JP2020032584A - Manufacturing method of matte concave molded product - Google Patents
Manufacturing method of matte concave molded product Download PDFInfo
- Publication number
- JP2020032584A JP2020032584A JP2018159829A JP2018159829A JP2020032584A JP 2020032584 A JP2020032584 A JP 2020032584A JP 2018159829 A JP2018159829 A JP 2018159829A JP 2018159829 A JP2018159829 A JP 2018159829A JP 2020032584 A JP2020032584 A JP 2020032584A
- Authority
- JP
- Japan
- Prior art keywords
- mold
- molded product
- concave
- matte
- resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Abstract
Description
本発明は、艶消し凹状成形品の製造方法に係り、更に詳しくは、型表面が荒らされた成形型の型表面を成形品側に転写して、当該成形品の少なくとも凹状部を形成する周壁部若しくは側壁部を艶消しとする凹状成形品を成形する製造方法に関する。 The present invention relates to a method for producing a matted concave molded product, and more specifically, a peripheral wall which transfers a mold surface of a mold whose surface is roughened to a molded product side and forms at least a concave portion of the molded product. The present invention relates to a manufacturing method for forming a concave molded product having a matted portion or a side wall.
システムキッチンのシンク、システムバスの浴槽、洗面化粧台の洗面ボウル等に人造大理石からなる凹状成形品が広く利用されている。これらの凹状成形品は、金属メッキ型、電鋳型、FRP成形型を用いて成形することが行われている。
上記の凹状成形品を艶消し(マット調)とする手段としては、ブラスト処理や研磨処理によって型表面を荒らし、これを成形品に転写することが知られている(例えば、特許文献1参照)。
BACKGROUND ART Concave molded articles made of artificial marble are widely used in sinks of system kitchens, bathtubs of system baths, washbasins of vanities, and the like. These concave molded articles are molded using a metal plating mold, an electroforming mold, and an FRP mold.
As means for matting (matting) the concave molded product, it is known that the surface of the mold is roughened by blasting or polishing, and the surface is transferred to the molded product (for example, see Patent Document 1). .
しかしながら、特許文献1に記載された成形品は、ボウル部を光沢面とする一方で、カウンター部を艶消しとするものとなっている。そのため、特許文献1で用いられる金型は、ボウル部に対応する金型表面を鏡面仕上げする一方、カウンター部に対応する金型表面をマット調に処理したものが用いられている。
これは、凹状成形品を脱型する際に、金型の垂直面(型開き方向に沿う面)をマット調にすると成形品が金型と擦れ、脱型できなかったり、成形品に傷が付いたりすることがあるためと考えられる。
そのため、特許文献1のように、ボウル部の周壁部若しくは側壁部を形成する型表面を鏡面仕上げとする一方、カウンター部を成形する型表面をマット調にし、脱型時に成形品の傷付きを生じないようにする必要があり、その結果、成形品の艶消しに部位的な制約が生じてしまう、という不都合を招来する。
なお、成形後の成形品を後加工で艶消しにする場合は、型表面をマット調にして転写する場合に比べ、生産性が劣り、安定した品質を得るための工数が掛かる、という不都合がある。
However, in the molded product described in Patent Document 1, the bowl portion has a glossy surface while the counter portion has a matte surface. Therefore, the mold used in Patent Literature 1 has a mirror-finished surface of the mold corresponding to the bowl portion and a matte surface of the mold surface corresponding to the counter portion.
This is because when removing the concave molded product from the mold, if the vertical surface of the mold (surface along the mold opening direction) is matted, the molded product will rub against the mold and cannot be removed, or the molded product will be damaged. It is thought that it may be attached.
Therefore, as in Patent Literature 1, the surface of the mold that forms the peripheral wall or the side wall of the bowl portion is made mirror-finished, while the surface of the mold that forms the counter portion is matted to prevent the molded product from being damaged when the mold is removed. It is necessary to prevent this from occurring, and as a result, there arises an inconvenience that the matte of the molded article is locally restricted.
In addition, when the molded product after matting is matted by post-processing, the productivity is inferior compared to the case where the surface of the mold is transferred to a matte tone, and the man-hours required to obtain stable quality are disadvantageous. is there.
[発明の目的]
本発明はこのような不都合に着目して案出されたものであり、その目的は、成形品の少なくとも凹状部を形成する周壁部若しくは側壁部を艶消しとし、脱型時に、成形品に傷が付くことを回避することのできる凹状成形品の製造方法を提供することにある。
[Object of the invention]
The present invention has been devised in view of such inconvenience, and an object of the present invention is to make at least a peripheral wall or a side wall forming a concave portion of a molded article mat, and to damage the molded article at the time of demolding. It is an object of the present invention to provide a method of manufacturing a concave molded product that can avoid sticking.
上記目的を達成するため、本発明は特許請求の範囲に記載した構成を採用した。すなわち、本発明は、型表面が荒らされた凹状成形品の成形型を用い、前記型表面を成形品側に転写させることで艶消しの人造大理石からなる凹状成形品を製造する方法において、
前記型表面の荒らされた部分の表面粗さRaが0.2〜2.0μmであって、抜き勾配が1〜20度となるFRP成形型を用い、当該FRP成形型に人造大理石の成形材料を注入して硬化後に脱型することで前記表面粗さが転写されて艶消し成形品を得る、という手法を採っている。
本発明におけるFRP成形型は、成形品の表面すなわち凹状部の内側面及びこれに連なるフランジ等の上面を形成する凸型と、成形品の外側面若しくは裏面を形成する凹型とにより構成することができる。このFRP成形型の荒らされた部分の表面粗さRaを0.2μm〜2.0μmとすることで、成形品を艶消しとすることができるとともに、人造大理石の模様等の表出を良好なものとすることができる。
また、抜き勾配を1〜20度とすることで、FRP成形型内面をマット調にしても、脱型時に成形型と成形品との間に圧縮エアを流入させ、成形型と成形品との間に空気層を得ることにより、成形品の表面を傷つけることなく脱型することができる。
In order to achieve the above object, the present invention has adopted the configuration described in the claims. That is, the present invention provides a method for producing a concave molded product made of matte artificial marble by transferring the mold surface to the molded product side by using a molding die of a concave molded product having a roughened mold surface.
A surface roughness Ra of a roughened portion of the mold surface is 0.2 to 2.0 μm, and a draft angle of 1 to 20 degrees is used for the FRP mold, and an artificial marble molding material is used for the FRP mold. And then, after curing, demolding, the surface roughness is transferred to obtain a matte molded product.
The FRP mold in the present invention may be constituted by a convex mold that forms the upper surface of the surface of the molded product, that is, the inner surface of the concave portion and the flange connected thereto, and a concave mold that forms the outer surface or the back surface of the molded product. it can. By setting the surface roughness Ra of the roughened portion of the FRP mold to 0.2 μm to 2.0 μm, the molded product can be made matte and the appearance of artificial marble pattern and the like can be improved. Things.
In addition, by setting the draft angle to 1 to 20 degrees, even if the inner surface of the FRP mold is matted, compressed air flows between the mold and the molded product at the time of demolding, and the gap between the mold and the molded product is reduced. By obtaining an air layer in between, the molded article can be released without damaging the surface.
本発明において、前記凹状成形品は、その深さが150mm〜500mmであるものを対象とすることができる。
このような範囲の深さに本発明を適用可能とすることで、洗面ボウル付きのカウンターや、浴槽等、人造大理石からなる成形品に広く適用することができる。
In the present invention, the concave molded product may have a depth of 150 mm to 500 mm.
By making the present invention applicable to a depth in such a range, it can be widely applied to molded articles made of artificial marble, such as counters with washbasins and bathtubs.
本発明の製造方法では、樹脂コンパウンドからなるコンパウンド層と、必要に応じて前記コンパウンド層上に配置され、接着用の樹脂材料が含浸された装飾シートとを備える人造大理石からなる凹状成形品であって、前記装飾シート上に、光透過性を有するゲルコート樹脂からなり、前記装飾シートを保護する表面側保護層を配置することによって凹状成形品を製造することができる。この製造方法では、成形用のFRP成形型の表面を荒らすことでマット調にし、それを成形品側に転写させることにより、表面保護層を艶消しとする工程が含まれる。型表面を荒らす手法としては、研磨粒子を貼り付けた研磨紙にて研磨する方法、研磨粒子を圧力で打ち付けるブラスト方法等が挙げられる。 According to the production method of the present invention, a concave molded product made of artificial marble, comprising a compound layer made of a resin compound, and a decorative sheet that is disposed on the compound layer as needed and is impregnated with a resin material for bonding is provided. Thus, a concave molded product can be manufactured by disposing a surface-side protective layer made of a light-transmitting gel coat resin for protecting the decorative sheet on the decorative sheet. This manufacturing method includes a step of matting the surface protective layer by roughening the surface of the FRP mold for molding to obtain a matte tone and transferring the matte tone to the molded product side. Examples of the method of roughening the mold surface include a method of polishing with abrasive paper to which abrasive particles are attached, a blast method of hitting abrasive particles with pressure, and the like.
樹脂コンパウンドは、熱硬化性樹脂または熱可塑性樹脂に、充填剤、柄材、補強材、硬化剤などの添加剤を配合することにより構成される。熱硬化性樹脂としては、ポリエステル系樹脂、熱硬化型アクリル系樹脂などが挙げられる。また、熱可塑性樹脂としては、ポリエステル系樹脂、ポリエチレン系樹脂、ポリスチレン系樹脂、塩化ビニル系樹脂などが挙げられる。これらの熱硬化性樹脂や熱可塑性樹脂は単独で用いることができるが、必要に応じて複数種類を併用してもよい。なお、熱硬化性樹脂及び熱可塑性樹脂としては、様々な色のものを用いることができるが、天然大理石の質感や高級感を得るためには、天然大理石に近似させた色のものを用いることが好ましい。また、充填材としても、様々なものを用いることができるが、アルミナ、水酸化アルミ、硫酸バリウム、シリカ、ガラス粉、炭酸カルシウム等の無機質フィラー微粉体などを用いることが好ましい。 The resin compound is formed by blending additives such as a filler, a pattern material, a reinforcing material, and a curing agent into a thermosetting resin or a thermoplastic resin. Examples of the thermosetting resin include a polyester resin and a thermosetting acrylic resin. Examples of the thermoplastic resin include a polyester resin, a polyethylene resin, a polystyrene resin, and a vinyl chloride resin. These thermosetting resins and thermoplastic resins can be used alone, but if necessary, a plurality of types may be used in combination. As the thermosetting resin and the thermoplastic resin, those of various colors can be used. Is preferred. Although various fillers can be used, it is preferable to use inorganic filler fine powder such as alumina, aluminum hydroxide, barium sulfate, silica, glass powder, and calcium carbonate.
樹脂コンパウンドを構成する柄材としては、無機系または有機系の染料や顔料によって着色されたプラスチック材を粉砕して得られる粒体や、人造大理石、雲母等の天然石を粉砕して得られる粒体などが挙げられ、様々な色、形状、大きさのものを用いることができる。しかし、天然大理石調の外観や高級感を得るためには、天然大理石に近似させた色、形状、大きさのものを用いることが好ましい。 As the pattern material constituting the resin compound, granules obtained by crushing a plastic material colored with an inorganic or organic dye or pigment, or granules obtained by crushing natural stones such as artificial marble and mica And the like, and various colors, shapes, and sizes can be used. However, in order to obtain a natural marble-like appearance and luxury, it is preferable to use a color, shape and size similar to natural marble.
また、装飾シートとしては、ガラス繊維、合成繊維等からなる織布、ガラス繊維、合成繊維等からなる不織布、印刷・情報用紙、新聞巻取紙等の紙類、塩化ビニル、PET等の樹脂フィルムなどが挙げられる。これらの中でも、装飾シートとして、ガラス不織布やPET等の合成繊維不織布を用いることが好ましい。不織布を用いることで樹脂の含浸性が良好になり含浸作業がしやすいというメリットがある。
なお、装飾シートへの装飾の施し方としては、インクジェット印刷やスクリーン印刷等による印刷、UVや熱による塗装によって装飾を施すことなどが挙げられる。また、装飾シートが織布である場合、繊維を着色することなどが挙げられる。
Examples of the decorative sheet include a woven fabric made of glass fiber, synthetic fiber, and the like, a nonwoven fabric made of glass fiber, synthetic fiber, and the like, printing and information paper, papers such as newspaper rolls, and resin films such as vinyl chloride and PET. No. Among these, it is preferable to use a glass nonwoven fabric or a synthetic fiber nonwoven fabric such as PET as the decorative sheet. The use of a nonwoven fabric has the advantage that the impregnation property of the resin is improved and the impregnation work is easy.
In addition, as a method of giving a decoration to the decoration sheet, printing by inkjet printing, screen printing, or the like, decoration by UV or heat coating, and the like are given. In the case where the decorative sheet is a woven fabric, coloring the fibers and the like can be mentioned.
また、接着用の樹脂材料としては、不飽和ポリエステル樹脂、ビニルエステル樹脂及び熱硬化型アクリル樹脂のうちの少なくとも1つからなるものであることが好ましい。粘度調整用としてスチレン等のモノマーを追加してもよい。このようにすれば、装飾シートに接着用の樹脂材料を容易に含浸させることができる。 Further, the resin material for bonding is preferably made of at least one of an unsaturated polyester resin, a vinyl ester resin and a thermosetting acrylic resin. A monomer such as styrene may be added for viscosity adjustment. This makes it possible to easily impregnate the decorative sheet with the resin material for bonding.
更に、表面側保護層の厚さは、0.15mm〜0.6mmに設定されることが好ましい。表面側保護層の厚さを0.15mm以上に設定することにより、表面側保護層からの装飾シートの露出を確実に防止することができ、成形品の部位によっては部分的に表面保護層を荒らす必要が生じたときに、荒らしすぎて表面保護層を喪失させるリスクが小さくなる。また、表面側保護層の厚さを0.6mm以下に設定することにより、表面保護層の垂直面の垂れ防止や、硬化時にクラックの発生を防止することができる。 Further, the thickness of the front side protective layer is preferably set to 0.15 mm to 0.6 mm. By setting the thickness of the surface-side protective layer to 0.15 mm or more, it is possible to reliably prevent the decorative sheet from being exposed from the surface-side protective layer. When the need for roughening arises, the risk of loosing too much and losing the surface protective layer is reduced. Further, by setting the thickness of the surface-side protective layer to 0.6 mm or less, it is possible to prevent the vertical surface of the surface protective layer from sagging and to prevent cracks from occurring during curing.
本発明によれば、凹状成形品の各部位、特に、FRP成形型の型開き方向に沿う部位すなわち凹状部を形成する周壁部若しくは側壁部に傷を付けることなく艶消し処理された凹状成形品を提供することができる。
また、FRP成形型の内面を荒らすことでマット調にして、その表面粗さを成形品に転写させるものであるため、熟練度を要求することなく成形品の艶消し精度を一定に維持することができる。しかも、成形後の成形品の表面保護層を荒らして艶消し成形品を得る場合に比べ、製造工数を減らすことができ、製造効率を向上させることができる。
ADVANTAGE OF THE INVENTION According to this invention, each part of a concave molding, especially the part along the mold opening direction of a FRP molding die, ie, the concave molding which matte-processed without damaging the peripheral wall part or side wall part which forms a concave part, Can be provided.
In addition, since the inner surface of the FRP mold is roughened to obtain a matte tone and the surface roughness is transferred to the molded product, the matting accuracy of the molded product must be kept constant without requiring skill. Can be. In addition, the number of manufacturing steps can be reduced and the manufacturing efficiency can be improved as compared with the case where the surface protective layer of the molded article after molding is roughened to obtain a matte molded article.
以下、本発明の実施例を比較例とともに説明する。 Hereinafter, examples of the present invention will be described together with comparative examples.
(実施例1)
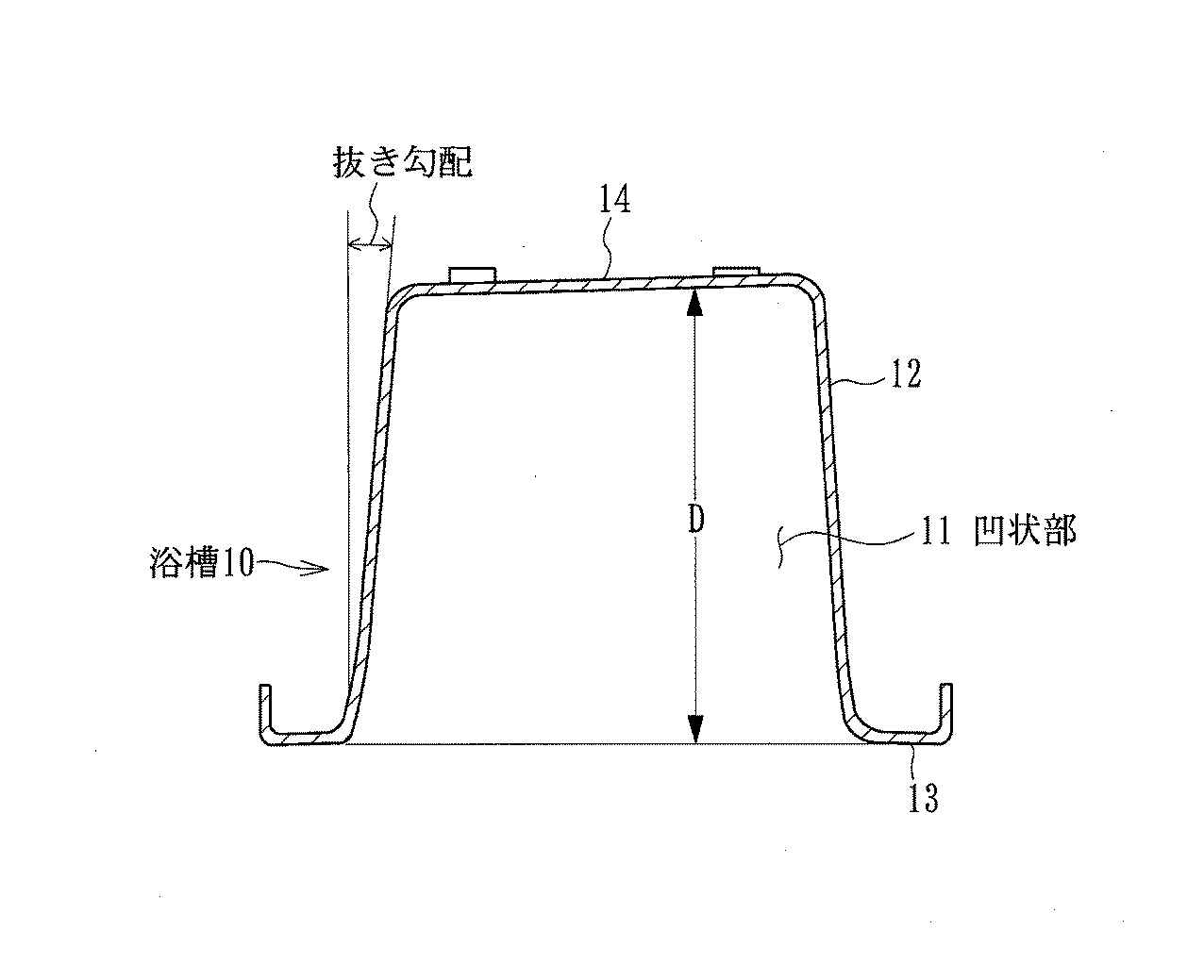
対象とした成形品は、図1に示す形状を備えた人造大理石からなる浴槽10である。この浴槽は、凹状部11を構成する側壁部12と、当該側壁部12の図中下端側に位置するフランジ部13と、図中上端側に位置する底壁部14とからなる。深さDは500mmとされている。なお、側壁部12の抜き勾配(型開閉方向に平行な垂直線に対する傾き)は、図示のようにフランジ部13を水平面内に位置させたときに、全周的に等しい2度である。
図示しないFRP成形型は、その抜き勾配が2度に設けられたものである。FRP成形型の表面は、#320のブラスト処理によりマット調に設けられ、その表面粗さRaは0.4〜0.8μmである。
(Example 1)
The target molded product is a
An unillustrated FRP mold has a draft angle provided twice. The surface of the FRP mold is provided in a matt tone by blasting of # 320, and the surface roughness Ra is 0.4 to 0.8 μm.
成形に際しては、先ず、図示しないFRP成形型を構成する凸型と凹型の内面に離型剤を塗布した後に表面保護層を形成する。すなわち、凸型の表面に光透過性を有する透明のゲルコート樹脂に硬化剤(化薬アクゾ株式会社製カヤメック)とスチレンモノマーとを混合して厚さ0.5mm程度となるように塗布した。 At the time of molding, first, a release agent is applied to the inner surfaces of a convex mold and a concave mold constituting an FRP mold (not shown), and then a surface protective layer is formed. That is, a curing agent (Kayamec manufactured by Kayaku Akzo Co., Ltd.) and a styrene monomer were mixed and applied to a transparent gel coat resin having optical transparency on the convex surface so as to have a thickness of about 0.5 mm.
また、凹型の内面には隠蔽用の裏面側保護層を形成した。具体的には、白色のゲルコート樹脂と硬化剤(化薬アクゾ株式会社製カヤメック)とスチレンモノマーとを混合したものである。 A backside protective layer for concealment was formed on the concave inner surface. Specifically, it is a mixture of a white gel coat resin, a curing agent (Kayamec manufactured by Kayaku Akzo Co., Ltd.) and a styrene monomer.
表面側保護層及び裏面側保護層を加熱硬化させた後、不飽和ポリエステル樹脂からなる不織布に印刷を施して構成された装飾シートに不飽和ポリエステル樹脂を接着剤として含浸させ、これを表面側保護層上の一部または全面に配置し、所定時間加熱して熱硬化させた。 After the front side protective layer and the back side protective layer are cured by heating, a decorative sheet formed by printing on a non-woven fabric made of an unsaturated polyester resin is impregnated with the unsaturated polyester resin as an adhesive, and this is protected on the front side. It was arranged on a part or the whole surface of the layer and was heated for a predetermined time to be thermally cured.
次いで、凸型と凹型の型合わせを行い、注入口より不飽和ポリエステル樹脂100部にガラス粉200部、硬化剤1部、トナー0.2部を配合したコンパウンド樹脂を注入した。
所定時間加熱、硬化させた後、FRP成形型の型開きを行い、成形品である浴槽10を凸型より脱型する。この際、凸型と成形品との間には、圧縮空気が供給された。
このようにして得られた浴槽10についての評価結果を表1に示す。
実施例1においては、浴槽の脱型を良好に行うことができ、また、目視観察による傷は認められなかった。
Next, the convex and concave molds were matched, and a compound resin obtained by mixing 200 parts of glass powder, 1 part of a curing agent, and 0.2 part of toner with 100 parts of an unsaturated polyester resin was injected from an injection port.
After heating and curing for a predetermined time, the mold of the FRP mold is opened, and the
Table 1 shows the evaluation results of the
In Example 1, the bathtub was successfully removed from the mold, and no damage was observed by visual observation.
(実施例2)
FRP成形型の抜き勾配を5度のものを用いた以外は実施例1と同じ条件で成形を行った。
その結果は、表1に示すように、実施例1と同様の効果が得られた。
(Example 2)
Molding was performed under the same conditions as in Example 1 except that the draft angle of the FRP mold was 5 degrees.
As a result, as shown in Table 1, the same effect as in Example 1 was obtained.
(実施例3)
FRP成形型の表面を#320のペーパー研磨によりマット調に設けた以外は実施例2と同じ条件で成形を行った。
その結果は、表1に示すように、実施例2と同様の効果が得られた。
(Example 3)
Molding was performed under the same conditions as in Example 2 except that the surface of the FRP mold was provided in a mat-like manner by # 320 paper polishing.
As a result, as shown in Table 1, the same effect as in Example 2 was obtained.
(実施例4)
FRP成形型の抜き勾配を6度のものを用いた以外は実施例3と同じ条件で成形を行った。
その結果は、表1に示すように、実施例3と同様の効果が得られた。
(Example 4)
Molding was performed under the same conditions as in Example 3 except that the draft angle of the FRP mold was 6 degrees.
As a result, as shown in Table 1, the same effect as in Example 3 was obtained.
(実施例5)
ガラス粉を含まないコンパウンドを用いて実施例4と同じ条件で成形を行った。この実施例においても実施例4と同様の効果が得られた。
(Example 5)
Molding was performed under the same conditions as in Example 4 using a compound containing no glass powder. In this embodiment, effects similar to those of the fourth embodiment were obtained.
(実施例6、7)
FRP型の抜き勾配をそれぞれ8度、18度のものを用いた以外は実施例5と同じ条件で成形を行った。
これらの実施例6、7においても実施例5と同様の効果が得られた。
(Examples 6 and 7)
Molding was performed under the same conditions as in Example 5, except that the draft angle of the FRP mold was 8 degrees and 18 degrees, respectively.
The same effects as in Example 5 were obtained in Examples 6 and 7.
(比較例1)
FRP成形型の表面を#40のペーパーで研磨し、型表面粗さRaが5〜15μmとなるものを用いた。その他の条件は実施例2と同様とした。
比較例1においては、脱型に際して相対的に時間がかかり、また、製品表面に凹凸の傷が目視観察された。
(Comparative Example 1)
The surface of the FRP mold was polished with # 40 paper, and a mold surface roughness Ra of 5 to 15 μm was used. Other conditions were the same as in Example 2.
In Comparative Example 1, it took a relatively long time to remove the mold, and irregularities were visually observed on the product surface.
以上の実施例、比較例から明らかなように、本発明によれば、成形品の表面を傷つけることなく全体的に艶消しとなった凹状成形品の製造方法を提供することができる。 As is clear from the above Examples and Comparative Examples, according to the present invention, it is possible to provide a method for producing a concave molded product which is entirely matte without damaging the surface of the molded product.
10…浴槽、11…凹状部、12…側壁部、13…フランジ部、14…底壁部 10 bathtub, 11 concave part, 12 side wall part, 13 flange part, 14 bottom wall part
Claims (2)
前記型表面の荒らされた部分の表面粗さRaが0.2〜2.0μmであって、抜き勾配が1〜20度となるFRP成形型を用い、当該FRP成形型に成形材料を注入して硬化後に脱型することで前記表面粗さが転写されて人造大理石の艶消し成形品を得ることを特徴とする艶消し凹状成形品の製造方法。 In a method of manufacturing a concave molded product made of matte artificial marble by transferring the mold surface to the molded product side by using a molding die of a concave molded product having a roughened mold surface,
Using a FRP mold having a surface roughness Ra of a roughened portion of the mold surface of 0.2 to 2.0 μm and a draft of 1 to 20 degrees, injecting a molding material into the FRP mold. And removing the mold after curing to obtain the matte molded article of artificial marble, whereby the surface roughness is transferred to obtain a matte molded article of artificial marble.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018159829A JP2020032584A (en) | 2018-08-29 | 2018-08-29 | Manufacturing method of matte concave molded product |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018159829A JP2020032584A (en) | 2018-08-29 | 2018-08-29 | Manufacturing method of matte concave molded product |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2020032584A true JP2020032584A (en) | 2020-03-05 |
Family
ID=69666595
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018159829A Pending JP2020032584A (en) | 2018-08-29 | 2018-08-29 | Manufacturing method of matte concave molded product |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2020032584A (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111813049A (en) * | 2020-07-31 | 2020-10-23 | 东莞市中泰模具股份有限公司 | Hole flanging female die, manufacturing method thereof, storage medium and CNC (computer numerical control) machine tool |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10296755A (en) * | 1997-04-22 | 1998-11-10 | Sekisui Chem Co Ltd | Molding method of fiber reinforced plastic and its mold |
| JP2001218689A (en) * | 2000-02-10 | 2001-08-14 | Shin Dick Kako Kk | Counter with bowl |
| JP2001287227A (en) * | 2000-04-06 | 2001-10-16 | Polyplastics Co | Molding die and molding method |
| JP2004358889A (en) * | 2003-06-06 | 2004-12-24 | Yamaha Livingtec Corp | Resin molded article |
| JP2005253740A (en) * | 2004-03-12 | 2005-09-22 | Shin Dick Kako Kk | Transparent resin bathroom member |
| JP2006142651A (en) * | 2004-11-19 | 2006-06-08 | Mitsubishi Rayon Co Ltd | Manufacturing method of bathtub |
| JP2007055171A (en) * | 2005-08-26 | 2007-03-08 | Inasa Kasei Kk | Manufacturing method for artificial marble |
| JP2007113009A (en) * | 2006-11-01 | 2007-05-10 | Shin Dick Kako Kk | Press-molded article |
| JP2019176992A (en) * | 2018-03-30 | 2019-10-17 | 株式会社Lixil | Water-area member |
-
2018
- 2018-08-29 JP JP2018159829A patent/JP2020032584A/en active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10296755A (en) * | 1997-04-22 | 1998-11-10 | Sekisui Chem Co Ltd | Molding method of fiber reinforced plastic and its mold |
| JP2001218689A (en) * | 2000-02-10 | 2001-08-14 | Shin Dick Kako Kk | Counter with bowl |
| JP2001287227A (en) * | 2000-04-06 | 2001-10-16 | Polyplastics Co | Molding die and molding method |
| JP2004358889A (en) * | 2003-06-06 | 2004-12-24 | Yamaha Livingtec Corp | Resin molded article |
| JP2005253740A (en) * | 2004-03-12 | 2005-09-22 | Shin Dick Kako Kk | Transparent resin bathroom member |
| JP2006142651A (en) * | 2004-11-19 | 2006-06-08 | Mitsubishi Rayon Co Ltd | Manufacturing method of bathtub |
| JP2007055171A (en) * | 2005-08-26 | 2007-03-08 | Inasa Kasei Kk | Manufacturing method for artificial marble |
| JP2007113009A (en) * | 2006-11-01 | 2007-05-10 | Shin Dick Kako Kk | Press-molded article |
| JP2019176992A (en) * | 2018-03-30 | 2019-10-17 | 株式会社Lixil | Water-area member |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111813049A (en) * | 2020-07-31 | 2020-10-23 | 东莞市中泰模具股份有限公司 | Hole flanging female die, manufacturing method thereof, storage medium and CNC (computer numerical control) machine tool |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4158585A (en) | Washbasin liner method and article | |
| JP5766300B2 (en) | Method for producing polymer molded article using mold capable of easily forming three-dimensional surface pattern and molded article for home appliance having three-dimensional surface pattern | |
| JP2020510148A (en) | Base material having decorative surface and manufacturing method | |
| JP4691371B2 (en) | Transfer sheet | |
| JP2020032584A (en) | Manufacturing method of matte concave molded product | |
| CN201712399U (en) | Patterning mat-surface transfer printing film structure | |
| EP2623286B1 (en) | Mold for forming three-dimensional pattern and method for manufacturing an exterior material for home appliance | |
| JP7121593B2 (en) | artificial marble | |
| US10773426B2 (en) | Resin molding mold | |
| JP2005119022A (en) | Manufacturing method of decorative material | |
| JP3819414B1 (en) | Manufacturing method of artificial marble | |
| CN110304861B (en) | High-compactness quartz stone and preparation method thereof | |
| KR100761626B1 (en) | Method for manufacturing artificial marble | |
| US7955541B2 (en) | Continuous resin fabric | |
| US11820163B1 (en) | Methods of making surface materials with embedded images | |
| JP2001129841A (en) | Artificial marble bathtub and production method therefor | |
| JPH08108437A (en) | Patterned thermosetting resin molding and production thereof | |
| CN113059777A (en) | Decorative wallboard made of BMC (bulk molding compound) material and production process thereof | |
| TW407178B (en) | The manufacture method of art ceiling | |
| JP3194402B2 (en) | Cosmetic material and manufacturing method thereof | |
| JP5384276B2 (en) | Manufacturing method of resin molded body, resin molded body | |
| JPS6030243B2 (en) | Manufacturing method for plastic concrete decorative materials | |
| JP3614018B2 (en) | Manufacturing method of artificial marble | |
| US1270370A (en) | Mounting of pictures. | |
| JPH08267471A (en) | Decorative panel for processing curved surface and manufacture thereof |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210222 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20211008 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20211019 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20220412 |