JP2021523021A - ドロー−ストレッチプロセスを用いて缶シェルを作る方法及び装置 - Google Patents
ドロー−ストレッチプロセスを用いて缶シェルを作る方法及び装置 Download PDFInfo
- Publication number
- JP2021523021A JP2021523021A JP2020564242A JP2020564242A JP2021523021A JP 2021523021 A JP2021523021 A JP 2021523021A JP 2020564242 A JP2020564242 A JP 2020564242A JP 2020564242 A JP2020564242 A JP 2020564242A JP 2021523021 A JP2021523021 A JP 2021523021A
- Authority
- JP
- Japan
- Prior art keywords
- radius
- draw
- shell
- molding station
- blank
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D51/00—Making hollow objects
- B21D51/16—Making hollow objects characterised by the use of the objects
- B21D51/26—Making hollow objects characterised by the use of the objects cans or tins; Closing same in a permanent manner
- B21D51/2615—Edge treatment of cans or tins
- B21D51/2623—Curling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
- B21D22/24—Deep-drawing involving two drawing operations having effects in opposite directions with respect to the blank
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D51/00—Making hollow objects
- B21D51/16—Making hollow objects characterised by the use of the objects
- B21D51/38—Making inlet or outlet arrangements of cans, tins, baths, bottles, or other vessels; Making can ends; Making closures
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D7/00—Containers having bodies formed by interconnecting or uniting two or more rigid, or substantially rigid, components made wholly or mainly of metal
- B65D7/12—Containers having bodies formed by interconnecting or uniting two or more rigid, or substantially rigid, components made wholly or mainly of metal characterised by wall construction or by connections between walls
- B65D7/34—Containers having bodies formed by interconnecting or uniting two or more rigid, or substantially rigid, components made wholly or mainly of metal characterised by wall construction or by connections between walls with permanent connections between walls
- B65D7/36—Containers having bodies formed by interconnecting or uniting two or more rigid, or substantially rigid, components made wholly or mainly of metal characterised by wall construction or by connections between walls with permanent connections between walls formed by rolling, or by rolling and pressing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D7/00—Containers having bodies formed by interconnecting or uniting two or more rigid, or substantially rigid, components made wholly or mainly of metal
- B65D7/42—Details of metal walls
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Rigid Containers With Two Or More Constituent Elements (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Abstract
【選択図】図16
Description
本願は、2018年5月15日に出願された米国特許出願第15/980,090号の利益を主張し、当該特許出願は、参照により本明細書の一部となる。

Claims (21)
- シェル20であって、
中央パネル30、カウンターシンク32、チャック壁34、缶フィットラジアス4,35、クラウンラジアス36、及びカール6を含む本体22を備えており、
前記中央パネル30及び前記カウンターシンク32がベース厚さを有しており、
前記本体22が低減された量を有する、シェル。 - 前記クラウンラジアス36は、ドロー-ストレッチされたクラウンラジアス36である、請求項1に記載のシェル。
- 前記シェルの本体22は、低減プロファイル又は最大低減プロファイルの何れかを有する、請求項2に記載のシェル。
- 前記本体22はアルミニウムであり、
前記カウンターシンク32は、約0.0104インチ乃至約0.0078インチの概厚を有し、
前記中央パネル30は、約0.0104インチ乃至約0.0078インチの概厚を有し、
前記ドロー-ストレッチされたクラウンラジアス36は、約0.009インチ乃至約0.0064インチの概厚を有する、請求項1に記載のシェル。 - 前記カウンターシンク32は、約0.0086インチの概厚を有し、
前記中央パネル30は、約0.0086インチの概厚を有し、
前記クラウンラジアス36は、約0.0076インチの概厚を有する、請求項4に記載のシェル。 - 前記本体22は鋼であり、
前記カウンターシンク32は、約0.0065インチ乃至約0.0090インチの概厚を有し、
前記中央パネル30は、約0.0065インチ乃至約0.0090インチの概厚を有し、
前記クラウンラジアス36は、約0.0050インチ乃至約0.0090インチの概厚を有する、請求項1に記載のシェル。 - 前記カウンターシンク32は、約0.0080インチの概厚を有し、
前記中央パネル30は、約0.0080インチの概厚を有し、
前記クラウンラジアス36は、約0.0080インチの概厚を有する、請求項6に記載のシェル。 - シート材料1から切り出されたブランク10からシェル20を作るように構成されたプレスアセンブリ500であって、
前記シート材料1はベース厚さを有しており、
前記プレスアセンブリ500は、
フレーム508と、
第1の成形ステーション530を含む複数のプレスステーション502と、
を備えており、
前記第1の成形ステーション530は、上側ツーリングアセンブリ510及び下側ツーリングアセンブリ520を含んでおり、
前記第1の成形ステーションの上側ツーリングアセンブリ510は、前記第1の成形ステーションの下側ツーリングアセンブリ520から離間している上側の第1の位置と、前記第1の成形ステーションの下側ツーリングアセンブリ520に直に隣接している下側の第2の位置との間で移動するように構成されており、
前記第1の成形ステーションの上側ツーリングアセンブリ510と、前記第1の成形ステーションの下側ツーリングアセンブリ520は、中央パネル30、カウンターシンク32、チャック壁34、及びクラウンラジアス36を含むシェル本体22を作るように構成されており、
前記第1の成形ステーションの上側ツーリングアセンブリ510と、前記第1の成形ステーションの下側ツーリングアセンブリ520とは、前記クラウンラジアス36をドロー-ストレッチして、低減された厚さを有するクラウンラジアス36を作るように更に構成されており、
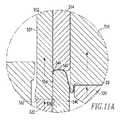
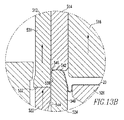
前記第1の成形ステーションの上側ツーリングアセンブリ510と、前記第1の成形ステーションの下側ツーリングアセンブリ520とは更に、前記中央パネル30及び前記カウンターシンク32を前記ベース厚さで作るように構成されている、プレスアセンブリ。 - 前記第1の成形ステーションの上側ツーリングアセンブリ510は、ブランク&ドローダイパンチ512、上側ピストン514、及びダイ中央パンチ516を含んでおり、
前記第1の成形ステーションの下側ツーリングアセンブリ520は、下側ピストン522、ダイコアリング524、及びパネルパンチ526を含んでおり、
前記第1の成形ステーションの上側ブランク&ドローダイパンチ512は、内側ラジアス534を含んでおり、
前記第1の成形ステーションの上側ブランク&ドローダイパンチの内側ラジアス534は、低減ラジアスであり、
前記第1の成形ステーションの下側ダイコアリング524は外側ラジアス546を含んでおり、
前記第1の成形ステーションの下側ダイコアリングの外側ラジアス546は、減少ラジアスである、請求項8に記載のプレスアセンブリ。 - 前記第1の成形ステーションの上側ブランク&ドローダイパンチの内側ラジアス534は、約0.019インチのアールであり、
前記第1の成形ステーションの下側ダイコアリングの外側ラジアス546は、約0.022インチのアールである、請求項9に記載のプレスアセンブリ。 - 前記上側ツーリングアセンブリ510が前記第2の位置にある場合、前記第1の成形ステーションの上側ブランク&ドローダイパンチ512と、前記第1の成形ステーションの下側ピストン522とが前記ブランク10をクランプする、請求項9に記載のプレスアセンブリ。
- 前記上側ツーリングアセンブリ510が前記第2の位置にある場合、前記第1の成形ステーションの上側ピストン514と、前記第1の成形ステーションの下側ダイコアリング524とは、約100psi乃至約600psiの力を前記ブランク10に加える、請求項11に記載のプレスアセンブリ。
- 前記上側ツーリングアセンブリ510が前記第2の位置にある場合、前記第1の成形ステーションの上側ピストン514と、前記第1の成形ステーションの下側ダイコアリング524とは、前記ブランク10に約110psiの力を加える、請求項12に記載のプレスアセンブリ。
- シェル20を作る方法において、
ベース厚さを有するシート材料1を用意する工程1000と、
前記シート材料1からブランク10を切り出す工程1002であって、
前記ブランク10は、カウンターシンク部32、チャック壁部34、及びクラウンラジアス部16を含む、工程と、
フレーム508と、第1の成形ステーション530を含む複数のプレスステーション502とを含むプレスアセンブリ500を用意する工程1004であって、
前記第1の成形ステーション530は、上側ツーリングアセンブリ510及び下側ツーリングアセンブリ520を含んでおり、
前記第1の成形ステーションの上側ツーリングアセンブリ510は、前記第1の成形ステーションの下側ツーリングアセンブリ520から離間している上側の第1の位置と、前記第1の成形ステーションの下側ツーリングアセンブリ520に直に隣接している下側の第2の位置との間で移動するように構成されており、
前記第1の成形ステーションの上側ツーリングアセンブリ510及び前記第1の成形ステーションの下側ツーリングアセンブリ520が前記第2の位置にあると、前記第1の成形ステーションの上側ツーリングアセンブリ510及び前記第1の成形ステーションの下側ツーリングアセンブリ520は、中央パネル30、カウンターシンク32、及びクラウンラジアス36を含むシェル本体22を作るように構成されている、
工程と、
前記第1の成形ステーションの上側ツーリングアセンブリ510と前記第1の成形ステーションの下側ツーリングアセンブリ520との間に前記ブランク10を配置する工程1006と、
前記第1の成形ステーションの上側ツーリングアセンブリ510と前記第1の成形ステーションの下側ツーリングアセンブリ520との間で前記クラウンラジアス部16をクランプする工程1008と、
成形工程を実行する工程1010と、
を含んでおり、
成形工程を実行する工程1010は、
前記クラウンラジアス部16をドロー-ストレッチして、ドロー-ストレッチされたクラウンラジアス36を作る工程1020と、
前記カウンターシンク部12をカウンターシンク32に成形する工程1022と、
前記チャック壁部14を、ドロー-ストレッチされたチャック壁34にドロー-ストレッチする1020と、
を含んでいる、方法。 - 前記カウンターシンク32は、前記シート材料1のベース厚さに対応する厚さを有する、請求項14に記載の方法。
- プレスアセンブリ500を用意する工程1004は、
ブランク&ドローダイパンチ512、上側ピストン514、及びダイ中央パンチ516を含む第1の成形ステーション上側ツーリングアセンブリ510を用意する工程1030と、
下側ピストン522、ダイコアリング524、及びパネルパンチ526を含む第1の成形ステーション下側ツーリングアセンブリ520を用意する工程1032と、
を含んでおり、
前記第1の成形ステーションの上側ブランク&ドローダイパンチ512は、内側ラジアス536を含んでおり、
前記第1の成形ステーションの上側ブランク&ドローダイパンチの内側ラジアス536は、低減ラジアスであり、
前記第1の成形ステーションの下側ダイコアリング524は、外側ラジアス546を含んでおり、
前記第1の成形ステーションの下側ダイコアリングの外側ラジアス546は、減少ラジアスである、請求項13に記載の方法。 - プレスアセンブリ500を用意する工程は、
前記内側ラジアス536が約0.019インチのアールであるような前記第1の成形ステーションの上側ブランク&ドローダイパンチ512を用意する工程1034と、
前記第1の成形ステーションの下側ダイコアリング524の外側ラジアス546が約0.022インチのアールであるような前記第1の成形ステーションの下側ダイコアリング524を用意する工程1036と、
を含む、請求項16に記載の方法。 - 前記クラウンラジアス部16をドロー-ストレッチしてドロー-ストレッチされたクラウンラジアス36を作る工程は、約100psi乃至約600psiの力を加える工程を含む、請求項14に記載の方法。
- 前記クラウンラジアス部16をドロー-ストレッチしてドロー-ストレッチされたクラウンラジアス36を作る工程は、約110psiの力を加える工程を含む、請求項18に記載の方法。
- 前記シート材料1からブランク10を切り出す工程1002は、低減された量のブランク10を切り出す工程1050を含む、請求項14に記載の方法。
- 成形工程を実行する工程1010は、前記ブランク10を標準的な飲料用シェル20に成形する工程1060を含む、請求項20に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US15/980,090 US20190351473A1 (en) | 2018-05-15 | 2018-05-15 | Method and apparatus for forming a can shell using a draw-stretch process |
| US15/980,090 | 2018-05-15 | ||
| PCT/US2019/028465 WO2019221877A1 (en) | 2018-05-15 | 2019-04-22 | Method and apparatus for forming a can shell using a draw-stretch process |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021523021A true JP2021523021A (ja) | 2021-09-02 |
| JPWO2019221877A5 JPWO2019221877A5 (ja) | 2022-07-05 |
Family
ID=68534360
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020564242A Pending JP2021523021A (ja) | 2018-05-15 | 2019-04-22 | ドロー−ストレッチプロセスを用いて缶シェルを作る方法及び装置 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20190351473A1 (ja) |
| EP (1) | EP3793756A4 (ja) |
| JP (1) | JP2021523021A (ja) |
| CN (1) | CN112118919A (ja) |
| WO (1) | WO2019221877A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11952164B1 (en) | 2012-08-10 | 2024-04-09 | Powercan Holding, Llc | Resealable container lid and accessories including methods of manufacture and use |
| CN113631291A (zh) * | 2019-03-28 | 2021-11-09 | 本田技研工业株式会社 | 冲压成型方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3957005A (en) * | 1974-06-03 | 1976-05-18 | Aluminum Company Of America | Method for making a metal can end |
| US6386013B1 (en) * | 2001-06-12 | 2002-05-14 | Container Solutions, Inc. | Container end with thin lip |
| JP2015517408A (ja) * | 2012-05-18 | 2015-06-22 | ストール マシーナリ カンパニー, エルエルシーStolle Machinery Company, LLC | 容器、選択的に形成されたシェル、これらを提供するツーリング、及び関連する方法 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4217843A (en) * | 1977-07-29 | 1980-08-19 | National Can Corporation | Method and apparatus for forming ends |
| US4571978A (en) * | 1984-02-14 | 1986-02-25 | Metal Box P.L.C. | Method of and apparatus for forming a reinforced can end |
| GB8810229D0 (en) * | 1988-04-29 | 1988-06-02 | Metal Box Plc | Can end shells |
| US5950858A (en) * | 1993-02-18 | 1999-09-14 | Sergeant; David Robert | Container end closure |
| US5823040A (en) * | 1997-05-02 | 1998-10-20 | Stodd; Ralph P. | Method and apparatus for forming a can shell |
| JPH11105867A (ja) * | 1997-09-30 | 1999-04-20 | Nippon Steel Corp | 開缶性及び耐食性に優れた樹脂被覆金属板製内外面無補修型易開缶蓋 |
| US6089072A (en) * | 1998-08-20 | 2000-07-18 | Crown Cork & Seal Technologies Corporation | Method and apparatus for forming a can end having an improved anti-peaking bead |
| US6419110B1 (en) * | 2001-07-03 | 2002-07-16 | Container Development, Ltd. | Double-seamed can end and method for forming |
| US8141406B2 (en) * | 2008-10-09 | 2012-03-27 | Container Development, Ltd. | Method and apparatus for forming a can shell |
| US8313003B2 (en) * | 2010-02-04 | 2012-11-20 | Crown Packaging Technology, Inc. | Can manufacture |
| US9527127B2 (en) * | 2014-05-05 | 2016-12-27 | Alfons Haar, Inc. | Method and apparatus for forming a can end with controlled thinning of formed portions of the can end |
| WO2016190969A1 (en) * | 2015-05-27 | 2016-12-01 | Stolle Machinery Company, Llc | Container, and selectively formed shell, and tooling and associated method for providing same |
-
2018
- 2018-05-15 US US15/980,090 patent/US20190351473A1/en not_active Abandoned
-
2019
- 2019-04-22 EP EP19802780.7A patent/EP3793756A4/en not_active Withdrawn
- 2019-04-22 JP JP2020564242A patent/JP2021523021A/ja active Pending
- 2019-04-22 CN CN201980032137.6A patent/CN112118919A/zh active Pending
- 2019-04-22 WO PCT/US2019/028465 patent/WO2019221877A1/en unknown
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3957005A (en) * | 1974-06-03 | 1976-05-18 | Aluminum Company Of America | Method for making a metal can end |
| US6386013B1 (en) * | 2001-06-12 | 2002-05-14 | Container Solutions, Inc. | Container end with thin lip |
| JP2015517408A (ja) * | 2012-05-18 | 2015-06-22 | ストール マシーナリ カンパニー, エルエルシーStolle Machinery Company, LLC | 容器、選択的に形成されたシェル、これらを提供するツーリング、及び関連する方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3793756A1 (en) | 2021-03-24 |
| US20190351473A1 (en) | 2019-11-21 |
| WO2019221877A1 (en) | 2019-11-21 |
| CN112118919A (zh) | 2020-12-22 |
| EP3793756A4 (en) | 2022-01-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10695818B2 (en) | Container, and selectively formed shell, and tooling and associated method for providing same | |
| US8439222B2 (en) | Container, and selectively formed cup | |
| MX2007001125A (es) | Metodo y aparato para formar un cierre metalico del extremo de un contenedor. | |
| JP7486632B2 (ja) | 圧印加工リベットを有する缶エンド、そのためのツーリングアセンブリ及び形成方法 | |
| JP7236437B2 (ja) | 標準的な缶巻締機と互換性を有する圧力缶エンド | |
| US10947002B2 (en) | Reverse pressure can end | |
| JP2024020235A (ja) | 拡張可能リベットボタンを備えたシェル及びそのためのツーリング | |
| JP2021523021A (ja) | ドロー−ストレッチプロセスを用いて缶シェルを作る方法及び装置 | |
| JP7162665B2 (ja) | 拡張可能バブルを備えたシェル及びそのためのツーリング | |
| US10518926B2 (en) | Reverse pressure can end | |
| CN113993640B (zh) | 反向压力罐端部 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210128 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220127 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220215 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20220513 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20220622 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20221101 |