JP2020172076A - Method for manufacturing seat pad, seat pad, and three-dimensional modelling data - Google Patents
Method for manufacturing seat pad, seat pad, and three-dimensional modelling data Download PDFInfo
- Publication number
- JP2020172076A JP2020172076A JP2019076046A JP2019076046A JP2020172076A JP 2020172076 A JP2020172076 A JP 2020172076A JP 2019076046 A JP2019076046 A JP 2019076046A JP 2019076046 A JP2019076046 A JP 2019076046A JP 2020172076 A JP2020172076 A JP 2020172076A
- Authority
- JP
- Japan
- Prior art keywords
- seat pad
- pad
- bone
- skeleton
- porous structure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


















Abstract
Description
本発明は、シートパッドの製造方法、シートパッド、及び、3D造形用データに関する。 The present invention relates to a method for manufacturing a seat pad, a seat pad, and data for 3D modeling.
従来より、シートパッドは、例えば金型成形等において、化学反応により発泡させる工程を経て、製造されている(例えば、特許文献1)。 Conventionally, a seat pad has been manufactured through a step of foaming by a chemical reaction, for example, in mold molding or the like (for example, Patent Document 1).
しかしながら、上述したように化学反応により発泡させる工程を経てシートパッドを製造する場合は、シートパッドの外表面に開口する複数の開口どうしの間においてシートパッドの内部を延在する流体通路(以下、単に「流体通路」ともいう。)を形成することは難しい。 However, when the seat pad is manufactured through the step of foaming by a chemical reaction as described above, a fluid passage extending inside the seat pad (hereinafter, hereinafter, between a plurality of openings opened on the outer surface of the seat pad). It is difficult to form a "fluid passage").
本発明は、流体通路を有するシートパッドを簡単に製造することができる、シートパッドの製造方法、シートパッド、及び、3D造形用データを、提供することを目的とする。 An object of the present invention is to provide a method for manufacturing a seat pad, a seat pad, and data for 3D modeling, which can easily manufacture a seat pad having a fluid passage.
本発明のシートパッドの製造方法は、
多孔質構造体から構成されたシートパッドの製造方法であって、
3Dプリンタを用いて前記シートパッドを造形する、造形ステップを含み、
前記多孔質構造体は、可撓性のある樹脂又はゴムから構成されており、
前記シートパッドは、前記シートパッドの外表面に開口する第1開口から、前記シートパッドの内部を延在し、前記シートパッドの外表面に開口する第2開口までに至る、流体が通るための流体通路を有しており、
前記流体通路の前記第2開口は、前記シートパッドの着座者側の面に開口している。
本発明のシートパッドの製造方法によれば、流体通路を有するシートパッドを簡単に製造することができる。
The method for manufacturing the seat pad of the present invention
A method for manufacturing a seat pad composed of a porous structure.
Includes a modeling step of modeling the seat pad using a 3D printer.
The porous structure is made of a flexible resin or rubber.
The seat pad is for fluid to pass from a first opening that opens to the outer surface of the seat pad to a second opening that extends inside the seat pad and opens to the outer surface of the seat pad. Has a fluid passage and
The second opening of the fluid passage is open to the seater-side surface of the seat pad.
According to the method for manufacturing a seat pad of the present invention, a seat pad having a fluid passage can be easily manufactured.
本発明のシートパッドの製造方法において、
前記流体通路は、複数の分岐通路を有していると、好適である。
これにより、温度調節等をより効果的に行うことができる。
In the method for manufacturing a seat pad of the present invention
It is preferable that the fluid passage has a plurality of branch passages.
As a result, temperature control and the like can be performed more effectively.
本発明のシートパッドの製造方法において、
前記複数の分岐通路は、それぞれ、前記シートパッドの前記着座者側の面に開口する前記第2開口を有していると、好適である。
これにより、温度調節等をより効果的に行うことができる。
In the method for manufacturing a seat pad of the present invention
It is preferable that each of the plurality of branch aisles has the second opening that opens to the seater-side surface of the seat pad.
As a result, temperature control and the like can be performed more effectively.
本発明のシートパッドの製造方法において、
前記シートパッドは、クッションパッドとして構成されており、
前記クッションパッドは、着座者の尻部を下側から支持するように構成された尻下部を有しており、
前記流体通路の前記第2開口は、前記尻下部の着座者側の面に開口していると、好適である。
これにより、温度調節等をより効果的に行うことができる。
In the method for manufacturing a seat pad of the present invention
The seat pad is configured as a cushion pad.
The cushion pad has a lower buttock configured to support the buttock portion of the seated person from below.
It is preferable that the second opening of the fluid passage is open to the seater-side surface of the lower buttock.
As a result, temperature control and the like can be performed more effectively.
本発明のシートパッドの製造方法において、
前記シートパッドは、バックパッドとして構成されており、
前記バックパッドは、着座者の背中を後側から支持するように構成されたメインパッド部を有しており、
前記流体通路の前記第2開口は、前記メインパッド部の着座者側の面に開口していると、好適である。
これにより、温度調節等をより効果的に行うことができる。
In the method for manufacturing a seat pad of the present invention
The seat pad is configured as a back pad.
The back pad has a main pad portion configured to support the back of the seated person from the rear side.
It is preferable that the second opening of the fluid passage is open to the seater-side surface of the main pad portion.
As a result, temperature control and the like can be performed more effectively.
本発明のシートパッドの製造方法において、
前記流体通路の前記第1開口は、前記シートパッドの外表面のうち前記着座者側の面以外の面に開口していると、好適である。
これにより、例えば、エアコンの排出口が着座者と干渉するのを抑制できる。
In the method for manufacturing a seat pad of the present invention
It is preferable that the first opening of the fluid passage is open to a surface of the outer surface of the seat pad other than the surface on the seater side.
Thereby, for example, it is possible to prevent the outlet of the air conditioner from interfering with the seated person.
本発明のシートパッドの製造方法において、
前記多孔質構造体は、骨格部を備えており、
前記骨格部は、
複数の骨部と、
それぞれ前記複数の骨部の端部どうしを結合する、複数の結合部と、
から構成されており、
前記骨格部は、セル孔を内部に区画するセル区画部を有しており、
前記セル区画部は、それぞれ環状に構成された複数の環状部を有しており、
前記複数の環状部は、それぞれの内周側縁部によって区画する仮想面どうしが交差しないように互いに連結されており、
前記セル孔は、前記複数の環状部と、前記複数の環状部がそれぞれ区画する複数の前記仮想面とによって、区画されており、
前記環状部は、複数の前記骨部と複数の前記結合部とから構成されていると、好適である。
これにより、シートパッドのクッション性を向上できる。
In the method for manufacturing a seat pad of the present invention
The porous structure includes a skeleton portion and has a skeleton portion.
The skeleton is
With multiple bones
A plurality of joints, each of which connects the ends of the plurality of bones,
Consists of
The skeleton portion has a cell partition portion that internally partitions the cell hole.
Each of the cell compartments has a plurality of annular portions configured in an annular shape.
The plurality of annular portions are connected to each other so that the virtual surfaces partitioned by the respective inner peripheral side edges do not intersect with each other.
The cell hole is partitioned by the plurality of annular portions and the plurality of virtual surfaces on which the plurality of annular portions are partitioned.
It is preferable that the annular portion is composed of the plurality of the bone portions and the plurality of the joint portions.
As a result, the cushioning property of the seat pad can be improved.
本発明のシートパッドは、
多孔質構造体から構成されたシートパッドであって、
前記シートパッドは、3Dプリンタを用いて造形されたものであり、
前記多孔質構造体は、可撓性のある樹脂又はゴムから構成されており、
前記シートパッドは、前記シートパッドの外表面に開口する第1開口から、前記シートパッドの内部を延在し、前記シートパッドの外表面に開口する第2開口までに至る、流体が通るための流体通路を有しており、
前記流体通路の前記第2開口は、前記シートパッドの着座者側の面に開口している。
本発明のシートパッドによれば、流体通路を有するシートパッドを簡単に製造することができる。
The seat pad of the present invention
A seat pad composed of a porous structure.
The seat pad was modeled using a 3D printer.
The porous structure is made of a flexible resin or rubber.
The seat pad is for fluid to pass from a first opening that opens to the outer surface of the seat pad to a second opening that extends inside the seat pad and opens to the outer surface of the seat pad. Has a fluid passage and
The second opening of the fluid passage is open to the seater-side surface of the seat pad.
According to the seat pad of the present invention, a seat pad having a fluid passage can be easily manufactured.
本発明のシートパッドにおいて、
前記多孔質構造体は、骨格部を備えており、
前記骨格部は、
複数の骨部と、
それぞれ前記複数の骨部の端部どうしを結合する、複数の結合部と、
から構成されており、
前記骨部は、その断面形状が、円形又は多角形であると、好適である。
これにより、多孔質構造体のクッション材としての特性を向上できる。
In the seat pad of the present invention
The porous structure includes a skeleton portion and has a skeleton portion.
The skeleton is
With multiple bones
A plurality of joints, each of which connects the ends of the plurality of bones,
Consists of
It is preferable that the cross-sectional shape of the bone portion is circular or polygonal.
Thereby, the characteristics of the porous structure as a cushioning material can be improved.
本発明のシートパッドにおいて、
前記多孔質構造体は、骨格部を備えており、
前記骨格部は、
複数の骨部と、
それぞれ前記複数の骨部の端部どうしを結合する、複数の結合部と、
から構成されており、
前記骨部は、その少なくとも一部分において、断面積を一定に保ちつつ延在する骨一定部を有しており、
前記骨部のいずれか一方側の端の断面積A1に対する、前記骨一定部の断面積A0の比A0/A1は、
0.15≦A0/A1≦2.0
を満たすと、好適である。
これにより、多孔質構造体の表面のタッチ感を、シートパッドの特性として、ほどよい硬さにすることができる。
In the seat pad of the present invention
The porous structure includes a skeleton portion and has a skeleton portion.
The skeleton is
With multiple bones
A plurality of joints, each of which connects the ends of the plurality of bones,
Consists of
The bone portion has, in at least a part thereof, a bone constant portion extending while maintaining a constant cross-sectional area.
The ratio A0 / A1 of the cross-sectional area A0 of the fixed bone portion to the cross-sectional area A1 of one end of the bone portion is
0.15 ≤ A0 / A1 ≤ 2.0
It is preferable to satisfy.
As a result, the touch feeling on the surface of the porous structure can be made moderately hard as a characteristic of the seat pad.
本発明の3D造形用データは、
3Dプリンタの造形部が造形を行う際に前記3Dプリンタの制御部に読み込まれる、3D造形用データであって、
前記制御部が、前記造形部に、上記のシートパッドを、造形させるように構成されている。
本発明の3D造形用データによれば、流体通路を有するシートパッドを簡単に製造することができる。
The 3D modeling data of the present invention is
This is 3D modeling data that is read into the control unit of the 3D printer when the modeling unit of the 3D printer performs modeling.
The control unit is configured to cause the modeling unit to model the seat pad.
According to the 3D modeling data of the present invention, a seat pad having a fluid passage can be easily manufactured.
本発明によれば、流体通路を有するシートパッドを簡単に製造することができる、シートパッドの製造方法、シートパッド、及び、3D造形用データを、提供することができる。 According to the present invention, it is possible to provide a method for manufacturing a seat pad, a seat pad, and data for 3D modeling, which can easily manufacture a seat pad having a fluid passage.
本発明のシートパッドの製造方法、シートパッド、及び、3D造形用データは、任意の乗り物用シート及び任意の乗り物用シートパッドに用いられると好適であり、特に、車両用シート及び車両用シートパッドに用いられると好適なものである。 The seat pad manufacturing method, seat pad, and 3D modeling data of the present invention are preferably used for any vehicle seat and any vehicle seat pad, and in particular, a vehicle seat and a vehicle seat pad. It is suitable to be used in.
以下、本発明に係るシートパッドの製造方法、シートパッド、及び、3D造形用データの実施形態について、図面を参照しながら例示説明する。
各図において共通する構成要素には同一の符号を付している。
Hereinafter, a method for manufacturing a seat pad, a seat pad, and an embodiment of 3D modeling data according to the present invention will be illustrated and described with reference to the drawings.
The components common to each figure are designated by the same reference numerals.
〔第1実施形態に係るシートパッド〕
図1〜図5を参照しつつ、本発明の第1実施形態に係るシートパッド302について説明する。
図1は、本発明の様々な実施形態に係る多孔質構造体1から構成されることができるシートパッド302を備えた車両用シート300の一例を、概略的に示す斜視図である。
図1に破線で示すように、車両用シート300は、着座者が着座するためのクッションパッド310と、着座者の背中を支持するためのバックパッド320と、を備えている。クッションパッド310とバックパッド320とは、それぞれ、シートパッド302から構成されている。以下では、クッションパッド310又はバックパッド320を、単に「シートパッド302」と呼ぶことがある。クッションパッド310とバックパッド320とは、それぞれ、後述する任意の例の多孔質構造体1から構成されることができる。多孔質構造体1は、多数のセル孔を有している。車両用シート300は、クッションパッド310及びバックパッド320のそれぞれを構成するシートパッド302に加え、例えば、シートパッド302の表側(着座者側)を覆う表皮330と、クッションパッド310を下側から支持するフレーム(図示せず)と、バックパッド320の裏側に設置されるフレーム(図示せず)と、バックパッド320の上側に設置され、着座者の頭部を支持するためのヘッドレスト340と、を備えることができる。表皮330は、例えば、通気性のよい材料(布等)から構成される。図1の例において、クッションパッド310とバックパッド320とは、互いに別体に構成されているが、互いに一体に構成されてもよい。
また、図1の例において、ヘッドレスト340は、バックパッド320とは別体に構成されているが、ヘッドレスト340は、バックパッド320と一体に構成されてもよい。
本明細書では、図1〜図5に表記するとおり、車両用シート300(ひいてはシートパッド302)に着座した着座者から観たときの「上」、「下」、「左」、「右」、「前」、「後」の各方向を、それぞれ単に「上」、「下」、「左」、「右」、「前」、「後」などという。
[Seat pad according to the first embodiment]
The
FIG. 1 is a perspective view schematically showing an example of a
As shown by the broken line in FIG. 1, the
Further, in the example of FIG. 1, the
In the present specification, as shown in FIGS. 1 to 5, "upper", "lower", "left", and "right" when viewed from a seated person seated on the vehicle seat 300 (and thus the seat pad 302). , "Front" and "rear" are simply referred to as "up", "down", "left", "right", "front", "rear" and the like.
以下では、説明の便宜のため、第1実施形態に係るシートパッド302からなるクッションパッド310及びバックパッド320について、併せて説明する。
Hereinafter, for convenience of explanation, the cushion pad 310 and the back pad 320 including the
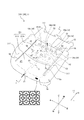
図2及び図3は、第1実施形態に係るシートパッド302からなるクッションパッド310の一例を示している。図2は、クッションパッド310を上側から観たときの斜視図であり、図3は、図2のクッションパッド310を、前後方向(クッションパッド310の延在方向LDでもある。)に延在する図2のI−I線に沿う断面により示している。図2及び図3に示すように、クッションパッド310は、着座者の臀部及び大腿部を下側から支持するように構成されたメインパッド部311と、メインパッド部311の左右両側に位置し、メインパッド部311よりも上側へ盛り上がり、着座者を左右両側から支持するように構成された、一対のサイドパッド部312と、メインパッド部311の後側に位置し、バックパッド320と上下方向に対向配置するように構成された、バックパッド対向部313と、を有している。メインパッド部311は、着座者の大腿部を下側から支持するように構成された、腿下部311tと、腿下部311tに対し後側に位置し、着座者の尻部を下側から支持するように構成された尻下部311hと、からなる。
2 and 3 show an example of a cushion pad 310 including the
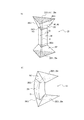
図4及び図5は、第1実施形態に係るシートパッド302からなるバックパッド320の一例を示している。図4は、バックパッド320を前側から観たときの斜視図であり、図5は、図4のバックパッド320を、バックパッド320の延在方向LDに延在する図4のK−K線に沿う断面により示している。図4及び図5に示すように、バックパッド320は、着座者の背中を後側から支持するように構成されたメインパッド部321と、メインパッド部321の左右両側に位置し、メインパッド部321よりも前側へ盛り上がり、着座者を左右両側から支持するように構成された、一対のサイドパッド部322と、を有している。
4 and 5 show an example of the back pad 320 including the
本明細書において、「シートパッド(302)の延在方向(LD)」(以下、単に「延在方向(LD)」ともいう。)とは、シートパッド302の左右方向及び厚さ方向(TD)に対して垂直な方向であり、クッションパッド310の場合は前後方向を指しており(図2及び図3)、バックパッド320の場合はバックパッド320のメインパッド部321の下面から上面までにわたってメインパッド部321が延在する方向を指している(図4及び図5)。
また、「シートパッド(302)の厚さ方向(TD)」(以下、単に「厚さ方向(TD)」ともいう。)とは、クッションパッド310の場合、上下方向を指しており(図2及び図3)、バックパッド320の場合、バックパッド320のメインパッド部321の着座者側の面(表面)FSから裏面BSまでにわたってメインパッド部321が延在する方向である(図4及び図5)。
また、シートパッド(302)の「着座者側の面(表面、FS)」は、クッションパッド310の場合は上面を指しており(図2及び図3)、バックパッド320の場合は前面を指している(図4及び図5)。シートパッド(302)の「裏面(BS)」は、シートパッド(302)の着座者側の面(FS)とは反対側の面であり、クッションパッド310の場合は下面を指しており(図2及び図3)、バックパッド320の場合は後面を指している(図4及び図5)。シートパッド(302)の「側面(SS)」は、シートパッド(302)の着座者側の面(FS)と裏面(BS)との間の面であり、クッションパッド310の場合は前面、後面、左面及び右面のうちいずれかを指しており(図2及び図3)、バックパッド320の場合は下面、上面、左面及び右面のうちいずれかを指している(図4及び図5)。
In the present specification, the "extending direction (LD) of the seat pad (302)" (hereinafter, also simply referred to as "extending direction (LD)") refers to the lateral direction and the thickness direction (TD) of the
Further, the "thickness direction (TD) of the seat pad (302)" (hereinafter, also simply referred to as "thickness direction (TD)") refers to the vertical direction in the case of the cushion pad 310 (FIG. 2). In the case of the back pad 320, the
Further, the "seat side surface (surface, FS)" of the seat pad (302) refers to the upper surface in the case of the cushion pad 310 (FIGS. 2 and 3) and the front surface in the case of the back pad 320. (Fig. 4 and Fig. 5). The “back surface (BS)” of the seat pad (302) is the surface of the seat pad (302) opposite to the seating side surface (FS), and in the case of the cushion pad 310, it refers to the lower surface (FIG. 2 and FIG. 3), in the case of the back pad 320, it points to the rear surface (FIGS. 4 and 5). The "side surface (SS)" of the seat pad (302) is the surface between the seated side surface (FS) and the back surface (BS) of the seat pad (302), and in the case of the cushion pad 310, the front surface and the rear surface. , Left surface and right surface (FIGS. 2 and 3), and in the case of the back pad 320, it refers to any one of the lower surface, the upper surface, the left surface and the right surface (FIGS. 4 and 5).
クッションパッド310は、図2の例において、その着座者側の面FSに、それぞれ略前後方向(延在方向LD)に延在するとともに互いから左右方向に離間した、複数本(図の例では、2本)の溝Gaと、それぞれ略左右方向に延在する、1本又は複数本(図の例では、2本)の溝Gbと、を有している。図2の例において、略前後方向(延在方向LD)に延在する2本の溝Gaが、それぞれ、メインパッド部311とサイドパッド部312との間の境界をなしており、略左右方向に延在する2本の溝Gbのうち、前側に位置するほうの溝Gbが、腿下部311tと尻下部311hとの間の境界をなしており、また、略左右方向に延在する2本の溝Gbのうち、後側に位置するほうの溝Gbが、尻下部311h(ひいては、メインパッド部311)とバックパッド対向部313との間の境界をなしている。ただし、クッションパッド310の着座者側の面FSには、図2とは異なる形態で溝Ga、Gbが形成されていてもよい。また、クッションパッド310の腿下部311t、尻下部311h、サイドパッド部312、バックパッド対向部313どうしの間の境界は、溝Ga、Gbの位置とは異なる位置にあってもよい。
バックパッド320は、図4の例において、その着座者側の面FSに、それぞれ略延在方向LDに延在するとともに互いから左右方向に離間した、複数本(図の例では、2本)の溝Gaと、それぞれ略左右方向に延在する、1本又は複数本(図の例では、1本)の溝Gbと、を有している。図4の例において、略延在方向LDに延在する2本の溝Gaが、それぞれ、メインパッド部321とサイドパッド部322との間の境界をなしている。ただし、バックパッド320の着座者側の面FSには、図4とは異なる形態で溝Ga、Gbが形成されていてもよい。また、バックパッド320の着座者側の面FSには、略左右方向に延在する溝Gbが設けられていなくてもよい。また、バックパッド320のメインパッド部321及びサイドパッド部322どうしの間の境界は、溝Gaの位置とは異なる位置にあってもよい。
これらの溝Ga、Gbには、例えば、表皮330(図1)を取り付けるための取付具が設けられる。
In the example of FIG. 2, a plurality of cushion pads 310 extend in the substantially front-rear direction (extending direction LD) and are separated from each other in the left-right direction on the surface FS on the seater side (in the example of the figure). , 2) grooves Ga, and one or more (two in the example of the figure) grooves Gb extending substantially in the left-right direction. In the example of FIG. 2, the two grooves Ga extending in the substantially anteroposterior direction (extending direction LD) form a boundary between the
In the example of FIG. 4, a plurality of back pads 320 extend in the substantially extending direction LD and are separated from each other in the left-right direction on the surface FS on the seater side (two in the example of the figure). It has one or more grooves Gb (one in the example of the figure) extending substantially in the left-right direction. In the example of FIG. 4, the two grooves Ga extending in the substantially extending direction LD form a boundary between the
In these grooves Ga and Gb, for example, a fitting for attaching the skin 330 (FIG. 1) is provided.
上述のように、シートパッド302は、多孔質構造体1から構成される。シートパッド302は、3Dプリンタによって造形されたものである。シートパッド302の製造方法については、後に図11を参照しつつ詳述する。3Dプリンタを用いてシートパッド302を製造することにより、従来のように化学反応により発泡させる工程を経る場合に比べ、製造が簡単になり、かつ、所期したとおりの構成が得られる。また、今後の3Dプリンタの技術進歩により、将来的に、3Dプリンタによる製造を、より短時間かつ低コストで、実現できるようになることが期待できる。また、3Dプリンタを用いてシートパッド302を製造することにより、様々な要求特性に対応したシートパッド302の構成を、簡単かつ所期したとおりに実現できる。
As described above, the
多孔質構造体1は、可撓性のある樹脂又はゴムから構成されている。
ここで、「可撓性のある樹脂」とは、外力が加わると変形することができる樹脂を指しており、例えば、エラストマー系の樹脂が好適であり、ポリウレタンがより好適である。ゴムとしては、天然ゴム又は合成ゴムが挙げられる。多孔質構造体1は、可撓性のある樹脂又はゴムから構成されているので、着座者からの外力の付加・解除に応じて、圧縮・復元変形が可能であるので、クッション性を有することができる。
なお、3Dプリンタによる製造のし易さの観点からは、多孔質構造体1は、可撓性のある樹脂から構成されている場合のほうが、ゴムから構成されている場合よりも、好適である。
また、3Dプリンタによる製造のし易さの観点からは、多孔質構造体1は、その全体が、同じ組成の材料から構成されていると、好適である。ただし、多孔質構造体1は、部位によって異なる組成の材料から構成されてもよい。
The
Here, the "flexible resin" refers to a resin that can be deformed when an external force is applied. For example, an elastomer-based resin is preferable, and polyurethane is more preferable. Examples of the rubber include natural rubber and synthetic rubber. Since the
From the viewpoint of ease of manufacture by a 3D printer, the
Further, from the viewpoint of ease of production by a 3D printer, it is preferable that the entire
多孔質構造体1の好適なセル構造については、後に図6〜図10等を参照しながら詳しく説明する。
The suitable cell structure of the
図2〜図5に示すように、第1実施形態のシートパッド302(クッションパッド310、バックパッド320)は、シートパッド302の外表面に開口する複数の開口51、52どうしの間において、流体が通るための流体通路5を有している。より具体的に、流体通路5は、シートパッド302の外表面に開口する1つ又は複数の第1開口51から、シートパッド302の内部を延在し、シートパッド302の外表面に開口する1つ又は複数の第2開口52までに至るものである。第2開口52は、シートパッド302の着座者側の面FSに開口している。第1開口51は、シートパッド302の外表面における任意の位置に配置されてよいが、シートパッド302の外表面のうち着座者側の面FS以外の面に開口していると好適である。
ここで、シートパッド302の「外表面」とは、シートパッド302の着座者側の面FS、裏面BS及び側面SSを包括して指しており、着座者側の面FSに設けられた溝Ga、Gbの側面及び底面をも含んでいる。したがって、第2開口52は、着座者側の面FSに設けられた溝Ga、Gbの側面及び/又は底面に開口していてもよい。
流体通路5は、シートパッド302を構成する多孔質構造体1によって区画されており、流体通路5の内部は空洞である。
流体通路5は、例えば、車内のエアコン(図示せず)からの風(温風、冷風等)を通すために好適に用いることができる。この場合、第1開口51は、エアコンの排出口に連結され、エアコンからの風が流入されるための入口として使用され、第2開口52は、出口として使用されると、好適である。また、流体通路5は、エアコンに連結されていなくてもよく、例えば、開口51、52どうしの間を自然に空気が通ることで換気が行われるように使用されてもよい。
As shown in FIGS. 2 to 5, the seat pad 302 (cushion pad 310, back pad 320) of the first embodiment is a fluid between a plurality of
Here, the "outer surface" of the
The
The
より具体的に、図2〜図3に示すクッションパッド310(シートパッド302)の例においては、流体通路5が、1つの第1開口51と、複数(具体的には10個)の第2開口52と、を有しており、第1開口51から各第2開口52までの間にわたって、シートパッド302の内部を延在している。第1開口51は、シートパッド302の側面SSのうちの前面に開口している。各第2開口は、それぞれ、シートパッド302の尻下部311hの着座者側の面FSに開口している。
本例において、流体通路5は、第1開口51から連続して第2開口52側に向かって延在する本通路53と、本通路53上の1つ又は複数の分岐点P(以下、「第1分岐点P1」という。)のそれぞれから分岐した、1つ又は複数の分岐部56と、を有している。図の例において、流体通路5は、本通路53の延在方向における複数(図の例では、2つ)の異なる位置に、第1分岐点P1を、それぞれ有しており、分岐部56を複数(図の例では、2つ)有している。図の例において、本通路53は、略延在方向LD(略前後方向)に延在している。
ここで、「分岐点(P、P1、P2)」とは、流体通路5において1つの通路が複数の通路に分岐する箇所(分岐の起点)を指す。
各分岐部56は、それぞれ、1つ又は複数(図の例では、5つ)の分岐通路54を有している。各分岐通路54は、それぞれ、第2開口52を有している。ここで、本例において、各分岐通路54は、それぞれ、分岐部56のうち、第2開口52を含む末端の通路であり、具体的には、例えば、第1分岐点P1を起点として他の分岐点Pを介さずに第2開口52まで延在するか、又は、流体通路5において第1分岐点P1よりも第2開口52側に位置する他の1つ又は複数の分岐点Pのうち最も第2開口52側の分岐点P(図の例では、第2分岐点P2)を起点として、第2開口52まで延在する。第1分岐点P1と分岐通路54との間に他の分岐点P(図の例では、第2分岐点P2)がある場合、第1分岐点P1と当該他の分岐点Pとの間には、中間通路55が延在する。
図2の例において、分岐部56を構成する複数(図の例では5つ)の分岐通路54は、シートパッド302の平面視において本通路53に対し交差(例えば直交)する方向(図の例では、左右方向)に沿って配列されている。
ここで、「シートパッド302の平面視」とは、シートパッド302を、シートパッド302の着座者側の面FSに対して垂直に観たときの平面視を指す。
分岐部56を構成する複数(図の例では5つ)の分岐通路54のうち、1つの分岐通路54aは、第1分岐点P1から着座者側(上側)に向かって略厚さ方向TD(略上下方向)に延在して、第2開口52に至っている。また、分岐部56では、第1分岐点P1から一対の中間通路55が左右両側へ向かって延在し、各中間通路55の終端にそれぞれ第2分岐点P2があり、各第2分岐点P2からそれぞれ複数(図の例では、2つ)の分岐通路54b、54cが延在している。各中間通路55は、シートパッド302の平面視において、本通路53に対し交差(例えば直交)する方向(図の例では、左右方向)に延在している。図2の例のように、第2分岐点P2から延在する複数(図の例では、2つ)の分岐通路54b、54cは、例えば、第2分岐点P2から、着座者側(上側)に向かって略厚さ方向TD(略上下方向)に延在して、第2開口52に至る、分岐通路54bを、含むことができる。かつ/又は、第2分岐点P2から延在する複数(図の例では、2つ)の分岐通路54b、54cは、例えば、第2分岐点P2から、シートパッド302の平面視において本通路53に対し交差(例えば直交)する方向(図の例では、左右方向)に延在した後、屈曲又は湾曲してから、着座者側(上側)に向かって略厚さ方向TD(略上下方向)に延在して、第2開口52に至る、分岐通路54cを、含むことができる。
More specifically, in the example of the cushion pad 310 (seat pad 302) shown in FIGS. 2 to 3, the
In this example, the
Here, the "branch point (P, P1, P2)" refers to a point (starting point of branching) in the
Each
In the example of FIG. 2, the plurality of (five in the example of the figure)
Here, the "plan view of the
Of the plurality of (five in the example of the figure)
また、図4〜図5に示すバックパッド320(シートパッド302)の例においては、流体通路5が、1つの第1開口51と、複数(具体的には6個)の第2開口52と、を有しており、第1開口51から各第2開口52までの間にわたって、シートパッド302の内部を延在している。第1開口51は、シートパッド302の側面SSのうちの下面に開口している。各第2開口は、それぞれ、シートパッド302のメインパッド部321の着座者側の面FSに開口している。
本例において、流体通路5は、第1開口51から連続して第2開口52側に向かって延在する本通路53と、本通路53上の1つ又は複数の分岐点P(以下、「第1分岐点P1」という。)のそれぞれから分岐した、1つ又は複数の分岐部56と、を有している。図の例において、流体通路5は、本通路53の延在方向における複数(図の例では、2つ)の異なる位置に、第1分岐点P1を、それぞれ有しており、分岐部56を複数(図の例では、2つ)有している。図の例において、本通路53は、略延在方向LDに延在している。
各分岐部56は、それぞれ、1つ又は複数(図の例では、3つ)の分岐通路54を有している。各分岐通路54は、それぞれ、第2開口52を有している。ここで、本例において、各分岐通路54は、それぞれ、分岐部56のうち、第2開口52を含む末端の通路であり、具体的には、例えば、第1分岐点P1を起点として他の分岐点Pを介さずに第2開口52まで延在するか、又は、流体通路5において第1分岐点P1よりも第2開口52側に位置する他の1つ又は複数の分岐点P(図の例では、存在しない)のうち最も第2開口52側の分岐点Pを起点として、第2開口52まで延在する。第1分岐点P1と分岐通路54との間に他の分岐点P(図の例では、存在しない)がある場合、第1分岐点P1と当該他の分岐点Pとの間には、中間通路55(図の例では、存在しない)が延在する。
図4の例において、分岐部56を構成する複数(図の例では3つ)の分岐通路54は、シートパッド302の平面視において本通路53に対し交差(例えば直交)する方向(図の例では、左右方向)に沿って配列されている。
図4の例において、分岐部56を構成する複数(図の例では3つ)の分岐通路54は、それぞれ、第1分岐点P1を起点として他の分岐点Pを介さずに第2開口52まで延在している。そのうち、1つの分岐通路54dは、第1分岐点P1から着座者側(前側)に向かって略厚さ方向TDに延在して、第2開口52に至っている。また、残り(図の例では2つ)の分岐通路54eは、それぞれ、第1分岐点P1から、シートパッド302の平面視において本通路53に対し交差(例えば直交)する方向(図の例では、左右方向)に延在した後、屈曲又は湾曲してから、着座者側(前側)に向かって略厚さ方向TDに延在して、第2開口52に至る。
Further, in the example of the back pad 320 (seat pad 302) shown in FIGS. 4 to 5, the
In this example, the
Each
In the example of FIG. 4, the plurality of (three in the example of the figure)
In the example of FIG. 4, each of the plurality of branch passages 54 (three in the example of the figure) constituting the
ここで、本実施形態の効果について説明する。
まず、仮に上述した従来のように化学反応により発泡させる工程を経てシートパッド302を製造する場合、シートパッド302の外表面に開口する第1開口51から、シートパッド302の内部を延在し、シートパッド302の外表面に開口する第2開口52までに至る、流体通路5を、形成することは難しい。例えば、金型を用いてシートパッド302を発泡成形する場合、流体通路5を金型成形面により成形する必要があるが、型抜きが難しくなる。また、例えば、シートパッド302のうち、流体通路5の流路軸線(流路の中心軸線)に対する両側一対の部分を別々に成形し、その後、両者を貼り付けることも考えられるが、製造工程が増える。また、実現可能な流体通路5の構成には限りがある。
これに対し、本実施形態によれば、シートパッド302(クッションパッド310、バックパッド320)が3Dプリンタによって造形されるので、流体通路5を有するシートパッド302を、1つの工程で、簡単に製造することができる。また、仮に化学反応により発泡させる工程を経てシートパッド302を製造する場合に比べて、流体通路5の設計自由度を大幅に広げることができ、また、流体通路5がいかなる構成を有していても、流体通路5を有するシートパッド302を、所期したとおりに精度良く製造することができる。
また、本実施形態において、シートパッド302(クッションパッド310、バックパッド320)は、流体通路5を有するので、例えば流体通路5をエアコンの排出口と連結した場合に、エアコン(図示せず)からの風(温風、冷風等)を流体通路5に流すことで、シートパッド302及び着座者の温度調節を効果的に行うことが可能になる。また、流体通路5をエアコンの排出口と連結しない場合であっても、シートパッド302の通気性(ひいては換気性能)を向上できるので、自然換気によって、シートパッド302の内部の空気をシートパッド302の外部の空気と効果的に入れ換えることができる。よって、例えば、車内のエアコンによって温度調節された空気をシートパッド302の内部に送り込みやすくなり、シートパッド302及び着座者の温度調節を効果的に行うことができるので、エアコンの効きを向上でき、また、シートパッド302の内部の湿気を効果的に排出することができる。
また、本実施形態において、流体通路5の第2開口52は、シートパッド302(クッションパッド310、バックパッド320)の着座者側の面FSに開口している(図2、図4)。これにより、仮に第1開口51をエアコンの排出口と連結した場合に、エアコンのからの風が、着座者側の面FSに設けられた第2開口52から、着座者に向けて排出されるようにすることができるので、着座者はエアコンからの風を直に受けることができ、ひいては、着座者の温度調節をより効果的に行うことができる。また、流体通路5をエアコンの排出口と連結しない場合であっても、自然換気によって、シートパッド302のうち、着座者に最も近い位置にある着座者側の面FS近傍部分の空気を、シートパッド302の外部の空気と効果的に入れ換えることができるので、特に温度調節や湿気除去が必要な部分で、温度調節や湿気除去を効果的に行うことができる。
Here, the effect of this embodiment will be described.
First, when the
On the other hand, according to the present embodiment, since the seat pad 302 (cushion pad 310, back pad 320) is modeled by the 3D printer, the
Further, in the present embodiment, since the seat pad 302 (cushion pad 310, back pad 320) has the
Further, in the present embodiment, the
図2〜図5の各例においては、上述のように、流体通路5が、複数の分岐通路54を有しており、これら複数の分岐通路54は、それぞれ、シートパッド302(クッションパッド310、バックパッド320)の着座者側の面FSに開口する第2開口52を有している。これにより、仮に第1開口51をエアコンの排出口と連結した場合に、エアコンからの風を、複数の分散した位置にある第2開口52から、着座者に向けて排出することができるので、仮に流体通路5が分岐通路54を有していない場合(ひいては第2開口52を1つのみ有している場合)に比べて、着座者の温度調節をより効果的に行うことができる。また、流体通路5をエアコンの排出口と連結しない場合であっても、自然換気によって、シートパッド302のうち、特に温度調節や湿気除去が必要な、着座者側の面FS近傍部分の空気を、複数の分散した位置において、シートパッド302の外部の空気と効果的に入れ換えることができるので、温度調節や湿気除去をより効果的に行うことができる。
なお、図2〜図5の各例においては、流体通路5は、第2開口52側に複数の分岐通路54を有しているが、本明細書で説明する各例において、流体通路5は、第1開口51側に複数の分岐通路54を有していてもよく、すなわち、流体通路5は、複数の分岐通路54のそれぞれが、シートパッド302(クッションパッド310、バックパッド320)の着座者側の面FS以外の面に開口する第1開口51を有していてもよい。また、本明細書で説明する各例において、流体通路5は、第1開口51及び第2開口52をそれぞれ1つのみ有するとともに、第1開口51及び第2開口52どうしの間の中間部分のみで分岐した複数の分岐通路54を有していてもよい。
In each of the examples of FIGS. 2 to 5, as described above, the
In each of the examples of FIGS. 2 to 5, the
図2〜図3の例において、クッションパッド310として構成されたシートパッド302は、上述のように、流体通路5の第2開口52が、尻下部311hの着座者側の面FSに開口している。これにより、仮に第1開口51をエアコンの排出口と連結した場合に、エアコンからの風を、尻下部311hの着座者側の面FSに設けられた第2開口52から、着座者の尻部に向けて排出することができるので、仮に第2開口52が他の着座者側の面FS(例えば、サイドパッド部312の着座者側の面FS)に開口している場合に比べて、着座者の温度調節をより効果的に行うことができる。また、流体通路5をエアコンの排出口と連結しない場合であっても、自然換気によって、シートパッド302の着座者側の面FS近傍部分のうち、特に温度調節や湿気除去が必要な、尻下部311hの着座者側の面FS近傍部分の空気を、シートパッド302の外部の空気と効果的に入れ換えることができるので、温度調節や湿気除去をより効果的に行うことができる。
ただし、クッションパッド310として構成されたシートパッド302において、第2開口52は、シートパッド302の着座者側の面FSにおける任意の位置に開口していてよく、例えば、尻下部311hに加えて/代えて、腿下部311tの着座者側の面FSに開口していても、十分に効果的な温度調節や湿気除去が可能である。また、第2開口52は、サイドパッド部312の着座者側の面FSに開口していてもよい。
In the example of FIGS. 2 to 3, in the
However, in the
図4〜図5の例において、バックパッド320として構成されたシートパッド302は、上述のように、流体通路5の第2開口52が、メインパッド部321の着座者側の面FSに開口している。これにより、仮に第1開口51をエアコンの排出口と連結した場合に、エアコンからの風を、メインパッド部321の着座者側の面FSに設けられた第2開口52から、着座者の背中に向けて排出することができるので、仮に第2開口52がサイドパッド部322の着座者側の面FSに開口している場合に比べて、着座者の温度調節をより効果的に行うことができる。また、流体通路5をエアコンの排出口と連結しない場合であっても、自然換気によって、シートパッド302の着座者側の面FS近傍部分のうち、特に温度調節や湿気除去が必要な、メインパッド部321の着座者側の面FS近傍部分の空気を、シートパッド302の外部の空気と効果的に入れ換えることができるので、温度調節や湿気除去をより効果的に行うことができる。
ただし、バックパッド320として構成されたシートパッド302において、第2開口52hは、シートパッド302の着座者側の面FSにおける任意の位置に開口していてよく、例えば、メインパッド部321に加えて/代えて、サイドパッド部322の着座者側の面FSに開口していても、効果的な温度調節や湿気除去が可能である。
In the example of FIGS. 4 to 5, in the
However, in the
図2〜図5の各例においては、上述のように、流体通路5の第1開口51は、シートパッド302(クッションパッド310、バックパッド320)の外表面のうち着座者側の面以外の面FSに開口している。より具体的に、シートパッド302がクッションパッド310として構成された図2〜図3の例において、第1開口51は、シートパッド302の側面SSのうちの前面に開口している。また、シートパッド302がバックパッド320として構成された図4〜図5の例において、第1開口51は、シートパッド302の側面SSのうちの下面に開口している。これにより、仮に第1開口51をエアコンの排出口と連結した場合に、エアコンの排出口が着座者と干渉するのを抑制できる。また、流体通路5をエアコンの排出口と連結しない場合であっても、第1開口51と第2開口52との両方が着座者によって塞がれることによって自然換気がしにくくなるおそれを抑制できる。
なお、シートパッド302がクッションパッド310である場合、第1開口51は、シートパッド302の前面以外の側面SS(左面、右面、後面)、又は裏面BSに開口していても、同様の効果が得られる。また、シートパッド302がバックパッド320である場合、第1開口51は、シートパッド302の下面以外の側面SS(左面、右面、上面)、又は裏面BSに開口していても、同様の効果が得られる。
ただし、第1開口51は、シートパッド302(クッションパッド310、バックパッド320)の着座者側の面FSに開口していてもよい。
In each of the examples of FIGS. 2 to 5, as described above, the
When the
However, the
なお、本明細書で説明する各例において、シートパッド302(クッションパッド310、バックパッド320)の流体通路5は、シートパッド302の外表面に開口する第1開口51から、シートパッド302の内部を延在し、シートパッド302の着座者側の面FSに開口する第2開口52にまで至るものである限り、任意の構成を有してよい。
例えば、流体通路5は、シートパッド302の内部において、延在方向LD、厚さ方向TD、又は左右方向に対して平行に延在していなくてもよく、3次元的に任意の方向に延在してよい。また、流体通路5は、直線状に延在していなくてもよく、湾曲しながら延在していてもよい。
また、流体通路5は、分岐部56(ひいては、分岐点P)を有さず、本通路53のみを有していてもよい。その場合、流体通路5は、第1開口51及び第2開口52を1つずつ有することとなる。
また、流体通路5は、分岐部56(ひいては、分岐点P)を有する場合、分岐部56内に分岐点Pを、任意の数だけ、任意の位置に、有してよい。
また、図2〜図5の各例において、シートパッド302は、流体通路5を1つのみ有しているが、シートパッド302は、互いに連結されていない独立した複数の流体通路5を有していてもよい。
In each of the examples described in the present specification, the
For example, the
Further, the
Further, when the
Further, in each of the examples of FIGS. 2 to 5, the
〔多孔質構造体〕
つぎに、図6〜図10を参照しつつ、上述した第1実施形態に係るシートパッド302(クッションパッド310、バックパッド320)を構成するのに好適な多孔質構造体1について、詳しく説明する。なお、以下に説明する多孔質構造体1は、本明細書で説明する任意の例のシートパッド302に用いることができる。
なお、図6〜図10では、多孔質構造体1の向きを理解しやすくするために、多孔質構造体1に固定されたXYZ直交座標系の向きを表示している。多孔質構造体1に固定されたXYZ直交座標系は、シートパッド302に対し任意の向きに指向されてよい。
[Porous structure]
Next, the
In addition, in FIGS. 6 to 10, in order to make it easy to understand the orientation of the
まず、図6〜図9を参照しながら、多孔質構造体1の一例について説明する。
図6〜図8では、シートパッド302を構成する多孔質構造体1のうち、略直方体の外形状を有する一部分を、それぞれ別々の角度から観ている。図6は、多孔質構造体1の当該部分を示す、斜視図である。図7は、図6の多孔質構造体1の当該部分をA矢印の方向(Y方向)から観た様子を示すA矢視図である。図8は、図6の多孔質構造体1の当該部分をB矢印の方向(−Z方向)から観た様子を示すB矢視図である。
First, an example of the
In FIGS. 6 to 8, a part of the
上述したように、多孔質構造体1は、3Dプリンタによって造形されたものである。多孔質構造体1は、その全体が一体に構成されている。
多孔質構造体1は、可撓性のある樹脂又はゴムから構成されている。より具体的に、多孔質構造体1は、多孔質構造体1の骨格をなす骨格部2を備えている。骨格部2は、多数のセル孔Cを区画している。骨格部2は、多孔質構造体1のほぼ全体にわたって存在しており、可撓性のある樹脂又はゴムから構成されている。本例において、多孔質構造体1のうち、骨格部2以外の部分は、空隙であり、言い換えれば、多孔質構造体1は、骨格部2のみからなる。
As described above, the
The
図6〜図8に示すように、多孔質構造体1の骨格部2は、複数の骨部2Bと、複数の結合部2Jと、から構成されており、骨格部2の全体が一体に構成されている。本例において、各骨部2Bは、それぞれ柱状に構成されており、また、本例では、それぞれ直線状に延在している。各結合部2Jは、それぞれ、互いに異なる方向に延在する複数(例えば、4つ)の骨部2Bの延在方向の端部2Beどうしが互いに隣接する箇所で、これらの端部2Beどうしを結合している。
図6〜図8には、多孔質構造体1の一部分に、骨格部2の骨格線Oを1点鎖線により示している。骨格部2の骨格線Oは、各骨部2Bの骨格線Oと、各結合部2Jの骨格線Oと、からなる。骨部2Bの骨格線Oは、骨部2Bの中心軸線である。結合部2Jの骨格線Oは、当該結合部2Jに結合された各骨部2Bの中心軸線をそれぞれ当該結合部2J内へ滑らかに延長させて互いに連結させてなる、延長線部分である。
骨部2Bの延在方向は、骨部2Bの骨格線O(骨格線Oのうち、骨部2Bに対応する部分。以下同じ。)の延在方向である。
多孔質構造体1は、そのほぼ全体にわたって骨格部2を備えているので、通気性を確保しつつ、外力の付加・解除に応じた圧縮・復元変形が可能であるので、クッション材(ひいてはシートパッド)としての特性が良好になる。また、多孔質構造体1の構造がシンプルになり、3Dプリンタによる造形がしやすくなる。
なお、骨格部2を構成する各骨部2Bのうち、一部又は全部の骨部2Bが、湾曲しながら延在してもよい。この場合、一部又は全部の骨部2Bが湾曲していることで、荷重の入力時において、骨部2Bひいては多孔質構造体1の急激な形状変化を防ぎ、局所的な座屈を抑制することができる。
As shown in FIGS. 6 to 8, the
6 to 8 show the skeleton line O of the
The extending direction of the
Since the
Of the
本例では、骨格部2を構成する各骨部2Bが、それぞれほぼ同じ形状及び長さを有している。ただし、本例に限らず、骨格部2を構成する各骨部2Bの形状及び/又は長さは、それぞれ同じでなくてもよく、例えば、一部の骨部2Bの形状及び/又は長さが他の骨部2Bとは異なっていてもよい。この場合、骨格部2のうちの特定の部分の骨部2Bの形状及び/又は長さを他の部分とは異ならせることで、意図的に異なる機械特性を得ることができる。
In this example, each
本例において、各骨部2Bの幅W0(図6)及び断面積は、骨部2Bの全長にわたって一定である(すなわち、骨部2Bの延在方向に沿って均一である)。
ここで、骨部2Bの断面積は、骨部2Bの骨格線Oに垂直な断面の断面積を指す。また、骨部2Bの幅W0(図6)は、骨部2Bの骨格線Oに垂直な断面に沿って測ったときの、当該断面における最大幅を指す。
ただし、本明細書で説明する各例において、骨格部2を構成する各骨部2Bのうち一部又は全部の骨部2Bは、それぞれ、骨部2Bの幅W0及び/又は断面積が、骨部2Bの延在方向に沿って不均一でもよい。例えば、骨格部2を構成する各骨部2Bのうち一部又は全部の骨部2Bは、それぞれ、骨部2Bの延在方向の両側の端部2Beを含む部分において、骨部2Bの幅W0が、骨部2Bの延在方向の両端に向かうにつれて徐々に増大又は減少していてもよい。また、骨格部2を構成する各骨部2Bのうち一部又は全部の骨部2Bは、それぞれ、骨部2Bの延在方向の両側の端部2Beを含む部分において、骨部2Bの断面積が、骨部2Bの延在方向の両端に向かうにつれて徐々に増大又は減少していてもよい。
In this example, the width W0 (FIG. 6) and the cross-sectional area of each
Here, the cross-sectional area of the
However, in each example described in the present specification, a part or all of the
本明細書で説明する各例において、骨格部2の構造の簡単化、ひいては、3Dプリンタによる多孔質構造体1の製造のし易さの観点からは、骨部2Bの幅W0(図6)は、0.05mm以上であると好適であり、0.10mm以上であるとより好適である。幅W0が0.05mm以上の場合、高性能な3Dプリンタの解像度で造形可能であり、0.10mm以上の場合、高性能な3Dプリンタだけでなく汎用の3Dプリンタの解像度でも造形可能である。
一方、骨格部2の外縁(外輪郭)形状の精度を向上させる観点や、セル孔C間の隙間(間隔)を小さくする観点や、クッション材としての特性を良好にする観点からは、骨部2Bの幅W0は、2.0mm以下であると好適である。
なお、骨格部2を構成する各骨部2Bがこの構成を満たしていると好適であるが、骨格部2を構成する各骨部2Bのうち一部の骨部2Bのみが、この構成を満たしていてもよく、その場合でも、程度の差はあり得るものの、同様の効果が得られる。
In each of the examples described in the present specification, the width W0 of the
On the other hand, from the viewpoint of improving the accuracy of the outer edge (outer contour) shape of the
It is preferable that each
本例において、骨格部2を構成する各骨部2Bは、それぞれ柱状であるとともに、それぞれの断面形状が、円形(真円形)である。
これにより、骨格部2の構造がシンプルになり、3Dプリンタによる造形がしやすくなる。また、化学反応によって発泡させる工程を経て製造された一般的なポリウレタンフォームでの機械特性を再現しやすい。よって、多孔質構造体1のクッション材としての特性を向上できる。また、このように骨部2Bを柱状に構成することにより、仮に骨部2Bを薄い膜状の部分に置き換えた場合に比べて、骨格部2の耐久性を向上できる。
なお、各骨部2Bの断面形状は、それぞれ、骨部2Bの中心軸線(骨格線O)に垂直な断面における形状である。
なお、本例に限らず、骨格部2を構成する各骨部2Bのうち一部の骨部2Bのみが、この構成を満たしていてもよく、その場合でも、程度の差はあり得るものの、同様の効果が得られる。
例えば、本明細書で説明する各例において、骨格部2を構成する各骨部2Bのうち全部又は一部の骨部2Bは、それぞれの断面形状が、多角形(正三角形、正三角形以外の三角形、四角形等)でもよいし、あるいは、真円形以外の円形(楕円形等)でもよく、その場合でも、本例と同様の効果が得られる。また、各骨部2Bは、それぞれの断面形状が、その延在方向に沿って均一でもよいし、あるいは、その延在方向に沿って非均一でもよい。また、各骨部2Bどうしで、断面形状が互いに異なっていてもよい。
In this example, each
This simplifies the structure of the
The cross-sectional shape of each
Not limited to this example, only a part of the
For example, in each example described in the present specification, all or part of the
本明細書で説明する各例において、骨格部2の見かけの体積VSのうち、骨格部2の占める体積VBの割合(VB×100/VS [%])は、3〜10%であると、好適である。この構成により、骨格部2に外力が付加されたときに骨格部2に生じる反力、ひいては、骨格部2の硬さ(ひいては多孔質構造体1の硬さ)を、シートパッドとして、特には車両用のシートパッドとして、良好なものにすることができる。
ここで、「骨格部2の見かけの体積VS」とは、骨格部2の外縁(外輪郭)によって囲まれた内部空間の全体(骨格部2の占める体積と、後述の膜3(図10)が設けられる場合は膜3の占める体積と、空隙の占める体積との合計)の体積を指している。
骨格部2を構成する材料を同じとして考えたとき、骨格部2の見かけの体積VSのうち、骨格部2の占める体積VBの割合が高いほど、骨格部2(ひいては多孔質構造体1)は硬くなる。また、骨格部2の見かけの体積VSのうち、骨格部2の占める体積の割合VBが低いほど、骨格部2(ひいては多孔質構造体1)は柔らかくなる。
骨格部2に外力が付加されたときに骨格部2に生じる反力、ひいては、骨格部2(ひいては多孔質構造体1)の硬さを、シートパッドとして、特には車両用のシートパッドとして、良好なものにする観点からは、骨格部2の見かけの体積VSのうち、骨格部2の占める体積VBの割合が、4〜8%であると、より好適である。
なお、骨格部2の見かけの体積VSのうち、骨格部2の占める体積VBの割合を調整する方法としては、任意の方法を用いてよいが、例えば、骨格部2を構成する一部又は全部の骨部2Bの太さ(断面積)、及び/又は、骨格部2を構成する一部又は全部の結合部Jの大きさ(断面積)を、調整する方法が挙げられる。
In each example described in the present specification, the ratio of the volume VB occupied by the skeleton portion 2 (VB × 100 / VS [%]) to the apparent volume VS of the
Here, the "apparent volume VS of the
When the materials constituting the
The reaction force generated in the
Any method may be used as a method for adjusting the ratio of the volume VB occupied by the
本明細書で説明する各例において、多孔質構造体1の25%硬度は、60〜500Nが好適であり、100〜450Nがより好適である。ここで、多孔質構造体1の25%硬度(N)は、インストロン型圧縮試験機を用いて、23℃、相対湿度50%の環境にて、多孔質構造体を25%圧縮するのに要する荷重(N)を測定して得られる測定値であるものとする。これにより、多孔質構造体1から構成されるシートパッド302の硬さを、良好なものとすることができる。
In each of the examples described herein, the 25% hardness of the
図6〜図8に示すように、本例において、骨格部2は、セル孔Cを内部に区画するセル区画部21を複数(セル孔Cの数だけ)有している。
図9は、1つのセル区画部21を単独で示している。本例の骨格部2は、多数のセル区画部21がX、Y、Zの各方向に連なった構造を有している。
図6〜図9に示すように、各セル区画部21は、それぞれ、複数(本例では、14つ)の環状部211を有している。各環状部211は、それぞれ、環状に構成されており、それぞれの環状の内周側縁部2111によって、平坦な仮想面V1を区画している。セル区画部21を構成する複数の環状部211は、それぞれの内周側縁部2111によって区画する仮想面V1どうしが交差しないように互いに連結されている。
セル孔Cは、セル区画部21を構成する複数の環状部211と、これら複数の環状部211がそれぞれ区画する複数の仮想面V1とによって、区画されている。概略的に言えば、環状部211は、セル孔Cのなす立体形状の辺を区画する部分であり、仮想面V1は、セル孔Cのなす立体形状の構成面を区画する部分である。
各環状部211は、それぞれ、複数の骨部2Bと、これらの複数の骨部2Bの端部2Beどうしを結合する複数の結合部2Jと、から構成されている。
互いに連結された一対の環状部211どうしの連結部分は、これら一対の環状部211に共有される、1つの骨部2Bと、その両側の一対の結合部2Jと、から構成されている。すなわち、各骨部2B及び各結合部2Jは、それぞれに隣接する複数の環状部211によって共有されている。
各仮想面V1は、それぞれ、仮想面V1の一方側の面(仮想面V1の表面)によって、ある1つのセル孔Cの一部を区画しているとともに、当該仮想面V1の他方側の面(仮想面V1の裏面)によって、別のセル孔Cの一部を区画している。言い換えれば、各仮想面V1は、それぞれ、その表裏両側の面によって別々のセル孔Cの一部を区画している。さらに言い換えれば、各仮想面V1は、当該仮想面V1に隣接する一対のセル孔C(すなわち、当該仮想面V1を間に挟んだ一対のセル孔C)によって共有されている。
また、各環状部211は、それぞれ、当該環状部211に隣接する一対のセル区画部21(すなわち、当該環状部211を間に挟んだ一対のセル区画部21)によって共有されている。言い換えれば、各環状部211は、それぞれ、互いに隣接する一対のセル区画部211のそれぞれの一部を構成している。
本例において、各仮想面V1は、後述の膜3(図10)によって覆われておらず、開放されており、すなわち、開口を構成している。このため、仮想面V1を通じて、セル孔Cどうしが連通され、セル孔C間の通気が、可能にされている。これにより、骨格部2の通気性を向上できるとともに、外力の付加・解除に応じた骨格部2の圧縮・復元変形がし易くなる。
As shown in FIGS. 6 to 8, in this example, the
FIG. 9 shows one
As shown in FIGS. 6 to 9, each
The cell hole C is partitioned by a plurality of
Each
The connecting portion between the pair of
Each virtual surface V1 has a part of one cell hole C partitioned by one surface of the virtual surface V1 (the surface of the virtual surface V1), and the other surface of the virtual surface V1. A part of another cell hole C is partitioned by (the back surface of the virtual surface V1). In other words, each virtual surface V1 divides a part of separate cell holes C by the surfaces on both the front and back sides thereof. In other words, each virtual surface V1 is shared by a pair of cell holes C adjacent to the virtual surface V1 (that is, a pair of cell holes C sandwiching the virtual surface V1).
Further, each
In this example, each virtual surface V1 is not covered by the film 3 (FIG. 10) described later and is open, that is, constitutes an opening. Therefore, the cell holes C are communicated with each other through the virtual surface V1, and ventilation between the cell holes C is possible. As a result, the air permeability of the
図9に示すように、本例において、各セル区画部21の骨格線Oは、多面体の形状をなしており、それにより、各セル孔Cが、略多面体の形状をなしている。より具体的に、図6〜図9の例において、各セル区画部21の骨格線Oは、ケルビン14面体(切頂8面体)の形状をなしており、それにより、各セル孔Cが、略ケルビン14面体(切頂8面体)の形状をなしている。ケルビン14面体(切頂8面体)は、6つの正4角形の構成面と8つの正6角形の構成面とから構成される、多面体である。骨格部2を構成するセル孔Cは、概略的に言えば、骨格部2の外縁(外輪郭)により囲まれた内部空間を空間充填するように(すなわち、各セル孔Cが無駄な隙間無く敷き詰められるように、さらに言い換えれば、セル孔C間の隙間(間隔)を小さくするように)、規則性をもって配列されている。
本例のように、骨格部2の一部または全部(本例では、全部)のセル区画部21の骨格線Oの形状(ひいては、骨格部2の一部または全部(本例では、全部)のセル孔Cの形状)を多面体とすることにより、骨格部2を構成するセル孔C間の隙間(間隔)をより小さくすることが可能になり、より多くのセル孔Cを骨格部2の内部に形成することができる。また、これにより、外力の付加・解除に応じた骨格部2(ひいては、多孔質構造体1)の圧縮・復元変形の挙動が、シートパッドとして、特には車両用のシートパッドとして、より良好になる。
セル区画部21の骨格線Oのなす多面体形状(ひいては、セル孔Cのなす多面体形状)としては、本例に限らず、任意のものが可能である。例えば、セル区画部21の骨格線Oの形状(ひいては、セル孔Cのなす形状)を略4面体、略8面体又は略12面体とした場合も、セル孔C間の隙間(間隔)を小さくする観点から好適である。また、骨格部2の一部または全部のセル区画部21の骨格線Oの形状(ひいては、骨格部2の一部または全部のセル孔Cのなす形状)は、略多面体以外の立体形状(例えば、球、楕円体、円柱等)でもよい。また、骨格部2は、セル区画部21として、骨格線Oの形状が同じである1種類のセル区画部21のみを有していてもよいし、あるいは、骨格線Oの形状が異なる複数種類のセル区画部21を有していてもよい。同様に、骨格部2は、セル孔Cとして、同じ形状からなる1種類のセル孔Cのみを有していてもよいし、あるいは、形状の異なる複数種類のセル孔Cを有していてもよい。なお、本例のように、セル区画部21の骨格線Oの形状(ひいては、セル孔Cの形状)を略ケルビン14面体(切頂8面体)とした場合は、他の形状に比べて、化学反応によって発泡させる工程を経て製造された一般的なポリウレタンフォームと同等のクッション材の特性を、最も再現し易い。
As shown in FIG. 9, in this example, the skeleton line O of each
As in this example, the shape of the skeleton line O of the
The polyhedral shape formed by the skeleton line O of the cell compartment 21 (and thus the polyhedral shape formed by the cell hole C) is not limited to this example, and any shape can be used. For example, even when the shape of the skeleton line O of the cell compartment 21 (and thus the shape formed by the cell hole C) is a substantially tetrahedron, a substantially octahedron, or a substantially dodecahedron, the gap (interval) between the cell holes C is reduced. It is suitable from the viewpoint of Further, the shape of the skeleton line O of a part or all of the cell compartments 21 of the skeleton part 2 (and thus the shape formed by the cell holes C of a part or all of the skeleton part 2) is a three-dimensional shape other than a substantially polyhedron (for example). , Sphere, ellipsoid, cylinder, etc.). Further, the
図6〜図9に示すように、本例において、セル区画部21を構成する複数(本例では、14つ)の環状部211は、それぞれ、1つ又は複数(本例では、6つ)の小環状部211Sと、1つ又は複数(本例では、8つ)の大環状部211Lと、を含んでいる。各小環状部211Sは、それぞれ、その環状の内周側縁部2111によって、小仮想面V1Sを区画している。各大環状部211Lは、それぞれ、その環状の内周側縁部2111によって、小仮想面V1Sよりも面積の大きな大仮想面V1Lを区画している。
図9から判るように、本例において、大環状部211Lは、その骨格線Oが正6角形をなしており、それに伴い、大仮想面V1Lも、略正6角形をなしている。また、本例において、小環状部211Sは、その骨格線Oが正4角形をなしており、それに伴い、小仮想面V1Sも、略正4角形をなしている。このように、本例において、小仮想面V1Sと大仮想面V1Lとは、面積だけでなく、形状も異なる。
各大環状部211Lは、それぞれ、複数(本例では、6つ)の骨部2Bと、これらの複数の骨部2Bの端部2Beどうしを結合する複数(本例では、6つ)の結合部2Jと、から構成されている。各小環状部211Sは、それぞれ、複数(本例では、4つ)の骨部2Bと、これらの複数の骨部2Bの端部2Beどうしを結合する複数(本例では、4つ)の結合部2Jと、から構成されている。
セル区画部21を構成する複数の環状部211が、大きさの異なる小環状部211Sと大環状部211Lとを含むことにより、骨格部2を構成するセル孔C間の隙間(間隔)をより小さくすることが可能になる。また、本例のように、小環状部211Sと大環状部211Lとの形状が異なる場合、骨格部2を構成するセル孔C間の隙間(間隔)をさらに小さくすることが可能になる。
ただし、セル区画部21を構成する複数の環状部211は、それぞれ、大きさ及び/又は形状が互いに同じでもよい。セル区画部21を構成する各環状部211の大きさ及び形状が同じである場合、X、Y、Zのそれぞれの方向に等しい機械特性を得ることができる。
As shown in FIGS. 6 to 9, in this example, the plurality of (14 in this example)
As can be seen from FIG. 9, in this example, the skeleton line O of the
Each
By including the small
However, the plurality of
本例のように、セル区画部21を構成する各環状部211のうち、一部又は全部(本例では全部)の環状部211の骨格線O(ひいては、セル区画部21を構成する各仮想面V1のうち、一部又は全部(本例では全部)の仮想面V1)が、略多角形状をなすことにより、骨格部2を構成するセル孔Cどうしの間隔をより小さくすることが可能になる。また、外力の付加・解除に応じた骨格部2の圧縮・復元変形の挙動が、シートパッドとして、特には車両用のシートパッドとして、より良好になる。また、環状部211の形状(ひいては仮想面V1の形状)がシンプルになるので、製造性や特性の調整のし易さを向上できる。なお、骨格部2を構成する各環状部211のうち、少なくとも1つの環状部211(ひいては、骨格部2を構成する各仮想面V1のうち、少なくとも1つの仮想面V1)が、この構成を満たしている場合は、程度の差はあり得るものの、同様の効果が得られる。
なお、骨格部2を構成する各環状部211のうち、少なくとも1つの環状部211の骨格線O(ひいては、骨格部2を構成する各仮想面V1のうち、少なくとも1つの仮想面V1)が、本例のような略正6角形、略正4角形以外の任意の略多角形状、あるいは、略多角形状以外の平面形状(例えば、円(真円、楕円等))をなしてもよい。環状部211の骨格線Oの形状(ひいては仮想面V1の形状)が円(真円、楕円等)である場合は、環状部211の形状(ひいては仮想面V1の形状)がシンプルになるので、製造性や特性の調整のし易さを向上できるとともに、より均質な機械特性が得られる。例えば、環状部211の骨格線Oの形状(ひいては仮想面V1の形状)が、荷重が掛かる方向に対して略垂直な方向に長い楕円(横長の楕円)である場合は、荷重が掛かる方向に略平行な方向に長い楕円(縦長の楕円)である場合に比べて、環状部211が、ひいては、骨格部2(ひいては多孔質構造体1)が、荷重の入力に対して変形し易くなる(柔らかくなる)。
As in this example, of each
The skeleton line O of at least one
本例において、骨格部2は、直径が5mm以上のセル孔Cを少なくとも1つ有すると、好適である。これにより、3Dプリンタを用いた多孔質構造体1の製造が実現し易くなる。骨格部2の各セル孔Cの直径が5mm未満であると、骨格部2の構造が複雑になりすぎる結果、多孔質構造体1の3次元形状を表す3次元形状データ(CADデータ等)、あるいは、その3次元形状データに基づき生成される3D造形用データを、コンピュータ上で生成するのが難しくなるおそれがある。
なお、従来のシートパッドを構成する多孔質構造体は、化学反応によって発泡させる工程を経て製造されていたため、直径が5mm以上のセル孔Cを形成することはできなかった。
また、骨格部2が直径5mm以上のセル孔Cを有することにより、骨格部2の通気性や変形し易さを向上しやすくなる。
このような観点から、骨格部2を構成する全てのセル孔Cの直径が、それぞれ、5mm以上であると、好適である。
セル孔Cの直径が大きくなるほど、3Dプリンタを用いた多孔質構造体1(ひいてはシートパッド302)の製造が実現し易くなり、また、通気性や変形し易さを向上しやすくなる。このような観点から、骨格部2は、少なくとも1つ(好適には全部)のセル孔Cの直径が、より好適には8mm以上、さらに好適には10mm以上であるとよい。
一方、骨格部2のセル孔Cが大きすぎると、骨格部2(ひいては多孔質構造体1)の外縁(外輪郭)形状をきれいに(滑らかに)形成するのが難しくなり、シートパッド302の形状精度が低下し外観が悪化するおそれがある。また、シートパッドとしての特性も、十分に良好でなくなるおそれがある。よって、外観やシートパッドとしての特性を向上させる観点から、骨格部2の各セル孔Cの直径は、好適には30mm未満、より好適には25mm以下、さらに好適には20mm以下であるとよい。
なお、セル孔Cの直径は、本例のようにセル孔Cが厳密な球形状とは異なる形状をなす場合、セル孔Cの外接球の直径を指す。
In this example, it is preferable that the
Since the porous structure constituting the conventional seat pad was manufactured through a step of foaming by a chemical reaction, it was not possible to form a cell hole C having a diameter of 5 mm or more.
Further, since the
From this point of view, it is preferable that the diameters of all the cell holes C constituting the
The larger the diameter of the cell hole C, the easier it is to manufacture the porous structure 1 (and thus the seat pad 302) using a 3D printer, and it becomes easier to improve the air permeability and the easiness of deformation. From such a viewpoint, the diameter of at least one (preferably all) cell holes C in the
On the other hand, if the cell hole C of the
The diameter of the cell hole C refers to the diameter of the circumscribed sphere of the cell hole C when the cell hole C has a shape different from the exact spherical shape as in this example.
骨格部2のセル孔Cが小さすぎると、骨格部2の構造が複雑になりすぎる結果、多孔質構造体1の3次元形状を表す3次元形状データ(CADデータ等)、あるいは、その3次元形状データに基づき生成される3D造形用データを、コンピュータ上で生成するのが難しくなるおそれや、仮にそれらを生成できたとしても、その3D造形用データに従って3Dプリンタが造形するのが難しくなるおそれがあるため、3Dプリンタを用いた多孔質構造体1の製造がしにくくなる。3Dプリンタを用いた多孔質構造体1(ひいてはシートパッド302)の製造を容易にする観点から、骨格部2を構成する各セル孔Cのうち、最小の直径を有するセル孔Cの直径が、0.05mm以上であると好適であり、0.10mm以上であるとより好適である。最小の直径を有するセル孔Cの直径が、0.05mm以上の場合、高性能な3Dプリンタの解像度で造形可能であり、0.10mm以上の場合、高性能な3Dプリンタだけでなく汎用の3Dプリンタの解像度でも造形可能である。
If the cell hole C of the
図10は、多孔質構造体1のセル区画部21の一変形例を説明するための図面であり、図9に対応する図面である。本明細書で説明する各例において、多孔質構造体1は、図10に示す変形例のように、骨格部2に加えて、1つ又は複数の膜3を備えていてもよい。
膜3は、環状部211の環状の内周側縁部2111によって区画された仮想面V1上を延在しており、それにより、当該環状部211によって区画された仮想面V1を覆っている。図10の例の多孔質構造体1においては、骨格部2を構成する各仮想面V1のうちの少なくとも1つが、膜3で覆われている。膜3は、骨格部2と同じ材料からなり、骨格部2と一体に構成されている。図10の例において、膜3は、平坦に構成されている。ただし、膜3は、非平坦(例えば、湾曲状(曲面状))に構成されてもよい。
膜3は、骨部2Bの幅W0(図6)よりも小さな厚さを有すると、好適である。
膜3によって、仮想面V1を間に挟んだ2つのセル孔Cどうしが、仮想面V1を通じた連通がなくなり、仮想面V1を介した通気ができなくなるため、ひいては、多孔質構造体1の全体としての通気性が低下する。多孔質構造体1を構成する各仮想面V1のうち、膜3で覆われたものの数を調整することにより、多孔質構造体1の全体としての通気性を調整でき、要求に応じて様々な通気性レベルを実現可能である。例えば、多孔質構造体1が車両用シートパッドに利用される場合、多孔質構造体1の通気性を調整することにより、車内のエアコンの効きを高めたり、耐ムレ性を高めたり、乗り心地を高めることができる。多孔質構造体1が車両用シートパッドに利用される場合、車内のエアコンの効き及び耐ムレ性を高めるとともに、乗り心地を高める観点からは、多孔質構造体1を構成する各仮想面V1の全てが膜3で覆われているのは好ましくなく、言い換えれば、多孔質構造体1を構成する各仮想面V1のうち少なくとも1つが膜3で覆われておらず開放されていることが好ましい。
なお、従来のシートパッドを構成する多孔質構造体は、上述のとおり、化学反応によって発泡させる工程を経て製造されていたため、各セルどうしを連通する連通孔における膜を、所期したとおりの位置及び個数で形成することは難しかった。本例のように、多孔質構造体1(ひいてはシートパッド302)を3Dプリンタで製造する場合は、3Dプリンタに読み込まれる3D造形用データに、予め膜3の情報も含めることで、確実に、所期したとおりの位置及び個数で膜3を形成することが可能である。
同様の観点から、骨格部2を構成する各小仮想面V1Sのうちの少なくとも1つが、膜3で覆われていてもよい。かつ/又は、骨格部2を構成する各大仮想面V1Lのうちの少なくとも1つが、膜3で覆われていてもよい。
FIG. 10 is a drawing for explaining a modification of the
The
It is preferable that the
Due to the
Since the porous structure constituting the conventional seat pad was manufactured through the step of foaming by a chemical reaction as described above, the position of the membrane in the communication hole communicating the cells with each other is as expected. And it was difficult to form by number. When the porous structure 1 (and thus the seat pad 302) is manufactured by a 3D printer as in this example, the information of the
From the same viewpoint, at least one of the small virtual surfaces V1S constituting the
本明細書で説明する各例において、多孔質構造体1が車両用シートパッドに利用される場合、車内のエアコンの効き及び耐ムレ性を高めたり、乗り心地を高める観点からは、多孔質構造体1の通気性は、100〜700cc/cm2/secが好適であり、150〜650cc/cm2/secがより好適であり、200〜600cc/cm2/secがさらに好適である。ここで、多孔質構造体1の通気性(cc/cm2/sec)は、JIS K 6400-7に準拠して測定されるものとする。また、多孔質構造体1が車両用シートパッドに利用される場合、多孔質構造体1の共振倍率は、3倍以上8倍未満が好適であり、3倍以上5倍以下がより好適である。
In each example described in the present specification, when the
〔シートパッドの製造方法、3D造形用データ〕
つぎに、図11を参照しつつ、本発明のシートパッドの製造方法を例示説明する。以下に説明する方法は、本明細書で説明する任意の例のシートパッドを製造するために好適に用いることができる。
まず、事前に、コンピュータを用いて、多孔質構造体1から構成されたシートパッド302の3次元形状を表す3次元形状データ(例えば、3次元CADデータ)を作成する。
つぎに、コンピュータを用いて、上記3次元形状データを、3D造形用データ500に変換する。3D造形用データ500は、3Dプリンタ400の造形部420が造形を行う際に3Dプリンタ400の制御部410に読み込まれるものであり、制御部410が、造形部420に、シートパッド302を、造形させるように構成されている。3D造形用データ500は、例えば、シートパッド302の各層の2次元形状を表すスライスデータを含む。
つぎに、3Dプリンタ400によってシートパッド302の造形を行う。3Dプリンタ400は、例えば、光造形方式、粉末焼結積層方式、熱溶融積層方式(FDM方式)、インクジェット方式等、任意の造形方式を用いて造形を行ってよい。生産性の観点からは、光造形方式が好適である。図11では、光造形方式によって造形を行う様子を示している。
3Dプリンタ400は、例えば、CPU等によって構成された制御部410と、制御部410による制御に従って造形を行う造形部420と、造形される造形物(すなわち、シートパッド302)を載せるための支持台430と、液体樹脂LR、支持台430及び造形物が収容される収容体440と、を備える。造形部420は、本例のように光造形方式を用いる場合、紫外線レーザ光LLを照射するように構成されたレーザ照射器421を有する。収容体440には、液体樹脂LRが充填されている。液体樹脂LRは、レーザ照射器421から照射される紫外線レーザ光LLが当たると、硬化し、可撓性のある樹脂となる。
このように構成された3Dプリンタ400は、まず、制御部410が、3D造形用データ500を読み込み、読み込んだ3D造形用データ500に含まれる3次元形状に基づいて、造形部420に紫外線レーザ光LLを照射するよう制御しながら、各層を順次造形していく(造形ステップ)。
3Dプリンタ400による造形が完了した後は、造形物を収容体440から取り出す。それにより、最終的に、造形物として、多孔質構造体1から構成されたシートパッド302が得られる。
3Dプリンタを用いてシートパッド302を製造することにより、流体通路5を有するシートパッド302を、1つの工程で、簡単かつ精度良く、所期したとおりに実現できる。
なお、シートパッド302を樹脂で構成する場合、3Dプリンタ400による造形が完了した後に、造形物としてのシートパッド302を、オーブンの中で加熱してもよい。その場合、シートパッド302を構成する各層どうしの結合を強化し、それによりシートパッド302の異方性を低減できるので、シートパッド302のクッション性をさらに向上できる。
また、シートパッド302をゴムで構成する場合、3Dプリンタ400による造形が完了した後に、造形物としてのシートパッド302を加硫してもよい。
[Seat pad manufacturing method, 3D modeling data]
Next, the method for manufacturing the seat pad of the present invention will be illustrated with reference to FIG. The methods described below can be suitably used for producing the seat pads of any of the examples described herein.
First, in advance, a computer is used to create three-dimensional shape data (for example, three-dimensional CAD data) representing the three-dimensional shape of the
Next, the above three-dimensional shape data is converted into
Next, the
The
In the
After the modeling by the
By manufacturing the
When the
Further, when the
〔第2実施形態に係るシートパッド〕
つぎに、図12及び図13を参照しつつ、本発明の第2実施形態に係るシートパッド302について、第1実施形態とは異なる点を中心に、説明する。
図12は、本発明の第2実施形態に係るシートパッド302の一例から構成されたクッションパッド310を、図2のI−I線に沿う断面により示す、前後方向(延在方向)断面図であり、図3に対応する図面である。図13は、本発明の第2実施形態に係るシートパッド302の一例から構成されたバックパッド320を、図4のK−K線に沿う断面により示す、延在方向断面図であり、図5に対応する図面である。
以下では、説明の便宜のため、第2実施形態に係るシートパッド302からなるクッションパッド310及びバックパッド320について、併せて説明する。
第2実施形態においては、シートパッド302のうち流体通路近傍部分7Aを構成する多孔質構造体1の構成が、シートパッド302のうち流体通路近傍部分以外の部分7Bを構成する多孔質構造体1の構成とは、異なるものである。流体通路近傍部分7Aは、シートパッド302のうち、流体通路5の全体を区画する部分を含む一部分である。
第2実施形態において、流体通路5自体の構成は、第1実施形態で述べたとおりでよい。
[Seat pad according to the second embodiment]
Next, with reference to FIGS. 12 and 13, the
FIG. 12 is a cross-sectional view in the front-rear direction (extending direction) showing a cushion pad 310 composed of an example of the
Hereinafter, for convenience of explanation, the cushion pad 310 and the back pad 320 including the
In the second embodiment, the structure of the
In the second embodiment, the configuration of the
例えば、第2実施形態に係るシートパッド302の第1例においては、シートパッド302のうち流体通路近傍部分7Aを構成する多孔質構造体1の密度の平均値が、シートパッド302のうち流体通路近傍部分以外の部分7Bを構成する多孔質構造体1の密度の平均値よりも、高いと、好適である。また、第2実施形態に係るシートパッド302の第1例においては、シートパッド302のうち流体通路近傍部分7Aを構成する多孔質構造体1の密度の最小値が、シートパッド302のうち流体通路近傍部分以外の部分7Bを構成する多孔質構造体1の密度の最大値よりも、高いと、好適である。
このような構成により、流体通路5内を流れる流体(例えば空気)が、シートパッド302の内部において流体通路5の外側に漏れ出るのを抑制でき、ひいては、第1実施形態において上述した温度調節や湿気除去の効果を、さらに向上できる。
本明細書において、多孔質構造体1の「密度(kg/m3)」は、JIS K 6400−1:2004に準拠して測定される密度(見掛け密度)を指す。
なお、シートパッド302のうち流体通路近傍部分7Aを構成する多孔質構造体1や、シートパッド302のうち流体通路近傍部分以外の部分7Bを構成する多孔質構造体1は、それぞれ、密度が均一であってもよいし不均一であってもよい。ただし、第2実施形態に係るシートパッド302の第1例において、流体通路近傍部分7Aを構成する多孔質構造体1は、密度が均一であるか、又は、流体通路5に向かうにつれて密度が徐々に増大していると、好適である。
本明細書において、「徐々に増大している」とは、一定となることなく連続的に増大する場合だけでなく、一部分で一定となるように段階的に増大する場合も含む。
多孔質構造体1の密度を調整する手法としては、例えば、単位体積当たりの骨格部2及び/又は膜3の占める体積の割合を高く/低くすることにより密度を高く/低くする手法がよい。単位体積当たりの骨格部2の占める体積の割合を高く/低くすることにより密度を高く/低くする手法としては、任意の手法を用いてよいが、例えば、骨部2B及び/又は結合部2Jの断面積を大きく/小さくすることにより密度を高く/低くする手法を用いるとよい。
For example, in the first example of the
With such a configuration, it is possible to prevent the fluid (for example, air) flowing in the
In the present specification, the "density (kg / m 3 )" of the
The density of the
As used herein, the term "gradual increase" includes not only a case where the amount is continuously increased without being constant, but also a case where the amount is gradually increased so as to be partially constant.
As a method for adjusting the density of the
あるいは、第2実施形態に係るシートパッド302の第2例においては、シートパッド302のうち流体通路近傍部分7Aを構成する多孔質構造体1における1個のセル孔C当たりの膜3の数の平均値が、シートパッド302のうち流体通路近傍部分以外の部分7Bを構成する多孔質構造体1の1個のセル孔C当たりの膜3の数の平均値よりも、高いと、好適である。また、第2実施形態に係るシートパッド302の第2例においては、シートパッド302のうち流体通路近傍部分7Aを構成する多孔質構造体1における1個のセル孔C当たりの膜3の数の最小値が、シートパッド302のうち流体通路近傍部分以外の部分7Bを構成する多孔質構造体1における1個のセル孔C当たりの膜3の数の最大値よりも、高いと、好適である。例えば、シートパッド302のうち流体通路近傍部分7Aを構成する多孔質構造体1は、各セル孔Cを区画するセル区画部21が膜3を1つ以上有しているのに対し、シートパッド302のうち流体通路近傍部分以外の部分7Bを構成する多孔質構造体1は、各セル孔Cを区画するセル区画部21が膜3を有していないようにすると、好適である。
このような構成によっても、第1例と同様に、流体通路5内を流れる流体(例えば空気)が、シートパッド302の内部において流体通路5の外側に漏れ出るのを抑制でき、ひいては、第1実施形態において上述した温度調節や湿気除去の効果を、さらに向上できる。
本明細書において、ある部分を構成する多孔質構造体1における「1個のセル孔C当たりの膜3の数の平均値」は、当該部分を構成する各セル孔Cを区画するセル区画部21に設けられた膜3(図10)の総数を、当該部分を構成するセル孔C(ひいてはセル区画部21)の総数で割った値を指す。
なお、シートパッド302のうち流体通路近傍部分7Aを構成する多孔質構造体1や、シートパッド302のうち流体通路近傍部分以外の部分7Bを構成する多孔質構造体1は、それぞれ、1個のセル孔C当たりの膜3の数が、均一であってもよいし不均一であってもよい。ただし、第2実施形態に係るシートパッド302の第2例において、流体通路近傍部分7Aを構成する多孔質構造体1は、1個のセル孔C当たりの膜3の数が均一であるか、又は、流体通路5に向かうにつれて1個のセル孔C当たりの膜3の数が徐々に増大していると、好適である。
Alternatively, in the second example of the
With such a configuration, as in the first example, it is possible to prevent the fluid (for example, air) flowing in the
In the present specification, the "average value of the number of
The
なお、上述した第2実施形態に係るシートパッド302の第1例及び第2例の構成を、組み合わせてもよい。
The configurations of the first example and the second example of the
なお、流体通路近傍部分7Aの厚さは、流体通路5に沿って均一であってもよいし不均一であってもよい。
流体通路近傍部分7Aの厚さの最大値(流体通路近傍部分7Aの厚さが最大になる位置での厚さ)は、例えば、30mm以下が好適であり、15mm以下がより好適である。また、流体通路近傍部分7Aの厚さの最小値(流体通路近傍部分7Aの厚さが最小になる位置での厚さ)は、例えば、1mm以上が好適であり、3mm以下がより好適である。流体通路近傍部分7Aの厚さは、流体通路5の内壁面に対して垂直に測るものとする。
The thickness of the
The maximum value of the thickness of the
〔第3実施形態に係るシートパッド〕
つぎに、図14〜図18を参照しつつ、本発明の第3実施形態に係るシートパッド302について、第1実施形態とは異なる点を中心に、説明する。
図14は、本発明の第3実施形態に係るシートパッド302の一例から構成されたクッションパッド310を、図2のI−I線に沿う断面により示す、前後方向(延在方向)断面図であり、図3に対応する図面である。図15は、本発明の第3実施形態に係るシートパッド302の一例から構成されたバックパッド320を、図4のK−K線に沿う断面により示す、延在方向断面図であり、図5に対応する図面である。
以下では、説明の便宜のため、第3実施形態に係るシートパッド302からなるクッションパッド310及びバックパッド320について、併せて説明する。
第3実施形態においては、シートパッド302を構成する多孔質構造体1が、シートパッド302の外表面の一部又は全部(図14及び図15の各例では、全部)を構成する表皮部6を有している。シートパッド302のうち、表皮部6以外の部分は、多孔質構造体1の骨格部2(場合によっては、さらに膜3)から構成される。
第3実施形態において、流体通路5自体の構成は、第1実施形態で述べたとおりでよい。
[Seat pad according to the third embodiment]
Next, the
FIG. 14 is a cross-sectional view in the front-rear direction (extending direction) showing a cushion pad 310 composed of an example of the
Hereinafter, for convenience of explanation, the cushion pad 310 and the back pad 320 including the
In the third embodiment, the
In the third embodiment, the configuration of the
図16〜図18は、第3実施形態に係るシートパッド302を構成するのに好適な多孔質構造体1を説明するための図面である。図16は、この多孔質構造体1の一部を示す、斜視図であり、図6に対応する図面である。図17は、図16の多孔質構造体1のうち、破線で囲ったC部分を、図16のD矢印の方向(Y方向)から観た様子を示すD矢視図である。図18は、図16の多孔質構造体1のC部分をE矢印の方向(−Z方向)から観た様子を示すE矢視図である。
本実施形態において、多孔質構造体1は、骨格部2に加えて、表皮部6を備えている。このとき、多孔質構造体1は、上述した膜3(図10)を備えていてもよいし備えていなくてもよい。骨格部2や膜3の構成については、上述したとおりである。
表皮部6は、骨格部2の外表面(骨格部2の外縁(外輪郭)をなす仮想面)の一部又は全部を覆うように、骨格部2と一体に構成されており、骨格部2と同じ材料で構成されている。表皮部6は、多孔質構造体1から構成されるシートパッド302の外表面の一部又は全部を構成することとなる。図16に示す多孔質構造体1の部分において、表皮部6は、平坦状に構成されているが、表皮部6は、骨格部2の外表面に沿う任意の形状に構成されてよく、例えば湾曲形状(曲面形状)に構成されてもよい。
図18に示すように、本例において、表皮部6は、表皮部6の厚さ方向に表皮部6を貫通する複数の貫通孔6Bを有している。これら複数の貫通孔6Bは、表皮部6の全体にわたって分散して設けられており、それにより、表皮部6は、メッシュ状に構成されている。表皮部6の各貫通孔6Bのうちの一部又は全部(好適には全部)は、表皮部6に対し連結された骨格部2の骨部2Bや結合部2Jによって完全には塞がれておらず、貫通孔6Bを介した通気が可能にされている。
本例において、表皮部6は、それぞれ骨格部2の外表面に沿って柱状に延在する複数の柱部6Cを有している(より具体的に、本例において、表皮部6は、これら柱部6Cから構成されている)。複数の柱部6Cの延在方向の端部6Ceどうしが互いに隣接する箇所で、これらの柱部6Cの端部6Ceどうしが連結されている。各貫通孔6Bは、複数の柱部6Cどうしの間に区画されている。表皮部6を構成する各柱部6Cは、骨格部2の内部には位置していない。
多孔質構造体1が表皮部6を備えることにより、骨格部2が多孔質構造体1の外部(ひいてはシートパッド302の外部)に剥き出しになることを抑制できるので、シートパッド302に対してユーザ等からの荷重が掛かったときに、骨格部2は、直接その荷重を受けるのではなく、表皮部6を介してその荷重を受けることとなるので、骨格部2が破損しにくくなる。よって、多孔質構造体1(ひいてはシートパッド302)の耐久性を向上できる。
また、表皮部6の外表面は、骨格部2の外表面よりも凹凸が遥かに少ないため、多孔質構造体1が表皮部6を備えることにより、ユーザがシートパッド302に対して荷重を掛けるときにユーザが感じる違和感を低減できる。よって、シートパッド302の座り心地を向上できる。
また、表皮部6は、複数の貫通孔6Bを有しているので、表皮部6を介した骨格部2の内外への通気を確保できる。
ただし、表皮部6が骨格部2の外表面のうちの一部のみに設けられる場合(ひいては、シートパッド302の外表面のうちの一部のみを構成する場合)、骨格部2の内外への通気は、骨格部2の外表面のうち表皮部6が設けられていない部分(ひいては、シートパッド302の外表面のうち表皮部6が設けられていない部分)を介して確保することが可能であるので、表皮部6は、貫通孔6Bを有していなくてもよく、すなわち、表皮部6の全体にわたって連続したシート状に構成されていてもよい。
16 to 18 are drawings for explaining a
In the present embodiment, the
The
As shown in FIG. 18, in this example, the
In this example, each of the
Since the
Further, since the outer surface of the
Further, since the
However, when the
図16〜図18の例では、表皮部6の平面視において、複数の貫通孔6Bが規則性を有する配置パターンをもって配置されているが、複数の貫通孔6Bの配置は、規則性の無いランダムな配置でもよい。
図16〜図18の例では、表皮部6の平面視(図18のように、表皮部6の外表面に対し垂直に対向する方向から観た表面視)において、各柱部6Cは、直線状に延在しており、各貫通孔6Bは、それぞれ三角形をなしており、互いに異なる方向に延在する3つの柱部6Cどうしの間に区画されている。ただし、各柱部6Cのうち一部又は全部は、湾曲状に(湾曲形状に沿って)延在していてもよい。また、各貫通孔6Bは、それぞれ、表皮部6の平面視において、三角形以外の任意の多角形状(四角形等)、あるいは、多角形状以外の任意の形状(例えば、円(真円、楕円等)))をなしてよい。また、図16〜図18の例において、表皮部6の平面視における各貫通孔6Bの形状及び寸法は、均一(互いに同じ)であるが、各貫通孔6Bの形状及び/又は寸法は、不均一であってもよい。
図16〜図18の例において、表皮部6を構成する各柱部6Cは、それぞれの断面形状が、円形(真円形)である。これにより、表皮部6の構造がシンプルになり、3Dプリンタによる多孔質構造体1(ひいてはシートパッド302)の造形がしやすくなるとともに、多孔質構造体1の外側に向かって尖った部分が無くなるので、シートパッド302の触り心地や座り心地を向上できる。なお、各柱部6Cの断面形状は、それぞれの延在方向に垂直な断面における形状である。ただし、表皮部6を構成する各柱部6Cのうち全部又は一部の柱部6Cは、それぞれの断面形状が、多角形(正三角形、正三角形以外の三角形、四角形等)でもよいし、あるいは、真円形以外の円形(楕円形等)でもよい。また、各骨部2Bは、それぞれの断面形状が、その延在方向に沿って均一でもよいし、あるいは、その延在方向に沿って非均一でもよい。また、各柱部6Cどうしで、断面形状が互いに異なっていてもよい。
In the examples of FIGS. 16 to 18, in the plan view of the
In the examples of FIGS. 16 to 18, in the plan view of the skin portion 6 (as shown in FIG. 18, the surface view viewed from the direction perpendicular to the outer surface of the skin portion 6), each
In the examples of FIGS. 16 to 18, each
図16〜図18の例のように、表皮部6の各貫通孔6Bがそれぞれ複数の柱部6Cによって区画される場合、表皮部6を構成する各柱部6Cの幅W6C(図17、図18)は、図の例のように柱部6Cの延在方向に沿って均一でもよいし、あるいは、柱部6Cの延在方向に沿って不均一でもよい。また、表皮部6を構成する各柱部6Cの幅W6Cは、図の例のように柱部6Cどうしで同じでもよいし、あるいは、柱部6Cどうしで異なっていてもよい。なお、各柱部6Cの幅W6Cは、それぞれの延在方向に垂直な断面に沿って測ったときの、当該断面における最大幅を指す。
表皮部6を構成する各柱部6Cの幅W6Cの最大値は、多孔質構造体1(ひいてはシートパッド302)のクッション性を確保する観点から、3.0mm以下であると好適であり、2.5mm以下であるとより好適である。表皮部6を構成する各柱部6Cの幅W6Cの最小値は、表皮部6の耐久性の観点から、0.05mm以上であると好適であり、0.10mm以上であるとより好適である。
同様に、表皮部6の厚さT6(図17)は、表皮部6の全体にわたって均一でもよいし不均一でもよい。表皮部6の厚さT6の最大値は、多孔質構造体1(ひいてはシートパッド302)のクッション性を確保する観点から、3.0mm以下であると好適であり、2.5mm以下であるとより好適である。表皮部6の厚さT6の最小値は、表皮部6の耐久性の観点から、0.05mm以上であると好適であり、0.10mm以上であるとより好適である。
骨格部2の破損を抑制する観点から、表皮部6の各貫通孔6Bの直径の最大値(最も大きな直径を有する貫通孔6Bの直径)は、骨格部2のセル孔Cの直径の平均値以下であると好適であり、骨格部2のセル孔Cの直径の平均値未満であるとより好適である。図18の例のように表皮部6を平面視したときの貫通孔6Bの形状が非円形である場合、貫通孔6Bの「直径」は、表皮部6を平面視したときの貫通孔6Bの外接円の直径を指すものとする。
When each through
The maximum value of the width W6C of each
Similarly, the thickness T6 (FIG. 17) of the
From the viewpoint of suppressing damage to the
図16〜図18の例のように、表皮部6の各貫通孔6Bがそれぞれ複数の柱部6Cによって区画される場合、通気性向上の観点から、表皮部6における貫通孔6Bの面積率は、50%以上が好適であり、70%以上がより好適である。また、表皮部6の各貫通孔6Bがそれぞれ複数の柱部6Cによって区画される場合、表皮部6の耐久性向上の観点から、表皮部6における貫通孔6Bの面積率は、99%以下が好適であり、95%以下がより好適である。なお、「表皮部6における貫通孔6Bの面積率」は、表皮部6の全体面積A3に対する、表皮部6に設けられた全ての貫通孔6Bの総面積A4の割合(A4×100/A3 [%])を指す。「表皮部6の全体面積A3」は、表皮部6の外縁によって囲まれる部分の面積を指しており、貫通孔6Bが占める面積も含む。
When each through
なお、上述した第2実施形態の構成と上述した第3実施形態の構成とを組み合わせてもよい。 The configuration of the second embodiment described above and the configuration of the third embodiment described above may be combined.
〔第4実施形態に係るシートパッド〕
つぎに、図19〜図20を参照しつつ、本発明の第4実施形態に係るシートパッド302について、第1実施形態とは異なる点を中心に、説明する。
第4実施形態においては、シートパッド302を構成する多孔質構造体1の骨格部2の骨部2Bの構成のみが、第1実施形態とは異なる。
第4実施形態において、骨格部2の骨格線O等の構成や、流体通路5の構成は、第1実施形態で述べたとおりでよい。多孔質構造体1は、上述した膜3(図10)を備えていてもよいし備えていなくてもよい。
[Seat pad according to the fourth embodiment]
Next, the
In the fourth embodiment, only the structure of the
In the fourth embodiment, the configuration of the skeleton line O and the like of the
図19〜図20は、第4実施形態に係るシートパッド302を構成するのに好適な多孔質構造体1を説明するための図面である。図19は、本発明の第4実施形態に係るシートパッド302を構成する多孔質構造体1の一部を示す、平面図であり、図7に対応する図面である。図20は、本例の骨部2Bを、単独で示している。図20(a)は骨部2Bに外力が加わっていない自然状態を示しており、図20(b)は骨部2Bに外力が加わった状態を示している。図19及び図20には、骨部2Bの中心軸線(骨格線O)を示している。
図19及び図20(a)に示すように、骨格部2の各骨部2Bは、それぞれ、断面積を一定に保ちつつ延在する、骨一定部2B1と、骨一定部2B1の延在方向の両側において、断面積を徐々に変化させつつ、骨一定部2B1から結合部2Jまで延在する、一対の骨変化部2B2と、から構成されている。本例において、各骨変化部2B2は、断面積を徐々に増大させつつ、骨一定部2B1から結合部2Jまで延在している。なお、本例に限らず、骨格部2を構成する各骨部2Bのうち一部の骨部2Bのみが、この構成を満たしていても、同様の効果が得られる。また、骨格部2を構成する各骨部2Bのうち一部又は全部の骨部2Bは、それぞれ、骨一定部2B1の一方側の端部のみに骨変化部2B2を有し、骨一定部2B1の他方側の端部が直接結合部2Jに結合されていてもよく、その場合も、程度の差はあり得るものの、同様の効果が得られる。
ここで、骨一定部2B1及び骨変化部2B2の断面積は、それぞれ、骨一定部2B1及び骨変化部2B2の骨格線Oに垂直な断面の断面積を指す。
本例では、多孔質構造体1を構成する各骨部2Bが、骨一定部2B1と骨変化部2B2とからなり、骨変化部2B2が、骨一定部2B1から結合部2Jに向かうにつれて断面積が徐々に増大するので、骨部2Bが、骨一定部2B1と骨変化部2B2との境界の近傍部分で、骨一定部2B1に向かって細くなるようにくびれた形状をなしている。そのため、外力が加わる際に、骨部2Bが、そのくびれた部分や骨一定部2B1の中間部分で座屈変形しやすくなり、ひいては、多孔質構造体1が圧縮変形しやすくなる。これにより、化学反応によって発泡させる工程を経て製造された一般的なポリウレタンフォームと同等の挙動及び特性が得られる。また、これにより、多孔質構造体1の表面のタッチ感がより柔らかくなる。よって、例えば、着座する際の、特に着座し始めのタイミングで、着座者に、より柔らかい感触を与えるようになる。このような柔らかい感触は、一般的に、広く好まれるものであり、また、高級車のシートパッドの着座者(例えば運転手付きで後部座席に人を乗せる場合、後部座席に座る着座者)に好まれるものである。
19 to 20 are drawings for explaining a
As shown in FIGS. 19 and 20A, each
Here, the cross-sectional areas of the bone constant portion 2B1 and the bone change portion 2B2 refer to the cross-sectional areas of the cross sections of the bone constant portion 2B1 and the bone change portion 2B2 perpendicular to the skeleton line O, respectively.
In this example, each
本例のように、骨部2Bが、その少なくとも一部分において骨一定部2B1を有している場合、骨部2Bのいずれか一方側(好ましくは両側)の端2B21の断面積A1(図20(a))に対する、骨一定部2B1の断面積A0(図20(a))の比A0/A1は、
0.15≦A0/A1≦2.0
を満たしていると、好適である。これにより、多孔質構造体1の表面のタッチ感を、シートパッドの特性として、柔らかすぎず、硬すぎず、ほどよい硬さにすることができる。よって、例えば、着座する際の、特に着座し始めのタイミングで、着座者に、ほどよい硬さの感触を与えるようになる。比A0/A1が小さいほど、多孔質構造体1の表面のタッチ感が、より柔らかくなる。比A0/A1が0.15未満である場合は、多孔質構造体1の表面のタッチ感が柔らかくなりすぎて、シートパッドの特性として好ましくなくなるおそれがあり、また、3Dプリンタによる製造がしにくくなるため、製造性の面で好ましくない。比A0/A1が2.0超である場合は、多孔質構造体1の表面のタッチ感が硬くなりすぎて、シートパッドの特性として好ましくなくなるおそれがある。
なお、比A0/A1は、0.5以上であると、より好適である。
より具体的に、本例では、骨部2Bが骨一定部2B1とその両側に連続する一対の骨変化部2B2とを有しており、各骨変化部2B2が、それぞれ、断面積を徐々に増大させつつ、骨一定部2B1から結合部2Jまで延在しており、比A0/A1が1.0未満である。これにより、多孔質構造体1の表面のタッチ感を、シートパッドの特性として、比較的柔らかくすることができる。このような柔らかい感触は、一般的に、広く好まれるものであり、また、高級車のシートパッドの着座者(例えば運転手付きで後部座席に人を乗せる場合、後部座席に座る着座者)に好まれるものである。
なお、骨格部2を構成する各骨部2Bがこの構成を満たしていてもよいし、あるいは、骨格部2を構成する各骨部2Bのうち一部の骨部2Bのみが、この構成を満たしていてもよく、いずれの場合でも、程度の差はあり得るものの、同様の効果が得られる。
As in this example, when the
0.15 ≤ A0 / A1 ≤ 2.0
It is preferable that the above conditions are satisfied. As a result, the touch feeling on the surface of the
The ratio A0 / A1 is more preferably 0.5 or more.
More specifically, in this example, the
It should be noted that each
なお、本例に代えて、骨変化部2B2は、断面積を徐々に減少させつつ、骨一定部2B1から結合部2Jまで延在していてもよい。この場合、骨一定部2B1は、骨変化部2B2よりも、断面積が大きく(太く)なる。これにより、外力が加わる際に、骨一定部2B1が変形しにくくなり、代わりに、比較的座屈しやすい箇所が骨変化部2B2(特に、連結部2J側の部分)となり、ひいては、多孔質構造体1が圧縮変形しにくくなる。これにより、多孔質構造体1の表面のタッチ感がより硬くなり、また、高硬度の機械特性が得られる。よって、例えば、着座する際の、特に着座し始めのタイミングで、着座者に、より硬い感触を与えるようになる。このような挙動は、化学反応によって発泡させる工程を経て製造された一般的なポリウレタンフォームでは得ることができない。このような構成により、硬めの感触を好むユーザに対応できる。このような硬い感触は、例えば、素早い加減速や斜線変更を行うようなスポーツ車のシートパッドにおける、着座者に好まれるものである。
そして、骨変化部2B2が、断面積を徐々に減少させつつ、骨一定部2B1から結合部2Jまで延在している場合、比A0/A1は、1.0超となる。
なお、骨格部2を構成する各骨部2Bがこの構成を満たしていてもよいし、あるいは、骨格部2を構成する各骨部2Bのうち一部の骨部2Bのみが、この構成を満たしていてもよく、いずれの場合でも、程度の差はあり得るものの、同様の効果が得られる。
Instead of this example, the bone change portion 2B2 may extend from the bone constant portion 2B1 to the
Then, when the bone changing portion 2B2 extends from the bone constant portion 2B1 to the connecting
It should be noted that each
なお、第1実施形態において上述した図6〜図9の例において、骨部2Bは、骨変化部2B2を有さずに、骨一定部2B1のみからなるものである。この場合、骨部2の断面積は、その全長にわたって一定になる。そして、外力が加わる際における多孔質構造体1の表面のタッチ感は、中程度の硬さになる。このような構成により、中程度の硬さの感触を好むユーザに対応できる。また、高級車やスポーツ車など、あらゆる車種のシートパッドに好適に適用できる。
この場合、比A0/A1は、1.0となる。
なお、骨格部2を構成する各骨部2Bがこの構成を満たしていてもよいし、あるいは、骨格部2を構成する各骨部2Bのうち一部の骨部2Bのみが、この構成を満たしていてもよく、いずれの場合でも、程度の差はあり得るものの、同様の効果が得られる。
In the example of FIGS. 6 to 9 described above in the first embodiment, the
In this case, the ratio A0 / A1 is 1.0.
It should be noted that each
図19〜図20の例に戻り、本例において、骨格部2を構成する各骨部2Bは、骨一定部2B1が、骨変化部2B2及び結合部2Jよりも、断面積が小さい。より具体的には、骨一定部2B1の断面積は、骨変化部2B2及び結合部2Jのそれぞれのどの部分(ただし、骨一定部2B1と骨変化部2B2との境界部分を除く)の断面積よりも、小さい。すなわち、骨一定部2B1は、骨格部2の中で最も断面積が小さい(細い)部分である。これにより、上述したことと同様に、外力が加わる際に、骨一定部2B1が変形しやすくなり、ひいては、多孔質構造体1が圧縮変形しやすくなる。これにより、多孔質構造体1の表面のタッチ感がより柔らかくなる。
なお、結合部2Jの断面積は、結合部2Jの骨格線Oに垂直な断面の断面積を指す。
なお、本例に限らず、骨格部2を構成する各骨部2Bのうち一部の骨部2Bのみが、この構成を満たしていてもよく、その場合でも、程度の差はあり得るものの、同様の効果が得られる。
Returning to the examples of FIGS. 19 to 20, in this example, the bone constant portion 2B1 of each
The cross-sectional area of the connecting
Not limited to this example, only a part of the
同様に、本例において、骨格部2を構成する各骨部2Bは、骨一定部2B1が、骨変化部2B2及び結合部2Jよりも、幅が小さい。より具体的には、骨一定部2B1の幅は、骨変化部2B2及び結合部2Jのそれぞれのどの部分(ただし、骨一定部2B1と骨変化部2B2との境界部分を除く)の幅よりも、小さい。すなわち、骨一定部2B1は、骨格部2の中で最も幅が小さい(細い)部分である。これによっても、外力が加わる際に骨一定部2B1が変形しやすくなり、それにより、多孔質構造体1の表面のタッチ感がより柔らかくなる。
なお、骨一定部2B1、骨変化部2B2、結合部2Jの幅は、それぞれ、骨一定部2B1、骨変化部2B2、結合部2Jの骨格線Oに垂直な断面に沿って測ったときの、当該断面における最大幅を指す。結合部2Jの骨格線Oは、骨格線Oのうち、結合部2Jに対応する部分である。図20(a)には、参考のため、骨一定部2B1の幅W0と、骨変化部2B2の幅W1とを、示している。
なお、本例に限らず、骨格部2を構成する各骨部2Bのうち一部の骨部2Bのみが、この構成を満たしていてもよく、その場合でも、程度の差はあり得るものの、同様の効果が得られる。
Similarly, in this example, in each
The widths of the bone constant portion 2B1, the bone change portion 2B2, and the
Not limited to this example, only a part of the
上述した各例において、多孔質構造体1の構造の簡単化、ひいては、3Dプリンタの製造のし易さの観点からは、骨一定部2B1の幅W0(図20)は、0.05mm以上であると好適であり、0.10mm以上であるとより好適である。幅W0が0.05mm以上の場合、高性能な3Dプリンタの解像度で造形可能であり、0.10mm以上の場合、高性能な3Dプリンタだけでなく汎用の3Dプリンタの解像度でも造形可能である。
一方、多孔質構造体1の外縁(外輪郭)形状の精度を向上させる観点や、セル孔C間の隙間(間隔)を小さくする観点や、クッション材としての特性を良好にする観点からは、骨一定部2B1の幅W0(図20)は、0.05mm以上2.0mm以下であると好適である。
なお、骨格部2を構成する各骨部2Bがこの構成を満たしていると好適であるが、骨格部2を構成する各骨部2Bのうち一部の骨部2Bのみが、この構成を満たしていてもよく、その場合でも、程度の差はあり得るものの、同様の効果が得られる。
In each of the above examples, the width W0 (FIG. 20) of the bone constant portion 2B1 is 0.05 mm or more from the viewpoint of simplification of the structure of the
On the other hand, from the viewpoint of improving the accuracy of the outer edge (outer contour) shape of the
It is preferable that each
図20に示すように、本例において、骨格部2を構成する各骨部2Bは、骨変化部2B2が、その側面に、1又は複数(本例では、3つ)の傾斜面2B23を有しており、この傾斜面2B23は、骨変化部2B2の延在方向に対して傾斜(90°未満で傾斜)しているとともに、骨一定部2B1から結合部2Jに向かうにつれて、幅W2が徐々に増大している。
これによっても、外力が加わる際に、骨部2Bが、骨一定部2B1と骨変化部2B2との境界近傍におけるくびれた部分で、座屈変形しやすくなり、ひいては、多孔質構造体1が圧縮変形しやすくなる。これにより、多孔質構造体1の表面のタッチ感がより柔らかくなる。
ここで、骨変化部2B2の延在方向は、骨変化部2B2の中心軸線(骨格線O)の延在方向である。また、骨変化部2B2の傾斜面2B23の幅W2は、骨変化部2B2の骨格線Oに垂直な断面に沿って測ったときの、傾斜面2B23の幅を指す。
なお、本例に限らず、骨格部2を構成する各骨部2Bのうち一部の骨部2Bのみが、この構成を満たしていてもよく、その場合でも、程度の差はあり得るものの、同様の効果が得られる。
As shown in FIG. 20, in this example, each
As a result, when an external force is applied, the
Here, the extending direction of the bone changing portion 2B2 is the extending direction of the central axis (skeleton line O) of the bone changing portion 2B2. Further, the width W2 of the inclined surface 2B23 of the bone changing portion 2B2 refers to the width of the inclined surface 2B23 when measured along the cross section perpendicular to the skeleton line O of the bone changing portion 2B2.
Not limited to this example, only a part of the
本例において、骨格部2を構成する各骨部2Bにおいて、それぞれ柱状であるとともに、骨一定部2B1と骨変化部2B2は、それぞれの断面形状が、正三角形である。
これにより、多孔質構造体1の構造がシンプルになり、3Dプリンタによる造形がしやすくなる。また、化学反応によって発泡させる工程を経て製造された一般的なポリウレタンフォームでの機械特性を再現しやすい。よって、多孔質構造体1のクッション材としての特性を向上できる。また、このように骨部2Bを柱状に構成することにより、仮に骨部2Bを薄い膜状の部分に置き換えた場合に比べて、多孔質構造体1の耐久性を向上できる。
なお、骨一定部2B1、骨変化部2B2の断面形状は、それぞれ、骨一定部2B1、骨変化部2B2の中心軸線(骨格線O)に垂直な断面における形状である。
なお、本例に限らず、骨格部2を構成する各骨部2Bのうち一部の骨部2Bのみが、この構成を満たしていてもよく、その場合でも、程度の差はあり得るものの、同様の効果が得られる。
また、骨格部2を構成する各骨部2Bのうち全部又は一部の骨部2Bにおいて、骨一定部2B1と骨変化部2B2は、それぞれの断面形状が、正三角形以外の多角形(正三角形以外の三角形、四角形等)でもよいし、あるいは、円形(真円形、楕円形等)でもよく、その場合でも、本例と同様の効果が得られる。また、骨一定部2B1と骨変化部2B2は、それぞれの断面形状が互いに異なるものでもよい。また、各骨部2Bは、それぞれの断面形状が、その延在方向に沿って均一でもよいし、あるいは、その延在方向に沿って非均一でもよい。また、各骨部2Bどうしで、断面形状が互いに異なっていてもよい。
In this example, each
This simplifies the structure of the
The cross-sectional shapes of the bone constant portion 2B1 and the bone change portion 2B2 are shapes in a cross section perpendicular to the central axis (skeleton line O) of the bone constant portion 2B1 and the bone change portion 2B2, respectively.
Not limited to this example, only a part of the
Further, in all or part of the
なお、上述した第4実施形態における骨格部2の骨部2Bの構成は、第1実施形態、第2実施形態、及び第3実施形態のいずれの骨格部2の骨部2Bに適用してもよい。
The configuration of the
本発明のシートパッドの製造方法、シートパッド、及び、3D造形用データは、任意の乗り物用シート及び任意の乗り物用シートパッドに用いられると好適であり、特に、車両用シート及び車両用シートパッドに用いられると好適なものである。 The seat pad manufacturing method, seat pad, and 3D modeling data of the present invention are preferably used for any vehicle seat and any vehicle seat pad, and in particular, a vehicle seat and a vehicle seat pad. It is suitable to be used in.
300:車両用シート、
302:シートパッド、
310:クッションパッド、 311:メインパッド部(着座部)、 311t:腿下部、 311h:尻下部、 312:サイドパッド部、 313:バックパッド対向部、
320:バックパッド、 321:メインパッド部、 322:サイドパッド部、
330:表皮、
340:ヘッドレスト、
5:流体通路、 51:第1開口(開口)、 52:第2開口(開口)、 53:本通路、 54a〜54e:分岐通路、 55:中間通路、 56:分岐部、
P、P1、P2:分岐点、
FS:着座者側の面(表面)、 SS:側面、 BS:裏面、 Ga〜Gb:溝、
TD:厚さ方向、 LD:延在方向、
1:多孔質構造体、
2:骨格部、 2B:骨部、 2Be:骨部の端部、 2B1:骨一定部、 2B2:骨変化部、 2B21:骨変化部の結合部側の端、 2B22:骨変化部の骨一定部側の端、 2B23:骨変化部の傾斜面、 2J:結合部、 21:セル区画部、 211:環状部、 211L:大環状部、 211S:小環状部、 2111:環状部の内周側縁部、
3:膜、
6:表皮部、 6B:貫通孔、 6C:柱部、 6Ce:柱部の端部、
7A:流体通路近傍部分、 7B:流体通路近傍部分以外の部分
C:セル孔、 O:骨格線、 V1:仮想面、 V1L:大仮想面、 V1S:小仮想面
400:3Dプリンタ、 410:制御部、 420:造形部、 421:レーザ照射器、 430:支持台、 440:収容体、 LL:紫外線レーザ光、 LR:液体樹脂、 500:3D造形用データ
300: Vehicle seat,
302: Seat pad,
310: Cushion pad, 311: Main pad part (seating part), 311t: Lower thigh, 311h: Lower buttock, 312: Side pad part, 313: Back pad facing part,
320: Back pad, 321: Main pad, 322: Side pad,
330: Epidermis,
340: Headrest,
5: Fluid passage, 51: First opening (opening), 52: Second opening (opening), 53: Main passage, 54a to 54e: Branch passage, 55: Intermediate passage, 56: Branch part,
P, P1, P2: junction,
FS: Seated side surface (front surface), SS: Side surface, BS: Back surface, Ga to Gb: Groove,
TD: thickness direction, LD: extension direction,
1: Porous structure,
2: Skeleton part, 2B: Bone part, 2Be: Bone part end, 2B1: Bone constant part, 2B2: Bone change part, 2B21: Bone change part joint side end, 2B22: Bone constant part of bone change part End on the part side, 2B23: Inclined surface of bone change part, 2J: Joint part, 21: Cell compartment part, 211: Ring part, 211L: Large ring part, 211S: Small ring part, 2111: Inner circumference side of ring part Edge,
3: Membrane,
6: Epidermis, 6B: Through hole, 6C: Pillar, 6Ce: End of pillar,
7A: Part near the fluid passage, 7B: Part other than the part near the fluid passage C: Cell hole, O: Skeleton line, V1: Virtual surface, V1L: Large virtual surface, V1S: Small virtual surface 400: 3D printer, 410: Control Part, 420: Modeling part, 421: Laser irradiator, 430: Support stand, 440: Container, LL: Ultraviolet laser light, LR: Liquid resin, 500: Data for 3D modeling
Claims (11)
3Dプリンタを用いて前記シートパッドを造形する、造形ステップを含み、
前記多孔質構造体は、可撓性のある樹脂又はゴムから構成されており、
前記シートパッドは、前記シートパッドの外表面に開口する第1開口から、前記シートパッドの内部を延在し、前記シートパッドの外表面に開口する第2開口までに至る、流体が通るための流体通路を有しており、
前記流体通路の前記第2開口は、前記シートパッドの着座者側の面に開口している、シートパッドの製造方法。 A method for manufacturing a seat pad composed of a porous structure.
Includes a modeling step of modeling the seat pad using a 3D printer.
The porous structure is made of a flexible resin or rubber.
The seat pad is for fluid to pass from a first opening that opens to the outer surface of the seat pad to a second opening that extends inside the seat pad and opens to the outer surface of the seat pad. Has a fluid passage and
A method for manufacturing a seat pad, wherein the second opening of the fluid passage is open to a seater-side surface of the seat pad.
前記クッションパッドは、着座者の尻部を下側から支持するように構成された尻下部を有しており、
前記流体通路の前記第2開口は、前記尻下部の着座者側の面に開口している、請求項1〜3のいずれか一項に記載のシートパッドの製造方法。 The seat pad is configured as a cushion pad.
The cushion pad has a lower buttock configured to support the buttock portion of the seated person from below.
The method for manufacturing a seat pad according to any one of claims 1 to 3, wherein the second opening of the fluid passage is open to the seater-side surface of the lower buttock.
前記バックパッドは、着座者の背中を後側から支持するように構成されたメインパッド部を有しており、
前記流体通路の前記第2開口は、前記メインパッド部の着座者側の面に開口している、請求項1〜3のいずれか一項に記載のシートパッドの製造方法。 The seat pad is configured as a back pad.
The back pad has a main pad portion configured to support the back of the seated person from the rear side.
The method for manufacturing a seat pad according to any one of claims 1 to 3, wherein the second opening of the fluid passage is open to the seater-side surface of the main pad portion.
前記骨格部は、
複数の骨部と、
それぞれ前記複数の骨部の端部どうしを結合する、複数の結合部と、
から構成されており、
前記骨格部は、セル孔を内部に区画するセル区画部を有しており、
前記セル区画部は、それぞれ環状に構成された複数の環状部を有しており、
前記複数の環状部は、それぞれの内周側縁部によって区画する仮想面どうしが交差しないように互いに連結されており、
前記セル孔は、前記複数の環状部と、前記複数の環状部がそれぞれ区画する複数の前記仮想面とによって、区画されており、
前記環状部は、複数の前記骨部と複数の前記結合部とから構成されている、請求項1〜6のいずれか一項に記載のシートパッドの製造方法。 The porous structure includes a skeleton portion and has a skeleton portion.
The skeleton is
With multiple bones
A plurality of joints, each of which connects the ends of the plurality of bones,
Consists of
The skeleton portion has a cell partition portion that internally partitions the cell hole.
Each of the cell compartments has a plurality of annular portions configured in an annular shape.
The plurality of annular portions are connected to each other so that the virtual surfaces partitioned by the respective inner peripheral side edges do not intersect with each other.
The cell hole is partitioned by the plurality of annular portions and the plurality of virtual surfaces on which the plurality of annular portions are partitioned.
The method for manufacturing a seat pad according to any one of claims 1 to 6, wherein the annular portion is composed of a plurality of the bone portions and the plurality of joint portions.
前記シートパッドは、3Dプリンタを用いて造形されたものであり、
前記多孔質構造体は、可撓性のある樹脂又はゴムから構成されており、
前記シートパッドは、前記シートパッドの外表面に開口する第1開口から、前記シートパッドの内部を延在し、前記シートパッドの外表面に開口する第2開口までに至る、流体が通るための流体通路を有しており、
前記流体通路の前記第2開口は、前記シートパッドの着座者側の面に開口している、シートパッド。 A seat pad composed of a porous structure.
The seat pad was modeled using a 3D printer.
The porous structure is made of a flexible resin or rubber.
The seat pad is for fluid to pass from a first opening that opens to the outer surface of the seat pad to a second opening that extends inside the seat pad and opens to the outer surface of the seat pad. Has a fluid passage and
The second opening of the fluid passage is a seat pad that opens to the seater-side surface of the seat pad.
前記骨格部は、
複数の骨部と、
それぞれ前記複数の骨部の端部どうしを結合する、複数の結合部と、
から構成されており、
前記骨部は、その断面形状が、円形又は多角形である、請求項8に記載のシートパッド。 The porous structure includes a skeleton portion and has a skeleton portion.
The skeleton is
With multiple bones
A plurality of joints, each of which connects the ends of the plurality of bones,
Consists of
The seat pad according to claim 8, wherein the bone portion has a circular or polygonal cross-sectional shape.
前記骨格部は、
複数の骨部と、
それぞれ前記複数の骨部の端部どうしを結合する、複数の結合部と、
から構成されており、
前記骨部は、その少なくとも一部分において、断面積を一定に保ちつつ延在する骨一定部を有しており、
前記骨部のいずれか一方側の端の断面積A1に対する、前記骨一定部の断面積A0の比A0/A1は、
0.15≦A0/A1≦2.0
を満たす、請求項8又は9に記載のシートパッド。 The porous structure includes a skeleton portion and has a skeleton portion.
The skeleton is
With multiple bones
A plurality of joints, each of which connects the ends of the plurality of bones,
Consists of
The bone portion has, in at least a part thereof, a bone constant portion extending while maintaining a constant cross-sectional area.
The ratio A0 / A1 of the cross-sectional area A0 of the fixed bone portion to the cross-sectional area A1 of one end of the bone portion is
0.15 ≤ A0 / A1 ≤ 2.0
The seat pad according to claim 8 or 9, which satisfies the above conditions.
前記制御部が、前記造形部に、請求項8〜10のいずれか一項に記載のシートパッドを、造形させるように構成された、3D造形用データ。 This is 3D modeling data that is read into the control unit of the 3D printer when the modeling unit of the 3D printer performs modeling.
Data for 3D modeling in which the control unit is configured to cause the modeling unit to model the seat pad according to any one of claims 8 to 10.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019076046A JP2020172076A (en) | 2019-04-12 | 2019-04-12 | Method for manufacturing seat pad, seat pad, and three-dimensional modelling data |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019076046A JP2020172076A (en) | 2019-04-12 | 2019-04-12 | Method for manufacturing seat pad, seat pad, and three-dimensional modelling data |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2020172076A true JP2020172076A (en) | 2020-10-22 |
Family
ID=72829715
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019076046A Pending JP2020172076A (en) | 2019-04-12 | 2019-04-12 | Method for manufacturing seat pad, seat pad, and three-dimensional modelling data |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2020172076A (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6953045B1 (en) * | 2021-03-02 | 2021-10-27 | 株式会社シンセイ | Metal-organic frameworks and composite members, and methods for manufacturing composite members |
| WO2022106564A1 (en) | 2020-11-19 | 2022-05-27 | Vincador Holding Gmbh | Process for producing foam bodies |
| WO2022264447A1 (en) * | 2021-06-15 | 2022-12-22 | 株式会社アーケム | Seat pad and method for producing seat pad |
| JP7399076B2 (en) | 2020-12-28 | 2023-12-15 | 公益財団法人鉄道総合技術研究所 | Aerodynamic noise reduction structure of current collector and its manufacturing method |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003285629A (en) * | 2002-03-28 | 2003-10-07 | Denso Corp | Vehicular seat air conditioner |
| JP2009029064A (en) * | 2007-07-30 | 2009-02-12 | Incs Inc | Powdery molded article |
| WO2018050558A1 (en) * | 2016-09-13 | 2018-03-22 | Covestro Deutschland Ag | Porous body, additive manufacturing method for the body and apparatus for supporting and/or bearing a person |
-
2019
- 2019-04-12 JP JP2019076046A patent/JP2020172076A/en active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003285629A (en) * | 2002-03-28 | 2003-10-07 | Denso Corp | Vehicular seat air conditioner |
| JP2009029064A (en) * | 2007-07-30 | 2009-02-12 | Incs Inc | Powdery molded article |
| WO2018050558A1 (en) * | 2016-09-13 | 2018-03-22 | Covestro Deutschland Ag | Porous body, additive manufacturing method for the body and apparatus for supporting and/or bearing a person |
| JP2019534064A (en) * | 2016-09-13 | 2019-11-28 | コベストロ、ドイチュラント、アクチエンゲゼルシャフトCovestro Deutschland Ag | Porous body, method for adding porous body, and apparatus for supporting and / or supporting a person |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022106564A1 (en) | 2020-11-19 | 2022-05-27 | Vincador Holding Gmbh | Process for producing foam bodies |
| DE102020130583A1 (en) | 2020-11-19 | 2022-06-09 | Vincador Holding Gmbh | Process for the production of foam bodies |
| JP7399076B2 (en) | 2020-12-28 | 2023-12-15 | 公益財団法人鉄道総合技術研究所 | Aerodynamic noise reduction structure of current collector and its manufacturing method |
| JP6953045B1 (en) * | 2021-03-02 | 2021-10-27 | 株式会社シンセイ | Metal-organic frameworks and composite members, and methods for manufacturing composite members |
| JP2022133716A (en) * | 2021-03-02 | 2022-09-14 | 株式会社シンセイ | Metal structure, composite member, and method for manufacturing composite member |
| WO2022264447A1 (en) * | 2021-06-15 | 2022-12-22 | 株式会社アーケム | Seat pad and method for producing seat pad |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2020172076A (en) | Method for manufacturing seat pad, seat pad, and three-dimensional modelling data | |
| JP7335897B2 (en) | POROUS STRUCTURE, POROUS STRUCTURE MANUFACTURING METHOD, AND CUSHION MATERIAL FOR SEAT | |
| WO2020208939A1 (en) | Method for manufacturing seat sheet cushion material, cushion material for seat sheet, method for manufacturing filler, and filler | |
| JP2020090080A (en) | Porous structure, manufacturing method of porous structure, data for 3d molding, and cushion material for seat | |
| WO2020208938A1 (en) | Porous structure and vehicular headrest | |
| JP7427606B2 (en) | Cushion material, manufacturing method of cushion material, and seat sheet | |
| JP7389024B2 (en) | Porous structure, porous structure manufacturing method, and 3D printing data | |
| JP7389026B2 (en) | Porous structure, porous structure manufacturing method, and 3D printing data | |
| JP7389025B2 (en) | Porous structure, porous structure manufacturing method, and 3D printing data | |
| JP7225226B2 (en) | Porous structure, method for manufacturing porous structure, and data for 3D printing | |
| WO2020235154A1 (en) | Porous structure and porous structure manufacturing method | |
| WO2022064760A1 (en) | Porous structure and method for producing porous structure | |
| JP7444783B2 (en) | Method for manufacturing a loading body, method for manufacturing a cushion material for a seat, and a loading body | |
| JP6691951B2 (en) | Porous structure, method for producing porous structure, and 3D modeling data | |
| WO2020116327A1 (en) | Method for producing porous structure, porous structure and seat pad | |
| JP6644183B1 (en) | Porous structure, method for manufacturing porous structure, and 3D modeling data | |
| JP7258652B2 (en) | Porous structure, method for manufacturing porous structure, and data for 3D printing | |
| JP2022012973A (en) | Porous structure and manufacturing method of porous structure | |
| JP7469018B2 (en) | Cushioning material, cushioning device, and method for manufacturing cushioning material | |
| JP2022049528A (en) | Porous structure and manufacturing method of the same | |
| JP2022049527A (en) | Cushion body and manufacturing method of the same | |
| WO2022264447A1 (en) | Seat pad and method for producing seat pad | |
| JP2022017082A (en) | Cushion body and manufacturing method of the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20211217 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20220831 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20221007 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20221018 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20230411 |