JP2021517871A - ソリッドステート積層造形システムのプロセス制御のための方法、プロセス制御システム、連続供給システム、およびソフトウェア制御ソリッドステート積層造形システムで生成された構造体 - Google Patents
ソリッドステート積層造形システムのプロセス制御のための方法、プロセス制御システム、連続供給システム、およびソフトウェア制御ソリッドステート積層造形システムで生成された構造体 Download PDFInfo
- Publication number
- JP2021517871A JP2021517871A JP2021500015A JP2021500015A JP2021517871A JP 2021517871 A JP2021517871 A JP 2021517871A JP 2021500015 A JP2021500015 A JP 2021500015A JP 2021500015 A JP2021500015 A JP 2021500015A JP 2021517871 A JP2021517871 A JP 2021517871A
- Authority
- JP
- Japan
- Prior art keywords
- solid
- filler
- tool
- supply system
- monitoring
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000000034 method Methods 0.000 title claims abstract description 425
- 238000004886 process control Methods 0.000 title claims abstract description 203
- 239000000945 filler Substances 0.000 claims abstract description 277
- 230000008569 process Effects 0.000 claims abstract description 263
- 239000000463 material Substances 0.000 claims abstract description 208
- 238000000465 moulding Methods 0.000 claims abstract description 144
- 238000000576 coating method Methods 0.000 claims abstract description 68
- 239000011248 coating agent Substances 0.000 claims abstract description 60
- 239000007787 solid Substances 0.000 claims abstract description 58
- 239000000843 powder Substances 0.000 claims abstract description 46
- 238000005304 joining Methods 0.000 claims abstract description 33
- 239000000203 mixture Substances 0.000 claims abstract description 26
- 239000008187 granular material Substances 0.000 claims abstract description 23
- 230000000737 periodic effect Effects 0.000 claims abstract description 16
- 239000011324 bead Substances 0.000 claims abstract description 8
- 239000010410 layer Substances 0.000 claims description 125
- 239000000758 substrate Substances 0.000 claims description 95
- 238000012544 monitoring process Methods 0.000 claims description 72
- 230000033001 locomotion Effects 0.000 claims description 64
- 229910052751 metal Inorganic materials 0.000 claims description 49
- 239000002184 metal Substances 0.000 claims description 49
- 238000004422 calculation algorithm Methods 0.000 claims description 34
- 239000002131 composite material Substances 0.000 claims description 24
- 239000012790 adhesive layer Substances 0.000 claims description 21
- 238000010438 heat treatment Methods 0.000 claims description 19
- 230000003014 reinforcing effect Effects 0.000 claims description 19
- 229920003023 plastic Polymers 0.000 claims description 15
- 239000004033 plastic Substances 0.000 claims description 15
- 229920000642 polymer Polymers 0.000 claims description 14
- 229910045601 alloy Inorganic materials 0.000 claims description 13
- 239000000956 alloy Substances 0.000 claims description 13
- 229920001169 thermoplastic Polymers 0.000 claims description 13
- 229910001092 metal group alloy Inorganic materials 0.000 claims description 11
- 230000008859 change Effects 0.000 claims description 10
- 239000000654 additive Substances 0.000 claims description 8
- 238000011049 filling Methods 0.000 claims description 7
- 239000008188 pellet Substances 0.000 claims description 7
- 239000004416 thermosoftening plastic Substances 0.000 claims description 7
- 238000010276 construction Methods 0.000 claims description 6
- 230000000881 depressing effect Effects 0.000 claims description 6
- 239000012781 shape memory material Substances 0.000 claims description 6
- 238000003860 storage Methods 0.000 claims description 6
- 238000012937 correction Methods 0.000 claims description 5
- 239000002648 laminated material Substances 0.000 claims description 5
- 239000007788 liquid Substances 0.000 claims description 5
- 239000000314 lubricant Substances 0.000 claims description 5
- 230000002441 reversible effect Effects 0.000 claims description 5
- 239000003381 stabilizer Substances 0.000 claims description 5
- 238000005520 cutting process Methods 0.000 claims description 4
- 238000011065 in-situ storage Methods 0.000 claims description 4
- 239000011156 metal matrix composite Substances 0.000 claims description 4
- 230000003287 optical effect Effects 0.000 claims description 4
- 239000004014 plasticizer Substances 0.000 claims description 4
- 238000007639 printing Methods 0.000 claims description 4
- 239000003923 scrap metal Substances 0.000 claims description 4
- 238000010030 laminating Methods 0.000 claims description 3
- 238000005266 casting Methods 0.000 claims 1
- 230000007246 mechanism Effects 0.000 claims 1
- 239000010924 used plastic bottle Substances 0.000 claims 1
- 238000010586 diagram Methods 0.000 abstract description 50
- 238000004519 manufacturing process Methods 0.000 abstract description 16
- -1 Track width Substances 0.000 abstract description 15
- 230000008439 repair process Effects 0.000 abstract description 12
- 239000011261 inert gas Substances 0.000 abstract description 3
- 210000004027 cell Anatomy 0.000 description 58
- 238000000151 deposition Methods 0.000 description 48
- 230000008021 deposition Effects 0.000 description 33
- 230000009471 action Effects 0.000 description 14
- 229910052782 aluminium Inorganic materials 0.000 description 11
- 238000013461 design Methods 0.000 description 11
- 239000000919 ceramic Substances 0.000 description 10
- 238000005259 measurement Methods 0.000 description 10
- 150000002739 metals Chemical class 0.000 description 10
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 9
- 230000006835 compression Effects 0.000 description 8
- 238000007906 compression Methods 0.000 description 8
- 238000005137 deposition process Methods 0.000 description 8
- 230000001419 dependent effect Effects 0.000 description 7
- 239000000835 fiber Substances 0.000 description 7
- 229910000831 Steel Inorganic materials 0.000 description 6
- 238000013019 agitation Methods 0.000 description 6
- 238000011068 loading method Methods 0.000 description 6
- 238000002844 melting Methods 0.000 description 6
- 230000008018 melting Effects 0.000 description 6
- 230000002787 reinforcement Effects 0.000 description 6
- 239000010959 steel Substances 0.000 description 6
- 230000007547 defect Effects 0.000 description 5
- 230000000694 effects Effects 0.000 description 5
- 239000007789 gas Substances 0.000 description 5
- 238000003475 lamination Methods 0.000 description 5
- 239000011159 matrix material Substances 0.000 description 5
- 238000002156 mixing Methods 0.000 description 5
- 239000000047 product Substances 0.000 description 5
- 238000010146 3D printing Methods 0.000 description 4
- 230000006399 behavior Effects 0.000 description 4
- 239000007769 metal material Substances 0.000 description 4
- 239000002245 particle Substances 0.000 description 4
- 230000000930 thermomechanical effect Effects 0.000 description 4
- 229910052799 carbon Inorganic materials 0.000 description 3
- 210000002421 cell wall Anatomy 0.000 description 3
- 229910052802 copper Inorganic materials 0.000 description 3
- 239000010949 copper Substances 0.000 description 3
- 230000010006 flight Effects 0.000 description 3
- 230000006870 function Effects 0.000 description 3
- 230000001788 irregular Effects 0.000 description 3
- 210000001699 lower leg Anatomy 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 229920000139 polyethylene terephthalate Polymers 0.000 description 3
- 238000007493 shaping process Methods 0.000 description 3
- 238000003756 stirring Methods 0.000 description 3
- 238000006557 surface reaction Methods 0.000 description 3
- 230000001360 synchronised effect Effects 0.000 description 3
- 229920002554 vinyl polymer Polymers 0.000 description 3
- 239000004484 Briquette Substances 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- CBENFWSGALASAD-UHFFFAOYSA-N Ozone Chemical compound [O-][O+]=O CBENFWSGALASAD-UHFFFAOYSA-N 0.000 description 2
- 239000004793 Polystyrene Substances 0.000 description 2
- 239000012963 UV stabilizer Substances 0.000 description 2
- 238000010521 absorption reaction Methods 0.000 description 2
- 230000000996 additive effect Effects 0.000 description 2
- 230000000844 anti-bacterial effect Effects 0.000 description 2
- 230000003214 anti-biofilm Effects 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 229910052793 cadmium Inorganic materials 0.000 description 2
- 239000002041 carbon nanotube Substances 0.000 description 2
- 229910052804 chromium Inorganic materials 0.000 description 2
- 230000002950 deficient Effects 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 229910052737 gold Inorganic materials 0.000 description 2
- 229920001903 high density polyethylene Polymers 0.000 description 2
- 239000004700 high-density polyethylene Substances 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 238000010952 in-situ formation Methods 0.000 description 2
- 238000002347 injection Methods 0.000 description 2
- 239000007924 injection Substances 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- 229910052745 lead Inorganic materials 0.000 description 2
- 229920001684 low density polyethylene Polymers 0.000 description 2
- 239000004702 low-density polyethylene Substances 0.000 description 2
- 229910052749 magnesium Inorganic materials 0.000 description 2
- 229910052750 molybdenum Inorganic materials 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- 229910052758 niobium Inorganic materials 0.000 description 2
- 229920001778 nylon Polymers 0.000 description 2
- 229910052697 platinum Inorganic materials 0.000 description 2
- 239000004417 polycarbonate Substances 0.000 description 2
- 229920000515 polycarbonate Polymers 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 239000002861 polymer material Substances 0.000 description 2
- 229920000098 polyolefin Polymers 0.000 description 2
- 229920002223 polystyrene Polymers 0.000 description 2
- 229920000915 polyvinyl chloride Polymers 0.000 description 2
- 238000012805 post-processing Methods 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 239000012779 reinforcing material Substances 0.000 description 2
- 239000013049 sediment Substances 0.000 description 2
- 238000004062 sedimentation Methods 0.000 description 2
- 229910052709 silver Inorganic materials 0.000 description 2
- 239000002356 single layer Substances 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 239000013589 supplement Substances 0.000 description 2
- 239000002344 surface layer Substances 0.000 description 2
- 229910052715 tantalum Inorganic materials 0.000 description 2
- 229910052719 titanium Inorganic materials 0.000 description 2
- 229910052721 tungsten Inorganic materials 0.000 description 2
- 239000002699 waste material Substances 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- 229910052725 zinc Inorganic materials 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- QYEXBYZXHDUPRC-UHFFFAOYSA-N B#[Ti]#B Chemical compound B#[Ti]#B QYEXBYZXHDUPRC-UHFFFAOYSA-N 0.000 description 1
- 229910001369 Brass Inorganic materials 0.000 description 1
- 229910000906 Bronze Inorganic materials 0.000 description 1
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 238000012369 In process control Methods 0.000 description 1
- 241000699670 Mus sp. Species 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 229910033181 TiB2 Inorganic materials 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- 229920006397 acrylic thermoplastic Polymers 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 238000000137 annealing Methods 0.000 description 1
- 239000003242 anti bacterial agent Substances 0.000 description 1
- 229940121375 antifungal agent Drugs 0.000 description 1
- 239000003429 antifungal agent Substances 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000004397 blinking Effects 0.000 description 1
- 239000010951 brass Substances 0.000 description 1
- 239000010974 bronze Substances 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 229910021393 carbon nanotube Inorganic materials 0.000 description 1
- 229910010293 ceramic material Inorganic materials 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 238000005253 cladding Methods 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 239000008199 coating composition Substances 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000011217 control strategy Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- KUNSUQLRTQLHQQ-UHFFFAOYSA-N copper tin Chemical compound [Cu].[Sn] KUNSUQLRTQLHQQ-UHFFFAOYSA-N 0.000 description 1
- 229910052593 corundum Inorganic materials 0.000 description 1
- 230000001808 coupling effect Effects 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000007872 degassing Methods 0.000 description 1
- 230000001934 delay Effects 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 230000005684 electric field Effects 0.000 description 1
- 239000003623 enhancer Substances 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 239000011152 fibreglass Substances 0.000 description 1
- 239000003517 fume Substances 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- 239000000499 gel Substances 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 239000012760 heat stabilizer Substances 0.000 description 1
- 229920001519 homopolymer Polymers 0.000 description 1
- 238000003384 imaging method Methods 0.000 description 1
- 230000008676 import Effects 0.000 description 1
- 238000010965 in-process control Methods 0.000 description 1
- 239000013072 incoming material Substances 0.000 description 1
- 229910000765 intermetallic Inorganic materials 0.000 description 1
- 238000004898 kneading Methods 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 230000005055 memory storage Effects 0.000 description 1
- 239000002923 metal particle Substances 0.000 description 1
- 238000001465 metallisation Methods 0.000 description 1
- 239000002086 nanomaterial Substances 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 229920000747 poly(lactic acid) Polymers 0.000 description 1
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920013657 polymer matrix composite Polymers 0.000 description 1
- 239000011160 polymer matrix composite Substances 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 238000004663 powder metallurgy Methods 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000004801 process automation Methods 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 238000010926 purge Methods 0.000 description 1
- 238000003908 quality control method Methods 0.000 description 1
- 239000012783 reinforcing fiber Substances 0.000 description 1
- 230000003252 repetitive effect Effects 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 239000010979 ruby Substances 0.000 description 1
- 229910001750 ruby Inorganic materials 0.000 description 1
- 239000013535 sea water Substances 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
- 239000010944 silver (metal) Substances 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
- 239000000779 smoke Substances 0.000 description 1
- 239000011343 solid material Substances 0.000 description 1
- 230000000087 stabilizing effect Effects 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- ISXSCDLOGDJUNJ-UHFFFAOYSA-N tert-butyl prop-2-enoate Chemical compound CC(C)(C)OC(=O)C=C ISXSCDLOGDJUNJ-UHFFFAOYSA-N 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 239000003017 thermal stabilizer Substances 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 239000004634 thermosetting polymer Substances 0.000 description 1
- 238000009423 ventilation Methods 0.000 description 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- 229910001845 yogo sapphire Inorganic materials 0.000 description 1
Images


















































































Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/141—Processes of additive manufacturing using only solid materials
- B29C64/147—Processes of additive manufacturing using only solid materials using sheet material, e.g. laminated object manufacturing [LOM] or laminating sheet material precut to local cross sections of the 3D object
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
- B22F10/25—Direct deposition of metal particles, e.g. direct metal deposition [DMD] or laser engineered net shaping [LENS]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/30—Process control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/50—Means for feeding of material, e.g. heads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/90—Means for process control, e.g. cameras or sensors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/02—Compacting only
- B22F3/093—Compacting only using vibrations or friction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F8/00—Manufacture of articles from scrap or waste metal particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/12—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding
- B23K20/1215—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding for other purposes than joining, e.g. built-up welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/12—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding
- B23K20/122—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding using a non-consumable tool, e.g. friction stir welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P6/00—Restoring or reconditioning objects
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P6/00—Restoring or reconditioning objects
- B23P6/002—Repairing turbine components, e.g. moving or stationary blades, rotors
- B23P6/007—Repairing turbine components, e.g. moving or stationary blades, rotors using only additive methods, e.g. build-up welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q1/00—Members which are comprised in the general build-up of a form of machine, particularly relatively large fixed members
- B23Q1/70—Stationary or movable members for carrying working-spindles for attachment of tools or work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/205—Means for applying layers
- B29C64/218—Rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/227—Driving means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/227—Driving means
- B29C64/236—Driving means for motion in a direction within the plane of a layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/227—Driving means
- B29C64/241—Driving means for rotary motion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/245—Platforms or substrates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/307—Handling of material to be used in additive manufacturing
- B29C64/321—Feeding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/307—Handling of material to be used in additive manufacturing
- B29C64/321—Feeding
- B29C64/329—Feeding using hoppers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/386—Data acquisition or data processing for additive manufacturing
- B29C64/393—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/58—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising fillers only, e.g. particles, powder, beads, flakes, spheres
- B29C70/64—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising fillers only, e.g. particles, powder, beads, flakes, spheres the filler influencing the surface characteristics of the material, e.g. by concentrating near the surface or by incorporating in the surface by force
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y40/00—Auxiliary operations or equipment, e.g. for material handling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y40/00—Auxiliary operations or equipment, e.g. for material handling
- B33Y40/20—Post-treatment, e.g. curing, coating or polishing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
- B33Y50/02—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y70/00—Materials specially adapted for additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y80/00—Products made by additive manufacturing
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/4097—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by using design data to control NC machines, e.g. CAD/CAM
- G05B19/4099—Surface or curve machining, making 3D objects, e.g. desktop manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F7/00—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression
- B22F7/06—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite workpieces or articles from parts, e.g. to form tipped tools
- B22F7/062—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite workpieces or articles from parts, e.g. to form tipped tools involving the connection or repairing of preformed parts
- B22F2007/068—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite workpieces or articles from parts, e.g. to form tipped tools involving the connection or repairing of preformed parts repairing articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
- B22F2998/10—Processes characterised by the sequence of their steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2101/00—Use of unspecified macromolecular compounds as moulding material
- B29K2101/12—Thermoplastic materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
- B29K2105/08—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts of continuous length, e.g. cords, rovings, mats, fabrics, strands or yarns
- B29K2105/0872—Prepregs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/60—Multitubular or multicompartmented articles, e.g. honeycomb
- B29L2031/608—Honeycomb structures
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/49—Nc machine tool, till multiple
- G05B2219/49007—Making, forming 3-D object, model, surface
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/49—Nc machine tool, till multiple
- G05B2219/49023—3-D printing, layer of powder, add drops of binder in layer, new powder
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W30/00—Technologies for solid waste management
- Y02W30/50—Reuse, recycling or recovery technologies
Abstract
Description
本出願は、2018年3月12日に出願された米国仮出願第62/641,931号および2018年4月27日に出願された米国仮出願第62/633,595号の開示に従属し、それらの出願日に対する優先権および利益を主張し、それらの開示は、その全体が参照により本明細書に組み込まれる。

a)特定のソリッドステート積層造形プロセスのための、測定され、制御され、操作されたソリッドステート積層造形プロセス変数を特定することと、
b)ソリッドステート積層造形変数およびシステム部品のプロセス制御のためのアルゴリズムを生成することと、
c)制御ソリッドステート積層造形プロセス変数のためのコード、および特定のソリッドステート積層造形プロセスに関連する異なるソリッドステート積層造形システム部品の制御された移動のためのコードを生成することと、
d)ソリッドステート積層造形システム内の重要な場所で、および不連続変数測定のための特定の期間で、制御されたプロセス変数の各々に対して、プロセス値PVを測定および記録することと、
e) SPが設定値である制御されたプロセス変数の各々に対して、差分Δ(Δ=SP−PV)を算出することと、
f)差分(Δ)がそれらのそれぞれの臨界範囲Δ外である場合、制御されたプロセス変数の各々に対してフィードバック制御信号を生成することと、
g)関連するソリッドステート積層造形機械部品の動作を制御するコードのコンピュータ実行によって、機械部品の移動を生成することと、を含む。
押し下げアクチュエータと、
積層造形プロセスを制御するための多変数制御ループを構築するための建築部品であって、建築部品は、以下の構成要素、すなわちセンサ、検出器、ゲージ、カメラ、フィルタ、アクチュエータ、およびコントローラのうちの少なくとも1つを含む、建築部品と、
個々のソリッドステート積層造形機械部品の動作を制御し、プロセス変数を制御するコードを実行するプログラム可能なコンピュータと、を含む、プロセス制御システム。
h)特定のソリッドステート積層造形プロセスのための独立および従属ソリッドステート積層造形プロセス変数を特定することと、
i)プロセス制御戦略およびプロセス制御設計構造を選択することと、
j)ソリッドステート積層造形システムにおいて臨界点を特定することであって、所与のプロセス変数を監視および/または測定する必要がある、特定することと、
k)各変数測定の連続性を判定することと、不連続測定の場合、各変数測定を行う頻度を判定することと、
l)特定のプロセスの実行に関連する、プロセス変数を制御し、積層造形部品を制御するための、生成されたコードを使用して、コンピュータをプログラムすることと、
m)特定のソリッドステート積層造形プロセスにおいて、制御されたプロセス変数の各々に対して、所望の設定ポイントSPを生成することと、および/または
n)差分Δに対する臨界範囲を特定することであって、Δは、制御されたプロセス変数の各々に対してΔ=SP−PVとして計算され、Δ値が臨界範囲内にある場合、特定の変数の補正の必要はない、特定することと、を含む、方法。
−充填材(粉末、顆粒、ロッド)を充填すること、
−充填剤をスピンドルに向かって押し下げる(充填剤のタイプに応じて)十分なダウンフォースを提供すること、
−所望のスピンドル角速度およびトルクを達成すること、
−所望のツール角速度およびトルクを達成すること、
−所望の充填材温度を達成すること、
−ワークピースクランプを提供すること、
−所望のワークピース温度を達成すること、
−不活性ガスパージを作業エリアに進めること、
−回転ツールをワークピースと近接させること、
−固定スポット撹拌および充填剤堆積を進めること、
−充填剤が堆積している間、横方向のツール移動を進めること、
−ツールの前後の横方向移動を介した層の後続の構築を進めて、所望の堆積層(コーティング)厚を達成すること、
−横方向のツール移動およびツール前後移動を実行して、所望の堆積層(コーティング)幅を達成すること、
−堆積層厚および幅が達成されると、スピンドルおよびツールの角速度およびトルクをゼロに減少させること、および
−ツールをワークピースから後退させること、のうちの1つ以上、または任意の組み合わせもしくはサブ組み合わせを含む、プロセスステップおよび関連する動作のうちのすべてまたはいくつかを制御することができる(特定の順序では列挙されておらず、これらのステップおよび動作のいくつかは、列挙されたものと同時に生じるか、または異なる順序で生じる)。
−特定のソリッドステート積層造形プロセスのための測定、制御、および操作されたプロセス変数を特定すること、
−所与のソリッドステート積層造形プロセスのための独立および従属プロセス変数を特定すること、
−プロセス制御戦略およびプロセス制御設計構造を選択すること、
−ソリッドステート積層造形システム内の臨界点を特定することであって、所与のプロセス変数を監視および/または測定する必要がある、特定すること、
−各変数測定の連続性を判定することと、不連続測定の場合は、各変数測定を行う頻度を判定すること、
−ソリッドステート積層造形プロセス中に制御および操作される必要がある変数のプロセス制御のためのアルゴリズムを生成すること、
−制御可能および操作可能なプロセス変数のためのコンピュータ可読コードを生成すること、
−所与のプロセスに関連する異なる機械部品の制御された移動のためのコンピュータ可読コードを生成すること、
−所与のソリッドステート積層造形プロセスの実行に関連する、プロセス変数を制御し、機械部品を制御するための、生成されたコンピュータ可読コードを使用して、コンピュータをプログラミングすること、
−所与のプロセスにおける制御されたプロセス変数の各々に対して、所望の設定ポイント「SP」を生成すること、
−ソリッドステート積層造形システム内の重要な場所で、および不連続な変数測定のための特定の期間で、制御されたプロセス変数の各々に対して、プロセス値「PV」を測定および記録すること、
−差分Δに対する臨界範囲を特定することであって、Δは、Δ値が臨界範囲内であるため、特定の変数の補正の必要がない状況において、制御されたプロセス変数の各々に対して、Δ=SP−PVとして計算される、特定すること、
−制御された各プロセス変数の各々に対して、差分Δ(Δ=SP−PV)を計算すること、
−プロセス変数を制御するコンピュータ可読コードのコンピュータ実行によって、制御されたプロセス変数の各々に対して、フィードバック制御信号を生成すること、
−差分(Δ)が所与のプロセス変数の臨界範囲外である場合、制御されたプロセス変数を補正すること、
−ソリッドステート積層造形機械部品の動作を制御するコンピュータ可読コードのコンピュータ実行によって、関連するソリッドステート積層造形機械部品の移動を生成すること、のうちの少なくとも1つまたは任意の組み合わせもしくはサブ組み合わせを含む。
調整され得る他のパラメータは、ツールの回転速度、充填剤供給速度、横方向速度、添加された材料の温度、基板の温度、周囲温度などを含む。
Claims (164)
- ソリッドステート積層造形システムのプロセス制御のための方法であって、
ソリッドステート積層造形プロセスのための1つ以上のプロセス変数のセットを特定することと、
前記1つ以上のプロセス変数を制御することができる1つ以上のプロセス制御アルゴリズムを提供することであって、前記プロセス制御アルゴリズムは、
各プロセス変数に対してプロセス値(PV)を取得することと、
各プロセス変数に対して設定点(SP)を生成することと、
各プロセス変数に対してΔ=SP−PVを計算することと、
1つ以上の(または各)プロセス変数に対してΔが所定の範囲を超えているかどうかを判定することと、Δが前記所定の範囲を超えている場合、
1つ以上の(または各)プロセス変数に対してフィードバック制御信号を生成することであって、前記フィードバック制御信号は、前記プロセス変数のうちの1つ以上と関連付けられた1つ以上のソリッドステート積層造形機械構成要素の動作を制御することができる、生成することと、を行うように構成される、提供することと、含む、方法。 - 前記1つ以上のプロセス制御アルゴリズムは、1つ以上の多変数制御ループにおいて前記1つ以上のプロセス変数を制御することができる、請求項1に記載の方法。
- 前記ソリッドステート積層造形プロセスは、3D構造の接合、コーティング、表面機能化、修復、および/もしくは積層造形、またはこれらのプロセスの任意の組み合わせを含む、請求項1に記載の方法。
- 前記1つ以上のプロセス変数は、測定された変数、制御された変数、および操作された変数から選択される、請求項1に記載の方法。
- 前記測定された変数、制御された変数、または操作された変数は、充填材温度、スピンドル温度、ツール温度、ツール位置、ダウンフォース、ツール圧力、スピンドルトルク、スピンドル角速度、ツールトルク、ツール横方向速度、ツール角速度、充填材流量、ガス流量、および/または振動のうちの1つ以上から選択される、請求項4に記載の方法。
- 前記1つ以上のソリッドステート積層機械構成要素の動作を制御することをさらに含む、請求項1に記載の方法。
- 前記1つ以上のソリッドステート積層機械構成要素の動作を制御することは、前記1つ以上のソリッドステート積層機械構成要素の移動を制御することを含む、請求項6に記載の方法。
- 前記1つ以上のソリッドステート積層機械構成要素は、充填材またはロッドを押すことができるアクチュエータを含み、
移動を制御することは、前記アクチュエータの横方向移動を制御することを含む、請求項7に記載の方法。 - 前記1つ以上のソリッドステート積層機械構成要素は、粉末状または粒状の充填材を含み、
移動を制御することは、前記粉末状または粒状の充填材の移動を制御することを含む、請求項7に記載の方法。 - 前記1つ以上のソリッドステート積層機械構成要素は、スピンドルを含み、
移動を制御することは、前記スピンドルの回転移動を制御することを含む、請求項7に記載の方法。 - 前記1つ以上のソリッドステート積層機械構成要素は、ツールであり、
移動を制御することは、前記ツールの横方向移動を制御することを含む、請求項7に記載の方法。 - 前記1つ以上のソリッドステート積層機械構成要素は、ツールであり、
移動を制御することは、前記ツールの回転移動を制御することを含む、請求項7に記載の方法。 - 1つ以上のワークピース(複数可)の横方向移動を制御することをさらに含む、請求項7に記載の方法。
- 前記1つ以上のソリッドステート積層機械構成要素の移動を制御することは、充填材またはロッドを押すアクチュエータの横方向移動を制御すること、および/または粉末状もしくは粒状の充填材の移動を制御すること、および/またはスピンドルの回転移動を制御すること、および/またはツールの横方向移動を制御すること、および/または1つ以上のワークピース(複数可)の横方向移動を制御することを含む、請求項7に記載の方法。
- 前記1つ以上のソリッドステート積層造形機械構成要素の監視および/または制御をさらに含む、請求項1に記載の方法。
- 前記1つ以上のソリッドステート積層造形機械構成要素の前記監視および/または制御は、粉末形態または粒状形態に存在する充填材、もしくはそれらの組み合わせを含むホッパの温度を監視すること、および/または制御することを含む、請求項15に記載の方法。
- 前記1つ以上のソリッドステート積層造形機械構成要素の前記監視および/または制御は、ロッド、粒状、または粉末状の充填材、もしくはそれらの組み合わせを供給することができる供給システムの温度を監視することおよび/または制御することを含む、請求項15に記載の方法。
- 前記1つ以上のソリッドステート積層造形機械構成要素の前記監視および/または制御は、1つ以上のワークピース(複数可)の温度を監視することおよび/または制御することを含む、請求項15に記載の方法。
- 前記1つ以上のソリッドステート積層造形機械構成要素の前記監視および/または制御は、スピンドルの温度を監視することおよび/または制御することを含む、請求項15に記載の方法。
- 前記1つ以上のソリッドステート積層造形機械構成要素の前記監視および/または制御は、ツールの温度を監視することおよび/または制御することを含む、請求項15に記載の方法。
- 前記1つ以上のソリッドステート積層造形機械構成要素の前記監視および/または制御は、ワークピースプラットフォームの温度を監視することおよび/または制御することを含む、請求項15に記載の方法。
- 前記1つ以上のソリッドステート積層造形機械構成要素の前記監視および/または制御は、スピンドルの振動を監視することおよび/または制御することを含む、請求項15に記載の方法。
- 前記1つ以上のソリッドステート積層造形機械構成要素の前記監視および/または制御は、ワークピースに対するツール(前記ワークピースの上に、下に、または横に配置される前記ツールなど)の位置を監視することおよび/または制御することを含む、請求項15に記載の方法。
- 前記1つ以上のソリッドステート積層造形機械構成要素の前記監視および/または制御は、供給システム内の充填ロッドの位置を監視することおよび/または制御することを含む、請求項15に記載の方法。
- 前記1つ以上のソリッドステート積層造形機械構成要素の前記監視および/または制御は、供給システム内の充填粉末または粒状の材料の流量の監視および/または制御を含む、請求項15に記載の方法。
- 前記1つ以上のソリッドステート積層造形機械構成要素の前記監視および/または制御は、供給区域内の下向きの力の監視および/または制御を含む、請求項15に記載の方法。
- 前記1つ以上のソリッドステート積層造形機械構成要素の前記監視および/または制御は、x方向、y方向、および/またはz方向におけるツールの力を監視することおよび/または制御することを含む、請求項15に記載の方法。
- 前記1つ以上のソリッドステート積層造形機械構成要素の前記監視および/または制御は、スピンドルのトルクを監視することおよび/または制御することを含む、請求項15に記載の方法。
- 前記1つ以上のソリッドステート積層造形機械構成要素の前記監視および/または制御は、ツールのトルクを監視することおよび/または制御することを含む、請求項15に記載の方法。
- 前記1つ以上のソリッドステート積層造形機械構成要素の前記監視および/または制御は、スピンドルの角速度を監視することおよび/または制御することを含む、請求項15に記載の方法。
- 前記1つ以上のソリッドステート積層造形機械構成要素の前記監視および/または制御は、ツールの角速度を監視することおよび/または制御することを含む、請求項15に記載の方法。
- 平均トラック厚を監視することおよび/または制御することをさらに含む、請求項15に記載の方法。
- 平均トラック幅を監視することおよび/または制御することをさらに含む、請求項15に記載の方法。
- 1つ以上の堆積層の密度を監視することおよび/または制御することをさらに含む、請求項15に記載の方法。
- 充填材濃度を監視することおよび/または制御することをさらに含む、請求項15に記載の方法。
- 1つ以上の堆積層の粒状構造を監視することおよび/または制御することをさらに含む、請求項15に記載の方法。
- 1つ以上の堆積層の1つ以上の機械的特性を監視することおよび/または制御することをさらに含む、請求項15に記載の方法。
- ホッパの温度、および/または供給システム温度、および/または1つ以上のワークピースの温度、および/またはスピンドルの温度、および/またはツールの温度、および/または1つ以上のワークピースプラットフォームの温度、および/またはスピンドルの振動、および/またはワークピースに対するツールの位置、および/または供給システム内の充填材の位置、および/または供給システム内の充填材の流量、および/または供給区域内のダウンフォース、および/またはx方向、y方向、および/またはz方向におけるツール力、および/またはスピンドルトルク、および/またはツールトルク、および/またはスピンドル角速度、および/またはツール角速度、および/またはトラック厚および/またはトラック幅、および/または1つ以上の堆積層の密度、および/または充填材中の濃度、および/または1つ以上の堆積層の粒状構造、および/または1つ以上の堆積層の機械的特性を監視することおよび/または制御することをさらに含む、請求項1に記載の方法。
- 前記1つ以上のソリッドステート積層造形機械構成要素の前記監視および/または制御は、閉ループにおいてアクチュエータの押し下げ力(Fact)を制御することを含む、請求項15に記載の方法。
- 前記1つ以上のソリッドステート積層造形機械構成要素の前記監視および/または制御は、モータから供給される電力を操作することによって、アクチュエータの押し下げ力を制御することを含む、請求項15に記載の方法。
- 前記1つ以上のソリッドステート積層造形機械構成要素の前記監視および/または制御は、閉ループにおいて充填材流量(Qf)を制御することを含む、請求項15に記載の方法。
- 前記1つ以上のソリッドステート積層造形機械構成要素の前記監視および/または制御は、モータから供給される電力を操作して、充填材流量(Qf)を制御することを含む、請求項15に記載の方法。
- 前記1つ以上のソリッドステート積層造形機械構成要素の前記監視および/または制御は、閉ループにおいてツールとワークピースとの間の摩擦力(Ff)を制御することを含む、請求項15に記載の方法。
- 前記1つ以上のソリッドステート積層造形機械構成要素の前記監視および/または制御は、閉ループにおいてツールとワークピースとの間の摩擦係数(Kf)を制御することを含む、請求項15に記載の方法。
- 前記1つ以上のソリッドステート積層造形機械構成要素の前記監視および/または制御は、アクチュエータダウンフォース(Fact)を調整することによって、摩擦力(Ff)を制御することを含む、請求項15に記載の方法。
- 前記1つ以上のソリッドステート積層造形機械構成要素の前記監視および/または制御は、スピンドルトルクを調整することによって、摩擦力(Ff)を制御することを含む、請求項15に記載の方法。
- 前記1つ以上のソリッドステート積層造形機械構成要素の前記監視および/または制御は、ツールトルクを調整することによって、摩擦力(Ff)を制御することを含む、請求項15に記載の方法。
- 前記1つ以上のソリッドステート積層造形機械構成要素の前記監視および/または制御は、アクチュエータダウンフォース(Fact)を調整することによって、摩擦係数(Kf)を制御することを含む、請求項15に記載の方法。
- 前記1つ以上のソリッドステート積層造形機械構成要素の前記監視および/または制御は、スピンドルのトルクを調整することによって、摩擦係数(Kf)を制御することを含む、請求項15に記載の方法。
- 前記1つ以上のソリッドステート積層造形機械構成要素の前記監視および/または制御は、ツールのトルクを調整することによって、摩擦係数(Kf)を制御することを含む、請求項15に記載の方法。
- 前記1つ以上のソリッドステート積層造形機械構成要素の前記監視および/または制御は、閉ループにおいてワークピースの表面温度(Tf)を制御することを含む、請求項15に記載の方法。
- 前記1つ以上のソリッドステート積層造形機械構成要素の前記監視および/または制御は、アクチュエータダウンフォース(Fact)を調整することによって、ワークピースの表面温度(Tf)を制御することを含む、請求項15に記載の方法。
- 前記1つ以上のソリッドステート積層造形機械構成要素の前記監視および/または制御は、スピンドルトルクを調整することによって、ワークピースの表面温度(Tf)を制御することを含む、請求項15に記載の方法。
- 前記1つ以上のソリッドステート積層造形機械構成要素の前記監視および/または制御は、ツールのトルクを調整することによって、ワークピースの表面温度Tfを制御することを含む、請求項15に記載の方法。
- アクチュエータ押し下げ力、Fact、ならびに/またはアクチュエータ押し下げ力、ならびに/または充填材流量、Qf、ならびに/またはモータから供給される電力を操作することによって、充填材流量、Qf、ならびに/またはツールとワークピースとの間の摩擦力、Ff、ならびに/またはアクチュエータダウンフォースFactを調整することによって、スピンドルトルクを調整することによって、ツールトルクを調整することによって、および/もしくはアクチュエータダウンフォースFactを調整することによって、ツールとワークピースとの間の摩擦係数、Kf、および/もしくは摩擦力Ff、ならびに/またはスピンドルトルクを調整することによって、および/もしくはツールトルクを調整することによって、摩擦係数Kf、ならびに/またはワークピース表面温度Tf、ならびに/またはアクチュエータダウンフォースFactを調整することによって、スピンドルトルクを調整することによって、および/もしくはツールトルクを調整することによって、ワークピース表面温度Tfを制御することをさらに含む、請求項1に記載の方法。
- ソリッドステート積層造形システムのためのプロセス制御システムであって、
以下の機械構成要素を含む機械であって、
消耗性充填材を受け入れることができる本体およびスロートを有する非消耗性部材と、
前記消耗性充填材に下向きの力を提供することができる押し下げアクチュエータと、を含む機械と、
1つ以上のプロセス変数に対してプロセス値(PV)を取得することができる1つ以上のセンサ、検出器、フィルタ、カメラ、またはゲージと、
前記機械構成要素のうちの1つ以上の動作を制御することができる1つ以上のアクチュエータ、モータ、またはコントローラと、
1つ以上のプロセッサと、
前記1つ以上のアクチュエータ、モータ、またはコントローラによって前記機械構成要素のうちの1つ以上の動作を制御するように前記1つ以上のプロセッサに指示することができる1つ以上のプロセス制御アルゴリズムを有する非一時的コンピュータ可読記憶媒体と、を含む、プロセス制御システム。 - 前記1つ以上のプロセス制御アルゴリズムは、1つ以上の多変数制御ループにおいて前記1つ以上のプロセス変数のうちの1つ以上を制御することができる、請求項56に記載のプロセス制御システム。
- 前記1つ以上の多変数制御ループのうちの1つ以上は、開制御ループ、閉制御ループ、またはそれらの任意の組み合わせを含む、請求項57に記載のプロセス制御システム。
- 前記消耗性充填材は、ロッド充填材、粉末充填材、粒状充填材、またはそれらの任意の組み合わせである、請求項56に記載のプロセス制御システム。
- 前記押し下げアクチュエータは、前記消耗性充填材がワークピース上に堆積するように、前記消耗性充填材に押し下げ力を供給することができる、請求項56に記載のプロセス制御システム。
- 前記押し下げアクチュエータは、制御された速度を提供して、前記ロッド充填材を押し下げることができる、請求項59に記載のプロセス制御システム。
- 前記押し下げアクチュエータは、制御された流量で前記粉末充填材に押し下げ力を提供することができる、請求項59に記載のプロセス制御システム。
- 前記押し下げアクチュエータは、制御された流量で前記粒状充填材に押し下げ力を提供することができる、請求項59に記載のプロセス制御システム。
- 前記押し下げアクチュエータは、制御された流量で粉末、顆粒、およびロッドの形態の充填材の任意の組み合わせに押し下げ力を提供することができる、請求項59に記載のプロセス制御システム。
- 前記押し下げアクチュエータは、モータによって供給される電力によって制御される、請求項56に記載のプロセス制御システム。
- 前記プロセス制御システムは、前記1つ以上のプロセス変数のうちの1つ以上を監視、測定、および検知することができる、請求項56に記載のプロセス制御システム。
- 前記プロセス制御システムは、閉ループにおいて制御される前記1つ以上のプロセス変数のうちの1つ以上に対して可変補正(フィードバック)を提供することができる、請求項56に記載のプロセス制御システム。
- 前記1つ以上のアクチュエータは、前記機械構成要素のうちの1つ以上の横方向移動または角移動を生成することができる少なくとも1つのアクチュエータを含む、請求項56に記載のプロセス制御システム。
- 前記1つ以上のアクチュエータは、前記機械構成要素のうちの1つ以上またはすべての移動を制御することができる少なくとも1つのアクチュエータを含み、前記機械構成要素は、スピンドル、ツール、および/またはワークピースのうちの1つ以上を含む、請求項56に記載のプロセス制御システム。
- 前記1つ以上のセンサは、前記スピンドルの振動を監視することができる少なくとも1つのセンサを含む、請求項69に記載のプロセス制御システム。
- 前記1つ以上の検出器は、前記消耗性充填材の温度を監視することができる少なくとも1つの検出器を含む、請求項69に記載のプロセス制御システム。
- 前記1つ以上の検出器は、前記スピンドルの温度を検出することができる少なくとも1つの検出器を含む、請求項69に記載のプロセス制御システム。
- 前記1つ以上の検出器は、前記ツールの温度を検出することができる少なくとも1つの検出器を含む、請求項69に記載のプロセス制御システム。
- 前記1つ以上の検出器は、前記ワークピースの温度を検出することができる少なくとも1つの検出器を含む、請求項69に記載のプロセス制御システム。
- 前記1つ以上の検出器は、前記スピンドルのトルクを測定することができる少なくとも1つの検出器を含む、請求項69に記載のプロセス制御システム。
- 前記1つ以上の検出器は、前記ツールのトルクを測定することができる少なくとも1つの検出器を含む、請求項69に記載のプロセス制御システム。
- 前記1つ以上の検出器は、前記スピンドルの角速度を測定することができる少なくとも1つの検出器を含む、請求項69に記載のプロセス制御システム。
- 前記1つ以上の検出器は、前記ツールの角速度を測定することができる少なくとも1つの検出器を含む、請求項69に記載のプロセス制御システム。
- 前記1つ以上の検出器は、前記スピンドルおよび/または前記ツールの下向きの力を測定することができる少なくとも1つの検出器を含む、請求項69に記載のプロセス制御システム。
- 前記1つ以上の検出器は、x方向、y方向、および/またはz方向における前記ツールの1つ以上の力を測定することができる少なくとも1つの検出器を含む、請求項69に記載のプロセス制御システム。
- 前記1つ以上の検出器は、トラック幅を測定することができる少なくとも1つの検出器を含む、請求項56に記載のプロセス制御システム。
- 前記1つ以上の検出器は、トラック厚を測定することができる少なくとも1つの検出器を含む、請求項56に記載のプロセス制御システム。
- 前記1つ以上の検出器は、トラック粒状構造を監視することができる少なくとも1つの光学検出器を含む、請求項56に記載のプロセス制御システム。
- 前記1つ以上の検出器は、1つ以上の堆積層の機械的特性を測定することができる少なくとも1つの検出器を含む、請求項56に記載のプロセス制御システム。
- 前記1つ以上の検出器は、前記消耗性充填材の流量を測定することができる少なくとも1つの検出器を含む、請求項56に記載のプロセス制御システム。
- 前記1つ以上の検出器は、前記充填材の濃度を測定することができる少なくとも1つの検出器を含む、請求項56に記載のプロセス制御システム。
- 前記1つ以上の検出器は、1つ以上の堆積層の密度を検出することができる少なくとも1つの検出器を含む、請求項56に記載のプロセス制御システム。
- 前記1つ以上のカメラは、前記ソリッドステート積層造形システムによって実行されるソリッドステート積層造形プロセスを監視することができる少なくとも1つのカメラを含む、請求項56に記載のプロセス制御システム。
- 前記ツールおよび前記ワークピースのx方向、y方向、および/またはz方向における移動を制御することができる少なくとも1つの駆動装置をさらに含む、請求項69に記載のプロセス制御システム。
- 前記スピンドルおよび前記ツールの回転移動を制御することができる少なくとも1つの駆動装置をさらに含む、請求項69に記載のプロセス制御システム。
- 前記1つ以上の検出器は、1つ以上の堆積層の表面仕上げ(粗さ)を監視することができる少なくとも1つの検出器を含む、請求項56に記載のプロセス制御システム。
- 前記1つ以上の検出器は、前記ツールとワークピース表面との間の摩擦力を測定することができる検出器を少なくとも1つ含む、請求項69に記載のプロセス制御システム。
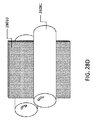
- 繰り返し構築ブロックおよび/またはセルを含む、3D構造。
- 前記構築ブロックおよび/またはセルは、1つ以上の六角形ハニカムセル、三角形ハニカムセル、正方形状のハニカムセル、またはそれらの任意の組み合わせを含む、請求項93に記載の3D構造。
- 少なくとも2つの繰り返し構築ブロックおよび/またはセルを含む、請求項93に記載の3D構造。
- 前記繰り返し構築ブロックおよび/またはセルは、共に、1つ以上の周期的セル構造、非周期的セル構造、勾配セル構造、重畳された二重構造もしくは三重構造、階層構造、またはそれらの任意の組み合わせを形成するように構成される、請求項93に記載の3D構造。
- 前記繰り返し構築ブロックおよび/またはセルは、1つのタイプの材料からなる、請求項93に記載の3D構造。
- 前記繰り返し構築ブロックおよび/またはセルは、複数のタイプの材料を含む、請求項93に記載の3D構造。
- 前記繰り返し構築ブロックおよび/またはセルは、金属、MMC、金属合金、複合材、プラスチック、ポリマー、ブレンド、またはそれらの任意の組み合わせのうちの少なくとも1つを含む、請求項93に記載の3D構造。
- 前記繰り返し構築ブロックおよび/またはセルは、形状記憶材料を含む、請求項93に記載の3D構造。
- 前記3D構造は、形状の可逆的変化をすることができる、請求項93に記載の3D構造。
- 前記3D構造は、ソリッドステート積層造形プロセスと、初期形成された構造の後続の制御された変形の産物である、請求項93に記載の3D構造。
- 前記3D構造は、ソリッドステート積層造形プロセスと、初期形成された構造の後続の熱処理の産物である、請求項93に記載の3D構造。
- 構築ブロックおよび/またはセルの複数の層を含む、請求項93に記載の3D構造。
- 前記3D構造は、接着層を含まない、請求項104に記載の3D構造。
- 前記3D構造は、ハニカム中間層を含むサンドイッチ構造である、請求項93に記載の3D構造。
- 前記3D構造は、接着層を含まない、請求項106に記載の3D構造。
- 前記ソフトウェア制御積層造形システムは、3次元構造を形成することができる、請求項1に記載の方法。
- ソフトウェア制御積層造形システムを用いた4D印刷方法である、請求項1に記載の方法。
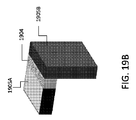
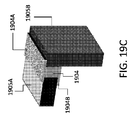
- 基板上に配置されたハニカム構造を含む3次元構造であって、前記ハニカム構造は、積層材料を含む、3次元構造。
- 単一の基板上に配置された2つの重畳ハニカム構造を含む3次元構造。
- 第1の層および第2の層を含む3次元構造であって、前記第1の層は、2つの重畳ハニカム構造を含み、前記第2の層は、階層ハニカム構造を含む、3次元構造。
- 少なくとも1つのハニカム中間層を含む多層構造であって、前記多層構造は、接着層を含まない、多層構造。
- 基板上に配置されたハニカム層を含む3次元構造であって、前記ハニカム層は、第1の材料を含むフレーム、および第2の材料を含む前記フレーム内に配置された充填剤を含む、3次元構造。
- 基板上に配置されたハニカム層を含む3次元構造であって、前記ハニカム層は、前記ハニカムの隣接するセルの間に配置された1つ以上の補強リブを含む、3次元構造。
- 1つ以上の熱可塑性層および/または金属層、ならびにプレプレグ層を含む積層構造であって、前記積層構造は、接着層を含まない、積層構造。
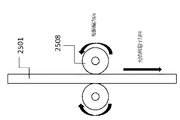
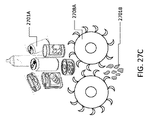
- ソリッドステート積層造形システムのための供給システムであって、前記供給システムは、
駆動ローラの1つ以上の対を含み、
前記駆動ローラの1つ以上の対は、以下の特徴、すなわち
固体充填材もしくはコーティング材の表面と係合することができ、および/または前記固体充填材もしくはコーティング材の再成形を提供することができる、前記駆動ローラの対のうちの1つ以上の表面特徴、
駆動ローラ間のギャップを調整するための能力、および/または
使用中に前記固体充填材またはコーティング材を加熱するための能力のうちの1つ以上を含む、供給システム。 - 前記固体充填材またはコーティング材は、ロッドである、請求項117に記載の供給システム。
- 前記固体充填材またはコーティング材は、プレート、シート、もしくはフィルム状の充填材またはコーティング材を含み、前記駆動ローラの1つ以上の対は、プレート、シート、またはフィルム状の充填材またはコーティング材を供給することができる、請求項117に記載の供給システム。
- 前記固体充填材またはコーティング材は、ブロック充填材またはコーティング材を含み、前記駆動ローラの1つ以上の対は、前記ブロック充填材またはコーティング材を供給すること、および前記ブロック充填材またはコーティング材を再形成または切断することができる、請求項117に記載の供給システム。
- 前記駆動ローラの1つ以上の対は、前記固体充填材またはコーティング材が使用中に後退するように、回転を逆転させることができる、請求項117に記載の供給システム。
- 前記駆動ローラの1つ以上の対は、前記ソリッドステート積層造形システムのスピンドルの外側に位置する、請求項117に記載の供給システム。
- 前記駆動ローラの1つ以上の対は、前記ソリッドステート積層造形システムのスピンドルの内側に位置する、請求項117に記載の供給システム。
- 前記駆動ローラの1つ以上の対は、加熱される、請求項117に記載の供給システム。
- 前記駆動ローラの1つ以上の対は、使用中に前記固体充填材またはコーティング材を固定することができる1つ以上の溝をさらに含む、請求項117に記載の供給システム。
- 前記駆動ローラの1つ以上の対は、使用中に前記固体充填材またはコーティング材の複数のロッドを固定することができる複数の溝をさらに含む、請求項117に記載の供給システム。
- 前記固体充填材またはコーティング材の複数のロッドは、同じまたは異なる材料のロッドである、請求項126に記載の供給システム。
- 前記供給システムは、前記固体充填材またはコーティング材の複数のロッドを統合して、MMC、ブレンド、合金、または複合充填材もしくはコーティング材をその場で形成することができる、請求項126に記載の供給システム。
- 前記駆動ローラの1つ以上の対は、回転可能なツールまたはスピンドルに、プレート、シート、および/またはフィルムの形態の前記固体充填材またはコーティング材の連続供給を提供することができる、請求項117に記載の供給システム。
- 前記供給システムは、単一のタイプの材料を含む、または複数のタイプの材料を含む複数のプレート、シート、および/またはフィルムの連続供給を提供することができる、請求項117に記載の供給システム。
- 前記供給システムは、異なる材料のプレート、シート、またはフィルムを統合して、MMC、ブレンド、合金または複合材充填材もしくはコーティング材をその場で形成することができる、請求項117に記載の供給システム。
- 前記駆動ローラの1つ以上の対は、それらの表面上に1つ以上の延長部を含み、延長部は、前記固体充填材またはコーティング材を再成形することができる、請求項117に記載の供給システム。
- 前記駆動ローラの1つ以上の対は、ナイフ状またはブレード状の特徴をそれらの表面上に含み、特徴は、前記固体充填材またはコーティング材を切断することができる、請求項117に記載の供給システム。
- 駆動ローラ間の前記ギャップを調整するための前記能力は、ばねを含む、請求項117に記載の供給システム。
- 駆動ローラ間の各対の前記ギャップを調整するための前記能力は、1つ以上の手動調整機構を含む、請求項117に記載の供給システム。
- 前記駆動ローラの1つ以上の対は、駆動ローラの複数の対を含む、請求項117に記載の供給システム。
- 前記駆動ローラの1つ以上の対は、異なる速度で回転することができる、請求項117に記載の供給システム。
- 前記駆動ローラの1つ以上の対は、異なる温度に加熱されることができる、請求項117に記載の供給システム。
- 前記供給システムは、可変幅の固体充填材を供給することができる、請求項117に記載の供給システム。
- 前記供給システムは、正方形、長方形、または円形の断面を有する固体充填材を供給することができる、請求項117に記載の供給システム。
- ソリッドステート積層造形システムのための供給システムであって、前記供給システムは、
駆動ローラの1つ以上の対を含み、
前記駆動ローラの1つ以上の対は、異なるサイズおよび形状の片を含む充填材または
コーティング材を供給することができる、駆動ローラの1つ以上の対を含む、供給システム。 - 前記充填材またはコーティング材は、スクラップ弾丸鋳造および/またはショットガンケースを含む、請求項141に記載の供給システム。
- 前記充填材またはコーティング材は、スクラップ金属くずおよび/または機械チップを含む、請求項141に記載の供給システム。
- 前記充填材またはコーティング材は、使用済み金属缶を含む、請求項141に記載の供給システム。
- 前記充填材またはコーティング材は、使用済みプラスチックボトルまたは他のプラスチック物体を含む、請求項141に記載の供給システム。
- 前記駆動ローラのうちの1つ以上の対は、パドル型ブレードを含む、請求項141に記載の供給システム。
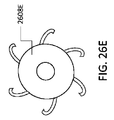
- ソリッドステート積層造形システムのための供給システムであって、前記供給システムは、
ホッパと、
スロートを有するスピンドルと、
前記ホッパ内に配置された撹拌器と、
前記スロートを通ってツール本体に充填材またはコーティング材を連続的に送達することができる、前記ホッパおよび/またはスロートに配置されたオーガスクリュと、を含み、
前記ツール本体は、第1の速度で回転することができ、前記オーガスクリュおよび/または前記撹拌器は、第2の速度で回転することができ、
前記ツール本体は、前記充填材またはコーティング材を前記ツール本体と基板またはワークピースとの間の体積に閉じ込めることができ、摩擦加熱および剪断荷重を用いて前記基板またはワークピース上にコーティングの表面を形成および剪断することができる表面を含む、供給システム。 - 前記ホッパは、充填材構成要素、液体添加剤、もしくは潤滑剤を供給することができる、または通気することができる複数のポートを含む、請求項147に記載の供給システム。
- 前記ホッパは、前記充填材またはコーティング材を加熱することができる熱交換器を含む、請求項147に記載の供給システム。
- 前記供給システムは、粉末、顆粒、ビーズ、ペレット、フレーク、および/もしくはブリケット、またはそれらの任意の組み合わせの形態の前記充填材またはコーティング材の連続的な供給を提供することができる、請求項147に記載の供給システム。
- 前記供給システムは、潤滑剤、可塑剤、安定剤、強化剤、および/または充填剤を含む添加剤の供給を提供することができる、請求項147に記載の供給システム。
- 前記オーガスクリュは、前記ホッパから前記スピンドルスロートおよび/またはツール本体まで延在する、請求項147に記載の供給システム。
- 前記オーガスクリュは、その長さに沿って一定のピッチを有する、請求項147に記載の供給システム。
- 前記オーガスクリュは、その長さに沿って可変ピッチを有する、請求項147に記載の供給システム。
- 前記オーガスクリュは、その長さに沿って一定の深度を有する、請求項147に記載の供給システム。
- 前記オーガスクリュは、その長さに沿って可変深度を有する、請求項147に記載の供給システム。
- 前記オーガスクリュは、その長さに沿って一定の直径を有する、請求項147に記載の供給システム。
- 前記オーガスクリュは、その長さに沿って可変直径を有する、請求項147に記載の供給システム。
- 前記オーガスクリュは、1つ以上のテーパ区分を含む、請求項147に記載の供給システム。
- 前記オーガスクリュは、1つ以上のリボン状区分を含む、請求項147に記載の給餌システム。
- 前記オーガスクリュは、1つ以上のパドル型ブレードを含む、請求項147に記載の供給システム。
- 前記オーガスクリュは、三日月型ブレードを含む、請求項147に記載の供給システム。
- 前記供給システムは、大型の前記充填材またはコーティング材を供給することができるシャフトレスフライトまたは断面フライトを含む、請求項147に記載の供給システム。
- 前記供給システムは、ツインオーガまたはダブルオーガを含む、請求項147に記載の供給システム。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201862641931P | 2018-03-12 | 2018-03-12 | |
| US62/641,931 | 2018-03-12 | ||
| US201862663595P | 2018-04-27 | 2018-04-27 | |
| US62/663,595 | 2018-04-27 | ||
| PCT/US2019/021910 WO2019178138A2 (en) | 2018-03-12 | 2019-03-12 | Method for process control of a solid-state additive manufacturing system, process control system, continuous feeding system and structures produced with a software-controlled solid -state additive manufacturing system |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021517871A true JP2021517871A (ja) | 2021-07-29 |
| JPWO2019178138A5 JPWO2019178138A5 (ja) | 2022-03-23 |
Family
ID=67906940
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021500015A Pending JP2021517871A (ja) | 2018-03-12 | 2019-03-12 | ソリッドステート積層造形システムのプロセス制御のための方法、プロセス制御システム、連続供給システム、およびソフトウェア制御ソリッドステート積層造形システムで生成された構造体 |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US11642838B2 (ja) |
| EP (1) | EP3765221A4 (ja) |
| JP (1) | JP2021517871A (ja) |
| KR (1) | KR20210010980A (ja) |
| AU (1) | AU2019234726A1 (ja) |
| CA (1) | CA3093812A1 (ja) |
| WO (1) | WO2019178138A2 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU2018359514C1 (en) | 2017-10-31 | 2021-05-27 | MELD Manufacturing Corporation | Solid-state additive manufacturing system and material compositions and structures |
| US11370058B2 (en) * | 2019-08-13 | 2022-06-28 | The Boeing Company | Loading feedstock into an additive friction stir deposition machine |
| US11890788B2 (en) | 2020-05-20 | 2024-02-06 | The Regents Of The University Of Michigan | Methods and process for producing polymer-metal hybrid components bonded by C—O-M bonds |
| US11752554B2 (en) | 2020-12-24 | 2023-09-12 | Xerox Corporation | Methods and systems for printing graded materials by roller-based deposition of multiple powders |
| CN114183477B (zh) * | 2021-12-13 | 2024-01-19 | 哈尔滨工业大学(威海) | 应用于摩擦增材制造装置的离合器 |
| CN114406441B (zh) * | 2022-02-24 | 2023-12-29 | 江西理工大学 | 一种蜂窝板材搅拌摩擦焊方法及装置 |
| CN116174747B (zh) * | 2022-12-06 | 2023-07-25 | 杭州爱新凯科技有限公司 | 一种多通道激光3d打印装置及其扫描方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016529136A (ja) * | 2013-08-07 | 2016-09-23 | マサチューセッツ インスティテュート オブ テクノロジー | 押出機送りシステム |
| JP2016533925A (ja) * | 2013-08-07 | 2016-11-04 | マサチューセッツ インスティテュート オブ テクノロジー | 付加製造装置の自動プロセス制御 |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8632850B2 (en) | 2005-09-26 | 2014-01-21 | Schultz-Creehan Holdings, Inc. | Friction fabrication tools |
| US9511445B2 (en) | 2014-12-17 | 2016-12-06 | Aeroprobe Corporation | Solid state joining using additive friction stir processing |
| US9511446B2 (en) | 2014-12-17 | 2016-12-06 | Aeroprobe Corporation | In-situ interlocking of metals using additive friction stir processing |
| US20080041921A1 (en) | 2005-09-26 | 2008-02-21 | Kevin Creehan | Friction stir fabrication |
| US8875976B2 (en) * | 2005-09-26 | 2014-11-04 | Aeroprobe Corporation | System for continuous feeding of filler material for friction stir welding, processing and fabrication |
| US9266191B2 (en) | 2013-12-18 | 2016-02-23 | Aeroprobe Corporation | Fabrication of monolithic stiffening ribs on metallic sheets |
| US8397974B2 (en) * | 2005-09-26 | 2013-03-19 | Aeroprobe Corporation | Self-reacting friction stir welding tool with the ability to add filler material |
| CN101356304B (zh) * | 2005-10-11 | 2012-10-31 | Gsi集团公司 | 光学计量度盘及其基于激光的制造方法 |
| DK176641B1 (da) | 2006-01-20 | 2009-01-05 | House Of Prince As | Apparat samt fremgangsmåde og system til udlevering af varer |
| AU2010338469B2 (en) | 2009-12-17 | 2014-08-07 | Sanofi-Aventis Deutschland Gmbh | Medical device and method of assembly |
| US20180361501A1 (en) | 2013-12-18 | 2018-12-20 | MELD Manufacturing Corporation | Meld solid-state joining of different features to cast parts |
| CN106112254B (zh) * | 2016-08-16 | 2018-08-10 | 东晓 | 一种3d打印设备及方法 |
| CN107598357B (zh) * | 2017-09-08 | 2019-10-29 | 广东省焊接技术研究所(广东省中乌研究院) | 一种随焊填充式无匙孔搅拌摩擦焊接方法 |
| AU2018359514C1 (en) | 2017-10-31 | 2021-05-27 | MELD Manufacturing Corporation | Solid-state additive manufacturing system and material compositions and structures |
| WO2019125464A1 (en) * | 2017-12-21 | 2019-06-27 | Hewlett-Packard Development Company, L.P. | Emptying vessels in a build device |
| KR20210049085A (ko) | 2018-06-19 | 2021-05-04 | 멜드 매뉴팩쳐링 코포레이션 | 이종 재료 및 부분의 고체 접합 방법 및 인 시튜 생성되는 타간트 피처를 갖는 코팅 및 부분의 고체 적층 제조 |
| KR20210113973A (ko) | 2018-09-11 | 2021-09-17 | 멜드 매뉴팩쳐링 코포레이션 | 전도성 폴리머 조성물의 합성, 전도성 플라스틱 부품의 제조 및 전도성 코팅을 위한 고체-상태 적층 가공 방법. |
| WO2020106952A1 (en) | 2018-11-21 | 2020-05-28 | MELD Manufacturing Corporation | Hybrid solid-state additive and subtractive manufacturing processes, materials used and parts fabricated with the hybrid processes |
| AU2021322299A1 (en) | 2020-08-06 | 2023-04-06 | MELD Manufacturing Corporation | Accessory device for a solid-state additive manufacturing system enabling printing of large and complex parts |
-
2019
- 2019-03-12 WO PCT/US2019/021910 patent/WO2019178138A2/en unknown
- 2019-03-12 EP EP19767147.2A patent/EP3765221A4/en active Pending
- 2019-03-12 CA CA3093812A patent/CA3093812A1/en active Pending
- 2019-03-12 KR KR1020207028915A patent/KR20210010980A/ko not_active Application Discontinuation
- 2019-03-12 AU AU2019234726A patent/AU2019234726A1/en active Pending
- 2019-03-12 JP JP2021500015A patent/JP2021517871A/ja active Pending
-
2020
- 2020-09-10 US US17/016,517 patent/US11642838B2/en active Active
-
2023
- 2023-05-08 US US18/144,381 patent/US20240109245A1/en active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016529136A (ja) * | 2013-08-07 | 2016-09-23 | マサチューセッツ インスティテュート オブ テクノロジー | 押出機送りシステム |
| JP2016533925A (ja) * | 2013-08-07 | 2016-11-04 | マサチューセッツ インスティテュート オブ テクノロジー | 付加製造装置の自動プロセス制御 |
Also Published As
| Publication number | Publication date |
|---|---|
| CA3093812A1 (en) | 2019-09-19 |
| US20240109245A1 (en) | 2024-04-04 |
| WO2019178138A3 (en) | 2019-10-17 |
| WO2019178138A2 (en) | 2019-09-19 |
| AU2019234726A1 (en) | 2020-10-29 |
| EP3765221A2 (en) | 2021-01-20 |
| US11642838B2 (en) | 2023-05-09 |
| EP3765221A4 (en) | 2022-04-06 |
| US20210078258A1 (en) | 2021-03-18 |
| KR20210010980A (ko) | 2021-01-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2021517871A (ja) | ソリッドステート積層造形システムのプロセス制御のための方法、プロセス制御システム、連続供給システム、およびソフトウェア制御ソリッドステート積層造形システムで生成された構造体 | |
| Yadav et al. | Optimization of FDM 3D printing process parameters for multi-material using artificial neural network | |
| US9266191B2 (en) | Fabrication of monolithic stiffening ribs on metallic sheets | |
| Zhang et al. | Additive manufacturing of metallic materials: a review | |
| CN1313238C (zh) | 带变速探头的搅拌摩擦焊装置及方法 | |
| US10583631B2 (en) | In-situ interlocking of metals using additive friction stir processing | |
| JP2019518864A (ja) | 金属造形材料を用いた付加製造 | |
| US20170252813A1 (en) | Energy directors for additive fabrication using semi-solid metallic extrusion | |
| TW201945099A (zh) | 適應性3d列印 | |
| Kumar et al. | Friction stir welding of ABS-15Al sheets by introducing compatible semi-consumable shoulder-less pin of PA6-50Al | |
| WO2013002869A2 (en) | System for continuous feeding of filler material for friction stir fabrication and self-reacting friction stir welding tool | |
| US20220080522A1 (en) | Hybrid solid-state additive and subtractive manufacturing processes, materials used and parts fabricated with the hybrid processes | |
| WO2014130190A1 (en) | Friction spot welding and friction seam welding | |
| Rajamani et al. | Experimental investigations and parametric optimization of process parameters on shrinkage characteristics of selective inhibition sintered high density polyethylene parts | |
| Khairuddin et al. | Principles and thermo-mechanical model of friction stir welding | |
| Fielden-Stewart et al. | Effect of the surface morphology of SLM printed aluminium on the interfacial fracture toughness of metal-composite hybrid joints | |
| Vidakis et al. | Optimization of friction stir welding for various tool pin geometries: the weldability of Polyamide 6 plates made of material extrusion additive manufacturing | |
| US20210276244A1 (en) | Corrugated three dimensional (3d) additive manufacturing | |
| Tiwary et al. | Investigations on FSW of nylon micro-particle enhanced 3D printed parts applied to a Clark-Y UAV wing | |
| Devarajan et al. | Experimental investigation and characterization of friction stir spot-welded dissimilar aluminum copper metallic lap joints | |
| Hiscocks et al. | Formation mechanisms of periodic longitudinal microstructure and texture patterns in friction stir welded magnesium AZ80 | |
| Hedrick et al. | Integration of additive manufacturing and virtual verification strategies within a commercial CAM system | |
| Garcia et al. | Investigation of Raster Pattern Spacing and Direction for Friction Stir Additive Manufacturing of Al-5083 | |
| Weflen | A hybrid additive and subtractive manufacturing approach for multi-material components | |
| Kuo et al. | Design, analytical and experimental evaluations of additive manufacturing for laser melting of polymer-metal colloids |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220314 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220314 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20221005 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20230105 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20230303 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230405 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230626 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20230922 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20231225 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20240304 |