JP2025041239A - 樹脂組成物、樹脂組成物の製造方法、ペレット、成形品、キット、レーザー溶着品、および、レーザー溶着品の製造方法 - Google Patents
樹脂組成物、樹脂組成物の製造方法、ペレット、成形品、キット、レーザー溶着品、および、レーザー溶着品の製造方法 Download PDFInfo
- Publication number
- JP2025041239A JP2025041239A JP2023148415A JP2023148415A JP2025041239A JP 2025041239 A JP2025041239 A JP 2025041239A JP 2023148415 A JP2023148415 A JP 2023148415A JP 2023148415 A JP2023148415 A JP 2023148415A JP 2025041239 A JP2025041239 A JP 2025041239A
- Authority
- JP
- Japan
- Prior art keywords
- resin composition
- resin
- mass
- light
- composition according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Landscapes
- Processes Of Treating Macromolecular Substances (AREA)
- Polyamides (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Abstract
【課題】 難燃性に優れ、かつ、遮蔽性に優れ、さらに、レーザー溶着が可能な樹脂組成物、ならびに、樹脂組成物の製造方法、ペレット、成形品、キット、レーザー溶着品、および、レーザー溶着品の製造方法の提供。
【解決手段】 ポリアミド樹脂と、無水マレイン酸変性ポリフェニレンエーテル系樹脂と、フォスファゼン系難燃剤と、亜鉛金属酸化物と、ペリレン骨格を有する色素を含む、樹脂組成物であって、前記樹脂組成物を、1mm厚に成形したときの、ISO13468-2に従って測定した波長940nmにおける透過率が20%未満であり、波長800~1100nmの範囲の光源を用いるレーザー溶着用の樹脂組成物。
【選択図】 なし
【解決手段】 ポリアミド樹脂と、無水マレイン酸変性ポリフェニレンエーテル系樹脂と、フォスファゼン系難燃剤と、亜鉛金属酸化物と、ペリレン骨格を有する色素を含む、樹脂組成物であって、前記樹脂組成物を、1mm厚に成形したときの、ISO13468-2に従って測定した波長940nmにおける透過率が20%未満であり、波長800~1100nmの範囲の光源を用いるレーザー溶着用の樹脂組成物。
【選択図】 なし
Description
本発明は、樹脂組成物、樹脂組成物の製造方法、ペレット、成形品、キット、レーザー溶着品、および、レーザー溶着品の製造方法に関する。特に、ポリアミド樹脂を主要成分とするレーザー溶着用の樹脂組成物に関する。
代表的なエンジニアリングプラスチックであるポリアミド樹脂は、加工が容易であり、さらに、機械的物性、電気特性、耐熱性、その他の物理的・化学的特性に優れている。このため、車両部品、電気・電子機器部品、その他の精密機器部品等に幅広く使用されている。最近では形状の複雑な部品もポリアミド樹脂で製造されるようになって来ており、例えば、インテークマニホールドのような中空部を有する部品などの接着には、各種溶着技術、例えば、接着剤溶着、振動溶着、超音波溶着、熱板溶着、射出溶着、レーザー溶着技術などが使用されている。
しかしながら、接着剤による溶着は、硬化するまでの時間的ロスに加え、周囲の汚染などの環境負荷の問題がある。超音波溶着、熱板溶着などは、振動、熱による製品へのダメージや、摩耗粉やバリの発生により後処理が必要になるなどの問題が指摘されている。また、射出溶着は、特殊な金型や成形機が必要である場合が多く、さらに、材料の流動性が良くないと使用できないなどの問題がある。
一方、レーザー溶着は、特定の波長範囲のレーザー光に対して透過性(非吸収性、弱吸収性とも言う)を有する樹脂部材(以下、「光選択透過性樹脂部材」ということがある)と、レーザー光に対して吸収性を有する樹脂部材(以下、「吸収樹脂部材」と言うことがある)とを接触し溶着して、両樹脂部材を接合させる方法である。具体的には、光選択透過性樹脂部材側から特定の波長のレーザー光を接合面に照射して、接合面を形成する吸収樹脂部材をレーザー光のエネルギーで溶融させ接合する方法である。レーザー溶着は、摩耗粉やバリの発生が無く、製品へのダメージも少なく、さらに、ポリアミド樹脂自体、レーザー透過率が比較的高い材料であることから、ポリアミド樹脂成形品のレーザー溶着技術による加工が、最近注目されている。
上記光選択透過性樹脂部材は、通常、光選択透過性樹脂組成物から成形される。このような光選択透過性樹脂組成物として、特許文献1には、半芳香族ポリアミド樹脂25~50質量%と、臭素系難燃剤3~20質量%と、錫酸亜鉛1.5~10質量%と、光透過性色素を含む、ポリアミド樹脂組成物が記載されている。
ここで、上記樹脂組成物は難燃性に優れ、かつ、光線透過率が高い樹脂組成物であるが、ハロゲン系難燃剤以外の難燃剤を用いて難燃性を高めた樹脂組成物が求められる。また、遮蔽性を高めようとすると、レーザー透過性が低くなる傾向にある。
本発明は、かかる課題を解決することを目的としたものであって、難燃性に優れ、かつ、遮蔽性に優れ、さらに、レーザー溶着が可能な樹脂組成物、ならびに、樹脂組成物の製造方法、ペレット、成形品、キット、レーザー溶着品、および、レーザー溶着品の製造方法を提供することを目的とする。
本発明は、かかる課題を解決することを目的としたものであって、難燃性に優れ、かつ、遮蔽性に優れ、さらに、レーザー溶着が可能な樹脂組成物、ならびに、樹脂組成物の製造方法、ペレット、成形品、キット、レーザー溶着品、および、レーザー溶着品の製造方法を提供することを目的とする。
上記課題のもと、本発明者が検討を行った結果、ポリアミド樹脂と、無水マレイン酸変性ポリフェニレンエーテル系樹脂と、フォスファゼン系難燃剤と、亜鉛金属酸化物と、ペリレン骨格を有する色素を含む樹脂組成物とすることにより、上記課題を解決しうることを見出した。
具体的には、下記手段により、上記課題は解決された。
<1>ポリアミド樹脂と、無水マレイン酸変性ポリフェニレンエーテル系樹脂と、フォスファゼン系難燃剤と、亜鉛金属酸化物と、ペリレン骨格を有する色素を含む、樹脂組成物であって、前記樹脂組成物を、1mm厚に成形したときの、ISO13468-2に従って測定した波長940nmにおける透過率が20%未満であり、波長800~1100nmの範囲の光源を用いるレーザー溶着用の樹脂組成物。
<2>前記ペリレン骨格を有する色素がナフチレンベンズイミダゾペリレン骨格を有する、<1>に記載の樹脂組成物。
<3>前記ポリアミド樹脂が、半芳香族ポリアミド樹脂を含む、<1>または<2>に記載の樹脂組成物。
<4>前記ポリアミド樹脂が、ジアミン由来の構成単位とジカルボン酸由来の構成単位を含み、前記ジアミン由来の構成単位の50モル%以上がキシリレンジアミンに由来し、前記ジカルボン酸由来の構成単位の50モル%以上が、炭素数4~20のα,ω-直鎖脂肪族ジカルボン酸に由来するポリアミド樹脂を含む、<1>~<3>のいずれか1つに記載の樹脂組成物。
<5>前記亜鉛金属酸化物がホウ酸亜鉛を含む、<1>~<4>のいずれか1つに記載の樹脂組成物。
<6>さらにガラスフィラーを含む、<1>~<5>のいずれか1つに記載の樹脂組成物。
<7>前記ペリレン骨格を有する色素がナフチレンベンズイミダゾペリレン骨格を有し、
前記ポリアミド樹脂が、ジアミン由来の構成単位とジカルボン酸由来の構成単位を含み、前記ジアミン由来の構成単位の50モル%以上がキシリレンジアミンに由来し、前記ジカルボン酸由来の構成単位の50モル%以上が、炭素数4~20のα,ω-直鎖脂肪族ジカルボン酸に由来するポリアミド樹脂を含み、
前記亜鉛金属酸化物がホウ酸亜鉛を含み、
さらにガラスフィラーを含む、<1>~<6>のいずれか1つに記載の樹脂組成物。
<8>フォスファゼン系難燃剤を、無水マレイン酸変性ポリフェニレンエーテル系樹脂を用いてマスターバッチ化した後、前記マスターバッチとポリアミド樹脂と混練することを含む、<1>~<7>のいずれか1つに記載の樹脂組成物の製造方法。
<9><1>~<7>のいずれか1つに記載の樹脂組成物のペレット。
<10><1>~<7>のいずれか1つに記載の樹脂組成物から形成された成形品。
<11><9>に記載のペレットから形成された成形品。
<12><1>~<7>のいずれか1つに記載の樹脂組成物と、熱可塑性樹脂と光吸収性色素とを含む光吸収性樹脂組成物とを有する、波長800~1100nmの範囲の光源を用いてレーザー溶着するためのキット。
<13><12>に記載のキットから形成されたレーザー溶着品。
<14><10>または<11>に記載の成形品と、熱可塑性樹脂と光吸収性色素とを含む光吸収性樹脂組成物から形成された成形品とを、レーザー溶着させることを含み、前記レーザー溶着に用いる光源は、波長800~1100nmの範囲のレーザーである、レーザー溶着品の製造方法。
具体的には、下記手段により、上記課題は解決された。
<1>ポリアミド樹脂と、無水マレイン酸変性ポリフェニレンエーテル系樹脂と、フォスファゼン系難燃剤と、亜鉛金属酸化物と、ペリレン骨格を有する色素を含む、樹脂組成物であって、前記樹脂組成物を、1mm厚に成形したときの、ISO13468-2に従って測定した波長940nmにおける透過率が20%未満であり、波長800~1100nmの範囲の光源を用いるレーザー溶着用の樹脂組成物。
<2>前記ペリレン骨格を有する色素がナフチレンベンズイミダゾペリレン骨格を有する、<1>に記載の樹脂組成物。
<3>前記ポリアミド樹脂が、半芳香族ポリアミド樹脂を含む、<1>または<2>に記載の樹脂組成物。
<4>前記ポリアミド樹脂が、ジアミン由来の構成単位とジカルボン酸由来の構成単位を含み、前記ジアミン由来の構成単位の50モル%以上がキシリレンジアミンに由来し、前記ジカルボン酸由来の構成単位の50モル%以上が、炭素数4~20のα,ω-直鎖脂肪族ジカルボン酸に由来するポリアミド樹脂を含む、<1>~<3>のいずれか1つに記載の樹脂組成物。
<5>前記亜鉛金属酸化物がホウ酸亜鉛を含む、<1>~<4>のいずれか1つに記載の樹脂組成物。
<6>さらにガラスフィラーを含む、<1>~<5>のいずれか1つに記載の樹脂組成物。
<7>前記ペリレン骨格を有する色素がナフチレンベンズイミダゾペリレン骨格を有し、
前記ポリアミド樹脂が、ジアミン由来の構成単位とジカルボン酸由来の構成単位を含み、前記ジアミン由来の構成単位の50モル%以上がキシリレンジアミンに由来し、前記ジカルボン酸由来の構成単位の50モル%以上が、炭素数4~20のα,ω-直鎖脂肪族ジカルボン酸に由来するポリアミド樹脂を含み、
前記亜鉛金属酸化物がホウ酸亜鉛を含み、
さらにガラスフィラーを含む、<1>~<6>のいずれか1つに記載の樹脂組成物。
<8>フォスファゼン系難燃剤を、無水マレイン酸変性ポリフェニレンエーテル系樹脂を用いてマスターバッチ化した後、前記マスターバッチとポリアミド樹脂と混練することを含む、<1>~<7>のいずれか1つに記載の樹脂組成物の製造方法。
<9><1>~<7>のいずれか1つに記載の樹脂組成物のペレット。
<10><1>~<7>のいずれか1つに記載の樹脂組成物から形成された成形品。
<11><9>に記載のペレットから形成された成形品。
<12><1>~<7>のいずれか1つに記載の樹脂組成物と、熱可塑性樹脂と光吸収性色素とを含む光吸収性樹脂組成物とを有する、波長800~1100nmの範囲の光源を用いてレーザー溶着するためのキット。
<13><12>に記載のキットから形成されたレーザー溶着品。
<14><10>または<11>に記載の成形品と、熱可塑性樹脂と光吸収性色素とを含む光吸収性樹脂組成物から形成された成形品とを、レーザー溶着させることを含み、前記レーザー溶着に用いる光源は、波長800~1100nmの範囲のレーザーである、レーザー溶着品の製造方法。
本発明により、難燃性に優れ、かつ、遮蔽性に優れ、さらに、レーザー溶着が可能な樹脂組成物、ならびに、樹脂組成物の製造方法、ペレット、成形品、キット、レーザー溶着品、および、レーザー溶着品の製造方法を提供可能になった。
以下、本発明を実施するための形態(以下、単に「本実施形態」という)について詳細に説明する。なお、以下の本実施形態は、本発明を説明するための例示であり、本発明は本実施形態のみに限定されない。
なお、本明細書において「~」とはその前後に記載される数値を下限値および上限値として含む意味で使用される。
本明細書において、各種物性値および特性値は、特に述べない限り、23℃におけるものとする。
なお、本明細書において「~」とはその前後に記載される数値を下限値および上限値として含む意味で使用される。
本明細書において、各種物性値および特性値は、特に述べない限り、23℃におけるものとする。
本明細書において、数平均分子量は、特に述べない限り、以下の方法で測定した値とする。
数平均分子量(Mn)の測定は、ゲルパーミエーションクロマトグラフィー(GPC)測定による標準ポリメチルメタクリレート(PMMA)換算値より求める。カラムとしては、充填剤として、スチレン系ポリマーを充填したものを2本用い、溶媒にはトリフルオロ酢酸ナトリウム濃度2mmol/Lのヘキサフルオロイソプロパノール(HFIP)を用い、樹脂濃度0.02質量%、カラム温度は40℃、流速0.3mL/分、屈折率検出器(RI)にて測定する。また、検量線は6水準のPMMAをHFIPに溶解させて測定する。
数平均分子量(Mn)の測定は、ゲルパーミエーションクロマトグラフィー(GPC)測定による標準ポリメチルメタクリレート(PMMA)換算値より求める。カラムとしては、充填剤として、スチレン系ポリマーを充填したものを2本用い、溶媒にはトリフルオロ酢酸ナトリウム濃度2mmol/Lのヘキサフルオロイソプロパノール(HFIP)を用い、樹脂濃度0.02質量%、カラム温度は40℃、流速0.3mL/分、屈折率検出器(RI)にて測定する。また、検量線は6水準のPMMAをHFIPに溶解させて測定する。
本明細書において、融点(Tm)は、特に述べない限り、示差走査熱量測定(DSC)に従い、ISO11357に準拠して、測定した値とする。示差走査熱量計を用い、樹脂を示差走査熱量計の測定パンに仕込み、窒素雰囲気下にて昇温速度10℃/分で融点を超える温度まで昇温し、急冷する前処理を行った後に測定を行う。測定条件は、昇温速度10℃/分で、280℃で5分保持した後、降温速度-5℃/分で100℃まで測定を行い、融点(Tm)を求める。
示差走査熱量計としては、島津製作所社(SHIMADZU CORPORATION)製「DSC-60」を用いる。
示差走査熱量計としては、島津製作所社(SHIMADZU CORPORATION)製「DSC-60」を用いる。
本明細書で示す規格で説明される測定方法等が年度によって異なる場合、特に述べない限り、2023年1月1日時点における規格に基づくものとする。
本実施形態の樹脂組成物は、ポリアミド樹脂と、無水マレイン酸変性ポリフェニレンエーテル系樹脂と、フォスファゼン系難燃剤と、亜鉛金属酸化物と、ペリレン骨格を有する色素を含む、樹脂組成物であって、前記樹脂組成物を、1mm厚に成形したときの、ISO13468-2に従って測定した波長940nmにおける透過率が20%未満であり、波長800~1100nmの範囲の光源を用いるレーザー溶着用の樹脂組成物であることを特徴とする。
このような構成とすることにより、難燃性に優れ、かつ、遮蔽性に優れ、さらに、レーザー溶着が可能な樹脂組成物を提供可能になる。
本実施形態の樹脂組成物においては、難燃性を高めるために、フォスファゼン系難燃剤と、亜鉛金属酸化物を配合している。しかしながら、フォスファゼン系難燃剤をポリアミド樹脂中で溶融混練することは困難であることが分かった。本実施形態においては、無水マレイン酸変性ポリフェニレンエーテル系樹脂を配合することにより、フォスファゼン系難燃剤を溶融混練できたと推測される。
一方、ペリレン骨格を有する色素を配合することにより、波長700~800nmの可視光の光線透過率を低くでき、遮蔽性に優れた樹脂組成物ができた一方、波長800~1100nmの範囲の光源を用いることにより、レーザー溶着を達成できたと推測される。
このような構成とすることにより、難燃性に優れ、かつ、遮蔽性に優れ、さらに、レーザー溶着が可能な樹脂組成物を提供可能になる。
本実施形態の樹脂組成物においては、難燃性を高めるために、フォスファゼン系難燃剤と、亜鉛金属酸化物を配合している。しかしながら、フォスファゼン系難燃剤をポリアミド樹脂中で溶融混練することは困難であることが分かった。本実施形態においては、無水マレイン酸変性ポリフェニレンエーテル系樹脂を配合することにより、フォスファゼン系難燃剤を溶融混練できたと推測される。
一方、ペリレン骨格を有する色素を配合することにより、波長700~800nmの可視光の光線透過率を低くでき、遮蔽性に優れた樹脂組成物ができた一方、波長800~1100nmの範囲の光源を用いることにより、レーザー溶着を達成できたと推測される。
<ポリアミド樹脂>
本実施形態の樹脂組成物は、ポリアミド樹脂を含む。
本実施形態で用いるポリアミド樹脂は、その種類を特に定めるものではなく、脂肪族ポリアミド樹脂であっても、半芳香族ポリアミド樹脂であってもよく、半芳香族ポリアミド樹脂を含むことが好ましい。
脂肪族ポリアミド樹脂としては、ポリアミド4、ポリアミド46、ポリアミド6、ポリアミド66、ポリアミド666、ポリアミド610、ポリアミド11、ポリアミド12等が例示される。
半芳香族ポリアミド樹脂としては、ジアミン由来の構成単位とジカルボン酸由来の構成単位を含み、ジアミン由来の構成単位およびジカルボン酸由来の構成単位の合計構成単位の20~80モル%(好ましくは30~80モル%、より好ましくは40~70モル%)が芳香環を含む構成単位であるポリアミド樹脂が例示される。このような半芳香族ポリアミド樹脂を用いることにより、得られる樹脂成形品の機械的強度を高くすることができる。半芳香族ポリアミド樹脂としては、テレフタル酸系ポリアミド樹脂(ポリアミド6T、ポリアミド6T/6I、ポリアミド9T、ポリアミド10T)、後述するキシリレンジアミン系ポリアミド樹脂などが例示される。
本実施形態の樹脂組成物は、ポリアミド樹脂を含む。
本実施形態で用いるポリアミド樹脂は、その種類を特に定めるものではなく、脂肪族ポリアミド樹脂であっても、半芳香族ポリアミド樹脂であってもよく、半芳香族ポリアミド樹脂を含むことが好ましい。
脂肪族ポリアミド樹脂としては、ポリアミド4、ポリアミド46、ポリアミド6、ポリアミド66、ポリアミド666、ポリアミド610、ポリアミド11、ポリアミド12等が例示される。
半芳香族ポリアミド樹脂としては、ジアミン由来の構成単位とジカルボン酸由来の構成単位を含み、ジアミン由来の構成単位およびジカルボン酸由来の構成単位の合計構成単位の20~80モル%(好ましくは30~80モル%、より好ましくは40~70モル%)が芳香環を含む構成単位であるポリアミド樹脂が例示される。このような半芳香族ポリアミド樹脂を用いることにより、得られる樹脂成形品の機械的強度を高くすることができる。半芳香族ポリアミド樹脂としては、テレフタル酸系ポリアミド樹脂(ポリアミド6T、ポリアミド6T/6I、ポリアミド9T、ポリアミド10T)、後述するキシリレンジアミン系ポリアミド樹脂などが例示される。
本実施形態においては、ジアミン由来の構成単位とジカルボン酸由来の構成単位を含み、ジアミン由来の構成単位の50モル%以上がキシリレンジアミンに由来し、ジカルボン酸由来の構成単位の50モル%以上が炭素数4~20のα,ω-直鎖脂肪族ジカルボン酸に由来するポリアミド樹脂(以下、「キシリレンジアミン系ポリアミド樹脂」ということがある)が好ましい。
キシリレンジアミン系ポリアミド樹脂のジアミン由来の構成単位は、より好ましくは60モル%以上、さらに好ましくは70モル%以上、一層好ましくは80モル%以上、より一層好ましくは90モル%以上、さらに一層好ましくは95モル%以上が、特に一層好ましくは99モル%以上が、キシリレンジアミン(好ましくはパラキシリレンジアミンおよび/またはメタキシリレンジアミン)に由来する。
キシリレンジアミンは、パラキシリレンジアミンおよび/またはメタキシリレンジアミンが好ましい。前記キシリレンジアミンが0~100モル%のメタキシリレンジアミンと、100~0モル%のパラキシリレンジアミン(ただし、メタキシリレンジアミンとパラキシリレンジアミンの合計が100モル%を超えることはない)を含むことが好ましく、0~90モル%のメタキシリレンジアミンと、100~10モル%のパラキシリレンジアミンを含むことがより好ましく、10~90モル%のメタキシリレンジアミンと、90~10モル%のパラキシリレンジアミンを含むことがさらに好ましく、20~90モル%のメタキシリレンジアミンと、80~10モル%のパラキシリレンジアミンを含むことが一層好ましく、50~90モル%のメタキシリレンジアミンと、10~50モル%のパラキシリレンジアミンを含むことがより一層好ましく、50~80モル%のメタキシリレンジアミンと、50~20モル%のパラキシリレンジアミンを含むことがさらに一層好ましい。
キシリレンジアミン系ポリアミド樹脂は、パラキシリレンジアミン由来の構成単位とメタキシリレンジアミン由来の構成単位の合計が、ジアミン由来の構成単位の好ましくは80モル%以上、より好ましくは85モル%以上、さらに好ましくは90モル%以上、一層好ましくは95モル%以上、より一層好ましくは98モル%以上、さらに一層好ましくは99モル%以上を占めることが好ましい。前記パラキシリレンジアミン由来の構成単位とメタキシリレンジアミン由来の構成単位の合計の上限は100モル%である。
キシリレンジアミン系ポリアミド樹脂は、パラキシリレンジアミン由来の構成単位とメタキシリレンジアミン由来の構成単位の合計が、ジアミン由来の構成単位の好ましくは80モル%以上、より好ましくは85モル%以上、さらに好ましくは90モル%以上、一層好ましくは95モル%以上、より一層好ましくは98モル%以上、さらに一層好ましくは99モル%以上を占めることが好ましい。前記パラキシリレンジアミン由来の構成単位とメタキシリレンジアミン由来の構成単位の合計の上限は100モル%である。
キシリレンジアミン系ポリアミド樹脂の原料ジアミン成分として用いることができるメタキシリレンジアミンおよびパラキシリレンジアミン以外のジアミンとしては、テトラメチレンジアミン、ペンタメチレンジアミン、2-メチルペンタンジアミン、ヘキサメチレンジアミン、ヘプタメチレンジアミン、オクタメチレンジアミン、ノナメチレンジアミン、デカメチレンジアミン、ドデカメチレンジアミン、2,2,4-トリメチル-ヘキサメチレンジアミン、2,4,4-トリメチルヘキサメチレンジアミン等の脂肪族ジアミン、1,3-ビス(アミノメチル)シクロヘキサン、1,4-ビス(アミノメチル)シクロヘキサン、1,3-ジアミノシクロヘキサン、1,4-ジアミノシクロヘキサン、ビス(4-アミノシクロヘキシル)メタン、2,2-ビス(4-アミノシクロヘキシル)プロパン、ビス(アミノメチル)デカリン、ビス(アミノメチル)トリシクロデカン等の脂環式ジアミン、ビス(4-アミノフェニル)エーテル、パラフェニレンジアミン、ビス(アミノメチル)ナフタレン等の芳香環を有するジアミン等を例示することができ、1種または2種以上を混合して使用できる。
一方、キシリレンジアミン系ポリアミド樹脂のジカルボン酸由来の構成単位は、より好ましくは60モル%以上、さらに好ましくは70モル%以上、一層好ましくは80モル%以上、より一層好ましくは90モル%以上、さらに一層好ましくは95モル%以上が、特に一層好ましくは99モル%以上が、炭素数が4~20のα,ω-直鎖脂肪族ジカルボン酸である。前記炭素数が4~20のα,ω-直鎖脂肪族ジカルボン酸は、より好ましくは炭素数が9~20のα,ω-直鎖脂肪族ジカルボン酸、さらに好ましくは炭素数9~14のα,ω-直鎖脂肪族ジカルボン酸、より一層好ましくはセバシン酸および/または1,12-ドデカン二酸、さらに一層好ましくはセバシン酸に由来する。
キシリレンジアミン系ポリアミド樹脂の原料ジカルボン酸成分として用いるのに好ましい炭素数4~20のα,ω-直鎖脂肪族ジカルボン酸としては、例えば、コハク酸、グルタル酸、アジピン酸、ピメリン酸、スベリン酸、アゼライン酸、セバシン酸、ウンデカン二酸、1,12-ドデカン二酸等の脂肪族ジカルボン酸が例示でき、1種または2種以上を混合して使用できるが、これらの中でもポリアミド樹脂の融点が成形加工するのに適切な範囲となることから、セバシン酸および/または1,12-ドデカン二酸がより好ましく、セバシン酸がさらに好ましい。
本実施形態におけるキシリレンジアミン系ポリアミド樹脂の好ましい一実施形態としてジカルボン酸由来の構成単位の50モル%以上(好ましくは70モル%以上、より好ましくは90モル%以上)がセバシン酸および/または1,12-ドデカン二酸(好ましくはセバシン酸)に由来するものが例示される。
本実施形態におけるキシリレンジアミン系ポリアミド樹脂の好ましい一実施形態としてジカルボン酸由来の構成単位の50モル%以上(好ましくは70モル%以上、より好ましくは90モル%以上)がセバシン酸および/または1,12-ドデカン二酸(好ましくはセバシン酸)に由来するものが例示される。
上記以外のジカルボン酸成分としては、イソフタル酸、テレフタル酸、オルソフタル酸等のフタル酸化合物、1,2-ナフタレンジカルボン酸、1,3-ナフタレンジカルボン酸、1,4-ナフタレンジカルボン酸、1,5-ナフタレンジカルボン酸、1,6-ナフタレンジカルボン酸、1,7-ナフタレンジカルボン酸、1,8-ナフタレンジカルボン酸、2,3-ナフタレンジカルボン酸、2,6-ナフタレンジカルボン酸、2,7-ナフタレンジカルボン酸といったナフタレンジカルボン酸の異性体等を例示することができ、1種または2種以上を混合して使用できる。
なお、キシリレンジアミン系ポリアミド樹脂は、ジアミン由来の構成単位とジカルボン酸由来の構成単位を主成分として構成されるが、これら以外の構成単位を完全に排除するものではなく、ε-カプロラクタムやラウロラクタム等のラクタム類、アミノカプロン酸、アミノウンデカン酸等の脂肪族アミノカルボン酸類由来の構成単位を含んでいてもよいことは言うまでもない。ここで主成分とは、キシリレンジアミン系ポリアミド樹脂を構成する構成単位のうち、ジアミン由来の構成単位とジカルボン酸由来の構成単位の合計数が全構成単位のうち最も多いことをいう。本実施形態では、キシリレンジアミン系ポリアミド樹脂における、ジアミン由来の構成単位とジカルボン酸由来の構成単位の合計は、全構成単位の90質量%以上を占めることが好ましく、95質量%以上を占めることがより好ましく、97質量%以上を占めることがさらに好ましく、99質量%以上を占めることが一層好ましい。
キシリレンジアミン系ポリアミド樹脂の融点は、150℃以上であることが好ましく、180℃以上であることがより好ましく、200℃以上であることがさらに好ましく、また、350℃以下であることが好ましく、330℃以下であることがより好ましく、300℃であることがさらに好ましく、250℃であることが一層好ましく、240℃以下であることがより一層好ましく、230℃以下であることがさらに一層好ましく、225℃以下であることが特に一層好ましい。
キシリレンジアミン系ポリアミド樹脂は、数平均分子量(Mn)の下限が、6,000以上であることが好ましく、8,000以上であることがより好ましく、10,000以上であることがさらに好ましく、また、35,000以下が好ましく、30,000以下がより好ましく、25,000以下がさらに好ましく、20,000以下が一層好ましい。このような範囲であると、耐熱性、弾性率、寸法安定性、成形加工性がより良好となる。
本実施形態の樹脂組成物におけるポリアミド樹脂の含有量は、樹脂組成物100質量%中、20質量%以上であることが好ましく、25質量%以上であることがより好ましく、30質量%以上であることがさらに好ましい。前記下限値以上とすることにより、ガラスフィラーの配合率が高くなり、剛性や強度面で高い物性値が得られやすい傾向にある。また、本実施形態の樹脂組成物におけるポリアミド樹脂の含有量は、樹脂組成物中、70質量%以下であることが好ましく、50質量%以下であることがより好ましく、45質量%以下であることがさらに好ましく、40質量%以下であってもよい。前記上限値以下とすることにより、ガラスフィラーの配合率をある程度抑えることで流動性バランスを整えやすい傾向にある。
本実施形態の樹脂組成物は、ポリアミド樹脂を1種のみ含んでいてもよいし、2種以上含んでいてもよい。2種以上含む場合、合計量が上記範囲となることが好ましい。
本実施形態の樹脂組成物は、ポリアミド樹脂を1種のみ含んでいてもよいし、2種以上含んでいてもよい。2種以上含む場合、合計量が上記範囲となることが好ましい。
<無水マレイン酸変性ポリフェニレンエーテル系樹脂>
本実施形態の樹脂組成物は、無水マレイン酸変性ポリフェニレンエーテル系樹脂を含む。無水マレイン酸変性ポリフェニレンエーテル系樹脂を含むことにより、ポリアミド樹脂中でフォスファゼン系難燃剤を十分に溶融混練させることができる。
無水マレイン酸変性ポリフェニレンエーテル樹脂は、ポリフェニレンエーテル樹脂が無水マレイン酸変性されたものである。
また、本実施形態において、無水マレイン酸変性ポリフェニレンエーテル樹脂中の無水マレイン酸の量は、マレイン酸量換算で0.01~1.0質量%であることが好ましく、0.3~0.7質量%であることがより好ましい。このような範囲とすることにより、得られる成形品について、高い機械的強度を達成できる。
ここで、無水マレイン酸変性ポリフェニレンエーテル樹脂中の無水マレイン酸の量とは、ポリフェニレンエーテル樹脂を変性するために用いた無水マレイン酸がポリフェニレンエーテル樹脂と反応した量をマレイン酸量で換算した場合の質量を言う。
本実施形態の樹脂組成物は、無水マレイン酸変性ポリフェニレンエーテル系樹脂を含む。無水マレイン酸変性ポリフェニレンエーテル系樹脂を含むことにより、ポリアミド樹脂中でフォスファゼン系難燃剤を十分に溶融混練させることができる。
無水マレイン酸変性ポリフェニレンエーテル樹脂は、ポリフェニレンエーテル樹脂が無水マレイン酸変性されたものである。
また、本実施形態において、無水マレイン酸変性ポリフェニレンエーテル樹脂中の無水マレイン酸の量は、マレイン酸量換算で0.01~1.0質量%であることが好ましく、0.3~0.7質量%であることがより好ましい。このような範囲とすることにより、得られる成形品について、高い機械的強度を達成できる。
ここで、無水マレイン酸変性ポリフェニレンエーテル樹脂中の無水マレイン酸の量とは、ポリフェニレンエーテル樹脂を変性するために用いた無水マレイン酸がポリフェニレンエーテル樹脂と反応した量をマレイン酸量で換算した場合の質量を言う。
ポリフェニレンエーテル樹脂としては、例えば、ポリ(2,6-ジメチル-1,4-フェニレン)エ-テル、ポリ(2,6-ジエチル-1,4-フェニレン)エ-テル、ポリ(2,6-ジプロピル-1,4-フェニレン)エ-テル、ポリ(2-メチル-6-エチル-1,4-フェニレン)エ-テル、ポリ(2-メチル-6-プロピル-1,4-フェニレン)エ-テル等が挙げられ、特に、ポリ(2,6-ジメチル-1,4-フェニレン)エ-テルが好ましい。
ポリフェニレンエーテル樹脂は、クロロホルム中、温度30℃で測定した固有粘度が、好ましくは0.2~0.6dL/g、より好ましくは0.3~0.5dL/gである。固有粘度を0.2dL/g以上とすることにより、耐衝撃性がより向上し、0.6dL/g以下とすることにより、成形性や外観がより向上する傾向にある。なお、上記範囲内の固有粘度の調整は、異なる固有粘度のポリフェニレンエーテル樹脂2種以上を併用することにより行ってもよい。
ポリフェニレンエーテル樹脂は、クロロホルム中、温度30℃で測定した固有粘度が、好ましくは0.2~0.6dL/g、より好ましくは0.3~0.5dL/gである。固有粘度を0.2dL/g以上とすることにより、耐衝撃性がより向上し、0.6dL/g以下とすることにより、成形性や外観がより向上する傾向にある。なお、上記範囲内の固有粘度の調整は、異なる固有粘度のポリフェニレンエーテル樹脂2種以上を併用することにより行ってもよい。
本実施形態の樹脂組成物においては、ポリアミド樹脂と無水マレイン酸変性ポリフェニレンエーテル樹脂の質量比率が80/20~60/40であることが好ましい。本実施形態においては、ポリアミド樹脂と無水マレイン酸変性ポリフェニレンエーテル樹脂の質量比率は、80/20~65/35であることがより好ましく、80/20~70/30であることがさらに好ましく、78/22~72/28であることが一層好ましい。このような比率とすることにより、本発明の効果がより効果的に発揮される傾向にある。
本実施形態の樹脂組成物は、無水マレイン酸変性ポリフェニレンエーテル樹脂を1種のみ含んでいてもよいし、2種以上含んでいてもよい。2種以上含む場合は、合計量が上記範囲となることが好ましい。
本実施形態の樹脂組成物は、無水マレイン酸変性ポリフェニレンエーテル樹脂を1種のみ含んでいてもよいし、2種以上含んでいてもよい。2種以上含む場合は、合計量が上記範囲となることが好ましい。
本実施形態の樹脂組成物は、ポリアミド樹脂と無水マレイン酸変性ポリフェニレンエーテル樹脂の合計が、樹脂組成物に含まれる熱可塑性樹脂成分の90質量%以上を占めることが好ましく、95質量%以上を占めることがより好ましく、99質量%以上を占めることがさらに好ましい。
また、樹脂組成物中の熱可塑性樹脂成分(ポリアミド樹脂および無水マレイン酸変性ポリフェニレンエーテル樹脂、ならびに、必要に応じて配合される他の樹脂)の合計割合は、35質量%以上であることが好ましく、40質量%以上であることが好ましく、また、75質量%以下であることが好ましく、65質量%以下であることがより好ましく、55質量%以下であることがさらに好ましい。
また、樹脂組成物中の熱可塑性樹脂成分(ポリアミド樹脂および無水マレイン酸変性ポリフェニレンエーテル樹脂、ならびに、必要に応じて配合される他の樹脂)の合計割合は、35質量%以上であることが好ましく、40質量%以上であることが好ましく、また、75質量%以下であることが好ましく、65質量%以下であることがより好ましく、55質量%以下であることがさらに好ましい。
<フォスファゼン系難燃剤>
本実施形態の樹脂組成物は、フォスファゼン系難燃剤を含む。フォスファゼン系難燃剤を配合することにより、樹脂組成物の難燃性を高めることができる。
本実施形態で用いるフォスファゼン系難燃剤は、分子中に-P=N-結合を有する有機化合物であり、好ましくは、式(1)で表される環状フォスファゼン系難燃剤、式(2)で表される鎖状フォスファゼン系難燃剤、ならびに、前記フォスファゼン系難燃剤が架橋基によって架橋されてなる架橋フォスファゼン系難燃剤からなる群より選択される少なくとも1種であることが好ましい。架橋基としては、酸素原子が好ましい。架橋基は、式(1)で表される環状フォスファゼン系難燃剤(分子)のR1および/またはR2が他の分子(式(1)で表される環状フォスファゼン系難燃剤)のR1および/またはR2と、酸素原子によって架橋されていることがより好ましい。
本実施形態の樹脂組成物は、フォスファゼン系難燃剤を含む。フォスファゼン系難燃剤を配合することにより、樹脂組成物の難燃性を高めることができる。
本実施形態で用いるフォスファゼン系難燃剤は、分子中に-P=N-結合を有する有機化合物であり、好ましくは、式(1)で表される環状フォスファゼン系難燃剤、式(2)で表される鎖状フォスファゼン系難燃剤、ならびに、前記フォスファゼン系難燃剤が架橋基によって架橋されてなる架橋フォスファゼン系難燃剤からなる群より選択される少なくとも1種であることが好ましい。架橋基としては、酸素原子が好ましい。架橋基は、式(1)で表される環状フォスファゼン系難燃剤(分子)のR1および/またはR2が他の分子(式(1)で表される環状フォスファゼン系難燃剤)のR1および/またはR2と、酸素原子によって架橋されていることがより好ましい。
R5は、-N=P(OR3)3基、-N=P(OR4)3基、-N=P(O)OR3基、-N=P(O)OR4基から選ばれる少なくとも1種を示し、R6は、-P(OR3)4基、-P(OR4)4基、-P(O)(OR3)2基、-P(O)(OR4)2基から選ばれる少なくとも1種を示す。
式(1)および式(2)中、アルキル基としては、例えば、メチル基、エチル基、プロピル基、イソプロピル基、ブチル基、t-ブチル基、ペンチル基、ヘキシル基、オクチル基、デシル基、ドデシル等の炭素数1~15のアルキル基が挙げられ、メチル基、エチル基、プロピル基、イソプロピル基、ブチル基、t-ブチル基、ペンチル基、ヘキシル基等の炭素数1~6のアルキル基が好ましく、メチル基、エチル基、プロピル基等の炭素数1~4のアルキル基が特に好ましい。
シクロアルキル基としては、例えば、シクロペンチル基、シクロヘキシル基等の炭素数5~14のシクロアルキル基が挙げられ、炭素数5~8のシクロアルキル基が好ましい。
アルケニル基としては、例えば、ビニル基、アリル基等の炭素数2~8のアルケニル基が挙げられる。シクロアルケニル基としては、例えば、シクロペンチル基、シクロヘキシル基等の炭素数5~12のシクロアルケニル基が挙げられる。
アルキニル基としては、例えば、エチニル基、プロピニル基等の炭素数2~8のアルキニル基やエチニルベンゼン基等のアリール基を置換基として有するアルキニル基等も挙げられる。
アリール基としては、例えば、フェニル基、メチルフェニル(すなわち、トリル)基、ジメチルフェニル(すなわち、キシリル)基、トリメチルフェニル基、ナフチル基等の炭素数6~20のアリール基が挙げられるが、なかでも炭素数6~10のアリール基が好ましく、フェニル基が特に好ましい。
アルキルアリール基としては、例えば、ベンジル基、フェネチル基、フェニルプロピル基等の炭素数6~20のアラルキル基が挙げられるが、なかでも炭素数7~10のアラルキル基が好ましく、ベンジル基が特に好ましい。
なかでも、式(1)におけるR1およびR2、式(2)におけるR3およびR4が、アリール基、アリールアルキル基であるものが好ましい。このような芳香族フォスファゼン系難燃剤を用いることで、樹脂組成物の熱安定性をより効果的に高めることができる。このような観点より、上記R1、R2、R3およびR4は、アリール基であることがより好ましく、フェニル基であることが特に好ましい。
式(1)または式(2)で表されるフォスファゼン系難燃剤としては、例えば、フェノキシフォスファゼン、o-トリルオキシフォスファゼン、m-トリルオキシフォスファゼン、p-トリルオキシフォスファゼン等の(ポリ)トリルオキシフォスファゼン、o,m-キシリルオキシフォスファゼン、o,p-キシリルオキシフォスファゼン、m,p-キシリルオキシフォスファゼン等の(ポリ)キシリルオキシフォスファゼン、o,m,p-トリメチルフェニルオキシフォスファゼン、フェノキシo-トリルオキシフォスファゼン、フェノキシm-トリルオキシフォスファゼン、フェノキシp-トリルオキシフォスファゼン等の(ポリ)フェノキシトリルオキシフォスファゼン、フェノキシo,m-キシリルオキシフォスファゼン、フェノキシo,p-キシリルオキシフォスファゼン、フェノキシm,p-キシリルオキシフォスファゼン等(ポリ)フェノキシトリルオキシキシリルオキシフォスファゼン、フェノキシo,m,p-トリメチルフェニルオキシフォスファゼン等が例示できる。
式(1)で表される環状フォスファゼン系難燃剤としては、R1およびR2がフェニル基である環状フェノキシフォスファゼンが特に好ましい。このような環状フェノキシフォスファゼン系難燃剤としては、例えば、塩化アンモニウムと五塩化リンとを120~130℃の温度で反応させて得られる環状および直鎖状のクロロフォスファゼン混合物から、ヘキサクロロシクロトリフォスファゼン、オクタクロロシクロテトラフォスファゼン、デカクロロシクロペンタフォスファゼン等の環状のクロルフォスファゼンを取り出した後にフェノキシ基で置換して得られる、フェノキシシクロトリフォスファゼン、オクタフェノキシシクロテトラフォスファゼン、デカフェノキシシクロペンタフォスファゼン等の化合物が挙げられる。また、前記環状フェノキシフォスファゼン系難燃剤は、式(1)中のaが3~8の整数である化合物が好ましく、aの異なる化合物の混合物であってもよい。
上記aの平均は、3~5であることが好ましく、3~4であることがより好ましい。また、なかでも、a=3のものが50質量%以上、a=4のものが10~40質量%、a=5以上のものが合わせて30質量%以下である化合物の混合物が好ましい。
式(2)で表される鎖状フォスファゼン系難燃剤としては、R3およびR4がフェニル基である鎖状フェノキシフォスファゼン系難燃剤が特に好ましい。このような鎖状フェノキシフォスファゼン系難燃剤は、例えば、上記の方法で得られるヘキサクロロシクロトリフォスファゼンを220~250℃の温度で開還重合し、得られた重合度3~10000の直鎖状ジクロロフォスファゼンをフェノキシ基で置換することにより得られる化合物が挙げられる。前記直鎖状フェノキシフォスファゼン系難燃剤の、式(2)中のbは、好ましくは3~1000、より好ましくは3~100、さらに好ましくは3~25である。
架橋フォスファゼン系難燃剤としては、例えば、4,4’-スルホニルジフェニレン(すなわち、ビスフェノールS残基)の架橋構造を有する化合物、2,2-(4,4’-ジフェニレン)イソプロピリデン基の架橋構造を有する化合物、4,4’-オキシジフェニレン基の架橋構造を有する化合物、4,4’-チオジフェニレン基の架橋構造を有する化合物等の、4,4’-ジフェニレン基の架橋構造を有する化合物等が挙げられる。
また、架橋フォスファゼン系難燃剤としては、式(1)においてR1、R2がフェニル基である環状フェノキシフォスファゼン系難燃剤が上記架橋基によって架橋されてなる架橋フェノキシフォスファゼン系難燃剤、または、式(2)においてR3、R4がフェニル基である鎖状フェノキシフォスファゼン系難燃剤が上記架橋基によって架橋されてなる架橋フェノキシフォスファゼン系難燃剤が難燃性の点から好ましく、環状フェノキシフォスファゼン系難燃剤が上記架橋基によって架橋されてなる架橋フェノキシフォスファゼン系難燃剤がより好ましい。
本実施形態の樹脂組成物におけるフォスファゼン系難燃剤の含有量は、下限値が、樹脂組成物の1質量%以上であることが好ましく、2質量%以上であることがより好ましく、5質量%以上であることがさらに好ましく、7質量%以上であることが一層好ましい。上限としては、20質量%以下であることが好ましく、15質量%以下であることが好ましく、14質量%以下であることが一層好ましく、13質量%以下であることがより一層好ましく、12質量%以下であることがさらに一層好ましい。
本実施形態の樹脂組成物は、フォスファゼン系難燃剤を1種のみ含んでいてもよいし、2種以上含んでいてもよい。2種以上含む場合、合計量が上記範囲となることが好ましい。
本実施形態の樹脂組成物は、フォスファゼン系難燃剤を1種のみ含んでいてもよいし、2種以上含んでいてもよい。2種以上含む場合、合計量が上記範囲となることが好ましい。
本実施形態の樹脂組成物は、フォスファゼン系難燃剤以外の難燃剤を実質的に含まないことが好ましい。実質的に含まないとは、フォスファゼン系難燃剤以外の難燃剤の含有量が、フォスファゼン系難燃剤の配合量の10質量%以下であることをいい、5質量%以下であることが好ましく、1質量%以下であることがより好ましい。
<亜鉛金属酸化物>
本実施形態の樹脂組成物は、亜鉛金属酸化物を含む。亜鉛金属酸化物を配合することにより、樹脂組成物の難燃性を高めることができる。亜鉛金属酸化物は、ホウ酸亜鉛が好ましい。ホウ酸亜鉛は、酸化亜鉛とホウ酸とから得ることができ、例えば、ZnO・B2O3・2H2Oおよび2ZnO・3B2O3・3.5H2O等の水和物や無水物が挙げられる。
本実施形態の樹脂組成物は、亜鉛金属酸化物を含む。亜鉛金属酸化物を配合することにより、樹脂組成物の難燃性を高めることができる。亜鉛金属酸化物は、ホウ酸亜鉛が好ましい。ホウ酸亜鉛は、酸化亜鉛とホウ酸とから得ることができ、例えば、ZnO・B2O3・2H2Oおよび2ZnO・3B2O3・3.5H2O等の水和物や無水物が挙げられる。
本実施形態の樹脂組成物における亜鉛金属酸化物の含有量は、下限値が、樹脂組成物の3質量%以上であることが好ましく、4質量%以上であることがより好ましく、5質量%以上であることがさらに好ましく、7質量%以上であることが一層好ましく、8質量%以上であることがより一層好ましく、9質量%以上であることがさらに一層好ましい。上限としては、16質量%以下であることが好ましく、15質量%以下であることがより好ましく、14質量%以下であることがさらに好ましい。
本実施形態の樹脂組成物は、亜鉛金属酸化物を1種のみ含んでいてもよいし、2種以上含んでいてもよい。2種以上含む場合、合計量が上記範囲となることが好ましい。
本実施形態の樹脂組成物は、亜鉛金属酸化物以外の難燃助剤を実質的に含まないことが好ましい。実質的に含まないとは、亜鉛金属酸化物以外の難燃助剤の含有量が、亜鉛金属酸化物の配合量の10質量%以下であることをいい、5質量%以下であることが好ましく、1質量%以下であることがより好ましい。
本実施形態の樹脂組成物は、亜鉛金属酸化物を1種のみ含んでいてもよいし、2種以上含んでいてもよい。2種以上含む場合、合計量が上記範囲となることが好ましい。
本実施形態の樹脂組成物は、亜鉛金属酸化物以外の難燃助剤を実質的に含まないことが好ましい。実質的に含まないとは、亜鉛金属酸化物以外の難燃助剤の含有量が、亜鉛金属酸化物の配合量の10質量%以下であることをいい、5質量%以下であることが好ましく、1質量%以下であることがより好ましい。
<ペリレン骨格を有する色素>
本実施形態の樹脂組成物は、ペリレン骨格を有する色素(本明細書にいて、「ペリレン色素」ということがある)を含む。ペリレン色素は、好ましくは、黒色色素または黒紫色素である。ペリレン色素は、顔料であってもよいし、染料であってもよいが、好ましくは顔料である。
本実施形態で用いるペリレン骨格を有する色素は、ナフチレンベンズイミダゾペリレン骨格を有することが好ましく、1,8-ナフチレンベンズイミダゾペリレン骨格を有することがより好ましく、1,8-ナフチレンベンズイミダゾペリレンであることがさらに好ましい。
1,8-ナフチレンベンズイミダゾペリレンは、シス体とトランス体の混合物であることが好ましい。
本実施形態の樹脂組成物におけるペリレン骨格を有する色素の含有量は、樹脂組成物中、0.001質量%以上であることが好ましく、0.006質量%以上であることがより好ましく、さらには、0.018質量%以上、0.024質量%以上、0.030質量%以上、0.050質量%以上であってもよい。また、光透過性色素の含有量の上限値は、樹脂組成物の5.0質量%以下であることが好ましく、3.0質量%以下であることがより好ましく、1.0質量%以下であることが一層好ましく、0.50質量%以下であってもよい。
本実施形態の樹脂組成物は、ペリレン骨格を有する色素を1種のみ含んでいてもよいし、2種以上含んでいてもよい。2種以上含む場合は、合計量が上記範囲となることが好ましい。
また、本実施形態の樹脂組成物は、カーボンブラックを実質的に含まないことが好ましい。実質的に含まないとは、例えば、樹脂組成物の0.0001質量%以下であることをいう。
さらに、本実施形態の樹脂組成物は、ペリレン骨格を有する色素以外の光選択性透過色素を実質的に含まないことが好ましい。実質的に含まないとは、例えば、樹脂組成物の0.0001質量%以下であることをいう。
本実施形態の樹脂組成物は、ペリレン骨格を有する色素(本明細書にいて、「ペリレン色素」ということがある)を含む。ペリレン色素は、好ましくは、黒色色素または黒紫色素である。ペリレン色素は、顔料であってもよいし、染料であってもよいが、好ましくは顔料である。
本実施形態で用いるペリレン骨格を有する色素は、ナフチレンベンズイミダゾペリレン骨格を有することが好ましく、1,8-ナフチレンベンズイミダゾペリレン骨格を有することがより好ましく、1,8-ナフチレンベンズイミダゾペリレンであることがさらに好ましい。
1,8-ナフチレンベンズイミダゾペリレンは、シス体とトランス体の混合物であることが好ましい。
本実施形態の樹脂組成物におけるペリレン骨格を有する色素の含有量は、樹脂組成物中、0.001質量%以上であることが好ましく、0.006質量%以上であることがより好ましく、さらには、0.018質量%以上、0.024質量%以上、0.030質量%以上、0.050質量%以上であってもよい。また、光透過性色素の含有量の上限値は、樹脂組成物の5.0質量%以下であることが好ましく、3.0質量%以下であることがより好ましく、1.0質量%以下であることが一層好ましく、0.50質量%以下であってもよい。
本実施形態の樹脂組成物は、ペリレン骨格を有する色素を1種のみ含んでいてもよいし、2種以上含んでいてもよい。2種以上含む場合は、合計量が上記範囲となることが好ましい。
また、本実施形態の樹脂組成物は、カーボンブラックを実質的に含まないことが好ましい。実質的に含まないとは、例えば、樹脂組成物の0.0001質量%以下であることをいう。
さらに、本実施形態の樹脂組成物は、ペリレン骨格を有する色素以外の光選択性透過色素を実質的に含まないことが好ましい。実質的に含まないとは、例えば、樹脂組成物の0.0001質量%以下であることをいう。
<ガラスフィラー>
本実施形態の樹脂組成物は、ポリアミド樹脂100質量部に対し、ガラスフィラーを40~95質量部を含む。ガラスフィラーを含むことにより、得られる成形品について高い機械的強度を達成できる。
本実施形態の樹脂組成物で用いる含有され得るガラスフィラーは、カップリング剤等の表面処理剤によって、表面処理されたものを用いることがより好ましい。表面処理剤が付着したガラスフィラーは、耐久性、耐湿熱性、耐加水分解性、耐ヒートショック性に優れるので好ましい。
本実施形態の樹脂組成物は、ポリアミド樹脂100質量部に対し、ガラスフィラーを40~95質量部を含む。ガラスフィラーを含むことにより、得られる成形品について高い機械的強度を達成できる。
本実施形態の樹脂組成物で用いる含有され得るガラスフィラーは、カップリング剤等の表面処理剤によって、表面処理されたものを用いることがより好ましい。表面処理剤が付着したガラスフィラーは、耐久性、耐湿熱性、耐加水分解性、耐ヒートショック性に優れるので好ましい。
ガラスフィラーは、Aガラス、Cガラス、Eガラス、Sガラス、Rガラス、Mガラス、Dガラスなどのガラス組成からなり、特に、Eガラス(無アルカリガラス)が好ましい。
本実施形態の樹脂組成物に用いるガラスフィラーは、ガラス繊維、鱗片状ガラス、板状ガラス、ガラスビーズ等が例示され、ガラス繊維および鱗片状ガラスが好ましく、ガラス繊維がより好ましい。
ガラス繊維は、単繊維または単繊維を複数本撚り合わせたものであってもよい。
ガラス繊維の形態は、単繊維や単繊維を複数本撚り合わせたものを連続的に巻き取った「ガラスロービング」、長さ1~10mmに切りそろえた「チョップドストランド」、長さ10~500μmに粉砕した「ミルドファイバー」などのいずれであってもよい。かかるガラス繊維としては、旭ファイバーグラス社より、「グラスロンチョップドストランド」や「グラスロンミルドファイバー」の、日本電気硝子社製より、「Eガラスファイバーチョップドストランド」の商品名で市販されており、容易に入手可能である。ガラス繊維は、形態が異なるものを併用することもできる。
ガラス繊維は、単繊維または単繊維を複数本撚り合わせたものであってもよい。
ガラス繊維の形態は、単繊維や単繊維を複数本撚り合わせたものを連続的に巻き取った「ガラスロービング」、長さ1~10mmに切りそろえた「チョップドストランド」、長さ10~500μmに粉砕した「ミルドファイバー」などのいずれであってもよい。かかるガラス繊維としては、旭ファイバーグラス社より、「グラスロンチョップドストランド」や「グラスロンミルドファイバー」の、日本電気硝子社製より、「Eガラスファイバーチョップドストランド」の商品名で市販されており、容易に入手可能である。ガラス繊維は、形態が異なるものを併用することもできる。
また、本実施形態で用いるガラス繊維は、断面が円形であっても、非円形であってもよい。断面が非円形(特に扁平)であるガラス繊維を用いることにより、得られる成形品の反りをより効果的に抑制することができる。また、本実施形態では、断面が円形であるガラス繊維を用いても、金型温度が低くても結晶化が十分に進行するポリアミド樹脂を用いることで反りを効果的に抑制することができる。
本実施形態の樹脂組成物におけるガラスフィラーの含有量は、ポリアミド樹脂100質量部に対し、40質量部以上であることが好ましく、45質量部以上であることがより好ましく、50質量部以上であることがさらに好ましい。前記下限値以上とすることにより、ノッチ無しのシャルピー衝撃強さがより向上する傾向にある。また、前記ガラスフィラーの含有量の上限値は、ポリアミド樹脂100質量部に対し、95質量部以下であり、80質量部以下であることが好ましく、75質量部以下であることがより好ましく、70質量部以下であることがさらに好ましく、68質量部以下であることが一層好ましく、65質量部以下であることがより一層好ましい。前記上限値以下とすることにより、より良好な外観を保持することができる傾向にある。
本実施形態の樹脂組成物におけるガラスフィラーの含有量は、また、樹脂組成物100質量%中、20質量%以上であることが好ましく、25質量%以上であることがより好ましく、また、60質量%以下であることが好ましく、55質量%以下であることがより好ましく、さらには、53質量%以下、50質量%以下、45質量%以下、40質量%以下、35質量%以下であってもよい。
本実施形態の樹脂組成物は、ガラスフィラーを1種のみ含んでいてもよいし、2種以上含んでいてもよい。2種以上含む場合は、合計量が上記範囲となる。なお、本実施形態におけるガラスフィラーの含有量には、集束剤および表面処理剤の量を含める趣旨である。
本実施形態の樹脂組成物は、ガラスフィラーを1種のみ含んでいてもよいし、2種以上含んでいてもよい。2種以上含む場合は、合計量が上記範囲となる。なお、本実施形態におけるガラスフィラーの含有量には、集束剤および表面処理剤の量を含める趣旨である。
<核剤>
本実施形態の樹脂組成物は、核剤を含んでいてもよい。
核剤は、溶融加工時に未溶融であり、冷却過程において結晶の核となり得るものであれば、特に限定されないが、中でもタルクおよび炭酸カルシウムが好ましく、タルクがより好ましい。
核剤の数平均粒子径は、下限値が、0.1μm以上であることが好ましく、1μm以上であることがより好ましく、3μm以上であることがさらに好ましい。核剤の数平均粒子径は、上限値が、40μm以下であることが好ましく、30μm以下であることがより好ましく、28μm以下であることが一層好ましく、15μm以下であることがより一層好ましく、10μm以下であることがさらに一層好ましい。
本実施形態の樹脂組成物は、核剤を含んでいてもよい。
核剤は、溶融加工時に未溶融であり、冷却過程において結晶の核となり得るものであれば、特に限定されないが、中でもタルクおよび炭酸カルシウムが好ましく、タルクがより好ましい。
核剤の数平均粒子径は、下限値が、0.1μm以上であることが好ましく、1μm以上であることがより好ましく、3μm以上であることがさらに好ましい。核剤の数平均粒子径は、上限値が、40μm以下であることが好ましく、30μm以下であることがより好ましく、28μm以下であることが一層好ましく、15μm以下であることがより一層好ましく、10μm以下であることがさらに一層好ましい。
本実施形態の樹脂組成物における核剤の割合は、0.01~3質量%であることが好ましく、0.1質量%以上であることがより好ましく、また、2質量%以下であることがより好ましい。
本実施形態の樹脂組成物は、核剤を、1種のみ含んでいても、2種以上含んでいてもよい。2種以上含む場合、合計量が上記範囲となることが好ましい。
本実施形態の樹脂組成物は、核剤を、1種のみ含んでいても、2種以上含んでいてもよい。2種以上含む場合、合計量が上記範囲となることが好ましい。
<ヨウ化銅、ヨウ化カリウムおよび酸化セリウム>
本実施形態の樹脂組成物は、ヨウ化銅、ヨウ化カリウムおよび酸化セリウムの少なくとも1種を含むことが好ましく、ヨウ化銅およびヨウ化カリウムの少なくとも1種を含むことがより好ましい。ヨウ化銅を含むことにより、得られる成形品の耐熱性・耐熱老化性がより向上する傾向にある。また、ヨウ化カリウムを含むことにより、ポリアミド樹脂中で錯体を形成しやすくなり、樹脂の分解をより効果的に抑制できる傾向にある。すなわち、これらの成分を配合することにより、用途に応じた性能を付与することが可能になる。
本実施形態の樹脂組成物は、ヨウ化銅、ヨウ化カリウムおよび酸化セリウムの少なくとも1種を含むことが好ましく、ヨウ化銅およびヨウ化カリウムの少なくとも1種を含むことがより好ましい。ヨウ化銅を含むことにより、得られる成形品の耐熱性・耐熱老化性がより向上する傾向にある。また、ヨウ化カリウムを含むことにより、ポリアミド樹脂中で錯体を形成しやすくなり、樹脂の分解をより効果的に抑制できる傾向にある。すなわち、これらの成分を配合することにより、用途に応じた性能を付与することが可能になる。
本実施形態の樹脂組成物におけるヨウ化銅の割合は、樹脂組成物中、0.01質量%以上であることが好ましく、0.02質量%以上であることがより好ましく、また、2質量%以下であることが好ましく、1質量%以下であることがより好ましく、0.5質量%以下であることがさらに好ましく、0.3質量%以下であることが一層好ましい。
本実施形態の樹脂組成物におけるヨウ化カリウムの割合は、樹脂組成物中、0.01質量%以上であることが好ましく、0.02質量%以上であることがより好ましく、また、2質量%以下であることが好ましく、1質量%以下であることがより好ましく、0.5質量%以下であることがさらに好ましく、0.3質量%以下であることが一層好ましい。
本実施形態の樹脂組成物における酸化セリウムの割合は、樹脂組成物中、0.01質量%以上であることが好ましく、0.02質量%以上であることがより好ましく、また、2質量%以下であることが好ましく、1質量%以下であることがより好ましく、0.5質量%以下であることがさらに好ましく、0.3質量%以下であることが一層好ましい。
本実施形態の樹脂組成物におけるヨウ化カリウムの割合は、樹脂組成物中、0.01質量%以上であることが好ましく、0.02質量%以上であることがより好ましく、また、2質量%以下であることが好ましく、1質量%以下であることがより好ましく、0.5質量%以下であることがさらに好ましく、0.3質量%以下であることが一層好ましい。
本実施形態の樹脂組成物における酸化セリウムの割合は、樹脂組成物中、0.01質量%以上であることが好ましく、0.02質量%以上であることがより好ましく、また、2質量%以下であることが好ましく、1質量%以下であることがより好ましく、0.5質量%以下であることがさらに好ましく、0.3質量%以下であることが一層好ましい。
<離型剤>
本実施形態の樹脂組成物は、離型剤を含んでいてもよい。
離型剤としては、例えば、脂肪族カルボン酸、脂肪族カルボン酸の塩、脂肪族カルボン酸とアルコールとのエステル、数平均分子量200~15,000の脂肪族炭化水素化合物、ポリシロキサン系シリコーンオイル、ケトンワックス、脂肪酸アミドなどが挙げられ、脂肪族カルボン酸、脂肪族カルボン酸の塩、脂肪族カルボン酸とアルコールとのエステル、脂肪酸アミドが好ましく、脂肪族カルボン酸の塩および脂肪酸アミドがより好ましく、脂肪酸カルボン酸の塩がさらに好ましい。
離型剤の詳細は、特開2018-095706号公報の段落0055~0061の記載を参酌でき、これらの内容は本明細書に組み込まれる。
本実施形態の樹脂組成物が離型剤を含む場合、その含有量は、樹脂組成物中、0.05~3質量%であることが好ましく、0.1~1質量%であることがより好ましく、0.1~0.8質量%であることがさらに好ましい。
本実施形態の樹脂組成物は、離型剤を、1種のみ含んでいてもよいし、2種以上含んでいてもよい。2種以上含む場合、合計量が上記範囲となることが好ましい。
本実施形態の樹脂組成物は、離型剤を含んでいてもよい。
離型剤としては、例えば、脂肪族カルボン酸、脂肪族カルボン酸の塩、脂肪族カルボン酸とアルコールとのエステル、数平均分子量200~15,000の脂肪族炭化水素化合物、ポリシロキサン系シリコーンオイル、ケトンワックス、脂肪酸アミドなどが挙げられ、脂肪族カルボン酸、脂肪族カルボン酸の塩、脂肪族カルボン酸とアルコールとのエステル、脂肪酸アミドが好ましく、脂肪族カルボン酸の塩および脂肪酸アミドがより好ましく、脂肪酸カルボン酸の塩がさらに好ましい。
離型剤の詳細は、特開2018-095706号公報の段落0055~0061の記載を参酌でき、これらの内容は本明細書に組み込まれる。
本実施形態の樹脂組成物が離型剤を含む場合、その含有量は、樹脂組成物中、0.05~3質量%であることが好ましく、0.1~1質量%であることがより好ましく、0.1~0.8質量%であることがさらに好ましい。
本実施形態の樹脂組成物は、離型剤を、1種のみ含んでいてもよいし、2種以上含んでいてもよい。2種以上含む場合、合計量が上記範囲となることが好ましい。
<他の成分>
本実施形態の樹脂組成物は、本発明の趣旨を逸脱しない範囲で他の成分を含んでいてもよい。このような添加剤としては、光安定剤、酸化防止剤、紫外線吸収剤、蛍光増白剤、滴下防止剤、帯電防止剤、防曇剤、アンチブロッキング剤、流動性改良剤、可塑剤、分散剤、抗菌剤などが挙げられる。
なお、本実施形態の樹脂組成物は、各成分の合計が100質量%となるように、ポリアミド樹脂、無水マレイン酸変性ポリフェニレンエーテル系樹脂、フォスファゼン系難燃剤、亜鉛金属酸化物、ペリレン骨格を有する色素、ならびに、必要に応じ配合される他の成分の含有量等が調整される。本実施形態では、各成分の合計が100質量%となるように、ポリアミド樹脂、無水マレイン酸変性ポリフェニレンエーテル系樹脂、フォスファゼン系難燃剤、亜鉛金属酸化物、ペリレン骨格を有する色素、ならびに、離型剤、および、ガラス繊維の合計が樹脂組成物の99質量%以上を占める態様が例示される。
本実施形態の樹脂組成物は、本発明の趣旨を逸脱しない範囲で他の成分を含んでいてもよい。このような添加剤としては、光安定剤、酸化防止剤、紫外線吸収剤、蛍光増白剤、滴下防止剤、帯電防止剤、防曇剤、アンチブロッキング剤、流動性改良剤、可塑剤、分散剤、抗菌剤などが挙げられる。
なお、本実施形態の樹脂組成物は、各成分の合計が100質量%となるように、ポリアミド樹脂、無水マレイン酸変性ポリフェニレンエーテル系樹脂、フォスファゼン系難燃剤、亜鉛金属酸化物、ペリレン骨格を有する色素、ならびに、必要に応じ配合される他の成分の含有量等が調整される。本実施形態では、各成分の合計が100質量%となるように、ポリアミド樹脂、無水マレイン酸変性ポリフェニレンエーテル系樹脂、フォスファゼン系難燃剤、亜鉛金属酸化物、ペリレン骨格を有する色素、ならびに、離型剤、および、ガラス繊維の合計が樹脂組成物の99質量%以上を占める態様が例示される。
<樹脂組成物の物性>
本実施形態の樹脂組成物は、前記樹脂組成物を、1mm厚に成形したときの、ISO13468-2に従って測定した波長940nmにおける透過率が20%未満であり、
15%以下であることが好ましい。前記樹脂組成物を、1mm厚に成形したときの、ISO13468-2に従って測定した波長940nmにおける透過率の下限値としては、0%以上である。このような構成とすることにより、遮蔽性に優れた成形品が得られる。
また、本実施形態の樹脂組成物は、1mm厚に成形したときの、ISO13468-2に従って測定した波長1070nmにおける透過率が、20%以上であることが好ましく、40%以上であることがより好ましい。また、上限は特に定めるものではないが、50%以下であっても十分に要求性能を満たす。
前記光線透過率は後述する実施例の記載に従って測定される。
本実施形態の樹脂組成物は、0.75mm厚さに成形したときのUL-94燃焼試験に従って測定した難燃性がV-0を満たすことが好ましい。
前記難燃性は後述する実施例の記載に従って測定される。
本実施形態の樹脂組成物は、前記樹脂組成物を、1mm厚に成形したときの、ISO13468-2に従って測定した波長940nmにおける透過率が20%未満であり、
15%以下であることが好ましい。前記樹脂組成物を、1mm厚に成形したときの、ISO13468-2に従って測定した波長940nmにおける透過率の下限値としては、0%以上である。このような構成とすることにより、遮蔽性に優れた成形品が得られる。
また、本実施形態の樹脂組成物は、1mm厚に成形したときの、ISO13468-2に従って測定した波長1070nmにおける透過率が、20%以上であることが好ましく、40%以上であることがより好ましい。また、上限は特に定めるものではないが、50%以下であっても十分に要求性能を満たす。
前記光線透過率は後述する実施例の記載に従って測定される。
本実施形態の樹脂組成物は、0.75mm厚さに成形したときのUL-94燃焼試験に従って測定した難燃性がV-0を満たすことが好ましい。
前記難燃性は後述する実施例の記載に従って測定される。
<樹脂組成物の製造方法>
本実施形態の樹脂組成物の製造方法は、特に制限されないが、ベント口から脱揮できる設備を有する単軸または2軸の押出機を混練機として使用する方法が好ましい。ポリアミド樹脂、無水マレイン酸変性ポリフェニレンエーテル系樹脂、フォスファゼン系難燃剤と、亜鉛金属酸化物、ペリレン骨格を有する色素、ならびに、必要に応じて配合される他の添加剤を、混練機に一括して供給してもよいし、ポリアミド樹脂成分を供給した後、他の配合成分を順次供給してもよい。ガラスフィラーは、混練時に破砕するのを抑制するため、押出機の途中から供給することが好ましい。また、各成分から選ばれた2種以上の成分を予め混合、混練しておいてもよい。
本実施形態では、フォスファゼン系難燃剤を、無水マレイン酸変性ポリフェニレンエーテル系樹脂を用いてマスターバッチ化した後、前記マスターバッチとポリアミド樹脂と混練することも好ましい。このような構成とすることにより、フォスファゼン系難燃剤をポリアミド樹脂中に十分に分散させることができる。
本実施形態においては、さらに、亜鉛金属酸化物もフォスファゼン系難燃剤と共に、無水マレイン酸変性ポリフェニレンエーテル系樹脂を用いて、マスターバッチ化することが好ましい。
マスターバッチ中の無水マレイン酸変性ポリフェニレンエーテル系樹脂の量は、マスターバッチ全量を100質量部としたとき、10~50質量部であることが好ましく、20~45質量部であることがより好ましい。
また、マスターバッチ中のフォスファゼン系難燃剤の量は、マスターバッチ全量を100質量部としたとき、10~50質量部であることが好ましく、20~45質量部であることがより好ましい。
マスターバッチ化する亜鉛金属酸化物の量は、樹脂組成物に含まれるマスターバッチ全量を100質量部としたとき、10~50質量部であることが好ましく、15~40質量部であることがより好ましい。
なお、マスターバッチの合計量は100質量部を超えることはない。
本実施形態の樹脂組成物の製造方法は、特に制限されないが、ベント口から脱揮できる設備を有する単軸または2軸の押出機を混練機として使用する方法が好ましい。ポリアミド樹脂、無水マレイン酸変性ポリフェニレンエーテル系樹脂、フォスファゼン系難燃剤と、亜鉛金属酸化物、ペリレン骨格を有する色素、ならびに、必要に応じて配合される他の添加剤を、混練機に一括して供給してもよいし、ポリアミド樹脂成分を供給した後、他の配合成分を順次供給してもよい。ガラスフィラーは、混練時に破砕するのを抑制するため、押出機の途中から供給することが好ましい。また、各成分から選ばれた2種以上の成分を予め混合、混練しておいてもよい。
本実施形態では、フォスファゼン系難燃剤を、無水マレイン酸変性ポリフェニレンエーテル系樹脂を用いてマスターバッチ化した後、前記マスターバッチとポリアミド樹脂と混練することも好ましい。このような構成とすることにより、フォスファゼン系難燃剤をポリアミド樹脂中に十分に分散させることができる。
本実施形態においては、さらに、亜鉛金属酸化物もフォスファゼン系難燃剤と共に、無水マレイン酸変性ポリフェニレンエーテル系樹脂を用いて、マスターバッチ化することが好ましい。
マスターバッチ中の無水マレイン酸変性ポリフェニレンエーテル系樹脂の量は、マスターバッチ全量を100質量部としたとき、10~50質量部であることが好ましく、20~45質量部であることがより好ましい。
また、マスターバッチ中のフォスファゼン系難燃剤の量は、マスターバッチ全量を100質量部としたとき、10~50質量部であることが好ましく、20~45質量部であることがより好ましい。
マスターバッチ化する亜鉛金属酸化物の量は、樹脂組成物に含まれるマスターバッチ全量を100質量部としたとき、10~50質量部であることが好ましく、15~40質量部であることがより好ましい。
なお、マスターバッチの合計量は100質量部を超えることはない。
本実施形態の樹脂組成物を用いた成形品の製造方法は、特に制限されず、熱可塑性樹脂について一般に使用されている成形方法、すなわち、射出成形、中空成形、押出成形、プレス成形などの成形方法を適用することができる。この場合、特に好ましい成形方法は、流動性の良さから、射出成形である。射出成形に当たっては、樹脂温度を250~310℃にコントロールするのが好ましい。
<用途>
本実施形態の樹脂組成物は、波長800~1100nmの範囲の光源を用いるレーザー溶着用に用いられる。
また、本実施形態の樹脂組成物の一実施形態はペレットである。
また、本実施形態においては、成形品は、樹脂組成物ないしペレットから形成されることが好ましい。
本実施形態の樹脂組成物は、波長800~1100nmの範囲の光源を用いるレーザー溶着用に用いられる。
また、本実施形態の樹脂組成物の一実施形態はペレットである。
また、本実施形態においては、成形品は、樹脂組成物ないしペレットから形成されることが好ましい。
<キット>
本実施形態の樹脂組成物と、熱可塑性樹脂と光吸収性色素とを含む光吸収性樹脂組成物とは、波長800~1100nmの範囲の光源を用いてレーザー溶着するためのキットとして好ましく用いられる。前記光源の波長は、波長900~1100nmの範囲が好ましく、波長1000~1100nmの範囲がより好ましく、波長1050~1100nmの範囲がさらに好ましい。
すなわち、キットに含まれる本実施形態の樹脂組成物は、光選択透過性樹脂組成物としての役割を果たし、かかる光選択透過性樹脂組成物から形成された成形品は、レーザー溶着の際のレーザー光に対する光選択透過性樹脂部材となる。一方、光吸収性樹脂組成物から形成された成形品は、レーザー溶着の際のレーザー光に対する吸収樹脂部材となる。
本実施形態のキットからは、レーザー溶着品が形成される。
本実施形態の樹脂組成物と、熱可塑性樹脂と光吸収性色素とを含む光吸収性樹脂組成物とは、波長800~1100nmの範囲の光源を用いてレーザー溶着するためのキットとして好ましく用いられる。前記光源の波長は、波長900~1100nmの範囲が好ましく、波長1000~1100nmの範囲がより好ましく、波長1050~1100nmの範囲がさらに好ましい。
すなわち、キットに含まれる本実施形態の樹脂組成物は、光選択透過性樹脂組成物としての役割を果たし、かかる光選択透過性樹脂組成物から形成された成形品は、レーザー溶着の際のレーザー光に対する光選択透過性樹脂部材となる。一方、光吸収性樹脂組成物から形成された成形品は、レーザー溶着の際のレーザー光に対する吸収樹脂部材となる。
本実施形態のキットからは、レーザー溶着品が形成される。
<<光吸収性樹脂組成物>>
本実施形態で用いる光吸収性樹脂組成物は、熱可塑性樹脂と光吸収性色素とを含む。さらに、強化フィラー等の他の成分を含んでいてもよい。
熱可塑性樹脂は、ポリアミド樹脂、オレフィン系樹脂、ビニル系樹脂、スチレン系樹脂、アクリル系樹脂、ポリフェニレンエーテル樹脂、ポリエステル樹脂、ポリカーボネート樹脂、ポリアセタール樹脂等が例示され、光選択透過性樹脂組成物(本実施形態の樹脂組成物)との相溶性が良好な点から、特に、ポリアミド樹脂、ポリエステル樹脂、ポリカーボネート樹脂が好ましく、ポリアミド樹脂がさらに好ましい。また、熱可塑性樹脂は1種であってもよいし、2種以上であってもよい。
光吸収性樹脂組成物に用いるポリアミド樹脂としては、その種類等を定めるものではないが、上述のキシリレンジアミン系ポリアミド樹脂が好ましい。
強化フィラーは、ガラスフィラー(好ましくはガラス繊維)、炭素繊維、シリカ、アルミナ、カーボンブラックおよびレーザーを吸収する材料をコートした無機粉末等のレーザー光を吸収しうるフィラーが例示され、好ましくはガラスフィラーであり、より好ましくはガラス繊維である。ガラスフィラーは、上記本実施形態の樹脂組成物に配合してもよいガラスフィラーと同義であり、好ましい範囲も同様である。強化フィラーの含有量は、好ましくは20~70質量%であり、より好ましくは25~60質量%であり、さらに好ましくは30~55質量%である。
光吸収性色素としては、照射するレーザー光波長の範囲、例えば、本実施形態では、波長900nm~1100nmの範囲に吸収波長を持つ色素が含まれる。また、光吸収性色素には、例えば、ポリアミド樹脂100質量部に対し、0.3質量部配合し、光線透過率を測定したときに、透過率が30%未満、さらには、10%以下となる色素が含まれる。
光吸収性色素の具体例としては、無機顔料(カーボンブラック(例えば、アセチレンブラック、ランプブラック、サーマルブラック、ファーネスブラック、チャンネルブラック、ケッチェンブラックなど)などの黒色顔料、酸化鉄赤などの赤色顔料、モリブデートオレンジなどの橙色顔料、酸化チタンなどの白色顔料)、有機顔料(黄色顔料、橙色顔料、赤色顔料、青色顔料、緑色顔料など)などが挙げられる。なかでも、無機顔料は一般に隠ぺい力が強く好ましく、黒色顔料がさらに好ましい。これらの光吸収性色素は2種以上組み合わせて使用してもよい。光吸収性色素の含有量は、ポリアミド樹脂100質量部に対し0.01~30質量部であることが好ましい。
本実施形態で用いる光吸収性樹脂組成物は、熱可塑性樹脂と光吸収性色素とを含む。さらに、強化フィラー等の他の成分を含んでいてもよい。
熱可塑性樹脂は、ポリアミド樹脂、オレフィン系樹脂、ビニル系樹脂、スチレン系樹脂、アクリル系樹脂、ポリフェニレンエーテル樹脂、ポリエステル樹脂、ポリカーボネート樹脂、ポリアセタール樹脂等が例示され、光選択透過性樹脂組成物(本実施形態の樹脂組成物)との相溶性が良好な点から、特に、ポリアミド樹脂、ポリエステル樹脂、ポリカーボネート樹脂が好ましく、ポリアミド樹脂がさらに好ましい。また、熱可塑性樹脂は1種であってもよいし、2種以上であってもよい。
光吸収性樹脂組成物に用いるポリアミド樹脂としては、その種類等を定めるものではないが、上述のキシリレンジアミン系ポリアミド樹脂が好ましい。
強化フィラーは、ガラスフィラー(好ましくはガラス繊維)、炭素繊維、シリカ、アルミナ、カーボンブラックおよびレーザーを吸収する材料をコートした無機粉末等のレーザー光を吸収しうるフィラーが例示され、好ましくはガラスフィラーであり、より好ましくはガラス繊維である。ガラスフィラーは、上記本実施形態の樹脂組成物に配合してもよいガラスフィラーと同義であり、好ましい範囲も同様である。強化フィラーの含有量は、好ましくは20~70質量%であり、より好ましくは25~60質量%であり、さらに好ましくは30~55質量%である。
光吸収性色素としては、照射するレーザー光波長の範囲、例えば、本実施形態では、波長900nm~1100nmの範囲に吸収波長を持つ色素が含まれる。また、光吸収性色素には、例えば、ポリアミド樹脂100質量部に対し、0.3質量部配合し、光線透過率を測定したときに、透過率が30%未満、さらには、10%以下となる色素が含まれる。
光吸収性色素の具体例としては、無機顔料(カーボンブラック(例えば、アセチレンブラック、ランプブラック、サーマルブラック、ファーネスブラック、チャンネルブラック、ケッチェンブラックなど)などの黒色顔料、酸化鉄赤などの赤色顔料、モリブデートオレンジなどの橙色顔料、酸化チタンなどの白色顔料)、有機顔料(黄色顔料、橙色顔料、赤色顔料、青色顔料、緑色顔料など)などが挙げられる。なかでも、無機顔料は一般に隠ぺい力が強く好ましく、黒色顔料がさらに好ましい。これらの光吸収性色素は2種以上組み合わせて使用してもよい。光吸収性色素の含有量は、ポリアミド樹脂100質量部に対し0.01~30質量部であることが好ましい。
上記キットは、樹脂組成物中の光選択透過性色素および強化フィラーを除く成分と、光吸収性樹脂組成物中の光吸収性色素および強化フィラーを除く成分について、80質量%以上が共通することが好ましく、90質量%以上が共通することがより好ましく、95~100質量%が共通することが一層好ましい。
<<レーザー溶着方法>>
次に、レーザー溶着方法について説明する。本実施形態では、本実施形態の樹脂組成物から形成された成形品(光選択透過性樹脂部材)と、上記光吸収性樹脂組成物から形成された成形品(吸収樹脂部材)を、レーザー溶着させて成形品(レーザー溶着品)を製造することができる。レーザー溶着することによって光選択透過性樹脂部材と吸収樹脂部材を、接着剤を用いずに、強固に溶着することができる。ここで、前記レーザー溶着に用いる光源は、波長800~1100nmの範囲のレーザーである。
部材の形状は特に制限されないが、部材同士をレーザー溶着により接合して用いるため、通常、少なくとも面接触箇所(平面、曲面)を有する形状である。レーザー溶着では、光選択透過性樹脂部材を透過したレーザー光が、吸収樹脂部材に吸収されて、溶融し、両部材が溶着される。本実施形態の樹脂組成物から形成される成形品は、特定の波長のレーザー光に対する透過性が高いので、光選択透過性樹脂部材として好ましく用いることができる。ここで、レーザー光が透過する部材の厚み(レーザー光が透過する部分におけるレーザー透過方向の厚み)は、用途、樹脂組成物の組成その他を勘案して、適宜定めることができるが、例えば5mm以下であり、好ましくは4mm以下である。
次に、レーザー溶着方法について説明する。本実施形態では、本実施形態の樹脂組成物から形成された成形品(光選択透過性樹脂部材)と、上記光吸収性樹脂組成物から形成された成形品(吸収樹脂部材)を、レーザー溶着させて成形品(レーザー溶着品)を製造することができる。レーザー溶着することによって光選択透過性樹脂部材と吸収樹脂部材を、接着剤を用いずに、強固に溶着することができる。ここで、前記レーザー溶着に用いる光源は、波長800~1100nmの範囲のレーザーである。
部材の形状は特に制限されないが、部材同士をレーザー溶着により接合して用いるため、通常、少なくとも面接触箇所(平面、曲面)を有する形状である。レーザー溶着では、光選択透過性樹脂部材を透過したレーザー光が、吸収樹脂部材に吸収されて、溶融し、両部材が溶着される。本実施形態の樹脂組成物から形成される成形品は、特定の波長のレーザー光に対する透過性が高いので、光選択透過性樹脂部材として好ましく用いることができる。ここで、レーザー光が透過する部材の厚み(レーザー光が透過する部分におけるレーザー透過方向の厚み)は、用途、樹脂組成物の組成その他を勘案して、適宜定めることができるが、例えば5mm以下であり、好ましくは4mm以下である。
レーザー溶着に用いるレーザー光源は、上述のとおり、波長800~1100nmの範囲の光源であり、波長900~1100nmの範囲のレーザーが好ましく、波長1000~1100nmの範囲のレーザーがより好ましく、波長1050~1100nmのレーザーがさらに好ましい。
透過樹脂部材と吸収樹脂部材とは、公知のいずれのレーザー溶着法によって、レーザー溶着されてもよいが、ガルバノスキャニング式レーザー溶着に適している。ガルバノスキャニング式レーザー溶着とは、準同時溶着(Quasi-simultaneous welding)とも呼ばれ、内蔵のガルバノミラーでレーザー光を走査する方式である。ガルバノスキャニング式レーザー溶着を用いることにより、溶着部全体がほぼ同時に加熱されるため、得られるレーザー溶着品の残留応力が小さくなる傾向にある。
ガルバノスキャニング式レーザー溶着の詳細は、特開2022-11052号公報の記載を参酌でき、この内容は本明細書に組み込まれる。
透過樹脂部材と吸収樹脂部材とは、公知のいずれのレーザー溶着法によって、レーザー溶着されてもよいが、ガルバノスキャニング式レーザー溶着に適している。ガルバノスキャニング式レーザー溶着とは、準同時溶着(Quasi-simultaneous welding)とも呼ばれ、内蔵のガルバノミラーでレーザー光を走査する方式である。ガルバノスキャニング式レーザー溶着を用いることにより、溶着部全体がほぼ同時に加熱されるため、得られるレーザー溶着品の残留応力が小さくなる傾向にある。
ガルバノスキャニング式レーザー溶着の詳細は、特開2022-11052号公報の記載を参酌でき、この内容は本明細書に組み込まれる。
より具体的には、例えば、光選択透過性樹脂部材と吸収樹脂部材を溶着する場合、まず、両者の溶着する箇所同士を相互に接触させる。この時、両者の溶着箇所は面接触が望ましく、平面同士、曲面同士、または平面と曲面の組み合わせであってもよい。次いで、光選択透過性樹脂部材側からレーザー光を照射する。この時、必要によりレンズを利用して両者の界面にレーザー光を集光させてもよい。その集光ビームは、光選択透過性樹脂部材中を透過し、吸収樹脂部材の表面近傍で吸収されて発熱し溶融する。次にその熱は熱伝導によって光選択透過性樹脂部材にも伝わって溶融し、両者の界面に溶融プールを形成し、冷却後、両者が接合する。また、エネルギーダイレクターまたはリブ等突起物を有し、溶着時の沈み込み量を管理して溶着する方法もある。
このようにして光選択透過性樹脂部材と吸収樹脂部材を溶着された成形品は、高い溶着強度を有する。なお、本実施形態における成形品とは、完成品や部品の他、これらの一部分を成す部材も含む趣旨である。
このようにして光選択透過性樹脂部材と吸収樹脂部材を溶着された成形品は、高い溶着強度を有する。なお、本実施形態における成形品とは、完成品や部品の他、これらの一部分を成す部材も含む趣旨である。
本実施形態でレーザー溶着して得られた成形品は、種々の用途、例えば、各種保存容器、電気・電子機器部品、オフィスオートメート(OA)機器部品、家電機器部品、機械機構部品、車両機構部品などに適用できる。特に、食品用容器、薬品用容器、油脂製品容器、車両用中空部品(各種タンク、インテークマニホールド部品、カメラ筐体など)、車両用電装部品(各種コントロールユニット、イグニッションコイル部品など)、先進運転支援システム(ADAS)関連部品、モーター部品、各種センサー部品、コネクター部品、スイッチ部品、ブレーカー部品、リレー部品、コイル部品、トランス部品、ランプ部品などに好適に用いることができる。特に、本実施形態の樹脂組成物またはキットは、先進運転支援システム(ADAS)関連部品(特に車載カメラ部品)に適している。
ADAS(先進運転支援システム)に用いられる関連部品としては、画像データ用カメラ、距離データ用のライダーやミリ波レーダ部品、位置データ用のGPSやオドメーター部品、速度、加速度、姿勢データ用のIMU(Inertial Measurement Unit: 慣性計測ユニット)部品などが挙げられる。
ADAS(先進運転支援システム)に用いられる関連部品としては、画像データ用カメラ、距離データ用のライダーやミリ波レーダ部品、位置データ用のGPSやオドメーター部品、速度、加速度、姿勢データ用のIMU(Inertial Measurement Unit: 慣性計測ユニット)部品などが挙げられる。
以下に実施例を挙げて本発明をさらに具体的に説明する。以下の実施例に示す材料、使用量、割合、処理内容、処理手順等は、本発明の趣旨を逸脱しない限り、適宜、変更することができる。従って、本発明の範囲は以下に示す具体例に限定されるものではない。
実施例で用いた測定機器等が廃番等により入手困難な場合、他の同等の性能を有する機器を用いて測定することができる。
実施例で用いた測定機器等が廃番等により入手困難な場合、他の同等の性能を有する機器を用いて測定することができる。
1.原料
MP10:ポリアミド樹脂(ポリメタパラキシリレンセバサミド)、下記方法によって合成した。
<MP10の合成例>
セバシン酸を窒素雰囲気下の反応缶内で加熱溶解した後、内容物を撹拌しながら、パラキシリレンジアミン(三菱ガス化学社製)とメタキシリレンジアミン(三菱ガス化学社製)のモル比が3:7の混合ジアミンを、加圧(0.35MPa)下でジアミンとセバシン酸とのモル比が約1:1になるように徐々に滴下しながら、温度を240℃まで2時間かけて上昇させた。滴下終了後、内温を上昇させ、250℃に達した時点で反応容器内を0.08MPaに減圧にし、さらに内温を上昇させて255℃で20分間、溶融重縮合反応を継続し、分子量1,000以下の成分量を調整した。反応終了後、系内を窒素で加圧し、内容物をストランド状に取り出し、ペレタイザーにてペレット化し、ポリアミド樹脂を得た。リン原子濃度は250質量ppmであった。
MP10:ポリアミド樹脂(ポリメタパラキシリレンセバサミド)、下記方法によって合成した。
<MP10の合成例>
セバシン酸を窒素雰囲気下の反応缶内で加熱溶解した後、内容物を撹拌しながら、パラキシリレンジアミン(三菱ガス化学社製)とメタキシリレンジアミン(三菱ガス化学社製)のモル比が3:7の混合ジアミンを、加圧(0.35MPa)下でジアミンとセバシン酸とのモル比が約1:1になるように徐々に滴下しながら、温度を240℃まで2時間かけて上昇させた。滴下終了後、内温を上昇させ、250℃に達した時点で反応容器内を0.08MPaに減圧にし、さらに内温を上昇させて255℃で20分間、溶融重縮合反応を継続し、分子量1,000以下の成分量を調整した。反応終了後、系内を窒素で加圧し、内容物をストランド状に取り出し、ペレタイザーにてペレット化し、ポリアミド樹脂を得た。リン原子濃度は250質量ppmであった。
タルク:ミクロンホワイト#5000S、林化成社製
PPE:ポリフェニレンエーテル樹脂、PX100L、ポリキシレノールシンガポール社製
フォスファゼン系難燃剤:FP-110、三井化学ファイン社製
無水マレイン酸:CRYSTAL MAN AB、日油社製
ホウ酸亜鉛:ファイアーブレイクAB、早川商事社製
離型剤:モンタン酸カルシウム、CS8CP、日東化成工業社製
ペリレン色素:下記化合物のシス体とトランス体の混合物、顔料
比較色素:LTW-8701H、Solvent Red 179、Solvent Yellow 163、Acid Blue 80 の3色混合品である。
ガラス繊維:ECS03T-296H、日本電気硝子社製
PPE:ポリフェニレンエーテル樹脂、PX100L、ポリキシレノールシンガポール社製
フォスファゼン系難燃剤:FP-110、三井化学ファイン社製
無水マレイン酸:CRYSTAL MAN AB、日油社製
ホウ酸亜鉛:ファイアーブレイクAB、早川商事社製
離型剤:モンタン酸カルシウム、CS8CP、日東化成工業社製
ペリレン色素:下記化合物のシス体とトランス体の混合物、顔料
ガラス繊維:ECS03T-296H、日本電気硝子社製
2.実施例1、比較例1、比較例2、比較例3
<難燃剤マスターバッチの製造>
PPE34.72質量部と、表1に示す量(質量部)のフォスファゼン系難燃剤、ホウ酸亜鉛、および、無水マレイン酸を、ヘンシェルミキサー(羽根付の強制撹拌装置)に一括投入し、2分間撹拌してブレンド物を得た。このブレンド物を、押出機(芝浦機械社製TEM26SS)のスクリュー根元から2軸スクリュー式カセットウェイングフィーダ(クボタ社製CE-W-1-MP)を用いて投入し、溶融混錬した。押出機の温度設定は265℃とした。ダイ出口から出るストランドを、ペレタイザーでカットしてペレット化し、難燃剤マスターバッチを得た。
<難燃剤マスターバッチの製造>
PPE34.72質量部と、表1に示す量(質量部)のフォスファゼン系難燃剤、ホウ酸亜鉛、および、無水マレイン酸を、ヘンシェルミキサー(羽根付の強制撹拌装置)に一括投入し、2分間撹拌してブレンド物を得た。このブレンド物を、押出機(芝浦機械社製TEM26SS)のスクリュー根元から2軸スクリュー式カセットウェイングフィーダ(クボタ社製CE-W-1-MP)を用いて投入し、溶融混錬した。押出機の温度設定は265℃とした。ダイ出口から出るストランドを、ペレタイザーでカットしてペレット化し、難燃剤マスターバッチを得た。
<樹脂組成物の製造>
上記で得られた難燃剤マスターバッチと、表1に示す各成分であって、マスターバッチ化に用いた残りのPPE、MP10、タルク、離型剤、顔料を表1に示す割合(単位は、質量部である)をそれぞれ秤量し、ドライブレンドした後、二軸押出機(芝浦機械社製、TEM26SS)のスクリュー根元から2軸スクリュー式カセットウェイングフィーダ(クボタ社製、CE-W-1-MP)を用いて投入した。また、ガラス繊維については振動式カセットウェイングフィーダ(クボタ社製、CE-V-1B-MP)を用いて押出機のサイドから上述の二軸押出機に投入し、樹脂成分等と溶融混練し、ペレット(樹脂組成物)を得た。押出機の温度設定は、280℃とした。
ただし、いずれの成分についても、比較例2はマスタバッチ化せず、各成分をそのまま投入して溶融混練した。
上記で得られたペレットを、それぞれ、120℃で4時間乾燥した後、射出成形機(住友重機械工業社製、SE-50D)を用いて、0.75mm厚、1.0mm厚、1.5mm厚の試験片をそれぞれ作製した。成形に際し、シリンダー温度は280℃、金型表面温度は110℃にて実施した。
上記で得られた難燃剤マスターバッチと、表1に示す各成分であって、マスターバッチ化に用いた残りのPPE、MP10、タルク、離型剤、顔料を表1に示す割合(単位は、質量部である)をそれぞれ秤量し、ドライブレンドした後、二軸押出機(芝浦機械社製、TEM26SS)のスクリュー根元から2軸スクリュー式カセットウェイングフィーダ(クボタ社製、CE-W-1-MP)を用いて投入した。また、ガラス繊維については振動式カセットウェイングフィーダ(クボタ社製、CE-V-1B-MP)を用いて押出機のサイドから上述の二軸押出機に投入し、樹脂成分等と溶融混練し、ペレット(樹脂組成物)を得た。押出機の温度設定は、280℃とした。
ただし、いずれの成分についても、比較例2はマスタバッチ化せず、各成分をそのまま投入して溶融混練した。
上記で得られたペレットを、それぞれ、120℃で4時間乾燥した後、射出成形機(住友重機械工業社製、SE-50D)を用いて、0.75mm厚、1.0mm厚、1.5mm厚の試験片をそれぞれ作製した。成形に際し、シリンダー温度は280℃、金型表面温度は110℃にて実施した。
<光透過率>
上記で得られた試験片(1.0mm厚)について、ISO13468-2に従い、波長940nmおよび1070nmにおける光線透過率(単位:%)を測定した。測定に際して、上記試験片の反ゲート側について、透過率測定機を用いて測定した。
透過率測定機は、島津製作所製 UV-3600 Plusを用いた。
上記で得られた試験片(1.0mm厚)について、ISO13468-2に従い、波長940nmおよび1070nmにおける光線透過率(単位:%)を測定した。測定に際して、上記試験片の反ゲート側について、透過率測定機を用いて測定した。
透過率測定機は、島津製作所製 UV-3600 Plusを用いた。
<難燃性>
上記で得られた試験片(0.75mm厚、1.0mm厚、1.5mm厚)について、UL-94燃焼試験に従い、難燃性を評価した。
上記で得られた試験片(0.75mm厚、1.0mm厚、1.5mm厚)について、UL-94燃焼試験に従い、難燃性を評価した。
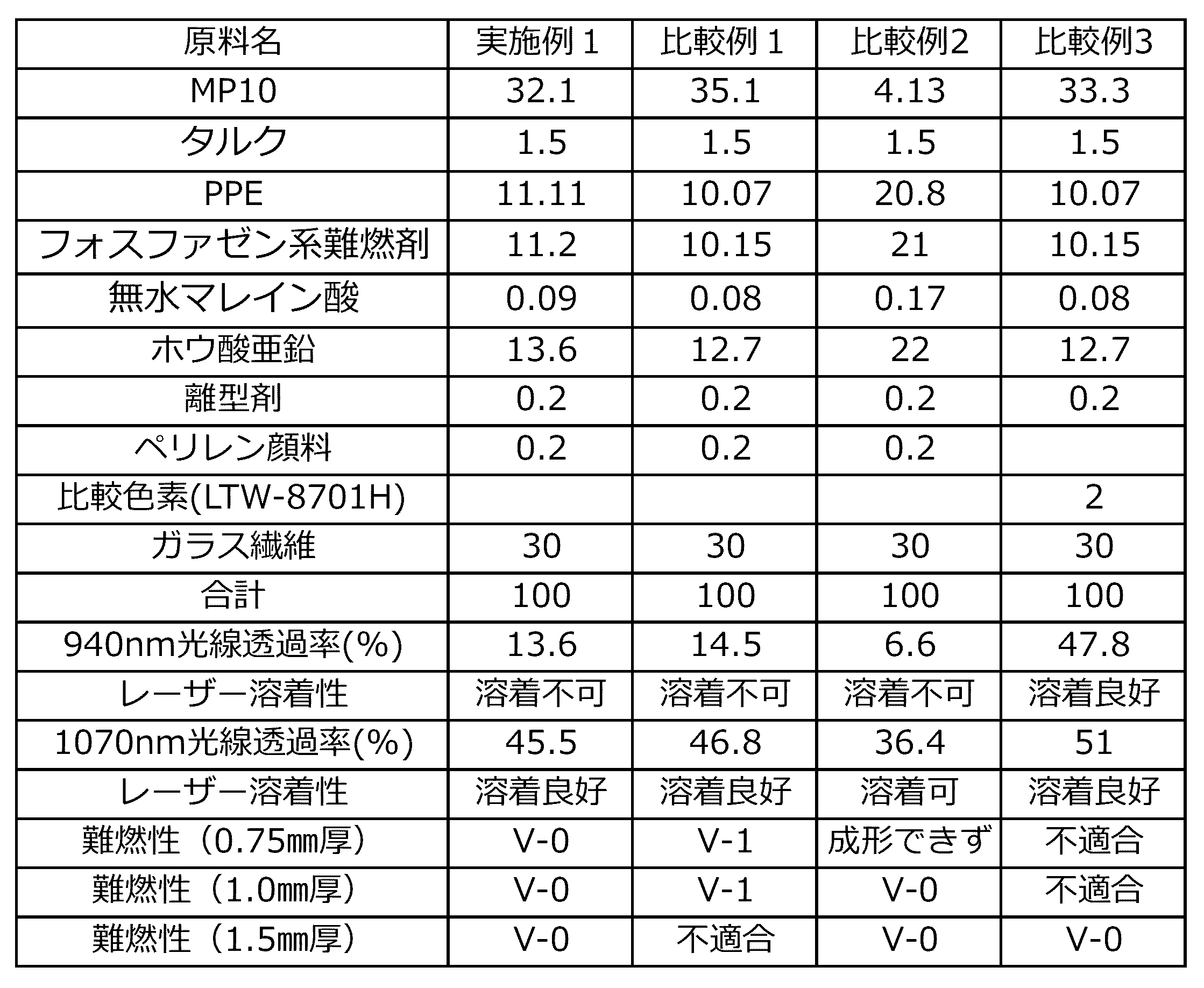
上記結果から明らかなとおり、本発明の樹脂組成物は、波長940nmにおける光線透過率が低く遮蔽性に優れていた。また、1070nmにおける光線透過率が高く、レーザー溶着性に優れていた。さらに、本実施形態の樹脂組成物は、難燃性に優れていた。
Claims (14)
- ポリアミド樹脂と、無水マレイン酸変性ポリフェニレンエーテル系樹脂と、フォスファゼン系難燃剤と、亜鉛金属酸化物と、ペリレン骨格を有する色素を含む、樹脂組成物であって、前記樹脂組成物を、1mm厚に成形したときの、ISO13468-2に従って測定した波長940nmにおける透過率が20%未満であり、波長800~1100nmの範囲の光源を用いるレーザー溶着用の樹脂組成物。
- 前記ペリレン骨格を有する色素がナフチレンベンズイミダゾペリレン骨格を有する、請求項1に記載の樹脂組成物。
- 前記ポリアミド樹脂が、半芳香族ポリアミド樹脂を含む、請求項1または2に記載の樹脂組成物。
- 前記ポリアミド樹脂が、ジアミン由来の構成単位とジカルボン酸由来の構成単位を含み、前記ジアミン由来の構成単位の50モル%以上がキシリレンジアミンに由来し、前記ジカルボン酸由来の構成単位の50モル%以上が、炭素数4~20のα,ω-直鎖脂肪族ジカルボン酸に由来するポリアミド樹脂を含む、請求項1または2に記載の樹脂組成物。
- 前記亜鉛金属酸化物がホウ酸亜鉛を含む、請求項1または2に記載の樹脂組成物。
- さらにガラスフィラーを含む、請求項1または2に記載の樹脂組成物。
- 前記ペリレン骨格を有する色素がナフチレンベンズイミダゾペリレン骨格を有し、
前記ポリアミド樹脂が、ジアミン由来の構成単位とジカルボン酸由来の構成単位を含み、前記ジアミン由来の構成単位の50モル%以上がキシリレンジアミンに由来し、前記ジカルボン酸由来の構成単位の50モル%以上が、炭素数4~20のα,ω-直鎖脂肪族ジカルボン酸に由来するポリアミド樹脂を含み、
前記亜鉛金属酸化物がホウ酸亜鉛を含み、
さらにガラスフィラーを含む、請求項1に記載の樹脂組成物。 - フォスファゼン系難燃剤を、無水マレイン酸変性ポリフェニレンエーテル系樹脂を用いてマスターバッチ化した後、前記マスターバッチとポリアミド樹脂と混練することを含む、請求項1、2または7に記載の樹脂組成物の製造方法。
- 請求項1、2または7に記載の樹脂組成物のペレット。
- 請求項1、2または7に記載の樹脂組成物から形成された成形品。
- 請求項9に記載のペレットから形成された成形品。
- 請求項1、2または7に記載の樹脂組成物と、熱可塑性樹脂と光吸収性色素とを含む光吸収性樹脂組成物とを有する、波長800~1100nmの範囲の光源を用いてレーザー溶着するためのキット。
- 請求項12に記載のキットから形成されたレーザー溶着品。
- 請求項10に記載の成形品と、熱可塑性樹脂と光吸収性色素とを含む光吸収性樹脂組成物から形成された成形品とを、レーザー溶着させることを含み、前記レーザー溶着に用いる光源は、波長800~1100nmの範囲のレーザーである、レーザー溶着品の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023148415A JP2025041239A (ja) | 2023-09-13 | 2023-09-13 | 樹脂組成物、樹脂組成物の製造方法、ペレット、成形品、キット、レーザー溶着品、および、レーザー溶着品の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023148415A JP2025041239A (ja) | 2023-09-13 | 2023-09-13 | 樹脂組成物、樹脂組成物の製造方法、ペレット、成形品、キット、レーザー溶着品、および、レーザー溶着品の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2025041239A true JP2025041239A (ja) | 2025-03-26 |
Family
ID=95105054
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2023148415A Pending JP2025041239A (ja) | 2023-09-13 | 2023-09-13 | 樹脂組成物、樹脂組成物の製造方法、ペレット、成形品、キット、レーザー溶着品、および、レーザー溶着品の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2025041239A (ja) |
-
2023
- 2023-09-13 JP JP2023148415A patent/JP2025041239A/ja active Pending
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11958973B2 (en) | Resin composition, kit, method for manufacturing resin composition, method for manufacturing formed article, and formed article | |
| JP7492517B2 (ja) | 樹脂組成物、成形品、キット、および、成形品の製造方法 | |
| US10907042B2 (en) | Polyamide resin composition, kit, method for manufacturing molded article, and molded article | |
| JP7696729B2 (ja) | レーザー溶着用光透過性樹脂組成物、成形品、キット、および、成形品の製造方法 | |
| JP7723658B2 (ja) | レーザー溶着用光透過性樹脂組成物、成形品、キット、および、成形品の製造方法 | |
| JP6941488B2 (ja) | 樹脂組成物、キット、成形品の製造方法および成形品 | |
| JP7197350B2 (ja) | ポリアミド樹脂組成物、キット、成形品の製造方法および成形品 | |
| US11746234B2 (en) | Polyamide resin composition and molded article | |
| JP2025041239A (ja) | 樹脂組成物、樹脂組成物の製造方法、ペレット、成形品、キット、レーザー溶着品、および、レーザー溶着品の製造方法 | |
| JP2025041240A (ja) | 樹脂組成物、樹脂組成物の製造方法、ペレット、成形品、キット、レーザー溶着品、および、レーザー溶着品の製造方法 | |
| JP7705854B2 (ja) | レーザー溶着用透過性樹脂組成物、キット、成形品および成形品の製造方法 | |
| JP7459414B1 (ja) | 樹脂組成物、キット、ペレット、成形品、および、成形品の製造方法 | |
| JP2024136164A (ja) | 樹脂組成物、キット、ペレット、成形品、および、成形品の製造方法 | |
| WO2024176693A1 (ja) | 樹脂組成物、キット、ペレット、成形品、および、成形品の製造方法 | |
| JP7713446B2 (ja) | レーザー溶着用光透過性樹脂組成物、キット、成形品、および成形品の製造方法 | |
| JP2021123643A (ja) | 樹脂組成物、キット、成形品の製造方法および成形品 | |
| CN113717519B (zh) | 激光熔敷用透光性树脂组合物、成型品、组合物组合及成型品的制造方法 | |
| JP2026002468A (ja) | マスターバッチ、樹脂組成物、ペレット、樹脂組成物の製造方法、成形品、および、成形品の製造方法 | |
| WO2024122241A1 (ja) | 樹脂組成物、キット、ペレット、成形品、および、成形品の製造方法 | |
| JP2023168133A (ja) | 樹脂組成物、成形品、キット、および、成形品の製造方法 | |
| JP2023168132A (ja) | 樹脂組成物、成形品、キット、および、成形品の製造方法 |