JP2019193995A - 積層造形装置および積層造形装置の制御方法 - Google Patents
積層造形装置および積層造形装置の制御方法 Download PDFInfo
- Publication number
- JP2019193995A JP2019193995A JP2018088860A JP2018088860A JP2019193995A JP 2019193995 A JP2019193995 A JP 2019193995A JP 2018088860 A JP2018088860 A JP 2018088860A JP 2018088860 A JP2018088860 A JP 2018088860A JP 2019193995 A JP2019193995 A JP 2019193995A
- Authority
- JP
- Japan
- Prior art keywords
- modeling
- tank
- manufacturing apparatus
- additive manufacturing
- light beam
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/22—Driving means
- B22F12/222—Driving means for motion along a direction orthogonal to the plane of a layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/40—Radiation means
- B22F12/41—Radiation means characterised by the type, e.g. laser or electron beam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/50—Means for feeding of material, e.g. heads
- B22F12/53—Nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/90—Means for process control, e.g. cameras or sensors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
- B29C64/124—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using layers of liquid which are selectively solidified
- B29C64/129—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using layers of liquid which are selectively solidified characterised by the energy source therefor, e.g. by global irradiation combined with a mask
- B29C64/135—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using layers of liquid which are selectively solidified characterised by the energy source therefor, e.g. by global irradiation combined with a mask the energy source being concentrated, e.g. scanning lasers or focused light sources
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/141—Processes of additive manufacturing using only solid materials
- B29C64/153—Processes of additive manufacturing using only solid materials using layers of powder being selectively joined, e.g. by selective laser sintering or melting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/205—Means for applying layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/245—Platforms or substrates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/255—Enclosures for the building material, e.g. powder containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/264—Arrangements for irradiation
- B29C64/268—Arrangements for irradiation using laser beams; using electron beams [EB]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/307—Handling of material to be used in additive manufacturing
- B29C64/321—Feeding
- B29C64/329—Feeding using hoppers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/386—Data acquisition or data processing for additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y40/00—Auxiliary operations or equipment, e.g. for material handling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
- B33Y50/02—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
- B22F10/28—Powder bed fusion, e.g. selective laser melting [SLM] or electron beam melting [EBM]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/165—Processes of additive manufacturing using a combination of solid and fluid materials, e.g. a powder selectively bound by a liquid binder, catalyst, inhibitor or energy absorber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/386—Data acquisition or data processing for additive manufacturing
- B29C64/393—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Optics & Photonics (AREA)
- Physics & Mathematics (AREA)
- Mechanical Engineering (AREA)
- Plasma & Fusion (AREA)
- Health & Medical Sciences (AREA)
- Toxicology (AREA)
- General Health & Medical Sciences (AREA)
- Analytical Chemistry (AREA)
- Automation & Control Theory (AREA)
- Powder Metallurgy (AREA)
Abstract
Description
収容された造形用材料により、内部において積層造形物が造形される造形タンクと、
前記積層造形物の土台となる造形基準面を有し、前記造形タンク内において、前記造形タンクの内壁から離れる方向であって、前記造形基準面に垂直な方向にスライド移動するスライド部と、
前記造形タンクの外側から前記造形タンク内の前記造形用材料に対して光線を照射する光線照射部と、
前記造形タンクの前記光線照射部側の内壁と前記造形基準面との間に前記造形用材料を落下させて供給する材料供給部と、
を備え、
前記光線照射部は、前記内壁と前記造形基準面との間に収容された前記造形用材料に対して前記光線を照射する。
収容された造形用材料により、内部において積層造形物が造形される造形タンクと、
前記積層造形物の土台となる造形基準面を有し、前記造形タンク内において、前記造形タンクの内壁から離れる方向であって、前記造形基準面に垂直な方向にスライド移動するスライド部と、
を備えた積層造形装置の制御方法であって、
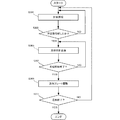
前記造形タンクの前記光線照射部側の内壁と前記造形基準面との間に前記造形用材料を落下させて供給する材料供給ステップと、
前記造形タンクの外側から前記造形タンク内の前記造形用材料に対して光線を照射する光線照射ステップと、
を含み、
前記光線照射ステップにおいて、前記内壁と前記造形基準面との間に収容された前記造形用材料に対して前記光線を照射する。
本発明の第1実施形態としての積層造形装置100について、図1を用いて説明する。積層造形装置100は、積層造形物を製造する装置である。
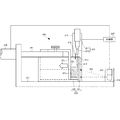
次に本発明の第2実施形態に係る積層造形装置について、図2A乃至図3を用いて説明する。図2Aは、本実施形態に係る積層造形装置を説明する斜視図である。図2Bは、本実施形態に係る積層造形装置を説明する正面図である。
次に本発明の第3実施形態に係る積層造形装置について、図4Aおよび図4Bを用いて説明する。図4Aは、本実施形態に係る積層造形装置の構成を説明するための概略正面図である。図4Bは、本実施形態に係る積層造形装置を傾けた状態を説明するための概略側面図である。本実施形態に係る積層造形装置は、上記第2実施形態と比べると、傾斜駆動部を有する点で異なる。その他の構成および動作は、第2実施形態と同様であるため、同じ構成および動作については同じ符号を付してその詳しい説明を省略する。
以上、実施形態を参照して本願発明を説明したが、本願発明は上記実施形態に限定されるものではない。本願発明の構成や詳細には、本願発明のスコープ内で当業者が理解し得る様々な変更をすることができる。また、それぞれの実施形態に含まれる別々の特徴を如何様に組み合わせたシステムまたは装置も、本発明の範疇に含まれる。
Claims (9)
- 収容された造形用材料により、内部において積層造形物が造形される造形タンクと、
前記積層造形物の土台となる造形基準面を有し、前記造形タンク内において、前記造形タンクの内壁から離れる方向であって、前記造形基準面に垂直な方向にスライド移動するスライド部と、
前記造形タンクの外側から前記造形タンク内の前記造形用材料に対して光線を照射する光線照射部と、
前記造形タンクの前記光線照射部側の内壁と前記造形基準面との間に前記造形用材料を落下させて供給する材料供給部と、
を備え、
前記光線照射部は、前記内壁と前記造形基準面との間に収容された前記造形用材料に対して前記光線を照射する積層造形装置。 - 前記造形基準面は、鉛直方向に対して、平行な面または45度以下の角度をなす面である請求項1に記載の積層造形装置。
- 前記内壁は、前記光線を透過させる光線透過部を含む請求項1または2に記載の積層造形装置。
- 前記内壁は開閉可能であり、前記光線を前記造形用材料に照射する際に開放される請求項1乃至3のいずれか1項に記載の積層造形装置。
- 前記造形タンクを傾斜させる傾斜駆動部をさらに有する請求項1乃至4のいずれか1項に記載の積層造形装置。
- 前記造形用材料は、粉体材料または液体材料を含む請求項1乃至5のいずれか1項に記載の積層造形装置。
- 前記材料供給部により供給された前記造形用材料の供給量を検知する検知部をさらに備えた請求項1乃至6のいずれか1項に記載の積層造形装置。
- 前記検知部による検知結果に応じて、前記材料供給部、前記光線照射部、前記駆動部および前記傾斜駆動部のうち少なくとも1つを制御する制御部をさらに有する請求項7に記載の積層造形装置。
- 収容された造形用材料により、内部において積層造形物が造形される造形タンクと、
前記積層造形物の土台となる造形基準面を有し、前記造形タンク内において、前記造形タンクの内壁から離れる方向であって、前記造形基準面に垂直な方向にスライド移動するスライド部と、
を備えた積層造形装置の制御方法であって、
前記造形タンクの前記光線照射部側の内壁と前記造形基準面との間に前記造形用材料を落下させて供給する材料供給ステップと、
前記造形タンクの外側から前記造形タンク内の前記造形用材料に対して光線を照射する光線照射ステップと、
を含み、
前記光線照射ステップにおいて、前記内壁と前記造形基準面との間に収容された前記造形用材料に対して前記光線を照射する、積層造形装置の制御方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018088860A JP2019193995A (ja) | 2018-05-02 | 2018-05-02 | 積層造形装置および積層造形装置の制御方法 |
| US16/386,080 US20190337227A1 (en) | 2018-05-02 | 2019-04-16 | Laminating and shaping apparatus and method for controlling laminating and shaping apparatus |
| CN201910354118.7A CN110435138A (zh) | 2018-05-02 | 2019-04-29 | 层积成形设备以及用于控制层积成形设备的方法 |
| CN201920611601.4U CN211307397U (zh) | 2018-05-02 | 2019-04-29 | 层积成形设备 |
| US17/646,109 US20220118701A1 (en) | 2018-05-02 | 2021-12-27 | Laminating and shaping apparatus and method for controlling laminating and shaping apparatus |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018088860A JP2019193995A (ja) | 2018-05-02 | 2018-05-02 | 積層造形装置および積層造形装置の制御方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2019193995A true JP2019193995A (ja) | 2019-11-07 |
Family
ID=68384446
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018088860A Pending JP2019193995A (ja) | 2018-05-02 | 2018-05-02 | 積層造形装置および積層造形装置の制御方法 |
Country Status (3)
| Country | Link |
|---|---|
| US (2) | US20190337227A1 (ja) |
| JP (1) | JP2019193995A (ja) |
| CN (2) | CN211307397U (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0994883A (ja) * | 1995-10-03 | 1997-04-08 | Fuji Electric Co Ltd | 立体造形物の光造形方法および光造形装置 |
| JP2016511713A (ja) * | 2013-04-30 | 2016-04-21 | ヒューレット−パッカード デベロップメント カンパニー エル.ピー.Hewlett‐Packard Development Company, L.P. | 3次元物体の作製 |
| JP2017047603A (ja) * | 2015-09-02 | 2017-03-09 | ローランドディー.ジー.株式会社 | 3次元造形装置 |
| JP2017100299A (ja) * | 2015-11-30 | 2017-06-08 | ローランドディー.ジー.株式会社 | 三次元造形装置 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3401946A1 (en) * | 2003-06-13 | 2018-11-14 | Nikon Corporation | Exposure apparatus and device manufacturing method |
| US9636873B2 (en) * | 2012-05-03 | 2017-05-02 | B9Creations, LLC | Solid image apparatus with improved part separation from the image plate |
| US20180222108A1 (en) * | 2016-05-26 | 2018-08-09 | Kantatsu Co., Ltd. | Optical shaping apparatus |
-
2018
- 2018-05-02 JP JP2018088860A patent/JP2019193995A/ja active Pending
-
2019
- 2019-04-16 US US16/386,080 patent/US20190337227A1/en not_active Abandoned
- 2019-04-29 CN CN201920611601.4U patent/CN211307397U/zh not_active Expired - Fee Related
- 2019-04-29 CN CN201910354118.7A patent/CN110435138A/zh active Pending
-
2021
- 2021-12-27 US US17/646,109 patent/US20220118701A1/en not_active Abandoned
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0994883A (ja) * | 1995-10-03 | 1997-04-08 | Fuji Electric Co Ltd | 立体造形物の光造形方法および光造形装置 |
| JP2016511713A (ja) * | 2013-04-30 | 2016-04-21 | ヒューレット−パッカード デベロップメント カンパニー エル.ピー.Hewlett‐Packard Development Company, L.P. | 3次元物体の作製 |
| JP2017047603A (ja) * | 2015-09-02 | 2017-03-09 | ローランドディー.ジー.株式会社 | 3次元造形装置 |
| JP2017100299A (ja) * | 2015-11-30 | 2017-06-08 | ローランドディー.ジー.株式会社 | 三次元造形装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN211307397U (zh) | 2020-08-21 |
| US20220118701A1 (en) | 2022-04-21 |
| US20190337227A1 (en) | 2019-11-07 |
| CN110435138A (zh) | 2019-11-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10744596B2 (en) | Material feeder of additive manufacturing apparatus, additive manufacturing apparatus, and additive manufacturing method | |
| US10046393B2 (en) | Three dimensional printer | |
| US10695834B2 (en) | Material feeder of additive manufacturing apparatus, additive manufacturing apparatus, and additive manufacturing method | |
| US10427218B2 (en) | Powder bed fusion apparatus | |
| KR101533374B1 (ko) | Dlp 방식 3d 프린터 | |
| JP5018076B2 (ja) | 光造形装置及び光造形方法 | |
| TWI659821B (zh) | 具有改良的光學單元之立體平版印刷機 | |
| US10500640B2 (en) | Systems and methods of volumetric 3D printing | |
| WO2015151313A1 (ja) | 積層造形物の製造方法および混合材料 | |
| JP5981474B2 (ja) | ノズル装置、積層造形装置及び積層造形物の製造方法 | |
| CN105856573A (zh) | 一种高精度高速度连续3d打印机及其打印方法 | |
| JP5897061B2 (ja) | 光造形装置および光造形方法 | |
| JP2007307742A (ja) | 粉末焼結積層造形装置及びその使用方法 | |
| JP2016198982A (ja) | 積層造形装置 | |
| KR102044854B1 (ko) | 광집적모듈 및 이를 적용한 3d 프린터 | |
| JP2019193995A (ja) | 積層造形装置および積層造形装置の制御方法 | |
| CN111511530A (zh) | 三维打印机及打印系统 | |
| US11407033B2 (en) | Three-dimensional shaping apparatus | |
| CN212168952U (zh) | 三维层叠造型装置 | |
| CN105172141A (zh) | 一种以led列阵为光源的光敏树脂3d打印机 | |
| CN113276408A (zh) | 一种液体内连续光固化成型增材制造装置及其制造方法 | |
| CN206011731U (zh) | 一种高精度高速度连续3d打印机 | |
| JPH0355225A (ja) | 三次元形状の形成方法 | |
| CN204936221U (zh) | 一种以led列阵为光源的光敏树脂3d打印机 | |
| JP2005169878A (ja) | 三次元物体の造形方法および造形装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD05 | Notification of revocation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7425 Effective date: 20190829 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20210316 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210824 |
|
| A917 | Reason for reinstatement of right to file examination request |
Free format text: JAPANESE INTERMEDIATE CODE: A917 Effective date: 20210824 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220518 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220524 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20221115 |