JP3663101B2 - Motor stator - Google Patents
Motor stator Download PDFInfo
- Publication number
- JP3663101B2 JP3663101B2 JP2000022996A JP2000022996A JP3663101B2 JP 3663101 B2 JP3663101 B2 JP 3663101B2 JP 2000022996 A JP2000022996 A JP 2000022996A JP 2000022996 A JP2000022996 A JP 2000022996A JP 3663101 B2 JP3663101 B2 JP 3663101B2
- Authority
- JP
- Japan
- Prior art keywords
- stator
- insulator
- motor
- stator core
- core
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images

















Landscapes
- Details Of Reciprocating Pumps (AREA)
- Brushless Motors (AREA)
- Insulation, Fastening Of Motor, Generator Windings (AREA)
Description
【0001】
【発明の属する技術分野】
本発明は、例えば空気調和機や冷蔵庫などに搭載される圧縮機などを駆動するために用いられるモータの固定子に関するものである。
【0002】
【従来の技術】
従来のこの種モータの固定子は、例えば特開平6−339238号公報に示される如く、電磁鋼板から成る固定子鉄板を積層して構成された固定子鉄心の内周に形成した歯部及びスロット部に固定子巻線を捲装することにより構成されている。また、固定子鉄心には通常絶縁性の硬質合成樹脂などから構成されたインシュレータが嵌合され、固定子巻線はこのインシュレータを介して巻回されるものであった。
【0003】
【発明が解決しようとする課題】
ところで、固定子鉄心に捲装される固定子巻線に給電するための引き出し線や、各相の固定子巻線を連結する渡り線が相互に接触したり、或いは、振動で動いて損傷すると、レアショートが発生する。そのため、従来ではインシュレータにカバーを被せたり、或いは、全体を樹脂モールドするなどして係る配線の保持を行っていたが、何れも部品コスト及び製造コストの高騰に繋がる問題があった。
【0004】
本発明は、係る従来の技術的課題を解決するために成されたものであり、固定子巻線の引き出し線や渡り線の短絡故障を簡単な方法で防止することができるモータの固定子を提供することを目的とする。
【0005】
【課題を解決するための手段】
本発明のモータの固定子は、内周に複数の歯部及びスロット部が形成された固定子鉄心と、この固定子鉄心に嵌合されて当該固定子鉄心を絶縁する硬質樹脂製インシュレータと、このインシュレータにて絶縁された歯部に巻回される複数相の固定子巻線とを備えて成るものであって、インシュレータは、固定子鉄心の軸方向の両端部からそれぞれ嵌合されると共に、一方のインシュレータに固定子巻線の引き出し線を係支する係支部を一体に成形し、他方のインシュレータには固定子巻線の各相の渡り線をそれぞれ離間した状態で保持する保持部を一体に成形したことを特徴とする。
【0006】
請求項2の発明のモータの固定子は、上記において保持部は前記インシュレータの幅方向に相互に間隔を存して複数列形成されており、当該インシュレータの幅方向で重ならないように半径方向にずれて形成されていることを特徴とする。
【0007】
本発明によれば、固定子巻線の引き出し線を係支する係支部や渡り線を保持する保持部をインシュレータに一体に成形したので、格別なカバーやモールドなどを行うこと無く、各配線を定位置に保持して短絡故障などの発生を未然に回避することができるようになるものである。特に、固定子鉄心の軸方向の両端部からそれぞれ嵌合されるインシュレータの一方に係支部を一体成形し、他方に保持部を一体成形する構成であるので、各インシュレータ単体としての形状を簡素化でき、成形が容易となる。
【0008】
請求項2の発明によれば、上記に加えて保持部はインシュレータの幅方向に相互に間隔を存して複数列形成されており、当該インシュレータの幅方向で重ならないように半径方向にずれて形成されているので、インシュレータの成型時に成形型を抜く場合にも支障を来さない。
【0009】
【発明の実施の形態】
以下、図面に基づき本発明の実施形態を詳述する。図1は本発明を適用する実施例としての密閉型圧縮機Cの縦断側面図を示している。この図において、1は密閉容器で、この容器内には、二部品から成る枠体2、3と、この枠体2、3の上側に配置された圧縮要素4と、下側に配置されたモータ(永久磁石型モータ。電動要素)5とが収納されている。
【0010】
圧縮要素4とモータ5とは互いに組み付けられて圧縮本体17を構成しており、この本体17は密閉容器1の内壁に支持装置6を介して弾性的に取り付けられている。
【0011】
モータ5は内部に固定子巻線7を備えた固定子8と、この固定子8の内側に配置された回転子9と、この回転子9の中央に挿着されて枠体2の軸受10で軸支される回転軸11とで構成されている。
【0012】
圧縮要素4はシリンダ12と、このシリンダ12内を回転軸11のクランクピン13に嵌合されて往復摺動するピストン14と、シリンダ12の端面に設けられた弁座15と、この弁座15を介してシリンダ12に取り付けられたシリンダヘッド16とで構成されている。シリンダヘッド16はボルト18によってシリンダ12に固定されている。
【0013】
密閉容器1内には潤滑油としてエステル系オイルが封入される。また、密閉型圧縮機Cは図示しない冷蔵庫の冷凍サイクルを構成するものであり、使用する冷媒としては、例えばR−134aなどのHFC冷媒が充填されている。そして、モータ5の回転子7の回転駆動によって圧縮要素4のピストン14が往復摺動され、上記冷媒を吸引して圧縮し、吐出する動作を行うものである。
【0014】
次に、上記モータ2について詳述する。密閉型圧縮機Cの電動要素となるこのモータ2は、所謂磁極集中巻方式のDCブラシレスモータであり、枠体3及び支持装置6を介して密閉容器1の内壁に固定された前記固定子8と、この固定子8の内側に前記回転軸11を中心にして回転自在に支持された前記回転子9とから構成されている。
【0015】
先ず、図2〜図5はこの固定子8を示している。この固定子8は、図6に示す如く略矩形ドーナッツ状の固定子鉄板(珪素鋼板などの電磁鋼板)21を複数枚積層して構成された固定子鉄心22と、回転子9に回転磁界を与えるための前記固定子巻線(駆動コイル)7と、この固定子巻線7と固定子鉄心22との間に介設されたインシュレータ(絶縁材料)23、24などから構成されている。
【0016】
前記固定子鉄心22の内周には六個の歯部26・・・が設けられており、これら歯部26の間に内方および上下に開放したスロット部27が六箇所形成され、歯部26の先端には回転子9の外面に沿うように拡開された先端部26Aが形成されている。
【0017】
そして、インシュレータ23、24を介して各歯部26・・・にスロット部27の空間を利用して前記固定子巻線7を直接巻回することにより、所謂集中直巻方式によって固定子8の磁極を形成し、四極六スロットの固定子8を構成している。
【0018】
この場合、固定子鉄板21は複数枚積層され、各固定子鉄板21・・・の四隅部に位置するカシメ部31・・・おいて相互にカシメ固定される。その後、各固定子鉄板21・・・の端面が位置する外側四辺22A、22B、22C、22Dの中央部を相互に溶接(溶接箇所をYで示す)することにより、固定子鉄心22が構成されている。
【0019】
このように、固定子鉄心22の外側四辺22A〜22Dを構成する各固定子鉄板21・・・の端面中央部を相互に溶接(Y)したので、溶接時に各固定子鉄板21・・・に加わる熱は固定子鉄板21・・の四隅部方向に均等に拡散するようになるので、溶接時の熱によって生じる固定子鉄板21・・・(固定子鉄心22)の歪みを未然に防止することが可能となる。
【0020】
また、固定子鉄心22は四隅のカシメ部31・・・にてカシメられると共に、その間に位置する四辺22A〜22Dの中央が溶接固定されることになるので、各固定子鉄板21・・・は効率的に一体化され、固定子鉄心22自体の強度も向上する。
【0021】
次に、前記インシュレータ23、24は何れもPBT(ポリブチレンテレフタレート。硬質合成樹脂)から成型されており、それぞれ固定子鉄心22のスロット部27内に進入して歯部26の外面に密着し、嵌合する図8、図9に示す如き櫛状係合部33・・・、34・・・が六箇所ずつ形成されており、各インシュレータ23、24の櫛状係合部33・・・、34・・・の各一端側には外環状部36、37と、その内側で固定子鉄心22の各歯部26・・の先端部26A・・の軸方向外側に位置する内環状部38、39とがそれぞれ一体に成形されている。
【0022】
ここで、一方のインシュレータ23の平面図を図10に示している。インシュレータ23の外環状部36の外面には、先端が拡開された係支部41が所定の間隔を存して複数一体に突出形成されており、それらの近傍に位置する外環状部36には、櫛状係合部33・・とは反対側の端面から切り込まれた切欠部42が複数形成されている。
【0023】
また、外環状部36の外面には図12に示す如く略T字状を呈した係支部43が外側に向けて一体に突出形成されており、係支部43の先端両側部には櫛状係合部33とは反対側に起立した突起部44、44が一体に形成されている。そして、この係支部43の先端両側は外環状部36側に少許屈曲され、それにより、係支部43の両側面には外側の一部が切り欠かれた略円形の湾曲面から成る挿通部47、47が形成されている(図12)。更に、この係支部43の近傍の外環状部36からは押さえ突起46が一体に突出形成されている。
【0024】
他方のインシュレータ24の外環状部37の外面には水平方向に延在する保持部51が複数一体に形成されている。各保持部51・・・は外環状部37の幅方向に相互に間隔を存して複数列(実施例では二列)形成されており、外環状部37の幅方向で重ならないように外環状部37の半径方向にずれて形成されている。これにより、インシュレータ24の成型時に、櫛状係合部34・・の延在方向に成形型を抜く場合にも支障を来さないように構成されている。更に、この外環状部37にも、櫛状係合部34・・とは反対側の端面から切り込まれた切欠部52が複数形成されている。
【0025】
このようなインシュレータ23、24は、固定子鉄心22にその軸方向の両端部から嵌合される。このとき、各インシュレータ23、24の櫛状係合部33・・・、34・・・は固定子鉄心22の各スロット部27・・・内に進入して歯部26・・・外面に嵌合する。
【0026】
ここで、インシュレータ23の各櫛状係合部33・・・は先端が細くなるテーパ形状とされており、インシュレータ23、24が固定子鉄心22の両端部から当該固定子鉄心22に嵌合された状態で、インシュレータ23の各櫛状係合部33・・・は対向する他方のインシュレータ24の各櫛状係合部34・・・内にその先端から進入し、図8の如く重複する。
【0027】
この重複代(重複寸法)は、図8の如く櫛状係合部33が櫛状係合部34内に浅く進入した状態から、図9の如く深く進入した状態までの任意の範囲で許容される。従って、固定子鉄板21・・・の積層枚数が多い場合、即ち、固定子鉄心22の積厚が大きい機種の場合には図8の如く重複代が少なくなり、固定子鉄板21・・・の積層枚数が少ない場合、即ち、固定子鉄心22の積厚が小さい機種の場合には図9の如く重複代が多くなる。
【0028】
即ち、インシュレータ23、24は種々の積厚の固定子鉄心22に対して使用することができるように構成されており、著しく汎用性に富んでいる。また、インシュレータ23の櫛状係合部33は先細りのテーパ形状とされているので、インシュレータ24の櫛状係合部34内への挿入も円滑に行えるようになる。
【0029】
このようにインシュレータ23、24を固定子鉄心22に嵌合した後、前述の如く各歯部26・・・にスロット部27の空間を利用して固定子巻線7を直接巻回することにより、集中直巻方式の四極六スロット固定子8を構成する。
【0030】
この場合、相対向する歯部26、26に巻回された固定子巻線7が一相となり、固定子8には三相の固定子巻線7が巻回されることになるので、相対向する歯部26、26に巻回された固定子巻線7は、インシュレータ24側において渡り線53により相互に連結され、更にインシュレータ23側で各相の固定子巻線7は連結されて三相の中性点が構成される。
【0031】
また、各相の渡り線53・・は図5に示す如くインシュレータ24の切欠部52から外側に引き出されて外環状部37の外面に沿わされると共に、図3に示す如く保持部51・・を間に挟んで引き回される。これら保持部51・・・により、各渡り線53・・はそれぞれ離間した状態で保持されるので(図3)、各相の渡り線53・・・の接触による短絡故障は未然に阻止される。
【0032】
一方、インシュレータ23側では、各相の固定子巻線7に引き出し線54がそれぞれ接続される。この引き出し線54・・は絶縁材にて被覆されると共に、図4に示される如くインシュレータ23の外環状部36の切欠部42から外側に引き出され、係支部41の下側或いは上側を引き回されて被覆56にて最終的に一本に纏められた後、端部のコネクタ57に接続されている。
【0033】
この場合、各引き出し線54・・・は被覆56の手前で押さえ突起46の下側をくぐらされており、一本に纏められた被覆56部分は係支部43の固定子鉄心22側を回って挿通部47内を通り、突起部44に係支されてコネクタ57(電力供給用の図示しないターミナルに接続される)に至るように引き回される(図2、図4)。
【0034】
このように、引き出し線54・・・を係支する係支部41・・・や係支部43、押さえ突起(係支部の作用を成す)46をインシュレータ23に一体に形成しているので、格別なカバーなどを取り付けること無く、固定子巻線7の引き出し線54・・をインシュレータ23の外環状部36外面に沿って保持することができるようになる。
【0035】
尚、58は絶縁性の筒部材であり、スロット部27内で隣接する固定子巻線7間に挿入されている。そして、この筒部材58内には巻回された固定子巻線7と引き出し線54との接続部分が挿入され、保持される。また、59は各相の対向する歯部26、26の固定子巻線7を相互に連結する中性線である。そして、同様に切欠部42から外側に引き出されて係支部41の下側を引き回され、それにより外環状部36の外面に沿わされている。また、61はこの中性線59の接続部分を同様に挿入する同様の筒部材である。
【0036】
次に、前記回転子9について詳述する。63は回転子9の回転子鉄心であり、図14に示す如く例えば厚さ0.3mm〜0.7mmの電磁鋼板から図15の如き円形状に打ち抜いた回転子鉄板64を複数枚積層し、互いにかしめて一体に積層されている。
【0037】
回転子鉄心63内には四極の磁極に対応してスロット66・・・が軸方向に構成されており、これらスロット66・・・内にはフェライト製の永久磁石MGが挿入される。そして、回転子鉄心63の軸方向の端面に端面部材67を被せた状態で図示しないリベットにて一体化している。尚、後述する如く永久磁石MGはスロット66内に挿入された後、着磁されるものである。また、図15において68は上記リベット挿通用の孔である。
【0038】
ここで、各スロット66・・・の回転子鉄心63の内周側の縁部66Aは、当該内周側に凸となる円弧状を呈しており、外周側は略直線状を呈した形状とされている。係る形状と成すことにより、回転子鉄心63内のスロット66の断面積を最大限に拡大でき、それにより当該スロット66内部に挿入される永久磁石MGを大きくして、マグネットトルクの増大が図れる。
【0039】
また、図16に示す如くスロット66の回転子鉄心63の表面側の縁部66Bは、回転子鉄心63の表面に略沿った形状とされており、この表面側の縁部66Bと内周側の縁部66Aがつくる隅角部P1は0.4R以下の極小径の円弧形状とされている。相互に隣接する磁極のスロット66、66の隅角部P1、P1は回転子鉄心63の表面側で付き合わされるかたちとなるが、隅角部P1を微小円弧形状としていることにより、隣接する隅角部P1、P1間に介在する回転子鉄心63の面積(平面視)は小さくなる。これにより、両磁極間に生じる漏れ磁束は著しく減少する。
【0040】
一方、スロット66の内周側の縁部66Aも隅角部P1に近づくに従って隣接するスロット66の縁部66Aに接近していくが、この縁部66Aには隅角部P1に連続する部分に所定幅の平坦部69を形成している。これにより、隣接するスロット66、66間が一点にて狭まることが無くなり、平坦部69にて回転子鉄心63の強度が維持される。
【0041】
次に、図17を参照して永久磁石MGの着磁について説明する。前述の如く永久磁石MGの着磁は、フェライト材料を回転子鉄心63のスロット66内に挿入した後、その状態で行うものであるが、その際、図17に破線及び矢印で示す如くスロット66の外側の一点を焦点P2として磁束が集中するような磁気配向とする。
【0042】
更に、スロット66の回転子鉄心63表面側の縁部66Bをこの焦点P2に略指向するように設定する(図17にL1で示す)。これにより、永久磁石MGの回転子鉄心63表面側の縁部も焦点P2に略指向することになり、当該縁部において焦点P2に集中する磁束(L1)から外側にはみ出す部分が殆ど無くなることになる。よって、永久磁石MGの無効部分は最小限に抑えられ、磁束が有効に利用されることになり、モータ5の特性は著しく改善される。
【0043】
尚、実施例のスロットでは、回転子鉄心63の外周側の縁部を平坦としたが、それに限らず、図18に示すように外周側の縁部66Cも内周側と同様の円弧形状としても良い。但し、磁気配向と縁部66Bの関係は図18と同様となす必要がある。
【0044】
また、実施例では圧縮機駆動用のモータに本発明を適用したが、それに限らず、送風機駆動モータなど、種々の永久磁石型モータに本発明は有効である。
【0045】
【発明の効果】
以上詳述した如く本発明によれば、固定子巻線の引き出し線を係支する係支部や渡り線を保持する保持部をインシュレータに一体に成形したので、格別なカバーやモールドなどを行うこと無く、各配線を定位置に保持して短絡故障などの発生を未然に回避することができるようになるものである。特に、固定子鉄心の軸方向の両端部からそれぞれ嵌合されるインシュレータの一方に係支部を一体成形し、他方に保持部を一体成形する構成であるので、各インシュレータ単体としての形状を簡素化でき、成形が容易となる。
【0046】
請求項2の発明によれば、上記に加えて保持部はインシュレータの幅方向に相互に間隔を存して複数列形成されており、当該インシュレータの幅方向で重ならないように半径方向にずれて形成されているので、インシュレータの成型時に成形型を抜く場合にも支障を来さない。
【図面の簡単な説明】
【図1】 本発明を適用した実施例の密閉型圧縮機の縦断側面図である。
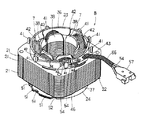
【図2】 図1の密閉型圧縮機のモータの固定子の斜視図である。
【図3】 図2の固定子の裏面斜視図である。
【図4】 図1の密閉型圧縮機のモータの平面図である。
【図5】 図4のモータの裏面図である。
【図6】 図4のモータの固定子鉄心の平面図である。
【図7】 図6の固定子鉄心の側面図である。
【図8】 図2の固定子のインシュレータの側面図である。
【図9】 同じく図2の固定子のインシュレータの側面図である。
【図10】 図8の一方のインシュレータの平面図である。
【図11】 図10のインシュレータの係支部の正面図である。
【図12】 図10のインシュレータの係支部の平面図である。
【図13】 図10のインシュレータの係支部の断面図である。
【図14】 図1の密閉型圧縮機のモータの回転子の回転子鉄心の斜視図である。
【図15】 図14の回転子鉄心の平面図である。
【図16】 図15の回転子鉄心の半分の拡大平面図である。
【図17】 図1の密閉型圧縮機のモータの回転子の着磁状態を示す図である。
【図18】 図17に対応する回転子の他の実施例を示す図である。
【符号の説明】
C 圧縮機
1 密閉容器
4 圧縮要素
5 モータ
7 固定子巻線
8 固定子
9 回転子
11 回転軸
21 固定子鉄板
22 固定子鉄心
23、24 インシュレータ
26 歯部
27 スロット部
31 カシメ部
33、34 櫛状係合部
36、37 外環状部
41、43 係支部
46 押さえ突起
51 保持部
53 渡り線
54 引き出し線[0001]
BACKGROUND OF THE INVENTION
The present invention relates to a stator of a motor used for driving a compressor mounted in, for example, an air conditioner or a refrigerator.
[0002]
[Prior art]
A conventional stator of this type of motor is, for example, disclosed in Japanese Patent Laid-Open No. 6-339238, in which teeth and slots formed on the inner periphery of a stator core formed by stacking stator iron plates made of electromagnetic steel plates are used. It is configured by mounting a stator winding on the part. In addition, an insulator composed of a hard synthetic resin or the like that is usually insulative is fitted to the stator core, and the stator winding is wound through this insulator.
[0003]
[Problems to be solved by the invention]
By the way, if the lead wire for supplying power to the stator windings mounted on the stator core and the connecting wires connecting the stator windings of each phase are in contact with each other or moved by vibration and damaged , Rare short occurs. For this reason, conventionally, the wiring is held by covering the insulator or resin-molding the whole of the insulator, but there is a problem that both lead to a rise in parts cost and manufacturing cost.
[0004]
The present invention has been made to solve the conventional technical problem, and a motor stator capable of preventing a short circuit failure of a lead wire or a jumper wire of a stator winding by a simple method is provided. The purpose is to provide.
[0005]
[Means for Solving the Problems]
The stator of the motor of the present invention includes a stator core having a plurality of teeth and slots formed on the inner periphery, a hard resin insulator that is fitted to the stator core and insulates the stator core, A plurality of stator windings wound around tooth portions insulated by the insulator , and the insulators are respectively fitted from both ends of the stator core in the axial direction. , One insulator is integrally formed with a support portion for supporting the lead wire of the stator winding, and the other insulator is provided with a holding portion for holding the connecting wires of the respective phases of the stator winding in a separated state. It is characterized by being molded integrally .
[0006]
In the motor stator according to the second aspect of the present invention, in the above, the holding portions are formed in a plurality of rows at intervals in the width direction of the insulator, and are arranged in the radial direction so as not to overlap in the width direction of the insulator. It is formed by shifting.
[0007]
According to the present invention, since the supporting portion for supporting the lead wire of the stator winding and the holding portion for holding the connecting wire are formed integrally with the insulator, each wiring can be connected without performing a special cover or molding. It is possible to avoid the occurrence of a short circuit failure by holding it at a fixed position. In particular, the structure is such that the support portion is integrally formed with one of the insulators fitted from both ends of the stator core in the axial direction, and the holding portion is integrally formed with the other, thus simplifying the shape of each insulator alone Can be formed easily.
[0008]
According to the invention of
[0009]
DETAILED DESCRIPTION OF THE INVENTION
Hereinafter, embodiments of the present invention will be described in detail with reference to the drawings. FIG. 1 shows a longitudinal side view of a hermetic compressor C as an embodiment to which the present invention is applied. In this figure, 1 is an airtight container, and in this container, the
[0010]
The
[0011]
The
[0012]
The
[0013]
An ester-based oil is enclosed in the sealed container 1 as a lubricating oil. Further, the hermetic compressor C constitutes a refrigeration cycle of a refrigerator (not shown). As a refrigerant to be used, for example, an HFC refrigerant such as R-134a is filled. Then, the
[0014]
Next, the
[0015]
First, FIGS. 2 to 5 show the
[0016]
Six
[0017]
Then, by winding the stator winding 7 directly on each
[0018]
In this case, a plurality of
[0019]
Thus, since the center part of the end surface of each
[0020]
In addition, the
[0021]
Next, each of the
[0022]
Here, the top view of one
[0023]
Further, as shown in FIG. 12, a
[0024]
A plurality of holding
[0025]
[0026]
Here, each comb-like engaging
[0027]
This overlapping margin (overlapping dimension) is allowed in an arbitrary range from a state where the comb-like engaging
[0028]
That is, the
[0029]
After the
[0030]
In this case, the stator winding 7 wound around the
[0031]
Further, as shown in FIG. 5, the
[0032]
On the other hand, on the
[0033]
In this case, each of the
[0034]
As described above, the
[0035]
[0036]
Next, the
[0037]
In the
[0038]
Here, the inner
[0039]
Further, as shown in FIG. 16, the
[0040]
On the other hand, the
[0041]
Next, magnetization of the permanent magnet MG will be described with reference to FIG. As described above, the permanent magnet MG is magnetized in this state after the ferrite material is inserted into the
[0042]
Further, the
[0043]
In the slot of the embodiment, the outer peripheral edge of the
[0044]
In the embodiments, the present invention is applied to a motor for driving a compressor. However, the present invention is not limited to this, and the present invention is effective for various permanent magnet type motors such as a blower driving motor.
[0045]
【The invention's effect】
As described above in detail, according to the present invention, the support portion for supporting the lead wire of the stator winding and the holding portion for holding the jumper wire are formed integrally with the insulator, so that a special cover or mold is performed. In addition, each wiring is held at a fixed position so that occurrence of a short circuit failure or the like can be avoided in advance. In particular, the structure is such that the support portion is integrally formed with one of the insulators fitted from both ends of the stator core in the axial direction, and the holding portion is integrally formed with the other, thus simplifying the shape of each insulator alone Can be formed easily.
[0046]
According to the invention of
[Brief description of the drawings]
FIG. 1 is a longitudinal side view of a hermetic compressor according to an embodiment to which the present invention is applied.
2 is a perspective view of a stator of a motor of the hermetic compressor of FIG. 1. FIG.
FIG. 3 is a rear perspective view of the stator of FIG. 2;
4 is a plan view of a motor of the hermetic compressor of FIG. 1. FIG.
FIG. 5 is a back view of the motor of FIG. 4;
6 is a plan view of a stator core of the motor shown in FIG. 4. FIG.
7 is a side view of the stator core shown in FIG. 6. FIG.
8 is a side view of the insulator of the stator in FIG. 2. FIG.
FIG. 9 is a side view of the stator insulator of FIG. 2;
FIG. 10 is a plan view of one insulator of FIG.
11 is a front view of a support portion of the insulator of FIG.
12 is a plan view of a support portion of the insulator shown in FIG.
13 is a cross-sectional view of a support portion of the insulator shown in FIG.
14 is a perspective view of a rotor core of a rotor of a motor of the hermetic compressor of FIG. 1. FIG.
15 is a plan view of the rotor core of FIG.
16 is an enlarged plan view of a half of the rotor core of FIG.
17 is a diagram showing a magnetized state of the rotor of the motor of the hermetic compressor of FIG. 1;
18 is a view showing another embodiment of a rotor corresponding to FIG.
[Explanation of symbols]
C Compressor 1
Claims (2)
前記インシュレータは、前記固定子鉄心の軸方向の両端部からそれぞれ嵌合されると共に、一方の前記インシュレータに前記固定子巻線の引き出し線を係支する係支部を一体に成形し、他方の前記インシュレータには前記固定子巻線の各相の渡り線をそれぞれ離間した状態で保持する保持部を一体に成形したことを特徴とするモータの固定子。A stator core having a plurality of teeth and slots formed on the inner periphery, a hard resin insulator fitted into the stator core to insulate the stator core, and the teeth insulated by the insulator In a stator of a motor comprising a multi-phase stator winding wound around a part,
The insulators are respectively fitted from both ends of the stator core in the axial direction, and one of the insulators is integrally formed with a support portion for supporting the lead wire of the stator winding, and the other The stator of the motor, wherein the insulator is integrally formed with a holding portion for holding the connecting wires of the respective phases of the stator winding in a separated state .
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000022996A JP3663101B2 (en) | 2000-01-31 | 2000-01-31 | Motor stator |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000022996A JP3663101B2 (en) | 2000-01-31 | 2000-01-31 | Motor stator |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2001218409A JP2001218409A (en) | 2001-08-10 |
| JP3663101B2 true JP3663101B2 (en) | 2005-06-22 |
Family
ID=18549223
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000022996A Expired - Lifetime JP3663101B2 (en) | 2000-01-31 | 2000-01-31 | Motor stator |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3663101B2 (en) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004007902A (en) * | 2002-05-31 | 2004-01-08 | Tamagawa Seiki Co Ltd | Insulating cap structure of rotary machine |
| EP1526628B1 (en) * | 2003-10-22 | 2011-03-02 | Brose Fahrzeugteile GmbH & Co. KG, Würzburg | Connection unit for a stator of an electric motor |
| JP4869716B2 (en) * | 2005-02-23 | 2012-02-08 | アスモ株式会社 | Armature, manufacturing method thereof, and DC motor |
| JP3946240B1 (en) | 2006-07-20 | 2007-07-18 | 山洋電気株式会社 | Stator for rotating electrical machine |
| JP4325667B2 (en) | 2006-12-08 | 2009-09-02 | ダイキン工業株式会社 | Motor and compressor |
| JP5060839B2 (en) * | 2007-06-12 | 2012-10-31 | 富士重工業株式会社 | Electric motor |
| JP5380043B2 (en) * | 2008-10-31 | 2014-01-08 | 東芝産業機器製造株式会社 | Rotating electric machine |
| JP5872807B2 (en) * | 2011-07-12 | 2016-03-01 | ミネベア株式会社 | Connection structure of coil winding in motor and motor |
| JP2015089162A (en) | 2013-10-28 | 2015-05-07 | トヨタ自動車株式会社 | Rotary electric machine stator |
| US11296582B2 (en) | 2018-07-05 | 2022-04-05 | Denso Corporation | Stator and method for manufacturing stator |
| JP7070166B2 (en) * | 2018-07-05 | 2022-05-18 | 株式会社デンソー | Stator |
| JP2020054208A (en) * | 2018-09-28 | 2020-04-02 | 日本電産株式会社 | motor |
| JP7326770B2 (en) | 2019-02-28 | 2023-08-16 | 株式会社富士通ゼネラル | motor and compressor |
| JP7307591B2 (en) * | 2019-05-24 | 2023-07-12 | パナソニック アプライアンシズ リフリジレーション デヴァイシズ シンガポール | Stators, motors, compressors, and refrigerators |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61180563U (en) * | 1985-04-25 | 1986-11-11 | ||
| JPH0674054U (en) * | 1993-03-29 | 1994-10-18 | オリエンタルモーター株式会社 | Support structure for lead wire holding plate in stepping motor |
| JPH0819203A (en) * | 1994-06-30 | 1996-01-19 | Aichi Electric Co Ltd | Leading-out device for lead wire of motor |
-
2000
- 2000-01-31 JP JP2000022996A patent/JP3663101B2/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001218409A (en) | 2001-08-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6091172A (en) | Coil connecting structure in outer rotor-type multi-pole generator | |
| JP3800371B2 (en) | Rotating electric machine | |
| JP3663101B2 (en) | Motor stator | |
| US7821175B2 (en) | Stator assembly for an electric machine and method of manufacturing the same | |
| US6952064B2 (en) | Motor | |
| EP1653585A1 (en) | Insulated stator with wire routing element | |
| JP2004517597A (en) | Component elements for electric machines | |
| EP1278293B1 (en) | Method for manufacturing the stator of a low-noise motor-compressor | |
| JP2001502880A (en) | Electric machines with unipolar windings | |
| JP2007318885A (en) | Brushless motor | |
| JP2002262497A (en) | Rotary electric machine and its manufacturing method | |
| KR100401687B1 (en) | Method of magnetizing permanent magnet motor | |
| JP4815686B2 (en) | Manufacturing method of electric motor | |
| JP3679673B2 (en) | Permanent magnet motor rotor | |
| EP1154549B1 (en) | Dc motor | |
| US20190372408A1 (en) | Rotating electric machine | |
| JP4178558B2 (en) | Rotating electric machine | |
| JP3772608B2 (en) | Rotating electric machine and compressor | |
| JP4300716B2 (en) | Rotating electric machine having a plate-like conductor | |
| JP2001218407A (en) | Stator of motor | |
| KR102565493B1 (en) | Manufacturing methods for stators, electric motors, compressors, air conditioners and stators | |
| JPH03124245A (en) | Manufacture of stator for hypocycloid motor | |
| JP2001218394A (en) | Stator of motor | |
| JP3871006B2 (en) | Permanent magnet motor | |
| KR20170060501A (en) | Rotor for Wound Rotor Synchronous Motor |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20041104 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20041213 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050208 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050308 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050325 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 3663101 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090401 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100401 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110401 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120401 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130401 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140401 Year of fee payment: 9 |
|
| EXPY | Cancellation because of completion of term |