及び比較材の化学成分及びミッシュメタルの添加量を示す。これらの発明材、試験材及び比較材は、いずれも所定の焼入れ、焼戻し処理を施した後、外層材から、それぞれの試験片を切り出し、ピンホールとブローホールの面積率の測定、引張試験及び摩耗試験を行い、材料の特性を評価した。
【0018】
【表1】
(ピンホールとブローホールの面積率の測定結果)
JISG0555によって、発明材及び試験材におけるピンホールとブローホールの面積率を測定した。図2はピンホールとブローホールの面積率に及ぼすミッシュメタル添加量の影響を示したもので、ミッシュメタルの添加量は0.1重量%未満の場合、ピンホールとブローホールの面積率が高い。ミッシュメタル0.1重量%以上を添加すれば、ピンホールとブローホールの面積率が顕著に低くなり、著しい脱酸、脱ガス効果が認められる。
【0020】
(引張試験結果)
JISZ2241によって、発明材及び試験材の引張強さを測定した。図3は引張強さに及ぼすミッシュメタル添加量の影響を示し、ミッシュメタルの添加量は0.1重量%未満の場合、引張強さが低く、0.1〜2重量%の範囲で、引張強さが顕著に向上し、2重量%を超えた場合は、引張強さが低下する。
【0021】
(摩耗試験結果)
摩耗試験は、150rpmで回転する直径305mm、粒度#220のエメリーペーパーに、9kgfの荷重で10mm角のサンプルをエメリーペーパーの中心より60mmの箇所に押し付け、10分後の摩耗減量を測定し、摩耗減量を試験面の面積で除した値を求め、耐摩耗性を評価した。図4は摩耗試験結果を示したもので、本発明材は試験材、比較材に比べて、極めて優れた耐摩耗性を有していることがわかった。
これらの試験結果から、本発明材は従来ロール材に比較して、1.4倍以上の引張強さを有し、1.5倍以上の極めて優れた耐摩耗性を有することが明らかで、製鉄熱間又は冷間圧延設備用圧延ロール、矯正ロールの耐久性を向上することができる。
【0022】
【発明の効果】
請求項1記載の耐摩耗性に優れた製鉄圧延設備用複合ロール、及び請求項2記載の耐摩耗性に優れた製鉄圧延設備用複合ロールの製造方法においては、ミッシュメタル0.1〜2重量%を所定の化学成分を含有する溶湯に添加することによって、ピンホールとブローホールの面積率が極めて低くなり、引張強さが顕著に増大し、耐摩耗性も顕著に向上した。
従って、この耐摩耗性に優れた製鉄圧延設備用複合ロールを製鉄熱間又は冷間圧延設備圧延ロール、矯正ロールに適用することによって、その寿命を顕著に向上することができる。
【図面の簡単な説明】
【図1】本発明の一実施の形態に係る耐摩耗性に優れた製鉄圧延設備用複合ロールの製造方法に好適に使用できる組み合わせモールドの概略説明図である。
【図2】発明材及び試験材におけるピンホールとブローホールの面積率に及ぼすミッシュメタル添加量の影響を示すグラフである。
【図3】発明材及び試験材の引張強さに及ぼすミッシュメタル添加量の影響を示すグラフである。
【図4】発明材、試験材及び比較材の単位面積当たり摩耗減量を示すグラフである。
【符号の説明】
10 組み合わせモールド 11 電磁誘導加熱コイル
12 耐火枠 13 耐火性加熱型
14 冷却型 15 製鉄圧延設備用複合ロール
16 昇降装置 17 母材
18 溶解炉 19 溶湯
20 環状空隙部 21 肉盛層
22 ホウケイ酸ガラス皮膜 23 予熱用の電磁誘導加熱コイル
24 芯出し装置 25 溶融部
26 溶融フラックス[0001]
BACKGROUND OF THE INVENTION
TECHNICAL FIELD The present invention relates to a composite roll for an iron-making rolling facility excellent in wear resistance used for a rolling roll and a straightening roll in an iron-making hot rolling facility or an iron-making cold rolling facility, and a method for producing the same.
[0002]
[Prior art]
[C] 2.3 to 2.9% by weight, [Si] 0.4 to 0.9% by weight, [Mn] having moderate wear resistance 0.8 to 1.2% by weight, [Cr] 13 to 18% by weight, [Mo] 0.7 to 2% by weight, [Ni] 0.5 to 1.5% by weight, [Nb] 1% by weight or less [V] High chromium cast iron of 1 wt% or less, or [C] 3.2 to 3.4 wt%, [Si] 0.7 to 0.9 wt%, [Mn] 0.5 to 0.8 High alloy grain materials with weight%, [Cr] 1.5-1.9%, [Mo] 0.3-0.6%, [Ni] 4.2-4.6% are widely used. (Refer to page 148 of “Recent Hot Strip Manufacturing Technology in Japan”, Japan Iron and Steel Institute, issued on August 10, 1987). Moreover, SKD11 alloy tool steel of JISG4404 has been widely adopted as a straightening roll material for conventional steelmaking rolling equipment.
In recent years, as a roll material, a multi-alloy material having a larger amount of carbon than conventional high-speed steel and crystallizing a large amount of eutectic carbide, that is, a material containing many kinds of alloy elements has been studied (“casting” 66 (1994), No. 11, pages 815 to 821), [C] 2.5 wt% or less, [Cr] 2 to 7 wt%, [Mo] 2 to 9 wt%, [ It is known that the wear resistance of rolling rolls is improved by a multi-alloy material of W] 10 wt% or less and [V] 3 wt% or more, and has a life several times that of a high chromium cast iron system (“Iron And Steel ", 80 (1994), No. 7, pp. 386-389).
Also, as a composite roll material for rolling equipment, in Japanese Patent Application No. 7-256836, [C] 0.5-2 wt%, [Si] 0.1-1.5 wt%, [Mn] by continuous casting method 0.1 to 1.5 wt%, [Cr] 2 to 15 wt%, [Mo] 2 to 10 wt%, [V] 1 to 8 wt%, [W] 1 to 10 wt%, [Co] 1 An iron-based composite roll material containing ˜15% by weight was proposed, and the wear resistance was improved.
[0003]
[Problems to be solved by the invention]
However, in recent years, in the steel rolling line, high-pressure, high-speed continuous rolling, an increase in difficult-to-roll materials such as stainless steel and silicon steel, or product thinning has progressed, and the use conditions of rolls are becoming increasingly severe. I'm following. For example, the rolling rolls for iron making rolling equipment are severely worn, and the need for improving wear resistance is increasing. As the wear increases, the sheet thickness accuracy of the steel plate product deteriorates, the frequency of replacing the rolls increases, and the rolling efficiency decreases.
The high chromium cast iron, high alloy grain material, and SKD11 alloy tool steel do not completely satisfy the increasingly demanded level of the rolling line, and are described in the aforementioned “Iron and Steel” publication. Although the multi-alloy material and the continuous cast roll material proposed in Japanese Patent Application No. 7-256836 have a considerable effect, the wear resistance is further improved by the combination of the alloy components, the molten metal processing method and the manufacturing process. There is a need. In particular, along with the harsher use conditions of the rolls, there have been problems that minute pinholes and blowholes become the starting point of rough skin of the rolls and wear resistance deteriorates.
The present invention has been made in view of such circumstances, and has improved wear resistance to a high level, and has excellent wear resistance for use in rolling rolls and straightening rolls in hot or cold rolling equipment. It aims at providing the composite roll for facilities, and its manufacturing method.
[0004]
[Means for Solving the Problems]
The composite roll for iron making and rolling equipment excellent in wear resistance according to claim 1 that meets the above object uses a combination mold in which a cooling mold is integrally disposed in a lower portion of a refractory heating mold having an electromagnetic induction heating coil. A solid or hollow base material made of steel is inserted concentrically and vertically into the combination mold, and a separately prepared molten metal is injected into the annular gap on the outer periphery of the base material, and the base material is intermittently connected. The melt is solidified by cooling while depositing the molten metal on the outer surface of the base material, forming a built-up layer on the outer periphery of the base material, and performing a predetermined heat treatment and machining. It is a composite roll for steel making rolling equipment, and the components of the molten metal are [C] 1 to 3 wt%, [Si] 0.1 to 1 wt%, [Mn] 0.1 to 1 wt%, [Cr] 4 to 15% by weight, [Mo] 4 to 15% by weight, [V] 4 to 15% by weight, [ ] 10% by weight or less, [Co] 10% by weight or less, [Ni] 5% by weight or less, with the balance being a molten metal consisting essentially of Fe and unavoidable impurity elements, and 0.1 to 2% by weight of misch metal. % Of pinholes and blowholes are reduced .
[0005]
According to a second aspect of the present invention, there is provided a method of manufacturing a composite roll for steel making and rolling equipment having excellent wear resistance, comprising: a combination mold in which a cooling mold is integrally disposed at a lower portion of a refractory heating mold having an electromagnetic induction heating coil. A solid or hollow base material made of steel is inserted concentrically and vertically inside the combination mold, and a separately prepared multi-alloy having wear resistance is prepared in an annular gap on the outer periphery of the base material. Injecting a molten metal made of material, lowering the base material intermittently, solidifying by cooling while welding the molten metal to the outer surface of the base material, forming a built-up layer on the outer periphery of the base material, In the manufacturing method of the composite roll for iron making rolling equipment manufactured by performing predetermined heat treatment and machining, the components of the molten metal are [C] 1 to 3 wt%, [Si] 0.1 to 1 wt%, [Mn ] 0.1 to 1 wt%, [Cr] 4 to 15 wt%, [Mo 4-15% by weight, [V] 4-15% by weight, [W] 10% by weight or less, [Co] 10% by weight or less, [Ni] 5% by weight or less, the balance being substantially Fe and inevitable impurity elements The amount of pinholes and blowholes is reduced by adding 0.1 to 2% by weight of misch metal as an external component .
[0006]
[0007]
In the above, misch metal is a mixed rare earth metal composed of lanthanum (La), cerium (Ce), praseodymium (Pr), neodymium (Nd), samarium (Sm), etc., which is called light rare earth among rare earth metals, that is, rare earth It is a mixed metal. As an example, the components of the misch metal used in the present invention are: [Ce] 50.90% by weight, [La] 24.06% by weight, [Nd] 17.96% by weight, [Pr] 5.62% by weight. %, [Sm] 0.03% by weight, and 1.43% by weight of other elements (Fe, Mg, Al, etc.).
[0008]
DETAILED DESCRIPTION OF THE INVENTION
Subsequently, an embodiment of the present invention will be described with reference to the accompanying drawings for understanding of the present invention.
The production method of the material of the present invention is basically the continuous casting shown in Japanese Patent Publication No. 44-4903 (Patent No. 552637) and Japanese Patent Publication No. 53-47767 (Patent No. 965888) proposed by the present applicant. Is the law.
Here, FIG. 1 is a schematic explanatory diagram of a combination mold that can be suitably used in a method for producing a composite roll for iron making rolling equipment excellent in wear resistance according to an embodiment of the present invention (schematic explanatory diagram of a continuous casting method). It is.
[0009]
First, as shown in FIG. 1, an electromagnetic induction heating coil 11 is disposed inside a
When manufacturing the
[0010]
In this case, a
Here, as chemical components of the
[0011]
Next, the reason why the chemical components of the
(1) C: 1 to 3% by weight
C forms extremely hard carbides of Cr, Mo, W, V and M 23 C 6 , M 2 C, MC type, and improves wear resistance. In addition, it dissolves in the base, improving the hardenability and improving the strength and hardness of the base. The lower limit is set to 1% by weight because carbides decrease and wear resistance decreases, and the upper limit is set to 3% by weight because net-like carbides increase and toughness decreases. is there.
(2) Si: 0.1 to 1% by weight
Si is necessary as a deoxidizer, but if it is less than 0.1% by weight, there is no effect, and if it exceeds 1% by weight, the wear resistance is lowered. % By weight. In particular, it is preferable to add 0.5% by weight or less in order to improve wear resistance.
[0012]
(3) Mn: 0.1 to 1% by weight
Mn works as a deoxidizer and fixes harmful S mixed as impurities as MnS. However, if it is less than 0.1% by weight, there is no effect, and if it exceeds 1% by weight, the wear resistance decreases. The lower limit was 0.1% by weight and the upper limit was 1% by weight. In particular, it is preferable to add 0.5% by weight or less in order to improve wear resistance.
(4) Cr: 4 to 15% by weight
Cr is a solid solution in the base and is necessary for improving curability and improving wear resistance and oxidation resistance, but the effect is small at less than 4% by weight, and seizure resistance at more than 15% by weight. In addition, the lower limit and the upper limit were set to 4% by weight and 15% by weight, respectively, because coarse Cr carbide was generated. In particular, it is preferable to add 8% by weight or more in order to improve the corrosion resistance.
(5) Mo: 4 to 15% by weight
Mo partially dissolves in the base to increase temper softening resistance, and in combination with C, M 2 C carbide effective for wear resistance is formed. If the amount is less than 4% by weight, the effect is small. If the amount exceeds 15% by weight, the M 2 C carbides are significantly coarsened. Therefore, the lower limit and the upper limit are set to 4% by weight and 15% by weight, respectively.
[0013]
(6) V: 4 to 15% by weight
V has the largest tendency to form carbides and forms MC carbides. If the amount is less than 4% by weight, the amount of MC is small, wear resistance cannot be sufficiently obtained, and coarsening of M 2 C carbides cannot be suppressed. When the content exceeds 15% by weight, MC carbides are coarsened and mechanical properties are deteriorated. Therefore, the lower limit is set to 4% by weight and the upper limit is set to 15% by weight. In particular, it is preferable to add 6% by weight or more in order to enhance the effect of MC carbide.
(7) W: 10 wt% or less W, like Mo, increases temper softening resistance and forms M 2 C carbide effective for wear resistance, but if it exceeds 10 wt%, M 2 C carbide Is coarsened, so the upper limit was made 10% by weight. In the present invention, a case where W is not included at all is also applied. Strictly speaking, W is added in the range of 0 or more than 0 to 10% by weight or less. Here, when W is added, if it is added in a large amount, the cost is high, and if it is small, the effect is small. Therefore, it is preferable to add in the range of 1 to 7% by weight.
[0014]
(8) Co: 10% by weight or less Co is mostly dissolved in the base to improve the base strength, and is particularly effective at high temperatures. When carbides such as MC and M 2 C that are extremely hard and effective in wear resistance exist, the bases around the carbides wear out in a very short time and cause rough skin if the hardness and strength of the carbides are not balanced. This is because the strength of the base corresponding to the carbide is required. Further, Co is extremely effective for corrosion resistance, and the upper limit is set to 10% by weight because it is less effective even if it is added in excess of it and is expensive. In the present invention, the case where no Co is contained is also applied. Strictly speaking, Co is added in the range of 0 or more than 0 to 10% by weight or less. Here, in the case of adding Co, if it is added in a large amount, the cost becomes high, and if it is small, the effect is small, so it is preferable to add it in the range of 1 to 7% by weight.
[0015]
(9) Ni: 5% by weight or less Ni is mostly dissolved in the matrix to improve the strength, hardness, corrosion resistance and hardenability of the matrix. Increased and may cause problems such as cracks and rough skin, and the upper limit was set to 5% by weight. The present invention is also applied to a case where Ni is not included at all. Strictly speaking, Ni is added in the range of 0 or more than 0 and 5% by weight or less.
[0016]
The feature of the present invention is that the alloy elements and the production method are limited, and 0.1 to 2% by weight of misch metal is added to the multi-alloy iron-based molten metal containing the chemical components. The continuous casting method is characterized by having a high cooling rate because of rapid cooling from the outer surface by a water-cooling mold and rapid cooling by heat removal from the inside by a low-temperature base material. Since the cooling rate is high, the floating time of the gas in the molten metal is insufficient, the gas in the molten metal is difficult to float, and pinholes and blowholes are likely to occur in the solidified shell. On the other hand, the multi-alloy material having the above chemical components suppresses the contents of Si and Mn in order to obtain high wear resistance. Since the contents of Si and Mn are low, deoxidation and degassing tend to be insufficient. In a continuous casting process having the feature of rapid solidification, such a deoxidized and insufficiently degassed molten metal needs to be sufficiently deoxidized and degassed immediately before injection. The present inventors have found that it is extremely effective to add misch metal for deoxidation and degassing under the above production conditions. That is, deoxidation and degassing treatment by adding misch metal is extremely important in combination with a continuous casting method having the characteristics of rapid solidification and a multi-alloy material having the above chemical components. The addition of misch metal has the effect of desulfurization in addition to the reduction or prevention of pinholes and blowholes by deoxidation and degassing, and improves the toughness of the multi-alloy material having the above chemical components. As will be apparent from the examples described later, the amount of misch metal added is less than 0.1% by weight, and the effect is small. If the amount exceeds 2% by weight, the tensile strength decreases. The content was 0.1% by weight and 2% by weight.
[0017]
【Example】
Examples (hereinafter referred to as “invention materials”) carried out in order to confirm the effects and effects of the composite roll for steelmaking rolling equipment and the production method thereof having excellent wear resistance according to the present invention will be described below as comparative examples (tests). (Referred to as materials or comparative materials).
2 is a graph showing the effect of the amount of misch metal added on the area ratio of pinholes and blowholes in the inventive material and test material by the continuous casting method, and FIG. 3 is the tension of the inventive material and test material by the continuous casting method. FIG. 4 is a graph showing the amount of wear loss per unit area of the inventive material, test material and comparative material by the continuous casting method.
Table 1 shows the chemical components of the inventive material, test material and comparative material by the continuous casting method, and the amount of misch metal added. Each of these inventive materials, test materials and comparative materials was subjected to predetermined quenching and tempering treatment, and then cut out each test piece from the outer layer material to measure the pinhole and blowhole area ratio, tensile test and A wear test was performed to evaluate the properties of the material.
[0018]
[Table 1]
(Measurement results of pinhole and blowhole area ratio)
According to JISG0555, the area ratio of pinholes and blowholes in the inventive material and the test material was measured. FIG. 2 shows the influence of the amount of misch metal added on the area ratio of pinholes and blowholes. When the amount of mischmetal added is less than 0.1% by weight, the area ratio of pinholes and blowholes is high. . If 0.1% by weight or more of misch metal is added, the area ratio of pinholes and blowholes is remarkably reduced, and a remarkable deoxidation and degassing effect is recognized.
[0020]
(Tensile test result)
The tensile strength of the inventive material and the test material was measured according to JISZ2241. FIG. 3 shows the influence of the amount of misch metal added on the tensile strength. When the amount of misch metal added is less than 0.1% by weight, the tensile strength is low, and the tensile strength is in the range of 0.1 to 2% by weight. When the strength is remarkably improved and exceeds 2% by weight, the tensile strength decreases.
[0021]
(Abrasion test results)
In the abrasion test, a 10 mm square sample was pressed against an emery paper rotating at 150 rpm with a diameter of 305 mm and a particle size of # 220 at a load of 9 kgf at a location 60 mm from the center of the emery paper, and the wear loss after 10 minutes was measured. A value obtained by dividing the weight loss by the area of the test surface was determined to evaluate the wear resistance. FIG. 4 shows the results of the wear test, and it was found that the material of the present invention has extremely excellent wear resistance compared to the test material and the comparative material.
From these test results, it is clear that the material of the present invention has a tensile strength of 1.4 times or more and extremely excellent wear resistance of 1.5 times or more, compared with the conventional roll material. It is possible to improve the durability of the steelmaking hot or cold rolling equipment rolling roll and the straightening roll.
[0022]
【The invention's effect】
In the manufacturing method of the composite roll for iron-making rolling equipment excellent in abrasion resistance according to claim 1 and the composite roll for iron-making rolling equipment excellent in abrasion resistance according to claim 2 , 0.1 to 2 weight of misch metal is used. % Was added to the molten metal containing a predetermined chemical component, the area ratio of pinholes and blowholes was extremely low, the tensile strength was remarkably increased, and the wear resistance was remarkably improved.
Therefore, the service life can be remarkably improved by applying the composite roll for iron making and rolling equipment excellent in wear resistance to the hot or cold rolling equipment rolling roll and the straightening roll.
[Brief description of the drawings]
BRIEF DESCRIPTION OF DRAWINGS FIG. 1 is a schematic explanatory diagram of a combination mold that can be suitably used in a method for producing a composite roll for steelmaking rolling mill excellent in wear resistance according to an embodiment of the present invention.
FIG. 2 is a graph showing the influence of the amount of misch metal added on the area ratio of pinholes and blowholes in the inventive material and the test material.
FIG. 3 is a graph showing the influence of the amount of misch metal added on the tensile strength of the inventive material and the test material.
FIG. 4 is a graph showing wear loss per unit area of the inventive material, the test material, and the comparative material.
[Explanation of symbols]
DESCRIPTION OF
Claims (2)
前記溶湯の成分は、〔C〕1〜3重量%、〔Si〕0.1〜1重量%、〔Mn〕0.1〜1重量%、〔Cr〕4〜15重量%、〔Mo〕4〜15重量%、〔V〕4〜15重量%、〔W〕10重量%以下、〔Co〕10重量%以下、〔Ni〕5重量%以下、残部は実質的にFe及び不可避的不純物元素からなる原溶湯に、外分でミッシュメタル0.1〜2重量%を添加したものからなってピンホールとブローホールの発生を減少したことを特徴とする耐摩耗性に優れた製鉄圧延設備用複合ロール。A combination mold in which a cooling mold is integrally arranged at the lower part of a refractory heating mold having an electromagnetic induction heating coil is used, and a solid or hollow base material made of steel is concentrically perpendicular to the inside of the combination mold. Insert the molten metal prepared separately into the annular gap on the outer periphery of the base material, and lower the base material intermittently to solidify it by cooling while welding the molten metal to the outer surface of the base material. Forming a built-up layer on the outer periphery of the base material, and performing a predetermined heat treatment and machining to produce a composite roll for an iron-making rolling facility,
The components of the molten metal are [C] 1 to 3 wt%, [Si] 0.1 to 1 wt%, [Mn] 0.1 to 1 wt%, [Cr] 4 to 15 wt%, [Mo] 4 15% by weight, [V] 4-15% by weight, [W] 10% by weight or less, [Co] 10% by weight or less, [Ni] 5% by weight or less, the balance being substantially composed of Fe and inevitable impurity elements becomes the original melt, for exterior division steel rolling equipment having excellent wear resistance, characterized in that reduced the occurrence of pin holes and blow holes what Do from a material obtained by adding 0.1 to 2 wt.% misch metal in Composite roll.
前記溶湯の成分は、〔C〕1〜3重量%、〔Si〕0.1〜1重量%、〔Mn〕0.1〜1重量%、〔Cr〕4〜15重量%、〔Mo〕4〜15重量%、〔V〕4〜15重量%、〔W〕10重量%以下、〔Co〕10重量%以下、〔Ni〕5重量%以下、残部は実質的にFe及び不可避的不純物元素からなる原溶湯に、更に外分でミッシュメタル0.1〜2重量%を添加したものからなってピンホールとブローホールの発生を減少したことを特徴とする耐摩耗性に優れた製鉄圧延設備用複合ロールの製造方法。 A combination mold in which a cooling mold is integrally arranged at the bottom of a refractory heating mold equipped with an electromagnetic induction heating coil is used, and a solid or hollow base material made of steel is concentrically vertical inside the combination mold. The molten metal made of a multi-alloy material having wear resistance prepared separately is injected into the annular gap on the outer periphery of the base material, and the base material is intermittently lowered to remove the base material outer surface. while welding the molten metal, and coagulate by cooling, the buildup layer is formed on the outer periphery of the base material, a predetermined heat treatment, in the manufacturing method of the composite roll for steel rolling equipment for manufacturing by performing machining,
The components of the molten metal are [C] 1 to 3 wt%, [Si] 0.1 to 1 wt%, [Mn] 0.1 to 1 wt%, [Cr] 4 to 15 wt%, [Mo] 4 15% by weight, [V] 4-15% by weight, [W] 10% by weight or less, [Co] 10% by weight or less, [Ni] 5% by weight or less, the balance being substantially composed of Fe and inevitable impurity elements For steel rolling mills with excellent wear resistance, characterized in that the generation of pinholes and blowholes is reduced by adding 0.1 to 2% by weight of misch metal to the raw molten metal. A method for producing a composite roll.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP08224897A JP3679221B2 (en) | 1997-03-14 | 1997-03-14 | Composite roll for iron making rolling mill with excellent wear resistance and method for producing the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP08224897A JP3679221B2 (en) | 1997-03-14 | 1997-03-14 | Composite roll for iron making rolling mill with excellent wear resistance and method for producing the same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH10258337A JPH10258337A (en) | 1998-09-29 |
| JP3679221B2 true JP3679221B2 (en) | 2005-08-03 |
Family
ID=13769140
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP08224897A Expired - Lifetime JP3679221B2 (en) | 1997-03-14 | 1997-03-14 | Composite roll for iron making rolling mill with excellent wear resistance and method for producing the same |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3679221B2 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100530043B1 (en) * | 2000-12-12 | 2005-11-22 | 주식회사 포스코 | Mill roll and method for manufacturing the roll |
-
1997
- 1997-03-14 JP JP08224897A patent/JP3679221B2/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JPH10258337A (en) | 1998-09-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0309587B1 (en) | Abrasion-resistant composite roll and process for its production | |
| EP0646052B1 (en) | Rolls for metal shaping | |
| CN100566873C (en) | A kind of straightening of kinked rail cast iron roll collar and preparation method thereof | |
| WO1994022606A1 (en) | Wear- and seizure-resistant roll for hot rolling | |
| CN110000362B (en) | High-tungsten-vanadium high-speed steel wear-resistant roller and manufacturing method thereof | |
| US5419973A (en) | Composite roll for rolling and process for producing the same | |
| WO1998045493A1 (en) | Composite work roll for cold rolling | |
| KR20060130745A (en) | High copper low alloy steel sheet | |
| JPH09209073A (en) | Composite sleeve for roll for rolling wide flange shape | |
| JP3751433B2 (en) | High-speed cast iron material with excellent wear resistance at high temperatures | |
| JP3679221B2 (en) | Composite roll for iron making rolling mill with excellent wear resistance and method for producing the same | |
| JP2009214122A (en) | Composite roll for hot rolling and its manufacturing method | |
| JP2004250764A (en) | Method of producing composite roll for rolling, and the roll | |
| JPH0649914B2 (en) | Quenching roll for rolling and rolling mill | |
| JP3030078B2 (en) | Abrasion-resistant composite roll excellent in skin roughness resistance and method for producing the same | |
| JP3030077B2 (en) | Abrasion-resistant composite roll excellent in crack resistance and method for producing the same | |
| KR102551616B1 (en) | Outer layer material for hot rolling rolls and composite rolls for hot rolling | |
| CN115369334B (en) | Production method of steel AISI8740H for engineering machinery cutting pick | |
| JPH0739026B2 (en) | Method for manufacturing work roll for hot rolling and rolling method | |
| JPH0775808A (en) | Wear resistant composite roll for rolling shape steel | |
| AU684708B2 (en) | Rolls for metal shaping | |
| JP3746610B2 (en) | High-speed cast iron material with excellent wear resistance at high temperatures | |
| JP2000158020A (en) | Composite roll for iron manufacturing rolling equipment, excellent in impact resistance and corrosion resistanve | |
| JPH03126838A (en) | Composite roll | |
| JPH09209071A (en) | Composite roll for rolling and its production |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040312 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20040730 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050118 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050316 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050419 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050512 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090520 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120520 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130520 Year of fee payment: 8 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |