JP3209532U - Glitter decorative sheet - Google Patents
Glitter decorative sheet Download PDFInfo
- Publication number
- JP3209532U JP3209532U JP2017000046U JP2017000046U JP3209532U JP 3209532 U JP3209532 U JP 3209532U JP 2017000046 U JP2017000046 U JP 2017000046U JP 2017000046 U JP2017000046 U JP 2017000046U JP 3209532 U JP3209532 U JP 3209532U
- Authority
- JP
- Japan
- Prior art keywords
- layer
- cured resin
- resin layer
- transparent
- decorative sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 229920005989 resin Polymers 0.000 claims abstract description 83
- 239000011347 resin Substances 0.000 claims abstract description 83
- 239000000758 substrate Substances 0.000 claims abstract description 28
- 239000006224 matting agent Substances 0.000 claims abstract description 21
- 239000007787 solid Substances 0.000 claims abstract description 8
- 239000010410 layer Substances 0.000 claims description 165
- 238000007639 printing Methods 0.000 claims description 21
- 238000007740 vapor deposition Methods 0.000 claims description 21
- 239000004820 Pressure-sensitive adhesive Substances 0.000 claims description 15
- 229910052782 aluminium Inorganic materials 0.000 claims description 9
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical group [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 9
- 239000002245 particle Substances 0.000 claims description 7
- 229910052809 inorganic oxide Inorganic materials 0.000 claims description 6
- 239000002932 luster Substances 0.000 abstract description 44
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 abstract description 14
- 230000000007 visual effect Effects 0.000 abstract description 9
- 239000000463 material Substances 0.000 abstract description 5
- 239000000976 ink Substances 0.000 description 35
- 238000005259 measurement Methods 0.000 description 16
- 229910052751 metal Inorganic materials 0.000 description 14
- 239000002184 metal Substances 0.000 description 14
- 229920006267 polyester film Polymers 0.000 description 14
- 239000000523 sample Substances 0.000 description 11
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 8
- 239000012790 adhesive layer Substances 0.000 description 8
- 238000004519 manufacturing process Methods 0.000 description 7
- 238000007646 gravure printing Methods 0.000 description 6
- 238000000034 method Methods 0.000 description 6
- 239000005022 packaging material Substances 0.000 description 6
- 229920003002 synthetic resin Polymers 0.000 description 6
- 239000000057 synthetic resin Substances 0.000 description 6
- 238000011156 evaluation Methods 0.000 description 5
- 239000002985 plastic film Substances 0.000 description 5
- 230000000052 comparative effect Effects 0.000 description 4
- 238000000151 deposition Methods 0.000 description 4
- 239000000203 mixture Substances 0.000 description 4
- -1 polyethylene terephthalate Polymers 0.000 description 4
- 229920000139 polyethylene terephthalate Polymers 0.000 description 4
- 239000005020 polyethylene terephthalate Substances 0.000 description 4
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 3
- 238000000576 coating method Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 230000001788 irregular Effects 0.000 description 3
- 229920003023 plastic Polymers 0.000 description 3
- 238000002834 transmittance Methods 0.000 description 3
- 238000001771 vacuum deposition Methods 0.000 description 3
- 239000000020 Nitrocellulose Substances 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 238000004040 coloring Methods 0.000 description 2
- 239000013068 control sample Substances 0.000 description 2
- 238000005034 decoration Methods 0.000 description 2
- 238000009474 hot melt extrusion Methods 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- 229920001220 nitrocellulos Polymers 0.000 description 2
- 229920006255 plastic film Polymers 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- 229920013716 polyethylene resin Polymers 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 239000000377 silicon dioxide Substances 0.000 description 2
- 229910052709 silver Inorganic materials 0.000 description 2
- 239000004332 silver Substances 0.000 description 2
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 2
- 229920002554 vinyl polymer Polymers 0.000 description 2
- 239000003522 acrylic cement Substances 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 238000000149 argon plasma sintering Methods 0.000 description 1
- 238000003851 corona treatment Methods 0.000 description 1
- 238000010790 dilution Methods 0.000 description 1
- 239000012895 dilution Substances 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 239000010438 granite Substances 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 239000012948 isocyanate Substances 0.000 description 1
- 150000002513 isocyanates Chemical class 0.000 description 1
- 239000002648 laminated material Substances 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000000565 sealant Substances 0.000 description 1
- 230000003595 spectral effect Effects 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 239000012780 transparent material Substances 0.000 description 1
Images




Landscapes
- Laminated Bodies (AREA)
Abstract
【課題】鏡面調の金属光沢とマット調の金属光沢を併せ持った視覚的立体感のある意匠性に優れた光輝性装飾シートを提供する。【解決手段】透明基材シート1の一方の面(裏面側)に、透明樹脂中にマット剤(シリカ粒子)を分散状態にて含む硬化樹脂層2を有し、また、透明基材シート1の一方の面に硬化樹脂層2が存在していない非塗布部が存在しており、硬化樹脂層2と非塗布部の両方を覆うようにして透明基材シート1の全面に光反射層3が積層されている層構成を有し、しかも、硬化樹脂層2を構成している透明樹脂成分の固形分100重量部に対するマット剤の含有割合が3〜17重量部であることを特徴とする。この際、透明基材シート1において硬化樹脂層2が存在している部分のヘイズ値は13〜37%の範囲である。【選択図】図1An object of the present invention is to provide a glittering decorative sheet having both a specular metallic luster and a matte metallic luster and having a visual three-dimensional appearance and excellent design. SOLUTION: One side (back side) of a transparent base sheet 1 has a cured resin layer 2 containing a matting agent (silica particles) in a dispersed state in a transparent resin, and the transparent base sheet 1 There is a non-applied portion where the cured resin layer 2 does not exist on one side of the light-reflecting layer 3, and the light reflecting layer 3 is formed on the entire surface of the transparent substrate sheet 1 so as to cover both the cured resin layer 2 and the non-coated portion. The matting agent content is 3 to 17 parts by weight with respect to 100 parts by weight of the solid content of the transparent resin component constituting the cured resin layer 2. . Under the present circumstances, the haze value of the part in which the cured resin layer 2 exists in the transparent base material sheet 1 is 13 to 37% of range. [Selection] Figure 1
Description
本考案は、光輝性を有した装飾シートに関するものであり、より具体的には、鏡面調の金属光沢とマット調の金属光沢を併せ持った視覚的立体感のある意匠性に優れた装飾シート(光輝性装飾シート)に関するものである。 The present invention relates to a decorative sheet having a brilliant property, and more specifically, a decorative sheet having a visual three-dimensional appearance and a combination of a mirror-like metallic luster and a matte metallic luster ( Glittering decorative sheet).
近年、鏡面金属光沢領域及びマット調金属光沢領域を併せ持った装飾包装材料や装飾シートが数多く提案されてきており、例えば、下記の特許文献1には、透明プラスチックフィルムの裏面の一部領域に、合成樹脂インキによる絵柄層を設け、該絵柄層上に透明着色合成樹脂層を設け、前記透明プラスチックフィルムの表面には、白色合成樹脂インキによるマット合成樹脂層を設けた構成からなる印刷基材シートの裏面に、金属蒸着フィルムを積層したことを特徴とする装飾包装材料が開示されている。
又、下記の特許文献2には、透明表面ベースフィルムの裏面に、多数の平行直線からなる群を複数群、各群の平行線の方向性に異なりをもたせて配置してなる凹凸模様を備えた透明凹凸樹脂層を、グラビア印刷方式により、塗布・形成し、透明凹凸樹脂層の凹凸裏面に、金属蒸着法により、金属蒸着層を形成したことを特徴とする光輝性装飾シートの製造方法が開示されている。
In recent years, many decorative packaging materials and decorative sheets having both a mirror-like metallic luster area and a matte metallic luster area have been proposed. For example, in
Further, the following
更に、下記の特許文献3には、少なくとも表面に万線状小角片の凹凸模様を形成し、その加工面に金属蒸着層を設けた熱可塑性樹脂フィルム上へ、透明プラスチックフィルムに着色透明又は着色半透明インキにより印刷層を設け、該印刷層面と金属蒸着層面を合わせて積層し、裏面はシーラント層を積層してなる表面光沢差を有する包装材料が開示されている。
又、下記の特許文献4には、表フィルム層、印刷層、プラスチックフィルム層の片面に金属蒸着層を設けた金属蒸着フィルム層、熱溶融押出し形成したポリエチレン樹脂層及び紙層が順次積層され、前記金属蒸着フィルム層の前記プラスチックフィルム層側が前記熱溶融押出し形成したポリエチレン樹脂層と積層されていることを特徴とするメタリック調の積層物が開示されている。
Further, in
In addition, in the following
しかしながら、上記特許文献1の装飾包装材料の場合、微細な表面凹凸を有したマット合成樹脂層によってマット調の金属光沢が観察されるが、当該マット合成樹脂層がフィルム基材の表面に存在しているために、フィルム表面が擦れた際に、マット調の光沢外観が変化し、つや消し感が消失するという問題点があった。
又、上記特許文献2の光輝性装飾シートは、ベースフィルムの裏面側全面に設けられた透明凹凸樹脂層によって、凹凸模様に対応した規則的な反射光模様が観察される層構成を有しているが、この反射光はマット調の金属光沢にはならない。
更に、上記特許文献3の包装材料の場合には、万線状小角片の凹凸模様に対応した金属蒸着層により模様が生じるが、鏡面調の金属光沢を有した模様は観察されない。
又、上記特許文献4のメタリック調積層物の場合も、上記特許文献1の装飾包装材料と同様に、微細な表面凹凸を有したマットコート層がフィルム基材の表面に位置しているために、フィルム表面が擦れた際に、マット調の光沢外観が損なわれるという問題があり、しかも、印刷層の下層に位置する金属蒸着層自体に凹凸がないので、立体感のある金属光沢は観察されない。
However, in the case of the decorative packaging material of
In addition, the glittering decorative sheet of
Furthermore, in the case of the packaging material of the above-mentioned
Also, in the case of the metallic laminate of
本考案は、上述の従来技術における問題点を解決し、鏡面調の金属光沢とマット調の金属光沢を併せ持った視覚的立体感のある意匠性に優れた装飾シートを提供することを課題とする。
本考案者は、種々検討を行った結果、透明基材シートの一方の面(裏面側)に部分的にグラビア印刷により、分散状態にあるマット剤を含む半透明のメジウム層(硬化樹脂層)を設け、更にこのメジウム層の上に、透明基材シートの全面を覆うようにして光反射層(特に、金属蒸着層)を設けると、透明基材シートの他方の面(表面側)から鏡面調の金属光沢とマット調の金属光沢が同時に観察できると同時に立体的な奥行き感を有する意匠性を兼ね備えた装飾シートが得られることを見出して、本考案を完成した。
An object of the present invention is to solve the above-mentioned problems in the prior art, and to provide a decorative sheet with a visual three-dimensional appearance and excellent design that has both a mirror-like metallic luster and a matte metallic luster. .
As a result of various studies, the inventor has conducted a semitransparent medium layer (cured resin layer) containing a matting agent in a dispersed state by partially gravure printing on one side (back side) of the transparent base sheet. When a light reflecting layer (particularly a metal vapor deposition layer) is provided on the medium layer so as to cover the entire surface of the transparent base sheet, a mirror surface is formed from the other side (front side) of the transparent base sheet. The present invention was completed by finding that a decorative sheet having a design with a three-dimensional sense of depth can be obtained at the same time that the metallic luster of the tone and the metallic luster of the matte can be observed at the same time.
本考案の光輝性装飾シートは、透明基材シートの一方の面(裏面側)に、透明樹脂中にマット剤を分散状態にて含む硬化樹脂層と、前記硬化樹脂層が存在していない非塗布部が存在しており、前記硬化樹脂層と前記非塗布部の両方を覆うようにして前記透明基材シートの全面に光反射層が積層されている層構成を有し、しかも、前記硬化樹脂層の透明樹脂成分の固形分100重量部に対して前記マット剤の含有割合が3〜17重量部であることを特徴とする。 The glittering decorative sheet of the present invention has a cured resin layer containing a matting agent dispersed in a transparent resin on one side (back side) of the transparent base sheet, and the cured resin layer is not present. An application portion exists, and has a layer configuration in which a light reflection layer is laminated on the entire surface of the transparent base sheet so as to cover both the cured resin layer and the non-application portion, and the curing The content ratio of the matting agent is 3 to 17 parts by weight with respect to 100 parts by weight of the solid content of the transparent resin component of the resin layer.
又、本考案は、上記の特徴を有した光輝性装飾シートの、前記透明基材シートにおいて前記硬化樹脂層が存在している部分のヘイズ値が13〜37%の範囲であることを特徴とするものである。 Moreover, the present invention is characterized in that the haze value of the portion where the cured resin layer is present in the transparent base sheet of the glittering decorative sheet having the above-described characteristics is in a range of 13 to 37%. To do.
又、本考案は、上記の特徴を有した光輝性装飾シートにおいて、前記硬化樹脂層に含まれる前記マット剤が粒径1〜10μmの無機酸化物からなり、当該無機酸化物の含有割合が、前記硬化樹脂層の透明樹脂成分の固形分100重量部に対して3〜17重量部であることを特徴とするものである。 Further, the present invention is a glittering decorative sheet having the above characteristics, wherein the matting agent contained in the cured resin layer comprises an inorganic oxide having a particle size of 1 to 10 μm, and the content ratio of the inorganic oxide is It is 3-17 weight part with respect to 100 weight part of solid content of the transparent resin component of the said cured resin layer, It is characterized by the above-mentioned.
又、本考案は、上記の特徴を有した光輝性装飾シートにおいて、前記光反射層がアルミニウム蒸着層であることを特徴とするものである。 Further, the present invention is characterized in that in the glittering decorative sheet having the above characteristics, the light reflecting layer is an aluminum vapor deposition layer.
更に、本考案は、上記の特徴を有した光輝性装飾シートにおいて、前記光反射層の全面を覆うようにして粘着剤層が設けられており、更に当該粘着剤層の表面を覆うようにして当該粘着剤層の全面に剥離ライナーが積層されていることを特徴とするものでもある。 Further, the present invention provides a glittering decorative sheet having the above-described features, wherein an adhesive layer is provided so as to cover the entire surface of the light reflecting layer, and further, the surface of the adhesive layer is further covered. A release liner is laminated on the entire surface of the pressure-sensitive adhesive layer.
又、本考案は、上記の特徴を有した光輝性装飾シートにおいて、前記透明基材シートの他方の面(表面側)に印刷インク層が設けられていることを特徴とするものでもある。 In addition, the present invention is characterized in that in the glittering decorative sheet having the above-described characteristics, a printing ink layer is provided on the other surface (front surface side) of the transparent base sheet.
本考案の光輝性装飾シートは、鏡面調(グロス調)の金属光沢と、マット調(つや消し調)の金属光沢を併せ持ち、透明基材シート越しに異なる2種類の金属光沢によって文字や絵柄が観察されることで、基材シートの表面上は平滑でありながら凹凸があるような視覚効果が発揮され、文字や絵柄が立体的に見えるために高い意匠性を示す。 The glittering decorative sheet of the present invention has both a mirror-like (glossy) metallic luster and a matte-like (matte) metallic luster. Characters and designs can be observed through two different types of metallic luster over a transparent base sheet. As a result, the surface of the base sheet is smooth and has a visual effect such as unevenness, and the characters and designs look three-dimensional, thus exhibiting high design properties.
本考案の実施例を詳細に説明する。
図1に示されるように、本考案の光輝性装飾シートにおいては、透明基材シート1の一方の面(裏面側)に、透明樹脂中にマット剤を分散状態にて含む硬化樹脂層2が文字や絵柄、模様等が発現するようにして部分的に設けられており、当該表面には、硬化樹脂層2が設けられていない非塗布部(硬化樹脂層2以外の部分)も存在し、この硬化樹脂層2と非塗布部の両方を覆うようにして、透明基材シート1の全面に光反射層3が積層されている。
Embodiments of the present invention will be described in detail.
As shown in FIG. 1, in the glittering decorative sheet of the present invention, a cured
本考案では、透明基材シート1の表面側から観察した際、光反射層3により、分散状態のマット剤を含む硬化樹脂層2が設けられた部分では、光が硬化樹脂層2の内部で散乱されてマット調の金属光沢として観察され、硬化樹脂層2が設けられていない非塗布部では、透明基材シート1の裏面側に直接積層された光反射層3によって鏡面調の金属光沢として観察される。
In the present invention, when observed from the surface side of the
このような本考案の光輝性装飾シートにおける、硬化樹脂層2に含まれるマット剤の重量割合は、前記硬化樹脂層の透明樹脂成分の固形分100重量部に対して3〜17重量部の範囲であり、4〜16重量部の範囲が特に好ましい。この際、硬化樹脂層2中のマット剤の含有割合が3重量部未満であると、マット調の金属光沢が失われて鏡面調の金属光沢とほとんど変わらない反射光となり、逆に17重量部を超えると、マット調の金属光沢部が白く観察されて金属光沢感がなくなるので好ましくない。本考案では、透明基材シート1の裏面側に硬化樹脂層2が存在している部分のヘイズ値は13〜37%の範囲であることが好ましい。
In such a glittering decorative sheet of the present invention, the weight ratio of the matting agent contained in the cured
本考案において、透明性を有した材料よりなる透明基材シート1としては、ポリエステルシート(ポリエチレンテレフタレートシート)、ポリプロピレンシート、ポリ塩化ビニルシート等が挙げられるが、これらに限定されるものではない。又、透明基材シート1の厚みも、用途に応じて適宜選択することができる。
In the present invention, examples of the
尚、透明基材シート1の裏面側に設けられる硬化樹脂層2は、一般的には、アクリル系、ウレタン系、ビニル系、ポリアミド系、ニトロセルロース系等の透明樹脂インキ中にマット剤が均一に分散されたマットメジウムインキを、公知の手法であるグラビア印刷等により透明基材シート1の裏面に文字や絵柄状に塗布し、乾燥させることによって形成され、一般的な層厚みは1〜5μm、好ましくは2〜3μmである。このようなマットメジウムインキとしては市販品を利用することができる。
The cured
本考案では、マット剤として、透明基材シート1の表面側から観察した時に適度な光の散乱によってマット調の金属光沢が観察できる無機酸化物が種々利用でき、この無機酸化物の平均粒子径としては1〜10μmの範囲が好ましい。マット剤として特に好ましいものはシリカ粒子であり、乾式シリカ、湿式シリカ等が挙げられる。このシリカ粒子の平均粒子径は特に4〜5μmの範囲が好ましい。上記の平均粒子径は、レーザー回折式粒度分布測定装置にて測定されたものである。
In the present invention, as the matting agent, various inorganic oxides capable of observing a matte metallic luster by appropriate light scattering when observed from the surface side of the
本考案における光反射層3は、硬化樹脂層2が設けられた透明基材シート1の一方の面(裏面側)に、アルミニウム等の金属を真空蒸着することにより形成されることが好ましい。本考案の光輝性装飾シートでは、この光反射層3によって、硬化樹脂層2が存在する部分と存在しない部分の金属光沢の違い(鏡面調であるかマット調であるか)が観察されるだけでなく、図1に示されるようにして、光反射層3に、硬化樹脂層2の層厚みに相当する段差(凹凸)が形成されていることにより、シート厚み方向における光の反射面の違いが生じて、透明基材シート1側から観察した際に、鏡面調の金属光沢の部分とマット調の金属光沢の部分の間に奥行き感が付与され、立体感のある視覚効果がもたらされる。
この際、硬化樹脂層2が存在する部分のマット調の金属光沢によって文字や絵柄が表現されても、硬化樹脂層2が存在しない部分の鏡面調の金属光沢によって文字や絵柄が表現されてもよい。尚、この光反射層3の厚みは適宜選択できるが、金属蒸着層の場合の一般的な層厚みは10nm〜500nm程度である。
The
At this time, even if a character or a pattern is expressed by a matte metallic luster in a portion where the cured
本考案では、硬化樹脂層2が、透明基材シート1上に規則正しいパターン柄状に配置されても、不規則なパターン柄状に配置されてもよい。本考案では、硬化樹脂層2を透明基材シート1の裏面側に、花崗岩のような不規則で細密なパターン柄に設けると、蒸着のグロス調とマット調が小さなパターンごとに細かく織りなされ、基材上は平滑ながら凹凸があるような風合いを演出するものとなる。
又、硬化樹脂層2を、直径約1mmのドット(点)が規則正しく配置されるようにしてドット以外の部分に設けると、つや消し銀の上に光沢のあるドットが整然と並び、高い意匠性と立体感をもたらすものとなる。
In the present invention, the cured
Further, when the cured
図2には、図1の光輝性装飾シートにおける透明基材シートの光反射層3側(裏面側)に、粘着剤層4、剥離ライナー5が順次積層された層構成を有する本考案の光輝性装飾シートの側面図が示されており、この粘着剤層4は、一般的には、粘着剤、好ましくはアクリル系粘着剤を塗布することによって形成され、これによって、本考案の光輝性装飾シートを任意の対象物に貼着することが可能となる。
又、本考案では、図2に示されるようにして、粘着剤層4の保護を目的として剥離ライナー5を積層するのが一般的であり、剥離ライナー5としては、表面に離型剤がコーティングされた市販品が利用できる。この際、粘着剤層4の剥離ライナー側の表面には、タイラー標準ふるいのメッシュ状に凹凸を形成して貼付時の仮留めやエア抜け性能など作業性を向上させることができる。
FIG. 2 shows the glitter of the present invention having a layer structure in which an
In the present invention, as shown in FIG. 2, a
又、本考案の光輝性装飾シートは、透明基材シート1の他方の面(表面側)に印刷インク層が設けられた構成を有するものであっても良く、図3には、図2の光輝性装飾シートにおける透明基材シート1の表面側に、印刷インク層6、粘着剤層7、透明ラミネート基材8が設けられた層構成を有する本考案の光輝性装飾シートの側面図が示されている。この際、印刷インク層6は、ウレタン系、ビニル系、ポリアミド系、ニトロセルロース系等の透明着色インキを用いて印刷により設けられた層であっても、透明性を有しない着色インキを用いて印刷により設けられた層であっても良いが、メタリック感を有した文字や絵柄を発現させるには透明性を有した着色インキを使用することが好ましい。
又、粘着剤層7としては、市販のアクリル系粘着剤(特に、強粘着タイプ)を使用するのが一般的であるが、これに限定されるものではない。
又、透明ラミネート基材8に関しても、透明性を有するフィルム基材であれば良く、限定されないが、一般的に使用される透明ラミネート基材としては、ポリエチレンテレフタレートフィルムや二軸延伸ポリプロピレンフィルム等が挙げられる。
Further, the glittering decorative sheet of the present invention may have a configuration in which a printing ink layer is provided on the other surface (front side) of the
Further, as the pressure-
Further, the transparent laminate substrate 8 may be a film substrate having transparency, and is not limited, but as a transparent laminate substrate that is generally used, a polyethylene terephthalate film, a biaxially stretched polypropylene film, or the like is used. Can be mentioned.
図3の層構成を有した本考案の光輝性装飾シートの場合、透明基材シート1の表面側(観察側)に印刷インク層6が位置し、透明基材シート1の裏面側に硬化樹脂層2と光反射層3が位置しているので、光反射層3による鏡面調やマット調の金属光沢を有した文字や絵柄よりも、印刷インク層6により表現された文字や絵柄の方が観察者に近い位置(手前の位置)で観察される。しかも、光反射層3により鏡面調の金属光沢とマット調の金属光沢が同時に観察されるため、観察者には、印刷インク層6により表現された文字や絵柄が立体的に浮き出ているように感じられ、意匠性が特に優れたものとなる。
以下、本考案の光輝性装飾シートの製造例を示して本考案を具体的に説明するが、本考案は、これに限定されるものではない。
In the case of the glittering decorative sheet of the present invention having the layer configuration of FIG. 3, the
Hereinafter, the present invention will be specifically described with reference to production examples of the glittering decorative sheet of the present invention, but the present invention is not limited thereto.
〔マット剤(シリカ粒子)の含有率を変化させた場合の光輝性装飾シートの全光線透過率及びヘイズ値の測定〕
透明基材シートとしては、市販のポリエステルフィルム(PET、厚さ:50μm、表面;易接着プライマー処理、裏面;コロナ処理)を準備した。
又、硬化樹脂層のインキとして、粒径4〜5μmのシリカ粒子が均一に分散された市販のマットメジウムインキ(アクリル系透明樹脂成分:シリカ粒子=83.1:16.9(重量比))を準備し、一方、無彩色の希釈用インキとして、マット剤(シリカ粒子)を含まない市販のメジウムインキ(アクリル系透明樹脂成分を含有)を準備した。
上記のマットメジウムインキとメジウムインキの混合比率を変化させて、以下の表1に記載される組成を有したインキをそれぞれ調製した。この際、各インキには、アクリル系透明樹脂成分100重量部に対して10重量部のイソシアネート系硬化剤を添加した。
そして、上記ポリエステルフィルムの一方の面(裏面側)に、各インキをグラビア印刷により全面塗布し(塗布厚2〜3μm)、乾燥を行い、11種類の測定用サンプル(実施例1〜7、比較例1〜4)を作製し、各サンプルについて全光線透過率とヘイズ値を測定した。その結果が、表1にまとめられている。
[Measurement of total light transmittance and haze value of glittering decorative sheet when content of matting agent (silica particles) is changed]
As the transparent substrate sheet, a commercially available polyester film (PET, thickness: 50 μm, surface: easy adhesion primer treatment, back surface: corona treatment) was prepared.
Further, as the ink of the cured resin layer, a commercially available mat medium ink in which silica particles having a particle diameter of 4 to 5 μm are uniformly dispersed (acrylic transparent resin component: silica particles = 83.1: 16.9 (weight ratio)) On the other hand, a commercially available medium ink (containing an acrylic transparent resin component) not containing a matting agent (silica particles) was prepared as an achromatic dilution ink.
Inks having the compositions described in Table 1 below were prepared by changing the mixing ratio of the matte medium ink and the medium ink. At this time, 10 parts by weight of an isocyanate curing agent was added to each ink with respect to 100 parts by weight of the acrylic transparent resin component.
And each ink was apply | coated to the one surface (back surface side) of the said polyester film by gravure printing (coating thickness 2-3 micrometers), it dried, and 11 types of measurement samples (Examples 1-7, comparison) Examples 1-4) were prepared, and the total light transmittance and haze value were measured for each sample. The results are summarized in Table 1.
〔光輝性、立体感の評価〕
実施例1、実施例4、実施例7、比較例1〜4の組成を有するインキを用いて、前記ポリエステルフィルムの裏面側に、花崗岩状の不規則なパターン柄をグラビア印刷により塗布し、乾燥を行い、硬化樹脂層(層厚2〜3μm)を形成した。そして、この硬化樹脂層が形成されたフィルムの全面に、真空蒸着法によりアルミニウムを蒸着して光反射層を形成し、意匠性評価用サンプルを作製した。
本考案において硬化樹脂層は厚い方がより立体的な奥行き感が増すが、量産性と経済的な観点からグラビア印刷によって薄く塗布されたものが好適である。また、本考案における硬化樹脂層は熱硬化性であってもよいが、耐熱性に乏しい透明基材を選定する場合には、紫外線硬化型樹脂を適宜使用することもできる。
以下の表2には、先に測定した全光線透過率とヘイズ値(表1の値)と共に、上記の評価用サンプルについての、目視による意匠性の評価結果が記載されている。
尚、この意匠性評価における光輝性の判断基準は、
○・・・硬化樹脂層部分に良好な金属光沢の外観が見られる、
△・・・硬化樹脂層部分に僅かに金属光沢の外観が見られる、
×・・・硬化樹脂層部分が白く強調され、金属光沢の外観が見られない
であり、
立体感の判断基準は、
○・・・鏡面調/マット調の金属光沢部分を観察した時に良好な視覚的奥行きが見られる、
△・・・鏡面調/マット調の金属光沢部分を観察した時に僅かに視覚的奥行きが見られる、
×・・・マット調の金属光沢部分が薄すぎて視覚的奥行きが見られない
である。
[Evaluation of glitter and three-dimensional effect]
Using the ink having the composition of Example 1, Example 4, Example 7, and Comparative Examples 1 to 4, a granite-like irregular pattern is applied to the back side of the polyester film by gravure printing, and then dried. Then, a cured resin layer (layer thickness: 2 to 3 μm) was formed. And the light reflection layer was formed by vapor-depositing aluminum with the vacuum evaporation method on the whole surface of the film in which this cured resin layer was formed, and the designability evaluation sample was produced.
In the present invention, the thicker the cured resin layer, the more three-dimensional sense of depth is increased. However, from the viewpoint of mass productivity and economy, a thin coating is preferably applied by gravure printing. In addition, the curable resin layer in the present invention may be thermosetting, but an ultraviolet curable resin can be appropriately used when selecting a transparent substrate having poor heat resistance.
In Table 2 below, together with the total light transmittance and haze value measured previously (values in Table 1), the evaluation results of the visual design properties of the above evaluation samples are described.
In addition, the criteria for determining the glitter in this design evaluation are:
○: Good metallic luster appearance is seen in the cured resin layer part,
Δ: A slight metallic luster appearance is seen in the cured resin layer part.
X: The cured resin layer portion is emphasized white, and the appearance of metallic luster is not seen,
The criteria for the three-dimensional effect are
○: Good visual depth is seen when observing a specular / matte metallic luster.
Δ: A slight visual depth is observed when observing a specular / matte metallic luster.
X: The matte metallic luster is too thin to show a visual depth.
上記表2の結果から、透明樹脂成分の固形分100重量部に対するマット剤(シリカ粒子)の最適含有割合は3〜17重量部であることが確認された。又、良好な光輝性と立体感が観察される光輝性装飾シートの、硬化樹脂層が存在している部分(マット調部分)の最適ヘイズ値は13〜37%であることがわかった。 From the results of Table 2 above, it was confirmed that the optimal content of the matting agent (silica particles) with respect to 100 parts by weight of the solid content of the transparent resin component was 3 to 17 parts by weight. Moreover, it turned out that the optimal haze value of the part (matte tone part) in which the cured resin layer exists of the glittering decorative sheet in which good glitter and stereoscopic effect are observed is 13 to 37%.
〔マット剤(シリカ粒子)の含有率を変化させた場合の、未印刷部分(硬化樹脂層が存在していない鏡面調金属光沢部分)に対する、硬化樹脂層が存在しているマット調金属光沢部分の相対反射率比の測定〕
実施例1、実施例4、実施例7、比較例1〜4の組成を有するインキをそれぞれ、前記ポリエステルフィルムの一方の面(裏面側)に全面塗布し(塗布厚2〜3μm)、乾燥を行い、硬化樹脂層を形成し、その後、この硬化樹脂層に、真空蒸着法によりアルミニウムを蒸着して光反射層を形成し、反射率測定用サンプルを作製した。又、対照用サンプルとして、前記ポリエステルフィルムの一方の面(裏面側)にアルミニウム蒸着層のみを設けた蒸着ポリエステルフィルムを作製した。
そして、上記の反射率測定用サンプルについてそれぞれ、上記蒸着ポリエステルフィルムの反射率に対する相対反射率比(蒸着ポリエステルフィルムの反射率を1.0とする)を測定した。
上記測定の際には、紫外可視近赤外分光光度計のV-570(日本分光(株))と1回反射測定装置(日本分光(株))を使用した。測定の際には、まず、1回反射測定ユニット内の対照側試料台に標準鏡(アルミ蒸着平面鏡)を置き、試料側試料台に上記蒸着ポリエステルフィルムを置いてベースラインを測定し、その後、試料側試料台の上記蒸着ポリエステルフィルムを各反射率測定用サンプルに置き換えて測定した。
測定条件は、以下の通りである。
(測定条件)測光モード:%R、スペクトルバンド幅[UV:2nm NIR:8nm]、レスポンス:Fast、波長走査範囲:2200-200nm、走査速度:400nm/min
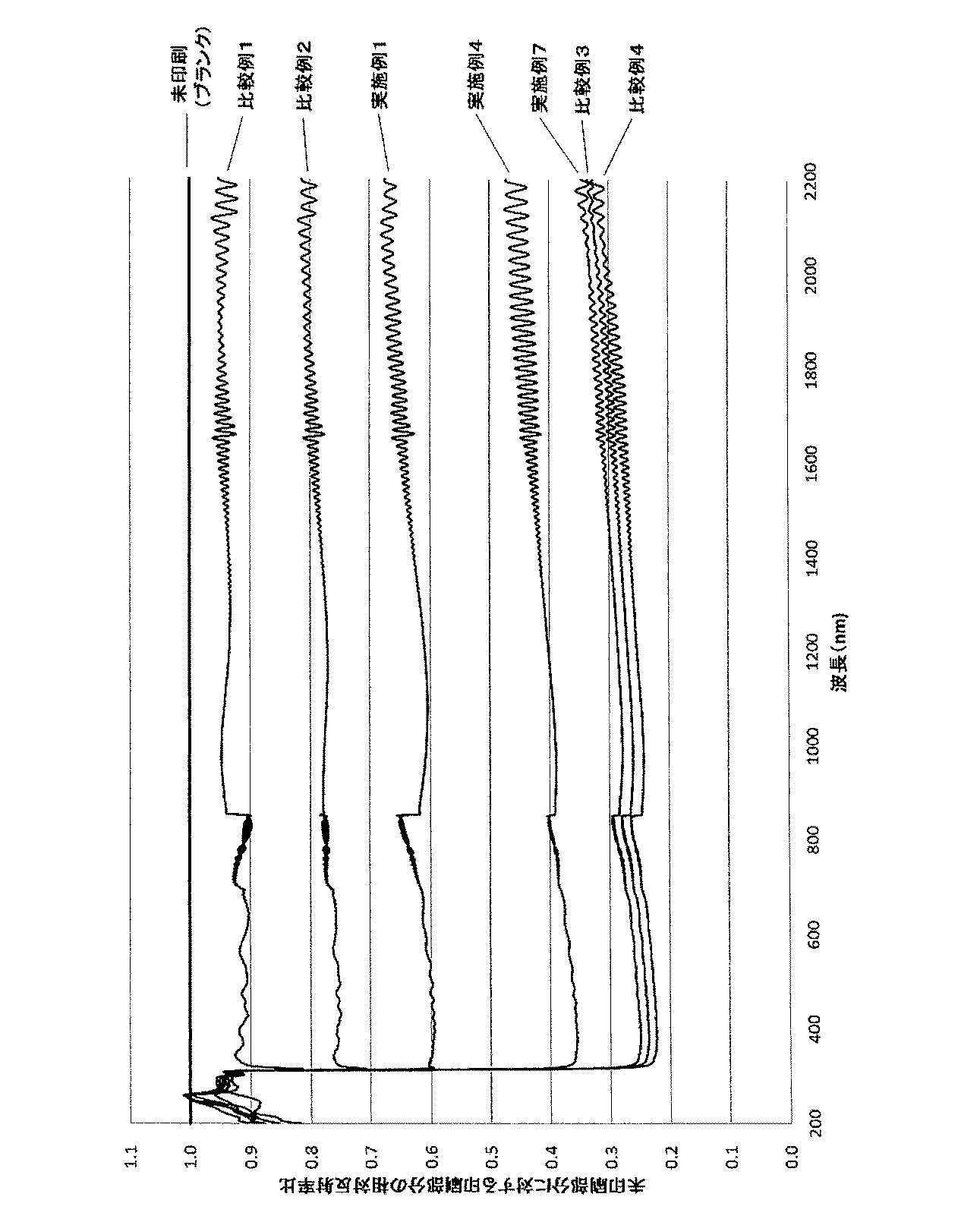
この測定結果から、上記蒸着ポリエステルフィルム(未印刷部分)に対する反射率測定用サンプル(印刷部分)の相対反射率比が、図4に示されている。
図4の結果から、上記実施例1、実施例4、実施例7の本考案の光輝性装飾シートにおける未印刷部分に対する印刷部分(マット調の金属光沢部)の相対反射率比は、特に可視光領域である380nm〜780nmの波長範囲内における平均値が0.26〜0.68の範囲であることがわかった。
[Matte-like metallic glossy part with a cured resin layer to unprinted parts (mirror-like metallic glossy part without a cured resin layer) when the content of the matting agent (silica particles) is changed Measurement of relative reflectance ratio of
Each of the inks having the compositions of Example 1, Example 4, Example 7, and Comparative Examples 1 to 4 was applied to one side (back side) of the polyester film (coating thickness: 2 to 3 μm) and dried. Then, a cured resin layer was formed, and then a light reflecting layer was formed by vapor-depositing aluminum on the cured resin layer by a vacuum deposition method, and a sample for reflectance measurement was produced. Moreover, the vapor deposition polyester film which provided only the aluminum vapor deposition layer in one side (back side) of the said polyester film was produced as a control sample.
And about the said sample for reflectance measurement, the relative reflectance ratio (The reflectance of a vapor deposition polyester film is set to 1.0) with respect to the reflectance of the said vapor deposition polyester film was measured.
In the case of the above measurement, an ultraviolet-visible near-infrared spectrophotometer V-570 (JASCO Corporation) and a one-time reflection measurement apparatus (JASCO Corporation) were used. At the time of measurement, first, a standard mirror (aluminum vapor deposition plane mirror) is placed on the reference side sample stage in the reflection measurement unit, the above-mentioned vapor deposited polyester film is placed on the sample side sample stage, and then the baseline is measured. Measurement was performed by replacing the vapor-deposited polyester film on the sample side sample stage with each sample for reflectance measurement.
The measurement conditions are as follows.
(Measurement conditions) Metering mode:% R, spectral bandwidth [UV: 2nm NIR: 8nm], response: Fast, wavelength scanning range: 2200-200nm, scanning speed: 400nm / min
From this measurement result, the relative reflectance ratio of the reflectance measurement sample (printed portion) to the vapor-deposited polyester film (unprinted portion) is shown in FIG.
From the results shown in FIG. 4, the relative reflectance ratio of the printed portion (matte metallic glossy portion) to the unprinted portion in the glittering decorative sheet of the present invention of Examples 1, 4 and 7 is particularly visible. It was found that the average value within the wavelength range of 380 nm to 780 nm, which is the optical region, was in the range of 0.26 to 0.68.
〔本考案の光輝性装飾シートの製造例1〕
上記実施例6の組成を有するインキ(アクリル系透明樹脂成分の固形分100重量部に対するマット剤(シリカ粒子)の含有割合14.0重量部)を用いて、厚さ50μmの上記ポリエステルフィルムの一方の面(裏面側)に、未塗布部分として直径約1mmのドットが規則正しく配置されるように、当該ドット以外の部分を塗布し、乾燥を行い、硬化樹脂層(層厚2〜3μm)を形成した。そして、この硬化樹脂層が形成されたフィルムの全面に、真空蒸着法によりアルミニウムを蒸着して光反射層を形成し、図1に示される層構成を有した本考案の光輝性装飾シートを製造した。
この光輝性装飾シートをポリエステルフィルムの表面側から観察した際には、硬化樹脂層が存在する部分がマット調の金属光沢となり、硬化樹脂層が存在していない部分が鏡面調の金属光沢となり、つや消し銀の上に光沢のあるドットが整然と並んだ高い意匠性と立体感(奥行き感)をもたらす光輝性装飾シートであることが確認された。
[Production example 1 of glittering decorative sheet of the present invention]
One of the polyester films having a thickness of 50 μm using the ink having the composition of Example 6 (content ratio of matting agent (silica particles) based on 100 parts by weight of the solid content of the acrylic transparent resin component) of 14.0 parts by weight) Apply a portion other than the dots so that dots with a diameter of about 1 mm are regularly arranged as uncoated portions on the surface (back side) of the surface and dry to form a cured resin layer (layer thickness of 2 to 3 μm) did. Then, a light reflecting layer is formed by vapor-depositing aluminum on the entire surface of the film on which the cured resin layer is formed by a vacuum deposition method, and the glittering decorative sheet having the layer structure shown in FIG. 1 is manufactured. did.
When this glittering decorative sheet is observed from the surface side of the polyester film, the portion where the cured resin layer is present is a matte metallic luster, the portion where the cured resin layer is not present is a specular metallic luster, It was confirmed to be a glittering decorative sheet that has high designability and three-dimensionality (depth feeling) in which glossy dots are regularly arranged on matte silver.
〔本考案の光輝性装飾シートの製造例2〕
上記製造例1で製造した光輝性装飾シートの光反射層(アルミニウム蒸着層)の表面に、当該光反射層の全面を覆うようにして市販のアクリル系粘着剤(強粘着タイプ)を塗布し、粘着剤層を設けた。そして更に、この粘着剤層の表面を覆うようにして市販の剥離ライナー(上質紙ベース剥離紙)を積層し、図2に示される層構成を有した本考案の光輝性装飾シートを製造した。
この光輝性装飾シートの場合は、裏面側に積層された剥離ライナーを剥離することによって、所望の被着対象物に対してシートを貼着することができた。
[Production example 2 of glittering decorative sheet of the present invention]
On the surface of the light reflection layer (aluminum vapor deposition layer) of the glittering decorative sheet produced in Production Example 1, a commercially available acrylic pressure-sensitive adhesive (strong adhesion type) was applied so as to cover the entire surface of the light reflection layer, An adhesive layer was provided. Further, a commercially available release liner (quality paper base release paper) was laminated so as to cover the surface of the pressure-sensitive adhesive layer, and the glittering decorative sheet of the present invention having the layer structure shown in FIG. 2 was produced.
In the case of this glittering decorative sheet, the sheet could be adhered to a desired object by peeling off the release liner laminated on the back side.
〔本考案の光輝性装飾シートの製造例3〕
上記製造例2で製造した光輝性装飾シートの透明基材シートの他方の面(表面側)に、市販のウレタン系透明着色インキを絵柄状に塗布することにより印刷インク層を形成し、更にこの印刷インク層を保護するために、透明ラミネート基材(PET、厚さ:25μm)に市販のアクリル系粘着剤が塗布されたラミネート材を積層して、図3に示される層構成を有した本考案の光輝性装飾シートを製造した。
この光輝性装飾シートの場合、鏡面調の金属光沢とマット調の金属光沢が同時に観察されると共に、印刷インク層の下層に位置する光反射層によって印刷インク層にも光輝性が付与され、金属光沢を有した絵柄が立体的に観察され、非常に優れた意匠性を有するものであることが確認された。
[Production example 3 of the glittering decorative sheet of the present invention]
A printing ink layer is formed by applying a commercially available urethane-based transparent colored ink in a pattern on the other side (front side) of the transparent base sheet of the glittering decorative sheet produced in Production Example 2 above. In order to protect the printing ink layer, a laminate having a layer structure shown in FIG. 3 is formed by laminating a laminate material obtained by applying a commercially available acrylic adhesive on a transparent laminate base material (PET, thickness: 25 μm). The inventive glittering decorative sheet was produced.
In the case of this glittering decorative sheet, a mirror-like metallic luster and a matte metallic luster are observed simultaneously, and the light reflecting layer located under the printing ink layer also imparts glitter to the printing ink layer. A glossy pattern was observed three-dimensionally, and it was confirmed that the design had very good design properties.
本考案の光輝性装飾シートは、硬化樹脂層が設けられている部分と、設けられていない部分が存在することにより、当該シートの外部から入った光の反射状態及び散乱状態に差が生じて、鏡面調の金属光沢とマット調の金属光沢が同時に観察され、立体的な奥行き感を有する高い意匠性を兼ね備えている。そして、このような光輝性装飾シートの裏面側に粘着加工を施すことによって、種々の対象物に簡単に貼着可能な装飾性に優れたラベルやステッカー等として広く利用することができる。 The glittering decorative sheet of the present invention has a portion in which a cured resin layer is provided and a portion in which a cured resin layer is not provided, which causes a difference in the reflection state and scattering state of light entering from the outside of the sheet. A mirror-like metallic luster and a matte metallic luster are observed at the same time, and it has a high design with a three-dimensional depth. And by giving an adhesive process to the back surface side of such a glittering decorative sheet, it can be widely used as a label, a sticker or the like having excellent decorative properties that can be easily attached to various objects.
1 透明基材シート
2 硬化樹脂層
3 光反射層(金属蒸着層)
4 粘着剤層
5 剥離ライナー
6 印刷インク層
7 粘着剤層
8 透明ラミネート基材
DESCRIPTION OF
4
Claims (6)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017000046U JP3209532U (en) | 2017-01-11 | 2017-01-11 | Glitter decorative sheet |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017000046U JP3209532U (en) | 2017-01-11 | 2017-01-11 | Glitter decorative sheet |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP3209532U true JP3209532U (en) | 2017-03-23 |
Family
ID=58363288
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017000046U Active JP3209532U (en) | 2017-01-11 | 2017-01-11 | Glitter decorative sheet |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3209532U (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019214414A (en) * | 2018-06-14 | 2019-12-19 | 大日本印刷株式会社 | Metal-like packaging material and packaging container |
| JP2019214413A (en) * | 2018-06-14 | 2019-12-19 | 大日本印刷株式会社 | Metal-like packaging material and packaging container |
| CN110920200A (en) * | 2019-12-27 | 2020-03-27 | 重庆巧琢工贸发展有限公司 | Food packaging composite film with local matte effect |
-
2017
- 2017-01-11 JP JP2017000046U patent/JP3209532U/en active Active
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019214414A (en) * | 2018-06-14 | 2019-12-19 | 大日本印刷株式会社 | Metal-like packaging material and packaging container |
| JP2019214413A (en) * | 2018-06-14 | 2019-12-19 | 大日本印刷株式会社 | Metal-like packaging material and packaging container |
| JP2022186765A (en) * | 2018-06-14 | 2022-12-15 | 大日本印刷株式会社 | Metal tone packaging material and packaging container |
| JP2022191366A (en) * | 2018-06-14 | 2022-12-27 | 大日本印刷株式会社 | Metal-like packaging material and packaging container |
| JP7437111B2 (en) | 2018-06-14 | 2024-02-22 | 大日本印刷株式会社 | Metal-like packaging materials and packaging containers |
| JP7437110B2 (en) | 2018-06-14 | 2024-02-22 | 大日本印刷株式会社 | Metal-like packaging materials and packaging containers |
| CN110920200A (en) * | 2019-12-27 | 2020-03-27 | 重庆巧琢工贸发展有限公司 | Food packaging composite film with local matte effect |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109562599B (en) | Decorative film and article having decorative film attached thereto | |
| JP3929082B2 (en) | Decorative sheet and method for producing the same | |
| JP5683495B2 (en) | PRINTABLE MULTILAYER SHEET HAVING SOFT OR SILK FEEL AND METHOD FOR PRODUCING THE SHEET | |
| JP5381963B2 (en) | Low gloss metallic luster decorative sheet and laminate obtained by laminating it | |
| US20110159243A1 (en) | Decorating material with cubic effect | |
| JP3209532U (en) | Glitter decorative sheet | |
| JP6413188B2 (en) | Decorative sheet | |
| JP2018509311A (en) | Method for the generation of a pattern having a three-dimensional appearance in a coating | |
| JP6745189B2 (en) | Method for manufacturing synthetic resin molded body | |
| JP2015214031A (en) | Transfer film and decorative molding | |
| JP2002187238A (en) | Bright laminated sheet | |
| JP7404655B2 (en) | Metallic decorative sheets, metallic decorative boards, and metallic decorative parts | |
| JPH06184952A (en) | Sueded decorative sheet and its production | |
| JP7400460B2 (en) | Metallic decorative sheet, metallic decorative molded body and display device using the same, and manufacturing method of metallic decorative sheet | |
| US20240010849A1 (en) | Decorative laminate including metallic layer and method for producing the same, and metallic coating composition | |
| JPH1076623A (en) | Decorative film | |
| KR101549727B1 (en) | Interior film and method for preparing the same | |
| JP7287016B2 (en) | decorative material | |
| WO2021132461A1 (en) | Metal tone decorative sheet and metal tone decorative molded body provided with metal tone decorative sheet | |
| JP6627354B2 (en) | Printed matter and container using the printed matter | |
| KR20030033441A (en) | A layer film sheet of intercepting light for personal computer printing | |
| JP2020045116A (en) | Packaging material, packaging bag using the packaging material and manufacturing method of the packaging material | |
| JPH04187500A (en) | Decorative sheet with recessed and projected patterns on top and rear surfaces and production thereof | |
| JP2019171810A (en) | Water pressure transfer film and method of manufacturing it | |
| JPH0948102A (en) | Designed composite mirror surface sheet |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A80 | Written request to apply exceptions to lack of novelty of invention |
Free format text: JAPANESE INTERMEDIATE CODE: A80 Effective date: 20170118 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3209532 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R323533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |