JP2019061972A - Separator for nonaqueous electrolyte secondary battery - Google Patents
Separator for nonaqueous electrolyte secondary battery Download PDFInfo
- Publication number
- JP2019061972A JP2019061972A JP2019009397A JP2019009397A JP2019061972A JP 2019061972 A JP2019061972 A JP 2019061972A JP 2019009397 A JP2019009397 A JP 2019009397A JP 2019009397 A JP2019009397 A JP 2019009397A JP 2019061972 A JP2019061972 A JP 2019061972A
- Authority
- JP
- Japan
- Prior art keywords
- electrolyte secondary
- secondary battery
- separator
- aqueous electrolyte
- porous film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Cell Separators (AREA)
- Secondary Cells (AREA)
Abstract
Description
本発明は、非水電解液二次電池用セパレータ、非水電解液二次電池用積層セパレータ、非水電解液二次電池用部材および非水電解液二次電池に関する。 The present invention relates to a separator for non-aqueous electrolyte secondary batteries, a laminated separator for non-aqueous electrolyte secondary batteries, a member for non-aqueous electrolyte secondary batteries, and a non-aqueous electrolyte secondary battery.
リチウム二次電池等の非水電解液二次電池は、現在、パーソナルコンピュータ、携帯電話および携帯情報端末等の機器に用いる電池、または車載用の電池として広く使用されている。 BACKGROUND OF THE INVENTION Non-aqueous electrolyte secondary batteries such as lithium secondary batteries are currently widely used as batteries for use in devices such as personal computers, mobile phones and portable information terminals, or as batteries for vehicles.
このような非水電解液二次電池におけるセパレータとしては、ポリオレフィンを主成分とする多孔質フィルムが主に用いられている。 As a separator in such a non-aqueous electrolyte secondary battery, a porous film mainly composed of a polyolefin is mainly used.
例えば、特許文献1には、入出力特性および安全性に優れる電池用セパレータとして、走査型電子顕微鏡(SEM)によって得られる断面像から算出される樹脂占有率と厚みとが特定の範囲に規定された多孔質フィルムからなる電池用セパレータが開示されている。
For example, in
しかしながら、特許文献1に開示されたような従来の電池用セパレータは、そのサイクル特性等の電池特性が不十分となる場合があった。
However, conventional battery separators as disclosed in
本発明は、以下の[1]〜[5]に示す発明を含む。
[1]ポリオレフィン多孔質フィルムを含む非水電解液二次電池用セパレータであって、
上記ポリオレフィン多孔質フィルムの、倍率6500倍のFIB−SEM測定と画像解析から得られ、1pixが19.2nmとなる条件において、セパレータ面方向の範囲が256pix×256pixで、厚みがセパレータ膜厚分であり、かつ、セパレータ表面から内部厚み方向に向かって形成される、空隙部分と多孔質フィルム部分とが二階調化された連続像から算出した空隙率の平均値と、上記ポリオレフィン多孔質フィルムの厚み、重量目付および真密度から算出した空隙率との差が4〜20%である非水電解液二次電池用セパレータ。
[2]圧縮弾性率が1600kPa以上である、[1]に記載の非水電解液二次電池用セパレータ。
[3][1]または[2]に記載の非水電解液二次電池用セパレータと絶縁性多孔質層とを備える、非水電解液二次電池用積層セパレータ。
[4]正極と、[1]若しくは[2]に記載の非水電解液二次電池用セパレータ、または、[3]に記載の非水電解液二次電池用積層セパレータと、負極とがこの順で配置されてなる、非水電解液二次電池用部材。
[5][1]若しくは[2]に記載の非水電解液二次電池用セパレータ、または、[3]に記載の非水電解液二次電池用積層セパレータを備える、非水電解液二次電池。
The present invention includes the inventions shown in the following [1] to [5].
[1] A separator for a non-aqueous electrolyte secondary battery comprising a polyolefin porous film, which is a separator
The range of the separator surface direction is 256 pix × 256 pix, and the thickness is the separator film thickness under the conditions obtained by FIB-SEM measurement and image analysis of magnification 6500 times of the above polyolefin porous film and 1 pix of 19.2 nm And the average value of the porosity calculated from the continuous image in which the void portion and the porous film portion are formed from the separator surface toward the inner thickness direction, and the thickness of the above-mentioned polyolefin porous film And a separator for a non-aqueous electrolyte secondary battery, which has a difference of 4 to 20% from the porosity calculated from the weight basis weight and the true density.
[2] The separator for a non-aqueous electrolyte secondary battery according to [1], having a compression modulus of 1600 kPa or more.
The laminated separator for non-aqueous-electrolyte secondary batteries provided with the separator for non-aqueous-electrolyte secondary batteries as described in [3] [1] or [2], and an insulating porous layer.
[4] A positive electrode, the separator for a non-aqueous electrolyte secondary battery according to [1] or [2], or the laminated separator for a non-aqueous electrolyte secondary battery according to [3], and a negative electrode A member for a non-aqueous electrolyte secondary battery, which is disposed in order.
[5] A separator for a non-aqueous electrolyte secondary battery according to [1] or [2], or a non-aqueous electrolyte secondary battery for a laminated separator according to [3] battery.
本発明の一実施形態に係る非水電解液二次電池用セパレータは、充放電を繰り返した後
のレート特性に優れるとの効果を奏する。
The separator for a non-aqueous electrolyte secondary battery according to one embodiment of the present invention has an effect of being excellent in rate characteristics after repeated charge and discharge.
本発明の一実施形態に関して以下に説明するが、本発明はこれに限定されるものではない。本発明は、以下に説明する各構成に限定されるものではなく、特許請求の範囲に示した範囲で種々の変更が可能であり、異なる実施形態にそれぞれ開示された技術的手段を適宜組み合わせて得られる実施形態に関しても本発明の技術的範囲に含まれる。なお、本明細書において特記しない限り、数値範囲を表す「A〜B」は、「A以上、B以下」を意味する。 Although the following describes one embodiment of the present invention, the present invention is not limited thereto. The present invention is not limited to the configurations described below, and various modifications can be made within the scope of the claims, and the technical means disclosed in different embodiments can be combined as appropriate. The resulting embodiments are also included in the technical scope of the present invention. In addition, unless otherwise indicated in this specification, "A-B" showing a numerical range means "A or more, B or less".
[実施形態1:非水電解液二次電池用セパレータ]
本発明の実施形態1に係る非水電解液二次電池用セパレータは、ポリオレフィン多孔質フィルムを含む非水電解液二次電池用セパレータであって、上記ポリオレフィン多孔質フィルムの、倍率6500倍のFIB−SEM測定と画像解析から得られ、1pixが19.2nmとなる条件において、セパレータ面方向の範囲が256pix×256pixで、厚みがセパレータ膜厚分であり、かつ、セパレータ表面から内部厚み方向に向かって形成される、空隙部分と多孔質フィルム部分とが二階調化された連続像から算出した空隙率の平均値と、上記ポリオレフィン多孔質フィルムの厚み、重量目付および真密度から算出した空隙率との差が4〜20%である。
Embodiment 1: Separator for Nonaqueous Electrolyte Secondary Battery
The separator for a non-aqueous electrolyte secondary battery according to
本発明の実施形態1に係る非水電解液二次電池用セパレータは、ポリオレフィン多孔質フィルムを含み、好ましくは、ポリオレフィン多孔質フィルムからなる。ここで、「ポリオレフィン多孔質フィルム」とは、ポリオレフィン系樹脂を主成分とする多孔質フィルムである。また、「ポリオレフィン系樹脂を主成分とする」とは、多孔質フィルムに占めるポリオレフィン系樹脂の割合が、多孔質フィルムを構成する材料全体の50体積%以上、好ましくは90体積%以上であり、より好ましくは95体積%以上であることを意味する。
The separator for a non-aqueous electrolyte secondary battery according to
上記ポリオレフィン多孔質フィルムは、本発明の一実施形態に係る非水電解液二次電池用セパレータまたは後述する本発明の一実施形態に係る非水電解液二次電池用積層セパレータの基材となり得る。また、上記ポリオレフィン多孔質フィルムは、その内部に連結した細孔を多数有しており、一方の面から他方の面に気体や液体を通過させることが可能となっている。 The above-mentioned polyolefin porous film can be a base material for a separator for a non-aqueous electrolyte secondary battery according to an embodiment of the present invention or a base material of a laminated separator for a non-aqueous electrolyte secondary battery according to an embodiment of the present invention described later. . Moreover, the said polyolefin porous film has many pores connected with the inside, and it has become possible to let gas and a liquid pass from one side to the other side.
上記ポリオレフィン系樹脂には、重量平均分子量が3×105〜15×106の高分子量成分が含まれていることがより好ましい。特に、ポリオレフィン系樹脂に重量平均分子量が100万以上の高分子量成分が含まれていると、上記ポリオレフィン多孔質フィルムおよび上記ポリオレフィン多孔質フィルムを含む非水電解液二次電池用積層セパレータの強度が向上するのでより好ましい。 More preferably, the polyolefin resin contains a high molecular weight component having a weight average molecular weight of 3 × 10 5 to 15 × 10 6 . In particular, when the polyolefin resin contains a high molecular weight component having a weight average molecular weight of 1,000,000 or more, the strength of the laminated separator for a non-aqueous electrolyte secondary battery including the above polyolefin porous film and the above polyolefin porous film It is more preferable because it improves.
上記ポリオレフィン多孔質フィルムの主成分であるポリオレフィン系樹脂は、特に限定されないが、例えば、熱可塑性樹脂である、エチレン、プロピレン、1−ブテン、4−メチル−1−ペンテン、1−ヘキセン等の単量体が重合されてなる単独重合体(例えば、ポリエチレン、ポリプロピレン、ポリブテン)または共重合体(例えば、エチレン−プロピレン共重合体)が挙げられる。ポリオレフィン多孔質フィルムは、これらのポリオレフィン系樹脂を単独にて含む層、又は、これらのポリオレフィン系樹脂の2種以上を含む層であり得る。このうち、過大電流が流れることをより低温で阻止(シャットダウン)することができるため、ポリエチレンが好ましく、特に、エチレンを主体とする高分子量のポリエチレンが好ましい。なお、ポリオレフィン多孔質フィルムは、当該層の機能を損なわない範囲で、ポリオレフィン以外の成分を含むことを妨げない。 The polyolefin-based resin which is the main component of the above-mentioned polyolefin porous film is not particularly limited, but for example, thermoplastic resins such as ethylene, propylene, 1-butene, 4-methyl-1-pentene, 1-hexene and the like Homopolymers (e.g., polyethylene, polypropylene, polybutene) or copolymers (e.g., ethylene-propylene copolymer) in which a polymer is polymerized are mentioned. The polyolefin porous film may be a layer containing these polyolefin resins alone, or a layer containing two or more of these polyolefin resins. Among them, polyethylene is preferable because it can prevent excessive current from flowing at a lower temperature (shutdown), and in particular, polyethylene of high molecular weight mainly composed of ethylene is preferable. In addition, the polyolefin porous film does not prevent including components other than polyolefin in the range which does not impair the function of the said layer.
ポリエチレンとしては、低密度ポリエチレン、高密度ポリエチレン、線状ポリエチレン(エチレン−α−オレフィン共重合体)、重量平均分子量が100万以上の超高分子量ポリエチレン等が挙げられ、このうち、重量平均分子量が100万以上の超高分子量ポリエチレンがさらに好ましく、重量平均分子量が5×105〜15×106の高分子量成分が含まれていることがさらに好ましい。 Examples of polyethylene include low density polyethylene, high density polyethylene, linear polyethylene (ethylene-α-olefin copolymer), ultra high molecular weight polyethylene having a weight average molecular weight of 1,000,000 or more, among which the weight average molecular weight is Ultrahigh molecular weight polyethylene of 1,000,000 or more is more preferable, and it is further preferable that a high molecular weight component having a weight average molecular weight of 5 × 10 5 to 15 × 10 6 is contained.
上述の2種類の空隙率の算出方法を以下に説明する。まず、本発明の一実施形態に係る非水電解液二次電池用セパレータにおいて、上記ポリオレフィン多孔質フィルムを、FIB(収束イオンビーム)で加工し、倍率6500倍のSEM(走査型電子顕微鏡)で撮像することを繰り返すことにより、セパレータ内部の連続像を得る。その後、得られた連続像に対して、空隙部分と多孔質フィルム部分の二階調化を行う。さらに、二階調化された連続像から、1pixが19.2nmとなる条件において、セパレータ面方向の範囲が256pix×256pixで、厚みがセパレータ膜厚分であり、かつ、セパレータ表面から内部厚み方向に向かって形成される連続像を抽出する。抽出された連続像を厚みが1pixである複数の像に分割する。分割されたそれぞれの像における空隙率を測定し、これらの空隙率の平均値を算出する。以下、上記連続像から算出された空隙率の平均値を「SEM空隙率」と称する。 The two types of calculation methods of the above-mentioned porosity are explained below. First, in the separator for a non-aqueous liquid electrolyte secondary battery according to one embodiment of the present invention, the above-mentioned polyolefin porous film is processed by FIB (focused ion beam), and it is SEM (scanning electron microscope) of magnification 6500 times. By repeating the imaging, a continuous image inside the separator is obtained. Thereafter, two gradations of the void portion and the porous film portion are performed on the obtained continuous image. Furthermore, from the continuous image in which two gradations are made, the range in the separator surface direction is 256 pix × 256 pix under the condition that 1 pix is 19.2 nm, the thickness is for the separator film thickness, and from the separator surface to the internal thickness direction Extract the continuous image formed towards. The extracted continuous image is divided into a plurality of images having a thickness of 1 pix. The porosity in each of the divided images is measured, and the average value of the porosity is calculated. Hereinafter, the average value of the porosity calculated from the said continuous image is called "SEM porosity."
一方、本発明の一実施形態に係る非水電解液二次電池用セパレータにおいて、上記ポリオレフィン多孔質フィルムの厚み、重量目付および真密度から空隙率を算出する。以下、ポリオレフィン多孔質フィルムの厚み、重量目付および真密度から算出された空隙率を「真の空隙率」と称する。 On the other hand, in the separator for a non-aqueous electrolyte secondary battery according to one embodiment of the present invention, the porosity is calculated from the thickness, weight per unit weight and true density of the above-mentioned polyolefin porous film. Hereinafter, the porosity calculated from the thickness, weight per unit weight and true density of the polyolefin porous film is referred to as "true porosity".
本発明の一実施形態に係る非水電解液二次電池用セパレータにおいて、「SEM空隙率」と「真の空隙率」との差は、4〜20%である。なお、本明細書において、「SEM空隙率」と「真の空隙率」との差を「空隙率測定法間差」と称する。 In the separator for non-aqueous electrolyte secondary batteries according to one embodiment of the present invention, the difference between “SEM porosity” and “true porosity” is 4 to 20%. In the present specification, the difference between the “SEM porosity” and the “true porosity” is referred to as “a difference between the porosity measurement methods”.
ここで、「SEM空隙率」の計測においては、ナノメートルオーダーの極細の樹脂部分がSEMにおいて観測されないため、当該極細樹脂部分は、空隙として計測される。 Here, in the measurement of “SEM porosity”, an ultra-thin resin portion of nanometer order is not observed in SEM, so the ultra-fine resin portion is measured as a void.
一方、「真の空隙率」は、上記ポリオレフィン多孔質フィルムの重量目付、膜厚および真密度から算出されるため、当該極細の樹脂部分も空隙としては計測されず、樹脂が存在する部分として計測される。 On the other hand, the “true porosity” is calculated from the weight per unit weight, film thickness and true density of the above-mentioned polyolefin porous film, so the ultra-fine resin portion is not measured as a void, but is measured as a portion where resin exists. Be done.
従って、本発明における「空隙率測定法間差」は、上記ポリオレフィン多孔質フィルム全体における、極細樹脂部分の量(体積率)を示す。 Therefore, the “difference in porosity measurement method” in the present invention indicates the amount (volume ratio) of the ultrafine resin portion in the entire polyolefin porous film.
上記「空隙率測定法間差」が小さい場合は、上記極細樹脂部分の量が少なく、当該極細
樹脂部分によって仕切られる複雑な構造を備える細かな空隙(空孔)の数が少なく、大きな空隙の数が多いことを意味する。
In the case where the above-mentioned "difference in porosity measurement method" is small, the amount of the ultrafine resin portion is small, and the number of fine voids (voids) having a complex structure partitioned by the ultrafine resin portion is small. It means that the number is large.
一方、上記「空隙率測定法間差」が大きい場合は、上記極細樹脂部分の量が多く、当該極細樹脂部分によって仕切られる複雑な構造を備える細かな空隙の数が多く、大きな空隙の数が少ないことを意味する。 On the other hand, when the above-mentioned "difference in porosity measurement method" is large, the amount of the ultrafine resin portion is large, the number of fine voids having a complex structure partitioned by the ultrafine resin portion is large, and the number of large voids is It means less.
本発明の一実施形態に係る非水電解液二次電池用セパレータにおいて、「空隙率測定法間差」が4%以上であることは、上記ポリオレフィン多孔質フィルムにおいて、セパレータの強度に寄与する極細樹脂部分が一定量含まれ、大きな空隙の数が少なくなることから、非水電解液二次電池用セパレータの強度が強くなる。従って、充放電時に非水電解液二次電池用セパレータにかかる力学的ストレスによって非水電解液二次電池用セパレータ内部の空隙構造が崩壊し、電池性能を支配する、セパレータのイオン透過性や電解液保持性が悪化することを防ぐことができる。それゆえ、充放電を繰り返した後の、電池特性(レート特性)の低下を抑制することができる。上述の観点から、「空隙率測定法間差」は、好ましくは4.5%以上である。 In the separator for a non-aqueous electrolyte secondary battery according to one embodiment of the present invention, the fact that the “difference in porosity measurement method” is 4% or more is an ultra-thin film that contributes to the strength of the separator in the above-mentioned polyolefin porous film. Since a certain amount of the resin portion is contained and the number of large voids is reduced, the strength of the non-aqueous electrolyte secondary battery separator is enhanced. Therefore, the mechanical stress applied to the non-aqueous electrolyte secondary battery separator during charge and discharge collapses the void structure inside the non-aqueous electrolyte secondary battery separator, and the battery performance is dominated by the ion permeability and electrolysis of the separator. It is possible to prevent the liquid retention from deteriorating. Therefore, it is possible to suppress a decrease in battery characteristics (rate characteristics) after repeated charge and discharge. From the above viewpoint, the “difference in porosity measurement method” is preferably 4.5% or more.
一方、本発明の一実施形態に係る非水電解液二次電池用セパレータにおいて、「空隙率測定法間差」が20%以下であることは、上記ポリオレフィン多孔質フィルムにおいて、上記極細樹脂部分が多過ぎず、細かな空隙の数が多過ぎないことを示す。よって、充放電時に非水電解液に由来する副生成物にて非水電解液二次電池用セパレータの空隙、特に電極との界面における空隙が当該副生成物にて閉塞(目詰まり)することを防ぎ、充放電サイクルを繰り返した際のレート特性(サイクル特性)の低下を低減することができる。上述の観点から、「空隙率測定法間差」は、好ましくは19.0%以下である。 On the other hand, in the separator for a non-aqueous liquid electrolyte secondary battery according to one embodiment of the present invention, the "fineness difference between the porosity measurement methods" is 20% or less, in the above-mentioned polyolefin porous film Not too many, indicating that there are not too many fine voids. Therefore, during charging and discharging, the by-products derived from the non-aqueous electrolyte clog the voids of the separator for the non-aqueous electrolyte secondary battery, particularly the voids at the interface with the electrodes, with the by-products. Can be prevented, and deterioration of rate characteristics (cycle characteristics) when the charge and discharge cycle is repeated can be reduced. From the above viewpoint, the “difference in porosity measurement methods” is preferably 19.0% or less.
本発明の一実施形態に係る非水電解液二次電池用セパレータにおける「SEM空隙率」のより具体的な算出方法を、以下に説明する(図1〜3を参照)。 The more specific calculation method of "SEM porosity" in the separator for non-aqueous electrolyte secondary batteries which concerns on one Embodiment of this invention is demonstrated below (refer FIGS. 1-3).
先ず、ポリオレフィン多孔質フィルムに包埋用樹脂(エポキシ樹脂等)を含浸させ、ポリオレフィン多孔質フィルムの空隙部を埋めて硬化させ、四酸化オスミウムで処理して測定用試料を作製する。 First, a polyolefin porous film is impregnated with an embedding resin (such as an epoxy resin), the voids of the polyolefin porous film are filled and cured, and the sample is treated with osmium tetraoxide to prepare a measurement sample.
図1に示すように、上記測定用試料の厚み方向をZ方向とし、厚みと直交する上記測定用試料の面と並行な任意の方向をX方向、更にX並びにZと直交する方向をY方向とする。FIB−SEM(FEI製;HELIOS600)を用いてFIB加工することにより、上記測定用試料の表面の任意の一辺Xと厚みZからなる断面(以降XZ断面)を作製する。その断面を加速電圧;2.1kV、倍率6500倍でSEM観察(反射電子像)してSEM画像を得る。 As shown in FIG. 1, the thickness direction of the measurement sample is the Z direction, and an arbitrary direction parallel to the surface of the measurement sample orthogonal to the thickness is the X direction, and a direction orthogonal to X and Z is the Y direction I assume. By performing FIB processing using FIB-SEM (manufactured by FEI; HELIOS 600), a cross section (hereinafter referred to as an XZ cross section) including an arbitrary side X and a thickness Z of the surface of the measurement sample is produced. The cross section is subjected to SEM observation (reflected electron image) at an acceleration voltage of 2.1 kV and a magnification of 6500 times to obtain a SEM image.
上記SEM観察後、上記XZ断面と直交するY方向に19.2nmの厚さでFIB加工して新しくXZ断面を作製する。その断面を上記条件でSEM観察(反射電子像)してSEM画像を得る。以後同様に、厚さ19.2nm間隔でFIB加工および断面のSEM画像の取得を繰り返すことで測定用試料のXZ断面連続像を取得する。 After the SEM observation, FIB processing is performed with a thickness of 19.2 nm in the Y direction orthogonal to the XZ cross section to newly prepare an XZ cross section. The cross section is subjected to SEM observation (reflected electron image) under the above conditions to obtain a SEM image. Subsequently, the XZ cross-sectional continuous image of the measurement sample is acquired by repeating the FIB processing and the acquisition of the SEM image of the cross section at intervals of 19.2 nm in thickness.
すなわち、図1に示すように、測定用試料のXZ断面を、Y軸に沿って19.2nm間隔にてFIB加工により断面の作製を繰り返し、作製されるそれぞれの断面をSEM観察することにより、測定用試料の連続したXZ断面像(XZ断面連続像)を得る。 That is, as shown in FIG. 1, the XZ cross section of the measurement sample is repeatedly produced by FIB processing at intervals of 19.2 nm along the Y axis by SEM, and each cross section produced is observed by SEM. A continuous XZ cross-sectional image (XZ cross-sectional continuous image) of the measurement sample is obtained.
続いて、上記XZ断面連続像に対して画像解析ソフト(Visualization Sciences Group製;Avizo Ver.6.0)を用いて位置補正を行
い、補正後のXZ断面連続像を、X,Y,Z軸19.2nm/pixのスケールで得る。
Subsequently, position correction is performed on the XZ cross-sectional continuous image using an image analysis software (manufactured by Visualization Sciences Group; Avizo Ver. 6.0), and the XZ cross-sectional continuous image after correction is taken along the X, Y, Z axes. Obtained at a scale of 19.2 nm / pix.
上記位置補正されたXZ断面連続像に対し、定量解析ソフト(ラトックシステムエンジニアリング製;TRI/3D−BON−FCS)を使用して、樹脂部分と空隙部分とを区別できるように二階調化を行う。これにより、上記測定用試料の上記ポリオレフィン多孔質フィルムを構成する樹脂からなる部分(以下、樹脂部分と称する)と包埋用樹脂部分とを識別する。すなわち、ポリオレフィン多孔質フィルムにおける多孔質フィルム部分(樹脂部分)と空隙部分とを識別する。 Using the quantitative analysis software (manufactured by Rattock System Engineering; TRI / 3D-BON-FCS), the above-mentioned position-corrected XZ cross-sectional continuous image is binarized so that the resin portion and the void portion can be distinguished. . Thereby, the portion (hereinafter, referred to as a resin portion) made of the resin constituting the above-mentioned polyolefin porous film of the above-mentioned measurement sample and the embedding resin portion are identified. That is, the porous film portion (resin portion) and the void portion in the polyolefin porous film are identified.
次いで樹脂部分と包埋用樹脂部分とに二階調化した上記XZ断面連続像の、XZ面を、TRI/3D−BON−FCS上のEditViewerモードのSectionViewでXY面に回転させる。これにより、上記XZ断面連続像を、X,Y,Z軸19.2nm/pixのスケールで、上記測定用試料の表面から内部へ向かう厚さ方向の二階調化した上記測定用試料の面方向連続像(以下、XY面連続像と称する)に変換する。 Next, the XZ plane of the XZ cross-sectional continuous image obtained by two-gradation into the resin portion and the embedding resin portion is rotated to the XY plane in SectionView in EditViewer mode on TRI / 3D-BON-FCS. Thereby, the plane direction of the measurement sample in which the XZ cross-sectional continuous image is binarized in the thickness direction from the surface to the inside of the measurement sample on the scale of X, Y, Z axes 19.2 nm / pix It is converted into a continuous image (hereinafter referred to as an XY plane continuous image).
その後、上記XY面連続像の任意の一部から、画素数がX方向に256pix、Y方向に256pix、Z方向に厚み分の範囲をトリミングし、解析用の連続像を抽出する。 Thereafter, from an arbitrary part of the XY plane continuous image, the number of pixels is 256 pix in the X direction, 256 pix in the Y direction, and the range for thickness in the Z direction is trimmed to extract a continuous image for analysis.
すなわち、図2に示すように、二階調化した上記XZ断面連続像から、解析部分をトリミングすることによって、解析用の連続像を抽出する。 That is, as shown in FIG. 2, a continuous image for analysis is extracted by trimming an analysis portion from the XZ cross-sectional continuous image which has been two-graded.
その後、図3に示すように、上記解析用の連続像を、Z方向の大きさが1pixの複数の像に分割する。分割された上記像のそれぞれについて、解析領域に対する空隙部分の割合(空隙率)を、2Dラベル濃度機能を使用して計測する。計測された当該像のそれぞれの空隙率の平均値(測定用試料の空隙率)を算出する。その結果、算出される測定用試料の空隙率を、上記ポリオレフィン多孔質フィルムの「SEM空隙率」とする。 Thereafter, as shown in FIG. 3, the analysis continuous image is divided into a plurality of images whose size in the Z direction is 1 pix. For each of the above divided images, the ratio of void to the analysis area (porosity) is measured using a 2D label density function. The average value of the porosity of each of the measured images (porosity of the measurement sample) is calculated. As a result, let the porosity of the sample for measurement calculated be "SEM porosity" of the said polyolefin porous film.
また、本発明の一実施形態に係る非水電解液二次電池用セパレータにおける「真の空隙率」のより具体的な算出方法を以下に説明する。「真の空隙率」を、非水電解液二次電池用セパレータの膜厚[μm]、重量目付[g/m2]、真密度[g/m3]を用いて、以下の式(1)に基づき算出する。 Moreover, the more specific calculation method of the "true porosity" in the separator for non-aqueous electrolyte secondary batteries which concerns on one Embodiment of this invention is demonstrated below. Using the “true porosity” as the film thickness [μm], weight per unit weight [g / m 2 ] and true density [g / m 3 ] of the separator for non-aqueous electrolyte secondary batteries, the following formula (1 Calculated based on
(真の空隙率)=[1−(重量目付)/{(膜厚)×10−6×1[m2]×(真密度)}]×100 (1)
ここで、上記ポリオレフィン多孔質フィルムの膜厚、重量目付および真密度の測定法は、限定されず、本発明の分野にて一般に使用され得る方法を使用できる。
(True porosity) = [1- (weight basis weight) / {(film thickness) × 10 −6 × 1 [m 2 ] × (true density)}] × 100 (1)
Here, the methods for measuring the film thickness, weight per unit weight and true density of the above-mentioned polyolefin porous film are not limited, and methods which can be generally used in the field of the present invention can be used.
上述の方法にて測定される「SEM空隙率」と、「真の空隙率」との差を算出し、その値を「空隙率測定法間差」とする。 The difference between the “SEM porosity” measured by the above-mentioned method and the “true porosity” is calculated, and the value is taken as the “porosity measurement method difference”.
本発明の一実施形態に係る非水電解液二次電池用セパレータにおいて、充放電を繰り返した後のレート特性の低下を抑制する観点から、圧縮弾性率は、1600kPa以上であることが好ましく、2000kPa以上であることがより好ましい。また、10000kPa以下が好ましく、5000kPa以下がより好ましく、2500kPa以下でもよい。 In the separator for a non-aqueous electrolyte secondary battery according to one embodiment of the present invention, the compressive elastic modulus is preferably 1600 kPa or more, from the viewpoint of suppressing a decrease in rate characteristics after repeated charge and discharge. It is more preferable that it is more than. Moreover, 10000 kPa or less is preferable, 5000 kPa or less is more preferable, and 2500 kPa or less may be sufficient.
上記ポリオレフィン多孔質フィルムの膜厚は、特に限定されないが、4〜40μmであることが好ましく、5〜20μmであることがより好ましい。 Although the film thickness of the said polyolefin porous film is not specifically limited, It is preferable that it is 4-40 micrometers, and it is more preferable that it is 5-20 micrometers.
上記ポリオレフィン多孔質フィルムの膜厚が4μm以上であれば、電池の内部短絡を十
分に防止することができるという観点から好ましい。
If the film thickness of the said polyolefin porous film is 4 micrometers or more, it is preferable from a viewpoint that internal short circuit of a battery can fully be prevented.
一方、上記ポリオレフィン多孔質フィルムの膜厚が40μm以下であれば、非水電解液二次電池の大型化を防ぐことができるという観点から好ましい。 On the other hand, if the film thickness of the said polyolefin porous film is 40 micrometers or less, it is preferable from a viewpoint that the enlargement of a non-aqueous-electrolyte secondary battery can be prevented.
上記ポリオレフィン多孔質フィルムの単位面積当たりの重量目付は、電池の、重量エネルギー密度や体積エネルギー密度を高くすることができるように、通常、4〜20g/m2であることが好ましく、5〜12g/m2であることがより好ましい。 The weight per unit area of the above-mentioned polyolefin porous film is usually preferably 4 to 20 g / m 2 so that the weight energy density and volume energy density of the battery can be increased, and 5 to 12 g It is more preferable that it is / m 2 .
上記ポリオレフィン多孔質フィルムの透気度は、十分なイオン透過性を示すという観点から、ガーレ値で30〜500sec/100mLであることが好ましく、50〜300sec/100mLであることがより好ましい。 The air permeability of the above-mentioned polyolefin porous film is preferably 30 to 500 sec / 100 mL, more preferably 50 to 300 sec / 100 mL in terms of Gurley value, from the viewpoint of showing sufficient ion permeability.
上記ポリオレフィン多孔質フィルムの空隙率は、電解液の保持量を高めると共に、過大電流が流れることをより低温で確実に阻止(シャットダウン)する機能を得ることができるように、20体積%〜80体積%であることが好ましく、30〜75体積%であることがより好ましい。 The porosity of the above-mentioned polyolefin porous film is 20% by volume to 80% so that the function to prevent excessive current flow (shutdown) reliably at a lower temperature can be obtained while increasing the holding amount of the electrolytic solution. % Is preferable, and 30 to 75% by volume is more preferable.
上記ポリオレフィン多孔質フィルムが有する細孔の孔径は、十分なイオン透過性、および、電極を構成する粒子の入り込みを防止するという観点から、0.3μm以下であることが好ましく、0.14μm以下であることがより好ましい。 The pore diameter of the pores of the above-mentioned polyolefin porous film is preferably 0.3 μm or less from the viewpoint of sufficient ion permeability and preventing entry of particles constituting the electrode, and is 0.14 μm or less It is more preferable that
本発明の一実施形態に係る非水電解液二次電池用セパレータは、上記ポリオレフィン多孔質フィルム以外に、必要に応じて、多孔質層を含んでいてもよい。当該多孔質層としては、後述する非水電解液積層セパレータを構成する絶縁性多孔質層、および、その他の多孔質層として、耐熱層や接着層、保護層等の公知の多孔質層が挙げられる。 The separator for a non-aqueous electrolyte secondary battery according to an embodiment of the present invention may include a porous layer, as necessary, in addition to the above-mentioned polyolefin porous film. Examples of the porous layer include an insulating porous layer constituting a non-aqueous electrolyte laminated separator described later, and other porous layers include known porous layers such as a heat-resistant layer, an adhesive layer, and a protective layer. Be
[ポリオレフィン多孔質フィルムの製造方法]
上記ポリオレフィン多孔質フィルムの製造方法は特に限定されるものではなく、例えば、ポリオレフィン系樹脂と、添加剤とを溶融混練し、押し出すことで、ポリオレフィン樹脂組成物を作成し、得られたポリオレフィン樹脂組成物を、延伸、洗浄および乾燥する方法が挙げられる。
[Method for producing polyolefin porous film]
The method for producing the polyolefin porous film is not particularly limited. For example, a polyolefin resin composition is obtained by melt-kneading a polyolefin resin and an additive, and extruding the resulting polyolefin resin composition. The method includes stretching, washing and drying.
具体的には、以下に示す方法を挙げることができる。
(A)ポリオレフィン系樹脂と、添加剤とを混練機に加えて溶融混練し、ポリオレフィン樹脂組成物を得る工程、
(B)上記工程Aにて得られた溶融したポリオレフィン樹脂組成物を押し出し機のTダイより押し出し、冷却しながらシート状に成形することにより、シート状のポリオレフィン樹脂組成物を得る工程、
(C)上記工程Bにて得られた上記シート状のポリオレフィン樹脂組成物を、延伸する工程、
(D)上記工程Cにて延伸されたポリオレフィン樹脂組成物を、洗浄液を用いて洗浄する工程、
(E)上記工程Dにて洗浄されたポリオレフィン樹脂組成物を、乾燥および/または熱固定することにより、ポリオレフィン多孔質フィルムを得る工程。
Specifically, the following methods can be mentioned.
(A) adding a polyolefin resin and an additive to a kneader and melt-kneading it to obtain a polyolefin resin composition,
(B) A step of obtaining a sheet-like polyolefin resin composition by extruding the molten polyolefin resin composition obtained in the above step A from a T-die of an extruder and forming into a sheet while cooling.
(C) a step of stretching the sheet-like polyolefin resin composition obtained in the step B,
(D) a step of washing the polyolefin resin composition stretched in the step C using a washing solution,
(E) A step of obtaining a polyolefin porous film by drying and / or heat-setting the polyolefin resin composition washed in the step D.
工程(A)において、ポリオレフィン系樹脂の使用量は、得られるポリオレフィン樹脂組成物の重量を100重量%とした場合、6重量%〜45重量%であることが好ましく、9重量%〜36重量%であることがより好ましい。 The amount of the polyolefin resin used in step (A) is preferably 6% by weight to 45% by weight, and 9% by weight to 36% by weight, based on 100% by weight of the polyolefin resin composition to be obtained. It is more preferable that
工程(A)における、上記添加剤としては、フタル酸ジオクチルなどのフタル酸エステル類、オレイルアルコール等の不飽和高級アルコール、ステアリルアルコール等の飽和高級アルコール、パラフィンワックス等の低分子量のポリオレフィン系樹脂、石油樹脂、並びに、流動パラフィン等が挙げられる。上記石油樹脂としては、イソプレン、ペンテン、およびペンタジエンなどのC5石油留分を主原料に重合された脂肪族炭化水素樹脂;インデン、ビニルトルエン、およびメチルスチレンなどのC9石油留分を主原料に重合された芳香族炭化水素樹脂;それらの共重合樹脂;上記樹脂を水素化した脂環族飽和炭化水素樹脂;並びにそれらの混合物が挙げられる。石油樹脂としては、脂環族飽和炭化水素樹脂が好ましい。 Examples of the additive in step (A) include phthalate esters such as dioctyl phthalate, unsaturated higher alcohols such as oleyl alcohol, saturated higher alcohols such as stearyl alcohol, and low molecular weight polyolefin resins such as paraffin wax, Petroleum resin, liquid paraffin and the like can be mentioned. Aliphatic hydrocarbon resins obtained by polymerizing C5 petroleum fractions such as isoprene, pentene and pentadiene as main materials as the above-mentioned petroleum resins; C9 petroleum fractions such as indene, vinyl toluene and methylstyrene as main materials Aromatic hydrocarbon resins; copolymer resins thereof; alicyclic saturated hydrocarbon resins obtained by hydrogenating the above-mentioned resins; and mixtures thereof. As a petroleum resin, an alicyclic saturated hydrocarbon resin is preferable.
中でも、添加剤としては、流動パラフィンなどの孔形成剤が好ましく使用される。 Among them, pore forming agents such as liquid paraffin are preferably used as the additive.
また、特に、添加剤として石油樹脂を使用することによって、得られるポリオレフィン多孔質フィルムの内部の極細樹脂部分の量を好適な範囲にすることができる傾向がある。その結果、上記ポリオレフィン多孔質フィルムを含む非水電解液二次電池用セパレータの空隙率測定法間差を好適な範囲に制御することができる。 Furthermore, particularly, by using a petroleum resin as an additive, the amount of the ultrafine resin portion inside the obtained polyolefin porous film tends to be able to be in a suitable range. As a result, it is possible to control the difference in the method of measuring the porosity of the non-aqueous electrolyte secondary battery separator including the above-mentioned polyolefin porous film within a suitable range.
工程(B)における冷却には、冷風、冷却水等の冷媒に接触させる方法、冷却ロールに接触させる方法等を用いることができ、好ましくは冷却ロールに接触させる方法を用いる。上記冷却により、ポリオレフィン系樹脂のミクロ相が固定化される。上記冷却における冷却速度を遅くするとミクロ相構造が粗くなり、当該冷却速度を速くするとミクロ相構造が緻密となる傾向がある。すなわち、上記冷却速度を速くするほど、後に得られるポリオレフィン多孔質フィルムに含まれる極細樹脂部分の量が多くなる傾向がある。上記冷却に使用され得る冷却ロールの温度は、0℃以上、60℃以下が好ましく、20℃以上、60℃以下がより好ましい。また、上記冷却ロールの周速は0.1m/min以上、30m/min以下が好ましく、より好ましくは、0.5m/min以上、10m/min以下である。上述の範囲の条件にて冷却することにより、得られるポリオレフィン系樹脂の結晶化度は上昇せず、延伸に適したシート状のポリオレフィン樹脂組成物を得ることができる傾向がある。 For the cooling in the step (B), a method of contacting with a refrigerant such as cold air, cooling water, a method of contacting with a cooling roll, or the like can be used, and preferably a method of contacting with a cooling roll. By the cooling, the micro phase of the polyolefin resin is immobilized. When the cooling rate in the above cooling is reduced, the microphase structure becomes rough, and when the cooling rate is increased, the microphase structure tends to be dense. That is, as the cooling rate is increased, the amount of the ultrafine resin portion contained in the polyolefin porous film to be obtained later tends to be increased. 0 degreeC or more and 60 degrees C or less are preferable, and, as for the temperature of the cooling roll which may be used for the said cooling, 20 degrees C or more and 60 degrees C or less are more preferable. The peripheral speed of the cooling roll is preferably 0.1 m / min or more and 30 m / min or less, more preferably 0.5 m / min or more and 10 m / min or less. By cooling under the conditions of the above-mentioned range, the crystallinity degree of the obtained polyolefin resin does not increase, and a sheet-like polyolefin resin composition suitable for stretching tends to be obtained.
工程(C)において、上記シート状のポリオレフィン樹脂組成物の延伸は、市販の延伸装置を使用して行うことができる。延伸時のシート状のポリオレフィン樹脂組成物の温度は、ポリオレフィン系樹脂の結晶融点以下であり、80℃以上、125℃以下が好ましく、100℃以上、120℃以下であることがより好ましい。 In the step (C), the stretching of the sheet-like polyolefin resin composition can be performed using a commercially available stretching device. The temperature of the sheet-like polyolefin resin composition at the time of stretching is not more than the crystalline melting point of the polyolefin resin, preferably 80 ° C. or more and 125 ° C. or less, and more preferably 100 ° C. or more and 120 ° C. or less.
延伸はMD方向のみに行ってもよいし、TD方向のみに行ってもよいし、MD方向とTD方向の両方の方向に行ってもよい。MD方向とTD方向の両方の方向に延伸する方法としては、MD方向に延伸した後、続いてTD方向に延伸する逐次二軸延伸、およびMD方向とTD方向の延伸を同時に行う同時二軸延伸が挙げられる。 The stretching may be performed only in the MD direction, may be performed only in the TD direction, or may be performed in both the MD direction and the TD direction. As a method of stretching in both MD and TD directions, sequential biaxial stretching in which the film is stretched in the MD direction and then in the TD direction, and simultaneously biaxial stretching in which the MD and TD directions are simultaneously stretched Can be mentioned.
なお、本明細書において、ポリオレフィン多孔質フィルムのMD(Machine Direction
)とは、ポリオレフィン多孔質フィルムの製造時の搬送方向を意味している。また、ポリオレフィン多孔質フィルムのTD(Transverse Direction)とは、ポリオレフィン多孔質フィルムのMDに垂直な方向を意味している。
In the present specification, the MD (Machine Direction) of the polyolefin porous film
The term ")" means the transport direction at the time of production of the polyolefin porous film. Moreover, TD (Transverse Direction) of a polyolefin porous film means the direction perpendicular | vertical to MD of a polyolefin porous film.
延伸には、チャックでシートの端を掴んで引き伸ばす方法を用いてもよいし、シートを搬送するロールの回転速度を変えることで引き伸ばす方法を用いてもよいし、一対のロールを用いてシートを圧延する方法を用いてもよい。 For stretching, a method may be used in which the end of the sheet is gripped and stretched by a chuck, or may be stretched by changing the rotational speed of a roll for conveying the sheet, or a sheet may be used with a pair of rolls. You may use the method of rolling.
工程(C)において、逐次二軸延伸する場合の条件について詳述する。上記シート状の
ポリオレフィン樹脂組成物を、MD方向に延伸する際の延伸倍率は、好ましくは、3.0倍以上、7.0倍以下であり、より好ましくは4.5倍以上、6.5倍以下である。さらに、MD方向の歪速度は、750%/min以上、1500%/min以下が好ましく、800%/min以上、1500%/min以下がより好ましい。
In the step (C), conditions for sequential biaxial stretching are described in detail. The stretching ratio in stretching the sheet-like polyolefin resin composition in the MD direction is preferably 3.0 times or more and 7.0 times or less, more preferably 4.5 times or more, 6.5 Less than twice. Furthermore, the strain rate in the MD direction is preferably 750% / min or more and 1500% / min or less, and more preferably 800% / min or more and 1500% / min or less.
工程(C)において、MD方向に延伸されたポリオレフィン樹脂組成物をさらにTD方向に延伸する際の延伸倍率は、好ましくは、3.0倍以上、7.0倍以下であり、より好ましくは4.5倍以上、6.5倍以下である。上記延伸の際、TD方向の歪速度は、550%/min以上、3000%/min以下が好ましく、600%/min以上、2000%/min以下がより好ましい。 In the step (C), the draw ratio at the time of further drawing the polyolefin resin composition drawn in the MD direction in the TD direction is preferably 3.0 times or more and 7.0 times or less, more preferably 4 .5 or more and 6.5 or less. In the stretching, the strain rate in the TD direction is preferably 550% / min or more and 3000% / min or less, more preferably 600% / min or more and 2000% / min or less.
ポリオレフィン系樹脂の結晶融点以下の温度で延伸を行うと、非晶部の樹脂が切断される、または当該樹脂の分子鎖が伸ばされることで空隙が生成する。延伸時の歪速度を遅くすると、大きな空隙が疎らに生成し、樹脂部は太くなり、また、極細樹脂部の量が少なくなる傾向がある。一方、延伸歪速度を速くすると、微細な空隙と極細の樹脂部が多くなる傾向がある。 When stretching is performed at a temperature equal to or lower than the crystalline melting point of the polyolefin resin, the resin in the noncrystalline portion is cut or a molecular chain of the resin is stretched to form a void. When the strain rate at the time of stretching is reduced, large voids are generated sparsely, the resin portion tends to be thick, and the amount of the ultrafine resin portion tends to be small. On the other hand, when the drawing strain rate is increased, fine voids and extra-thin resin portions tend to be increased.
上記延伸における、MD方向の歪速度と、TD方向の歪速度との差の大きさは、1250%/min以下が好ましく、1000%/min以下がより好ましい。MD方向の歪速度と、TD方向の歪速度との差の大きさが、上述の範囲より大きくなると、速度の速い方向への樹脂の配向がより促進され、樹脂部が太くなり、極細樹脂部の量が少なくなる傾向がある。 The magnitude of the difference between the strain rate in the MD direction and the strain rate in the TD direction in the stretching is preferably 1250% / min or less, more preferably 1000% / min or less. When the magnitude of the difference between the strain rate in the MD direction and the strain rate in the TD direction is larger than the above range, the orientation of the resin in the fast speed direction is further promoted, the resin portion becomes thicker, and the ultrafine resin portion There is a tendency for the amount of
工程(D)において使用される洗浄液は、孔形成剤等の添加剤を除去できる溶媒であれば特に限定されないが、例えば、ヘプタン、ジクロロメタンなどを挙げることができる。 The washing liquid used in the step (D) is not particularly limited as long as it is a solvent capable of removing an additive such as a pore forming agent, and examples thereof include heptane, dichloromethane and the like.
[実施形態2:非水電解液二次電池用積層セパレータ]
本発明の実施形態2に係る非水電解液二次電池用積層セパレータは、本発明の実施形態1に係る非水電解液二次電池用セパレータと絶縁性多孔質層とを備える。従って、本発明の実施形態2に係る非水電解液二次電池用積層セパレータは、上に記載した本発明の実施形態1に係る非水電解液二次電池用セパレータを構成するポリオレフィン多孔質フィルムを含む。
[Second Embodiment: Laminated Separator for Nonaqueous Electrolyte Secondary Battery]
A laminated separator for a non-aqueous electrolyte secondary battery according to Embodiment 2 of the present invention includes the separator for a non-aqueous electrolyte secondary battery according to
[絶縁性多孔質層]
本発明の一実施形態に係る非水電解液二次電池用積層セパレータを構成する絶縁性多孔質層は、通常、樹脂を含んでなる樹脂層であり、好ましくは、耐熱層または接着層である。絶縁性多孔質層(以下、単に、「多孔質層」とも称する)を構成する樹脂は、電池の非水電解液に不溶であり、また、その電池の使用範囲において電気化学的に安定であることが好ましい。
[Insulating porous layer]
The insulating porous layer constituting the laminated separator for a non-aqueous electrolyte secondary battery according to one embodiment of the present invention is usually a resin layer containing a resin, preferably a heat-resistant layer or an adhesive layer. . The resin constituting the insulating porous layer (hereinafter simply referred to as "porous layer") is insoluble in the non-aqueous electrolyte solution of the battery, and is electrochemically stable in the range of use of the battery Is preferred.
多孔質層は、必要に応じて、非水電解液二次電池用セパレータの片面または両面に積層される。ポリオレフィン多孔質フィルムの片面に多孔質層が積層される場合には、当該多孔質層は、好ましくは、非水電解液二次電池としたときの、ポリオレフィン多孔質フィルムにおける正極と対向する面に積層され、より好ましくは、正極と接する面に積層される。 The porous layer is laminated on one side or both sides of the non-aqueous electrolyte secondary battery separator, as necessary. When the porous layer is laminated on one side of the polyolefin porous film, the porous layer is preferably formed on the surface of the polyolefin porous film facing the positive electrode when the non-aqueous electrolyte secondary battery is used. It is laminated, more preferably, laminated on the surface in contact with the positive electrode.
多孔質層を構成する樹脂としては、例えば、ポリオレフィン;(メタ)アクリレート系樹脂;含フッ素樹脂;ポリアミド系樹脂;ポリエステル系樹脂;ポリイミド系樹脂;ゴム類;融点またはガラス転移温度が180℃以上の樹脂;水溶性ポリマー等が挙げられる。 The resin constituting the porous layer is, for example, polyolefin; (meth) acrylate resin; fluorine-containing resin; polyamide resin; polyester resin; polyimide resin; rubbers; melting point or glass transition temperature is 180 ° C. or more Resin; water-soluble polymer etc. may be mentioned.
また、上述の樹脂のうち、ポリオレフィン、アクリレート系樹脂、含フッ素樹脂、ポリアミド系樹脂、ポリエステル系樹脂、および水溶性ポリマーが好ましい。ポリアミド系樹脂としては、全芳香族ポリアミド(アラミド樹脂)が好ましい。ポリエステル系樹脂としては、ポリアリレートおよび液晶ポリエステルが好ましい。 Further, among the above-mentioned resins, polyolefins, acrylate resins, fluorine-containing resins, polyamide resins, polyester resins, and water-soluble polymers are preferable. As a polyamide resin, a wholly aromatic polyamide (aramid resin) is preferable. As polyester resin, polyarylate and liquid crystal polyester are preferable.
多孔質層は、微粒子を含んでもよい。本明細書における微粒子とは、一般にフィラーと称される有機微粒子または無機微粒子のことである。従って、多孔質層が微粒子を含む場合、多孔質層に含まれる上述の樹脂は、微粒子同士、並びに微粒子と多孔質フィルムとを結着させるバインダー樹脂としての機能を有することとなる。また、上記微粒子は、絶縁性微粒子が好ましい。 The porous layer may contain fine particles. The fine particles in the present specification are organic fine particles or inorganic fine particles generally referred to as a filler. Therefore, when the porous layer contains fine particles, the above-mentioned resin contained in the porous layer has a function as a binder resin for binding the fine particles to each other and the fine particles and the porous film. The fine particles are preferably insulating fine particles.
多孔質層に含まれる有機微粒子としては、樹脂からなる微粒子が挙げられる。 Examples of the organic fine particles contained in the porous layer include fine particles made of a resin.
多孔質層に含まれる無機微粒子としては、具体的には、例えば、炭酸カルシウム、タルク、クレー、カオリン、シリカ、ハイドロタルサイト、珪藻土、炭酸マグネシウム、炭酸バリウム、硫酸カルシウム、硫酸マグネシウム、硫酸バリウム、水酸化アルミニウム、ベーマイト、水酸化マグネシウム、酸化カルシウム、酸化マグネシウム、酸化チタン、窒化チタン、アルミナ(酸化アルミニウム)、窒化アルミニウム、マイカ、ゼオライトおよびガラス等の無機物からなるフィラーが挙げられる。これらの無機微粒子は、絶縁性微粒子である。上記微粒子は、1種類のみを用いてもよく、2種類以上を組み合わせて用いてもよい。 Specific examples of the inorganic fine particles contained in the porous layer include, for example, calcium carbonate, talc, clay, kaolin, silica, hydrotalcite, diatomaceous earth, magnesium carbonate, barium carbonate, calcium sulfate, magnesium sulfate, barium sulfate, Fillers made of inorganic substances such as aluminum hydroxide, boehmite, magnesium hydroxide, calcium oxide, magnesium oxide, titanium oxide, titanium nitride, alumina (aluminum oxide), aluminum nitride, mica, zeolite and glass can be mentioned. These inorganic particles are insulating particles. The fine particles may be used alone or in combination of two or more.
上記微粒子のうち、無機物からなる微粒子が好適であり、シリカ、酸化カルシウム、酸化マグネシウム、酸化チタン、アルミナ、マイカ、ゼオライト、水酸化アルミニウム、またはベーマイト等の無機酸化物からなる微粒子がより好ましく、シリカ、酸化マグネシウム、酸化チタン、水酸化アルミニウム、ベーマイトおよびアルミナからなる群から選択される少なくとも1種の微粒子がさらに好ましく、アルミナが特に好ましい。 Among the above-mentioned fine particles, fine particles made of an inorganic substance are preferable, and fine particles made of an inorganic oxide such as silica, calcium oxide, magnesium oxide, titanium oxide, alumina, mica, zeolite, aluminum hydroxide or boehmite are more preferable, and silica is more preferable. Further, at least one fine particle selected from the group consisting of magnesium oxide, titanium oxide, aluminum hydroxide, boehmite and alumina is more preferable, and alumina is particularly preferable.
多孔質層における微粒子の含有量は、多孔質層の1〜99体積%であることが好ましく、5〜95体積%であることがより好ましい。微粒子の含有量を上記範囲とすることにより、微粒子同士の接触によって形成される空隙が、樹脂等によって閉塞されることが少なくなる。よって、十分なイオン透過性を得ることができると共に、単位面積当たりの目付を適切な値にすることができる。 The content of the fine particles in the porous layer is preferably 1 to 99% by volume of the porous layer, and more preferably 5 to 95% by volume. By making content of microparticles | fine-particles into the said range, it is less likely that the space | gap formed by contact of microparticles | fine-particles will be obstruct | occluded by resin etc. Thus, sufficient ion permeability can be obtained, and the basis weight per unit area can be set to an appropriate value.
微粒子は、粒子または比表面積が互いに異なる2種類以上を組み合わせて用いてもよい。 The fine particles may be used in combination of two or more kinds of particles or different specific surface areas.
多孔質層の厚さは、非水電解液二次電池用積層セパレータの片面あたり、0.5〜15μmであることが好ましく、2〜10μmであることがより好ましい。 The thickness of the porous layer is preferably 0.5 to 15 μm, and more preferably 2 to 10 μm, per one surface of the laminated separator for a non-aqueous electrolyte secondary battery.
多孔質層の厚さが1μm未満であると、電池の破損等による内部短絡を十分に防止することができない場合がある。また、多孔質層における電解液の保持量が低下する場合がある。一方、多孔質層の厚さが両面の合計で30μmを超えると、レート特性またはサイクル特性が低下する場合がある。 If the thickness of the porous layer is less than 1 μm, internal short circuit due to breakage of the battery may not be sufficiently prevented. In addition, the amount of electrolyte held in the porous layer may be reduced. On the other hand, if the thickness of the porous layer exceeds 30 μm in total on both sides, rate characteristics or cycle characteristics may be degraded.
多孔質層の単位面積当たりの重量目付(片面当たり)は、1〜20g/m2であることが好ましく、4〜10g/m2であることがより好ましい。 Weight per unit area of the porous layer having a basis weight (per one side) is preferably from 1 to 20 g / m 2, and more preferably 4~10g / m 2.
また、多孔質層の1平方メートル当たりに含まれる多孔質層構成成分の体積(片面当たり)は、0.5〜20cm3であることが好ましく、1〜10cm3であることがより好
ましく、2〜7cm3であることがさらに好ましい。
The volume of the porous layer constituents contained per square meter porous layer (per one side) is preferably 0.5~20Cm 3, more preferably 1 to 10 cm 3,. 2 to More preferably, it is 7 cm 3 .
多孔質層の空隙率は、十分なイオン透過性を得ることができるように、20〜90体積%であることが好ましく、30〜80体積%であることがより好ましい。また、多孔質層が有する細孔の孔径は、非水電解液二次電池用積層セパレータが十分なイオン透過性を得ることができるように、3μm以下であることが好ましく、1μm以下であることがより好ましい。 The porosity of the porous layer is preferably 20 to 90% by volume, more preferably 30 to 80% by volume, so that sufficient ion permeability can be obtained. In addition, the pore diameter of the pores of the porous layer is preferably 3 μm or less, and 1 μm or less so that the laminated separator for a non-aqueous electrolyte secondary battery can obtain sufficient ion permeability. Is more preferred.
[積層体]
本発明の実施形態2に係る非水電解液二次電池用積層セパレータである積層体は、本発明の一実施形態に係る非水電解液二次電池用セパレータおよび絶縁性多孔質層を備え、好ましくは、本発明の一実施形態に係る非水電解液二次電池用セパレータの片面または両面に上述の絶縁性多孔質層が積層している構成を備える。
[Laminate]
A laminate that is a laminated separator for a non-aqueous electrolyte secondary battery according to Embodiment 2 of the present invention comprises a separator for a non-aqueous electrolyte secondary battery according to an embodiment of the present invention and an insulating porous layer, Preferably, the above-mentioned insulating porous layer is laminated on one side or both sides of the separator for a non-aqueous electrolyte secondary battery according to one embodiment of the present invention.
本発明の一実施形態に係る積層体の膜厚は、5.5μm〜45μmであることが好ましく、6μm〜25μmであることがより好ましい。 The film thickness of the laminate according to one embodiment of the present invention is preferably 5.5 μm to 45 μm, and more preferably 6 μm to 25 μm.
本発明の一実施形態に係る積層体の透気度は、ガーレ値で30〜1000sec/100
mLであることが好ましく、50〜800sec/100mLであることがより好ましい。
The air permeability of the laminate according to an embodiment of the present invention is 30 to 1000 sec / 100 in Gurley value.
It is preferably mL, and more preferably 50 to 800 sec / 100 mL.
尚、本発明の一実施形態に係る積層体は、上記ポリオレフィン多孔質フィルムおよび絶縁性多孔質層の他に、必要に応じて、耐熱層や接着層、保護層等の公知の多孔膜(多孔質層)を、本発明の目的を損なわない範囲で含んでいてもよい。 In addition to the polyolefin porous film and the insulating porous layer, the laminate according to one embodiment of the present invention may be any known porous film such as a heat-resistant layer, an adhesive layer, a protective layer, etc. The quality layer may be included in the range which does not impair the object of the present invention.
本発明の一実施形態に係る積層体は、単位膜厚当たりの空隙率測定法間差が特定の範囲である非水電解液二次電池用セパレータを基材として含む。よって、当該積層体を非水電解液二次電池用積層セパレータとして含む非水電解液二次電池の充放電サイクルを繰り返した後の、レート特性の低下を抑制し、サイクル特性を向上させることができる。 The laminate according to an embodiment of the present invention includes, as a base material, a separator for a non-aqueous electrolyte secondary battery, in which the difference in porosity measurement method per unit film thickness is in a specific range. Therefore, it is possible to suppress the deterioration of the rate characteristics after repeating the charge and discharge cycle of the non-aqueous electrolyte secondary battery including the laminate as the laminated separator for the non-aqueous electrolyte secondary battery, and to improve the cycle characteristics. it can.
[多孔質層、積層体の製造方法]
本発明の一実施形態における絶縁性多孔質層および本発明の一実施形態に係る積層体の製造方法としては、例えば、後述する塗工液を本発明の一実施形態に係る非水電解液二次電池用セパレータが備えるポリオレフィン多孔質フィルムの表面に塗布し、乾燥させることによって絶縁性多孔質層を析出させる方法が挙げられる。
[Method of manufacturing porous layer, laminate]
Examples of the method for producing the insulating porous layer according to the embodiment of the present invention and the laminate according to the embodiment of the present invention include, for example, a non-aqueous electrolyte solution 2 according to the embodiment of the present invention. The method may be applied to the surface of the polyolefin porous film provided in the secondary battery separator, and then dried to precipitate the insulating porous layer.
なお、上記塗工液を本発明の一実施形態に係る非水電解液二次電池用セパレータが備えるポリオレフィン多孔質フィルムの表面に塗布する前に、当該ポリオレフィン多孔質フィルムの塗工液を塗布する表面に対して、必要に応じて親水化処理を行うことができる。 In addition, before apply | coating the said coating liquid to the surface of the polyolefin porous film with which the separator for non-aqueous-electrolyte secondary batteries which concerns on one Embodiment of this invention is equipped, the coating liquid of the said polyolefin porous film is apply | coated. The surface can be subjected to a hydrophilization treatment as required.
本発明の一実施形態における多孔質層の製造方法および本発明の一実施形態に係る積層体の製造方法に使用される塗工液は、通常、上述の多孔質層に含まれ得る樹脂を溶媒に溶解させると共に、上述の多孔質層に含まれ得る微粒子を分散させることにより調製され得る。ここで、樹脂を溶解させる溶媒は、微粒子を分散させる分散媒を兼ねている。また、溶媒により樹脂をエマルションとしてもよい。 The coating liquid used in the method for producing a porous layer according to an embodiment of the present invention and the method for producing a laminate according to an embodiment of the present invention generally comprises a resin capable of being contained in the above-mentioned porous layer as a solvent. In addition, it can be prepared by dispersing fine particles that can be contained in the above-mentioned porous layer while being dissolved in Here, the solvent for dissolving the resin also serves as a dispersion medium for dispersing the fine particles. Alternatively, the resin may be made into an emulsion by a solvent.
上記溶媒(分散媒)は、ポリオレフィン多孔質フィルムに悪影響を及ぼさず、上記樹脂を均一かつ安定に溶解し、上記微粒子を均一かつ安定に分散させることができればよく、特に限定されるものではない。上記溶媒(分散媒)としては、具体的には、例えば、水および有機溶媒が挙げられる。上記溶媒は、1種類のみを用いてもよく、2種類以上を組み合わせて用いてもよい。 The solvent (dispersion medium) is not particularly limited as long as the resin can be uniformly and stably dissolved and the fine particles can be uniformly and stably dispersed without adversely affecting the polyolefin porous film. Specifically as said solvent (dispersion medium), water and an organic solvent are mentioned, for example. Only one type of solvent may be used, or two or more types may be used in combination.
塗工液は、所望の多孔質層を得るのに必要な樹脂固形分(樹脂濃度)や微粒子量等の条件を満足することができれば、どのような方法で形成されてもよい。塗工液の形成方法としては、具体的には、例えば、機械攪拌法、超音波分散法、高圧分散法、メディア分散法等が挙げられる。また、上記塗工液は、本発明の目的を損なわない範囲で、上記樹脂および微粒子以外の成分として、分散剤や可塑剤、界面活性剤、pH調整剤等の添加剤を含んでいてもよい。尚、添加剤の添加量は、本発明の目的を損なわない範囲であればよい。 The coating liquid may be formed by any method as long as it can satisfy the conditions such as resin solid content (resin concentration) and the amount of fine particles necessary to obtain a desired porous layer. Specific examples of the method for forming the coating liquid include a mechanical stirring method, an ultrasonic dispersion method, a high pressure dispersion method, and a media dispersion method. In addition, the coating liquid may contain, as components other than the resin and the fine particles, additives such as a dispersant, a plasticizer, a surfactant, and a pH adjuster as long as the object of the present invention is not impaired. . In addition, the addition amount of an additive should just be a range which does not impair the objective of the present invention.
塗工液のポリオレフィン多孔質フィルムへの塗布方法、つまり、ポリオレフィン多孔質フィルムの表面への多孔質層の形成方法は、特に制限されるものではない。多孔質層の形成方法としては、例えば、塗工液をポリオレフィン多孔質フィルムの表面に直接塗布した後、溶媒(分散媒)を除去する方法;塗工液を適当な支持体に塗布し、溶媒(分散媒)を除去して多孔質層を形成した後、この多孔質層とポリオレフィン多孔質フィルムとを圧着させ、次いで支持体を剥がす方法;塗工液を適当な支持体に塗布した後、塗布面にポリオレフィン多孔質フィルムを圧着させ、次いで支持体を剥がした後に溶媒(分散媒)を除去する方法等が挙げられる。 The method of applying the coating liquid to the polyolefin porous film, that is, the method of forming the porous layer on the surface of the polyolefin porous film is not particularly limited. As a method of forming a porous layer, for example, a method of directly applying a coating liquid to the surface of a polyolefin porous film and then removing a solvent (dispersion medium); a coating liquid is applied to a suitable support, a solvent (Dispersion medium) is removed to form a porous layer, and then the porous layer and the polyolefin porous film are pressure-bonded and then the support is peeled off; after the coating liquid is applied to a suitable support, The method of pressure-bonding a polyolefin porous film to a coated surface and then removing the support and then removing the solvent (dispersion medium) may, for example, be mentioned.
塗工液の塗布方法としては、従来公知の方法を採用することができ、具体的には、例えば、グラビアコーター法、ディップコーター法、バーコーター法、およびダイコーター法等が挙げられる。 As a coating method of a coating liquid, the conventionally well-known method can be employ | adopted and a gravure coater method, a dip coater method, the bar coater method, the die-coater method etc. are specifically mentioned, for example.
溶媒(分散媒)の除去方法は、乾燥による方法が一般的である。また、塗工液に含まれる溶媒(分散媒)を他の溶媒に置換してから乾燥を行ってもよい。 The solvent (dispersion medium) is generally removed by drying. Moreover, after replacing the solvent (dispersion medium) contained in a coating liquid with another solvent, you may dry.
[実施形態3:非水電解液二次電池用部材、実施形態4:非水電解液二次電池]
本発明の実施形態3に係る非水電解液二次電池用部材は、正極、本発明の実施形態1に係る非水電解液二次電池用セパレータ、または、本発明の実施形態2に係る非水電解液二次電池用積層セパレータ、および負極がこの順で配置されてなる。
Embodiment 3: Member for Nonaqueous Electrolyte Secondary Battery, Embodiment 4: Nonaqueous Electrolyte Secondary Battery
The member for a non-aqueous electrolyte secondary battery according to Embodiment 3 of the present invention is a positive electrode, the separator for a non-aqueous electrolyte secondary battery according to
本発明の実施形態4に係る非水電解液二次電池は、本発明の実施形態1に係る非水電解液二次電池用セパレータ、または、本発明の実施形態2に係る非水電解液二次電池用積層セパレータを含む。
The nonaqueous electrolyte secondary battery according to Embodiment 4 of the present invention is a separator for nonaqueous electrolyte secondary batteries according to
本発明の一実施形態に係る非水電解液二次電池は、例えば、リチウムのドープ・脱ドープにより起電力を得る非水系二次電池であって、正極と、本発明の一実施形態に係る非水電解液二次電池用セパレータと、負極とがこの順で積層されてなる非水電解液二次電池部材を備え得る。また、本発明の一実施形態に係る非水電解液二次電池は、例えば、リチウムのドープ・脱ドープにより起電力を得る非水系二次電池であって、正極と、多孔質層と、本発明の一実施形態に係る非水電解液二次電池用セパレータと、負極とがこの順で積層されてなる非水電解液二次電池部材、すなわち、正極と、本発明の一実施形態に係る非水電解液二次電池用積層セパレータと、負極とがこの順で積層されてなる非水電解液二次電池部材を備えるリチウムイオン二次電池であり得る。なお、非水電解液二次電池用セパレータ以外の非水電解液二次電池の構成要素は、下記説明の構成要素に限定されるものではない。 The non-aqueous electrolyte secondary battery according to an embodiment of the present invention is, for example, a non-aqueous secondary battery that obtains an electromotive force by doping and dedoping of lithium, and is related to a positive electrode and an embodiment of the present invention A non-aqueous electrolyte secondary battery member can be provided, in which the non-aqueous electrolyte secondary battery separator and the negative electrode are stacked in this order. The non-aqueous electrolyte secondary battery according to one embodiment of the present invention is, for example, a non-aqueous secondary battery that obtains an electromotive force by doping and de-doping of lithium, and it comprises a positive electrode, a porous layer, A non-aqueous electrolyte secondary battery member in which a separator for a non-aqueous electrolyte secondary battery according to an embodiment of the present invention and a negative electrode are stacked in this order, that is, a positive electrode, according to an embodiment of the present invention It may be a lithium ion secondary battery provided with a non-aqueous electrolyte secondary battery member in which a laminate separator for non-aqueous electrolyte secondary battery and a negative electrode are stacked in this order. The components of the non-aqueous electrolyte secondary battery other than the non-aqueous electrolyte secondary battery separator are not limited to the components described below.
本発明の一実施形態に係る非水電解液二次電池は、通常、負極と正極とが、本発明の一実施形態に係る非水電解液二次電池用セパレータまたは本発明の一実施形態に係る非水電解液二次電池用積層セパレータを介して対向した構造体に電解液が含浸された電池要素が、外装材内に封入された構造を有する。非水電解液二次電池は、非水電解質二次電池、特にはリチウムイオン二次電池であることが好ましい。なお、ドープとは、吸蔵、担持、吸
着、または挿入を意味し、正極等の電極の活物質にリチウムイオンが入る現象を意味する。
In a non-aqueous electrolyte secondary battery according to an embodiment of the present invention, in general, the negative electrode and the positive electrode are the separator for a non-aqueous electrolyte secondary battery according to an embodiment of the present invention or an embodiment of the present invention The battery element in which the electrolytic solution is impregnated in the structure facing each other through the laminated separator for the non-aqueous electrolyte secondary battery is sealed in the exterior material. The non-aqueous electrolyte secondary battery is preferably a non-aqueous electrolyte secondary battery, in particular a lithium ion secondary battery. In addition, dope means occlusion, support, adsorption, or insertion, and means the phenomenon in which a lithium ion enters into the active material of electrodes, such as a positive electrode.
本発明の一実施形態に係る非水電解液二次電池部材は、本発明の一実施形態に係る非水電解液二次電池用セパレータまたは本発明一実施形態に係る非水電解液二次電池用積層セパレータを備えていることから、非水電解液二次電池に組み込まれた際に、当該非水電解液二次電池の充放電サイクル後のレート特性の低下を抑制することができる。本発明の一実施形態に係る非水電解液二次電池は、空隙率測定間差が特定の範囲に調整された本発明の一実施形態に係る非水電解液二次電池用セパレータを備えていることから、サイクル特性に優れるという効果を奏する。 The nonaqueous electrolyte secondary battery member according to an embodiment of the present invention is a separator for nonaqueous electrolyte secondary batteries according to an embodiment of the present invention, or the nonaqueous electrolyte secondary battery according to an embodiment of the present invention Since the laminated separator for a separator is provided, when it is incorporated in a non-aqueous electrolyte secondary battery, it is possible to suppress a decrease in rate characteristics after charge and discharge cycles of the non-aqueous electrolyte secondary battery. A non-aqueous electrolyte secondary battery according to an embodiment of the present invention includes a separator for a non-aqueous electrolyte secondary battery according to an embodiment of the present invention, in which the difference in porosity measurement is adjusted to a specific range. Thus, the cycle characteristics are excellent.
<正極>
本発明の一実施形態に係る非水電解液二次電池部材および非水電解液二次電池における正極としては、一般に非水電解液二次電池の正極として使用されるものであれば、特に限定されないが、例えば、正極活物質およびバインダー樹脂を含む活物質層が集電体上に成形された構造を備える正極シートを使用することができる。なお、上記活物質層は、更に導電剤を含んでもよい。
<Positive electrode>
The positive electrode in the non-aqueous electrolyte secondary battery member and the non-aqueous electrolyte secondary battery according to one embodiment of the present invention is particularly limited as long as it is generally used as a positive electrode of a non-aqueous electrolyte secondary battery For example, a positive electrode sheet having a structure in which an active material layer containing a positive electrode active material and a binder resin is formed on a current collector can be used. The active material layer may further contain a conductive agent.
上記正極活物質としては、例えば、例えば、リチウムイオンをドープ・脱ドープ可能な材料が挙げられる。当該材料としては、具体的には、例えば、V、Mn、Fe、CoおよびNi等の遷移金属を少なくとも1種類含んでいるリチウム複合酸化物が挙げられる。 Examples of the positive electrode active material include, for example, materials capable of doping and dedoping lithium ions. Specific examples of the material include a lithium composite oxide containing at least one transition metal such as V, Mn, Fe, Co and Ni.
上記導電材としては、例えば、天然黒鉛、人造黒鉛、コークス類、カーボンブラック、熱分解炭素類、炭素繊維および有機高分子化合物焼成体等の炭素質材料等が挙げられる。上記導電材は、1種類のみを用いてもよく、2種類以上を組み合わせて用いてもよい。 Examples of the conductive material include carbonaceous materials such as natural graphite, artificial graphite, cokes, carbon black, pyrolytic carbons, carbon fibers, and a sintered body of an organic polymer compound. Only one type of conductive material may be used, or two or more types may be used in combination.
上記結着剤としては、例えば、ポリフッ化ビニリデン等のフッ素系樹脂、アクリル樹脂、並びに、スチレンブタジエンゴムが挙げられる。なお、結着剤は、増粘剤としての機能も有している。 Examples of the binder include fluorine resins such as polyvinylidene fluoride, acrylic resins, and styrene butadiene rubber. The binder also has a function as a thickener.
上記正極集電体としては、例えば、Al、Niおよびステンレス等の導電体が挙げられる。中でも、薄膜に加工し易く、安価であることから、Alがより好ましい。 Examples of the positive electrode current collector include conductors such as Al, Ni and stainless steel. Among them, Al is more preferable because it is easily processed into a thin film and inexpensive.
シート状の正極の製造方法としては、例えば、正極活物質、導電材および結着剤を正極集電体上で加圧成型する方法;適当な有機溶剤を用いて正極活物質、導電材および結着剤をペースト状にした後、当該ペーストを正極集電体に塗工し、乾燥した後に加圧して正極集電体に固着する方法;等が挙げられる。 As a method for producing a sheet-like positive electrode, for example, a method of press-molding a positive electrode active material, a conductive material and a binder on a positive electrode current collector; a positive electrode active material, a conductive material and a binder using a suitable organic solvent After the adhesive is formed into a paste, the paste is applied to the positive electrode current collector, dried and then pressurized to be fixed to the positive electrode current collector, and the like.
<負極>
本発明の一実施形態に係る非水電解液二次電池部材および非水電解液二次電池における負極としては、一般に非水電解液二次電池の負極として使用されるものであれば、特に限定されないが、例えば、負極活物質およびバインダー樹脂を含む活物質層が集電体上に成形された構造を備える負極シートを使用することができる。なお、上記活物質層は、更に導電助剤を含んでもよい。
<Negative electrode>
The negative electrode in the non-aqueous electrolyte secondary battery member and the non-aqueous electrolyte secondary battery according to one embodiment of the present invention is particularly limited as long as it is generally used as a negative electrode of a non-aqueous electrolyte secondary battery However, for example, a negative electrode sheet having a structure in which an active material layer containing a negative electrode active material and a binder resin is formed on a current collector can be used. The active material layer may further contain a conductive aid.
上記負極活物質としては、例えば、リチウムイオンをドープ・脱ドープ可能な材料、リチウム金属またはリチウム合金等が挙げられる。当該材料としては、例えば、炭素質材料等が挙げられる。炭素質材料としては、天然黒鉛、人造黒鉛、コークス類、カーボンブラック、および熱分解炭素類等が挙げられる。 As said negative electrode active material, the material which can dope and de-dope lithium ion, lithium metal, lithium alloy, etc. are mentioned, for example. As the said material, carbonaceous material etc. are mentioned, for example. Examples of carbonaceous materials include natural graphite, artificial graphite, cokes, carbon black, and pyrolytic carbons.
上記負極集電体としては、例えば、Cu、Niおよびステンレス等が挙げられ、特にリチウムイオン二次電池においてはリチウムと合金を作り難く、かつ薄膜に加工し易いことから、Cuがより好ましい。 Examples of the negative electrode current collector include Cu, Ni, stainless steel, etc. In particular, in a lithium ion secondary battery, Cu is more preferable because it is difficult to form an alloy with lithium and easily processed into a thin film.
シート状の負極の製造方法としては、例えば、負極活物質を負極集電体上で加圧成型する方法;適当な有機溶剤を用いて負極活物質をペースト状にした後、当該ペーストを負極集電体に塗工し、乾燥した後に加圧して負極集電体に固着する方法;等が挙げられる。上記ペーストには、好ましくは上記導電助剤、および、上記結着剤が含まれる。 As a method for producing a sheet-like negative electrode, for example, a method of press-molding a negative electrode active material on a negative electrode current collector; a paste-like negative electrode active material using an appropriate organic solvent, and collecting the paste A method of applying to a current collector, drying and pressing to fix the current collector to a negative electrode current collector; The paste preferably contains the above-mentioned conductive aid and the above-mentioned binder.
<非水電解液>
本発明の一実施形態に係る非水電解液二次電池における非水電解液は、一般に非水電解液二次電池に使用される非水電解液であれば特に限定されず、例えば、リチウム塩を有機溶媒に溶解してなる非水電解液を用いることができる。リチウム塩としては、例えば、LiClO4、LiPF6、LiAsF6、LiSbF6、LiBF4、LiCF3SO3、LiN(CF3SO2)2、LiC(CF3SO2)3、Li2B10Cl10、低級脂肪族カルボン酸リチウム塩およびLiAlCl4等が挙げられる。上記リチウム塩は、1種類のみを用いてもよく、2種類以上を組み合わせて用いてもよい。
<Non-aqueous electrolyte>
The non-aqueous electrolyte in the non-aqueous electrolyte secondary battery according to one embodiment of the present invention is not particularly limited as long as it is a non-aqueous electrolyte generally used for non-aqueous electrolyte secondary batteries, for example, lithium salt A non-aqueous electrolyte prepared by dissolving Examples of lithium salts include LiClO 4 , LiPF 6 , LiAsF 6 , LiSbF 6 , LiSbF 6 , LiBF 4 , LiCF 3 SO 3 , LiN (CF 3 SO 2 ) 2 , LiC (CF 3 SO 2 ) 3 , Li 2 B 10 Cl 2 10 , lower aliphatic carboxylic acid lithium salts, LiAlCl 4 and the like. Only one type of lithium salt may be used, or two or more types may be used in combination.
非水電解液を構成する有機溶媒としては、例えば、カーボネート類、エーテル類、エステル類、ニトリル類、アミド類、カーバメート類および含硫黄化合物、並びにこれらの有機溶媒にフッ素基が導入されてなる含フッ素有機溶媒等が挙げられる。上記有機溶媒は、1種類のみを用いてもよく、2種類以上を組み合わせて用いてもよい。 Examples of the organic solvent constituting the non-aqueous electrolytic solution include carbonates, ethers, esters, nitriles, amides, carbamates, sulfur-containing compounds, and fluorine-containing compounds introduced into these organic solvents. A fluorine organic solvent etc. are mentioned. The organic solvents may be used alone or in combination of two or more.
<非水電解液二次電池用部材および非水電解液二次電池の製造方法>
本発明の一実施形態に係る非水電解液二次電池用部材の製造方法としては、例えば、上記正極、本発明の一実施形態に係る非水電解液二次電池用セパレータまたは本発明の一実施形態に係る非水電解液二次電池用積層セパレータ、および負極をこの順で配置する方法が挙げられる。
<A member for a non-aqueous electrolyte secondary battery and a method of manufacturing a non-aqueous electrolyte secondary battery>
As a method of manufacturing a member for a non-aqueous electrolyte secondary battery according to an embodiment of the present invention, for example, the above-mentioned positive electrode, a separator for a non-aqueous electrolyte secondary battery according to an embodiment of the present invention The method of arrange | positioning the laminated separator for non-aqueous electrolyte secondary batteries which concerns on embodiment, and a negative electrode in this order is mentioned.
また、本発明の一実施形態に係る非水電解液二次電池の製造方法としては、例えば、上記方法にて非水電解液二次電池用部材を形成した後、非水電解液二次電池の筐体となる容器に当該非水電解液二次電池用部材を入れ、次いで、当該容器内を非水電解液で満たした後、減圧しつつ密閉することにより、本発明の一実施形態に係る非水電解液二次電池を製造することができる。 In addition, as a method of manufacturing a non-aqueous electrolyte secondary battery according to an embodiment of the present invention, for example, after a member for a non-aqueous electrolyte secondary battery is formed by the above method, a non-aqueous electrolyte secondary battery is produced The member for the non-aqueous electrolyte secondary battery is placed in a container that is the case of the above, and then the inside of the container is filled with the non-aqueous electrolyte, and then the container is decompressed and sealed. The non-aqueous electrolyte secondary battery can be manufactured.
以下、実施例および比較例により、本発明をさらに詳細に説明するが、本発明はこれら実施例に限定されるものではない。 Hereinafter, the present invention will be described in more detail by way of examples and comparative examples, but the present invention is not limited to these examples.
[測定法]
<SEM空隙率の測定法>
実施例、比較例にて製造された非水電解液二次電池用セパレータ(ポリオレフィン多孔質フィルム)のSEM空隙率を以下に示す方法を用いて算出した。
[Measuring method]
<Measurement method of SEM porosity>
The SEM porosity of the non-aqueous electrolyte secondary battery separator (polyolefin porous film) manufactured in the example and the comparative example was calculated using the method described below.
先ず、ポリオレフィン多孔質フィルムに包埋用樹脂(エポキシ樹脂等)を含浸させ、ポリオレフィン多孔質フィルムの空隙部を埋めて硬化させた。硬化後、四酸化オスミウムで処理して測定用試料を作製し、上記測定用試料の表面にPt−Pdを蒸着した。 First, a polyolefin porous film was impregnated with an embedding resin (such as an epoxy resin), and the voids of the polyolefin porous film were filled and cured. After curing, the sample was treated with osmium tetraoxide to prepare a measurement sample, and Pt—Pd was vapor-deposited on the surface of the measurement sample.
上記測定用試料の厚み方向をZ方向とし、厚みと直交する上記測定用試料の面と並行な任意の方向をX方向、更にX並びにZと直交する方向をY方向とした場合に、FIB−S
EM(FEI製;HELIOS600)を用いてFIB加工することにより、上記測定用試料の表面の任意の一辺Xと厚みZからなる断面(以降XZ断面)を作製し、その断面を加速電圧;2.1kV、倍率6500倍でSEM観察(反射電子像)してSEM画像を得た。
When the thickness direction of the sample for measurement is Z direction, an arbitrary direction parallel to the plane of the sample for measurement orthogonal to the thickness is X direction, and further, the direction orthogonal to X and Z is Y direction. S
By performing FIB processing using EM (FEI; HELIOS 600), a cross section (hereinafter referred to as XZ cross section) made of an arbitrary side X and thickness Z of the surface of the sample for measurement is produced, and the cross section is accelerated voltage; An SEM image (reflected electron image) was observed at 1 kV and a magnification of 6500 × to obtain a SEM image.
上記SEM観察後、上記XZ断面と直交するY方向に19.2nmの厚さでFIB加工して新しくXZ断面を作製し、その断面を上記条件でSEM観察(反射電子像)してSEM画像を得る。以後同様に、厚さ19.2nm間隔でFIB加工および断面のSEM画像の取得を繰り返すことで測定用試料のXZ断面連続像を取得した。 After the SEM observation, FIB processing is performed in a thickness of 19.2 nm in the Y direction orthogonal to the XZ cross section to newly prepare an XZ cross section, and the cross section is subjected to SEM observation (reflected electron image) under the above conditions to obtain a SEM image obtain. Thereafter, in the same manner, an XZ cross-sectional continuous image of the measurement sample was acquired by repeating FIB processing and acquisition of an SEM image of the cross section at intervals of 19.2 nm in thickness.
続いて、上記XZ断面連続像に対して画像解析ソフト(Visualization Sciences Group製;Avizo Ver.6.0)を用いて位置補正を行い、補正後のXZ断面連続像を得た。スケールはX,Y,Z軸19.2nm/pixであった。 Subsequently, position correction was performed on the XZ cross-sectional continuous image using an image analysis software (manufactured by Visualization Sciences Group; Avizo Ver. 6.0) to obtain a corrected XZ cross-sectional continuous image. The scale was X, Y, Z axis 19.2 nm / pix.
上記位置補正されたXZ断面連続像に対し、定量解析ソフト(ラトックシステムエンジニアリング製;TRI/3D−BON−FCS)を使用して、樹脂部分と空隙部分とを区別できるように二階調化を行った。 Using the quantitative analysis software (manufactured by Rattock System Engineering; TRI / 3D-BON-FCS), the above-mentioned position-corrected XZ cross-sectional continuous image is subjected to two gradations so that the resin portion and the void portion can be distinguished. The
具体的には、二階調化は、まずXZ断面連続像をTRI/3D−BON−FCS上で開き、メディアンフィルターを適用してノイズ除去を行い、次にAuto−LWを用いて、二階調化を行った。 Specifically, in two-gradation, first, an XZ cross-sectional continuous image is opened on TRI / 3D-BON-FCS, a median filter is applied to remove noise, and then two-gradation is performed using Auto-LW. Did.
次いで樹脂部分と空隙部分に二階調化した上記XZ断面連続像の、XZ面を、TRI/3D−BON−FCS上のEditViewerモードのSectionViewでXY面に変換し、上記測定用試料の表面から内部へ向かう厚さ方向の二階調化した上記測定用試料の面方向連続像(以下、XY面連続像と称する)に変換した。変換後のXY面連続像のスケールもX,Y,Z軸19.2nm/pixであった。 Next, the XZ plane of the above XZ cross-sectional continuous image, which is bi-tonalized in the resin portion and the void portion, is converted to the XY plane in SectionView in EditViewer mode on TRI / 3D-BON-FCS, and the surface of the sample for measurement It converted into the surface direction continuous image (it calls an XY surface continuous image hereafter) of the sample of the said measurement sample which carried out the two gradations of the thickness direction which goes to the opposite direction. The scale of the XY plane continuous image after conversion was also X, Y, Z axes 19.2 nm / pix.
その後、上記XY面連続像の任意の一部から、画素数がX方向に256pix、Y方向に256pix、Z方向に厚み分pixの範囲をトリミングし、解析用の連続像を抽出した。 Thereafter, from an arbitrary part of the XY plane continuous image, the range of the number of pixels is 256 pix in the X direction, 256 pix in the Y direction, and pix in the Z direction, and the continuous image for analysis is extracted.
上記解析用の連続像を、Z方向の大きさが1pixの複数の像に分割した。上記像のそれぞれについて、解析領域に対する空隙部分の割合(空隙率)を、2Dラベル濃度機能を使用して計測した。計測された当該像のそれぞれの空隙率の平均値(測定用試料の空隙率)を算出した。その結果、算出される測定用試料の空隙率を、上記ポリオレフィン多孔質フィルムの「SEM空隙率」とした。 The continuous image for analysis was divided into a plurality of images with a size of 1 pix in the Z direction. For each of the above images, the percentage of void to analysis area (porosity) was measured using a 2D label density function. The average value of the porosity of each of the measured images (porosity of the measurement sample) was calculated. As a result, the porosity of the sample for measurement calculated was made into the "SEM porosity" of the said polyolefin porous film.
<真の空隙率の測定法>
実施例、比較例にて製造された非水電解液二次電池用セパレータ(多孔質フィルム)の真の空隙率を以下の(a)〜(d)に示す工程を用いて算出した。
<Method of measuring true porosity>
The true porosity of the non-aqueous electrolyte secondary battery separator (porous film) manufactured in the example and the comparative example was calculated using the following steps (a) to (d).
(a)膜厚の測定
多孔質フィルムの膜厚を、株式会社ミツトヨ製の高精度デジタル測長機(VL−50)を用いて測定した。
(A) Measurement of Film Thickness The film thickness of the porous film was measured using a high precision digital length measuring machine (VL-50) manufactured by Mitutoyo Corporation.
(b)重量目付の測定
多孔質フィルムから、一辺の長さ8cmの正方形をサンプルとして切り取り、当該サンプルの重量W(g)を測定した。そして、以下の式(2)に従い、多孔質フィルムの重量
目付を算出した。
(B) Measurement of weight basis weight From the porous film, a square having a side length of 8 cm was cut out as a sample, and the weight W (g) of the sample was measured. And the fabric weight of a porous film was computed according to the following formula (2).
重量目付(g/m2)=W/(0.08×0.08) (2)
(c)真密度の測定
多孔質フィルムを4mm角〜6mm角に切断し、30℃以下で17時間真空乾燥した後、乾式自動密度計(マイクロメリテックス社製 AccuPyeII 1340)を用いて、ヘリウムガス置換法により、当該多孔質フィルムの真密度を測定した。
Weight basis weight (g / m 2 ) = W / (0.08 × 0.08) (2)
(C) Measurement of true density The porous film is cut into 4 mm square to 6 mm square and vacuum dried at 30 ° C. or less for 17 hours, and then helium gas is measured using a dry automatic densitometer (AccuPye II 1340 manufactured by Micromeritex Co., Ltd.) The true density of the porous film was measured by the substitution method.
(d)真の空隙率の算出
上記工程(a)〜(c)にて算出・測定された多孔質フィルムの膜厚[μm]、重量目付[g/m2]および真密度[g/m3]から、以下の式(1)に基づき、当該多孔質フィルムの真の空隙率[%]を算出した。
(D) Calculation of true porosity The film thickness [μm], weight per unit area [g / m 2 ] and true density [g / m] of the porous film calculated and measured in the above steps (a) to (c) 3 ] Based on the following formula (1), the true porosity [%] of the said porous film was computed.
(真の空隙率)=[1−(重量目付)/{(膜厚)×10−6×1[m2]×(真密度)}]×100 (1)
<空隙率測定間差の算出方法>
上述の方法にて算出されたSEM空隙率と真の空隙率との差を算出し、実施例、比較例にて製造された非水電解液二次電池用セパレータ(ポリオレフィン多孔質フィルム)の空隙率測定間差とした。
(True porosity) = [1- (weight basis weight) / {(film thickness) × 10 −6 × 1 [m 2 ] × (true density)}] × 100 (1)
<Method of calculating difference in void ratio measurement>
The difference between the SEM porosity calculated by the above-mentioned method and the true porosity is calculated, and the porosity of the non-aqueous electrolyte secondary battery separator (polyolefin porous film) manufactured in the examples and comparative examples It was taken as the difference between rate measurement.
<透気度の測定方法>
実施例、比較例にて製造されたポリオレフィン多孔質フィルムの透気度[sec/100mL]を、JIS P8117に準拠して測定した。
<Method of measuring air permeability>
The air permeability [sec / 100 mL] of the polyolefin porous film produced in Examples and Comparative Examples was measured in accordance with JIS P8117.
<圧縮弾性率の測定方法>
実施例、比較例にて製造された非水電解液二次電池用セパレータ(ポリオレフィン多孔質フィルム)の厚さ方向の圧縮弾性率を以下の示す方法にて測定した。
<Method of measuring compressive modulus>
The compressive elastic modulus in the thickness direction of the non-aqueous electrolyte secondary battery separator (polyolefin porous film) produced in Examples and Comparative Examples was measured by the following method.
TMA/SS7100(エスアイアイ・ナノテクノロジー株式会社製)を用いて、温度25℃、スタート荷重5mN、圧縮速度150.17mN/分、プローブ面積0.785mm2(プローブ先端径1.0mmφ)の条件にて、非水電解液二次電池用セパレータに対して厚さ方向に応力を掛けた場合の歪みの大きさを測定し、応力に対する歪みの大きさをプロットし、歪みが0〜10%間の応力歪直線を作成した。上記応力歪直線の傾きから、厚さ方向の圧縮弾性率を算出した。なお、上述の圧縮弾性率の測定において、スタート荷重5mN時の位置を歪0%とした。 By using TMA / SS7100 (manufactured by SII Nano Technology Inc.), temperature 25 ° C., start load 5 mN, compression speed 150.17 mN / min, probe area 0.785 mm 2 (probe tip diameter 1.0 mmφ) Measure the magnitude of strain when stress is applied in the thickness direction to the separator for a non-aqueous electrolyte secondary battery, and plot the magnitude of strain against stress, and the strain is between 0 and 10%. A stress-strain line was created. The compressive elastic modulus in the thickness direction was calculated from the slope of the stress-strain line. In the measurement of the above-described compressive elastic modulus, the position at a start load of 5 mN was set to 0% strain.
<脂環族飽和炭化水素樹脂の流動パラフィンと相溶する温度の測定方法>
脂環族飽和炭化水素樹脂および流動パラフィンの双方を各1gずつサンプル管に量り入れた。当該サンプル管をホットプレート上にて加熱し、当該脂環族飽和炭化水素樹脂および当該流動パラフィンが均一に相溶した際の当該サンプル管内部の相溶物の温度を測定した。測定した温度を脂環族飽和炭化水素樹脂の流動パラフィンと相溶する温度とした。
<Method of measuring temperature compatible with liquid paraffin of alicyclic saturated hydrocarbon resin>
Both 1 g of the alicyclic saturated hydrocarbon resin and liquid paraffin were weighed into a sample tube. The sample tube was heated on a hot plate, and the temperature of the compatible material inside the sample tube when the alicyclic saturated hydrocarbon resin and the liquid paraffin were uniformly compatible was measured. The measured temperature was taken as the temperature compatible with the liquid paraffin of the alicyclic saturated hydrocarbon resin.
<100サイクル後のレート特性の測定方法>
以下に示す方法にて、実施例、比較例にて製造された非水電解液二次電池の100サイクル後のレート特性を測定した。
<Method of measuring rate characteristics after 100 cycles>
The rate characteristics after 100 cycles of the non-aqueous electrolyte secondary batteries manufactured in Examples and Comparative Examples were measured by the methods described below.
実施例、比較例にて製造された、充放電サイクルを経ていない新たな非水電解液二次電池に対して、25℃で電圧範囲;4.1〜2.7V、電流値;0.2C(1時間率の放電容量による定格容量を1時間で放電する電流値を1Cとする、以下も同様)を1サイクルとして、4サイクルの初期充放電を行った。 With respect to a new non-aqueous electrolyte secondary battery not subjected to charge and discharge cycles manufactured in Examples and Comparative Examples, a voltage range at 25 ° C .: 4.1 to 2.7 V, a current value: 0.2 C Initial cycle charge / discharge of 4 cycles was performed with 1 cycle (a current value for discharging a rated capacity by a 1 hour rate discharge capacity in 1 hour is 1 C, the same applies hereinafter).
初期充放電を行った非水電解液二次電池に対して、55℃で充電電流値;1C、放電電流値が0.2C、1C、5C、10C、20C、0.2Cの順に定電流で充放電を各3サイクル行い、初期レート特性を測定した。 For a non-aqueous electrolyte secondary battery that has been initially charged and discharged, the charge current value at 55 ° C .; 1 C, the discharge current value 0.2 C, 1 C, 5 C, 10 C, 20 C, 0.2 C in order of constant current Three cycles of charge and discharge were performed to measure the initial rate characteristics.
初期レート特性を測定した後の非水電解液二次電池に対して、55℃で電圧範囲;4.2〜2.7V、充電電流値;1C、放電電流値;10Cの定電流を1サイクルとして、100サイクルの充放電を行った。100サイクルの充放電を行った非水電解液二次電池に対して、55℃で充電電流値;1C、放電電流値が0.2C、1C、5C、10C、20C、0.2Cの順に定電流で充放電を各3サイクル行った。 With respect to the non-aqueous electrolyte secondary battery after measuring the initial rate characteristics, the voltage range of 55 ° C .: 4.2 to 2.7 V, the charge current value: 1 C, the discharge current value; 10 C constant current of 1 cycle As 100 cycles of charge and discharge were performed. For a non-aqueous electrolyte secondary battery that has been charged and discharged for 100 cycles, the charge current value at 55 ° C .; 1 C, and the discharge current value is determined in order of 0.2 C, 1 C, 5 C, 10 C, 20 C, 0.2 C Charging and discharging were carried out for 3 cycles each with current.
そして、放電電流値が0.2Cである1回目の充放電と20Cである充放電とにおける、それぞれ3サイクル目の放電容量の比(20C放電容量/0.2C放電容量)を100サイクル後のレート特性として算出した。 Then, after 100 cycles, the ratio (20 C discharge capacity / 0.2 C discharge capacity) of the discharge capacity at the third cycle in each of the first charge and discharge with a discharge current value of 0.2 C and the charge and discharge with 20 C. Calculated as rate characteristics.
[実施例1]
[非水電解液二次電池用セパレータの製造]
超高分子量ポリエチレン粉末(ハイゼックスミリオン145M、三井化学株式会社製)を18重量%、流動パラフィンと155℃で相溶する脂環族飽和炭化水素樹脂(軟化点115℃)2重量%を準備し、これらの粉末をブレンダーで、粉末の粒径が同じになるまで破砕混合した後、混合粉末を定量フィーダーより二軸混練機に加えて溶融混練した。この時、上記流動パラフィン80重量%をポンプで二軸混練機に加圧しながら加え、一緒に溶融混練した。
Example 1
[Production of Separator for Nonaqueous Electrolyte Secondary Battery]
Prepare 18 wt% of ultra high molecular weight polyethylene powder (Hisex Million 145M, Mitsui Chemicals Co., Ltd.) and 2 wt% of alicyclic saturated hydrocarbon resin (softening point 115 ° C) compatible with liquid paraffin at 155 ° C. These powders were crushed and mixed in a blender until the particle size of the powders became the same, and then the mixed powder was added from a metering feeder to a twin-screw kneader, and melt-kneaded. At this time, 80% by weight of the liquid paraffin was added to the twin-screw kneader with a pump while being pressurized, and melt-kneaded together.
その後、ギアポンプを経てTダイスより押し出すことで、ポリオレフィン樹脂組成物を作製した。上記ポリオレフィン樹脂組成物を、40℃の冷却ロールで冷却し、シート状のポリオレフィン樹脂組成物の捲回体を得た。この時の冷却ロール周速を1.3m/minとした。 Then, the polyolefin resin composition was produced by pushing out from a T-die through a gear pump. The said polyolefin resin composition was cooled with a 40 degreeC cooling roll, and the winding body of the sheet-like polyolefin resin composition was obtained. The peripheral speed of the cooling roll at this time was 1.3 m / min.
得られたシート状のポリオレフィン樹脂組成物を117℃でMD方向に6.4倍の延伸倍率にて延伸した。この時の歪速度を1000%/minとした。続けて、115℃でTD方向に6.0倍の延伸倍率にて延伸した。この時の歪速度を700%/minとした。 The obtained sheet-like polyolefin resin composition was stretched at 117 ° C. in the MD direction at a draw ratio of 6.4 times. The strain rate at this time was 1000% / min. Subsequently, the film was drawn at a draw ratio of 6.0 in the TD direction at 115 ° C. The strain rate at this time was 700% / min.
延伸されたシート状のポリオレフィン樹脂組成物をヘプタンに浸漬することで、添加剤を除去した後、120℃の通風オーブンで1分間静置して乾燥を行い、膜厚19.7μm、透気度115sec/100mLの多孔質フィルムを得た。上記多孔質フィルムをポリオレフィン多孔質フィルム1とする。
The drawn sheet-like polyolefin resin composition is immersed in heptane to remove the additive, and then left to stand in a ventilated oven at 120 ° C. for 1 minute for drying, and the film thickness is 19.7 μm, the air permeability is A porous film of 115 sec / 100 mL was obtained. The porous film is referred to as a polyolefin
[非水電解液二次電池の製造]
以下に示す方法にて、正極、負極を作製した。
[Manufacture of non-aqueous electrolyte secondary battery]
The positive electrode and the negative electrode were manufactured by the method described below.
(正極の作製)
LiNi0.5Mn0.3Co0.2O2/導電材/PVDF(重量比92/5/3)をアルミニウム箔に塗布することにより製造された市販の正極を用いた。上記市販の正極を、正極活物質層が形成された部分の大きさが45mm×30mmであり、かつその外周に幅13mmで正極活物質層が形成されていない部分が残るように、アルミニウム箔を切り取って正極とした。正極活物質層の厚さは58μm、密度は2.50g/cm3、正極容量は174mAh/gであった。
(Production of positive electrode)
A commercially available positive electrode manufactured by applying LiNi 0.5 Mn 0.3 Co 0.2 O 2 / conductive material / PVDF (weight ratio 92/5/3) to an aluminum foil was used. In the commercially available positive electrode, the size of the portion where the positive electrode active material layer is formed is 45 mm × 30 mm, and the aluminum foil is made so that a portion where the positive electrode active material layer is not formed with a width of 13 mm remains on the outer periphery. It cut out and set it as the positive electrode. The thickness of the positive electrode active material layer was 58 μm, the density was 2.50 g / cm 3 , and the positive electrode capacity was 174 mAh / g.
(負極の作製)
黒鉛/スチレン−1,3−ブタジエン共重合体/カルボキシメチルセルロースナトリウム(重量比98/1/1)を銅箔に塗布することにより製造された市販の負極を用いた。上記市販の負極を、負極活物質層が形成された部分の大きさが50mm×35mmであり、かつその外周に幅13mmで負極活物質層が形成されていない部分が残るように、銅箔を切り取って負極とした。負極活物質層の厚さは49μm、密度は1.40g/cm3、負極容量は372mAh/gであった。
(Fabrication of negative electrode)
A commercially available negative electrode manufactured by applying a graphite / styrene-1,3-butadiene copolymer / sodium carboxymethylcellulose (weight ratio 98/1/1) to a copper foil was used. The commercially available negative electrode is a copper foil so that the size of the portion where the negative electrode active material layer is formed is 50 mm × 35 mm, and the portion where the negative electrode active material layer is not formed remains at a width of 13 mm. It cut out and set it as the negative electrode. The thickness of the negative electrode active material layer was 49 μm, the density was 1.40 g / cm 3 , and the negative electrode capacity was 372 mAh / g.
(非水電解液二次電池の組み立て)
上記正極、上記負極およびポリオレフィン多孔質フィルム1を使用して、以下に示す方法にて非水電解液二次電池を製造した。
(Assembly of non-aqueous electrolyte secondary battery)
Using the positive electrode, the negative electrode, and the polyolefin
ラミネートパウチ内で、上記正極、非水電解液二次電池用セパレータとしてポリオレフィン多孔質フィルム1、および負極をこの順で積層(配置)することにより、非水電解液二次電池用部材を得た。このとき、正極の正極活物質層における主面の全部が、負極の負極活物質層における主面の範囲に含まれる(主面に重なる)ように、正極および負極を配置した。
A member for a non-aqueous electrolyte secondary battery was obtained by laminating (arranging) the above-described positive electrode, the polyolefin
続いて、上記非水電解液二次電池用部材を、アルミニウム層とヒートシール層とが積層されてなる袋に入れ、さらにこの袋に非水電解液を0.25mL入れた。上記非水電解液は、濃度1.0モル/リットルのLiPF6をエチルメチルカーボネート、ジエチルカーボネートおよびエチレンカーボネートの体積比が50:20:30の混合溶媒に溶解させた25℃の非水電解液を用いた。そして、袋内を減圧しつつ、当該袋をヒートシールすることにより、非水二次電池を作製した。非水二次電池の設計容量は20.5mAhとした。上記非水電解液二次電池を非水電解液二次電池1とする。
Subsequently, the member for a non-aqueous electrolyte secondary battery was placed in a bag in which an aluminum layer and a heat seal layer were laminated, and further, 0.25 mL of the non-aqueous electrolyte was placed in the bag. The above non-aqueous electrolyte is a 25 ° C. non-aqueous electrolyte in which 1.0 mol / l of LiPF 6 is dissolved in a mixed solvent of ethyl methyl carbonate, diethyl carbonate and ethylene carbonate in a volume ratio of 50:20:30. Was used. And the non-aqueous secondary battery was produced by heat-sealing the said bag, pressure-reducing the inside of a bag. The design capacity of the non-aqueous secondary battery was 20.5 mAh. The non-aqueous electrolyte secondary battery is referred to as a non-aqueous electrolyte
[実施例2]
[多孔質フィルムの製造]
超高分子量ポリエチレン粉末(ハイゼックスミリオン145M、三井化学株式会社製)を18重量%、流動パラフィンと130℃で相溶する脂環族飽和炭化水素樹脂(軟化点90℃)2重量%を準備し、これらの粉末をブレンダーで、粉末の粒径が同じになるまで破砕混合した後、混合粉末を定量フィーダーより二軸混練機に加えて溶融混練した。この時、上記流動パラフィン80重量%をポンプで二軸混練機に加圧しながら加え、一緒に溶融混練した。
Example 2
[Production of porous film]
Prepare 18 wt% of ultra high molecular weight polyethylene powder (Hisex Million 145M, Mitsui Chemicals Co., Ltd.) and 2 wt% of alicyclic saturated hydrocarbon resin (softening point 90 ° C) compatible with liquid paraffin at 130 ° C. These powders were crushed and mixed in a blender until the particle size of the powders became the same, and then the mixed powder was added from a metering feeder to a twin-screw kneader, and melt-kneaded. At this time, 80% by weight of the liquid paraffin was added to the twin-screw kneader with a pump while being pressurized, and melt-kneaded together.
その後、ギアポンプを経てTダイスより押し出すことで、ポリオレフィン樹脂組成物を作製した。上記ポリオレフィン樹脂組成物を、40℃の冷却ロールで冷却し、シート状のポリオレフィン樹脂組成物の捲回体を得た。この時の冷却ロール周速を1.3m/minとした。 Then, the polyolefin resin composition was produced by pushing out from a T-die through a gear pump. The said polyolefin resin composition was cooled with a 40 degreeC cooling roll, and the winding body of the sheet-like polyolefin resin composition was obtained. The peripheral speed of the cooling roll at this time was 1.3 m / min.
得られたシート状のポリオレフィン樹脂組成物を117℃でMD方向に6.4倍の延伸倍率にて延伸した。この時の歪速度を1000%/minとした。続けて、115℃でTD方向に6.0倍の延伸倍率にて延伸した。この時の歪速度を700%/minとした。 The obtained sheet-like polyolefin resin composition was stretched at 117 ° C. in the MD direction at a draw ratio of 6.4 times. The strain rate at this time was 1000% / min. Subsequently, the film was drawn at a draw ratio of 6.0 in the TD direction at 115 ° C. The strain rate at this time was 700% / min.
延伸されたシート状のポリオレフィン樹脂組成物をヘプタンに浸漬することで、添加剤を除去した後、135℃の通風オーブンで12分間静置して乾燥を行い、膜厚10.0μm、透気度137sec/100mLの多孔質フィルムを得た。上記多孔質フィルムをポリオレフィン多孔質フィルム2とする。 The drawn sheet-like polyolefin resin composition is immersed in heptane to remove the additive, and then left to stand in a ventilated oven at 135 ° C. for 12 minutes for drying, and the film thickness is 10.0 μm, and the air permeability is A porous film of 137 sec / 100 mL was obtained. The porous film is referred to as a polyolefin porous film 2.
[非水電解液二次電池の製造]
ポリオレフィン多孔質フィルム1の代わりにポリオレフィン多孔質フィルム2を使用し
た以外は、実施例1と同様にして、非水電解液二次電池を製造した。製造した非水電解液二次電池を非水電解液二次電池2とする。
[Manufacture of non-aqueous electrolyte secondary battery]
A non-aqueous electrolyte secondary battery was manufactured in the same manner as Example 1, except that the polyolefin porous film 2 was used instead of the polyolefin
[比較例1]
[多孔質フィルムの製造]
超高分子量ポリエチレン粉末(GUR2024、ティコナ社製)を68重量%、重量平均分子量1000のポリエチレンワックス(FNP−0115、日本精鑞社製)32重量%、この超高分子量ポリエチレンとポリエチレンワックスの合計を100重量部として、酸化防止剤(Irg1010、チバ・スペシャリティ・ケミカルズ社製)0.4重量%、(P168、チバ・スペシャリティ・ケミカルズ社製)0.1重量%、ステアリン酸ナトリウム1.3重量%を加え、更に全体積に対して38体積%となるように平均粒径0.1μmの炭酸カルシウム(丸尾カルシウム社製)を加え、これらを粉末のままヘンシェルミキサーで混合した後、二軸混練機を用いて溶融混練してポリオレフィン樹脂組成物とした。上記ポリオレフィン樹脂組成物をロールにて冷却するとともに、延伸歪速度150%/minの速度にて延伸し、シートを作成した。このシートを塩酸水溶液(塩酸4mol/L、非イオン系界面活性剤0.5重量%)に浸漬させることで炭酸カルシウムを除去し、105℃、歪速度1250%/minの速度で、6.2倍の延伸倍率にて延伸し、膜厚10.4μm、透気度209sec/100mLの多孔質フィルムを得た。上記多孔質フィルムをポリオレフィン多孔質フィルム3とする。
Comparative Example 1
[Production of porous film]
68% by weight of ultra high molecular weight polyethylene powder (GUR 2024, manufactured by Ticona), 32% by weight of polyethylene wax (FNP-0115, manufactured by Nippon Seikei Co., Ltd.) with a weight average molecular weight of 1000, the total of this ultrahigh molecular weight polyethylene and polyethylene wax As 100 parts by weight, antioxidant (Irg1010, manufactured by Ciba Specialty Chemicals) 0.4% by weight, (P168 manufactured by Ciba Specialty Chemicals) 0.1% by weight, sodium stearate 1.3% by weight Further, calcium carbonate (manufactured by Maruo Calcium Co., Ltd.) having an average particle diameter of 0.1 μm is added so as to be 38% by volume with respect to the total volume, and these are mixed as they are in powder with a Henschel mixer, It melt-kneaded using this, and was set as the polyolefin resin composition. While cooling the above-mentioned polyolefin resin composition with a roll, it was drawn at a drawing strain rate of 150% / min to form a sheet. Calcium carbonate is removed by immersing this sheet in a hydrochloric acid aqueous solution (hydrochloric acid 4 mol / L, non-ionic surfactant 0.5% by weight), 6.2 at a rate of strain rate of 1250% / min at 105 ° C. It extended | stretched by the draw ratio of double, and obtained the film thickness 10.4 micrometers and the porous film of air permeability 209 sec / 100 mL. The porous film is referred to as a polyolefin porous film 3.
[非水電解液二次電池の製造]
ポリオレフィン多孔質フィルム1の代わりにポリオレフィン多孔質フィルム3を使用した以外は、実施例1と同様にして、非水電解液二次電池を製造した。製造した非水電解液二次電池を非水電解液二次電池3とする。
[Manufacture of non-aqueous electrolyte secondary battery]
A non-aqueous electrolyte secondary battery was manufactured in the same manner as Example 1, except that the polyolefin porous film 3 was used instead of the polyolefin
[比較例2]
[多孔質フィルムの製造]
超高分子量ポリエチレン粉末(ハイゼックスミリオン145M、三井化学株式会社製)を18重量%、流動パラフィンと164℃で相溶する脂環族飽和炭化水素樹脂(軟化点125℃)2重量%を準備し、これらの粉末をブレンダーで、粉末の粒径が同じになるまで破砕混合した後、混合粉末を定量フィーダーより二軸混練機に加えて溶融混練した。この時、上記流動パラフィン80重量%をポンプで二軸混練機に加圧しながら加え、一緒に溶融混練した。
Comparative Example 2
[Production of porous film]
Prepare 18 wt% of ultra high molecular weight polyethylene powder (Hisex Million 145M, Mitsui Chemicals Co., Ltd.) and 2 wt% of alicyclic saturated hydrocarbon resin (softening point 125 ° C) compatible with liquid paraffin at 164 ° C, These powders were crushed and mixed in a blender until the particle size of the powders became the same, and then the mixed powder was added from a metering feeder to a twin-screw kneader, and melt-kneaded. At this time, 80% by weight of the liquid paraffin was added to the twin-screw kneader with a pump while being pressurized, and melt-kneaded together.
その後、ギアポンプを経てTダイスより押し出すことで、ポリオレフィン樹脂組成物を作製した。上記ポリオレフィン樹脂組成物を、40℃の冷却ロールで冷却し、シート状のポリオレフィン樹脂組成物の捲回体を得た。この時の冷却ロール周速を1.3m/minとした。 Then, the polyolefin resin composition was produced by pushing out from a T-die through a gear pump. The said polyolefin resin composition was cooled with a 40 degreeC cooling roll, and the winding body of the sheet-like polyolefin resin composition was obtained. The peripheral speed of the cooling roll at this time was 1.3 m / min.
得られたシート状のポリオレフィン樹脂組成物を117℃でMD方向に6.4倍の延伸倍率にて延伸した。この時の歪速度は700%/minとした。続けて、115℃でTD方向に6.0倍の延伸倍率にて延伸した。この時の歪速度は500%/minとした。 The obtained sheet-like polyolefin resin composition was stretched at 117 ° C. in the MD direction at a draw ratio of 6.4 times. The strain rate at this time was 700% / min. Subsequently, the film was drawn at a draw ratio of 6.0 in the TD direction at 115 ° C. The strain rate at this time was 500% / min.
延伸されたシート状のポリオレフィン樹脂組成物をヘプタンに浸漬することで、添加剤を除去した後、120℃の通風オーブンで1分間静置して乾燥を行い、膜厚19.1μm、透気度112sec/100mLの多孔質フィルムを得た。上記多孔質フィルムをポリオレフィン多孔質フィルム4とする。 The drawn sheet-like polyolefin resin composition is immersed in heptane to remove the additive, and then left standing in a ventilated oven at 120 ° C. for 1 minute for drying, and the film thickness is 19.1 μm, the air permeability is A porous film of 112 sec / 100 mL was obtained. The porous film is referred to as a polyolefin porous film 4.
[非水電解液二次電池の製造]
ポリオレフィン多孔質フィルム1の代わりにポリオレフィン多孔質フィルム4を使用し
た以外は、実施例1と同様にして、非水電解液二次電池を製造した。製造した非水電解液二次電池を非水電解液二次電池4とする。
[Manufacture of non-aqueous electrolyte secondary battery]
A non-aqueous electrolyte secondary battery was manufactured in the same manner as Example 1, except that the polyolefin porous film 4 was used instead of the polyolefin
[結論]
実施例1、2、比較例1、2にて製造されたポリオレフィン多孔質フィルム1〜4の「SEM空隙率」、「真の空隙率」、「空隙率測定法間差」および「圧縮弾性率」の値と、実施例1、2、比較例1、2にて製造された非水電解液二次電池1〜4の100サイクル後のレート特性の値を以下の表1に示す。
[Conclusion]
"SEM porosity", "true porosity", "difference between porosity measurement methods", and "compressive elastic modulus" of the polyolefin
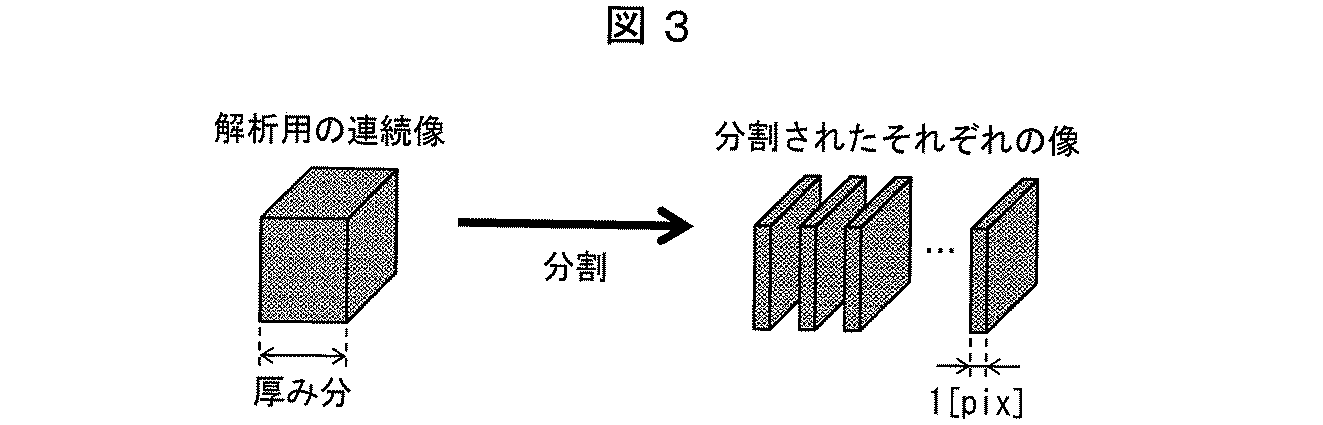
[結論]
表1の記載から、空隙率測定法間差が4〜20%である、実施例1、2にて製造された非水電解液二次電池用セパレータ(ポリオレフィン多孔質フィルム)を組み込んだ非水電解液二次電池は、空隙率測定法間差が上述の範囲外である、比較例1、2にて製造された非水電解液二次電池用セパレータを組み込んだ非水電解液二次電池よりも、充放電を100サイクル繰り返した後のレート特性が高く、サイクル特性により優れていることが分かった。
[Conclusion]
From the description of Table 1, a nonaqueous electrolyte secondary battery separator (polyolefin porous film) manufactured in Examples 1 and 2 having a difference of 4 to 20% in porosity measurement method is incorporated. A non-aqueous electrolyte secondary battery incorporating the separator for a non-aqueous electrolyte secondary battery manufactured in Comparative Examples 1 and 2 in which the difference between the porosity measurement methods is out of the above range is an electrolyte secondary battery. It was found that the rate characteristic after repeating 100 cycles of charging and discharging was higher than that, and the cycle characteristic was more excellent.
本発明の一実施形態に係る非水電解液二次電池用セパレータは、サイクル特性に優れる。従って、本発明の一実施形態に係る非水電解液二次電池用セパレータは、非水電解液二次電池の部材として有用である。 The separator for a non-aqueous electrolyte secondary battery according to an embodiment of the present invention is excellent in cycle characteristics. Therefore, the separator for a non-aqueous electrolyte secondary battery according to one embodiment of the present invention is useful as a member of a non-aqueous electrolyte secondary battery.
Claims (5)
上記ポリオレフィン多孔質フィルムの、倍率6500倍のFIB−SEM測定と画像解析から得られ、1pixが19.2nmとなる条件において、セパレータ面方向の範囲が256pix×256pixで、厚みがセパレータ膜厚分であり、かつ、セパレータ表面から内部厚み方向に向かって形成される、空隙部分と多孔質フィルム部分とが二階調化された連続像から算出した空隙率の平均値と、上記ポリオレフィン多孔質フィルムの厚み、重量目付および真密度から算出した空隙率との差が4〜20%である非水電解液二次電池用セパレータ。 A separator for a non-aqueous electrolyte secondary battery comprising a polyolefin porous film, comprising:
The range of the separator surface direction is 256 pix × 256 pix, and the thickness is the separator film thickness under the conditions obtained by FIB-SEM measurement and image analysis of magnification 6500 times of the above polyolefin porous film and 1 pix of 19.2 nm And the average value of the porosity calculated from the continuous image in which the void portion and the porous film portion are formed from the separator surface toward the inner thickness direction, and the thickness of the above-mentioned polyolefin porous film And a separator for a non-aqueous electrolyte secondary battery, which has a difference of 4 to 20% from the porosity calculated from the weight basis weight and the true density.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019009397A JP2019061972A (en) | 2019-01-23 | 2019-01-23 | Separator for nonaqueous electrolyte secondary battery |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019009397A JP2019061972A (en) | 2019-01-23 | 2019-01-23 | Separator for nonaqueous electrolyte secondary battery |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017041085A Division JP6472822B2 (en) | 2017-03-03 | 2017-03-03 | Nonaqueous electrolyte secondary battery separator |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2019061972A true JP2019061972A (en) | 2019-04-18 |
Family
ID=66177549
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019009397A Pending JP2019061972A (en) | 2019-01-23 | 2019-01-23 | Separator for nonaqueous electrolyte secondary battery |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2019061972A (en) |
-
2019
- 2019-01-23 JP JP2019009397A patent/JP2019061972A/en active Pending
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101749848B1 (en) | Porous layer, separator formed by laminating porous layer, and non-aqueous electrolyte secondary battery including porous layer or separator | |
| KR101788430B1 (en) | Porous layer, separator formed by laminating porous layer, and non-aqueous electrolyte secondary battery including porous layer or separator | |
| JP5926145B2 (en) | Laminated porous film and non-aqueous electrolyte secondary battery | |
| JP2017107848A (en) | Nonaqueous electrolyte secondary battery separator | |
| JP6543291B2 (en) | Separator for non-aqueous electrolyte secondary battery | |
| US10084172B2 (en) | Nonaqueous electrolyte secondary battery separator and use thereof | |
| US10566594B2 (en) | Nonaqueous electrolyte secondary battery separator | |
| JP2019139972A (en) | Nonaqueous electrolyte solution secondary battery | |
| WO2020091059A1 (en) | Nonaqueous electrolyte secondary battery | |
| KR101683424B1 (en) | Nonaqueous electrolyte secondary battery separator | |
| JP2018147688A (en) | Separator for nonaqueous electrolyte secondary battery | |
| JP6943580B2 (en) | Non-aqueous electrolyte secondary battery separator | |
| JP2019061972A (en) | Separator for nonaqueous electrolyte secondary battery | |
| JP2018147884A (en) | Separator for nonaqueous electrolyte secondary battery | |
| JP2019175856A (en) | Method for producing separator for nonaqueous electrolyte secondary battery | |
| JP6545849B2 (en) | Separator for non-aqueous electrolyte secondary battery | |
| WO2024034648A1 (en) | Separator for power storage device, production method therefor, and power storage device | |
| JP2017117779A (en) | Non-aqueous electrolyte secondary battery separator | |
| JP2020074276A (en) | Manufacturing method of separator for non-aqueous electrolyte secondary battery | |
| JP2019050226A (en) | Separator for nonaqueous electrolyte secondary battery | |
| JP2019220278A (en) | Porous layer for nonaqueous electrolyte secondary battery | |
| JP2018147692A (en) | Separator for nonaqueous electrolyte secondary battery |