JP2019018217A - Punch press and formation method for tapered female screw - Google Patents
Punch press and formation method for tapered female screw Download PDFInfo
- Publication number
- JP2019018217A JP2019018217A JP2017136718A JP2017136718A JP2019018217A JP 2019018217 A JP2019018217 A JP 2019018217A JP 2017136718 A JP2017136718 A JP 2017136718A JP 2017136718 A JP2017136718 A JP 2017136718A JP 2019018217 A JP2019018217 A JP 2019018217A
- Authority
- JP
- Japan
- Prior art keywords
- taper
- workpiece
- die
- machining
- clamper
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims description 17
- 230000015572 biosynthetic process Effects 0.000 title description 3
- 238000003754 machining Methods 0.000 claims abstract description 91
- 238000004080 punching Methods 0.000 claims abstract description 54
- 210000000078 claw Anatomy 0.000 claims abstract description 31
- 230000007246 mechanism Effects 0.000 claims abstract description 26
- 238000010079 rubber tapping Methods 0.000 claims description 32
- 238000003825 pressing Methods 0.000 claims description 13
- 230000003028 elevating effect Effects 0.000 abstract description 5
- 230000007547 defect Effects 0.000 abstract description 4
- 238000010586 diagram Methods 0.000 abstract description 4
- 230000002093 peripheral effect Effects 0.000 description 9
- 239000002184 metal Substances 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 2
- 238000005096 rolling process Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
Images







Landscapes
- Punching Or Piercing (AREA)
Abstract
【課題】パンチプレス1によってワークWに対してテーパタップ加工を行う際に、テーパ雌ねじWsの品質のバラツキを抑えて、加工不良の発生を十分に防止する。【解決手段】制御装置113は、加工位置MPに位置した上部金型3及び下部金型5がパンチ加工用の上部金型3A及び下部金型5Aである場合に、待機高さ位置とパンチ加工用の高さ位置との間で下部金型5(5A)を昇降させるように金型昇降機構57を制御する。制御装置113は、加工位置MPに位置した上部金型3及び下部金型5がテーパタップ加工用の上部金型3B及び下部金型5Bである場合に、待機高さ位置と、下部金型5(5B)の上面をパスラインPLよりも少なくともクランパ33の下部クランプ爪43(下部クランプ爪43の先端部)に応じた分だけ高いテーパタップ加工用の高さ位置との間で下部金型5(5B)を昇降させるように金型昇降機構57を制御する。【選択図】 図4PROBLEM TO BE SOLVED: To sufficiently prevent the occurrence of machining defects by suppressing variations in the quality of tapered female threads Ws when taper tap punching is performed on a work W by punch press 1. SOLUTION: A control device 113 has a standby height position and punching when the upper die 3 and the lower die 5 located at the machining position MP are the upper die 3A and the lower die 5A for punching. The mold elevating mechanism 57 is controlled so as to elevate the lower mold 5 (5A) to and from the height position. The control device 113 has a standby height position and a lower die 5 (when the upper die 3 and the lower die 5 located at the machining position MP are the upper die 3B and the lower die 5B for taper tap machining, the lower die 5 ( The upper surface of 5B) is placed between the upper surface of the pass line PL and the height position for taper tap processing, which is at least corresponding to the lower clamp claw 43 (tip of the lower clamp claw 43) of the clamper 33, and the lower mold 5 (5B). ) Is controlled to move up and down the mold elevating mechanism 57. [Selection diagram] Fig. 4
Description
本発明は、加工位置(加工領域)に位置した上部金型と下部金型との協働によりワークに対してパンチ加工及びテーパタップ加工を行うパンチプレス等に関する。 The present invention relates to a punch press that performs punching and taper tapping on a workpiece by cooperation of an upper die and a lower die located at a machining position (machining region).
従来から、パンチプレスにおいては、打ち抜き加工、成形加工等のパンチ加工の他に、板状のワーク(金属板)の下穴にストレート雌ねじ(平行雌ねじ)を形成するストレートタップ加工が行われている。ストレートタップ加工は、ワークの端部をクランパによって把持した状態で、クランパを備えたキャリッジを加工テーブル上で水平方向へ移動させて、ワークの下穴を加工位置に位置決めし、加工位置に位置したストレートタップ加工用の上部金型と下部金型を協働させることによって行われる。また、ワークの成形部等の損傷を防止する等の理由から、ストレートタップ加工は、テーパタップ加工用の上部金型における筒状のタップガイドの下端部をワークの表面に非接触にした状態で行われることが多い。換言すれば、ストレートタップ加工は、ワークの下穴の周囲を上方向から押さえないで行われることが多い(特許文献1等参照)。 Conventionally, in a punch press, in addition to punching such as punching and forming, straight tapping is performed to form a straight female screw (parallel female screw) in a prepared hole in a plate-like workpiece (metal plate). . In the straight tapping process, the carriage equipped with the clamper is moved horizontally on the processing table with the end of the work held by the clamper, and the work hole is positioned at the processing position and positioned at the processing position. This is performed by cooperating an upper mold and a lower mold for straight tapping. Also, for reasons such as preventing damage to the molded part of the workpiece, straight tapping is performed with the lower end of the cylindrical tap guide in the upper mold for taper tapping being in non-contact with the surface of the workpiece. Often. In other words, the straight tapping process is often performed without pressing the periphery of the prepared hole from above (see Patent Document 1).
ところで、近年、パンチプレスにおいて、ストレートタップ加工だけでなく、ワークの下穴にテーパ雌ねじを形成するテーパタップ加工を行いたいという要望が強くなってきている。その要望に応えるため、ストレートタップ加工用の上部金型におけるストレートタップをテーパタップに変更する等によってテーパタップ加工用の上部金型等を製作し、ワークに対して複数回のテーパタップ加工を行い、ワークに複数のテーパ雌ねじを形成した。そして、複数のテーパン雌ねじに検査用のテーパゲージをねじ込むことにより、複数のテーパ雌ねじを形成する際におけるワークの裏面に対するテーパタップの突出量(最大の突出量)を測定し、その結果、次のことが判明した。 Incidentally, in recent years, in a punch press, there is an increasing demand for not only straight tapping but also taper tapping for forming a taper female screw in a work hole. In order to meet this demand, an upper die for taper tap machining, etc., is manufactured by changing the straight tap in the upper die for straight tap machining to a taper tap, etc., and taper tap machining is performed multiple times on the workpiece. A plurality of taper female threads were formed. The taper tap protrusion amount (maximum protrusion amount) with respect to the back surface of the workpiece when forming the plurality of taper female threads is measured by screwing a taper gauge for inspection into the plurality of taper female threads. found.
即ち、ワークにおけるクランパに近い側にテーパ雌ねじを形成する場合には、テーパタップの突出量が大きくなり、ワークにおけるクランパに遠い側にテーパ雌ねじを形成する場合には、テーパタップの突出量が小さくなる傾向があることが判明した。換言すれば、ワークにおけるクランパに近い側と遠い側ではテーパ雌ねじの品質(精度)のバラツキが生じることが判明した。これは、例えばクランパの下部クランプ爪が加工テーブルのブラシ上に乗り上がること等によって、ワークにおけるクランパに近い側がクランパの下部クランプ爪(下部クランプ爪の先端部)に応じた分だけパスライン(パスライン高さ)よりも少し浮き上がった状態になり、テーパ雌ねじを形成する高さ位置が一定(同じ)でないことによるものと考えられる。 That is, when the taper female screw is formed on the side of the workpiece close to the clamper, the protruding amount of the taper tap increases, and when the taper female screw is formed on the side of the workpiece far from the clamper, the taper tap protruding amount tends to decrease. Turned out to be. In other words, it has been found that variations in the quality (accuracy) of the tapered female thread occur on the side closer to the clamper and the side farther from the workpiece. This is because, for example, the lower clamp claw of the clamper rides on the brush of the processing table, so that the side closer to the clamper on the workpiece has a pass line (pass) corresponding to the lower clamp claw (tip of the lower clamp claw) of the clamper. This is probably because the height position forming the taper female thread is not constant (same).
つまり、パンチプレスによってワークに対してテーパタップ加工を行う際に、テーパ雌ねじの品質のバラツキを抑えて、加工不良の発生を十分に防止することは困難であるという問題がある。 That is, there is a problem that when performing taper tapping on a workpiece by a punch press, it is difficult to sufficiently prevent the occurrence of processing defects by suppressing variations in the quality of the tapered female thread.
そこで、本発明は、前述の問題を解決することができる、新規な構成からなるパンチプレス及びテーパ雌ねじの形成方法を提供することを目的とする。 Accordingly, an object of the present invention is to provide a punch press and a taper female thread forming method having a novel configuration that can solve the above-described problems.
本発明の第1の態様は、加工位置(加工領域)に位置した上部金型と下部金型との協働によりワークに対してパンチ加工及びテーパタップ加工を行うパンチプレスであって、ワークをパスラインにおいて支持する加工テーブルと、前記加工テーブル上で水平方向へ移動するキャリッジ、及び前記キャリッジに設けられかつワークの端部を把持(クランプ)するクランパを有し、ワークを水平方向へ移動させるワーク移動ユニットと、前記加工位置に位置した前記下部金型を昇降させる金型昇降機構と、前記加工位置に位置した上部金型及び下部金型がパンチ加工用の上部金型及び下部金型である場合に、パスラインの下方で待機させるための待機高さ位置と、下部金型の上面をパスラインに位置させるためのパンチ加工用の高さ位置との間で下部金型を昇降させ、かつ前記加工位置に位置した上部金型及び下部金型がテーパタップ用の上部金型及び下部金型である場合に、前記待機高さ位置と、下部金型の上面をパスラインよりも少なくとも前記クランパの下部クランプ爪(下部クランプ爪の先端部)に応じた分(通常状態において下部クランプ爪の先端部がパスラインに対して上方向に突出した突出量)だけ高い高さ位置に位置させるためのテーパタップ加工用の高さ位置との間で下部金型を昇降させるように前記金型昇降機構を制御する制御部と、を具備したことである。 A first aspect of the present invention is a punch press that performs punching and taper tapping on a workpiece by cooperation of an upper die and a lower die located at a machining position (machining region), and passes the workpiece. A workpiece that has a machining table supported in a line, a carriage that moves in the horizontal direction on the machining table, and a clamper that is provided on the carriage and grips (clamps) an end of the workpiece, and moves the workpiece in the horizontal direction. A moving unit, a die lifting mechanism for raising and lowering the lower die located at the machining position, and an upper die and a lower die located at the machining position are an upper die and a lower die for punching. In this case, between the standby height position for waiting under the pass line and the punching height position for positioning the upper surface of the lower mold on the pass line. When the upper mold and the lower mold located at the processing position are the upper mold and the lower mold for the taper tap, the standby height position and the upper surface of the lower mold are Higher than the pass line by at least the amount corresponding to the lower clamp claw of the clamper (the tip of the lower clamp claw) (the amount of protrusion of the lower clamp claw protruding upward with respect to the pass line in a normal state) And a control unit that controls the mold lifting mechanism so as to raise and lower the lower mold with respect to a height position for taper tap processing for positioning at the vertical position.
本発明の第1の態様によると、ワークに対してパンチ加工を行う際には、まず、前記加工位置にパンチ加工用の上部金型及び下部金型を位置させる。次に、前記制御部によって前記金型昇降機構を制御して、前記待機位置から前記パンチ加工用の高さ位置までパンチ加工用の下部金型を上昇させて、パンチ加工用の下部金型の上面をパスラインに位置させる。また、ワークの端部を前記クランパによって把持した状態で、前記キャリッジを水平方向へ移動させて、ワークの被加工部を前記加工位置に位置決めする。そして、パンチ加工用の上部金型と下部金型との協働によりワークの被加工部に対してパンチ加工を行う。これにより、ワークに例えば下穴等を形成することができる。 According to the first aspect of the present invention, when punching a workpiece, first, an upper die and a lower die for punching are positioned at the processing position. Next, the mold lifting mechanism is controlled by the control unit, and the lower die for punching is raised from the standby position to the height position for punching. Position the top surface on the pass line. In addition, in a state where the end portion of the work is gripped by the clamper, the carriage is moved in the horizontal direction to position the work portion of the work at the processing position. Then, punching is performed on the workpiece portion of the workpiece by the cooperation of the upper die and the lower die for punching. Thereby, a pilot hole etc. can be formed in a work, for example.
ワークに対してテーパタップ加工を行う際には、まず、前記加工位置にテーパタップ加工用の上部金型及び下部金型を位置させる。次に、前記制御部によって前記金型昇降機構を制御して、前記待機位置から前記テーパタップ加工用の高さ位置までテーパタップ加工用の下部金型を上昇させて、テーパタップ加工用の下部金型の上面をパスラインよりも少なくとも前記クランパの下部クランプ爪に応じた分だけ高い高さ位置に位置させる。また、ワークの端部を前記クランパによって把持した状態で、前記キャリッジを水平方向へ移動させて、ワークの下穴を前記加工位置に位置決めする。そして、テーパタップ加工用の上部金型における筒状のタップガイドの下端部をワークの表面に非接触にした状態で、テーパタップ加工用の上部金型と下部金型との協働によりワークの下穴に対してテーパタップ加工を行う。これにより、前記クランパの影響を受けることなく、一定の高さ位置(同じ高さ位置)でワークにテーパ雌ねじを形成することができる。 When taper tapping is performed on a workpiece, first, an upper die and a lower die for taper tapping are positioned at the machining position. Next, the mold raising / lowering mechanism is controlled by the control unit to raise the lower mold for taper tap machining from the standby position to the height position for taper tap machining. The upper surface is positioned at a height higher than the pass line by an amount corresponding to at least the lower clamp pawl of the clamper. Further, the carriage is moved in the horizontal direction in a state where the end portion of the workpiece is gripped by the clamper, and the prepared hole of the workpiece is positioned at the machining position. Then, in the state where the lower end portion of the cylindrical tap guide in the upper die for taper tap machining is not in contact with the surface of the workpiece, the pilot hole of the workpiece is obtained by cooperation of the upper die and the lower die for taper tap machining. Taper tapping is performed on Thereby, the taper female thread can be formed on the workpiece at a constant height position (the same height position) without being affected by the clamper.
本発明の第2の態様は、パンチプレスを用いて、ワークにテーパ雌ねじを形成するテーパ雌ねじの形成方法であって、パンチ加工用の上部金型及び下部金型を加工位置に位置させ、パスラインの下方で待機させるための待機高さ位置から下部金型の上面をパスラインに位置させるためのパンチ加工用の高さ位置までパンチ加工用の下部金型を上昇させると共に、ワークの端部をクランパによって把持した状態で、前記クランパを備えたキャリッジを加工テーブル上で水平方向へ移動させて、ワークの被加工部を前記加工位置に位置決めし、パンチ加工用の上部金型と下部金型との協働によりワークの被加工部に対してパンチ加工を行って、ワークに下穴を形成し、テーパタップ加工用の上部金型及び下部金型を前記加工位置に位置させ、前記待機高さ位置から下部金型の上面をパスラインよりも少なくとも前記クランパの下部クランプ爪(下部クランプ爪の先端部)に応じた分(通常状態において下部クランプ爪の先端部がパスラインに対して上方向に突出した突出量)だけ高い高さ位置に位置させるためのテーパタップ加工用の高さ位置までテーパタップ加工用の下部金型を上昇させると共に、ワークの端部を前記クランパによって把持した状態で、前記キャリッジを前記加工テーブル上で水平方向へ移動させて、ワークの下穴を前記加工位置に位置決めし、テーパタップ加工用の上部金型における筒状のタップガイドの下端部をワークの表面に非接触にした状態で、テーパタップ加工用の上部金型と下部金型との協働によりワークの下穴に対してテーパタップ加工を行って、ワークにテーパ雌ねじを形成することである。 According to a second aspect of the present invention, there is provided a taper female screw forming method for forming a taper female screw on a workpiece using a punch press, wherein an upper die and a lower die for punching are positioned at a machining position, and a pass The lower die for punching is raised from the standby height position for waiting under the line to the punching height position for positioning the upper surface of the lower die on the pass line, and the end of the workpiece With the gripper held by the clamper, the carriage provided with the clamper is moved in the horizontal direction on the processing table to position the workpiece part at the processing position, and an upper die and a lower die for punching Punching is performed on the work part of the work in cooperation with, a pilot hole is formed in the work, and the upper mold and the lower mold for taper tap machining are positioned at the machining position, From the machine height position, the upper surface of the lower mold is at least as much as the lower clamp pawl (the tip of the lower clamp pawl) of the clamper than the pass line (the tip of the lower clamp pawl is normal to the pass line). The lower die for taper tap machining is raised to the height position for taper tap machining to be positioned at a higher height position by the amount of protrusion protruding upward), and the end of the workpiece is gripped by the clamper The carriage is moved horizontally on the machining table to position the workpiece pilot hole at the machining position, and the lower end portion of the cylindrical tap guide in the upper die for taper tap machining is not on the surface of the workpiece. In the contact state, taper tapping is performed on the pilot hole of the workpiece by cooperation of the upper and lower dies for taper tapping. It is to form a tapered female thread on click.
本発明の第2の態様によると、前述のように、テーパタップ加工用の下部金型の上面を前記テーパタップ加工用の高さ位置に位置させた状態で、ワークの下穴に対してテーパタップ加工を行う。これにより、前記クランパの影響を受けることなく、一定の高さ位置(同じ高さ位置)でワークの下穴にテーパ雌ねじを形成することができる。 According to the second aspect of the present invention, as described above, with the upper surface of the lower die for taper tap processing positioned at the height position for taper tap processing, taper tap processing is performed on the pilot hole of the workpiece. Do. Thereby, a taper female screw can be formed in a pilot hole of a work at a fixed height position (same height position) without being affected by the clamper.
本発明の第3の態様は、パンチプレスを用いて、ワークにテーパ雌ねじを形成するテーパ雌ねじの形成方法であって、テーパタップ加工用の上部金型及び下部金型を加工位置に位置させ、パスラインの下方で待機させるための待機高さ位置から下部金型の上面をパスラインよりも少なくともクランパの下部クランプ爪(下部クランプ爪の先端部)に応じた分(通常状態において下部クランプ爪の先端部がパスラインに対して上方向に突出した突出量)だけ高い高さ位置に位置させるためのテーパタップ加工用の高さ位置までテーパタップ加工用の下部金型を上昇させると共に、ワークの端部を前記クランパによって把持した状態で、前記クランパを備えたキャリッジを加工テーブル上で水平方向へ移動させて、ワークの下穴を前記加工位置に位置決めし、テーパタップ加工用の上部金型における筒状のタップガイドの下端部をワークの表面に非接触にした状態で、テーパタップ加工用の上部金型と下部金型との協働によりワークの下穴に対してテーパタップ加工を行って、ワークの下穴にテーパ雌ねじを形成することである。 According to a third aspect of the present invention, there is provided a taper female thread forming method for forming a taper female thread on a workpiece by using a punch press, wherein an upper mold and a lower mold for taper tap machining are positioned at a machining position, and a path is formed. The upper surface of the lower mold from the standby height position for waiting under the line is at least as much as the lower clamp claw of the clamper (the tip of the lower clamp claw) than the pass line (in the normal state, the tip of the lower clamp claw) The lower die for taper tap machining is raised to the height position for taper tap machining to be positioned at a height position higher than the pass line by the amount of protrusion protruding upward with respect to the pass line, and the end of the workpiece is While being gripped by the clamper, the carriage provided with the clamper is moved in the horizontal direction on the processing table so that the workpiece's pilot hole is at the processing position. In the state where the lower end of the cylindrical tap guide in the upper mold for taper tap machining is not in contact with the surface of the workpiece, the upper and lower molds for taper tap machining cooperate with the lower mold. A taper tapping process is performed on the prepared hole to form a tapered female thread in the prepared hole of the workpiece.
本発明の第3の態様によると、前述のように、テーパタップ加工用の下部金型の上面を前記テーパタップ加工用の高さ位置に位置させた状態で、ワークの下穴に対してテーパタップ加工を行う。これにより、前記クランパの影響を受けることなく、一定の高さ位置(同じ高さ位置)でワークにテーパ雌ねじを形成することができる。 According to the third aspect of the present invention, as described above, with the upper surface of the lower die for taper tap processing positioned at the height position for taper tap processing, taper tap processing is performed on the pilot hole of the workpiece. Do. Thereby, the taper female thread can be formed on the workpiece at a constant height position (the same height position) without being affected by the clamper.
本発明によれば、前記パンチプレスを用いてワークに複数のテーパ雌ねじを形成する際におけるワークの裏面に対する前記テーパタップの突出量(最大の突出量)のバラツキを十分に低減することができる。つまり、本発明によれば、前記パンチプレスによってワークに対してテーパタップ加工を行う際に、テーパ雌ねじの品質のバラツキを抑えて、加工不良の発生を十分に防止することができる。 According to the present invention, it is possible to sufficiently reduce the variation in the protrusion amount (maximum protrusion amount) of the taper tap with respect to the back surface of the workpiece when forming a plurality of taper female threads on the workpiece using the punch press. In other words, according to the present invention, when taper tapping is performed on a workpiece by the punch press, variation in the quality of the taper female screw can be suppressed and occurrence of processing defects can be sufficiently prevented.
なお、本願の明細書及び特許請求の範囲において、「パンチ加工」とは、打ち抜き加工、バーリング加工等の成形加工を含む意である。「加工位置(加工領域)」とは、パンチ加工及びテーパタップ加工を行う位置(領域)のことである。また、「設けられる」とは、直接的に設けられることの他に、別部材を介して間接的に設けられることを含む意であり、「備えられる」と同義である。「備える」とは、直接的に備えることの他に、別部材を介して間接的に備えることを含む意であり、「設ける」と同義である。更に、「X軸方向」とは、水平方向の1つであり、本発明の実施形態にあっては、左右方向のことである。「Y軸方向」とは、X軸方向に直交する水平方向の1つであり、本発明の実施形態にあっては、前後方向のことである。「及び/又は」とは、2つのうちのいずれか一方と両方を含む意である。なお、図面中、「FF」は、前方向、「FR」は、後方向、「L」は、左方向、「R」は、右方向、「U」は、上方向、「D」は、下方向をそれぞれ指している。 In the specification and claims of the present application, “punching” means forming processing such as punching and burring. The “machining position (machining region)” is a position (region) where punching and taper tapping are performed. In addition to being provided directly, “provided” means including indirectly through another member, and is synonymous with “provided”. “Providing” means to provide indirectly through another member in addition to providing directly, and is synonymous with “providing”. Furthermore, the “X-axis direction” is one in the horizontal direction, and in the embodiment of the present invention, is the left-right direction. The “Y-axis direction” is one of the horizontal directions orthogonal to the X-axis direction, and in the embodiment of the present invention, is the front-rear direction. “And / or” means to include either one of the two and both. In the drawings, “FF” is the forward direction, “FR” is the backward direction, “L” is the left direction, “R” is the right direction, “U” is the upward direction, and “D” is the upward direction. Pointing down each.
図1から図3に示すように、本発明の実施形態に係るパンチプレス1は、加工位置(加工領域)MPに位置した上部金型3と下部金型5の協働により板状のワーク(金属板)Wに対してパンチ加工及びテーパタップ加工を行う加工機である。また、パンチプレス1は、プレス本体(加工機本体)7を具備している。プレス本体7は、上下に対向した上部フレーム9と下部フレーム11を有したブリッジ型のベースフレーム13と、下部フレーム11の左右両側にそれぞれ設けられた支持フレーム(サイドフレーム)15とを有している。
As shown in FIG. 1 to FIG. 3, the
プレス本体7は、その適宜位置に、ワークWをパスライン(パスライン高さ)PL(図3参照)において支持する加工テーブル17を備えている。そして、加工テーブル17の具体的な構成は、次の通りである。
The
加工テーブル17は、下部フレーム11に設けられたセンタ固定テーブル19と、各支持フレーム15におけるセンタ固定テーブル19の左側又は右側にY軸方向へ移動可能に設けられた可動テーブル21と、各支持フレーム15における可動テーブル21の左側又は右側に設けられたサイド固定テーブル23とを有している。また、センタ固定テーブル19における加工位置MPに位置する部位には、テーブル開口部25が形成されている。更に、センタ固定テーブル19、各可動テーブル21、及び各サイド固定テーブル23は、それらの上面に、ワークWをパスラインPLで支持するための多数のブラシB及び複数のフリーボールベアリング(図示省略)をそれぞれ有している。なお、センタ固定テーブル19は、例えば特開2010−17763号公報等に示すように、テーブル開口部25を開閉するシャッタ機構(図示省略)を備えてもよい。
The processing table 17 includes a center fixing table 19 provided on the
加工テーブル17は、その適宜位置に、ワークWをX軸方向及びY軸方向へ移動させるワーク移動ユニット27を備えている。そして、ワーク移動ユニット27の具体的な構成は、次の通りである。
The processing table 17 includes a
一対の可動テーブル21は、それらの後部に亘って、X軸方向へ延びたキャリッジベース29を一体的に備えている。キャリッジベース29は、上部フレーム9の適宜位置に設けられたY軸モータ(図示省略)の駆動により一対の可動テーブル21と一体的にY軸方向へ移動する。また、キャリッジベース29は、その前側に、キャリッジ31をX軸方向へ移動可能に備えている。キャリッジ31は、キャリッジベース29の側部に設けられたX軸モータ(図示省略)の駆動により加工テーブル17上でX軸方向へ移動する。キャリッジ31は、Y軸モータの駆動により加工テーブル17上でキャリッジベース29と一体的にY軸方向へ移動する。
The pair of movable tables 21 are integrally provided with a
キャリッジ31は、その前側に、ワークWの端部を把持(クランプ)する複数のクランパ33を備えている。また、各クランパ33は、キャリッジ31にX軸方向に位置調整可能に設けられたクランパベース35と、クランパベース35に設けられたクランパシリンダ37とを有している。各クランパシリンダ37は、クランパベース35に設けられたシリンダ本体39と、シリンダ本体39に設けられた作動ロッド41とを有している。更に、各クランパ33は、シリンダ本体39に設けられかつワークWの端部を支持する下部クランプ爪43と、下部クランプ爪43に揺動可能に設けられかつ基端部が作動ロッド41の先端部に連結されかつワークWの端部を押さえる上部クランプ爪45とを有している。ここで、シリンダ本体39、下部クランプ爪43、及び上部クランプ爪45は、例えば特開2000−51976号公報及び特開2000−317556号公報等に示すように、クランパベース35に対して僅かに昇降可能に構成されている。
The
上部フレーム9は、その前部に、複数の上部金型3を保持する上部金型保持部材としての円形の上部タレット47を回転可能に備えている。上部タレット47の一部分は、センタ固定テーブル19のテーブル開口部25に上下に重なっている。また、上部タレット47は、ベースフレーム13の適宜位置に設けられたタレット回転モータ(図示省略)の駆動により回転する。上部タレット47は、その回転によって所定の上部金型3を加工位置MPに位置決め可能(割り出し可能)に構成されている。
The
各上部金型3は、上部タレット47の外周側のトラック(図示省略)、上部タレット47の内周側のトラック(図示省略)、又は上部タレット47の中間側のトラック(図示省略)のいずれかに位置している。各上部金型3は、上部タレット47に設けられたリフタースプリング(図示省略)によって支持されている。複数の上部金型3の中には、パンチ加工用の上部金型3Aの他に、テーパタップ加工用の上部金型3Bが含まれている。
Each
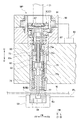
図1から図4に示すように、下部フレーム11は、上部タレット47に上下に対向する位置に、複数の下部金型5を下部金型ホルダ49等を介して保持する下部金型保持部材としての円形の下部タレット51を回転可能に備えている。下部タレット51は、パスラインPLに対して下方向に没入しかつセンタ固定テーブル19によって覆われている。下部タレット51の一部分は、センタ固定テーブル19のテーブル開口部25に上下に重なっている。また、下部タレット51は、タレット回転モータの駆動により上部タレット47と同期して回転する。下部タレット51は、その回転によって所定の下部金型5を加工位置MPに位置決め可能(割り出し可能)に構成されている。更に、各下部金型ホルダ49は、その適宜位置に、下部金型5を押上げる1つ又は2つのリフターパイプ53を昇降可能に備えている。各リフターパイプ53は、その上端側に、下部金型5を保持(収容)する保持部(収容部)55を有している。
As shown in FIGS. 1 to 4, the
ここで、各下部金型5は、下部タレット51の外周側のトラック(図示省略)、下部タレット51の内周側のトラック(図示省略)、又は下部タレット51の中間側のトラック(図示省略)のいずれかに位置している。複数の下部金型5の中には、パンチ加工用の下部金型5Aの他に、テーパタップ加工用の下部金型5Bが含まれている。
Here, each
下部フレーム11は、下部タレット51の下方に、加工位置MPに位置した下部金型5を昇降させる金型昇降機構57を備えている。そして、金型昇降機構57等の具体的な構成は、次の通りである。
The
図3及び図4に示すように、下部フレーム11は、下部タレット51の下方に、固定スリーブ59を一体的に備えており、固定スリーブ59の内周面には、台形雌ねじ59sが形成されている。また、固定スリーブ59は、その内側に、昇降スリーブ61を螺合により昇降可能に備えており、昇降スリーブ61の下部の外周面には、台形雌ねじ59sに螺合する台形雄ねじ61sが形成されている。昇降スリーブ61は、アタッチメント(接続部材)63を介してリフターパイプ53を回転可能に支持する。アタッチメント63は、例えば特開2011−143469号公報及び特開2011−156577号公報等に示すように公知の構成からなり、昇降対象である下部金型5に応じて、適宜に選択できるようになっている。更に、固定スリーブ59は、その上部に、駆動リング65を回転可能に備えている。駆動リング65は、下部フレーム11の適宜位置に設けられた金型昇降アクチュエータとしての金型昇降モータ67の駆動により回転する。駆動リング65は、昇降スリーブ61に対してスプライン嵌合又はキー嵌合によって回転不能に構成されている。
As shown in FIGS. 3 and 4, the
前述の構成により、所定の下部金型5を加工位置MPに位置させた後に、金型昇降モータ67の駆動により駆動リング65を正方向へ回動させて、昇降スリーブ61を上昇させる。すると、所定の下部金型5をリフターパイプ53と一体的に上昇させることができる。また、金型昇降モータ67の駆動により駆動リング65を逆方向へ回動させて、昇降スリーブ61を下降させる。すると、所定の下部金型5をリフターパイプ53と一体的に下降させることができる。
With the above-described configuration, after the predetermined
図1及び図2に示すように、上部フレーム9は、上部タレット47の上方位置に、ラム69を昇降可能に備えている。ラム69は、上部フレーム9の適宜位置に設けられたラム昇降モータ(図示省略)又はラム昇降シリンダ(図示省略)の駆動により昇降する。また、ラム69は、その下側に、上部金型3を上方向から打圧(押圧)するストライカ71を備えている。ストライカ71は、上部タレット47(下部タレット51)の径方向へ移動可能に構成されている。
As shown in FIGS. 1 and 2, the
前述のテーパタップ加工用の上部金型3Bは、一部を除き、特開2010−17763号公報(特許文献1)に示すストレートタップ加工用の上部金型と同様の構成を有している。そして、テーパタップ加工用の上部金型3Bの構成等について簡単に説明すると、次の通りである。
The above-described
図5及び図6に示すように、テーパタップ用の上部金型3Bは、上部タレット47に設けられたリフタースプリング(図示省略)によって支持された筒状のタップガイド(外筒)73を具備している。筒状のタップガイド73は、その内側に、作動部材75を回転可能かつ昇降可能に備えている。作動部材75は、パイプ状の小径部75aと筒状の大径部75bを上下に有している。作動部材75の小径部75aの基端側の外周面には、形成対象であるテーパ雌ねじWsと同じピッチのマスター雄ねじ75sが形成されている。また、作動部材75は、その大径部75bの内側に、テーパタップ77を保持するタップホルダ79を昇降可能かつ回転不能に備えている。タップホルダ79は、作動部材75の内側に設けられたスプリング81によって下方向に付勢されている。更に、筒状のタップガイド73は、その内側の中間部に、雌ねじ部材83を昇降可能かつ回転不能に備えている。雌ねじ部材83は、作動部材75の大径部75bの外周側に設けられたスプリング85によって支持されており、雌ねじ部材83の内周面には、マスター雄ねじ75sに螺合するマスター雌ねじ83sが形成されている。
As shown in FIGS. 5 and 6, the
タップガイド73は、その上端側に、駆動スリーブ87を回転可能に備えており、駆動スリーブ87は、上部タレット47に固定したギヤケース(ギアホルダ)89に設けられた駆動ギア91から回転力が伝達される。駆動ギア91は、上部タレット47の適宜位置に設けられたギア回転アクチュエータとしてのギア回転モータ93の駆動により回転する。また、作動部材75は、その小径部75aの先端側(上端側)に、接続部材95を昇降可能かつ回転不能に備えている。接続部材95は、その上面(頂面)側に、ストライカ71によって上方向から押圧される円形のヘッド部材97を回転可能に備えている。そして、接続部材95は、ストライカ71によってヘッド部材97を上方向から押圧すると、駆動スリーブ87に回転不能に接続するように構成されている。
The
なお、テーパタップ加工用の下部金型5Bの上面には、テーパタップ77を進入させる進入孔99が形成されている。
An
前述の構成により、テーパタップ加工用の上部金型3B及び下部金型5Bを加工位置MPに位置させた後に、ラム昇降モータ等の駆動によりラム69(図2参照)を下降させて、ストライカ71によってヘッド部材97を上方向から押圧する。すると、接続部材95が下降して駆動スリーブ87に回転不能に接続すると共に、作動部材75及び雌ねじ部材83が駆動スリーブ87と一体的に下降する。そして、ラム昇降モータ等の駆動により駆動ギア91を正方向へ回転させることにより、接続部材95を回転させて、マスター雄ねじ75sとマスター雌ねじ83sの螺合作用によって作動部材75を正方向に回転させながら下降させる。すると、テーパタップ加工用の下部金型5Bの上面によってワークWの下穴Whの周辺を支持した状態で、テーパタップ77が正方向に回転しながら下降する。これにより、タップガイドの下端部をワークの表面に非接触にした状態で、テーパタップ加工用の上部金型3Bと下部金型5Bとの協働によりワークWの下穴Whに対して切削又は転造によるテーパタップ加工を行って、テーパ雌ねじWsを形成することができる。
With the above-described configuration, after the
なお、テーパ雌ねじWsを形成した後に、前述の動作と逆の動作を行うことにより、テーパタップ加工用の上部金型3B等を元の状態に復帰させることができる。
In addition, after forming the taper female screw Ws, the
図1及び図2に示すように、上部フレーム9は、そのX軸方向の両側部に、クランパ33による把持替えを行うためのリポジショニング機構101をそれぞれ備えている。一対のリポジショニング機構101は、加工位置MPのX軸方向の両側においてワークWを上方向から押圧するワーク押圧機構に相当する。そして、各リポジショニング機構101等の具体的な構成は、次の通りである。
As shown in FIGS. 1 and 2, the
上部フレーム9は、そのX軸方向の側部(左側又は右側)に、押圧シリンダとしてのリポジショニングシリンダ103を備えている。リポジショニングシリンダ103は、上部フレーム9のX軸方向の側部に設けられたシリンダ本体105と、シリンダ本体105に昇降可能に設けられた作動ロッド107とを有している。また、作動ロッド107は、その先端側に、ワークWの表面を押圧する押圧パッド109を備えている。なお、センタ固定テーブル19は、押圧パッド109の垂直下方(真下)に、押圧パッド109と協働してワークWを挟持するワーク支持部材111を備えている。
The
図1、図2、及び図7に示すように、パンチプレス1は、加工プログラムに基づいて、ワーク移動ユニット27、上部タレット47、下部タレット51、金型昇降機構57(金型昇降モータ67)、ラム69、ストライカ71、ギア回転モータ93、及びリポジショニング機構101(リポジショニングシリンダ103)の動作を制御する制御装置(制御部)113を具備している。また、制御装置113は、1つ又は複数のコンピュータによって構成されており、制御装置113は、加工プログラム、ワーク情報、金型情報等を記憶するメモリと、加工プログラムを解釈して実行するCPUとを備えている。ワーク情報には、ワークWの各寸法、材質等が含まれており、金型情報には、上部金型3(3A,3B)及び下部金型5(5A,5B)の形状、各寸法等が含まれている。
As shown in FIGS. 1, 2, and 7, the
図3及び図7に示すように、制御装置113は、加工位置MPに位置した上部金型3及び下部金型5がパンチ加工用の上部金型3A及び下部金型5Aである場合に、待機高さ位置とパンチ加工用の高さ位置との間で下部金型5(5A)を昇降させるように金型昇降モータ67(金型昇降機構57)を制御する。待機高さ位置とは、下部金型5をパスラインPLの下方で待機させるための高さ位置(図3において実線で示す高さ位置)のことである。パンチ加工用の高さ位置とは、下部金型5(5A)の上面をパスラインPLに位置させるための高さ位置(図3において二点鎖線で示す高さ位置)のことである。
As shown in FIGS. 3 and 7, the
図4及び図7に示すように、制御装置113は、加工位置MPに位置した上部金型3及び下部金型5がテーパタップ加工用の上部金型3B及び下部金型5Bである場合に、待機高さ位置(図4において実線で示す高さ位置)とテーパタップ加工用の高さ位置との間で下部金型5(5B)を昇降させるように金型昇降モータ67(金型昇降機構57)を制御する。換言すれば、制御装置113は、加工位置MPに位置した下部金型5がテーパタップ加工用の下部金型5Bである場合には、パンチ加工用の下部金型5Aである場合に比べて、下部金型5の昇降量(上昇量及び下降量)を大きくするように金型昇降モータ67を制御する。テーパタップ加工用の高さ位置とは、下部金型5(5B)の上面をパスラインPLよりも少なくともクランパ33の下部クランプ爪43(下部クランプ爪43の先端部)に応じた分だけ高い高さ位置のことである。クランパ33の下部クランプ爪43に応じた分とは、通常状態(下部クランプ爪43の先端部の上面が最小高さ位置に位置した状態)において下部クランプ爪43の先端部がパスラインPLに対して上方向に突出した突出量のことをいう。本発明の実施形態にあっては、テーパタップ加工用の高さ位置は、ブラシBの先端の高さ位置よりも高く、かつ下部クランプ爪43(下部クランプ爪43の先端部)の上面の最大高さ位置以下に設定されている。
As shown in FIGS. 4 and 7, the
図1、図2、及び図7に示すように、制御装置113は、加工位置MPに位置した上部金型3及び下部金型5がテーパタップ加工用の上部金型3B及び下部金型5Bである場合に、加工位置MPのX軸方向の両側においてワークWを上方向から押圧するように一対のリポジショニングシリンダ103(リポジショニング機構101)の駆動を制御する。
As shown in FIGS. 1, 2, and 7, in the
続いて、本発明の実施形態に係るテーパ雌ねじの形成方法について、本発明の実施形態の作用を含めて説明する。 Then, the formation method of the taper internal thread which concerns on embodiment of this invention is demonstrated including the effect | action of embodiment of this invention.
本発明の実施形態に係るテーパ雌ねじの形成方法は、パンチプレス1を用いて、板状のワーク(金属板)Wに複数のテーパ雌ねじを形成する方法である。そして、本発明の実施形態に係るテーパ雌ねじの形成方法等の具体的な内容は、次の通りである。
The method for forming a tapered female screw according to the embodiment of the present invention is a method of forming a plurality of tapered female screws on a plate-shaped workpiece (metal plate) W using a
タレット回転モータの駆動により上部タレット47及び下部タレット51を回転させて、所定のパンチ加工用の上部金型3A及び下部金型5Aを加工位置MPに位置させる。次に、制御装置113によって金型昇降モータ67を制御して、待機位置からパンチ加工用の高さ位置まで所定のパンチ加工用の下部金型5Aを上昇させて、所定のパンチ加工用の下部金型5Aの上面をパスラインPLに位置させる。また、ワークWの端部を複数のクランパ33によって把持した状態で、X軸モータ及び/又はY軸モータの駆動によりキャリッジ31を加工テーブル17上でX軸方向及び/又はY軸方向へ移動させて、ワークWの被加工部を加工位置MPに位置決めする。そして、ラム昇降モータ等の駆動によりラム69を下降させて、ストライカ71によって所定のパンチ加工用の上部金型3Aを上方向から打圧することにより、所定のパンチ加工用の上部金型3Aと下部金型5Aとの協働によりワークWの被加工部に対してパンチ加工を行う。これにより、図8(a)に示すように、ワークWに下穴Whを形成することができる。
The
前述のように、ワークWの他の複数の被加工部を加工位置MPに位置決めしつつ、所定のパンチ加工用の上部金型3Aと下部金型5Aとの協働によりワークWの他の複数の被加工部に対してパンチ加工を順次行う。これにより、ワークWに複数の下穴Whを形成することができる。
As described above, the other plurality of workpieces W are positioned at the machining position MP, and the other plurality of workpieces W are cooperated with the predetermined
パンチ加工の終了後に、制御装置113によって金型昇降モータ67を制御して、パンチ加工用の高さ位置から待機高さ位置まで所定のパンチ加工用の下部金型5Aを下降させる。そして、タレット回転モータの駆動により上部タレット47及び下部タレット51を回転させて、所定のパンチ加工用の上部金型3A及び下部金型5Aを加工位置MPから外れた位置に位置させておく。
After the end of punching, the
その後、タレット回転モータの駆動により上部タレット47及び下部タレット51を回転させて、テーパタップ加工用の上部金型3B及び下部金型5Bを加工位置MPに位置させる。次に、制御装置113によって金型昇降モータ67を制御して、待機位置からテーパタップ加工用の高さ位置まで所定のテーパタップ加工用の下部金型5Bを上昇させて、テーパタップ加工用の下部金型5Bの上面をパスラインPLよりも少なくともクランパ33の下部クランプ爪43に応じた分だけ高い高さ位置に位置させる。また、ワークWの端部を複数のクランパ33によって把持した状態で、X軸モータ及び/又はY軸モータの駆動によりキャリッジ31を加工テーブル17上でX軸方向及び/又はY軸方向へ移動させて、ワークWの下穴Whを加工位置MPに位置決めする。更に、制御装置113によって一対のリポジショニングシリンダ103の駆動を制御して、加工位置MPのX軸方向の両側においてワークWを上方向から押圧する。そして、図8(b)に示すように、タップガイドの下端部をワークの表面に非接触にした状態で、テーパタップ加工用の上部金型3Bと下部金型5Bとの協働によりワークWの下穴Whに対して切削又は転造によるテーパタップ加工を行う。これにより、クランパ33及びブラシBの影響を受けることなく、一定の高さ位置(同じ高さ位置)でワークWの下穴Whにテーパ雌ねじWs(図8(c)参照)を形成することができる。
Thereafter, the
前述のように、ワークWの他の下穴Whの被加工部を加工位置MPに位置決めしつつ、加工位置MPのX軸方向の両側においてワークWを上方向から押圧した状態で、テーパタップ加工用の上部金型3Bと下部金型5Bとの協働によりワークWの他の複数の下穴Whに対してテーパタップ加工を順次行う。これにより、ワークWに複数のテーパ雌ねじWsを形成することができる。
As described above, with the workpiece W being pressed from above on both sides in the X-axis direction of the machining position MP while positioning the workpiece of the other pilot hole Wh of the workpiece W at the machining position MP, for taper tap machining The taper tapping is sequentially performed on the plurality of other pilot holes Wh of the workpiece W in cooperation with the
テーパタップ加工の終了後に、制御装置113によって金型昇降モータ67を制御して、テーパタップ加工用の高さ位置から待機高さ位置までテーパタップ加工用の下部金型5Bを下降させる。そして、タレット回転モータの駆動により上部タレット47及び下部タレット51を回転させて、テーパタップ加工用の上部金型3B及び下部金型5Bを加工位置MPから外れた位置に位置させておく。
After completion of the taper taping, the
従って、本発明の実施形態によれば、前述のように、クランパ33及びブラシBの影響を受けることなく、一定の高さ位置(同じ高さ位置)でワークWに複数のテーパ雌ねじWsを形成することができる。そのため、本発明の実施形態によれば、パンチプレス1を用いてワークWに複数のテーパ雌ねじWsを形成する際におけるワークWの裏面に対するテーパタップ77の最大の突出量j(図8(b)参照)のバラツキを十分に低減することができる。つまり、本発明の実施形態によれば、パンチプレス1によってワークWに対してテーパタップ加工を行う際に、テーパ雌ねじWsの品質(精度)のバラツキを抑えて、加工不良の発生を十分に防止することができる。
Therefore, according to the embodiment of the present invention, as described above, a plurality of tapered female threads Ws are formed on the workpiece W at a constant height position (the same height position) without being affected by the
なお、本発明は、前述の実施形態の説明に限られるものではなく、例えば次のように種々の態様で実施可能である。 In addition, this invention is not restricted to description of the above-mentioned embodiment, For example, it can implement in a various aspect as follows.
即ち、加工位置MPに位置した下部金型5がテーパタップ加工用の下部金型5Bである場合に、下部金型5の昇降量を大きくする代わりに、テーパタップ加工用の下部金型5Bの高さを高く設定し、又はリフターパイプ53の保持部55にテーパタップ加工用の下部金型5Bを支持するシム(図示省略)を設けてもよい。また、加工位置(加工領域)MPは1箇所に存在していることを前提に説明したが、加工位置MPをパンチ加工用の加工位置(図示省略)とテーパタップ用の加工位置(図示省略)を分けても構わない。換言すれば、加工位置MPは、1箇所に限らず、複数箇所に存在してもよい。
That is, when the
そして、本発明に包含される権利範囲は、前述の実施形態に限定されないものである。 The scope of rights encompassed by the present invention is not limited to the above-described embodiment.
1 パンチプレス
3 上部金型
3A パンチ加工用の上部金型
3B テーパタップ加工用の上部金型
5 下部金型
5A パンチ加工用の下部金型
5B テーパタップ加工用の下部金型
7 プレス本体(加工機本体)
9 上部フレーム
11 下部フレーム
13 ベースフレーム
15 支持フレーム
17 加工テーブル
19 センタ固定テーブル
21 可動テーブル
23 サイド固定テーブル
25 テーブル開口部
27 ワーク移動ユニット
29 キャリッジベース
31 キャリッジ
33 クランパ
35 クランパベース
37 クランパシリンダ
43 下部クランプ爪
45 上部クランプ爪
47 上部タレット
49 下部金型ホルダ
51 下部タレット
53 リフターパイプ
55 保持部(収容部)
57 金型昇降機構
67 金型昇降モータ
69 ラム
71 ストライカ
73 タップガイド(外筒)
75 作動部材
75s マスター雄ねじ
77 テーパタップ
79 タップホルダ
83 雌ねじ部材
83s マスター雌ねじ
87 駆動スリーブ
91 駆動ギア
93 ギア回転モータ
95 接続部材
97 ヘッド部材
99 進入孔
101 リポジショニング機構(ワーク押圧機構)
103 リポジショニングシリンダ
113 制御装置
B ブラシ
MP 加工位置(加工領域)
PL パスライン
W ワーク(金属板)
Wh 下穴
Ws テーパ雌ねじ
DESCRIPTION OF
9
57
75
103
PL pass line W Work (metal plate)
Wh Pilot hole Ws Taper female thread
Claims (9)
ワークをパスラインにおいて支持する加工テーブルと、
前記加工テーブル上で水平方向へ移動するキャリッジ、及び前記キャリッジに設けられかつワークの端部を把持するクランパを有し、ワークを水平方向へ移動させるワーク移動ユニットと、
前記加工位置に位置した前記下部金型を昇降させる金型昇降機構と、
前記加工位置に位置した上部金型及び下部金型がパンチ加工用の上部金型及び下部金型である場合に、パスラインの下方で待機させるための待機高さ位置と、下部金型の上面をパスラインに位置させるためのパンチ加工用の高さ位置との間で下部金型を昇降させ、かつ前記加工位置に位置した上部金型及び下部金型がテーパタップ用の上部金型及び下部金型である場合に、前記待機高さ位置と、下部金型の上面をパスラインよりも少なくとも前記クランパの下部クランプ爪に応じた分だけ高い高さ位置に位置させるためのテーパタップ加工用の高さ位置との間で下部金型を昇降させるように前記金型昇降機構を制御する制御部と、を具備したことを特徴とするパンチプレス。 A punch press that performs punching and taper tapping on a workpiece by cooperation of an upper die and a lower die located at a machining position,
A machining table for supporting the workpiece on the pass line;
A carriage that moves in the horizontal direction on the processing table; and a workpiece moving unit that is provided on the carriage and has a clamper that grips an end of the workpiece, and moves the workpiece in the horizontal direction;
A mold lifting mechanism for lifting and lowering the lower mold located at the processing position;
When the upper die and the lower die located at the machining position are the upper die and the lower die for punching, the standby height position for waiting under the pass line and the upper surface of the lower die The lower die is moved up and down between the punching height position for positioning the die on the pass line, and the upper die and the lower die located at the machining position are the upper die and the lower die for the taper tap. In the case of a mold, the standby height position and the height for taper tap processing for positioning the upper surface of the lower mold at a height position higher than the pass line by at least the amount corresponding to the lower clamp claw of the clamper A punch press comprising: a control unit that controls the mold lifting mechanism so that the lower mold is moved up and down between positions.
前記加工位置に位置した上部金型及び下部金型がテーパタップ用の上部金型及び下部金型である場合に、前記加工位置の両側においてワークを上方向から押圧するように前記ワーク押圧機構の駆動を制御することを特徴とする請求項1から請求項3のうちのいずれか1項に記載のパンチプレス。 A workpiece pressing mechanism for pressing the workpiece from above on both sides of the processing position;
Driving the workpiece pressing mechanism so as to press the workpiece from above at both sides of the machining position when the upper die and the lower die located at the machining position are the upper die and the lower die for the taper tap. The punch press according to any one of claims 1 to 3, wherein the punch press is controlled.
パンチ加工用の上部金型及び下部金型を加工位置に位置させ、パスラインの下方で待機させるための待機高さ位置から下部金型の上面をパスラインに位置させるためのパンチ加工用の高さ位置までパンチ加工用の下部金型を上昇させると共に、
ワークの端部をクランパによって把持した状態で、前記クランパを備えたキャリッジを加工テーブル上で水平方向へ移動させて、ワークの被加工部を前記加工位置に位置決めし、
パンチ加工用の上部金型と下部金型との協働によりワークの被加工部に対してパンチ加工を行って、ワークに下穴を形成し、
テーパタップ加工用の上部金型及び下部金型を前記加工位置に位置させ、前記待機高さ位置から下部金型の上面をパスラインよりも少なくとも前記クランパの下部クランプ爪に応じた分だけ高い高さ位置に位置させるためのテーパタップ加工用の高さ位置までテーパタップ加工用の下部金型を上昇させると共に、
ワークの端部を前記クランパによって把持した状態で、前記キャリッジを前記加工テーブル上で水平方向へ移動させて、ワークの下穴を前記加工位置に位置決めし、
テーパタップ加工用の上部金型における筒状のタップガイドの下端部をワークの表面に非接触にした状態で、テーパタップ加工用の上部金型と下部金型との協働によりワークの下穴に対してテーパタップ加工を行って、ワークにテーパ雌ねじを形成することを特徴とするテーパ雌ねじの形成方法。 A taper female thread forming method for forming a taper female thread on a workpiece using a punch press,
The punching height for positioning the upper surface of the lower die on the pass line from the standby height position for placing the upper die and the lower die for punching at the machining position and waiting below the pass line. While raising the lower die for punching to the position,
In a state where the end of the workpiece is gripped by the clamper, the carriage provided with the clamper is moved in the horizontal direction on the processing table to position the workpiece to be processed at the processing position,
Punching is performed on the work part of the work in cooperation with the upper and lower molds for punching, forming a pilot hole in the work,
An upper die and a lower die for taper tap machining are positioned at the machining position, and the height of the upper surface of the lower die from the standby height position is higher than the pass line by at least the amount corresponding to the lower clamp claw of the clamper. Raise the lower die for taper tap processing to the height position for taper tap processing to be positioned at the position,
In a state where the end of the work is gripped by the clamper, the carriage is moved in the horizontal direction on the work table, and the work hole is positioned at the work position,
With the lower end of the cylindrical tap guide in the upper mold for taper tap machining being in non-contact with the surface of the workpiece, the upper and lower molds for taper tap machining cooperate with the lower hole of the workpiece. A taper female thread is formed by taper tapping and forming a taper female thread on the workpiece.
テーパタップ加工用の上部金型及び下部金型を加工位置に位置させ、パスラインの下方で待機させるための待機高さ位置からパスラインよりも少なくともクランパの下部クランプ爪に応じた分だけ高い高さ位置に位置させるためのテーパタップ加工用の高さ位置までテーパタップ加工用の下部金型を上昇させると共に、
ワークの端部を前記クランパによって把持した状態で、前記クランパを備えたキャリッジを加工テーブル上で水平方向へ移動させて、ワークの下穴を前記加工位置に位置決めし、
テーパタップ加工用の上部金型における筒状のタップガイドの下端部をワークの表面に非接触にした状態で、テーパタップ加工用の上部金型と下部金型との協働によりワークの下穴に対してテーパタップ加工を行って、ワークの下穴にテーパ雌ねじを形成することを特徴とするテーパ雌ねじの形成方法。 A taper female thread forming method for forming a taper female thread on a workpiece using a punch press,
The upper and lower molds for taper tap machining are positioned at the machining position, and the height from the standby height position for waiting below the pass line is higher than the pass line by an amount corresponding to the lower clamp pawl of the clamper. Raise the lower die for taper tap processing to the height position for taper tap processing to be positioned at the position,
In a state where the end of the workpiece is gripped by the clamper, the carriage provided with the clamper is moved in the horizontal direction on the processing table, and the prepared hole of the workpiece is positioned at the processing position.
With the lower end of the cylindrical tap guide in the upper mold for taper tap machining being in non-contact with the surface of the workpiece, the upper and lower molds for taper tap machining cooperate with the lower hole of the workpiece. A taper female thread is formed by performing taper tapping to form a taper female thread in the prepared hole of the workpiece.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017136718A JP6877274B2 (en) | 2017-07-13 | 2017-07-13 | How to form punch presses and tapered female threads |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017136718A JP6877274B2 (en) | 2017-07-13 | 2017-07-13 | How to form punch presses and tapered female threads |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019018217A true JP2019018217A (en) | 2019-02-07 |
| JP6877274B2 JP6877274B2 (en) | 2021-05-26 |
Family
ID=65354704
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017136718A Active JP6877274B2 (en) | 2017-07-13 | 2017-07-13 | How to form punch presses and tapered female threads |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6877274B2 (en) |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000051976A (en) * | 1998-08-03 | 2000-02-22 | Amada Co Ltd | Device for clamping work |
| JP2000126831A (en) * | 1998-10-23 | 2000-05-09 | Amada Co Ltd | Device for raising/lowering of die in punching press |
| JP2000140958A (en) * | 1998-11-02 | 2000-05-23 | Amada Co Ltd | Turret punch press |
| JP2000317556A (en) * | 1999-05-13 | 2000-11-21 | Amada Co Ltd | Method and device for saving clamp in plate working machine |
| JP2001232518A (en) * | 2000-02-21 | 2001-08-28 | Amada Co Ltd | Multi-tapping work method and its device |
| JP2003033832A (en) * | 2001-07-18 | 2003-02-04 | Amada Co Ltd | Turret punch press |
| JP2010017763A (en) * | 2008-09-17 | 2010-01-28 | Amada Co Ltd | Tapping die |
| JP2014094388A (en) * | 2012-11-08 | 2014-05-22 | Amada Co Ltd | Work processing method in plate material processing machine and plate material processing machine |
-
2017
- 2017-07-13 JP JP2017136718A patent/JP6877274B2/en active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000051976A (en) * | 1998-08-03 | 2000-02-22 | Amada Co Ltd | Device for clamping work |
| JP2000126831A (en) * | 1998-10-23 | 2000-05-09 | Amada Co Ltd | Device for raising/lowering of die in punching press |
| JP2000140958A (en) * | 1998-11-02 | 2000-05-23 | Amada Co Ltd | Turret punch press |
| JP2000317556A (en) * | 1999-05-13 | 2000-11-21 | Amada Co Ltd | Method and device for saving clamp in plate working machine |
| JP2001232518A (en) * | 2000-02-21 | 2001-08-28 | Amada Co Ltd | Multi-tapping work method and its device |
| JP2003033832A (en) * | 2001-07-18 | 2003-02-04 | Amada Co Ltd | Turret punch press |
| JP2010017763A (en) * | 2008-09-17 | 2010-01-28 | Amada Co Ltd | Tapping die |
| JP2014094388A (en) * | 2012-11-08 | 2014-05-22 | Amada Co Ltd | Work processing method in plate material processing machine and plate material processing machine |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6877274B2 (en) | 2021-05-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO1997018909A1 (en) | Punching machine and punching method | |
| CN103599982A (en) | Plate material multi-point-die pre-drawing progressive compound forming method and plate material multi-point-die pre-drawing progressive compound forming device | |
| JP2011025309A (en) | Method for defining punching tool set for punching of workpiece and punching machine with such punching tool set | |
| CN105773313A (en) | System used for automatically machining workpiece | |
| CN109623013A (en) | The method of numeric control drilling machine tool and guiding device and replacement numeric control drilling machine tool cutter | |
| JP2014184470A (en) | End portion folding device of pipe crushing both end portions after burring machining | |
| JP6877274B2 (en) | How to form punch presses and tapered female threads | |
| CN109623042A (en) | A kind of bend pipe double end welding groove processing tool | |
| CN110449931A (en) | A kind of inner hole of workpiece automatic positioning clamp system | |
| JP2002282962A (en) | Die apparatus | |
| JP3658898B2 (en) | Work changer for press machine | |
| JP2013205975A (en) | Numerical control device, numerical control method, and numerical control program | |
| JP4355403B2 (en) | Punch press | |
| CN209664462U (en) | A kind of bend pipe double end welding groove processing tool | |
| JP4098412B2 (en) | Turret punch press | |
| JPH0526287U (en) | Check device | |
| JP3696660B2 (en) | Punch press | |
| CN217619150U (en) | Carbide external screw thread processing frock | |
| JP6674853B2 (en) | Punch press and setup method | |
| JP2005199283A (en) | Burling tapper processing machine and burring tap processing method | |
| CN113351714A (en) | Vertical pre-bending curling machine | |
| JP2019118913A (en) | Panel bender and operation method of the same | |
| CN214417710U (en) | Automatic drilling device for automobile bearing cover | |
| CN221389936U (en) | Centering clamping device for numerical control machine tool | |
| CN218746362U (en) | Machining is with general type centre gripping fixing device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200413 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210302 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210406 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210427 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6877274 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |