JP2020002911A - Manufacturing method of component and fuel injection valve - Google Patents
Manufacturing method of component and fuel injection valve Download PDFInfo
- Publication number
- JP2020002911A JP2020002911A JP2018125038A JP2018125038A JP2020002911A JP 2020002911 A JP2020002911 A JP 2020002911A JP 2018125038 A JP2018125038 A JP 2018125038A JP 2018125038 A JP2018125038 A JP 2018125038A JP 2020002911 A JP2020002911 A JP 2020002911A
- Authority
- JP
- Japan
- Prior art keywords
- adapter
- core
- outer member
- inner member
- injection valve
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images












Landscapes
- Fuel-Injection Apparatus (AREA)
Abstract
Description
本発明は、複数の金属部材を接合した部品の製造方法及びその部品を含む燃料噴射弁に関する。 The present invention relates to a method for manufacturing a component in which a plurality of metal members are joined, and a fuel injection valve including the component.
燃料噴射弁には、複数の金属部材を接いだ部品がしばしば含まれる。この種の燃料噴射弁の製造方法として、インナー側の金属部材(以下、インナー部材)であるコアをアウター側の金属部材(以下、アウター部材)であるメタルジョイントに圧入し、その後コアとメタルジョイントを溶接する例が知られている(特許文献1等参照)。
A fuel injection valve often includes a part in which a plurality of metal members are connected. As a method of manufacturing this type of fuel injection valve, a core, which is an inner metal member (hereinafter, inner member), is pressed into a metal joint, which is an outer metal member (hereinafter, outer member), and then the core and the metal joint are joined together. Is known (see
また、燃料噴射弁を構成する2つの金属部材をレーザ溶接する際、レーザ溶接の前工程として金属部材同士をカシメにより仮止めする場合がある。その一例として、アウター部材であるアンカーにインナー部材であるプランジャロッドを挿し込み、アンカーの中心孔内においてプランジャロッドの端面にパンチを打ち込む例が知られている(特許文献2参照)。同文献では、アンカーの中心孔内でプランジャロッドの端面の外縁の金属材料がパンチに押し退けられて径方向の外側に塑性流動し、塑性流動した金属材料がアンカーの内周面に押し付けられてアンカーとプランジャロッドが固定される。このようにして両者を仮止めした後、アンカーの下端部がプランジャロッドに対してレーザ溶接される。 Further, when two metal members constituting the fuel injection valve are laser-welded, the metal members may be temporarily fixed by caulking as a pre-process of laser welding. As one example, there is known an example in which a plunger rod as an inner member is inserted into an anchor as an outer member, and a punch is driven into an end face of the plunger rod in a center hole of the anchor (see Patent Document 2). In the same document, the metal material at the outer edge of the end face of the plunger rod is pushed away by the punch in the center hole of the anchor and plastically flows radially outward, and the plastic material that has flowed plastically is pressed against the inner peripheral surface of the anchor, And the plunger rod are fixed. After the two members are temporarily fixed in this manner, the lower end of the anchor is laser-welded to the plunger rod.
特許文献1に記載されたようにレーザ溶接に先行して圧入工程を行う場合、圧入時の金属部材同士の焼付きを防止するために一般的には潤滑油が必要である。圧入部と溶接部が近接している場合、圧入時に使用した潤滑油が溶接入熱でガス化してブローホール等の溶接不良が生じる場合がある。無潤滑では圧入時に焼付きが生じ易いばかりか、圧入自体が完遂できなかったり、金属部材同士の接触面の擦れにより生じる微小な空隙に閉じ込められた空気が溶接入熱により膨張してブローホールが発生したりする場合がある。
When a press-fitting step is performed prior to laser welding as described in
一方、特許文献2に記載された方法ではプランジャロッドの端面にパンチを打ち込まなければならない。従って、同文献に例示されたアンカーとプランジャロッドのようにアウター部材の中心孔内にインナー部材の端面、つまりパンチを打ち込む対象が存在していることが前提となる。そのため、配管継手のような内径が同程度の2つの筒状部材をインロー構造で挿し込むような構造には適用できない。また、アウター部材の内周面に近接してインナー部材の端面にパンチ痕(凹部)が残り、アウター部材とインナー部材のカシメ部分の自緊力が剛性不足により低下する場合がある。
On the other hand, in the method described in
加えて、例えばインナー部材の端面をパンチで加圧することにより、微視的には、先行して外径方向に塑性流動しアウター部材の内周面に密着した部分がパンチの下降に伴って押し下げられてアウター部材の内周面に強く擦れる現象が瞬間的に起きている。このように金属材料が外径方向に流動してはせん断される微視的な現象がパンチの下死点まで繰り返し起こることになる。燃料噴射弁の金属部材は一般的には機械加工で製作されるため、アウター部材の内周面には旋削加工時の螺旋状のツールマークがついており、アウター部材の内周面には軸方向に波形の微細な凹凸がある。そのためパンチを打ち込んだ際、インナー部材の金属材料はアウター部材の内周面の凹凸に擦れ、アウター部材の内周面に対するインナー部材の金属材料の密着性が低下し得る。 In addition, for example, by pressurizing the end face of the inner member with a punch, microscopically, the plastic flow in the outer diameter direction in advance and the part closely contacting the inner peripheral surface of the outer member is pushed down as the punch descends The phenomenon of being strongly rubbed against the inner peripheral surface of the outer member occurs instantaneously. As described above, the microscopic phenomenon in which the metal material flows in the outer diameter direction and is sheared repeatedly occurs until the bottom dead center of the punch. Since the metal member of the fuel injection valve is generally manufactured by machining, the inner peripheral surface of the outer member has a helical tool mark during turning, and the inner peripheral surface of the outer member has an axial direction. Has fine irregularities in the waveform. Therefore, when the punch is driven, the metal material of the inner member rubs against the unevenness of the inner peripheral surface of the outer member, and the adhesion of the metal material of the inner member to the inner peripheral surface of the outer member may be reduced.
本発明の目的は、金属部材同士の溶接部にブローホール等の不良が発生し難い部品の製造方法及びその部品を含む燃料噴射弁を提供することにある。 SUMMARY OF THE INVENTION An object of the present invention is to provide a method of manufacturing a component in which a defect such as a blowhole is unlikely to occur in a weld between metal members, and a fuel injection valve including the component.
上記目的を達成するために、本発明は、アウター部材にインナー部材を挿し込んで溶接した部品の製造方法であって、前記アウター部材及び前記インナー部材の嵌め合い部において、径方向に対向する互いの円周面の間に円筒状の空隙が介在するように前記アウター部材の内周面よりも前記インナー部材の外周面を小さく形成し、かつ前記アウター部材及び前記インナー部材の軸方向に対向する互いの端面の一方に突出部を設けておき、前記アウター部材に前記インナー部材を挿し込んで押圧し前記アウター部材及び前記インナー部材の一方の端面に設けた前記突出部を他方の端面で押し潰して塑性流動させることで、前記アウター部材及び前記インナー部材の円周面間の前記空隙を確保すると共に前記アウター部材及び前記インナー部材の端面間の空隙を介して前記アウター部材及び前記インナー部材の外側の空間に通じるカシメ部を前記円周面間に形成して前記アウター部材及び前記インナー部材を仮止めし、前記カシメ部の少なくとも一部を溶融するように前記アウター部材及び前記インナー部材の端面同士を溶接する。 In order to achieve the above object, the present invention provides a method for manufacturing a part in which an inner member is inserted into an outer member and welded, wherein a radially opposed portion of the fitting portion between the outer member and the inner member is provided. The outer peripheral surface of the inner member is formed smaller than the inner peripheral surface of the outer member so that a cylindrical gap is interposed between the circumferential surfaces of the outer member and the outer member and the outer member are opposed in the axial direction. A protruding portion is provided on one of the end surfaces, the inner member is inserted into the outer member and pressed, and the protruding portion provided on one end surface of the outer member and the inner member is crushed by the other end surface. Plastic flow to ensure the gap between the outer member and the inner member circumferential surface and to allow the outer member and the inner member A caulking portion communicating with a space outside the outer member and the inner member through a space between the surfaces is formed between the circumferential surfaces to temporarily fix the outer member and the inner member, and at least one of the caulking portions is formed. The end surfaces of the outer member and the inner member are welded to each other so as to melt the portion.
本発明によれば、金属部材同士の溶接部のブローホール等の不良が抑制できる。 ADVANTAGE OF THE INVENTION According to this invention, the defect, such as a blowhole of the welding part of metal members, can be suppressed.
以下に図面を用いて本発明の実施の形態を説明する。 Embodiments of the present invention will be described below with reference to the drawings.
(第1実施形態)
−燃料噴射弁の概略構成−
図1は本発明の第1実施形態に係る燃料噴射弁(完成品)の概略構成を表す断面図である。同図に示した燃料噴射弁30は電磁駆動式のものであり、磁気回路部(後述)、バルブ部(後述)、アダプタ2等から構成されている。
(1st Embodiment)
-Schematic configuration of fuel injection valve-
FIG. 1 is a sectional view showing a schematic configuration of a fuel injection valve (completed product) according to a first embodiment of the present invention. The
磁気回路部は、コア(ソレノイドコア)1、ハウジング3、ノズルホルダ4、可動子9、コイル6及びターミナル7等で構成されている。ノズルホルダ4は筒状の部品であり、筒状のコア1の先端側(同図中の下側)に装着されている。コア1の外周にはコイル6が設けられている。これらコア1及びコイル6の周囲は更にハウジング3で包囲されている。アダプタ2は燃料噴射弁30を燃料供給管(不図示)に接続する配管継手であり、コア1の基端側(同図中の上側)に溶接されている。アダプタ2、コア1及びノズルホルダ4にはそれぞれ中心孔が設けられており、これら中心孔が連なって燃料通路FPが形成されている。この燃料通路FPには、高圧燃料ポンプ(不図示)からの燃料が燃料供給管を介して供給される。
The magnetic circuit section includes a core (solenoid core) 1, a housing 3, a
バルブ部は、プランジャロッド5、オリフィスカップ8等で構成されている。オリフィスカップ8は複数の燃料噴射孔を持つ燃料噴射部であり、ノズルホルダ4の先端に装着されている。プランジャロッド5は燃料噴射弁30の弁体であり、燃料通路FPに軸方向に摺動可能に収容されている。このプランジャロッド5の基部側(コア1側)には上記可動子9が装着されている。コア1の燃料通路FPにはスプリングSが収容されており、スプリングSでプランジャロッド5の先端がオリフィスカップ8に押し付けられている。オリフィスカップ8が押し付けられることでオリフィスカップ8の燃料噴射孔が閉止されている。
The valve section includes a
このような構成により、ターミナル7(駆動回路)を介して供給される電流がコイル6に流れると、コア1が励磁されて磁気吸引力を発生させ、スプリングSの復元力に抗して可動子9を吸引する。この可動子9の移動に伴ってプランジャロッド5がオリフィスカップ8から離れ、オリフィスカップ8の燃料噴射孔が開き高圧燃料ポンプで加圧された燃料通路FP内の燃料が燃料噴射孔から噴出する。
With such a configuration, when a current supplied through the terminal 7 (drive circuit) flows through the coil 6, the
−アウター部材/インナー部材−
本願明細書に言う「アウター部材」及び「インナー部材」は燃料噴射弁の部品であり、アウター部材にインナー部材が挿し込まれ、その後溶接(例えばレーザ溶接)により互いに接合される。また、アウター部材及びインナー部材の少なくとも一方には中心孔が備わっていることが条件となる。本実施形態では、アダプタ2をアウター部材、コア1をインナー部材とした場合を例に挙げて説明する。本例ではコア1及びアダプタ2とも中心孔を備えた筒状構造であり、互いの中心孔(つまり燃料通路FP)は同径であるが(図6、図8)、ここで言う同径は厳密な同一に限定されず製作誤差を許容する。また、コア1及びアダプタ2は後述する端面1s,2sの外径(コア1及びアダプタ2の外径)も同程度である。
-Outer member / Inner member-
The “outer member” and the “inner member” referred to in the specification of the present application are parts of a fuel injection valve, and the inner member is inserted into the outer member, and then joined to each other by welding (eg, laser welding). Further, a condition is that at least one of the outer member and the inner member has a center hole. In the present embodiment, an example in which the
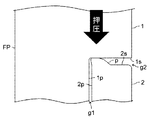
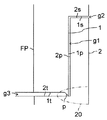
図2はアウター部材とインナー部材とを塑性結合させる(カシメにより結合する)際に用いる押圧ユニットの断面を示す模式図である。図3−図5はアウター部材とインナー部材の嵌め合い部(図2のC部)の拡大断面図であり、図3は押圧前、図4は押圧中、図5は押圧後の状態を表している。図6はアウター部材とインナー部材を嵌め合わせた状態(溶接前)を表す断面図、図7は嵌め合わせたアウター部材とインナー部材を溶接した状態を表す断面図、図8及び図9は図7に示したアウター部材とインナー部材の溶接部を拡大した断面図である。 FIG. 2 is a schematic diagram showing a cross section of a pressing unit used when plastically coupling (coupling) the outer member and the inner member. 3 to 5 are enlarged cross-sectional views of a fitting portion (C portion in FIG. 2) between the outer member and the inner member. FIG. 3 shows a state before pressing, FIG. 4 shows a state during pressing, and FIG. 5 shows a state after pressing. ing. 6 is a cross-sectional view showing a state where the outer member and the inner member are fitted (before welding), FIG. 7 is a sectional view showing a state where the fitted outer member and the inner member are welded, and FIGS. 8 and 9 are FIGS. FIG. 5 is an enlarged sectional view of a welded portion between the outer member and the inner member shown in FIG.
コア1及びアダプタ2の嵌め合い部は挿し込み構造になっており、アウター部材であるアダプタ2には円形の凹部2pが、インナー部材であるコア1には円筒形の凸部1pが備えられている。凹部2pに凸部1pが挿し込まれる。具体的には、コア1及びアダプタ2の嵌め合い部は、軸方向位置の異なる2箇所の端面対向部と、これら2箇所の端面対向部を繋ぐ円周面対向部を備えている。
The fitting portion between the
第1の端面対向部は、アダプタ2の端面2sとコア1の端面1sの対向部である。端面1s,2sは軸方向を向いた面であってコア1及びアダプタ2の外周面を外縁とする環状の端面であり、アウター部材であるアダプタ2の端面2sはアダプタ2の最も先端部側(燃料の流れ方向の下流側、図2では上側)に位置する部位となる。端面1s,2sは面積も同程度である。
The first end surface facing portion is a facing portion between the
第2の端面対向部はアダプタ2の端面2t(図8)とコア1の端面1t(同)の対向部であり、第1の端面対向部よりも燃料の流れ方向の上流側(図2では下側)に位置する。端面1t,2tは軸方向を向いた面であってコア1及びアダプタ2の内周面(燃料通路FPの内壁)を内縁とする環状の端面であり、インナー部材であるコア1の端面1tはコア1の最も基端部側(燃料の流れ方向の上流側、図2では下側)に位置する部位となる。端面1t,2tは面積も同程度である。
The second end face opposing portion is an opposing portion between the
これら2箇所の端面対向部を繋ぐ円周面対向部は、アダプタ2の凹部2pの内周面とコア1の凸部1pの外周面の対向部である。凹部2pの内周面は軸方向に延びて端面2s,2tを繋ぎ、凸部1pの外周面も軸方向に延びて端面1s,1tを繋いでいる。凹部2pの内周面と凸部1pの外周面の軸方向の長さ(端面1s,1t間の距離、端面2s,2t間の距離)は同程度である。
The circumferential surface facing portion connecting these two end surface facing portions is a facing portion between the inner circumferential surface of the
またコア1及びアダプタ2の互いの嵌め合い部においては、径方向に対向する互いの円周面の間に中心孔(燃料通路FP)に通じる円筒状の空隙g1が介在するように凹部2pの内周面よりも凸部1pの外周面を小さく形成してある。更にコア1及びアダプタ2が軸方向に対向する互いの端面1s,2sの一方(本実施形態ではアダプタ2側の端面2s)には、突出部pを軸方向に突出させて設けてある。突出部pは後述するカシメ部p’(図5)を形成するために予め形成された部位であり、本実施形態では端面1s,2sのうち端面2sにのみに設けてあり設置数も1つのみである。コア1及びアダプタ2の嵌め合い部における端面1s以外の部位に突出部pは設けられていない。突出部pはアダプタ2の部位のうち、軸方向に嵌め合わせたときにコア1と最初に接触する部位である。突出部pはコア1及びアダプタ2の内周面側に位置する第2の端面対向部に設けても良いが、本実施形態のようにコア1及びアダプタ2の外周面側に位置する第1の端面対向部に設けることが望ましい。
In the fitting portion of the
突出部pは円筒形の凹部2pのリング状の端面2sの全周に設けられてリング状に形成されている。突出部pは凹部2pの内周面及び凸部1pの外周面の対向部の近くに位置するように、端面2s上の内周面に沿って(内周側縁部に)設けられている。図3に示したようにコア1及びアダプタ2の中心軸を含む平面で切断した断面で見ると、突出部pの断面は根元側(この例では端面2s側)から先端側(この例では端面1s側)に向かって窄まる形状としてある。このような形状とすることで、コア1とアダプタ2の金属材料が同一でも突出部pは端面1s,2sに比べて剛性(変形抵抗)が低くなっている。従ってアダプタ2にコア1を挿し込んで押圧すると突出部pが対向する端面1sで押し潰されて径方向に塑性流動する(図4)。これにより突出部p(突出部pの流動に伴って押し退けられた突出部pの周囲のアダプタ2の金属材料を含む)がコア1の凸部1pの外周面に圧着したリング状のカシメ部p’を形成する。こうしてコア1及びアダプタ2の円周面間に形成されたカシメ部p’によりアダプタ2に対してコア1が仮止めされる(図5)。突出部pの設置位置や体積は、カシメ部p’の所望の軸方向寸法L1が確保できるように予め考慮しておく。この軸方向寸法L1は、コア1及びアダプタ2の円周面間の空隙g1の径方向寸法L2よりも長くなるように(L1>L2)、突出部pの位置や体積に加え、寸法L2についても考慮しておく。前述した通り凹部2pは凸部1pの対向する円周面間に空隙g1が確保してあるため、カシメ部p’は空隙g1(厳密には空隙g1と後述する空隙g3)を介して中心孔(燃料通路FP)に通じる(図8)。また、押圧後も端面1s,2s間にカシメ部p’が介在して残るため端面1s,2s間には空隙g2が、端面1t,2t間には空隙g3が介在し、溶接前の状態ではカシメ部p’は空隙g2を介してコア1及びアダプタ2の外側の空間にも通じる。つまり押圧後溶接前の仮止め状態では、カシメ部p’はコア1及びアダプタ2の外周側の空間と内周側の空間(燃料通路FP)の両方に空隙g1−g3を介して通じた構成となる(図5、図8)。
The protruding portion p is provided on the entire periphery of the ring-shaped
なお、本実施形態では突出部pは三角形状(頂点部分が面取りされているものも含む)とする場合を例示している。この場合、断面の頂点(端面1sとの対向部)が内径側にオフセットした形状であることが望ましいが、特には限定されない。また、突出部pの断面形状は三角形状に限られず、例えば四角形以上の多角形状としたり、第2実施形態(図10)に後で示すように半円状としたり、適宜異なる形状とすることができる。半円状とは、厳密な半円に限らず、楕円を含めて変曲点のない曲線で描かれた形状を意味する。多角形は、四角形(正方形、長方形、台形等を含む)、五角形、六角形…を含む形状であり、正多角形には必ずしも限定されず、また頂部は角型に限らず丸型でも良い。
In the present embodiment, the case where the protruding portion p has a triangular shape (including a shape in which a vertex portion is chamfered) is illustrated. In this case, it is preferable that the vertex of the cross section (the portion facing the
−燃料噴射弁の製造方法−
本実施形態における燃料噴射弁の製造方法は、インナー部材であるコア1とアウター部材であるアダプタ2との接合工程を除き、一般的な製造工程と同様とすることができる。従って、ここではコア1とアダプタ2との接合工程について説明する。
-Manufacturing method of fuel injection valve-
The manufacturing method of the fuel injection valve in the present embodiment can be the same as a general manufacturing process except for a joining process of the
まず図2に示したように押圧ユニットによりコア1を押圧することで、アダプタ2の突出部pをコア1の端面1sで加圧し塑性変形させる。同図に示す押圧ユニットは、コア1を上から押圧するパンチ10、押圧中のコア1及びアダプタ2を覆うガイド11、ガイド11に拘束されてコア1とアダプタ2を受ける冶具12等から構成されている。パンチ10におけるコア1との接触部は平面であり、パンチ10はコア1の燃料の流れ方向の最も下流側の端面(同図中の上端面)の全体に面接触する。このパンチ10は例えばダイス鋼等のSKD11で形成されており、コア1を押圧した際に塑性変形しないように焼入れ及び焼き戻しをして硬度及び靱性が高められている。金属には弾性変形領域と塑性変形領域があり、弾性変形領域内では加圧を止めると金属は元の形状に戻る。本例では突出部pを塑性変形させる必要があるため、塑性変形領域の力でコア1を押圧する。コア1及びアダプタ2が、例えばステンレス材料である一般的なSUS430材で構成されている場合は、上記パンチ10を使用することで、パンチ10が変形することなく突出部pを塑性変形させることができる。特に図示していないが、コア1とアダプタ2の外周を拘束する治具を用いることで、押圧時にコア1とアダプタ2との軸ずれを抑制できる。また押圧時のコア1の押し込み量を制限するストッパを用いることで、コア1及びアダプタ2からなる結合部品の軸方向長さのバラつきを抑えることができる。
First, as shown in FIG. 2, the pressing unit presses the
以上に説明した押圧ユニットにコア1及びアダプタ2をセットし、パンチ10でコア1をアダプタ2側へ加圧していくと、図3に示したようにコア1の端面1sが突出部pに接触する。更にコア1が押し下げられると、突出部pが端面1sに押し潰されて径方向に塑性流動する。突出部pはコア1とアダプタ2の径方向に対向する円周面に近いことから、突出部pの変形に伴って起こる突出部p及びその周囲の金属材料の流動によりカシメ部p’(図5)が形成され、コア1とアダプタ2の対向する円周面間に残留応力である自緊力が作用する。これによりコア1とアダプタ2とを仮止めすることができる。
When the
この際、アダプタ2の端面及びコア1の端面1s(カシメ部p’と端面1sとの接触部を除く)は、突出部p(カシメ部p’)のスプリングバック(内部残留応力)により完全に接触することはない。そのため、コア1とアダプタ2の端面1s,2s間、及び端面1t,2t間には、空隙g1及び空隙g3が形成される。
At this time, the end surface of the
コア1及びアダプタ2を仮止めが完了したら、仮止めされたコア1及びアダプタ2を押圧ユニットから取出し、端面1s,2s同士を外周側から全周に亘って溶接する。その際、カシメ部p’の少なくとも一部を溶融して溶接部20(図7−図9)を形成するように行う。その後は、接合されたコア1及びアダプタ2に対して各部品を取付けて燃料噴射弁30を完成させる。完成品は適宜検査を実施した上でエンジン等の対象製品に組み込まれる。
When the temporary fixing of the
−燃料噴射弁の特徴部の構成−
燃料噴射弁30の完成品としての特徴は、コア1及びアダプタ2の接合部の構成にある。本例ではまず、コア1及びアダプタ2の双方に同一径の中心孔が設けられており、コア1とアダプタ2とが接合されて互いの中心孔が連なり、双方の中心孔により段差のない円筒形の燃料通路FPが形成されている。溶接部20におけるコア1及びアダプタ2の外径も等しい。また、コア1及びアダプタ2の軸方向に対向する互いの端面1s,2s同士を接合した溶接部20が、コア1(凸部1p)及びアダプタ2(凹部2p)の円周面間の空隙g1及び端面1t,2t間の空隙g3を介して中心孔(燃料通路FP)に通じている。カシメ部p’の軸方向寸法L1については、前述した通り間隙g1の径方向寸法L2より大きいことが望まれるが、図8に示したようにカシメ部p’の全部が溶接部20に重なるようにすることができ、この場合は溶接後にカシメ部p’は残らない。突出部pの体積等を調整してカシメ部p’の軸方向寸法L1が溶接部20の軸方向寸法よりも長くなるようにすれば、図9のようにカシメ部p’が溶接部20を越えて形成されて溶接後も残存する構成とすることができる。
-Configuration of characteristic parts of fuel injection valve-
A feature of the
−効果−
(1)本実施形態においては、アダプタ2に対するコア1の挿入部には内外径差(空隙g1)があり、アダプタ2に対するコア1の挿入部の部品公差を広く設定できる。これにより加工コストや寸法管理コストが容易化でき、コストが下げられる。また従来の圧入構造と異なり、アダプタ2にコア1を挿し込んだ段階では両者間に何等拘束力は生じない。互いにフリーな状態のコア1とアダプタ2を接合するに当たり、前述した通り溶接前にコア1とアダプタ2とをカシメにより仮止めする。このカシメの方法は、対象物にパンチを食い込ませて金属材料を塑性流動させる一般的な方法と異なり、コア1及びアダプタ2の形状を工夫してコア1の端面1sとアダプタ2の突出部pの剛性差を利用して行われる。パンチ10はコア1の押圧に使用するのみでコア1にパンチ痕を付けることはなく、アダプタ2に対してコア1を押圧することで突出部pを押し潰し、その塑性流動によりカシメを実施する。このようなカシメによりコア1及びアダプタ2を結合することにより、圧入構造と同等の結合力を得ることができる。また、圧入する場合に要する潤滑油が不要になるため、コア1やアダプタ2の圧入部に対する潤滑油の塗布工程、圧入後の油分除去(洗浄)工程が省略できる。また、パンチ痕を付けるカシメ工程と異なり、結合対象であるコア1及びアダプタ2同士を押し合わせるので、突出部pが変形してカシメ部p’を形成する過程で、カシメ部p’がコア1の外周面に対して滑りを起こさない。微視的には、先行してコア1の外周部に密着した部分はその場に止まり、アダプタ2の隣接する部位が後続してコア1の外周部に密着する現象が連続して起こり、これにより空隙g1の内部でカシメ部p’が軸方向(図5では下側)に徐々に膨らんでいく。コア1の外周面のツールマークの微小溝の内部にアダプタ2の金属材料が内径方向に入り込んでいくため、アダプタ2のカシメ部p’とコア1の結合面をツールマークによる微小溝が埋まった密着面とすることができる。パンチ痕を付ける必要がないので、内外径が同じ2コア1及びアダプタ2をカシメにより結合できる点もメリットである(勿論、内径又は外径の異なる筒状部材同士を接合する場合にも本例は適用できる)。
-Effect-
(1) In the present embodiment, there is an inner / outer diameter difference (gap g1) in the insertion portion of the
そして、上記のように予めコア1とアダプタ2とを仮止めしておくことで、両者を溶接により精度良く接合することができる。その際、仮止め後溶接前の段階では、コア1とアダプタ2の端面1s,2s間には潰れた突出部p(カシメ部p’の一部)が残り、端面1s,2s間及び端面1t,2t間には空隙g2,g3が存在する。またコア1とアダプタ2の径方向に対向する円周面間には、コア1とアダプタ2の製作段階で空隙g1が確保されている。そのため、カシメ部p’は空隙g1,g3を介してコア1及びアダプタ2の内径側の空間(燃料通路FP)に通じ、空隙g2を介してコア1及びアダプタ2の外径側の空間に通じる。従って、コア1及びアダプタ2の端面1s,2sを外周面に沿って溶接する過程で、空隙g1−g3が逃げ道となって溶接部20の周囲で溶接熱により膨張した気体は加圧されることなく外部に放出され、ブローホールの発生が抑えられる。加えて、上記の通りカシメ部p’においてはコア1の外周面のツールマークの微小溝にアダプタ2の金属材料が侵入しているので、カシメ部p’とコア1との面間における空気溜まりの発生(空気の封入)が抑制できる。これによっても封入された空気の膨張によるブローホールを抑制できる。また、コア1とアダプタ2の仮止めのための潤滑油が不要であるため、溶接時に油によるブローホールの発生も抑制できる。このようにブローホールの発生を効果的に抑制してコア1及びアダプタ2の溶接不良を低減することができ、両者をより強固にシール性良く結合することができる。また、コア1又はアダプタ2にパンチ痕(凹部)を付ける場合、カシメ部分にパンチ痕が近接するため構造材の強度低下の要因となり得るが、本実施形態の場合はパンチ痕が残らないので強度低下も抑制できる。
By temporarily fixing the
(2)また、カシメ部p’の軸方向寸法L1が空隙g1の径方向寸法L2よりも大きくなるようにすることで、カシメ部p’におけるコア1とアダプタ2の結合面積を増加させ、十分な結合強度を確保することができる。但し、L1≦L2でもコア1とアダプタ2の仮止めの役割が果たせる場合には、カシメ後にL1>L2となる構成とする必要は必ずしもない。
(2) In addition, by setting the axial dimension L1 of the caulked portion p 'to be larger than the radial dimension L2 of the gap g1, the coupling area between the
(3)また、図8の例と図9の例とで溶接部20の断面の大きさや形状が同じであるとすれば、図9のようにカシメ部p’が溶接部20を越えて残るようにことで、図8の例に比較してカシメ部p’におけるコア1とアダプタ2の密着面積を大きくできる。その分、図8の例に比較して図9の例は結合強度を向上させることができる。
(3) If the size and shape of the cross section of the welded
(第2実施形態)
図10及び図11本発明の第2実施形態に係るアウター部材とインナー部材の嵌め合い部の拡大断面図であり、それぞれ図3及び図5に対応する図である。本実施形態が第1実施形態と相違する点は突出部pの形状であり、その他の構成やカシメの方法については第1実施形態と同様である。図10に示すように、本実施形態では、アダプタ2の突出部pの断面の形状が三角形状ではなく、半円形状となっている。このような構成であっても、アダプタ2に対してコア1を加圧することにより、最終的には図11に示すように第1実施形態と同様の結合状態(図5)とすることができ、第1実施形態と同様の効果を得ることができる。
(2nd Embodiment)
FIGS. 10 and 11 are enlarged cross-sectional views of a fitting portion between an outer member and an inner member according to a second embodiment of the present invention, corresponding to FIGS. 3 and 5, respectively. The present embodiment is different from the first embodiment in the shape of the protruding portion p, and the other configuration and the caulking method are the same as those in the first embodiment. As shown in FIG. 10, in the present embodiment, the cross-sectional shape of the protruding portion p of the
(変形例)
なお、本発明で定義される技術的範囲は以上の実施形態に例示した態様に限定されるものではなく、本質的な技術思想を逸脱しないは範囲で適宜変更可能である。例えば図12に示したように、コア1をアウター部材として、アダプタ2をインナー部材としてそれぞれ形成し、コア1にアダプタ2を挿入する構成としても良い。図12の例ではコア1の端面1sにのみリング状の突出部pを1つだけ設けてある。また、図13に示したようにコア1及びアダプタ2の内径側の端面対向部(端面1t又は端面2t)に突出部pを設ける構成としても良い。この構成でも突出部pの変形により空隙g1−g3を介してコア1及びアダプタ2の内外径側の空間に通じたカシメ部を形成することができる。この場合も前述した各例と同じく、同図に二点鎖線で示したように、突出部pの変形により形成されるカシメ部の少なくとも一部を溶融するようにして溶接部20を形成する。また、図14のように接合する2つの部品100,200のうち一方の部品200のみが中心孔を有し、他方の部品100は中実である場合にも本発明は適用できる。このような場合でも突出部pひいてはカシメ部p’は部品200の中心孔に通じるため先に例示した各例と同様の効果が得られる。更には、コア1及びアダプタ2の接合に本発明を適用する場合を例示して説明したが、他の部品の組み合わせ(例えば可動子9とプランジャロッド5、或いはノズルホルダ4とハウジング3)でも必要に応じて本発明は適用できる。
(Modification)
Note that the technical scope defined by the present invention is not limited to the modes exemplified in the above embodiments, and can be appropriately changed without departing from the essential technical idea. For example, as shown in FIG. 12, the
また、上記実施形態では燃料噴射弁の部品に本発明を適用した場合を例示挙げて説明したが、アウター部材及びインナー部材は燃料噴射弁の部品には限定されず、2つの金属部品(双方に中心孔がない場合を含む)が嵌合構造となっている様々な部材とその製造方法に本発明は適用することができる。 Further, in the above embodiment, the case where the present invention is applied to the parts of the fuel injection valve is described as an example. However, the outer member and the inner member are not limited to the parts of the fuel injection valve, and two metal parts (both metal parts) are used. The present invention can be applied to various members having a fitting structure (including a case where there is no center hole) and a manufacturing method thereof.
1…コア(ソレノイドコア、インナー部材)、1s,1t…端面、2…アダプタ(アウター部材)、2s,2t…端面、20…溶融部、30…燃料噴射弁、FP…燃料通路(中心孔)、g1−g3…空隙、L1…カシメ部の軸方向の寸法、L2…アウター部材及びインナー部材の円周面間の空隙の径方向の寸法、p…突出部、p’…カシメ部
DESCRIPTION OF
Claims (9)
前記アウター部材及び前記インナー部材の嵌め合い部において、径方向に対向する互いの円周面の間に円筒状の空隙が介在するように前記アウター部材の内周面よりも前記インナー部材の外周面を小さく形成し、かつ前記アウター部材及び前記インナー部材の軸方向に対向する互いの端面の一方に突出部を設けておき、
前記アウター部材に前記インナー部材を挿し込んで押圧し前記アウター部材及び前記インナー部材の一方の端面に設けた前記突出部を他方の端面で押し潰して塑性流動させることで、前記アウター部材及び前記インナー部材の円周面間の前記空隙を確保すると共に前記アウター部材及び前記インナー部材の端面間の空隙を介して前記アウター部材及び前記インナー部材の外側の空間に通じるカシメ部を前記円周面間に形成して前記アウター部材及び前記インナー部材を仮止めし、
前記カシメ部の少なくとも一部を溶融するように前記アウター部材及び前記インナー部材の端面同士を溶接する製造方法。 A method for manufacturing a part in which an inner member is inserted into an outer member and welded,
In the fitting portion of the outer member and the inner member, the outer peripheral surface of the inner member is larger than the inner peripheral surface of the outer member so that a cylindrical gap is interposed between the circumferential surfaces of the outer member and the inner member. Is formed small, and a projection is provided on one of the axially opposed end surfaces of the outer member and the inner member,
The outer member and the inner member are inserted by inserting and pressing the inner member into the outer member and crushing the protruding portion provided on one end surface of the outer member and the inner member by the other end surface to cause plastic flow. While securing the space between the circumferential surfaces of the members, a caulking portion communicating with the space outside the outer member and the inner member through the space between the end surfaces of the outer member and the inner member is provided between the circumferential surfaces. Forming and temporarily fixing the outer member and the inner member,
A manufacturing method of welding the end surfaces of the outer member and the inner member so as to melt at least a part of the caulked portion.
前記アウター部材及び前記インナー部材の嵌め合い部には、前記アウター部材の内周面よりも前記インナー部材の外周面が小さく形成されて径方向に対向する互いの円周面の間に前記中心孔に通じる円筒状の空隙が介在しており、
前記アウター部材及び前記インナー部材の軸方向に対向する互いの端面同士を接合した溶接部が、前記アウター部材及び前記インナー部材の円周面間の前記空隙を介して前記中心孔に通じている燃料噴射弁。 A fuel injection valve including a part obtained by inserting and welding an inner member to an outer member, wherein at least one of the outer member and the inner member has a center hole,
In the fitting portion of the outer member and the inner member, the outer peripheral surface of the inner member is formed smaller than the inner peripheral surface of the outer member, and the center hole is formed between the circumferential surfaces of the outer member and the radially opposed surfaces. There is a cylindrical void that leads to
A fuel in which a welded portion in which axially opposed end surfaces of the outer member and the inner member are joined to each other through the gap between circumferential surfaces of the outer member and the inner member. Injection valve.
前記ソレノイドコア及び前記アダプタの双方に燃料通路として同一径の前記中心孔が設けられており、前記ソレノイドコアと前記アダプタとが接合されて互いの中心孔が連なり、双方の中心孔により段差のない円筒形の燃料通路が形成されている請求項3の燃料噴射弁。 One of the outer member and the inner member is a solenoid core, and the other is an adapter that is a pipe joint,
The center hole having the same diameter as a fuel passage is provided in both the solenoid core and the adapter, and the solenoid core and the adapter are joined to connect the center holes of each other, so that there is no step due to both center holes. 4. The fuel injection valve according to claim 3, wherein a cylindrical fuel passage is formed.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018125038A JP2020002911A (en) | 2018-06-29 | 2018-06-29 | Manufacturing method of component and fuel injection valve |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018125038A JP2020002911A (en) | 2018-06-29 | 2018-06-29 | Manufacturing method of component and fuel injection valve |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2020002911A true JP2020002911A (en) | 2020-01-09 |
Family
ID=69099405
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018125038A Pending JP2020002911A (en) | 2018-06-29 | 2018-06-29 | Manufacturing method of component and fuel injection valve |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2020002911A (en) |
-
2018
- 2018-06-29 JP JP2018125038A patent/JP2020002911A/en active Pending
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5097652B2 (en) | Fuel injection valve and method of joining two parts | |
| US5875975A (en) | Fuel injector | |
| US8672652B2 (en) | High-pressure fuel supply pump and the manufacturing method | |
| JP5312350B2 (en) | Fuel injection valve | |
| JP5046085B2 (en) | Method for manufacturing joining rod and cylinder device | |
| JP2009185613A (en) | High-pressure fuel pump | |
| JP6077564B2 (en) | Fuel injection valve | |
| JP2020002911A (en) | Manufacturing method of component and fuel injection valve | |
| US10107243B2 (en) | Fuel injection valve | |
| JP5252146B2 (en) | Method for joining two members | |
| JP2021156393A (en) | Pilot solenoid valve | |
| JP2019011777A (en) | Method for manufacturing mouthpiece | |
| JP5699199B2 (en) | How to join two parts | |
| JP2009167901A (en) | Fuel injection valve | |
| JP5506857B2 (en) | How to join two parts | |
| WO2019135337A1 (en) | Member and fuel injection valve having bonded structure of two or more components, and method of bonding two or more components | |
| JP2021110417A (en) | Two-part joint structure and fuel injection valve | |
| JP7376332B2 (en) | How to join dissimilar metal parts | |
| JP7322298B2 (en) | Combined body, fuel injection valve provided with the same, and manufacturing method of combined body | |
| JP2020105970A (en) | Method for connecting two components | |
| JPH02127935A (en) | Coupling method for each hollow cylindrical body and valve body of solenoid valve manufactured by its coupling method | |
| WO2019225069A1 (en) | Fuel pump | |
| JP2000153413A (en) | Joining method of metallic member and metallic member joining body | |
| JP2007040187A (en) | Fuel injection valve | |
| JP2019090433A (en) | Pressure resisting instrument, hydraulic cylinder, and method of manufacturing pressure resisting instrument |