JP2019059141A - Production method of molding sheet with fine concavo-convex pattern and molding sheet produced by the production method - Google Patents
Production method of molding sheet with fine concavo-convex pattern and molding sheet produced by the production method Download PDFInfo
- Publication number
- JP2019059141A JP2019059141A JP2017186069A JP2017186069A JP2019059141A JP 2019059141 A JP2019059141 A JP 2019059141A JP 2017186069 A JP2017186069 A JP 2017186069A JP 2017186069 A JP2017186069 A JP 2017186069A JP 2019059141 A JP2019059141 A JP 2019059141A
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- layer
- forming
- primary
- forming sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Landscapes
- Laminated Bodies (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
Abstract
Description
本発明は、微細柄凹凸模様を賦型可能な賦型シートの製造方法、該製造方法によって作製された賦型シートに関するものである。 The present invention relates to a method for producing a shaped sheet capable of forming a fine patterned uneven pattern, and a shaped sheet produced by the method.
前記賦型シートは、基材層と、片面に露出した微細柄凹凸模様を賦型可能な表面態様を有する賦型層とを含む積層体であり、表面に、目視され得る微細柄凹凸や、微細柄凹凸模様の回折現象による回折光沢や、マット質感等を有するシートを賦型することができるものである。 The forming sheet is a laminate including a base material layer and a forming layer having a surface form capable of forming a fine patterned concavo-convex pattern exposed on one side, and the fine patterned asperities visible on the surface, It is possible to shape a sheet having a diffraction gloss due to the diffraction phenomenon of a fine patterned uneven pattern, a matte texture and the like.
合成皮革や包装体等のシート表面、更には家具、家屋内装、自動車内装資材の表面に用いられ化粧板等の表面における意匠性を向上させる目的で、凹凸による柄模様を賦型したり、回折現象を利用した光沢(例えば虹状の光沢)を付与することがある。その際には、シート表面に微細な凹凸を形成して、光の回折現象を生じさせて、独特の光沢を発現させるという方法が有る。 For the purpose of improving the design on the surface of sheets such as synthetic leathers and packagings, and also on the surfaces of furniture, house interiors and car interior materials, pattern patterns by unevenness are shaped or diffracted. The phenomenon may be applied to give a gloss (eg, rainbow-like gloss). At that time, there is a method of forming fine unevenness on the sheet surface to cause a light diffraction phenomenon to express unique gloss.
独自の柄模様を発現させるためには、深浅大小様々な複雑化した凹凸模様を賦型する必要があり、柄模様の複雑化に応じてその製造工程が複雑化してきた。 In order to express a unique pattern, it is necessary to shape various complicated patterns of depth and depth, and the manufacturing process has become complicated as the pattern becomes complicated.
例えば、表面にホログラム状の微細凹凸形状を有する離型シートが提案されており、かかる離型シートを用いて製造される樹脂皮革においては、表皮層に形成されたホログラム状の微細凹凸形状により、観察する角度に応じた多色の光沢(虹色の光沢)が奏される(特許文献1,2参照)。 For example, a release sheet having a micro-relief shape in the form of a hologram is proposed on the surface, and in resin leather manufactured using such a release sheet, the micro-relief shape in the form of a hologram is formed in the skin layer. Multicolor gloss (rainbow gloss) according to the angle to be observed is exhibited (see Patent Documents 1 and 2).
しかしながら、微細凹凸形状を形成する際の転写圧によって、微細凹凸形状は潰れてしまったり、離型時に欠落する等の問題も発生し易く、微細凹凸形状の浅さや微細さには限界があった。 However, due to the transfer pressure when forming the fine concavo-convex shape, problems such as the fine concavo-convex shape being crushed or missing during mold release tend to occur, and there was a limit to the shallowness and fineness of the fine concavo-convex shape .
特別な設備を用いずに、低コストで、意匠性の高い柄を得るための微細柄凹凸模様を高精度に形成し得る高賦型性の賦型シートの製造方法、及び該製造方法で製造された賦型シートを提供する。 A method of producing a shaped sheet of high formability capable of forming a fine patterned uneven pattern for obtaining a handle with high designability at a low cost without using special equipment, and a method of producing using the method To provide a shaped sheet.
本発明者らは、上記課題を解決するために鋭意研究し、本発明における賦型シートの製造方法は、特別な設備を用いずに、低コストで、意匠性の高い柄を得るための微細柄凹凸模様を高精度に形成し得る、高賦型性の賦型シートを提供できることを見出した。 MEANS TO SOLVE THE PROBLEM The present inventors earnestly research in order to solve the said subject, and the manufacturing method of the shaping | molding sheet in this invention is a fine for obtaining a handle with high design property at low cost, without using a special installation. It has been found that it is possible to provide a shaped sheet having high formability, which can form a pattern asperity pattern with high accuracy.
すなわち、本発明は、以下の点を特徴とする。
1.微細柄凹凸模様を賦型する為の賦型シートの製造方法であって、
前記賦型シートは、賦型シート基材層と、片面の最表層である賦型シート賦型層とを有する積層体であって、賦型シート原反から一次賦型シートを用いて作製されるものであり、
前記賦型シート賦型層は、前記微細柄凹凸模様を賦型可能な表面態様を有し、
前記賦型シート原反は、賦型シート原反基材層と、片面の最表層である賦型シート原反賦型層とを有する積層体であり、
前記賦型シート原反賦型層の表面粗さは、Saが0.03μm以上、5μm未満であり、
前記賦型シート原反基材層の前記賦型シート原反賦型層側の面の表面粗さは、Saが0.3μm以上、15μm未満であり、
前記一次賦型シートは、一次賦型シート基材層と、片面の最表層である一次賦型シート賦型層とを有する積層体あって、一次賦型シート原反から作製されるものであり、
前記一次賦型シート賦型層は、前記微細柄凹凸模様と略同形状の表面態様を表面に有し
前記一次賦型シート原反は、透明樹脂フィルムからなる一次賦型シート原反基材層と、片面の最表層である一次賦型シート原反賦型層とを有し、
前記一次賦型シート原反賦型層は、紫外線硬化性樹脂組成物からなる層であり
前記製造方法が下記の工程1と工程2とを含む、賦型シートの製造方法。
工程1)前記微細柄凹凸模様を賦型可能な表面態様を有するドラム状賦型版の表面に、前記一次賦型シート原反を、流動可能な状態の前記一次賦型シート原反賦型層が接するように巻き付けて、
前記ドラム状賦型版の前記表面態様を加圧により前記一次賦型シート原反賦型層に転写して、
次いで、前記一次賦型シート原反基材層側から紫外線を照射して前記一次賦型シート原反賦型層を硬化して、前記一次賦型シートを作製する工程。
工程2)加熱された前記賦型シート原反と、前記一次賦型シートとを、前記賦型シート原反賦型層と前記一次賦型シート賦型層とが対向するように重ねて、
次いで、プレス装置で挟んで熱圧することによって、前記一次賦型シート賦型層の前記表面態様を前記賦型シート原反賦型層に転写して、前記賦型シートを作製する工程。
2.前記工程2において、前記一次賦型シートと前記賦型シート原反とが、連続シートであって、連続的に繰り出されて熱圧される、上記1に記載の、賦型シートの製造方法。
3.前記工程2において、前記プレス装置の、前記一次賦型シートが接する側のプレス部品が、平滑で硬い表面構成のロールであり、
前記一次賦型シートは、枚葉シートであって、該ロールの表面に巻き付けて固定されており、
前記賦型シート原反は、連続シートであって、連続的に繰り出される、
上記1に記載の、賦型シートの製造方法。
4.前記賦型シート原反基材層の前記賦型シート原反賦型層側の面の表面粗さは、Saが0.3μm以上、5μm未満であり、
前記賦型シート原反賦型層の表面の表面粗さは、Saが0.03μm以上、0.5μm未満であり、
前記一次賦型シート原反賦型層の表面の表面粗さは、Saが0.03μm以上、0.5μm未満である、
上記1〜3の何れかに記載の、賦型シートの製造方法。
5.前記賦型シート原反基材層の前記賦型シート原反賦型層側の面の表面粗さは、Saが0.3μm以上、15μm未満であり、
前記賦型シート原反賦型層の表面の表面粗さは、Saが0.03μm以上、5μm未満であり、
前記一次賦型シート原反賦型層の表面の表面粗さは、Saが0.03μm以上、5μm未満である、
上記1〜3の何れかに記載の、賦型シートの製造方法。
6.前記賦型シート原反基材層は紙層とクレー層とを含み、
前記賦型シート原反賦型層はポリプロピレン系樹脂またはポリメチルペンテン系樹脂を含む、
上記1〜5の何れかに記載の、賦型シートの製造方法。
7.前記微細柄凹凸模様は、深さが0.08μm以上、10μm以下である、上記1〜6の何れかに記載の、賦型シートの製造方法。
8.前記微細柄凹凸模様は、回折光沢を有し、深さが0.08μm以上、5μm以下である、上記1〜6の何れかに記載の、賦型シートの製造方法。
9.前記微細柄凹凸模様は、マット質感を有し、深さが5μm以上、10μm以下である、上記1〜6の何れかに記載の、賦型シートの製造方法。
10.上記1〜9の何れかに記載の賦型シートの製造方法によって作製された、賦型シート。
That is, the present invention is characterized by the following points.
1. It is a manufacturing method of a forming sheet for forming a fine pattern concavo-convex pattern, and
The forming sheet is a laminate having a forming sheet base layer and a forming sheet forming layer which is the outermost layer on one side, and is produced using a primary forming sheet from a forming sheet raw fabric It is
The forming sheet forming layer has a surface mode capable of forming the fine patterned uneven pattern,
The formed sheet material is a laminate having a formed sheet material base layer and a formed sheet material opposite layer which is the outermost layer on one side,
As for the surface roughness of the forming sheet raw material forming layer, S a is 0.03 μm or more and less than 5 μm,
The surface roughness of the surface on the side of the formed sheet raw material countering layer of the formed sheet raw fabric base layer is such that S a is 0.3 μm or more and less than 15 μm,
The primary forming sheet is a laminate having a primary forming sheet base layer and a primary forming sheet forming layer which is the outermost layer on one side, and is produced from a primary forming sheet raw fabric. ,
The primary forming sheet forming layer has a surface aspect substantially the same shape as the fine pattern uneven pattern on the surface, and the primary forming sheet raw fabric is a primary forming sheet raw fabric base layer made of a transparent resin film And a primary forming sheet original counteracting layer which is the outermost layer on one side,
A method for producing a shaped sheet, wherein the primary shaped sheet raw material-imparting layer is a layer comprising an ultraviolet curable resin composition, and the method comprises the
Step 1) The primary forming sheet raw material forming layer capable of flowing the primary forming sheet raw fabric on the surface of a drum-shaped forming plate having a surface aspect capable of forming the fine pattern uneven pattern Wrap it so that
Transferring the surface aspect of the drum-shaped mold plate to the primary mold sheet original counter mold layer by pressure;
Subsequently, the process of irradiating the ultraviolet-ray from the said primary forming sheet raw fabric base-material layer side, hardening | curing the said primary forming sheet original-repelling layer, and producing the said primary forming sheet.
Process 2) overlapping the heated forming sheet raw fabric and the primary forming sheet so that the forming sheet original reflecting layer and the first forming sheet forming layer face each other,
Then, the step of transferring the surface aspect of the primary forming sheet forming layer to the forming sheet original reflecting layer by sandwiching and hot-pressing it with a press device to produce the forming sheet.
2. In the said
3. In the
The primary forming sheet is a sheet, and is wound around and fixed to the surface of the roll,
The formed sheet material is a continuous sheet which is continuously fed out.
The manufacturing method of a forming sheet as described in said 1.
4. As for the surface roughness of the surface on the side of the formed sheet raw material reflective layer of the formed sheet raw fabric base layer, the S a is 0.3 μm or more and less than 5 μm,
As for the surface roughness of the surface of the forming sheet raw material forming layer, S a is 0.03 μm or more and less than 0.5 μm,
The surface roughness of the surface of the primary forming sheet raw material forming layer is such that S a is not less than 0.03 μm and less than 0.5 μm.
The manufacturing method of a shaping | molding sheet in any one of said 1-3.
5. The surface roughness of the surface on the side of the formed sheet raw material countering layer of the formed sheet raw fabric base layer is such that S a is 0.3 μm or more and less than 15 μm,
The surface roughness of the surface of the shaped sheet original forming layer is such that S a is at least 0.03 μm and less than 5 μm,
The surface roughness of the surface of the primary forming sheet raw material forming layer is such that S a is not less than 0.03 μm and less than 5 μm.
The manufacturing method of a shaping | molding sheet in any one of said 1-3.
6. The formed sheet raw fabric base layer includes a paper layer and a clay layer,
The base sheet for forming a base sheet contains a polypropylene resin or a polymethylpentene resin.
5. Manufacturing method of shaped sheet in any one of said 1-5.
7. The method for producing a shaped sheet according to any one of the above 1 to 6, wherein the fine patterned uneven pattern has a depth of 0.08 μm or more and 10 μm or less.
8. The method for producing a shaped sheet according to any one of the above 1 to 6, wherein the fine patterned uneven pattern has a diffractive gloss and a depth of 0.08 μm or more and 5 μm or less.
9. The method for producing a shaped sheet according to any one of the above 1 to 6, wherein the fine patterned uneven pattern has a matte texture and a depth of 5 μm or more and 10 μm or less.
10. The shaping | molding sheet produced by the manufacturing method of the shaping | molding sheet in any one of said 1-9.
本発明の賦型シートの製造方法によれば、特別な設備を用いずに、低コストで、意匠性の高い柄を得るための微細柄凹凸模様を高精度に形成し得る高賦型性の賦型シートの作製が可能である。 According to the method for producing a shaped sheet of the present invention, it is possible to form a fine pattern asperity pattern for obtaining a design having a high designability with high accuracy at low cost without using special equipment. It is possible to make a shaped sheet.
本発明においては、従来よりも平滑な、基材層と樹脂層とを有する賦型シート原反と、従来よりも平滑な基材層を有する一次賦型シートを用いることによって、従来より浅く微細な模様を有する賦型シートを高精度に作製できる。 In the present invention, by using a primary forming sheet having a base layer and a resin layer smoother than before, and a primary forming sheet having a base layer smoother than before, the layer is shallower and finer than before. A shaped sheet having the following pattern can be produced with high accuracy.
また、上記によって、賦型シートに微細柄凹凸模様を形成する際の圧力を、従来の1/10〜1/3程度の低圧化することも可能であり、上記の原反の平滑性との相乗効果によって、更に、浅く微細な模様を有する賦型シートを高精度に作製できる。 Moreover, it is also possible to reduce the pressure at the time of forming the fine patterned uneven pattern on the formed sheet by about 1/10 to 1/3 of the conventional pressure by the above, and the smoothness of the above-mentioned raw fabric The synergetic effect can further produce a shaped sheet having a shallow and fine pattern with high accuracy.
また更に、賦型時の加熱手段の追加によって、従来よりも安定した高精度な微細柄凹凸模様の形成加工が可能であり、剥離時の冷却手段の追加によって、従来よりも安定した微細柄凹凸模様の欠落防止が可能であり、高精度な微細柄凹凸模様の形成固定が可能であり、相乗効果によって、より更に、浅く微細な模様を有する賦型シートを作製できる。 Furthermore, the addition of the heating means at the time of forming makes it possible to form and process a fine pattern uneven pattern with high precision more stably than before, and the addition of a cooling means at the time of peeling makes the fine pattern unevenness even more stable than before. It is possible to prevent the missing of the pattern, to form and fix the fine patterned uneven pattern with high accuracy, and by the synergetic effect, it is possible to produce a shaped sheet having a shallow and further fine pattern.
また、本発明の製造方法による賦型シートを用いて得られる意匠シートは、皺模様や回折光沢やマット質感を付与する装飾用の部材の作製用途に用いることができる。 Moreover, the design sheet obtained using the forming sheet by the manufacturing method of this invention can be used for preparation applications of the member for decoration which gives a wrinkles pattern, a diffraction gloss, and a matte texture.
具体的な意匠シートの用途としては例えば、合成皮革製品、靴、鞄、ソファー、椅子、乗物の座席等の表面材、箱、包装容器、壁紙や床材等の建築物内裝材、冷蔵庫やテレヴィジョン受像器等の家電製品の表面装飾材等を挙げることができる。 Specific applications of the design sheet include, for example, synthetic leather products, shoes, bags, sofas, chairs, surface materials such as seats for vehicles, boxes, packaging containers, building interior materials such as wallpaper and flooring, refrigerators and the like The surface decoration material of household appliances, such as a television receiver, etc. can be mentioned.
更に、本発明の製造方法による賦型シート及び該賦型シートによって作製される意匠シートは、高度な意匠性や触感性を要求される様々な分野の製品に適用することができる。 Furthermore, the shaped sheet by the manufacturing method of the present invention and the design sheet produced by the shaped sheet can be applied to products of various fields that require high designability and tactile sense.
例えば、練り歯磨き、食品、化粧品、医薬品、その他等の内容物のラミネートチューブ容器の作製用途に用いることができる。ラミネートチューブ容器は、容器本体の表面全体に様々な凹凸を形成することで、視覚の不自由な消費者が触感によって識別することも可能であり、また、滑りにくくもなることで、特に高齢者や手の不自由な消費者が、チューブ容器を持ちやすくなる効果もある。 For example, it can be used for producing laminated tube containers of contents such as toothpaste, food, cosmetics, medicines, and the like. Laminated tube containers can be identified by tactile sensation by the visually impaired consumer by forming various asperities on the entire surface of the container body, and also by being non-slip, it is particularly elderly. It also has the effect of making it easier for handicapped consumers to hold the tube container.
以下、本発明について図面を用いながら説明する。但し、本発明はこれら具体的に例示された形態や各種具体的に記載された構造に限定されるものではない。なお、以下に示す図面では、解り易くする為に、部材の大きさや比率を変更または誇張して記載することがある。また、見易さの為に説明上不要な部分や繰り返しとなる符号は省略することがある。 Hereinafter, the present invention will be described using the drawings. However, the present invention is not limited to the embodiments specifically illustrated or variously described structures. In the drawings shown below, in order to make it easy to understand, the sizes and ratios of members may be changed or exaggerated. In addition, in order to make it easy to read, unnecessary parts and repetitive reference numerals may be omitted.
図1〜8において、賦型部は、y軸方向(以下、「延在方向」或いは「長手方向」とも記載する。)に延びる線状凸部を成している。そして、複数の線状凸部が、x軸方向に配列されている。 In FIGS. 1 to 8, the shape forming portion forms a linear convex portion extending in the y-axis direction (hereinafter, also referred to as “extending direction” or “longitudinal direction”). And a plurality of linear convex parts are arranged in the x-axis direction.
以降、本発明においては、賦型シート原反の賦型層に微細柄凹凸模様を賦型可能な表面態様が形成されたものを賦型シート、該表面態様を賦型シート原反に転写する為の版であるシートを一次賦型シート、該賦型シートから転写によって該微細柄凹凸模様が形成されたシートを意匠シートと記載する。 Thereafter, in the present invention, a forming sheet having a surface form capable of forming a fine pattern asperity pattern formed on the forming layer of the forming sheet raw fabric is transferred to the forming sheet, and the surface aspect is transferred to the forming sheet raw fabric. A sheet which is a plate for printing is referred to as a primary forming sheet, and a sheet on which the fine patterned uneven pattern is formed by transfer from the forming sheet is referred to as a design sheet.
また、賦型シート、一次賦型シート、意匠シートのそれぞれは、賦型シート原反、一次賦型シート原反、意匠シート原反から作製されるものである。 Moreover, each of a forming sheet, a primary forming sheet, and a design sheet is manufactured from a forming sheet raw fabric, a primary forming sheet raw fabric, and a design sheet raw fabric.
本発明において、微細柄凹凸模様は、先ず、ドラム状賦型版の表面から一次賦型シート原反賦型層へと転写され、次に、賦型シート原反賦型層へと転写され、最後に、意匠シート表面へと転写される。 In the present invention, the fine patterned uneven pattern is first transferred from the surface of the drum-like shaped plate to the primary forming sheet original reaction layer, and then transferred to the forming sheet original reaction layer, Finally, it is transferred to the surface of the design sheet.
ここで、微細柄凹凸模様とは、狭義には、意匠シート上の模様を指すものであるが、転写前の反転した凹凸構造の態様についても区別無く同様に、微細柄凹凸模様とも記載する。また、転写によって鋭角部が丸くなることも想定されるが、転写前後は略同形状であると見做し、同様に微細柄凹凸模様とも記載する。 Here, the fine patterned uneven pattern refers to the pattern on the design sheet in a narrow sense, but the aspect of the inverted uneven structure before transfer is also described similarly without distinction. In addition, although it is assumed that sharp corners become rounded due to transfer, the shape before and after transfer is considered to have substantially the same shape, and is similarly described as a fine patterned relief pattern.
本発明の製造方法は、具体的には、例えば、特定の表面粗さを有する基材層と、特定の表面粗さを有する賦型層とを含む賦型シート原反を加熱し、加熱された賦型シート原反と一次賦型シートとを、賦型層同士を対向して重ねて、プレス装置で挟んで加圧し、次いで冷却することで微細柄凹凸模様を賦型層に形成する製造方法である。プレス装置のプレス部品としては、ロール、平板を組み合わせたものが用いられる。 Specifically, for example, the manufacturing method of the present invention heats and heats a formed sheet material including a base material layer having a specific surface roughness and a forming layer having a specific surface roughness. Manufacturing forming a fine patterned uneven pattern in the forming layer by overlapping the forming layers with the forming sheet raw fabric, overlapping the forming layers, sandwiching and pressing with a press, and then cooling. It is a method. As a press part of a press, what combined the roll and the flat plate is used.
各部材の各層の説明においては、特に指定が無ければ、例えば、原反という語はその部材の原反を指し、基材層、賦型層、賦型部、基部という語はその部材の基材層、賦型層、賦型部、基部を指すものとして記載する。 In the description of each layer of each member, unless otherwise specified, for example, the term "raw" refers to the raw fabric of the member, and the terms base layer, shaping layer, shaping portion, base refer to the basis of the member. It is described as referring to a material layer, a forming layer, a forming part, and a base.
本発明において、エンボスロールとは、狭義には表面にエンボス構造の表面態様を有す
るロールのことであるが、ドラム状エンボス賦型版が取り付けられたロールや、賦型シートが接している側のロールをも包含する総称としても記載する。
In the present invention, the emboss roll is, in a narrow sense, a roll having a surface aspect of the embossed structure on the surface, but a roll on which a drum-shaped embossed plate is attached or a side on which a forming sheet is in contact. Also described as a generic term that also includes roles.
本発明において、バックアップロールとは、上記エンボスロールと同時に用いられる、対のロールのことであり、バックアップロールの表面は、目的や使い方によって、柔らかいもの、または、硬いものが選ばれる。 In the present invention, the backup roll is a pair of rolls used simultaneously with the emboss roll, and the surface of the backup roll is selected to be soft or hard depending on the purpose and usage.
表面が柔らかいバックアップロールは、エンボスロールやドラム状エンボス賦型版が取り付けられたロールや賦型シート賦型層の表面エンボス凹凸形状を、加圧により転写され得る表面構成を備えたロールであり、転写は一時的でも恒久的でもよく、該バックアップロールを用いた場合には、各種シートの賦型層のみならず基材層にも該表面エンボス凹凸形状を反映させ得るものである。 The backup roll having a soft surface is a roll provided with a surface configuration that can be transferred by pressure application to a roll having a emboss roll or a drum-shaped embossed forming plate attached or a surface-embossed uneven shape of a forming sheet forming layer, The transfer may be temporary or permanent, and when the backup roll is used, the surface embossed asperity shape can be reflected not only on the forming layer of various sheets but also on the base material layer.
表面が柔らかいバックアップロールの具体例としては、例えば、ウールンペーパーロール等のペーパーロール、高弾性ロール、ゴムロール等が挙げられる。 Specific examples of the backup roll having a soft surface include, for example, a paper roll such as a woolen paper roll, a high elasticity roll, a rubber roll and the like.
表面が硬いバックアップロールは、エンボスロールやドラム状エンボス賦型版が取り付けられたロールや賦型シート賦型層の表面エンボス凹凸形状が、圧着により転写することの無い表面構成を備えたロールであり、該バックアップロールを用いた場合には、転写は、転写対象シートの賦型層に主に反映される。 The backup roll having a hard surface is a roll having a surface structure in which the surface embossed asperity shape of the roll on which the emboss roll or the drum-shaped embossed forming plate is attached and the formed sheet forming layer is not transferred by pressure bonding When the backup roll is used, transfer is mainly reflected on the forming layer of the transfer target sheet.
本発明においては、バックアップロールには、表面が柔らかいバックアップロールから表面が硬いバックアップロールまでの何れをも用いることが可能であり、特別に微細な模様を賦型したい場合には、表面が硬いバックアップロールが好まれる。 In the present invention, as the backup roll, either a backup roll having a soft surface or a backup roll having a hard surface can be used, and when it is desired to form a particularly fine pattern, a backup having a hard surface Roll is preferred.
1つのロールと1つの平板を用いる場合や、2つの平板を用いる場合も同様であり、両側に表面が平滑で硬いものを選ぶこともできるし、賦型の元型になる側の表面は平滑で硬いが、転写される側については多種多様のものを目的に応じて選ぶことも出来る。 The same applies to the case of using one roll and one flat plate, or the case of using two flat plates, and one having smooth and hard surfaces on both sides can also be selected, and the surface on the side to be a mold base is smooth Although it is hard, the side to be transferred can be selected from a wide variety according to the purpose.
樹脂組成物とは、狭義には樹脂に他成分を配合した物を指すが、本発明においては、樹脂も樹脂組成物に包含されるものとして記載する。 Although a resin composition refers to the thing which mix | blended the other component with resin in a narrow sense, in this invention, resin is also described as what is included in a resin composition.
<微細柄凹凸模様>
本発明において、柄の単位大きさとは、規則的繰り返しパターン模様の場合には繰り返し方向のピッチを、ランダムな独立模様の場合には、単位柄を長方形に収めた場合の長方形の長辺の長さを指し、賦型シートの幅または長さのように、非常に大きな場合もある。
<Fine pattern unevenness pattern>
In the present invention, the unit size of the handle means the pitch in the repeat direction in the case of a regular repeat pattern, and in the case of a random independent pattern, the long side of the long side of the rectangle when the unit pattern is enclosed in a rectangle. And may be very large, such as the width or length of the shaped sheet.
本発明において、微細柄凹凸模様は、規則的な繰り返し模様であっても、単位柄種類や柄の単位大きさの異なるランダムな模様でもよい。 In the present invention, the fine patterned uneven pattern may be a regular repeated pattern or a random pattern having different types of unit patterns and unit sizes of patterns.
図1と図2に微細柄凹凸模様部分の拡大断面図を示した。Pは微細柄凹凸模様のピッチを、Dは微細柄凹凸模様の深さを示していて、賦型部は、y軸方向(以下、「延在方向」或いは「長手方向」とも記載する。)に延びる線状凸部を成している。そして、複数の線状凸部が、x軸方向に配列されている。 FIGS. 1 and 2 show enlarged cross-sectional views of the fine patterned uneven portion. P indicates the pitch of the fine patterned uneven pattern, D indicates the depth of the fine patterned uneven pattern, and the shaping portion is in the y-axis direction (hereinafter, also referred to as “extending direction” or “longitudinal direction”). Forming a linear convex portion extending to the And a plurality of linear convex parts are arranged in the x-axis direction.
本発明において、微細柄凹凸模様の深さDは、0.08μm以上、10μm以下であることが好ましい。 In the present invention, the depth D of the fine patterned relief pattern is preferably 0.08 μm or more and 10 μm or less.
意匠シート表面に回折光沢を得たい場合は、微細柄凹凸模様は、一例として図1に示したように、微細柄凹凸模様の線状凸部が三角柱を横に倒した線状であり、底辺を前記基部
に、頂点を前記基部とは反対側に有する二等辺三角形断面を具備し、該二等辺三角形断面を維持して一方向に延びた形状であり、広範囲の断面形状は略三角波形状であることが好ましい。
When it is desired to obtain the diffraction gloss on the surface of the design sheet, the fine patterned uneven pattern is a line shape in which the linear convexes of the fine patterned uneven pattern are laterally inverted as shown in FIG. 1 as an example. The base has an isosceles triangular cross section having an apex on the side opposite to the base, and the shape extends in one direction while maintaining the isosceles triangular cross section, and the wide cross section has a substantially triangular shape. Is preferred.
意匠シート表面に回折光沢を得たい場合は、微細柄凹凸模様の深さDは、0.08μm以上、5μm以下が好ましく、ピッチPは、1μm以上、10μm以下が好ましい。 When it is desired to obtain diffraction gloss on the surface of the design sheet, the depth D of the fine patterned relief pattern is preferably 0.08 μm or more and 5 μm or less, and the pitch P is preferably 1 μm or more and 10 μm or less.
また、ピッチPが1μm以上、3μm以下の場合において、線状凸部の二等辺三角形状の頂点における頂角θは、ピッチPが1μm以上、2μm以下の場合は、80°以上、160°以下が好ましく、ピッチPが2μmを超え、3μm以下の場合には、120°以上、160°以下が好ましい。 In addition, when the pitch P is 1 μm or more and 3 μm or less, the apex angle θ at the apex of the isosceles triangle of the linear convex portion is 80 ° or more and 160 ° or less when the pitch P is 1 μm or more and 2 μm or less In the case where the pitch P is more than 2 μm and not more than 3 μm, 120 ° or more and 160 ° or less is preferable.
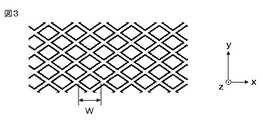
意匠シート表面にマット状質感を得たい場合は、微細柄凹凸模様は、一例として図2に示したように、凸部が底面が略菱形の略四角柱形状で、広範囲の断面形状は略矩形波形状、略台形波形状であることが好ましい。 When it is desired to obtain a matte texture on the surface of the design sheet, as shown in FIG. 2 as an example, the fine patterned concavo-convex pattern has a convex portion in the form of a substantially square pole having a substantially rhombus bottom surface, It is preferable that it has a wave shape or a substantially trapezoidal wave shape.
また、意匠シート表面にマット状質感を得たい場合は、微細柄凹凸模様の深さDは、5μm以上、10μm以下が好ましく、ピッチPは、0.1mm以上、5mm以下が好ましい。また、上から見た場合の平面図が図3のようなマット状質感を与える微細柄凹凸模様の場合は、凸部の幅Wは、0.1mm以上、1mm以下であることが、触感性に優れるので好ましい。 When it is desired to obtain a matte texture on the surface of the design sheet, the depth D of the fine patterned relief pattern is preferably 5 μm or more and 10 μm or less, and the pitch P is preferably 0.1 mm or more and 5 mm or less. Moreover, in the case where the plan view when viewed from above is a fine patterned concavo-convex pattern giving a matte texture as shown in FIG. 3, the tactile sense that the width W of the convex portion is 0.1 mm or more and 1 mm or less Because it is excellent.
微細柄凹凸模様の断面形状は、様々な形状が可能であり、例えば、略三角波形状、略矩形波形状、略台形波形状、略正弦波形状又は略鋸歯状波形状等が挙げられる。 The cross-sectional shape of the fine patterned concavo-convex pattern can be various shapes, and examples thereof include a substantially triangular wave shape, a substantially rectangular wave shape, a substantially trapezoidal wave shape, a substantially sinusoidal wave shape or a substantially sawtooth wave shape.
意匠シートの表面に上記のような微細柄凹凸模様を有することによって、意匠シートがマット質感の外観や回折光沢および触感による識別性を有し、また、消費者、特に高齢者が意匠シート使用容器を滑らせずに持ちやすくできるという利点を発揮する。 By having the above-mentioned fine pattern concavo-convex pattern on the surface of the design sheet, the design sheet has the matte texture appearance, the distinguishability by the diffraction gloss and the touch feeling, and the consumer, particularly the elderly can use the design sheet container. It offers the advantage of being easy to hold without sliding.
また、意匠シート表面の微細柄凹凸模様の凸凹部の形状パターンとしては、点分散状、ストライプ状等を用いることもできる。更には、図8のように、三角形の線状凸部と平らな線状凹部を形成していてもよい。この図8に示された意匠シートの模様は、図7に示された賦型シートを用いることで作製される。 Moreover, as a shape pattern of the convex-concave part of the fine pattern uneven | corrugated pattern on the surface of a design sheet, a point dispersion form, stripe form, etc. can also be used. Furthermore, as shown in FIG. 8, triangular linear protrusions and flat linear recesses may be formed. The pattern of the design sheet shown in FIG. 8 is produced by using the shaped sheet shown in FIG.
また更なる意匠シート表面の微細柄凹凸模様の凸凹部の形状パターンとしては、四角錐の島が配列した模様のシートを作製するための形態や、皺やワニ革状の非幾何学的な模様の形態であってもよい。 Further, as a shape pattern of the concavo-convex portion of the fine patterned concavo-convex pattern on the surface of the design sheet, a form for producing a sheet of a pattern in which islands of quadrangular pyramid are arrayed, or a non-geometrical pattern of wrinkles or crocodile leather It may be in the form of
本発明においては、賦型シートを用いて意匠シートの表面樹脂層に微細柄凹凸模様を転写して形成するという製造上の観点から、意匠シート表面の微細柄凹凸模様の態様は、凸部、凹部、頂部、及び谷部が図1や図2に示されたような明確な態様ではなく、角部が丸くなった態様や、断面形状が略台形になることもある。しかし、明確な態様とはならなくとも、十分に、マット状質感や回折光沢が、明るく且つ広い視野で観察され得る。 In the present invention, the form of the fine patterned uneven pattern on the surface of the design sheet is a convex portion, from the viewpoint of manufacturing that the fine patterned uneven pattern is transferred to the surface resin layer of the design sheet using the forming sheet. The recess, the top, and the valley may not be as clear as shown in FIGS. 1 and 2, but may be rounded in the corner or have a substantially trapezoidal cross section. However, the matte texture and the diffractive gloss can be sufficiently observed in a bright and wide field of view, if not the clear aspect.
図9(a)、(b)は、表面樹脂層を上から見た平面図であり、微細柄凹凸模様の線状凸部及び線状凹部が延びる態様が表れている。図9(a)は、線状凸部及び線状凹部が帯状の賦型シートの長手方向(同図に於けるy軸方向)に対して平行に延びる例、図9(b)は、線状凸部及び線状凹部が帯状の賦型シートの長手方向(同図に於けるy軸方向)に対して角度α傾いて延びる例である。 FIGS. 9 (a) and 9 (b) are plan views of the surface resin layer as viewed from above, in which a linear convex portion with a fine patterned uneven pattern and a linear concave portion extend. Fig. 9 (a) is an example in which the linear convex portion and the linear concave portion extend in parallel to the longitudinal direction (y-axis direction in the same figure) of the strip-like shaped sheet, and Fig. 9 (b) is a line This is an example in which the convex portion and the linear concave portion extend at an angle α with respect to the longitudinal direction (y-axis direction in the figure) of the strip-shaped shaped sheet.
模様によっても異なるが、図9(a)、(b)の模様の場合には、αの範囲は0°以上、1°以下であることが好ましい。図9(a)はαが0°の場合を示している。αを上記範囲にすることにより、賦型シート生産時の離型性、及び該賦型シートを用いた意匠シート生産時の離型性を向上させることができ、意匠シートの線状凹凸部に欠け等の不具合が生じ難くなる。 Although it varies depending on the pattern, in the case of the pattern of FIGS. 9A and 9B, the range of α is preferably 0 ° or more and 1 ° or less. FIG. 9A shows the case where α is 0 °. By setting α to the above-mentioned range, it is possible to improve the releasability at the time of producing the shaped sheet and the releasability at the time of producing the design sheet using the shaped sheet. Defects such as chipping are less likely to occur.
微細柄凹凸模様は、表面樹脂層の表面の平滑な略平坦面に位置していることが好ましい。これは、賦型シートから微細柄凹凸模様が転写される際に、平滑な略平坦面に位置している微細柄凹凸模様は転写性(賦型性)に優れているからである。 The fine patterned relief pattern is preferably located on a smooth and substantially flat surface of the surface resin layer. This is because when the fine patterned uneven pattern is transferred from the forming sheet, the fine patterned uneven pattern positioned on a smooth substantially flat surface is excellent in transferability (forming property).
平滑な略平坦面の具体例としては、他の模様の無い部分、前記表面樹脂層の凹部底面、前記表面樹脂層の凸部天面等が挙げられる。 Specific examples of the smooth substantially flat surface include a portion having no other pattern, the bottom of the concave portion of the surface resin layer, the top of the convex portion of the surface resin layer, and the like.
凸部天面周辺、凹部底面周辺、斜面部に位置する微細柄凹凸模様と、上記の平滑な略平坦面に位置している微細柄凹凸模様とが、同条件下で同時に転写(賦型)されることは困難である。 Under the same conditions, the fine pattern concavo-convex pattern located around the convex top surface, around the concave bottom, and on the slope, and the fine pattern concavo-convex pattern located on the above-mentioned smooth and substantially flat surface are simultaneously transferred (formed) under the same conditions. It is difficult to be done.
よって、意匠シートの表面樹脂層の表面の平滑な略平坦面にのみ微細柄凹凸模様を賦型して、高精度に仕上げることも好ましい。 Therefore, it is also preferable to shape the fine pattern asperity pattern only on the smooth and substantially flat surface of the surface resin layer surface of the design sheet and finish with high accuracy.
<一次賦型シート原反>
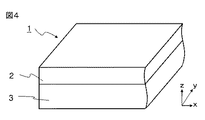
図4には、本発明における一次賦型シート原反の1例を表す斜視図を示した。図4からわかるように、一次賦型シート原反は賦型層と基材層とを有する積層体である。
<Primary form sheet original fabric>
In FIG. 4, the perspective view showing one example of the primary forming sheet raw fabric in this invention was shown. As can be seen from FIG. 4, the primary forming sheet raw fabric is a laminate having a forming layer and a base layer.
更には、基材層は、基材層の賦型層側表面を平滑化するために、平滑化樹脂層等の平滑化層を有することもできる。 Furthermore, the base material layer can also have a smoothing layer such as a smoothing resin layer in order to smooth the surface on the forming layer side of the base material layer.
また更には、基材層と賦型層との密着性を向上させる目的で、基材層は、表面がコロナ放電処理、オゾン処理等の易接着性処理が施されていてもよく、プライマーやアンカーコート剤等から成るアンカーコート層を、賦型層側に有することもできる。 Furthermore, in order to improve the adhesion between the base material layer and the forming layer, the base material layer may be subjected to an easy adhesion treatment such as corona discharge treatment, ozone treatment, etc. An anchor coat layer comprising an anchor coat agent or the like can also be provided on the forming layer side.
一次賦型シート原反は、枚葉シート状でもよく、ロールに巻かれた連続シート状であってもよい。 The primary formed sheet material may be in the form of a sheet or in the form of a continuous sheet wound on a roll.
[基材層]
本発明において、一次賦型シート原反の基材層は、紫外線を透過するものが好ましく、耐熱性、平滑性、耐屈曲性、剛性等を有するものが更に好ましく、具体的には、樹脂フィルムまたはシート、樹脂塗布膜等が好ましく用いられる。
[Base layer]
In the present invention, the base layer of the primary formed sheet raw fabric preferably transmits ultraviolet light, and more preferably has heat resistance, smoothness, bending resistance, rigidity, etc. Specifically, a resin film Alternatively, a sheet, a resin coating film or the like is preferably used.
具体的な樹脂としては、例えば、ポリエチレンテレフタレート(PET)やポリエチレンナフタレート等のポリエステル系樹脂、各種ナイロン等のポリアミド系樹脂、ポリエチレン系樹脂、ポリプロピレン系樹脂、環状ポリオレフィン樹脂、ポリスチレン系樹脂、アクリロニトリル−スチレン共重合体(AS樹脂)、アクリロニトリル−ブタジエン−スチレン共重合体(ABS樹脂)、ポリブテン樹脂等のポリオレフィン系樹脂、ポリ塩化ビニル系樹脂、ポリカーボネート系樹脂、ポリイミド系樹脂、ポリアミドイミド系樹脂、ポリアリールフタレイト樹脂、シリコーン系樹脂、ポリスルホン系樹脂、ポリフェニレンスルフィド系樹脂、ポリエーテルスルホン系樹脂、ポリウレタン系樹脂、セルロース系樹脂、ポリ(メタ)アクリル系樹脂、ポリ塩化ビニリデン、アセタール系樹脂、フッ素系樹脂、その他等の樹脂が挙げられる。 Specific examples of the resin include polyester resins such as polyethylene terephthalate (PET) and polyethylene naphthalate, polyamide resins such as various nylons, polyethylene resins, polypropylene resins, cyclic polyolefin resins, polystyrene resins, acrylonitrile- Styrene copolymer (AS resin), acrylonitrile-butadiene-styrene copolymer (ABS resin), polyolefin resin such as polybutene resin, polyvinyl chloride resin, polycarbonate resin, polyimide resin, polyamideimide resin, poly Aryl phthalate resin, silicone resin, polysulfone resin, polyphenylene sulfide resin, polyethersulfone resin, polyurethane resin, cellulose resin, poly (meth) acrylic resin, Li vinylidene chloride, acetal resins, fluorine-based resins, resins other, and the like.
本発明においては、特に、ポリエステル系樹脂、ポリプロピレン系樹脂、または、ポリアミド系樹脂のフィルムまたはシートを使用することが好ましく、耐熱性及び平滑性の観点からは、ポリエチレンテレフタレート、ポリエチレンナフタレート等のポリエステル系樹脂のフィルムまたはシートを使用することがより好ましく、PETフィルムまたはシートを用いることが特に好ましい。 In the present invention, in particular, it is preferable to use a film or sheet of polyester resin, polypropylene resin, or polyamide resin, and from the viewpoint of heat resistance and smoothness, polyester such as polyethylene terephthalate and polyethylene naphthalate. It is more preferable to use a film or sheet of a base resin, and it is particularly preferable to use a PET film or sheet.
また、必要に応じて、2種以上の樹脂のフィルムまたはシ−ト等を併用して使用することもできる。 Also, if necessary, films or sheets of two or more resins may be used in combination.
賦型層の表面を平滑にするためには、基材層の表面を平滑にすることが効果的で有る。 In order to make the surface of the forming layer smooth, it is effective to make the surface of the base layer smooth.
一次賦型シート原反基材層の賦型層側の表面粗さのSaは、0μm以上、15μm未満が好ましい。ここで、Saが0ということは、機器の測定限界以下のSaであることを意味する。 Primary shaping sheet raw S a surface roughness of the shaping layer side of the anti-substrate layer, or 0 .mu.m, preferably less than 15 [mu] m. Here, that Sa is 0 means that it is Sa below the measurement limit of the device.
更に、原反賦型層表面をミラー光沢仕様にする場合や後工程で回折光沢を呈する微細柄凹凸模様を賦型する場合には、0μm以上、0.5μm未満が好ましく、原反賦型層表面を艶消しのマット仕様にする場合や後工程でマット質感を呈する微細柄凹凸模様を賦型する場合には、0μm以上、15μm未満が好ましい。 Furthermore, in the case where the surface of the original transfer layer is made to have mirror gloss specifications, or in the case of forming a fine patterned uneven pattern exhibiting diffractive gloss in a later step, 0 μm or more and less than 0.5 μm are preferable, and the original transfer layer In the case where the surface is made to have a matte matte specification or in the case of forming a fine patterned concavo-convex pattern exhibiting a matte texture in a later step, 0 μm or more and less than 15 μm is preferable.
また、一次賦型シート原反基材層の賦型層側の表面粗さのSzは、3μm以上、250μm以下が好ましく、5μm以上、150μm以下がより好ましい。 The surface roughness of the S z of shaping layer side of the primary shaping sheet raw substrate layer, 3 [mu] m or more, preferably 250μm or less, 5 [mu] m or more, more preferably at most 150 [mu] m.
更に、原反賦型層表面をミラー光沢仕様にする場合や後工程で回折光沢を呈する微細柄凹凸模様を賦型する場合には、3μm以上、20μm未満が好ましく、5μm以上、20μm未満がより好ましく、原反賦型層表面を艶消しのマット仕様にする場合や後工程でマット質感を呈する微細柄凹凸模様を賦型する場合には、20μm以上、250μm以下が好ましく、20μm以上、150μm以下がより好ましい。 Furthermore, in the case where the surface of the original reaction layer is made to have mirror gloss specifications, or in the case of forming a fine patterned uneven pattern exhibiting diffractive gloss in a later step, 3 μm or more and less than 20 μm are preferable, and 5 μm or more and less than 20 μm are more preferable. Preferably, when the surface of the original transfer layer is made to have a matte matte specification or when forming a fine patterned uneven pattern exhibiting a matte texture in a later step, 20 μm or more and 250 μm or less is preferable, and 20 μm or more and 150 μm or less Is more preferred.
ここで、SaとSzはJIS B0601 2001で定められた算術平均粗さであり、形状解析レーザ顕微鏡(株式会社キーエンス製VK−8710)等を用いて測定できる。 Here, S a and S z are arithmetic mean roughnesses defined in JIS B0601 2001, and can be measured using a shape analysis laser microscope (VK-8710 manufactured by Keyence Corporation) or the like.
SaやSzが上記範囲よりも大きいと、賦型シート原反賦型層への微細柄凹凸模様の賦型にムラが生じ易くなり、特に、回折光沢の発現を阻害する虞がある。SaやSzが上記範囲よりも小さいと、作製するための費用が高くなる一方で効果は限定的である。コストと性能の両立の観点から、SaやSzは上記の範囲であることが好ましい。 If S a or S z is larger than the above range, unevenness is likely to occur in the formation of the fine patterned concavo-convex pattern on the formed sheet original reaction layer, and in particular, there is a risk of inhibiting the development of the diffraction gloss. If S a or S z is smaller than the above range, the cost for producing is high while the effect is limited. From the viewpoint of compatibility between cost and performance, S a and S z is preferably in the range of above.
本発明においては、上記範囲のSaやSzの、平滑な樹脂フィルムまたはシートを選択的に用いることによって、広く浅い微細柄凹凸模様を高精度に賦型し得るものである。 In the present invention, by selectively using a smooth resin film or sheet of the above-mentioned range of S a or S z , it is possible to form a wide and shallow fine patterned uneven pattern with high accuracy.
基材層の厚さは賦型層を支持できる厚みで有れば特に限定されることはないが、8μm以上、300μm以下であることが好ましく、10μm以上、200μm以下であることが更に好ましい。 The thickness of the substrate layer is not particularly limited as long as it can support the forming layer, but is preferably 8 μm or more and 300 μm or less, and more preferably 10 μm or more and 200 μm or less.
上記範囲よりも厚いと、賦型層を積層及び加工する際に支持性の効果向上は限定的である一方で、剛性が強くなり過ぎる虞がありコストも増大する。また上記範囲よりも薄いと、賦型層を積層及び加工する際の支持性が不足する虞がある。 If the thickness is larger than the above range, the improvement of the supportability is limited when laminating and processing the forming layer, but the rigidity may be too strong, and the cost is also increased. If the thickness is smaller than the above range, the supportability in laminating and processing the forming layer may be insufficient.
(平滑化層)
平滑化層は、基材層表面を更に平滑化して賦型層の賦型転写性を向上させるものであり
、必要に応じて、基材層の賦型層側の面に設けられる。但し、賦型層の賦型形状耐久性は、若干低下し易い傾向になる。
(Smoothing layer)
The smoothing layer further smoothes the surface of the base layer to improve the shape transferability of the forming layer, and is provided on the surface of the base layer on the side of the forming layer, as necessary. However, the forming shape durability of the forming layer tends to be slightly reduced.
平滑化層は、ポリオレフィン系樹脂等からなる樹脂層を、塗布や押出コーティングにより形成してもよく、超鏡面チルロール等で表面粗さを調整しても良い。 The smoothing layer may be formed by coating or extrusion coating a resin layer made of a polyolefin-based resin or the like, or the surface roughness may be adjusted by a super mirror chill roll or the like.
平滑化層の厚さは、特に限定されないが、10μm〜60μmが好ましい。 The thickness of the smoothing layer is not particularly limited, but is preferably 10 μm to 60 μm.
(アンカーコート層)
アンカーコート層は、基材層表面と賦型層との密着性を向上させる目的で、必要に応じて設けられる層である。本発明においては、プライマーコート、アンカーコート等の塗布処理等の総称として用い、コロナ放電処理、オゾン処理等の易接着性処理と併用することもできる。また、基材樹脂フィルムまたはシートと平滑化層との密着性を向上させるために設けることもできる。
(Anchor coat layer)
The anchor coat layer is a layer provided as necessary for the purpose of improving the adhesion between the surface of the base material layer and the forming layer. In the present invention, it can be used as a generic term for coating treatment such as primer coat and anchor coat, and can be used in combination with easy adhesion treatment such as corona discharge treatment and ozone treatment. It can also be provided to improve the adhesion between the base resin film or sheet and the smoothing layer.
アンカーコート層は、例えば、水溶性、または、水分散型のエマルジョンもしくはディスパージョンのアンカーコート剤を塗布することにより形成できる。 The anchor coat layer can be formed, for example, by applying a water-soluble or water-dispersible emulsion or dispersion anchor coat agent.
このアンカーコート剤としては、ポリプロピレン系、変性ポリオレフィン系、エチレン−酢酸ビニル共重合体系、ポリエチレンイミン系、ポリブタジエン系、ポリウレタン系、ポリエステル系樹脂のエマルジョンもしくはディスパージョンのほか、ポリ塩化ビニルエマルジョン、ウレタンアクリル樹脂エマルジョン、シリコンアクリル樹脂エマルジョン、酢酸ビニルアクリル樹脂エマルジョン、アクリル樹脂エマルジョン、そして、スチレン−ブタジエン共重合体ラテックス、アクリロニトリル−ブタジエン共重合体ラテックス、メチルメタクリレート−ブタジエン共重合体ラテックス、クロロプレンラテックス、ポリブタジエンラテックスなどのゴム系ラテックス、ポリアクリル酸エステルラテックス、ポリ塩化ビニリデンラテックス、或いはこれらのラテックスのカルボキシル変性物、また、水溶性アンカーコート剤としては、ポリビニルアルコール、水溶性エチレン−酢酸ビニル共重合体、ポリエチレンオキサイド、水溶性アクリル樹脂、水溶性エポキシ樹脂、水溶性セルロース誘導体、水溶性ポリエステル、水溶性イソシアネート、水溶性リグニン誘導体などの水溶液を使用することができる。 Examples of the anchor coating agent include polypropylene-based, modified polyolefin-based, ethylene-vinyl acetate copolymer-based, polyethyleneimine-based, polybutadiene-based, polyurethane-based, polyurethane-based, emulsion or dispersion of polyester resins, polyvinyl chloride emulsion, urethane acrylic Resin emulsion, silicone acrylic resin emulsion, vinyl acetate acrylic resin emulsion, acrylic resin emulsion, and styrene-butadiene copolymer latex, acrylonitrile-butadiene copolymer latex, methyl methacrylate-butadiene copolymer latex, chloroprene latex, polybutadiene latex Rubber latex, polyacrylate latex, polyvinylidene chloride latex, or These are carboxyl modified products of these latexes, and as water soluble anchor coating agents, polyvinyl alcohol, water soluble ethylene-vinyl acetate copolymer, polyethylene oxide, water soluble acrylic resin, water soluble epoxy resin, water soluble cellulose derivative, Aqueous solutions of water-soluble polyesters, water-soluble isocyanates, water-soluble lignin derivatives and the like can be used.
これらの中でもポリプロピレン系または変性ポリオレフィン系樹脂のエマルジョンもしくはディスパージョンは、紙に対するポリプロピレン系樹脂層の積層強度を一層強くでき、かつ、耐熱性にも優れる点で好ましい。 Among these, an emulsion or dispersion of a polypropylene-based or modified polyolefin-based resin is preferable in that it can further increase the lamination strength of the polypropylene-based resin layer to paper and is excellent in heat resistance.
上記アンカーコート剤の塗布方法としては、例えば、グラビアコート法、リバースロールコート法、ナイフコート法、キスコート法などで塗布することができ、その塗布量としては、乾燥時の塗布量で0.1g/m2〜5g/m2が好ましい。 The anchor coating agent can be applied by, for example, a gravure coating method, a reverse roll coating method, a knife coating method, a kiss coating method, or the like. / m 2 ~5g / m 2 is preferred.
[賦型層]
本発明において、一次賦型シート原反の賦型層は、基材層の一方の面に積層された紫外線硬化性樹脂または紫外線硬化性樹脂組成物からなる層であり、賦型シート表面に、目的とする微細柄凹凸模様を転写し得る表面態様を、転写によって形成し得る構造の表面態様、即ち、目的とする微細柄凹凸模様と略同型状の微細柄凹凸模様構造の表面態様を有し得るものである。
[Shape layer]
In the present invention, the forming layer of the primary forming sheet raw fabric is a layer formed of an ultraviolet ray curable resin or an ultraviolet ray curable resin composition laminated on one surface of the base material layer, It has a surface aspect of a structure which can form a surface aspect capable of transferring a target micropattern unevenness pattern by transfer, that is, a surface aspect of a micropattern unevenness structure having substantially the same shape as the target micropattern unevenness pattern It is what you get.
本発明において、前記紫外線硬化性樹脂組成物は、無溶剤型であっても、溶剤型であっても良く、更に必要に応じて、分散剤、粘度調節剤、着色剤、帯電防止剤、無機や有機の微粒子等が含まれていてもよい。紫外線硬化性樹脂組成物を用いることによって、高い微
細柄凹凸模様の形成精度が達成され易い。
In the present invention, the ultraviolet curable resin composition may be solventless or solvent type, and further, if necessary, a dispersant, a viscosity modifier, a colorant, an antistatic agent, an inorganic substance. Or organic particles may be contained. By using the ultraviolet curable resin composition, it is easy to achieve high formation accuracy of the fine patterned relief pattern.
紫外線硬化性樹脂組成物に含有される具体的な紫外線硬化性樹脂としては、賦型シート原反賦型層として機能することができれば特に限定されることはないが、(メタ)アクリル系樹脂、アクリル酸エステル共重合体等を含むことが好ましい。これらの樹脂は、一種を単独で用いてもよいし二種以上を組み合わせて用いてよい。 The specific UV curable resin contained in the UV curable resin composition is not particularly limited as long as it can function as a mold sheet original reaction mold layer, but (meth) acrylic resin, It is preferable to contain an acrylic ester copolymer and the like. These resins may be used alone or in combination of two or more.
更に、硬化性や強靭性や剛性を調整する為に、紫外線硬化性を阻害しない範囲内で、ウレタン系樹脂、エポキシ系樹脂、エステル系樹脂、等を併用することも可能である。 Furthermore, in order to adjust the curability, toughness and rigidity, it is also possible to use a urethane resin, an epoxy resin, an ester resin, etc. in combination, as long as the ultraviolet curability is not impaired.
賦型層の厚さは、目的とする微細柄凹凸模様にもよるが、20μm以上、200μm以下が好ましく、30μm以上、150μm以下が更に好ましい。 Although the thickness of the forming layer depends on the desired fine patterned relief pattern, it is preferably 20 μm or more and 200 μm or less, and more preferably 30 μm or more and 150 μm or less.
一次賦型シート原反賦型層の表面粗さのSaは、0.03μm以上、5μm未満が好ましく、一次賦型シート原反賦型層表面をミラーチルロール等を用いてミラー光沢仕様にする場合や後工程で回折光沢を呈する微細柄凹凸模様を賦型する場合には、0.03μm以上、0.5μm未満が好ましく、一次賦型シート原反賦型層表面をマットチルロール等を用いて艶消しのマット仕様にする場合や後工程でマット質感を呈する微細柄凹凸模様を賦型する場合には、0.03μm以上、5μm未満が好ましい。 Surface roughness S a primary shaping sheet raw shaping layer is more than 0.03 .mu.m, preferably less than 5 [mu] m, a primary shaping sheet raw shaping layer surface mirror gloss specifications using mirrors chill roll or the like When forming a fine pattern asperity pattern exhibiting diffractive gloss in a later step or in a later step, it is preferable that the thickness is 0.03 μm or more and less than 0.5 μm. When using it as a matte mat specification and forming a fine patterned uneven pattern which exhibits matte texture in a later step, it is preferably 0.03 μm or more and less than 5 μm.
[一次賦型シート原反の作製]
一次賦型シート原反の賦型層は、例えば、紫外線硬化性樹脂組成物を基材フィルムに塗布することで形成されるが、形成方法は特に限定されることはなく、例えば、ダイコート法やグラビアコート法が挙げられ、他には、基材フィルムをロールに巻き付かせた状態で流動性を有する紫外線硬化性樹脂組成物に浸して、基材フィルムの片面にだけ紫外線硬化性樹脂組成物を積層して、一定厚みでしごいて形成する方法も挙げられる。
[Production of primary formed sheet stock]
The forming layer of the primary forming sheet raw fabric is formed, for example, by applying an ultraviolet curable resin composition to a base film, but the forming method is not particularly limited. For example, a die coating method or The gravure coating method is mentioned, and in the state which made the base film wound around a roll in the other, it is immersed in the ultraviolet curable resin composition which has fluidity, and it is ultraviolet curable resin composition only on the single side of a substrate film. The method of laminating | stacking and forming with a fixed thickness is also mentioned.
紫外線硬化性樹脂組成物に流動性を有せしめる方法としては、溶剤を加えて流動性を有せしめても、流動性を有する樹脂原料を用いて流動性を有せしめても、加熱によって流動性を有せしめてもよい。 As a method of imparting fluidity to the ultraviolet curable resin composition, even if it is rendered fluid by adding a solvent, even if it is rendered fluid by using a resin material having fluidity, it is rendered fluid by heating. You may have it.
上記方法で作製された一次賦型シート原反は、必要に応じて賦型層を乾燥してもよい。また、一次賦型シートを作製しつつ、連続して直後に賦型して一次賦型シートを作製してもよい。 The primary formed sheet stock produced by the above method may dry the formed layer as needed. Alternatively, while producing the primary formed sheet, the primary formed sheet may be prepared by continuously forming immediately after.
<一次賦型シート>
一次賦型シートは、一次賦型シート原反から作製されたものであり、賦型層と基材層とからなり、賦型層には微細柄凹凸模様が形成されている。図5に一次賦型シートの1例を表す斜視図を示した。
<Primary form sheet>
The primary forming sheet is produced from the primary forming sheet raw fabric, is composed of a forming layer and a base material layer, and a fine patterned uneven pattern is formed on the forming layer. FIG. 5 is a perspective view showing an example of the primary forming sheet.
[賦型層]
図5からわかるように、一次賦型シートの賦型層は、基部と賦型部とが一体となって構成されている。
[Shape layer]
As can be seen from FIG. 5, in the forming layer of the primary forming sheet, the base and the forming portion are integrally configured.
一次賦型シートの賦型層は、賦型シート賦型層に、目的とする微細柄凹凸を転写して形成し得る表面態様の構造部位を、転写によって形成し得る表面態様、すなわち、目的とする意匠シート上の微細柄凹凸模様と略同型状の微細柄凹凸模様の表面態様を有する。 The shaping layer of the primary shaping sheet is a surface aspect capable of forming a structural portion of the surface aspect which can be formed by transferring the desired fine pattern unevenness on the shaping sheet forming layer, that is, the purpose Surface pattern of the micropattern on the design sheet and the micropattern on the design sheet.
賦型層基部の厚さは特に限定されることはないが、10μm以上、150μm以下が好ましく、15μm以上、100μm以下が更に好ましい。上記範囲より薄いと賦型シート
が破れやすくなり、上記範囲より厚いと柔軟性に欠け、使い勝手が悪くなる傾向にある。
The thickness of the forming layer base is not particularly limited, but is preferably 10 μm or more and 150 μm or less, and more preferably 15 μm or more and 100 μm or less. If the thickness is smaller than the above range, the formed sheet is likely to be torn, and if the thickness is larger than the above range, the flexibility tends to be lacking and the usability tends to be deteriorated.
賦型層の厚さや基部の厚さは、特に限定されることは無く、微細柄凹凸模様の構造との関係で適宜決定されることが好ましい。 The thickness of the forming layer and the thickness of the base are not particularly limited, and are preferably determined appropriately in relation to the structure of the fine patterned relief pattern.
原反賦型層表面をミラー光沢仕様や回折光沢仕様にする場合は、ミラーチルロール等を用いることができ、賦型層表面を艶消しのマット仕様やマット質感仕様にする場合は、マットチルロール等を用いることができる。 A mirror chill roll or the like can be used to make the surface of the original application layer a mirror gloss specification or a diffraction gloss specification, and a matte chill specification or a matte texture specification can be used to make the surface of the formation layer matte. A roll etc. can be used.
[基材層]
一次賦型シートの基材層は、一次賦型シート原反と同様ではあるが、場合によっては、賦型層に賦型された微細柄凹凸模様が反映された凹凸構造を有していてもよい。
[Base layer]
Although the base material layer of the primary forming sheet is the same as the primary forming sheet raw fabric, in some cases, even if it has a concavo-convex structure in which the fine patterned concavo-convex pattern formed in the forming layer is reflected Good.
[一次賦型シートの作製]
一次賦型シートは、例えば、一次賦型シート原反の賦型層を加熱や溶剤含有等によって流動性を有している状態にして、賦型層がドラム状賦型版表面に接するように一次賦型シート原反を巻き付けて、圧着によって前記ドラム状賦型版の表面凹凸形状を賦型層に転写し、更に、一次賦型シート原反がドラム状賦型版に巻き付けられている状態で、基材層側から紫外線を照射して前記紫外線硬化性樹脂組成物を硬化して、次いで、冷却して賦型層の表面凹凸形状を固定してからドラム状賦型版から離型して、得ることができる。
[Preparation of primary shaped sheet]
In the primary forming sheet, for example, the forming layer of the primary forming sheet raw fabric is rendered fluid by heating or containing a solvent so that the forming layer is in contact with the surface of the drum-like forming plate. A state in which the surface asperity shape of the drum-like shaped plate is transferred to the forming layer by pressing the primary formed sheet raw fabric by pressure bonding, and further, the primary formed sheet raw fabric is wound around the drum shaped formed plate Then, the ultraviolet ray is irradiated from the substrate layer side to cure the ultraviolet ray curable resin composition, and then it is cooled to fix the surface asperity shape of the forming layer and then released from the drum-shaped forming plate. Can be obtained.
一次賦型シートは、ロールに巻かれた連続シート状であってもよく、枚葉シート状でもよい。枚葉シート状の一次賦型シートは、枚葉シート状の一次賦型シート原反から作製されたものであっても、ロールに巻かれた連続シート状の一次賦型シートを切断して得たものであってもよい。 The primary formed sheet may be in the form of a continuous sheet wound on a roll, or may be in the form of a sheet. Even if a sheet-like primary-formed sheet is produced from a sheet-like primary-formed sheet raw fabric, it can be obtained by cutting a continuous sheet-like primary formed sheet wound on a roll. It may be
尚、上記の加熱と冷却の手段には、公知の種々の方法を適用することが可能である。 In addition, it is possible to apply well-known various methods to the means of said heating and cooling.
具体的な加熱手段としては、例えば、一次賦型シート原反がドラム状賦型版に巻き付けられる前に熱風を当てる方法、ドラム状賦型版手前の送りロールやドラム状賦型版を内部からスチームや誘電加熱等で加熱する方法、等が挙げられる。 As a specific heating means, for example, a method of applying hot air before the primary forming sheet raw fabric is wound on the drum-like forming plate, a feed roll in front of the drum-like forming plate and the drum-like forming plate from the inside The method of heating by steam, dielectric heating, etc., etc. are mentioned.
各種加熱手段は、単独でも、2種以上を組み合わせて適用することも可能である。また、送りロールとドラム状賦型版とで一次賦型シート原反を挟んで加熱してもよい。 The various heating means may be used alone or in combination of two or more. In addition, the primary forming sheet raw fabric may be sandwiched between the feed roll and the drum-like shaped plate and heated.
具体的な冷却手段としては、例えば、ドラム状賦型版を内部から冷媒等で冷却する方法、紫外線照射後に冷風を当てる方法、ドラム状賦型版後の取り出しロールを冷却する方法、等が挙げられる。 As a specific cooling means, for example, a method of cooling the drum-shaped molding plate from the inside with a refrigerant etc., a method of applying cold air after irradiation with ultraviolet light, a method of cooling the take-out roll after the drum-shaped molding plate, etc. Be
各種冷却手段は、単独でも、2種以上を組み合わせて適用することも可能である。冷却された取り出しロールとドラム状賦型版とで一次賦型シート原反を挟んでもよい。 The various cooling means may be used alone or in combination of two or more. The primary formed sheet material may be sandwiched between the cooled take-out roll and the drum-shaped shaped plate.
加熱温度は、紫外線硬化性樹脂組成物の組成によって異なり、紫外線硬化性樹脂組成物が室温で固形の場合には、紫外線硬化性樹脂組成物が十分にドラム状賦型版の表面形状を賦型され得て且つ基材層から落下しないくらいの流動性を有した状態になる程度の温度が必要であり、溶剤含有等によって紫外線硬化性樹脂組成物が室温で流動性を有している場合には、加熱は不要にすることもできる。賦型層が30〜130℃になるように調製することが好ましい。 The heating temperature is different depending on the composition of the ultraviolet curable resin composition, and when the ultraviolet curable resin composition is solid at room temperature, the ultraviolet curable resin composition sufficiently forms the surface shape of the drum-shaped molding plate It is necessary that the temperature be such that it can be flowed so as not to drop from the base material layer, and the ultraviolet curable resin composition has fluidity at room temperature due to the inclusion of a solvent, etc. Can be made unnecessary. It is preferable to prepare so that a shaping | molding layer may be 30-130 degreeC.
冷却温度は、紫外線硬化性樹脂組成物の硬化物の物性に応じた、賦型層が形状を損なう
ことなく離型可能な程度に適度に硬くなる程度の低温がよく、賦型層が20〜50℃になるように調製することが好ましい。
<賦型シート原反>
図6には、本発明における賦型シート原反の1例を表す斜視図を示した。図6からわかるように、賦型シート原反は賦型層と基材層とを有する。
The cooling temperature is preferably low enough to be appropriately hard enough to be released without losing the shape of the forming layer according to the physical properties of the cured product of the ultraviolet curable resin composition. It is preferable to prepare so that it may become 50 degreeC.
<Formed sheet raw fabric>
In FIG. 6, the perspective view showing one example of the forming sheet original fabric in this invention was shown. As can be seen from FIG. 6, the formed sheet stock has a formed layer and a base layer.
更には、基材層の賦型層側表面を平滑化するために、基材層は平滑化層を含むこともできる。 Furthermore, in order to smooth the surface on the forming layer side of the base material layer, the base material layer can also include a smoothing layer.
また更には、基材層と賦型層との密着性を向上させる目的で、基材層表面がコロナ放電処理、オゾン処理等の易接着性処理が施されていてもよく、プライマーやアンカーコート剤等から成るアンカーコート層を、基材層表面に含むこともできる。 Furthermore, for the purpose of improving the adhesion between the base material layer and the forming layer, the surface of the base material layer may be subjected to an easy adhesion treatment such as corona discharge treatment or ozone treatment, and the primer or anchor coat An anchor coat layer comprising an agent or the like can also be included on the surface of the base layer.
賦型シート原反は、枚葉シート状でもよく、ロールに巻かれた連続シート状であってもよい。 The formed sheet material may be in the form of a sheet or in the form of a continuous sheet wound on a roll.
[基材層]
本発明において、賦型シート原反の基材層は、賦型性、耐屈曲性、剛性等を持たせるものであり、一般に樹脂皮革製造用の離型シートや工程紙に用いられる従来公知の材質の基材を用いることができる。
[Base layer]
In the present invention, the base material layer of the formed sheet raw fabric is provided with forming property, bending resistance, rigidity and the like, and is conventionally known in general for release sheet for resin leather production and process paper. A base material of material can be used.
例えば、各種の紙基材や樹脂フィルムまたはシート、金属箔、織布、不織布、クレー、およびこれらいずれかの積層体等の1種または2種以上を組み合わせて使用することができる。また、樹脂を塗布して用いることも出来る。 For example, various types of paper base materials, resin films or sheets, metal foils, woven fabrics, non-woven fabrics, clays, laminates of any of these or the like may be used alone or in combination of two or more. Moreover, resin can also be apply | coated and used.
本発明においては、熱劣化を生じさせにくく、賦型シート原反賦型層との密着性が高いという観点では、紙基材を用いるのが好ましく、耐熱性及び表面平滑性が特に必要な場合は、ポリエチレンテレフタレート、ポリエチレンナフタレート等のポリエステル基材を用いるのが好ましい。 In the present invention, it is preferable to use a paper base from the viewpoint of being hard to cause thermal deterioration and having high adhesion with the formed sheet original reaction layer, and in the case where heat resistance and surface smoothness are particularly required. It is preferable to use a polyester base such as polyethylene terephthalate and polyethylene naphthalate.
賦型シート原反賦型層が紫外線硬化性樹脂または紫外線硬化性樹脂組成物からなる場合には、賦型シート原反基材層には、一次賦型シートで用いられたのと同様な、紫外線透過性の、樹脂フィルムまたはシートを用いることが好ましい。 In the case where the forming sheet base reaction layer is composed of the ultraviolet curable resin or the ultraviolet curable resin composition, the forming sheet base substrate layer is the same as that used in the primary forming sheet, It is preferable to use a UV-transparent resin film or sheet.
賦型シート原反賦型層の表面を平滑にするためには、賦型シート原反基材層の表面をも平滑にすることが効果的で有る。 In order to make the surface of the formed sheet original fabric forming layer smooth, it is effective to make the surface of the formed sheet original fabric base layer also smooth.
賦型シート原反基材層の賦型層側の表面粗さのSaは、0.3μm以上、15μm未満が好ましく、1.0μm以上、15μm未満がより好ましい。 Shaping sheet raw base layer surface roughness S a of the shaping layer side of, 0.3 [mu] m or more, preferably less than 15 [mu] m, 1.0 .mu.m or more and more preferably less than 15 [mu] m.
更に、原反賦型層表面をミラー光沢仕様にする場合や後工程で回折光沢を呈する微細柄凹凸模様を賦型する場合には、0.3μm以上、5μm未満が好ましく、1.0μm以上、5μm未満がより好ましい。また、原反賦型層表面を艶消しのマット仕様にする場合や後工程でマット質感を呈する微細柄凹凸模様を賦型する場合には、0.3μm以上、15μm未満が好ましく、1.0μm以上、15μm未満がより好ましい。 Furthermore, in the case where the surface of the original transfer layer is made to have mirror gloss specifications, or in the case of forming a fine patterned concavo-convex pattern exhibiting diffractive gloss in a later step, 0.3 μm or more and less than 5 μm is preferable, 1.0 μm or more Less than 5 μm is more preferred. In addition, in the case where the surface of the original transfer layer is made to have a matte matte specification or in the case of forming a fine patterned uneven pattern exhibiting a matte texture in a later step, 0.3 μm or more and less than 15 μm is preferable, 1.0 μm More preferably, less than 15 μm.
賦型シート原反基材層の賦型層側の表面粗さのSzは、3μm以上、250μm以下が好ましく、5μm以上、150μm以下がより好ましい。 Shaping sheet raw surface roughness of the S z of shaping layer side of the anti-substrate layer, 3 [mu] m or more, preferably 250μm or less, 5 [mu] m or more, more preferably at most 150 [mu] m.
更に、原反賦型層表面をミラー光沢仕様にする場合や後工程で回折光沢を呈する微細柄凹凸模様を賦型する場合には、3μm以上、20μm未満が好ましく、5μm以上、20μm未満がより好ましい。 Furthermore, in the case where the surface of the original reaction layer is made to have mirror gloss specifications, or in the case of forming a fine patterned uneven pattern exhibiting diffractive gloss in a later step, 3 μm or more and less than 20 μm are preferable, and 5 μm or more and less than 20 μm are more preferable. preferable.
また、原反賦型層表面を艶消しのマット仕様にする場合や後工程でマット質感を呈する微細柄凹凸模様を賦型する場合には、20μm以上、250μm以下が好ましく、20μm以上、150μm以下がより好ましい。 In the case where the surface of the original transfer layer is made to have a matte matte specification or in the case of forming a fine patterned uneven pattern exhibiting a matte texture in a later step, 20 μm or more and 250 μm or less is preferable, and 20 μm or more and 150 μm or less Is more preferred.
上記範囲よりもSaやSzが大きいと、賦型シート原反賦型層の平滑性が低下する虞があり、更には、賦型シート原反賦型層への微細柄凹凸模様の賦型にムラが生じ易くなり、該賦型シートを用いて作製される意匠シートの回折光沢の発現を阻害する虞がある。 If S a or S z is larger than the above range, the smoothness of the formed sheet original reaction layer may be lowered, and furthermore, the application of the fine patterned concavo-convex pattern to the formed sheet original reaction layer This tends to cause unevenness in the mold, which may inhibit the development of the diffraction gloss of the design sheet produced using the shaped sheet.
上記範囲よりもSaやSzが小さいと、賦型シート原反を作製するための費用が高くなる一方で効果は限定的である。コストと性能の両立の観点から、賦型シート原反基材層の平滑性は上記の範囲であることが好ましい。 If S a or S z is smaller than the above range, the cost for producing the formed sheet raw fabric is increased, while the effect is limited. From the viewpoint of achieving both cost and performance, the smoothness of the formed sheet raw material base layer is preferably in the above range.
賦型シート原反基材層の厚さは特に限定されることはないが、20μm以上、900μm以下であることが好ましく、25μm以上、200μm以下であることが更に好ましく、50μm以上、150μm以下であることがより更に好ましい。 The thickness of the formed sheet raw material base layer is not particularly limited, but is preferably 20 μm or more and 900 μm or less, more preferably 25 μm or more and 200 μm or less, and 50 μm or more and 150 μm or less Even more preferred is
上記範囲よりも厚いと、剛性が強くなり過ぎる虞が有り、コストが増大する一方で支持の効果向上は限定的である。また上記範囲よりも薄いと、賦型シート原反賦型層を積層及び加工する際に支持性が不足する虞がある。 If the thickness is larger than the above range, the rigidity may be too strong, and while the cost increases, the improvement of the support effect is limited. If the thickness is thinner than the above range, the supportability may be insufficient when laminating and processing the original forming sheet counteracting layer.
(樹脂フィルムまたはシート)
賦型シート原反基材層に用いられる樹脂は、フィルムやシートとして用いることが出来、塗布して用いることも出来る。
(Resin film or sheet)
The resin used for the formed sheet material base material layer can be used as a film or a sheet, and can also be used by coating.
賦型シート原反基材層に用いられる具体的な樹脂としては、例えば、ポリエチレンテレフタレート(PET)等のポリエステル系樹脂、各種ナイロン等のポリアミド系樹脂、ポリエチレン系樹脂、ポリプロピレン系樹脂、環状ポリオレフィン樹脂、ポリスチレン系樹脂、アクリロニトリル−スチレン共重合体(AS樹脂)、アクリロニトリル−ブタジエン−スチレン共重合体(ABS樹脂)、ポリブテン樹脂等のポリオレフィン系樹脂、ポリ塩化ビニル系樹脂、ポリカーボネート系樹脂、ポリイミド系樹脂、ポリアミドイミド系樹脂、ポリアリールフタレイト樹脂、シリコーン系樹脂、ポリスルホン系樹脂、ポリフェニレンスルフィド系樹脂、ポリエーテルスルホン系樹脂、ポリウレタン系樹脂、セルロース系樹脂、ポリ(メタ)アクリル系樹脂、ポリ塩化ビニリデン、アセタール系樹脂、フッ素系樹脂、その他等を使用することができ、特に、ポリエステル系樹脂、ポリプロピレン系樹脂、または、ポリアミド系樹脂のフィルムまたはシートを使用することがより好ましく、特に、PETフィルムまたはシート、特に易接着PETフィルムまたはシートが好ましく使用される。 Specific examples of the resin used for the formed sheet material base layer include polyester resins such as polyethylene terephthalate (PET), polyamide resins such as various nylons, polyethylene resins, polypropylene resins, cyclic polyolefin resins Polystyrene resin, acrylonitrile-styrene copolymer (AS resin), acrylonitrile-butadiene-styrene copolymer (ABS resin), polyolefin resin such as polybutene resin, polyvinyl chloride resin, polycarbonate resin, polyimide resin Polyamide imide resin, polyaryl phthalate resin, silicone resin, polysulfone resin, polyphenylene sulfide resin, polyether sulfone resin, polyurethane resin, cellulose resin, poly (meth) acrylic resin Fats, polyvinylidene chloride, acetal resins, fluorine resins, etc. can be used, and in particular, it is more preferable to use a film or sheet of polyester resin, polypropylene resin, or polyamide resin, In particular, PET films or sheets, particularly easy-adhesion PET films or sheets, are preferably used.
(紙基材)
賦型シート原反基材層の構成材料には、紙基材を用いることが出来る。
(Paper base)
A paper base material can be used as a constituent material of the formed sheet material base layer.
具体的な紙基材としては、例えば、強サイズ性の晒または未晒の紙基材、あるいは純白ロ−ル紙、クラフト紙、板紙、コート紙、キャストコート紙、加工紙、上質紙、等を使用することができる。 As a specific paper substrate, for example, strong-sized exposed or non-bleached paper substrate, or pure white roll paper, kraft paper, paperboard, coated paper, cast coated paper, processed paper, high-quality paper, etc. Can be used.
上記において、紙基材としては、坪量約80g/m2〜600g/m2位のもの、好まし
くは、坪量約100g/m2〜450g/m2位のものを使用することが望ましい。
In the above, as the paper substrate, those having a basis weight of about 80g / m 2 ~600g / m 2 position, preferably, it is desirable to use a basis weight of about 100g / m 2 ~450g / m 2 position.
紙基材のパルプとしては、賦形層に大柄凹凸模様や微細柄凹凸模様を形成する工程や合成皮革を作製する際の工程に耐えうる強度と平滑性を得るために針葉樹パルプ(N材)と広葉樹パルプ(L材)を混合したものが好ましい。その場合、平滑性を高めるため、広葉樹パルプ(L材)の混合率は50%〜90%が好ましい。 For pulp of paper base, soft wood pulp (N material) to obtain strength and smoothness that can withstand the process of forming large pattern unevenness pattern and fine pattern unevenness pattern in the forming layer and the process of producing synthetic leather It is preferable to mix hardwood pulp (wood L) with In that case, in order to improve smoothness, the mixing ratio of hardwood pulp (L material) is preferably 50% to 90%.
紙基材は、離型紙の充分な耐熱性を得るために、中性紙であることが必要であり、サイズ剤としてアルキルケテンダイマーを用いてサイズした中性紙が好ましい。 The paper substrate is required to be neutral paper in order to obtain sufficient heat resistance of the release paper, and is preferably neutral paper sized using alkyl ketene dimer as a sizing agent.
紙基材の坪量は、坪量約80g/m2〜600g/m2位のもの、好ましくは、坪量約100g/m2〜450g/m2位のものを使用することが望ましいが、特に、合成皮革作成用途においては、強度、合成皮革加工作業性、離型紙の繰り返し使用耐久性及びエンボス加工適性の面から100g/m2〜200g/m2であることが好ましい。 The basis weight of the paper substrate include those having a basis weight of about 80g / m 2 ~600g / m 2 position, preferably, it is desirable to use a basis weight of about 100g / m 2 ~450g / m 2-position, in particular, in a synthetic leather create applications, strength, it is preferred synthetic leather processing workability, a repeated use durability and the surface of the embossing suitability 100g / m 2 ~200g / m 2 of release paper.
坪量が100g/m2よりも低いと合成皮革の製造時にカールや波打ちが発生し易くなる。逆に坪量が200g/m2より高くなるとエンボス加工性が悪く、また離型紙が厚くなることによりその巻き径が大きくなって作業能率が低下する。 If the basis weight is less than 100 g / m 2 , curling and waving will easily occur during production of the synthetic leather. On the other hand, when the basis weight is higher than 200 g / m 2 , the embossing property is poor, and when the release paper is thick, the winding diameter becomes large and the working efficiency is lowered.
紙基材の厚さは、合成皮革作成用途では100μm〜900μm、好ましくは150100μm〜600μmのものを使用することができる。が、汎用的には10μm〜200μmのものを使用することが好ましい。 The thickness of the paper substrate may be 100 μm to 900 μm, preferably 150,100 μm to 600 μm in synthetic leather production applications. However, in general, it is preferable to use one having a size of 10 μm to 200 μm.
クラフト紙や上質紙等のように表面が比較的粗い材料を紙基材として賦型シート原反基材層に用いる場合には、紙基材の上の平滑性を向上させることができる。 When a material having a relatively rough surface, such as kraft paper or wood free paper, is used as the paper base for the formed sheet raw material base layer, the smoothness on the paper base can be improved.
(平滑化層)
平滑化層は賦型シート原反基材層の賦型層側の面に、必要に応じて設けられ、賦型シート原反基材層の表面を平滑化するものである。
(Smoothing layer)
The smoothing layer is provided on the surface on the forming layer side of the forming sheet raw fabric base layer, as necessary, to smooth the surface of the forming sheet raw fabric base layer.
平滑化層の厚さは、特に限定されないが、10μm〜60μmが好ましい。 The thickness of the smoothing layer is not particularly limited, but is preferably 10 μm to 60 μm.
平滑化層は、例えば、クレーコート層や、平滑化樹脂層からなり、各々を単独で用いても良く、2種を組み合わせて用いてもよい。 The smoothing layer is made of, for example, a clay coat layer or a smoothing resin layer, and may be used alone or in combination of two.
クレーコート層はクレーとしては、一般的にクレー、粘土と呼ばれるものであれば、特に限定することなく用いることができる。具体的には、例えば、カオリン、タルク、ベントナイト、スメクタイト、バーミキュライト、雲母、緑泥石、木節粘土、ガイロメ粘土、ハロイサイト、マイカ等を用いることができる。 The clay coat layer can be used without particular limitation as the clay, as long as it is generally called clay or clay. Specifically, for example, kaolin, talc, bentonite, smectite, vermiculite, mica, chlorite, woodblock clay, gylome clay, halloysite, mica and the like can be used.
タルクは硬度が低く(モース硬度1)、耐熱性に優れるため、耐熱性の向上やエンボス加工時の寸法安定性を向上させることができる。 Talc is low in hardness (Mohs hardness 1) and excellent in heat resistance, so that heat resistance can be improved and dimensional stability at the time of embossing can be improved.
逆に、平滑化層の硬度の高い方が、平滑化層の上に形成される賦型シート原反賦型層において紙基材の地合いの影響を受けにくく、この結果、賦型シート原反賦型層の表面が均一となるので、版面の凹凸構造の転写性(賦形性)が向上する。 On the contrary, the higher the hardness of the smoothing layer, the less the influence of the formation of the paper base in the forming sheet base reaction layer formed on the smoothing layer, and as a result, the forming sheet base fabric Since the surface of the forming layer becomes uniform, the transferability (shapeability) of the concavo-convex structure of the plate surface is improved.
クレーコート層は、クレーの他に、顔料として、炭酸カルシウム、二酸化チタン、非晶質シリカ、発泡性硫酸バリウム、サチンホワイト等を含んでいることが好ましい。顔料として炭酸カルシウムや二酸化チタンを用いることにより、クレーコート層の表面の平滑度
を更に上げることができる。また、炭酸カルシウムは安価であるため、好適に用いられる。
The clay coat layer preferably contains calcium carbonate, titanium dioxide, amorphous silica, foamable barium sulfate, satin white and the like as pigments in addition to clay. By using calcium carbonate or titanium dioxide as the pigment, the smoothness of the surface of the clay coat layer can be further enhanced. In addition, calcium carbonate is preferably used because it is inexpensive.
クレーコート層を塗布するための塗布液は、溶媒に上記クレーと、バインダーと、必要に応じて他の顔料や添加剤を含む。溶媒としては、通常、水、アルコール等が用いられる。バインダーとしては、通常、ラテックス系のバインダー(例えば、スチレンブタジエンラテックス、アクリル系ラテックス酢酸ビニル系ラテックス)、水溶性のバインダー(例えば、デンプン(変性デンプン、酸化デンプン、ヒドロキシエチルエーテル化デンプン、リン酸エステル化デンプン)、ポリビニルアルコール、カゼイン等)が用いられる。添加剤としては、顔料分散剤、消泡剤、発泡防止剤、粘度調整剤、潤滑剤、耐水化剤、保水剤等が用いられる。 The coating liquid for applying the clay coating layer contains the above-described clay, a binder, and, if necessary, other pigments and additives, as a solvent. As the solvent, water, alcohol or the like is usually used. The binder is usually a latex binder (eg, styrene butadiene latex, acrylic latex vinyl acetate latex), a water soluble binder (eg, starch (modified starch, oxidized starch, hydroxyethyl etherified starch, phosphate ester) Starch), polyvinyl alcohol, casein, etc. are used. As the additive, a pigment dispersant, an antifoamer, an antifoaming agent, a viscosity modifier, a lubricant, a water resistant agent, a water retention agent, and the like are used.
クレーコート層の塗布方法は、特に限定されないが、エアナイフコート、ブレードコート、ショートドウェルコート、キャストコート等の塗布方法が用いられる。 クレーコート層の塗布量や厚さは、特に限定されないが、通常、乾燥後の坪量が5g/m2〜40g/m2が好ましく、10g/m2〜40g/m2が更に好ましい。 The method of applying the clay coat layer is not particularly limited, but application methods such as air knife coating, blade coating, short dwell coating, cast coating and the like are used. The coating amount and thickness of the clay coat layer is not particularly limited, the basis weight is preferably 5g / m 2 ~40g / m 2 after drying, 10g / m 2 ~40g / m 2 is more preferable.
乾燥後の坪量が5g/m2未満であると、平滑性が劣る場合がある。乾燥後の坪量が40g/m2を超えると、クレーコート層の凝集破壊等による密着性低下の可能性があり、コストパフォーマンス面に劣る。 If the basis weight after drying is less than 5 g / m 2 , the smoothness may be poor. If the basis weight after drying exceeds 40 g / m 2 , there is a possibility that the adhesion may be reduced due to the cohesive failure of the clay coat layer, and the cost performance is inferior.
平滑化樹脂層としては、ポリオレフィン系樹脂を用いることが好ましい。クレーコート層と併用する場合は、クレーコート層上の賦型層側に形成することが、クレーコート層のみの場合よりも平滑度の高い基材層表面を得ることが可能であり、好ましい。 As the smoothing resin layer, it is preferable to use a polyolefin resin. When used in combination with the clay coat layer, forming on the side of the mold layer on the clay coat layer is preferable because it is possible to obtain a surface of the base layer having a higher smoothness than the case of using only the clay coat layer.
平滑化樹脂層の形成は、押出コーティングや塗布による方法が好ましい。 The formation of the smoothing resin layer is preferably a method by extrusion coating or coating.
(アンカーコート層)
賦型シート原反基材層と賦型シート原反賦型層との密着性を向上させる目的で、必要に応じて、基材層表面にアンカーコート層を設けることができる。本発明においては、プライマーコート、アンカーコート等の塗布処理等の総称としてアンカーコートと記載する。
(Anchor coat layer)
An anchor coat layer can be provided on the surface of the base material layer, if necessary, for the purpose of improving the adhesion between the formed sheet raw fabric base layer and the formed sheet original reaction layer. In the present invention, anchor coating is described as a generic term for coating treatment such as primer coating and anchor coating.
アンカーコート層を設ける際には、コロナ放電処理、オゾン処理等の易接着性処理と併用することもできる。 When providing an anchor coat layer, it can also be used together with easy-adhesion processings, such as corona discharge treatment and ozone treatment.
例えば、基材層が平滑化層としてクレーコート層を有している場合、クレーコート層の表面は滑性が良い為、押出しラミネートした樹脂との接着性が劣る傾向であるが、アンカーコート層を形成することにより、接着性を高めることができる。 For example, when the base material layer has a clay coat layer as a smoothing layer, the surface of the clay coat layer has a good lubricity, so the adhesion with the extruded resin tends to be poor, but the anchor coat layer The adhesion can be enhanced by forming
アンカーコート層は、例えば、水溶性、または、水分散型のエマルジョンもしくはディスパージョンのアンカーコート剤を塗布することにより形成できる。 The anchor coat layer can be formed, for example, by applying a water-soluble or water-dispersible emulsion or dispersion anchor coat agent.
このアンカーコート剤としては、ポリプロピレン系、変性ポリオレフィン系、エチレン−酢酸ビニル共重合体系、ポリエチレンイミン系、ポリブタジエン系、ポリウレタン系、ポリエステル系樹脂のエマルジョンもしくはディスパージョンのほか、ポリ塩化ビニルエマルジョン、ウレタンアクリル樹脂エマルジョン、シリコンアクリル樹脂エマルジョン、酢酸ビニルアクリル樹脂エマルジョン、アクリル樹脂エマルジョン、そして、スチレン−ブタジエン共重合体ラテックス、アクリロニトリル−ブタジエン共重合体ラテックス、メチルメタクリレート−ブタジエン共重合体ラテックス、クロロプレンラテックス、ポリブタジエンラテックスなどのゴム系ラテックス、ポリアクリル酸エステルラテックス、ポリ
塩化ビニリデンラテックス、或いはこれらのラテックスのカルボキシル変性物、また、水溶性アンカーコート剤としては、ポリビニルアルコール、水溶性エチレン−酢酸ビニル共重合体、ポリエチレンオキサイド、水溶性アクリル樹脂、水溶性エポキシ樹脂、水溶性セルロース誘導体、水溶性ポリエステル、水溶性イソシアネート、水溶性リグニン誘導体などの水溶液を使用することができる。
Examples of the anchor coating agent include polypropylene-based, modified polyolefin-based, ethylene-vinyl acetate copolymer-based, polyethyleneimine-based, polybutadiene-based, polyurethane-based, polyurethane-based, emulsion or dispersion of polyester resins, polyvinyl chloride emulsion, urethane acrylic Resin emulsion, silicone acrylic resin emulsion, vinyl acetate acrylic resin emulsion, acrylic resin emulsion, and styrene-butadiene copolymer latex, acrylonitrile-butadiene copolymer latex, methyl methacrylate-butadiene copolymer latex, chloroprene latex, polybutadiene latex Rubber latex, polyacrylate latex, polyvinylidene chloride latex, or These are carboxyl modified products of these latexes, and as water soluble anchor coating agents, polyvinyl alcohol, water soluble ethylene-vinyl acetate copolymer, polyethylene oxide, water soluble acrylic resin, water soluble epoxy resin, water soluble cellulose derivative, Aqueous solutions of water-soluble polyesters, water-soluble isocyanates, water-soluble lignin derivatives and the like can be used.
これらの中でもポリプロピレン系または変性ポリオレフィン系樹脂のエマルジョンもしくはディスパージョンは、紙に対するポリプロピレン系樹脂層の積層強度を一層強くでき、かつ、耐熱性にも優れる点で好ましい。 Among these, an emulsion or dispersion of a polypropylene-based or modified polyolefin-based resin is preferable in that it can further increase the lamination strength of the polypropylene-based resin layer to paper and is excellent in heat resistance.
アンカーコート剤の塗布方法としては、例えば、グラビアコート法、リバースロールコート法、ナイフコート法、キスコート法などで塗布することができ、その塗布量としては、乾燥時の塗布量で0.1g/m2〜5g/m2が好ましい。 The method for applying the anchor coating agent can be, for example, gravure coating, reverse roll coating, knife coating, kiss coating, etc. m 2 to 5 g / m 2 is preferred.
[賦型層]
本発明において、賦型シート原反賦型層は、賦型シート原反基材層の一方の面に積層された、樹脂または樹脂組成物からなる層であり、意匠シート表面に目的とする微細柄凹凸模様構造の表面態様を転写して形成し得る表面態様を有し得るものである。
[Shape layer]
In the present invention, the original forming sheet raw layer is a layer made of a resin or a resin composition laminated on one surface of the original forming sheet base layer, and the target fine layer on the surface of the design sheet. It may have a surface aspect that can be formed by transferring the surface aspect of the patterned relief pattern structure.
本発明において、前記樹脂または前記樹脂組成物は、無溶剤型であっても、溶剤型であっても良く、更に必要に応じて、分散剤、粘度調節剤、着色剤、帯電防止剤、無機や有機の微粒子等が含まれていてもよい。 In the present invention, the resin or the resin composition may be non-solvent type or solvent type, and further, if necessary, dispersant, viscosity modifier, colorant, antistatic agent, inorganic substance Or organic particles may be contained.
本発明において、賦型シート原反賦型層の樹脂または樹脂組成物には、賦型シート原反賦型層として機能することができれば特に限定されることはなく、各種の熱可塑性樹脂、熱硬化性樹脂、紫外線硬化性樹脂等を使用することができる。これらの樹脂は、一種を単独で用いてもよいし二種以上を組み合わせて用いてよい。 In the present invention, the resin or resin composition of the forming sheet base reaction layer is not particularly limited as long as it can function as the forming sheet base reaction layer, and various thermoplastic resins and heat A curable resin, an ultraviolet curable resin, etc. can be used. These resins may be used alone or in combination of two or more.
熱可塑性樹脂としては、ポリアクリレート、ポリメチルメタクリレート等のポリ(メタ)アクリル系樹脂;ポリエチレン系樹脂、ポリプロピレン系樹脂、又はポリメチルペンテン系樹脂等のポリオレフィン系樹脂;メラミンアルキッド樹脂、ポリエチレンテレフタレート、ポリブチレンテレフタレート等のポリエステル系樹脂;ポリ塩化ビニル等のビニル系樹脂;ポリスチレン等のスチレン系樹脂;ポリカーボネート樹脂;、ポリアミド樹脂(ナイロン)、ポリビニルアルコール等が挙げられる。これらの樹脂は、一種を単独で用いてもよいし二種以上を組み合わせて用いてよい。 Examples of thermoplastic resins include poly (meth) acrylic resins such as polyacrylates and polymethyl methacrylates; polyolefin resins such as polyethylene resins, polypropylene resins, and polymethylpentene resins; melamine alkyd resins, polyethylene terephthalate, and poly (ethylene terephthalate) Polyester resins such as butylene terephthalate; vinyl resins such as polyvinyl chloride; styrene resins such as polystyrene; polycarbonate resin; polyamide resin (nylon), polyvinyl alcohol and the like. These resins may be used alone or in combination of two or more.
熱硬化性樹脂としては、例えば、不飽和ポリエステル樹脂、メラミン系樹脂、エポキシ樹脂、ポリエステル(メタ)アクリレート、ウレタン(メタ)アクリレート、エポキシ(メタ)アクリレート、ポリエーテル(メタ)アクリレート、ポリオール(メタ)アクリレート、メラミン(メタ)アクリレート、トリアジン系アクリレート、シリコーン樹脂等が挙げられる。これらの樹脂は、一種を単独で用いてもよいし二種以上を組み合わせて用いてよい。 As a thermosetting resin, for example, unsaturated polyester resin, melamine resin, epoxy resin, polyester (meth) acrylate, urethane (meth) acrylate, epoxy (meth) acrylate, polyether (meth) acrylate, polyol (meth) Acrylate, melamine (meth) acrylate, triazine-based acrylate, silicone resin and the like can be mentioned. These resins may be used alone or in combination of two or more.
紫外線硬化性樹脂としては、例えば、(メタ)アクリル系樹脂、アクリル酸エステル共重合体等が挙げられる。これらの樹脂は、一種を単独で用いてもよいし二種以上を組み合わせて用いてよい。更に、硬化性や強靭性や剛性を調整する為に、紫外線硬化性を阻害しない範囲内で、ウレタン系樹脂、エポキシ系樹脂、エステル系樹脂、等を併用することも可能である。 As an ultraviolet curable resin, (meth) acrylic-type resin, an acrylic acid ester copolymer, etc. are mentioned, for example. These resins may be used alone or in combination of two or more. Furthermore, in order to adjust the curability, toughness and rigidity, it is also possible to use a urethane resin, an epoxy resin, an ester resin, etc. in combination, as long as the ultraviolet curability is not impaired.
汎用用途としては、熱可塑性樹脂の、ポリプロピレン系樹脂が好ましい。賦型シートに
耐熱性が要求される場合には、熱可塑性樹脂の、ポリメチルペンテン系樹脂が好ましい。賦型部の微細柄凹凸模様に高度な形成精度が要求される場合には、紫外線硬化性樹脂を用いることが好ましい。
As a general purpose application, a polypropylene resin of a thermoplastic resin is preferable. When heat resistance is required for the forming sheet, a polymethylpentene resin of a thermoplastic resin is preferable. When a high degree of forming accuracy is required for the fine patterned uneven pattern of the forming portion, it is preferable to use an ultraviolet curable resin.
賦型シート原反賦型層の厚みは、10μm以上、400μm以下が好ましく、50μm以上、300μm以下が更に好ましく、100μm以上、200μm以下がまた更に好ましい。上記範囲より薄いと耐久性に劣る傾向になり、上記範囲よりも厚いと材料コストが上昇する。 The thickness of the formed sheet original transfer layer is preferably 10 μm or more and 400 μm or less, more preferably 50 μm or more and 300 μm or less, and still more preferably 100 μm or more and 200 μm or less. If the thickness is smaller than the above range, the durability tends to be poor, and if the thickness is larger than the above range, the material cost increases.
賦型層を冷却して固形化して、賦型シート原反を一旦巻き取って保管する場合等は、賦型層表面は平滑であることが好ましい。 In the case where the forming layer is cooled and solidified, and the forming sheet raw fabric is once wound up and stored, it is preferable that the surface of the forming layer is smooth.
賦型シート原反賦型層の表面粗さのSaは、0.03μm以上、5μm未満が好ましく、原反賦型層表面をミラー光沢仕様にした場合や後工程で回折光沢を呈する微細柄凹凸模様を賦型する場合には、0.03μm以上、0.5μm未満が好ましく、賦型層表面を艶消しのマット仕様にした場合や後工程でマット質感を呈する微細柄凹凸模様を賦型する場合には、0.03μm以上、5μm未満が好ましい。 The surface roughness Ra of the base sheet is preferably 0.03 μm or more and less than 5 μm, and a fine pattern which exhibits diffractive gloss in the case of making the surface of the base reflective layer mirror gloss specification or in a later step When forming a concavo-convex pattern, 0.03 μm or more and less than 0.5 μm are preferable, and when the surface of the forming layer is made to have a matte mat specification or a fine patterned concavo-convex pattern exhibiting a matte texture in a later step is shaped When using, it is preferably 0.03 μm or more and less than 5 μm.
賦型シート原反賦型層の表面粗さのSzは、3μm以上、250μm以下が好ましく、5μm以上、150μm以下がより好ましい。 S z of the surface roughness of the shaping sheet raw shaping layer, 3 [mu] m or more, preferably 250μm or less, 5 [mu] m or more, more preferably at most 150 [mu] m.
更に、原反賦型層表面をミラー光沢仕様にした場合や後工程で回折光沢を呈する微細柄凹凸模様を賦型する場合には、3μm以上、40μm未満が好ましく、5μm以上、40μm未満がより好ましい。 Furthermore, in the case where the surface of the original reaction layer is mirror gloss specification, or in the case of forming a fine patterned concavo-convex pattern exhibiting diffractive gloss in a later step, 3 μm or more and less than 40 μm are preferable, and 5 μm or more and less than 40 μm are more preferable. preferable.
また、賦型層表面を艶消しのマット仕様にした場合や後工程でマット質感を呈する微細柄凹凸模様を賦型する場合には、40μm以上、250μm以下が好ましく、40μm以上、150μm以下がより好ましい。 In addition, when the surface of the forming layer is made to have a matte matte specification or to form a fine patterned uneven pattern exhibiting a matte texture in a later step, 40 μm to 250 μm is preferable, and 40 μm to 150 μm is more preferable. preferable.
上記範囲よりもSaやSzが大きいと、意匠シート表面への微細柄凹凸模様の賦型にムラが生じ易くなり、意匠シートの回折光沢の発現を阻害する虞もある。 If S a or S z is larger than the above range, unevenness is likely to occur in the formation of the fine patterned concavo-convex pattern on the surface of the design sheet, and there is also a possibility of inhibiting the development of the diffraction gloss of the design sheet.
上記範囲よりもSaやSzが小さいと、賦型シート原反を作製するための費用が高くなる一方で効果は限定的である。コストと性能の両立の観点から、賦型シート賦型層の平滑性は上記の範囲であることが好ましい。 If S a or S z is smaller than the above range, the cost for producing the formed sheet raw fabric is increased, while the effect is limited. From the viewpoint of achieving both cost and performance, the smoothness of the shaped sheet forming layer is preferably in the above range.
原反賦型層表面をミラー光沢仕様や回折光沢仕様にする場合は、ミラーチルロール等を用いることができ、賦型層表面を艶消しのマット仕様やマット質感仕様にする場合は、マットチルロール等を用いることができる。 A mirror chill roll or the like can be used to make the surface of the original application layer a mirror gloss specification or a diffraction gloss specification, and a matte chill specification or a matte texture specification can be used to make the surface of the formation layer matte. A roll etc. can be used.
[賦型シート原反の作製方法]
賦型シート原反は、例えば、賦型シート原反基材層の片方の面に樹脂または樹脂組成物からなる賦型シート原反賦型層を形成して作製される。
[Method for producing shaped sheet material]
The formed sheet material sheet is produced, for example, by forming a formed sheet material sheet with a forming layer made of a resin or a resin composition on one surface of the formed sheet material base layer.
賦型シート原反賦型層の形成方法は特に限定されることはなく、例えば、押出しコート、ロールコート、リバースロールコート、マイクロバーコート、バーコート、ナイフコート、グラビアコート等の塗布方法を挙げることができる。 The forming method of the forming sheet raw material forming layer is not particularly limited, and examples thereof include coating methods such as extrusion coating, roll coating, reverse roll coating, micro bar coating, bar coating, knife coating, and gravure coating. be able to.
賦型シート原反の賦型層の表面が上記のような平滑性を有する賦型シート原反は、例えば、特に、クレーコート紙等を用いた賦型シート原反基材層に、賦型シート原反賦型層用
の樹脂を押出チルロール成型して得ることが出来る。
The formed sheet raw fabric having the above-described smoothness of the surface of the formed layer of the formed sheet raw fabric is, for example, formed on the formed sheet raw fabric base layer using, for example, clay coated paper. It can be obtained by extruding chill roll molding of a resin for a sheet base transfer layer.
ここで、チルロールの表面の平滑さを調整することによって、賦型シート原反賦型層の表面の平滑さを調整できる。例えば、溶融押出して積層された後、連続して、表面が鏡面加工されたチルロールと押圧ロールとの間を、賦型シート原反賦型層が鏡面のチルロールに接するように通すことにより、得ることができる。 Here, by adjusting the smoothness of the surface of the chill roll, it is possible to adjust the smoothness of the surface of the formed sheet original forming layer. For example, after being melt-extruded and laminated, it is obtained by continuously passing between a chill roll whose surface has been mirror-finished and a pressure roll so that the formed sheet raw material forming layer contacts the chill roll of the mirror surface. be able to.
その際に使用する鏡面のロールとしては、ロールにクロムメッキを施した後、ウェットブラスト、ドライブラスト処理が施されたミラー系またはセミミラー系のロールをいう。また、鏡面のロールは、賦型シート原反基材層の表面より平滑なロールの表面であれば、超微細マット系のロールも含む。この鏡面のロールを用いることにより、賦型シート原反賦型層表面の平滑度を調節することができる。 The mirror-like roll used in that case is a mirror-based or semi-mirror-based roll on which the roll is chrome-plated and then wet-blasted and dry last treated. In addition, as long as the roll of mirror surface is the surface of the roll that is smoother than the surface of the formed sheet material base layer, it also includes the roll of ultrafine mat system. By using the roll of this mirror surface, the smoothness of the surface of the base sheet can be adjusted.
賦型シート原反賦型層が紫外線硬化性樹脂組成物からなる場合は、賦型層の形成方法としては、例えば、ダイコート法やグラビアコート法が挙げられ、他には、賦型シート原反基材層をロールに巻き付かせた状態で、流動性を有する紫外線硬化性樹脂組成物に浸して、賦型シート原反基材層の片面にだけ紫外線硬化性樹脂組成物を積層して、一定厚みでしごいて形成する方法も挙げられる。 When the forming sheet original reaction layer is made of an ultraviolet curable resin composition, examples of a method of forming the forming layer include a die coating method and a gravure coating method, and in addition, the forming sheet original fabric In a state in which the base material layer is wound around a roll, the base material layer is dipped in the flowable UV curable resin composition, and the UV curable resin composition is laminated only on one side of the base sheet for forming sheet A method of forming with a constant thickness may also be mentioned.
紫外線硬化性樹脂組成物に流動性を有せしめる方法としては、溶剤を加えて流動性を有せしめても、流動性を有する樹脂原料を用い流動性を有せしめても、加熱によって流動性を有せしめてもよい。 As a method of imparting fluidity to the ultraviolet curable resin composition, even if the solvent is added to impart fluidity, even if resin material having fluidity is used to impart fluidity, the resin has fluidity by heating. You may
上記方法で作製された賦型シート原反は、そのまま連続して賦型シート原反賦型層に微細柄凹凸模様を賦型してもよいし、必要に応じて一旦取り出して、賦型シート原反賦型層の乾燥等を行ってもよい。 The forming sheet material sheet produced by the above method may form a fine pattern asperity pattern continuously on the forming sheet original reaction layer as it is, or it may be taken out once as necessary. You may perform drying etc. of an original counteracting layer.
賦型シート原反賦型層を形成後に、賦型シート原反賦型層が鏡面のチルロールに接するように、鏡面または超鏡面のチルロールと押圧ロールとの間に通して賦型シート原反賦型層表面を平滑化してミラー仕様表面化することもできる。 After forming the forming sheet original forming layer, the forming sheet original forming layer is passed between the chill roll of the mirror surface or the super mirror surface and the pressing roll so that the forming layer original forming layer contacts the chill roll of the mirror surface. The surface of the mold layer can be smoothed to make it a mirror specification surface.
<賦型シート>
賦型シートは、賦型シート原反から作製されたものであり、賦型層と基材層とを有し、賦型層には、微細柄凹凸模様を転写で形成し得る表面態様が形成されている。
<Formed sheet>
A forming sheet is produced from forming sheet original fabric, has a forming layer and a base material layer, and forms a surface aspect which can form a fine pattern concavo-convex pattern by transfer in a forming layer. It is done.
図7に一次賦型シートの1例を表す斜視図を示した。この図7の賦型シートを用いることで、図8に示された模様の意匠シートが作製される。 FIG. 7 is a perspective view showing an example of the primary forming sheet. By using the shaped sheet of FIG. 7, a design sheet of the pattern shown in FIG. 8 is produced.
[基材層]
賦型シートは賦型シート原反賦型層に微細柄凹凸加工を施して作製されるものであることから、基材層の素材構成は賦型シート原反基材層と同じであるが、図7に示したように、基材層は、賦型層に賦型された微細柄凹凸模様が反映されて、同様の微細柄凹凸模様構造を有していてもよい。特に、転写時のバックアップロールの表面が柔らかい構成の場合に、容易に反映することができる。
[Base layer]
Since the formed sheet is produced by subjecting the formed sheet original reaction layer to fine pattern unevenness processing, the material configuration of the base material layer is the same as the formed sheet original fabric base layer, As shown in FIG. 7, the base material layer may have a similar fine patterned uneven pattern structure, reflecting the fine patterned uneven pattern formed in the forming layer. In particular, when the surface of the backup roll at the time of transfer has a soft configuration, it can be easily reflected.
微細柄凹凸模様の構造によっては、基材層に微細柄凹凸模様を反映させることで、賦型層の微細柄凹凸模様を更に容易に高精度に形成することが出来る。 Depending on the structure of the fine patterned uneven pattern, the fine patterned uneven pattern of the forming layer can be formed more easily with high accuracy by reflecting the fine patterned uneven pattern on the base material layer.
[賦型層]
本発明において、賦型シート賦型層は、賦型部と基部とで構成されている。賦型部とは
、柄として凹凸を有する厚み部分のことであり、基部とは、賦型部の支持部となる厚み部分のことであり、賦型部と基部との間に明確な境界は無く、一体となって賦型層を構成している。
[Shape layer]
In the present invention, the forming sheet forming layer is composed of a forming part and a base. The shaping portion is a thickness portion having unevenness as a handle, the base is a thickness portion to be a support portion of the shaping portion, and a clear boundary between the shaping portion and the base is Without, they form an integral forming layer.
賦型シート賦型層には、意匠シート表面に微細柄凹凸模様を転写によって形成し得る表面態様の構造が形成されている。ここで、微細柄賦型シート賦型層の表面態様の構造は、意匠シート表面に形成される微細柄凹凸模様とは、凹凸構造が反転した表面態様の構造である。 The structure of the surface aspect which can form a fine pattern uneven | corrugated pattern in the design sheet surface by transcription | transfer is formed in the forming sheet forming layer. Here, the structure of the surface mode of the fine pattern-forming sheet forming layer is a structure of the surface mode in which the uneven structure is reversed to the fine pattern of the uneven pattern formed on the surface of the design sheet.
賦型シート賦型層の基部の厚さは、特に限定されることはないが、例えば、5μm以上、300μm以下が好ましく、25μm以上、280μm以下が更に好ましく、50μm以上、150μm以下がまた更に好ましい。厚さが上記範囲よりも薄いと賦型シートが破れやすくなり、上記範囲よりも厚いと柔軟性に欠け、使い勝手が悪くなる傾向にある。 The thickness of the base of the forming sheet forming layer is not particularly limited, but is preferably 5 μm to 300 μm, more preferably 25 μm to 280 μm, and still more preferably 50 μm to 150 μm. . If the thickness is thinner than the above range, the formed sheet is likely to be torn, and if it is thicker than the above range, flexibility tends to be lacking, and the usability tends to be poor.
賦型シート賦型層の賦型層の厚さや基部の厚さは、特に限定されることは無く、微細柄凹凸模様の構造との関係で適宜決定されることが好ましい。
[賦型シートの作製方法]
本発明において、賦型シートは、賦型シート原反の賦型層に、微細柄凹凸模様を賦型し得る表面態様を、一次賦型シート賦型層からの表面態様の転写によって形成することで作製される。
The thickness of the forming layer and the thickness of the base of the forming sheet forming layer are not particularly limited, and it is preferable that the thickness is appropriately determined in relation to the structure of the fine patterned uneven pattern.
[Method of producing shaped sheet]
In the present invention, the forming sheet is formed on the forming layer of the forming sheet raw fabric by transferring the surface form from the primary forming sheet forming layer to the surface form capable of forming the fine patterned concavo-convex pattern. It is made with
賦型シート賦型層への微細柄凹凸模様の転写は、1例として、上記で作製した一次賦型シートと賦型シート原反とを、一次賦型シート賦型層面と賦型シート賦型層面とが対向するように重ねて、プレス装置によって挟んで加圧して、一次賦型シート賦型層の表面態様を賦型シート原反賦型層に転写することによって達成される。 The transfer of the fine pattern unevenness pattern to the forming sheet forming layer, as an example, the primary forming sheet produced above and the forming sheet raw fabric, the primary forming sheet forming layer surface and the forming sheet forming It is achieved by transferring the surface aspect of the primary forming sheet forming layer to the original forming sheet reverse forming layer by overlapping so as to face the layer surface and sandwiching and pressing with a pressing device.
加圧する際には、必要に応じて、賦型シート賦型層を前以て加熱していてもよく、賦型シートを加熱しながら加圧してもよく、賦型シートを冷却しながら加圧してもよい。 At the time of pressing, the forming sheet forming layer may be preheated if necessary, or may be pressed while heating the forming sheet, and the forming sheet may be pressurized while being cooled. May be
加圧後に賦型シートと一次賦型シートとを離型する際には、賦型シート賦型層を冷却していてもよい。 When releasing the forming sheet and the primary forming sheet after pressing, the forming sheet forming layer may be cooled.
尚、加熱と冷却の手段には、公知の種々の方法を適用することが可能である。 In addition, it is possible to apply a well-known various method to a means of heating and cooling.
具体的な加熱手段としては、例えば、プレス装置の一対の加圧部品の片方または両方を内部からスチームや誘電加熱等で加熱する方法、加圧される前に熱風を賦型シート原反に当てる方法、プレス装置手前の送りロールを内部からスチームや誘電加熱等で加熱する方法、等が挙げられる。熱風は必須では無く、上記加熱手段の2種以上を組み合わせて適用することも可能である。 As a specific heating means, for example, a method of heating one or both of a pair of pressing parts of a pressing device from the inside by steam, dielectric heating or the like, hot air is applied to the formed sheet stock before being pressurized The method, the method of heating the feed roll in front of a press apparatus by steam, dielectric heating, etc. from the inside, etc. are mentioned. Hot air is not essential, and two or more of the above-described heating means may be used in combination.
加熱の温度は、ラミネートチューブ積層材原反の表面樹脂層が形状を維持しつつも加圧によって変形する程度に適度に柔らかくなる程度の温度がよく、該表面樹脂層の組成によって異なるが、賦型シート賦型層が80〜130℃になるように調製することが好ましい。 The temperature of the heating is preferably such that the surface resin layer of the laminate tube laminate raw material is suitably softened to such an extent that it is deformed by pressure while maintaining the shape, and varies depending on the composition of the surface resin layer. It is preferable to prepare so that a type | mold sheet shaping layer may be 80-130 degreeC.
温度が高すぎると、賦型層が柔らかくなり過ぎて溶融して落下したり、賦型層が変形したり、一次賦型シートと賦型シートとの離型性が低下して、微細柄凹凸模様の賦型に形状的な欠陥が発生したり、離型直後に形状が崩れたりして、微細柄凹凸形状の維持が困難になる虞がある。 When the temperature is too high, the forming layer becomes too soft and melts and falls, the forming layer is deformed, or the releasability between the primary forming sheet and the forming sheet is reduced, and the fine pattern unevenness is generated. There is a possibility that it becomes difficult to maintain the fine patterned uneven shape due to the occurrence of a shape defect in the formation of a pattern or the shape being broken immediately after mold release.
冷却の温度は、賦型シート賦型層が形状を維持可能な程度に適度に硬くなる程度の温度がよく、賦型層の組成によって異なるが、賦型シート賦型層が20〜50℃になるように調製することが好ましい。 The temperature of cooling is preferably such a temperature that the forming sheet forming layer becomes appropriately hard enough to maintain the shape, and varies depending on the composition of the forming layer, but the forming sheet forming layer has a temperature of 20 to 50 ° C. It is preferable to prepare so that
具体的な冷却方法としては、例えば、プレス装置の加圧部品を冷却する方法、加圧後に冷風を当てる方法、加圧後に冷却された離型ロールを冷却する方法、自然放冷等が挙げられる。冷風は必須では無く、上記冷却手段の2種以上を組み合わせて適用することも可能である。 As a specific cooling method, for example, a method of cooling a pressurized part of a press, a method of applying cold air after pressurization, a method of cooling a release roller cooled after pressurization, a natural cooling, etc. may be mentioned. . Cold air is not essential, and two or more of the above-mentioned cooling means may be used in combination.
プレス装置で加圧する際の圧力は、プレス装置の種類や賦型シートの賦型層樹脂種や意匠シート原反の表面樹脂層の組成によっても異なるが、2つのロールで挟む場合や1つのロールと1つの平板とで挟む場合は、線圧が、5kgf/cm以上、380kgf/cm以下が好ましく、5kgf/cm以上、265kgf/cm以下がより好ましく、10kgf/cm以上、100kgf/cm以下が更に好ましい。 The pressure at the time of pressing with the pressing device varies depending on the type of pressing device, the type of forming layer resin of the forming sheet, and the composition of the surface resin layer of the original design sheet raw material. When sandwiching with a single flat plate, the linear pressure is preferably 5 kgf / cm or more and 380 kgf / cm or less, more preferably 5 kgf / cm or more and 265 kgf / cm or less, and further 10 kgf / cm or more and 100 kgf / cm or less preferable.
2つの平板で挟む場合は、面圧が、2kgf/cm2以上、15kgf/cm2以下が好ましく、4kgf/cm2以上、12kgf/cm2以下が更に好ましく、8kgf/cm2以上、10kgf/cm2以下が特に好ましい。 When sandwiching with two flat plates, the surface pressure is preferably 2 kgf / cm 2 or more and 15 kgf / cm 2 or less, more preferably 4 kgf / cm 2 or more and 12 kgf / cm 2 or less, and 8 kgf / cm 2 or more and 10 kgf / cm 2 2 or less is especially preferable.
圧力が上記範囲よりも低いと、微細柄凹凸模様によっては転写が不十分になって欠落が出る虞があり、上記版よりも高いと、微細柄凹凸模様によっては、模様の一部または全部が潰れてしまう虞があり、高精度の賦型が困難になり易い。 If the pressure is lower than the above range, the transfer may be insufficient depending on the fine patterned uneven pattern and there is a possibility that a dropout may occur, and if it is higher than the above plate, a part or all of the pattern may be removed depending on the fine patterned uneven pattern. There is a risk of crushing and high-precision shaping tends to be difficult.
[転写時のプレス装置]
本発明において、一次賦型シート賦型層の表面態様を賦型シート原反賦型層に転写する際には、2つのロール、1つのロールと1つの平板、及び2つの平板、なる群から選択される1種の、対になった加圧部品を有するプレス装置を用いて、一次賦型シートと、賦型シート原反とを、一次賦型シート賦型層と賦型シート原反賦型層とが対向するように挟んで加圧する。
[Pressing device for transfer]
In the present invention, when transferring the surface aspect of the primary forming sheet forming layer to the forming sheet original forming layer, the group consisting of two rolls, one roll and one flat plate, and two flat plates, A primary forming sheet and a raw forming sheet raw material are formed into a primary forming sheet forming layer and a forming sheet raw material using a pressing device having one type of paired pressure parts to be selected. The mold layer is sandwiched and pressed so as to face the mold layer.
2つのロールで挟む場合、該2つのロールのそれぞれの表面の硬さや平滑性については、必要に応じて様々な組み合わせを選ぶことが出来る。両方のロールに表面が平滑で硬いものを選ぶこともできるし、一次賦型シートが接する側のロール(エンボスロール)の表面は平滑で硬いが、賦型シート原反側のロール(バックアップロール)については、表面が柔らかい構成のものから硬い構成のものまで、多種多様のものを目的に応じて選ぶことが出来る。 In the case of sandwiching by two rolls, various combinations can be selected as needed for the hardness and smoothness of the surface of each of the two rolls. The surface of both rolls can be selected to be smooth and hard, or the surface of the roll (emboss roll) on the side in contact with the primary forming sheet is smooth and hard, but the roll on the forming sheet original side (backup roll) For the purpose of the invention, it is possible to select a wide variety of products, from those having a soft surface to those with a hard surface.
高精度の賦型を要求する場合には、2つのロールは、平滑で硬くて圧着により表面形状が変化しない構成を備えたものが好ましい。 When high precision molding is required, it is preferable that the two rolls be smooth and hard and have a configuration in which the surface shape does not change due to pressure bonding.
1つのロールと1つの平板を用いる場合や、2つの平板を用いる場合も同様であり、一次賦型シートが接する側と賦型シート原反が接する側の両方に表面が平滑で硬いものを選ぶこともできるし、一次賦型シートが接する側の表面は平滑で硬いが、賦型シート原反側については、同様に、多種多様のものを目的に応じて選ぶことも出来る。 The same applies to the case where one roll and one flat plate are used or two flat plates, and one having a smooth and hard surface is selected on both the side in contact with the primary forming sheet and the side in contact with the forming sheet raw fabric. Although the surface on the side in contact with the primary forming sheet is smooth and hard, a wide variety of forming sheet materials can be similarly selected depending on the purpose.
本発明にかかる、一次賦型シートの賦型層から賦型シート原反の賦型層への微細柄凹凸模様を転写するシステムの1例を図12に示した。賦型シート基材層として紙基材が、賦型層として熱可塑性樹脂が適用された例である。 One example of a system for transferring the fine patterned relief pattern from the forming layer of the primary forming sheet to the forming layer of the forming sheet raw fabric according to the present invention is shown in FIG. In this example, a paper substrate is used as the forming sheet substrate layer, and a thermoplastic resin is applied as the forming layer.
一次賦型シートと賦型シート原反とが、一次賦型シート賦型層と賦型シート原反賦型層とが対向するように重ねられて、賦型シート原反側から熱風が当てられて加熱され、矢印で示す方向に送られ、表面が平滑な2つのロールの間に送られて、挟まれて、熱圧される。 The primary forming sheet and the forming sheet raw fabric are stacked so that the primary forming sheet forming layer and the forming sheet raw coating / reacting layer face each other, and hot air is applied from the forming sheet raw fabric side It is heated, sent in the direction indicated by the arrow, sent between two smooth rolls whose surface is smoothed, sandwiched and heat-pressed.
適度に柔らかくなっている賦型シート原反賦型層には、一次賦型シート賦型層の表面形状が転写されて、微細柄凹凸模様を賦型し得る表面態様が形成され、次いで、当該形成された状態で、加圧解放直後の位置で、冷風が賦型シート原反に当てられて冷却され、該表面態様が固定される。 The surface shape of the primary forming sheet forming layer is transferred to the forming sheet original reaction forming layer which is appropriately softened to form a surface mode capable of forming a fine patterned uneven pattern, and then, In the formed state, cold air is applied to the formed sheet material and cooled at a position immediately after the pressure release, and the surface aspect is fixed.
冷却された賦型シート原反と一次賦型シートは、連続的に離型され、各々が巻き取られて、一次賦型シートは回収され、微細柄凹凸模様を賦型可能な表面態様を賦型層に有する賦型シートが得られる。 The cooled forming sheet raw fabric and the primary forming sheet are continuously released, and each is wound up, the primary forming sheet is recovered, and a surface pattern capable of forming a fine patterned uneven pattern is formed. A shaped sheet having a mold layer is obtained.
図12は、連続シート状の一次賦型シートと連続シート状の賦型シート原反とを用いて、連続シート状の賦型シートを作製する例である。この形態の場合には、微細柄凹凸模様に、繋ぎの無いデザインを表現可能であり、高度な意匠性を発現可能である。 FIG. 12 shows an example of producing a continuous sheet-like shaped sheet using the continuous sheet-like primary shaped sheet and the continuous sheet-like shaped sheet raw fabric. In the case of this form, it is possible to express a design without a connection in a fine patterned uneven pattern, and can express a high degree of design.
本発明における別形態として、枚葉シートの一次賦型シートを加圧部品上に固定して用いてもよく、特に平滑で硬い表面構成のロールに巻き付けて固定して回転させながら用いることがよい。 As another form in the present invention, the primary forming sheet of the sheet may be fixed on the pressing part and used, and in particular, it may be used while being fixedly wound around a roll having a smooth and hard surface configuration and rotating. .
この際には、連続シートの賦型シート原反のみを繰り出して連続的に熱圧転写して巻き取ってもよく、枚葉シートの賦型シート原反を用いて枚葉の賦型シートを作製してもよい。この形態の場合には、少量の枚葉シート状の一次賦型シートを準備するだけで済み、少量多品種の生産に好適であり、コストメリットも大きい。 At this time, only the formed sheet raw fabric of the continuous sheet may be drawn out, continuously transferred by heat pressure transfer, and wound, or the formed sheet of the single sheet may be rolled using the formed sheet raw fabric of the single sheet. You may produce. In this case, only a small amount of sheet-like primary shaped sheets can be prepared, which is suitable for the production of a large number of small amounts, and the cost merit is large.
上記のようなプレス装置を用いて、本発明にかかる賦型シートを高い精度で効率よく作製することができる。 The forming sheet according to the present invention can be efficiently produced with high accuracy using the above-described pressing device.
<意匠シートの作製>
上記で得られた賦型シートを用いて、意匠シートを次のように作製することができる。
<Preparation of design sheet>
A design sheet can be produced as follows using the forming sheet obtained above.
1例として、賦型シートの賦型層に、意匠シート表面の賦型層を構成する樹脂組成物を塗布し、離型して、意匠シートを得る方法を説明する。図13に、説明するための図を表した。 As an example, the method of apply | coating the resin composition which comprises the forming layer of a design sheet surface to a forming layer of a forming sheet, mold-releasing, and obtaining a design sheet is demonstrated. The figure for demonstrating in FIG. 13 was represented.
図8は、意匠シートの1例を表した斜視図である。意匠シートは、表面樹脂層及び基材層を備えてこれらが積層されている。 FIG. 8 is a perspective view showing an example of a design sheet. A design sheet is provided with a surface resin layer and a base material layer, and these are laminated.
意匠シートの基材層は、意匠シートの表面樹脂層の基部の線状凹凸部が形成された側とは反対側に積層された層であり、表面樹脂層を支持している。 The base material layer of the design sheet is a layer laminated on the side opposite to the side on which the linear concavo-convex portion of the base of the surface resin layer of the design sheet is formed, and supports the surface resin layer.
基材層の材料には、表面樹脂層を支持するとともに、意匠シートの用途に応じた適切な材料が用いられればよく、木綿、麻、絹、羊毛などの天然繊維、レーヨン、アセテートなどの再生または半合成繊維、ポリアミド、ポリエステル、ポリアクリロニトリル、ポリビニルアルコール、ポリオレフィンなどの合成繊維、ガラス纖維等の繊維からなる織布、不織布、網布等の布(基布とも言う)、紙、ポリエステルやポリオレフィンの樹脂からなる樹脂フィルム、金属板(、乃至金属箔)、ガラス板、ガラス織布等の、一般に、合成皮革や人工皮革の基材乃至基布に用いられるものから、樹脂皮革の種類や用途に応じて適宜選
択することができる。
As the material of the base material layer, a material suitable for supporting the surface resin layer and depending on the application of the design sheet may be used, and natural fibers such as cotton, hemp, silk, wool, rayon, acetate, etc. may be regenerated. Or synthetic fibers such as polyamide, polyester, polyacrylonitrile, polyvinyl alcohol, polyolefin, etc., woven fabric made of fibers such as glass fiber, nonwoven fabric, cloth such as nonwoven fabric (also referred to as base fabric), paper, polyester or polyolefin The resin film made of resin, metal plate (or metal foil), glass plate, glass woven fabric, etc. Generally used for the base material or base fabric of synthetic leather or artificial leather It can be selected as appropriate.
尚、製造工程において、基材層は必要に応じて備えられるものであり、表面樹脂層が十分な自己支持性を有している場合には備えられる必要は無く、作製後に目的意匠物の表面に表面樹脂層のみを張り付けて使用することも可能である。 In the production process, the base material layer is provided as necessary, and it is not necessary to be provided when the surface resin layer has sufficient self-supporting property, and the surface of the target design after production It is also possible to use only the surface resin layer attached to
基材層の厚さとしては、表面樹脂層を支持可能な厚さであれば特に限定されないが、例えば25μm以上500μm以下の範囲とすることが出来る。 The thickness of the base layer is not particularly limited as long as it can support the surface resin layer, but can be, for example, in the range of 25 μm to 500 μm.
意匠シート表面樹脂層を構成する樹脂組成物には、各種の熱可塑性樹脂、熱硬化性樹脂、紫外線又は電子線等の電離放射線硬化性樹脂等を使用することができ、無溶剤で用いても、溶剤に溶かして用いても良い。 Various thermoplastic resins, thermosetting resins, ionizing radiation curable resins such as ultraviolet rays or electron beams, etc. can be used for the resin composition constituting the surface sheet resin layer of the design sheet, and even if used without solvent It may be dissolved in a solvent for use.
当該塗布の方法は特に限定されることはないが、例えばダイコート法等を適用することができる。 Although the method of the said application | coating is not specifically limited, For example, the diecoat method etc. are applicable.
塗布後、加熱乾燥や紫外線又は電子線等の電離放射、冷却等の、組成物に応じた適切な硬化方法により表面樹脂層の表面態様を固定させる。 After application, the surface aspect of the surface resin layer is fixed by an appropriate curing method according to the composition, such as heat drying, ionizing radiation such as ultraviolet rays or electron beams, cooling, and the like.
次いで、必要に応じて、得られた表面樹脂層の賦型シートに接した側とは反対側の面に基材層を接着剤により貼り合わせてもよい。
これにより表面樹脂層からなる賦型シート、または表面樹脂層と基材層とからなる意匠シートを得ることができる。
Next, if necessary, the base material layer may be bonded with an adhesive to the surface of the obtained surface resin layer opposite to the side in contact with the formed sheet.
Thereby, a shaped sheet made of a surface resin layer or a design sheet made of a surface resin layer and a base material layer can be obtained.
以下実験により、一次賦型シートと、賦型シートを作製し、更に得られた賦型シートを用いて、微細柄凹凸模様を有する意匠シートを作製して、性能の評価を行った。 The primary forming sheet and the forming sheet were manufactured by experiments below, and using the obtained forming sheet, a design sheet having a fine patterned uneven pattern was manufactured to evaluate its performance.
<一次賦型シート原反の作製>
[紫外線硬化性樹脂組成物1の調整]
下記原料を混合して均一化し、紫外線硬化性樹脂組成物1を調整した。
<Production of primary formed sheet stock>
[Preparation of UV curable resin composition 1]
The following raw materials were mixed and homogenized to prepare an ultraviolet curable resin composition 1.
紫外線硬化性樹脂(三菱ケミカル(株)社製、ユピマー) 40質量部
溶剤(メチルエチルケトン) 60質量部
UV curable resin (Mitsubishi Chemical Corporation, Yupimar) 40 parts by mass Solvent (methyl ethyl ketone) 60 parts by mass
[一次賦型シート原反1の作製]
PETフィルムA(東レ(株)社製、ルミラーU34、厚さ100μm、塗布側面のSa0μm)の上に、賦型層として、上記の紫外線硬化性樹脂組成物1を塗布及び加熱乾燥して積層し、次いで、該賦型層が超鏡面のチルロールに接するように、超鏡面のチルロールと押圧ロールとの間に通して賦型層の表面を平滑化して、帯状の積層体(幅1500mm、長さ1500m)である、ミラー仕様表面の一次賦型シート原反1を作成した。賦型層表面のSaは0.08μmだった。
[Production of primary formed sheet raw fabric 1]
As a shaping layer, the above-mentioned ultraviolet curable resin composition 1 is applied and heat-dried and laminated on PET film A (Toray Industries, Inc., Lumirror U34, thickness 100 μm, coated side Sa 0 μm) Then, the surface of the forming layer is smoothed by passing it between the chill roll of the super mirror surface and the pressing roll so that the shaping layer is in contact with the chill roll of the super mirror surface, and a strip laminate (width 1500 mm, length The primary formed sheet original fabric 1 of the mirror specification surface which is 1500 m) was created. The S a of the surface of the forming layer was 0.08 μm.
一次賦型シート原反1の層構成は下記の通り。 The layer configuration of the primary formed sheet raw fabric 1 is as follows.
PETフィルムA(100μm厚)/紫外線硬化性樹脂組成物1(30μm厚) PET film A (100 μm thickness) / UV curable resin composition 1 (30 μm thickness)
[一次賦型シート原反2の作製]
図10のように、PETフィルムAを液状の上記紫外線硬化性樹脂組成物1が入ったバットを通過させてPETフィルムAの片面に紫外線硬化性樹脂組成物1を塗布し、塗布層
厚みを30μmに調整して賦型層を形成して一次賦型シート原反2を作製した。
紫外線硬化性樹脂組成物1は液状であるため、連続して一次賦型シート5の作製へと進めた。
[Production of primary formed sheet raw fabric 2]
As shown in FIG. 10, a PET film A is passed through a vat containing the liquid ultraviolet curable resin composition 1 to apply the ultraviolet curable resin composition 1 on one side of the PET film A, and the thickness of the coating layer is 30 μm. Was adjusted to form a forming layer to prepare a primary forming sheet
Since the ultraviolet curable resin composition 1 was liquid, it proceeded continuously to the preparation of the primary formed sheet 5.
<一次賦型シートの作製>
上記で得た一次賦型シート原反1から、下記の一次賦型シート1〜6を作製した。
[一次賦型シート1の作製]
表面を銅めっきしたシリンダーを準備し、170mm幅内に、微細柄凹凸模様としては図3に示されたパターンで、ピッチPが300μm、凸部幅Wが200μm、深さDが75μmになるようにシリンダー表面に切削して、ドラム状賦型版1を作製した。
<Preparation of primary shaped sheet>
The following primary forming sheets 1 to 6 were produced from the primary forming sheet raw fabric 1 obtained above.
[Preparation of Primary Shaped Sheet 1]
Prepare a cylinder with a copper plating on the surface, and within the width of 170 mm, set the pitch P to 300 μm, the convex width W to 200 μm, and the depth D to 75 μm in the pattern shown in FIG. The surface of the cylinder was cut to prepare a drum-shaped mold 1.
上記で得られた一次賦型賦型シート原反1を、図11に示されたように、賦型層がドラム状賦型版1の表面に当たるように、ドラム状賦型版1と、表面が金属製で硬く平滑なバックアップロールとで挟んで、連続的に熱圧して、上記の微細柄凹凸模様を一次賦型シート原反1の賦型層に転写して、一次賦型シート原反1がドラム状賦型版1に巻き付けられている状態で、基材層側から紫外線を照射して紫外線硬化性樹脂組成物1を硬化して、次いで冷風で冷却して、ドラム状賦型版1から離型し、微細柄凹凸模様を有する一次賦型シート1を作製した。工程条件は下記の通り。 As shown in FIG. 11, the drum-shaped mold version 1 and the surface of the drum-shaped mold version 1 obtained from the primary mold-formed sheet raw material 1 obtained above, as shown in FIG. Is sandwiched between a hard, smooth backup roll made of metal, and is continuously heated under pressure to transfer the above-mentioned fine patterned uneven pattern onto the forming layer of the primary formed sheet raw fabric 1, and the primary formed sheet raw fabric The UV curable resin composition 1 is cured by irradiating ultraviolet rays from the substrate layer side in a state in which 1 is wound around the drum shaped printing plate 1, and then cooled with cold air to obtain a drum shaped printing plate It released from 1 and produced the primary formation sheet 1 which has a fine pattern uneven pattern. Process conditions are as follows.
ドラム状賦型版表面温度:120℃
バックアップロール表面温度:20℃
ドラム状賦型版加圧圧力:線圧270kgf/cm
シート送り速度:5m/分
冷風温度:20℃
Drum-shaped printing plate surface temperature: 120 ° C
Backup roll surface temperature: 20 ° C
Drum-like plate pressure: Linear pressure 270 kgf / cm
Sheet feeding speed: 5 m / min Cold air temperature: 20 ° C
[一次賦型シート2の作製]
微細柄凹凸模様のサイズを、ピッチPが500μm、凸部幅Wが350μm、深さDが100μmに変更して、ドラム状賦型版2を作製した以外は、一次賦型シート1と同様に操作して、一次賦型シート2を作製した。
[Preparation of Primary Shaped Sheet 2]
Similar to the primary formed sheet 1 except that the size of the fine patterned concavo-convex pattern was changed to a pitch P of 500 μm, a convex portion width W of 350 μm, and a depth D of 100 μm to produce the drum-like shaped
[一次賦型シート3の作製]
次に、表面を銅めっきしたシリンダーを準備し、断面が二等辺三角形のバイトで、下記ピッチとバイト頂角の組み合わせ33種の線条パターンをシリンダー表面に切削して、ドラム状賦型版3を作製した。
[Production of Primary Forming Sheet 3]
Next, prepare a cylinder with a copper plating on the surface, cut it with the following 33 patterns of combinations of pitch and bit apex angle on the cylinder surface with a cutting tool whose cross section is an isosceles triangle, drum shaped
ピッチP:1μm、2μm、3μmの3水準。 Pitch P: Three levels of 1 μm, 2 μm and 3 μm.
バイト頂角θ:70°から170°まで10°ずつの11水準。 Tool apex angle θ: 11 levels of 10 ° each from 70 ° to 170 °.
深さD:上記ピッチPとバイト頂角θから算出した。 Depth D: Calculated from the pitch P and the tool apex angle θ.
切削:100mm幅内に、1ピッチに対して、1バイト頂角の線条パターンを切削し、次いで、10mmの間隙を空けて、別種の線条パターンを切削することを繰り返した。 Cutting: A striation pattern of 1 byte apex angle was cut per 100 mm width, and then another striation pattern was repeatedly cut with a gap of 10 mm.
上記で得られた一次賦型賦型シート原反1を、図19に示されたように、賦型層がドラム状賦型版3の表面に当たるように、ドラム状賦型版3と、表面が金属製で硬く平滑なバックアップロールとで挟んで、連続的に熱圧して、上記の微細柄凹凸模様を一次賦型シート原反1の賦型層に転写して、一次賦型シート原反1がドラム状賦型版3に巻き付けられている状態で、基材層側から紫外線を照射して紫外線硬化性樹脂組成物1を硬化して、次いで冷風で冷却して、ドラム状賦型版3から離型し、微細柄凹凸模様を有する一次賦型シ
ート3を作製した。工程条件は下記の通り。
As shown in FIG. 19, the drum-shaped
ドラム状賦型版表面温度:120℃
バックアップロール表面温度:20℃
ドラム状賦型版加圧圧力:線圧270kgf/cm
シート送り速度:5m/分
冷風温度:20℃
Drum-shaped printing plate surface temperature: 120 ° C
Backup roll surface temperature: 20 ° C
Drum-like plate pressure: Linear pressure 270 kgf / cm
Sheet feeding speed: 5 m / min Cold air temperature: 20 ° C
[一次賦型シート4の作製]
一次賦型シート1の一部を切断して、枚葉シートの一次賦型シート4を作製した。
[Preparation of Primary Shaped Sheet 4]
A part of the primary formed sheet 1 was cut to prepare a primary formed sheet 4 of a sheet.
[一次賦型シート5の作製]
上記で作製した一次賦型シート原反2を、連続して、図10に示したように、賦型層がドラム状賦型版3に接するように巻き付けて、ドラム状賦型版3の表面凹凸形状を圧着により賦型層に転写し、更に、一次賦型シート原反2がドラム状賦型版3に巻き付けられている状態で、基材層側から紫外線を照射して紫外線硬化性樹脂組成物2を硬化して、次いで冷却された取り出しロールで冷却して、微細柄凹凸模様を有する一次賦型シート5を作製した。各工程条件は下記の通り。
[Production of Primary Forming Sheet 5]
The surface of the drum-shaped
ドラム状賦型版表面温度:40℃
取り出しロールの表面温度:30℃
シート送り速度:5m/分
冷風温度:20℃
Drum-shaped printing plate surface temperature: 40 ° C
Surface temperature of take-out roll: 30 ° C.
Sheet feeding speed: 5 m / min Cold air temperature: 20 ° C

<賦型シート原反の作製>
[賦型シート原反1の作製]
賦型シート原反1の基材層用に、クレーコート層を形成した紙基材であるキャストコート紙(坪量164g/m2)を準備した。
<Production of shaped sheet stock>
[Production of shaped sheet material 1]
A cast coated paper (basis weight 164 g / m 2 ), which is a paper substrate on which a clay coated layer was formed, was prepared for the base material layer of the formed sheet material 1.
このクレーコート層の上に、水性アンカーコート剤を介して、平滑化樹脂層として、ポリプロピレン樹脂80質量%とポリエチレン樹脂20質量%とのブレンド樹脂(サンアロマー株式会社製)を310℃で共押出機の第1押出機から押出して積層し、またその上に賦型層としてホモポリプロピレン樹脂(サンアロマー株式会社製)を共押出機の第2押出機から305℃で、ラインスピード80m/分で押出して積層した。 A co-extruder of a blend resin of 80% by mass of a polypropylene resin and 20% by mass of a polyethylene resin (manufactured by Sun Aroma Co., Ltd.) at 310 ° C. as a smoothing resin layer on the clay coat layer via an aqueous anchor coat agent. And extrude homopolypropylene resin (manufactured by Sun Aroma Co., Ltd.) as a forming layer from the second extruder of the coextruder at a line speed of 80 m / min. Stacked.
次いで、賦型層が超鏡面のチルロールに接するように、積層体を、超鏡面のチルロールと押圧ロールとの間に通して賦型層表面を平滑化して、連続シートの帯状積層体(幅15
00mm、長さ1500m)である、賦型シート原反1(ミラー仕様表面)を作成した。基材層表面(平滑化樹脂層表面)のSaは0.1μm、賦型層表面のSaは0.08μmだった。
[賦型シート原反2の作製]
超鏡面ロールを超微細マット面のチルロールに変えた以外は、賦型シート原反1と同様に操作して、連続シートの帯状積層体(幅1500mm、長さ1500m)である、賦型シート原反2(マット仕様表面)を作成した。基材層表面(平滑化樹脂層表面)のSaは0.1μm、賦型層表面のSaは0.6μmだった。
[賦型シート原反3の作製]
賦型シート原反2の一部を切り取り、枚葉シートの積層体(幅1500mm、長さ1000mm)である、賦型シート原反3を作製した。
[賦型シート原反4の作製]
基材層用紙基材キャストコート紙を普通の紙基材に変えた以外は、賦型シート原反1と同様に操作して、連続シートの帯状積層体(幅1500mm、長さ1500m)である、賦型シート原反4(マット仕様表面)を作成した。基材層表面(紙基材層表面)のSaは7μm、賦型層表面のSaは0.8μmだった。
[賦型シート原反5の作製]
基材層用紙基材キャストコート紙を普通の紙基材に変え、超鏡面ロールを超微細マット面のチルロールに変えた以外は、賦型シート原反1と同様に操作して、連続シートの帯状積層体(幅1500mm、長さ1500m)である、賦型シート原反5(マット仕様表面)を作成した。基材層表面(紙基材層表面)のSaは17μm、賦型層表面のSaは8μmだった。
Next, the laminate is passed between the chill roll of the super mirror surface and the pressing roll so that the cast layer is in contact with the chill roll of the super mirror surface, and the surface of the mold layer is smoothed to obtain a strip laminate of a continuous sheet (
A formed sheet raw fabric 1 (a mirror specification surface) having a size of 00 mm and a length of 1500 m was produced. S a base material layer surface (smooth surface of the resin layer) is 0.1 [mu] m, S a of the shaping layer surface was 0.08 .mu.m.
[Production of shaped sheet material 2]
A formed sheet raw material which is a strip-like laminate (width 1500 mm, length 1500 m) of a continuous sheet in the same manner as in the formed sheet raw fabric 1 except that the ultra mirror surface roll is changed to a chill roll of ultrafine mat surface We made anti-2 (mat specification surface). S a base material layer surface (smooth surface of the resin layer) is 0.1 [mu] m, the S a of the shaping layer surface was 0.6 .mu.m.
[Production of shaped sheet material 3]
A part of the formed sheet
[Production of shaped sheet material 4]
Base layer layer paper base material cast coated paper is changed into a common paper base material, and it is a strip laminate (width 1500 mm, length 1500 m) of a continuous sheet in the same manner as in the formed sheet raw fabric 1. , The forming sheet original fabric 4 (mat specification surface) was created. S a base material layer surface (paper substrate layer surface) is 7 [mu] m, S a of the shaping layer surface was 0.8 [mu] m.
[Production of shaped sheet material 5]
Substrate layer paper base substrate cast coated paper is changed to a normal paper substrate, and the ultra mirror surface roll is changed to a chill roll of ultrafine mat surface, it is operated in the same manner as in forming sheet stock 1, and continuous sheet The formed sheet original fabric 5 (mat specification surface) which is a strip | belt-shaped laminated body (width 1500mm, length 1500m) was created. S a base material layer surface (paper substrate layer surface) is 17 .mu.m, S a of the shaping layer surface was 8 [mu] m.
[実施例1]
(賦型シート1の作製)
上記で得た、一次賦型シート1と、賦型シート原反1とを用いて、図8(3)のように、連続的に、賦型シートの原反に基材層側から熱風を当てて加熱して、一次賦型シートと賦型シート原反とを、賦型層同士が対向するように重ねて、表面が平滑で硬く圧着により表面形状が変化しない構成を備えた2つのロールで挟んで熱圧して、一次賦型シートの微細柄凹凸模様を、賦型シート原反1の賦型層に転写によって追加した。
Example 1
(Production of shaped sheet 1)
Using the primary forming sheet 1 obtained above and the forming sheet raw fabric 1, as shown in FIG. 8 (3), the hot air is continuously applied from the base material side to the forming sheet raw fabric. Apply and heat, and overlay the primary forming sheet and the forming sheet raw fabric so that the forming layers are opposed to each other, the surface is smooth and hard, and the surface shape does not change due to pressure bonding. By sandwiching and heat-pressing, the fine patterned concavo-convex pattern of the primary forming sheet was added to the forming layer of the forming sheet raw fabric 1 by transfer.
この際、賦型シートの原反1が接する側のロールは加熱し、一次賦型シートが接する側のロールは冷却した。 At this time, the roll in contact with the original sheet 1 of the forming sheet was heated, and the roll in contact with the primary forming sheet was cooled.
次いで、賦型シート原反1の基材層側から冷風を当てて冷却し、熱圧されて接着されている賦型シート原反1と一次賦型シート1とを、一対の剥離しロールを通して、剥離して、賦型シート1を得た。 Next, cool air is applied from the side of the base material layer of the formed sheet raw material 1 to cool it, and the formed sheet raw material 1 and the primary formed sheet 1 which are bonded by heat pressure are peeled off through a pair of rolls. , And peeled to obtain a shaped sheet 1.
工程条件は、下記の通り。 Process conditions are as follows.
熱風の温度:110℃
一次賦型シートが接する側のロールの表面温度:30℃
賦型シートの原反1が接する側のロールの表面温度:120℃
ロール圧力:線圧270kgf/cm
冷風の温度:10℃
シート送り速度:5m/分
Hot air temperature: 110 ° C
Surface temperature of the roll on which the primary forming sheet contacts: 30 ° C
Surface temperature of the roll on which the original sheet 1 of the forming sheet is in contact: 120 ° C
Roll pressure: Linear pressure 270 kgf / cm
Cold air temperature: 10 ° C
Sheet feeding speed: 5 m / min
(意匠シート1の作製)
意匠シートの微細柄凹凸模様が賦型される表面樹脂層用に、下記配合で意匠樹脂組成物1を調整した。
(Preparation of Design Sheet 1)
The design resin composition 1 was adjusted with the following composition for the surface resin layer in which the fine pattern uneven | corrugated pattern of a design sheet is shape | molded.
ポリウレタン(大日精化工業(株)社製、レザミンNE−8811) 100質量部
着色剤(大日精化工業(株)社製、セイカセブンNET−5794ブラック) 15質量部
トルエン 25質量部
イソプロピルアルコール 25質量部
上記で作製した賦型シート1を、合成皮革製造装置に取り付け、意匠樹脂組成物1を賦型シートの賦型層に、ダイコート法により塗布した。
Polyurethane (Dainichi Seika Kogyo Co., Ltd., Rezamin NE-8811) 100 parts by mass Colorant (Dainichi Seika Kogyo Co., Ltd., Seika Seven NET-5794 Black) 15 parts by mass Toluene 25 parts by mass Isopropyl alcohol 25 Mass part The shaping sheet 1 produced above was attached to the synthetic leather manufacturing apparatus, and the design resin composition 1 was apply | coated to the shaping layer of a shaping sheet by the diecoat method.
塗布後、100℃〜120℃の範囲で2分加熱乾燥した。その後、接着剤を用いて基布と貼り合わせ、乾燥し、熟成させて、賦型シート1から離型し、意匠シート1を得た。
(評価)
上記で得られた意匠シート1について、マット質感を評価した。結果を表1に示した。
After the application, it was dried by heating in the range of 100 ° C. to 120 ° C. for 2 minutes. Then, it bonded to a base fabric using an adhesive agent, dried, and it was made to age | cure | ripen, it was demolded from the forming sheet 1, and the design sheet 1 was obtained.
(Evaluation)
The matte texture of the design sheet 1 obtained above was evaluated. The results are shown in Table 1.
[実施例2〜8、比較例1]
表3に記載した、一次賦型シート、賦型シート原反、プレス部品等の組み合わせに従って、実施例1と同様に操作して賦型シート及び意匠シートを作製し、微細柄凹凸模様のタイプがマットのものについてはマット質感の評価を、微細柄凹凸模様のタイプが回折光沢のもについては虹強さと虹視野広さの評価を行った。結果を表3に示した。
[Examples 2 to 8, Comparative Example 1]
According to the combination of the primary forming sheet, the forming sheet raw fabric, the pressed parts, etc. described in Table 3, the forming sheet and the design sheet are manufactured in the same manner as in Example 1, and the type of fine pattern uneven pattern is The matte texture was evaluated as to the matte one, and the rainbow strength and the rainbow visual field were evaluated as to the type of the fine pattern uneven pattern having the diffractive gloss. The results are shown in Table 3.
表3中、プレス部品における記載は下記の意味である。 In Table 3, the description in the press parts has the following meaning.
平滑ロール(硬):表面が平滑で硬く圧着により表面形状が変化しない構成を備えた金属ロール。 Smooth roll (hard): A metal roll having a configuration in which the surface is smooth and hard and the surface shape does not change due to pressure bonding.
平滑ロール(硬):表面が柔らかく圧着により表面形状が変化する構成を備えた紙層のロール。 Smooth roll (hard): A roll of paper layer having a configuration in which the surface is soft and the surface shape is changed by pressure bonding.
平板(硬):表面が平滑で硬く圧着により表面形状が変化しない構成を備えた銅板。 Flat plate (hard): A copper plate having a configuration in which the surface is smooth and hard and the surface shape does not change due to pressure bonding.
<評価方法>
[マット質感]
照度400ルクス(明るいオフィス相当)の試験環境下で、意匠シートから切り出した100mm角のサンプルを机の上に置き、被験者10名(20代から60代まで)が500mm上方位置から目視して、広くマット質感を感じる人数をカウントすることによって判定した。
<Evaluation method>
[Mat texture]
Under a test environment with an illumination of 400 lux (equivalent to a bright office), place a 100 mm square sample cut from the design sheet on a desk, and visually observe from the upper position 500 mm by 10 test subjects (20's to 60's). It was judged by counting the number of people who felt the matte texture widely.
線状凸部が延びる方向を縦方向として、縦方向と横方向の両方において、3名以上が広く均質なマット質感を感じた場合に良好とした。
[虹強さ]
虹強さの評価は、変角分光測定器(S−OGM、デジタルファッション株式会社)を用いて行った。
The direction in which the linear convex portions extend is taken as the vertical direction, and it is considered good when three or more persons feel a wide and homogeneous matte texture in both the vertical direction and the horizontal direction.
[Rainbow strength]
Evaluation of rainbow strength was performed using a variable angle spectrometer (S-OGM, Digital Fashion Co., Ltd.).
意匠シート表面に対して、入射角度0度(意匠シートの法線方向)から白色(キセノン光源)を照射し、出射角度ごとのXYZ表色系を求めた。明度に対応するYの値を、白色(キセノン光源)のY値で規格化したゲインを求めた。 White (xenon light source) was irradiated onto the surface of the design sheet from an incident angle of 0 degrees (the normal direction of the design sheet), and an XYZ color system for each emission angle was determined. A gain obtained by standardizing the value of Y corresponding to the lightness with the Y value of white (xenon light source) was determined.
線状凸部が延びる方向を縦方向として、縦方向と横方向の両方において、正反射光を除いた規格化したゲインの最大値が0.1以上の場合に良好として、各ピッチ毎に良好な模様バイト頂角と深さの範囲を求めた。
[視野広さ]
照度400ルクス(明るいオフィス相当)の試験環境下で、意匠シートから切り出した100mm角のサンプルを机の上に置き、被験者10名(20代から60代まで)が500mm上方位置から目視して、虹の視野広さを広いと感じる人数をカウントすることによって判定した。
Assuming that the direction in which the linear convex portion extends is the vertical direction, the maximum value of the normalized gain excluding regular reflection light is 0.1 or more in both the vertical direction and the horizontal direction. The range of top angle and depth of the pattern bite was determined.
[Wide field of view]
Under a test environment with an illumination of 400 lux (equivalent to a bright office), place a 100 mm square sample cut from the design sheet on a desk, and visually observe from the upper position 500 mm by 10 test subjects (20's to 60's). It was judged by counting the number of people who felt that the field of view of the rainbow was wide.
線状凸部が延びる方向を縦方向として、縦方向と横方向の両方において、3名以上が視野が広いと感じた場合に良好として、各ピッチ毎に良好な模様バイト頂角と深さの範囲を求めた。
[結果まとめ]
Assuming that the direction in which the linear convex portion extends is the vertical direction, in both the vertical direction and the horizontal direction, it is considered as good if three or more persons feel that the field of vision is wide, and good pattern bite apex angle and depth for each pitch I sought the range.
[Result Summary]
賦型シート原反の基材層及び賦型層のSaが大きい比較例1は、マット質感が不均質な結果になった。 In the comparative example 1 in which the Sa of the base material layer of the formed sheet raw fabric and the formed layer is large, the matte texture resulted in inhomogeneity.
D 微細柄凹凸模様深さ
P 微細柄凹凸模様ピッチ
θ 微細柄凹凸模様バイト頂角
1 一次賦型シート原反
2 一次賦型シート原反賦型層
3 一次賦型シート原反基材層
4 一次賦型シート
5 一次賦型シート賦型層
6 一次賦型シート基材層
7 一次賦型シート賦型層賦型部
8 一次賦型シート賦型層基部
9 一次賦型シート微細柄線状凹部
10 一次賦型シート微細柄線状凸部
11 賦型シート原反
12 賦型シート原反賦型層
13 賦型シート原反基材層
14 賦型シート賦型層
15 賦型シート基材層
16 賦型シート賦型層賦型部
17 賦型シート賦型層基部
18 賦型シート微細柄線状凹部
19 賦型シート微細柄線状凸部
20 意匠シート
21 意匠シート表面樹脂層
22 意匠シート基材層
61 一次賦型シート製造装置1
62 一次賦型シート基材巻
63 一次賦型シート基材
64 紫外線硬化性樹脂組成物
65 ドラム状賦型版
66 紫外線照射装置
67 一次賦型シート用取り出しロール
68 一次賦型シート
69 一次賦型シート巻
71 一次賦型シート製造装置2
72 一次賦型シート原反巻
73 一次賦型シート送りロール
74 熱風装置
75 バックアップロール
76 冷風装置
80 賦型シート作製システム
81 一次賦型シート巻(使用前)
82 一次賦型シート(使用前)
83 一次賦型シート送りロール
84 賦型シート原反巻
85 賦型シート原反
86 賦型シート原反送りロール
87 一次賦型シート側ロール(エンボスロール)
88 賦型シート側ロール(バックアップロール)
89 取り出しロール
90 一次賦型シート(使用後)
91 一次賦型シート巻(使用後)
92 賦型シート
93 賦型シート巻
D Fine pattern uneven pattern depth P Fine pattern uneven pattern pitch θ Fine pattern uneven pattern bite top angle 1 Primary forming sheet
62 Primary forming sheet base material winding 63 Primary forming
72 Primary forming sheet raw winding 73 Primary forming
82 Primary form sheet (before use)
83 Primary forming
88 Formed sheet side roll (backup roll)
89 Take-out roll 90 Primary forming sheet (after use)
91 Primary forming sheet winding (after use)
92 forming sheet 93 forming sheet winding
Claims (10)
前記賦型シートは、賦型シート基材層と、片面の最表層である賦型シート賦型層とを有する積層体であって、賦型シート原反から一次賦型シートを用いて作製されるものであり、
前記賦型シート賦型層は、前記微細柄凹凸模様を賦型可能な表面態様を有し、
前記賦型シート原反は、賦型シート原反基材層と、片面の最表層である賦型シート原反賦型層とを有する積層体であり、
前記賦型シート原反賦型層の表面粗さは、Saが0.03μm以上、5μm未満であり、
前記賦型シート原反基材層の前記賦型シート原反賦型層側の面の表面粗さは、Saが0.3μm以上、15μm未満であり、
前記一次賦型シートは、一次賦型シート基材層と、片面の最表層である一次賦型シート賦型層とを有する積層体あって、一次賦型シート原反から作製されるものであり、
前記一次賦型シート賦型層は、前記微細柄凹凸模様と略同形状の表面態様を表面に有し
前記一次賦型シート原反は、透明樹脂フィルムからなる一次賦型シート原反基材層と、片面の最表層である一次賦型シート原反賦型層とを有し、
前記一次賦型シート原反賦型層は、紫外線硬化性樹脂組成物からなる層であり
前記製造方法が下記の工程1と工程2とを含む、賦型シートの製造方法。
工程1)前記微細柄凹凸模様を賦型可能な表面態様を有するドラム状賦型版の表面に、前記一次賦型シート原反を、流動可能な状態の前記一次賦型シート原反賦型層が接するように巻き付けて、
前記ドラム状賦型版の前記表面態様を加圧により前記一次賦型シート原反賦型層に転写して、
次いで、前記一次賦型シート原反基材層側から紫外線を照射して前記一次賦型シート原反賦型層を硬化して、前記一次賦型シートを作製する工程。
工程2)加熱された前記賦型シート原反と、前記一次賦型シートとを、前記賦型シート原反賦型層と前記一次賦型シート賦型層とが対向するように重ねて、
次いで、プレス装置で挟んで熱圧することによって、前記一次賦型シート賦型層の前記表面態様を前記賦型シート原反賦型層に転写して、前記賦型シートを作製する工程。 It is a manufacturing method of a forming sheet for forming a fine pattern concavo-convex pattern, and
The forming sheet is a laminate having a forming sheet base layer and a forming sheet forming layer which is the outermost layer on one side, and is produced using a primary forming sheet from a forming sheet raw fabric It is
The forming sheet forming layer has a surface mode capable of forming the fine patterned uneven pattern,
The formed sheet material is a laminate having a formed sheet material base layer and a formed sheet material opposite layer which is the outermost layer on one side,
As for the surface roughness of the forming sheet raw material forming layer, S a is 0.03 μm or more and less than 5 μm,
The surface roughness of the surface on the side of the formed sheet raw material countering layer of the formed sheet raw fabric base layer is such that S a is 0.3 μm or more and less than 15 μm,
The primary forming sheet is a laminate having a primary forming sheet base layer and a primary forming sheet forming layer which is the outermost layer on one side, and is produced from a primary forming sheet raw fabric. ,
The primary forming sheet forming layer has a surface aspect substantially the same shape as the fine pattern uneven pattern on the surface, and the primary forming sheet raw fabric is a primary forming sheet raw fabric base layer made of a transparent resin film And a primary forming sheet original counteracting layer which is the outermost layer on one side,
A method for producing a shaped sheet, wherein the primary shaped sheet raw material-imparting layer is a layer comprising an ultraviolet curable resin composition, and the method comprises the following steps 1 and 2.
Step 1) The primary forming sheet raw material forming layer capable of flowing the primary forming sheet raw fabric on the surface of a drum-shaped forming plate having a surface aspect capable of forming the fine pattern uneven pattern Wrap it so that
Transferring the surface aspect of the drum-shaped mold plate to the primary mold sheet original counter mold layer by pressure;
Subsequently, the process of irradiating the ultraviolet-ray from the said primary forming sheet raw fabric base-material layer side, hardening | curing the said primary forming sheet original-repelling layer, and producing the said primary forming sheet.
Process 2) overlapping the heated forming sheet raw fabric and the primary forming sheet so that the forming sheet original reflecting layer and the first forming sheet forming layer face each other,
Then, the step of transferring the surface aspect of the primary forming sheet forming layer to the forming sheet original reflecting layer by sandwiching and hot-pressing it with a press device to produce the forming sheet.
前記一次賦型シートは、枚葉シートであって、該ロールの表面に巻き付けて固定されており、
前記賦型シート原反は、連続シートであって、連続的に繰り出される、
請求項1に記載の、賦型シートの製造方法。 In the step 2, the pressed part on the side of the pressing device in contact with the primary forming sheet is a roll having a smooth and hard surface configuration,
The primary forming sheet is a sheet, and is wound around and fixed to the surface of the roll,
The formed sheet material is a continuous sheet which is continuously fed out.
The manufacturing method of a shaping | molding sheet of Claim 1.
前記賦型シート原反賦型層の表面の表面粗さは、Saが0.03μm以上、0.5μm未満であり、
前記一次賦型シート原反賦型層の表面の表面粗さは、Saが0.03μm以上、0.5μm未満である、
請求項1〜3の何れか1項に記載の、賦型シートの製造方法。 As for the surface roughness of the surface on the side of the formed sheet raw material reflective layer of the formed sheet raw fabric base layer, the S a is 0.3 μm or more and less than 5 μm,
Surface roughness of the surface of the embossing sheet raw shaping layer, S a is more than 0.03 .mu.m, less than 0.5 [mu] m,
The surface roughness of the surface of the primary forming sheet raw material forming layer is such that S a is not less than 0.03 μm and less than 0.5 μm.
The manufacturing method of a shaping | molding sheet in any one of Claims 1-3.
前記賦型シート原反賦型層の表面の表面粗さは、Saが0.03μm以上、5μm未満であり、
前記一次賦型シート原反賦型層の表面の表面粗さは、Saが0.03μm以上、5μm未満である、
請求項1〜3の何れか1項に記載の、賦型シートの製造方法。 The surface roughness of the surface on the side of the formed sheet raw material countering layer of the formed sheet raw fabric base layer is such that S a is 0.3 μm or more and less than 15 μm,
The surface roughness of the surface of the shaped sheet original forming layer is such that S a is at least 0.03 μm and less than 5 μm,
The surface roughness of the surface of the primary forming sheet raw material forming layer is such that S a is not less than 0.03 μm and less than 5 μm.
The manufacturing method of a shaping | molding sheet in any one of Claims 1-3.
前記賦型シート原反賦型層はポリプロピレン系樹脂またはポリメチルペンテン系樹脂を含む、
請求項1〜5の何れか1項に記載の、賦型シートの製造方法。 The formed sheet raw fabric base layer includes a paper layer and a clay layer,
The base sheet for forming a base sheet contains a polypropylene resin or a polymethylpentene resin.
The manufacturing method of a shaping | molding sheet in any one of Claims 1-5.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017186069A JP6953959B2 (en) | 2017-09-27 | 2017-09-27 | A method for manufacturing a fine pattern uneven pattern shaping sheet and a shaping sheet manufactured by the manufacturing method. |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017186069A JP6953959B2 (en) | 2017-09-27 | 2017-09-27 | A method for manufacturing a fine pattern uneven pattern shaping sheet and a shaping sheet manufactured by the manufacturing method. |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019059141A true JP2019059141A (en) | 2019-04-18 |
| JP6953959B2 JP6953959B2 (en) | 2021-10-27 |
Family
ID=66176018
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017186069A Active JP6953959B2 (en) | 2017-09-27 | 2017-09-27 | A method for manufacturing a fine pattern uneven pattern shaping sheet and a shaping sheet manufactured by the manufacturing method. |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6953959B2 (en) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019155790A (en) * | 2018-03-15 | 2019-09-19 | 大日本印刷株式会社 | Laminate tube container having fine uneven pattern |
| JP2019155791A (en) * | 2018-03-15 | 2019-09-19 | 大日本印刷株式会社 | Laminate tube container having fine uneven pattern |
| WO2020196158A1 (en) | 2019-03-26 | 2020-10-01 | 日本曹達株式会社 | Fluororubber composition containing epoxidized polybutadiene |
| JP7255740B1 (en) | 2022-07-06 | 2023-04-11 | 王子ホールディングス株式会社 | Base paper for metallized paper, metallized paper, packaging bags, laminates, and paper containers for liquids |
| JP7647184B2 (en) | 2021-03-09 | 2025-03-18 | 大日本印刷株式会社 | Method for manufacturing matte film and printed matter |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS53149259A (en) * | 1977-06-01 | 1978-12-26 | Dainippon Printing Co Ltd | Production of embossed release film |
| JPH0516228A (en) * | 1991-04-15 | 1993-01-26 | Dainippon Printing Co Ltd | Gloss-mat type shaped film |
| JPH06238751A (en) * | 1993-02-16 | 1994-08-30 | Dainippon Printing Co Ltd | Production of decorative material having embossed pattern |
| JP2001001402A (en) * | 1999-04-23 | 2001-01-09 | Dainippon Printing Co Ltd | Shaping sheet and production thereof |
| WO2014054678A1 (en) * | 2012-10-05 | 2014-04-10 | Jx日鉱日石エネルギー株式会社 | Manufacturing method for optical substrate using film shaped mold, manufacturing device, and optical substrate obtained thereby |
| WO2015011899A1 (en) * | 2013-07-25 | 2015-01-29 | 凸版印刷株式会社 | Sheet material and barrier packaging container using same, and process for manufacturing sheet material |
| JP2017026917A (en) * | 2015-07-24 | 2017-02-02 | 大日本印刷株式会社 | Diffraction glossy sheet, shaping sheet, and method for manufacturing diffraction glossy sheet |
-
2017
- 2017-09-27 JP JP2017186069A patent/JP6953959B2/en active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS53149259A (en) * | 1977-06-01 | 1978-12-26 | Dainippon Printing Co Ltd | Production of embossed release film |
| JPH0516228A (en) * | 1991-04-15 | 1993-01-26 | Dainippon Printing Co Ltd | Gloss-mat type shaped film |
| JPH06238751A (en) * | 1993-02-16 | 1994-08-30 | Dainippon Printing Co Ltd | Production of decorative material having embossed pattern |
| JP2001001402A (en) * | 1999-04-23 | 2001-01-09 | Dainippon Printing Co Ltd | Shaping sheet and production thereof |
| WO2014054678A1 (en) * | 2012-10-05 | 2014-04-10 | Jx日鉱日石エネルギー株式会社 | Manufacturing method for optical substrate using film shaped mold, manufacturing device, and optical substrate obtained thereby |
| WO2015011899A1 (en) * | 2013-07-25 | 2015-01-29 | 凸版印刷株式会社 | Sheet material and barrier packaging container using same, and process for manufacturing sheet material |
| JP2017026917A (en) * | 2015-07-24 | 2017-02-02 | 大日本印刷株式会社 | Diffraction glossy sheet, shaping sheet, and method for manufacturing diffraction glossy sheet |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019155790A (en) * | 2018-03-15 | 2019-09-19 | 大日本印刷株式会社 | Laminate tube container having fine uneven pattern |
| JP2019155791A (en) * | 2018-03-15 | 2019-09-19 | 大日本印刷株式会社 | Laminate tube container having fine uneven pattern |
| JP7027982B2 (en) | 2018-03-15 | 2022-03-02 | 大日本印刷株式会社 | Laminated tube container with fine uneven pattern. |
| JP7027981B2 (en) | 2018-03-15 | 2022-03-02 | 大日本印刷株式会社 | Laminated tube container with fine uneven pattern |
| WO2020196158A1 (en) | 2019-03-26 | 2020-10-01 | 日本曹達株式会社 | Fluororubber composition containing epoxidized polybutadiene |
| JP7647184B2 (en) | 2021-03-09 | 2025-03-18 | 大日本印刷株式会社 | Method for manufacturing matte film and printed matter |
| JP7255740B1 (en) | 2022-07-06 | 2023-04-11 | 王子ホールディングス株式会社 | Base paper for metallized paper, metallized paper, packaging bags, laminates, and paper containers for liquids |
| JP2024008783A (en) * | 2022-07-06 | 2024-01-19 | 王子ホールディングス株式会社 | Base paper for metallized paper, metallized paper, packaging bags, laminates, and liquid paper containers |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6953959B2 (en) | 2021-10-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6953981B2 (en) | A method for manufacturing a molding sheet that simultaneously forms a large uneven pattern and a fine pattern uneven pattern, and a molding sheet produced by the manufacturing method. | |
| JP2019059141A (en) | Production method of molding sheet with fine concavo-convex pattern and molding sheet produced by the production method | |
| JP7144134B2 (en) | Method for producing a patterned sheet for forming a fine uneven pattern, and patterned sheet produced by the production method | |
| JP7003535B2 (en) | A method for manufacturing a shaped sheet that simultaneously forms a large uneven pattern and a fine patterned uneven pattern, and a shaped sheet manufactured by the manufacturing method. | |
| JP6922214B2 (en) | How to make release paper, synthetic leather, and release paper | |
| CN109532178A (en) | 3D chromatography casing pressure decorates film production process, application and intermediate products | |
| JP7127383B2 (en) | Method for manufacturing decorative sheet | |
| JP7268320B2 (en) | Release paper for diffractive glossy molding | |
| JP2015206154A (en) | Synthetic leather, shapable sheet, and manufacturing method thereof | |
| JP6711173B2 (en) | Release sheet and resin leather | |
| JPH02235744A (en) | Molded sheet for thermosetting resin decorative laminate and method for producing thermosetting resin decorative laminate | |
| JP7027982B2 (en) | Laminated tube container with fine uneven pattern. | |
| JP4712998B2 (en) | Release paper | |
| JP3098799B2 (en) | Process release paper | |
| JPS602989B2 (en) | Release sheet and its manufacturing method | |
| JP7040214B2 (en) | Release paper, method of manufacturing release paper, shaped body and synthetic leather | |
| CN111433043B (en) | Method for obtaining a laminate having a plurality of three-dimensional decorative patterns and related product | |
| JP7248060B2 (en) | Release paper for shaping diffractive gloss | |
| JPH09117992A (en) | Decorative sheet | |
| JPH06184952A (en) | Sueded decorative sheet and its production | |
| JP7706359B2 (en) | release paper | |
| JP7155695B2 (en) | Manufacturing method of release paper, release paper, shaped object and synthetic leather | |
| JP7027980B2 (en) | Laminated tube container with large uneven pattern and fine uneven pattern | |
| JP7456089B2 (en) | Method for producing release paper, shaped body, and synthetic leather | |
| JP2019077158A (en) | Decorative sheet, decorative plate, method for producing decorative sheet, and method for producing decorative plate |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200730 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210531 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210615 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210720 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210831 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210913 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6953959 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |