JP3674500B2 - Method and apparatus for offset printing on cylindrical articles - Google Patents
Method and apparatus for offset printing on cylindrical articles Download PDFInfo
- Publication number
- JP3674500B2 JP3674500B2 JP2000357244A JP2000357244A JP3674500B2 JP 3674500 B2 JP3674500 B2 JP 3674500B2 JP 2000357244 A JP2000357244 A JP 2000357244A JP 2000357244 A JP2000357244 A JP 2000357244A JP 3674500 B2 JP3674500 B2 JP 3674500B2
- Authority
- JP
- Japan
- Prior art keywords
- blanket
- printing
- mounting base
- plate
- edge
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000007645 offset printing Methods 0.000 title claims description 31
- 238000000034 method Methods 0.000 title claims description 27
- 238000007639 printing Methods 0.000 claims description 72
- 239000010410 layer Substances 0.000 claims description 18
- 238000005452 bending Methods 0.000 claims description 5
- 239000012790 adhesive layer Substances 0.000 claims description 4
- 230000002093 peripheral effect Effects 0.000 claims description 4
- 229920002050 silicone resin Polymers 0.000 description 8
- 239000000853 adhesive Substances 0.000 description 3
- 230000001070 adhesive effect Effects 0.000 description 3
- 238000007796 conventional method Methods 0.000 description 3
- 230000000052 comparative effect Effects 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 239000007779 soft material Substances 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- 239000003086 colorant Substances 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 239000005871 repellent Substances 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 238000006748 scratching Methods 0.000 description 1
- 230000002393 scratching effect Effects 0.000 description 1
- 238000007650 screen-printing Methods 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 239000002966 varnish Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images





Landscapes
- Printing Plates And Materials Therefor (AREA)
- Printing Methods (AREA)
Description
【0001】
【発明の属する技術分野】
本発明は、円筒物品へのオフセット印刷方法及びその装置、特に耐刷性に優れた水なし平版オフセット印刷方式によるシームレス缶の印刷に好適なオフセット印刷方法及び装置に関する。
【0002】
【従来の技術】
シームレス缶のような円筒型缶体に対する印刷方法として、従来、樹脂凸版によるドライオフセット方式が多く用いられており、画面寸法安定性や版の交換時の生産性などの理由から接着式ブランケットが使用されている。また、さらに、近年では文字再現や網点による階調再現において優れている水なし平版によるオフセット印刷が試みられている。ところが、水なし平版は非画線部がインキ反発性のシリコーン樹脂層で形成されており、シリコーン樹脂層が比較的軟らかい材料であることから、印刷時に何らかの原因により、版面に傷付きが発生しやすい問題点がある。
【0003】
水なし平版オフセット印刷では、版面のシリコーン樹脂層が非画線部となり、このインキ反発性を利用して印刷が行われているため、シリコーン樹脂層の傷付きにより、インキ反発性が部分的に失われると、本来非画線部であるべき部分にインキが転移し、その結果、得られる印刷物にインキ汚れが生じ印刷実行が不可能となるという問題点がある。このため、水なし平版による印刷は、従来の樹脂凸版による印刷方式と比較して、耐刷性において大幅に劣っているのが現状である。
【0004】
【発明が解決しようとする課題】
本発明は、上記実情に鑑み創案されたものであって、特にシームレス缶等の円筒物品に水なし平版オフセット印刷法により印刷する円筒物品へのオフセット印刷方法において、簡単な方法と装置により印刷時における版面の傷付き発生を防止し、従来と比べて耐刷性を大幅に向上させることができる円筒物品へのオフセット印刷方法とその装置を提供することを目的とするものである。
【0005】
【課題を解決するための手段】
本発明者は、上記問題点を解決するために種々研究した結果、水なし平版における版面傷付きの主な原因は、印刷時に所定(0〜0.2mm程度)の食込量(図4にtで示す)で版面とブランケットは圧接回転するため、特にブランケットの接触開始及び接触終了位置となる両端縁が版面のシリコーン樹脂層に強く当たり、それが印刷個数分繰返し接触することによりその部分のシリコーン樹脂層が徐々に摩耗し、ついにはこれがインキ反発性を失わせる傷へと進展していくことにあることが判明した。そこで、該判明に基づきさらに研究した結果、印刷時のブランケット端縁が版面に直接接触しないようにブランケットをブランケット装着基盤に装着できる装着方法を見出し、上記問題点を解決する本発明に到達したものである。
【0006】
即ち、上記課題を解決する本発明の円筒物品へのオフセット印刷方法は、ブランケットホイールの外周部に複数のブランケットを装着して、印刷版から前記ブランケットに画線を転移し、該ブランケットがマンドレルに嵌合して公転する円筒物品と回転圧接することにより、円筒物品表面に印刷する円筒物品へのオフセット印刷方法であって、前記ブランケットとブランケット装着基盤との間に、前記ブランケットの面積より小さく且つ版面上の有効印刷画面面積より大きい一定厚さのアンダーレイを挿入することにより、前記ブランケットの回転方向端縁が版面に直接接触しないように該ブランケットをブランケット装着基盤に装着することを特徴とするものである。また、上記課題を解決する本発明の円筒物品へのオフセット印刷装置は、ブランケットホイール表面に複数のブランケット装着基盤が所定ピッチで配置してなる円筒物品へのオフセット印刷装置であって、前記ブランケット装着基盤と該ブランケット装着基盤に装着されるブランケットの間に、前記ブランケットの面積より小さく且つ版面上の有効印刷画面面積より大きい一定厚さのアンダーレイを、該アンダーレイの回転方向先端縁が前記ブランケットの途中位置になるように挿入することにより、前記ブランケットの回転方向端縁が版面に直接接触しないように、該ブランケットをブランケット装着基盤に装着してなることを特徴とするものである。
【0007】
ブランケットの回転方向端縁が版面に直接接触しないようにするには、前記ブランケットと前記ブランケット装着基盤との間に、前記ブランケットの面積より小さく且つ版面上の有効印刷画面面積より大きい一定厚さのアンダーレイを挿入することにより、簡単な装置で容易に達成できる。その際、前記ブランケットの後端縁がブランケット装着基盤の後端縁よりブランケットホイール内方側に位置するように、前記ブランケットの後端部をブランケット装着基盤の後端縁に沿ってブランケットホイール内方に向けて折り曲げて、ブランケットを装着することによって、特に版面への影響が大きいブランケット後端縁の接触を効果的に回避させることができる。
【0008】
さらに、前記アンダーレイを、その前端縁位置を各ブランケット装着基盤毎に変えて装着することによって、前記印刷版とブランケットの接触開始位置を各ブランケット毎にずらすことができるため、版面への同一位置へのブランケットの接触開始の繰返し数を大幅に低減させることができる。前記ブランケットは、表面ゴム層、支持体層、及び粘着剤層等によって構成され、前記ブランケット後端部の折り曲がり部分は、前記支持体層が除去されていることが望ましい。前記方法及び装置は、水なし平版によるシームレス缶への水なし平版印刷に好適である。
なお、本願明細書における「後端縁」及び「前端縁」は、ブランケットホイールの回転方向と同じ側の端縁を前端縁とし、回転方向と反対側の端縁を後端縁としている。したがって、ブランケット又はアンダーレイの後端縁は、ブランケットホイール回転方向(即ち、画面刷り終わり方向)におけるそれぞれの端縁を指し、前端縁は逆にブランケットと版面の接触開始方向の端縁をそれぞれ指している。
【0009】
【発明の実施の形態】
以下、本発明の実施形態を図面を基に詳細に説明する。
図1は、本発明の実施形態に係るシームレス缶用の水なし平版オフセット印刷装置の要部を示し、1はブランケットホイールであり、その外周面に所定間隔でブランケット2が装着されている。3はプレートシリンダ、4はインカーである。プレートシリンダ3とインカー4は、多色刷りができるように、ブランケットホイールの周りに複数組配置されている。図1に示す実施形態では、8組配置されており、8色刷りが可能である。また、5はマンドレルホイールであり、外周部に缶胴が嵌合するマンドレル6が所定ピッチで突出形成されており、搬送コンベヤ7で搬送されてくるシームレース缶10が移載されてマンドレル6に嵌合されて、前記ブランケットホイールに保持されたブランケット2と転動接触することによって、円筒物品表面に印刷が施される。8は仕上げワニスアプリケーターであり、9は印刷が終了した缶をマンドレルホイールのマンドレルから移載して次工程に送り出すトランスファーユニットである。
【0010】
本発明は、特にこのような水なし平版オフセット印刷装置におけるブランケットホイール2へのブランケット装着方法を工夫したものであり、次のような方法によりブランケットホイール1にブランケット2を取り付けている。
【0011】
本実施形態では、ブランケット2は接着式のブランケットであり、通常より薄いものを採用する。該ブランケットは、表面のゴム層、布等から構成される支持体層、及び粘着剤層等により構成される接着式ブランケットである。該ブランケット2をブランケットホイールに装着する際、ブランケットとブランケット装着基盤(本実施形態では、ブランケットセグメント15)との間に、ブランケット2の面積より小さく、且つ版面上の有効印刷画面面積より大きい、一定厚さの下敷きとなるアンダーレイ16を挿入する。該アンダーレイ16の厚さは、挿入したブランケットとの厚さの合計が、通常使用のブランケットの厚さにほぼ等しくなるように選択する。アンダーレイ16のブランケットホイール円周方向長さは、各ブランケットセグメント毎に異なる長さとなるように選択する。これにより、刷版とブランケットとの接触開始位置をブランケット毎にずらすことが可能となり、同一の刷版に当たるブランケットの接触開始位置が各ブランケットセグメント毎に異なるので、刷版の同一箇所にブランケットの接触開始位置が繰り返し当たる回数が、図の実施例においては、プレートシリンダ3には印刷版が2版装着されており、最大1/6まで減少されるので、それだけ刷版の摩耗が減少することになる。
【0012】
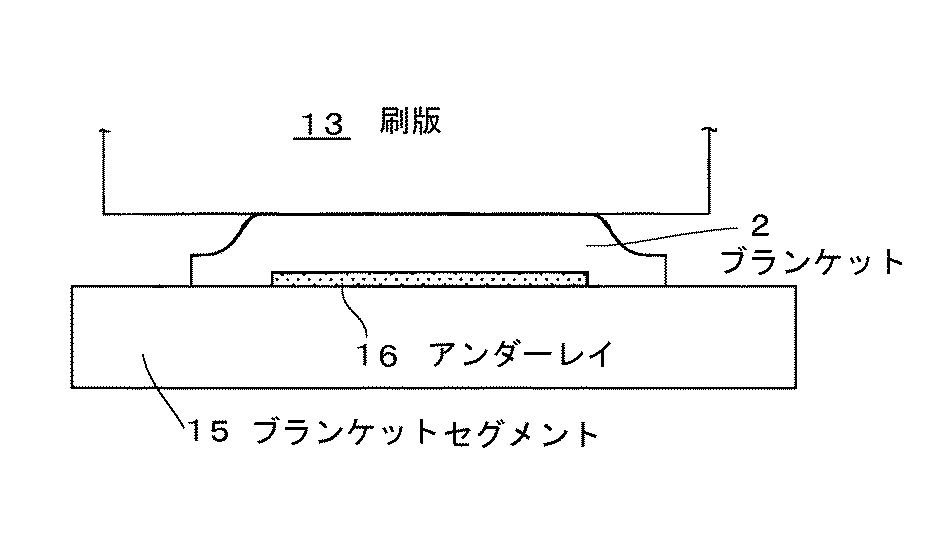
このようにして大きさが決定されたアンダーレイ16をブランケットセグメント15に刷り終わり方向に端部(即ち、後端縁)を揃えて設定し、ブランケット2を、その後端縁がブランケットセグメントの後端縁17よりブランケットホイール内方側に位置するように、ブランケット2の後端部をブランケットセグメント15の後端縁に沿ってブランケットホイール内方に向けて折り曲げて装着する。ブランケットの折り曲げ部分19は、支持体層が取り除かれ、ゴム層と粘着剤層で構成されている。
【0013】
以上のように、ブランケット2をそれぞれ円周方向長さの異なるアンダーレイ16を介してブランケットセグメント15に装着することにより、刷版の同一箇所にブランケットの接触開始位置が繰り返し当たることが、減少されそれだけ刷版の摩耗が減少すると共に、アンダーレイ16の先端縁がブランケット2の途中位置にあるため、ブランケットの接触開始位置20が図4に示すようにアール部となり、接触開始位置にブランケット先端縁がエッジとなって接触することがなくなり、接触開始位置で版面に傷を付ける恐れもなくなる。さらに、版面に傷付きを与え易いブランケットの端部をブランケットセグメントの端部に沿って下側に折り曲げることによって、ブランケットが刷版の接触終了位置21がアール部となり、ブランケット終端縁が刷版に当たることがなくなる。従って、版面に形成されるシリコーン樹脂層が比較的軟らかい材料からなる水なし平版であっても、シリコーン樹脂層を傷付けることがなくなり耐刷性を大幅に向上させることができる。
【0014】
【実施例】
前記実施形態の缶胴オフセット印刷装置を用いて、水なし平版による8色刷り印刷試験を印刷速度1600缶/分で、40万缶印刷して、印刷缶数と版面傷付きによるインキ汚れの発生状態との関係を調べた。その際、アンダーレイは、各ブランケットセグメント毎に接触開始位置が、3mmづつずれるように、各ブランケットごとにその長さを選択して採用した。また、比較例として、実施例と同じ装置において、ブランケットを従来のものを採用してアンダーレイを用いることなしに、水なし平版オフセット印刷を行い、同じく印刷速度1600缶/分で、40万缶印刷して、印刷缶数と版面傷付きによるインキ汚れの発生状態との関係を調べた。その結果を表1に示す。
【0015】
【表1】
印刷缶数5千缶、1万缶、5万缶、10万缶、20万缶、30万缶、40万缶毎にインキ汚れの発生状態を調べた結果、実施例の場合は40万缶を印刷しても印刷物のインキ汚れが観察されず、なお印刷続行が可能であった。これに対し、比較例の場合は、5万缶で汚れが目立ち、印刷続行が不可の状態となり、版面の傷付きが明らかになった。この結果からして、本発明の方法によれば、従来の方法と比較して水なしオフセット印刷の耐刷性を大幅に向上させることができることが確認された。
【0017】
なお、上記実施形態及び実施例では水なし平版オフセット印刷における場合について説明したが、本発明は水なし平版オフセット印刷に限らず、通常の平版オフセット印刷における版面の耐刷の向上に有効であることは言うまでもない。また、本発明は、上記実施形態のものが望ましいが、必ずしもそれに限定されるものでなく、例えば、必ずしもアンダーレイを用いなくても、ブランケットの後端部を前記実施形態と同様に内方に折り曲げることによって、刷版の少なくともブランケット接触開始終了位置の傷付きを防止することができ、従来の方法と比べて耐刷性を向上させることができる。また、本発明のオフセット印刷は、缶胴用に限らず、種々の円筒物品の円筒面への印刷に適用できるものである。
【0018】
【発明の効果】
以上のように、本発明によれば、特に水なし平版による印刷時に、ブランケット端部と版面が直接接触しないようにブランケットを装着するという簡単な方法及び装置で、版面の傷付き発生が抑止され、従来の方法及び装置と比較して大幅に耐刷性を向上させることができる。また、本発明の装置は、単にアンダーレイを新たに付加し、従来のブランケットを簡単に加工するのみのであり、非常に簡単な構成で達成できる。
【図面の簡単な説明】
【図1】本発明の実施形態に係るシームレス缶水なしオフセット印刷装置の模式図である。
【図2】その要部拡大図である。
【図3】ブランケットセグメントへのブランケット装着状態を示す平面図である。
【図4】図3のA−A断面模式図である。
【図5】図4のB−B断面模式図である。
【符号の説明】
1 ブランケットホイール 2 ブランケット
3 プレートシリンダ 4 インカー
5 マンドレルホイール 6 マンドレル
10 シームレス缶 13 刷版
15 ブランケットセグメント 16 アンダーレイ
19 折り曲げ部分 20 接触開始位置
21 接触終了位置[0001]
BACKGROUND OF THE INVENTION
The present invention relates to an offset printing method and apparatus for cylindrical articles, and more particularly to an offset printing method and apparatus suitable for seamless can printing by a waterless lithographic offset printing method having excellent printing durability.
[0002]
[Prior art]
As a printing method for cylindrical cans such as seamless cans, a dry offset method using a resin relief printing plate has been conventionally used. Adhesive blankets are used for reasons such as screen size stability and productivity during plate replacement. Has been. Further, in recent years, offset printing by waterless lithographic plate, which is excellent in character reproduction and gradation reproduction by halftone dots, has been attempted. However, the waterless lithographic plate is formed of an ink-repellent silicone resin layer in the non-image area, and the silicone resin layer is a relatively soft material. There are easy problems.
[0003]
In waterless lithographic offset printing, the silicone resin layer on the printing plate becomes a non-image area, and printing is performed using this ink resilience, so the ink resilience is partially due to scratches on the silicone resin layer. When the ink is lost, the ink is transferred to a portion that should originally be a non-image area, and as a result, there is a problem that ink stains occur on the obtained printed matter and printing cannot be performed. For this reason, printing with waterless lithographic printing is currently inferior in terms of printing durability compared to conventional printing methods using resin relief printing.
[0004]
[Problems to be solved by the invention]
The present invention was devised in view of the above circumstances, and particularly in an offset printing method for a cylindrical article that is printed on a cylindrical article such as a seamless can by a waterless lithographic offset printing method. It is an object of the present invention to provide a method and apparatus for offset printing on a cylindrical article that can prevent generation of scratches on the printing plate and can greatly improve printing durability as compared with the prior art.
[0005]
[Means for Solving the Problems]
As a result of various studies conducted by the present inventor to solve the above-described problems, the main cause of plate surface scratches in the waterless lithographic plate is the predetermined amount of biting (about 0 to 0.2 mm) during printing (see FIG. 4). Since the plate surface and the blanket rotate in pressure contact with each other, the both ends of the blanket contact start and contact end positions strongly contact the silicone resin layer of the plate surface, and the portion of the portion is repeatedly contacted by the number of prints. It has been found that the silicone resin layer gradually wears and eventually develops into scratches that lose ink repellency. Therefore, as a result of further research based on the above findings, the present inventors have found a mounting method capable of mounting a blanket on a blanket mounting base so that the blanket edge at the time of printing does not directly contact the plate surface, and arrived at the present invention to solve the above problems It is.
[0006]
That is, in the method of offset printing on a cylindrical article of the present invention that solves the above-described problem, a plurality of blankets are mounted on the outer peripheral portion of a blanket wheel, the image line is transferred from the printing plate to the blanket, and the blanket is transferred to a mandrel. A method of offset printing on a cylindrical article printed on the surface of a cylindrical article by rotating and pressing with a cylindrical article that revolves and revolves, wherein the blanket is smaller than the blanket area between the blanket and a blanket mounting base. The blanket is mounted on the blanket mounting base so that the rotation direction edge of the blanket does not directly contact the plate surface by inserting an underlay having a constant thickness larger than the effective printing screen area on the plate surface. Is. Moreover, the offset printing apparatus for a cylindrical article of the present invention that solves the above-mentioned problem is an offset printing apparatus for a cylindrical article in which a plurality of blanket mounting bases are arranged at a predetermined pitch on the surface of a blanket wheel, and the blanket mounting Between the base and the blanket attached to the blanket mounting base, an underlay having a constant thickness smaller than the blanket and larger than an effective printing screen area on the printing plate is provided, and a leading edge of the underlay in the rotational direction is the blanket. The blanket is mounted on the blanket mounting base so that the edge in the rotational direction of the blanket is not in direct contact with the plate surface by being inserted so as to be in the middle position of the blanket.
[0007]
In order to prevent the rotation direction edge of the blanket from coming into direct contact with the printing plate, a constant thickness between the blanket and the blanket mounting base is smaller than the blanket area and larger than the effective printing screen area on the printing plate. By inserting the underlay, this can be easily achieved with a simple device. In that case, the rear end of the blanket is positioned inwardly of the blanket wheel along the rear edge of the blanket mounting base so that the rear end edge of the blanket is positioned on the inner side of the blanket wheel from the rear end edge of the blanket mounting base. By bending toward the surface and mounting the blanket, it is possible to effectively avoid contact with the trailing edge of the blanket, which has a particularly large influence on the plate surface.
[0008]
Furthermore, since the underlay is mounted by changing the front edge position for each blanket mounting base, the contact start position of the printing plate and the blanket can be shifted for each blanket, so the same position on the plate surface The number of repetitions of the start of contact of the blanket with can be greatly reduced. The blanket is preferably composed of a surface rubber layer, a support layer, an adhesive layer, and the like, and the support layer is preferably removed from the bent portion of the blanket rear end. The method and apparatus are suitable for waterless lithographic printing on seamless cans using waterless lithographic printing.
In the present specification, the “rear end edge” and “front end edge” have an end edge on the same side as the rotation direction of the blanket wheel as a front end edge and an end edge opposite to the rotation direction as a rear end edge. Therefore, the trailing edge of the blanket or underlay refers to the respective edge in the direction of rotation of the blanket wheel (ie, the screen printing end direction), and the leading edge refers to the edge in the contact start direction of the blanket and the printing plate. ing.
[0009]
DETAILED DESCRIPTION OF THE INVENTION
Hereinafter, embodiments of the present invention will be described in detail with reference to the drawings.
FIG. 1 shows a main part of a waterless lithographic offset printing apparatus for a seamless can according to an embodiment of the present invention.
[0010]
The present invention devises a method of attaching the blanket to the
[0011]
In the present embodiment, the
[0012]
The
[0013]
As described above, by attaching the
[0014]
【Example】
Using the can body offset printing apparatus of the above embodiment, an 8-color printing test using a waterless lithographic printing was performed at a printing speed of 1600 cans / minute, and 400,000 cans were printed, and the number of printing cans and the state of ink stains due to scratches on the printing plate I investigated the relationship with. At that time, the length of the underlay was selected for each blanket so that the contact start position was shifted by 3 mm for each blanket segment. In addition, as a comparative example, in the same apparatus as that of the example, a blanket of a conventional blanket is used and waterless planographic offset printing is performed without using an underlay, and 400,000 cans are similarly printed at a printing speed of 1600 cans / minute. After printing, the relationship between the number of printing cans and the state of ink stains due to scratches on the plate surface was examined. The results are shown in Table 1.
[0015]
[Table 1]
The number of printing cans 5,000, 10,000, 50,000, 100,000, 200,000, 300,000, 300,000, and 400,000 cans. Ink was not observed on the printed matter even after printing, and it was possible to continue printing. On the other hand, in the case of the comparative example, the stain was conspicuous in 50,000 cans, and printing could not be continued, and the plate surface was found to be damaged. From this result, it was confirmed that the printing durability of waterless offset printing can be greatly improved according to the method of the present invention as compared with the conventional method.
[0017]
In the above-described embodiments and examples, the case of waterless lithographic offset printing has been described. However, the present invention is not limited to waterless lithographic offset printing, and is effective in improving the printing durability of the plate surface in normal lithographic offset printing. Needless to say. In addition, the present invention is preferably not limited to that of the above-described embodiment. For example, the rear end of the blanket may be inward as in the above-described embodiment even if an underlay is not necessarily used. By bending, it is possible to prevent at least the blanket contact start / end position of the printing plate from being damaged, and the printing durability can be improved as compared with the conventional method. The offset printing of the present invention is not limited to the can body, but can be applied to printing on the cylindrical surface of various cylindrical articles.
[0018]
【The invention's effect】
As described above, according to the present invention, particularly when printing with a waterless lithographic plate, it is possible to suppress the occurrence of scratches on the printing plate with a simple method and apparatus for mounting the blanket so that the edge of the blanket and the printing plate are not in direct contact with each other. The printing durability can be greatly improved as compared with the conventional method and apparatus. The apparatus of the present invention simply adds a new underlay and simply processes a conventional blanket, and can be achieved with a very simple configuration.
[Brief description of the drawings]
FIG. 1 is a schematic diagram of an offset printing apparatus without seamless can water according to an embodiment of the present invention.
FIG. 2 is an enlarged view of a main part thereof.
FIG. 3 is a plan view showing a blanket mounting state on a blanket segment.
4 is a schematic cross-sectional view taken along the line AA in FIG. 3;
5 is a schematic cross-sectional view taken along the line BB in FIG.
[Explanation of symbols]
DESCRIPTION OF
Claims (7)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000357244A JP3674500B2 (en) | 2000-11-24 | 2000-11-24 | Method and apparatus for offset printing on cylindrical articles |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000357244A JP3674500B2 (en) | 2000-11-24 | 2000-11-24 | Method and apparatus for offset printing on cylindrical articles |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2002160345A JP2002160345A (en) | 2002-06-04 |
| JP3674500B2 true JP3674500B2 (en) | 2005-07-20 |
Family
ID=18829341
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000357244A Expired - Fee Related JP3674500B2 (en) | 2000-11-24 | 2000-11-24 | Method and apparatus for offset printing on cylindrical articles |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3674500B2 (en) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1707355B1 (en) * | 2003-12-16 | 2009-07-08 | Koenig & Bauer Aktiengesellschaft | Printing unit for a printing machine without dampening unit |
| JP2007223106A (en) * | 2006-02-22 | 2007-09-06 | Universal Seikan Kk | Dry offset printing method and dry offset printing apparatus |
| JP5000264B2 (en) * | 2006-10-24 | 2012-08-15 | 武内プレス工業株式会社 | Container printing method |
| JP4941655B2 (en) * | 2007-03-29 | 2012-05-30 | 東洋製罐株式会社 | Printing press and printing press blanket |
| AU2008308316B2 (en) * | 2007-10-04 | 2014-02-20 | Takeuchi Press Industries Co., Ltd. | Process for decorating vessel, decorated vessel produced by the process, and mandrel, drum and decorating apparatus for use in the process |
| BR102012016393A2 (en) * | 2012-07-02 | 2015-04-07 | Rexam Beverage Can South America S A | Can printing device, can printing process, printed can and blanket |
| JP5992854B2 (en) * | 2013-03-27 | 2016-09-14 | 富士フイルム株式会社 | Planographic printing apparatus, planographic printing method, blanket |
| DE102016201137B4 (en) * | 2016-01-27 | 2018-12-27 | Kba-Metalprint Gmbh | Device for printing hollow bodies |
| JP6494560B2 (en) * | 2016-04-15 | 2019-04-03 | 三菱重工機械システム株式会社 | Printing cylinder and printing machine and blanket |
| JP7406690B2 (en) | 2018-09-26 | 2023-12-28 | 東洋製罐株式会社 | Method for manufacturing a cylindrical container and cylindrical container |
-
2000
- 2000-11-24 JP JP2000357244A patent/JP3674500B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2002160345A (en) | 2002-06-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3392420B2 (en) | Multicolor printing press | |
| JP3674500B2 (en) | Method and apparatus for offset printing on cylindrical articles | |
| JP4871120B2 (en) | Intaglio printing machine | |
| US20070181016A1 (en) | Printing machine | |
| JP2006516492A5 (en) | ||
| JP2006516492A (en) | Blanket cylinder of intaglio printing machine | |
| AU616245B2 (en) | Device for the cleaning of sheet-transfer cylinders in rotary printing presses | |
| CA2344938A1 (en) | Continuous image transfer belt and variable image size offset printing system | |
| JPH07205566A (en) | Blanket used with blanket cylinder | |
| JP3491183B2 (en) | Multicolor printing method for curved objects | |
| JP2000127351A5 (en) | ||
| US5890430A (en) | Impression cylinder having a multiple diameter and a sheet guiding foil | |
| JPH079997U (en) | Doctor blade | |
| JP3427004B2 (en) | Sheet-fed duplex printing machine | |
| JP2001138484A (en) | Varnish coating equipment for 2-piece cans | |
| JP2007223106A (en) | Dry offset printing method and dry offset printing apparatus | |
| US5730057A (en) | Cleaning assembly for cleaning printing units of a direct imaging rotary printing press | |
| CA1282280C (en) | Prewipe device | |
| JP2746540B2 (en) | Printing mechanism of web offset press | |
| JPH0350707B2 (en) | ||
| JP2003521394A (en) | Printing machine for sheet processing | |
| JPH11188852A (en) | Intaglio printing machine | |
| JPS5925649Y2 (en) | Printer | |
| JP3053167B2 (en) | Blanket for offset printing | |
| JPS6217541B2 (en) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20041111 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20041124 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050124 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050405 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050418 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3674500 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080513 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090513 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100513 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110513 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120513 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120513 Year of fee payment: 7 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120513 Year of fee payment: 7 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130513 Year of fee payment: 8 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130513 Year of fee payment: 8 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |