JP2017209885A - Transfer sheet - Google Patents
Transfer sheet Download PDFInfo
- Publication number
- JP2017209885A JP2017209885A JP2016104936A JP2016104936A JP2017209885A JP 2017209885 A JP2017209885 A JP 2017209885A JP 2016104936 A JP2016104936 A JP 2016104936A JP 2016104936 A JP2016104936 A JP 2016104936A JP 2017209885 A JP2017209885 A JP 2017209885A
- Authority
- JP
- Japan
- Prior art keywords
- coating layer
- transfer
- transfer paper
- paper
- printing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Abstract
Description
本発明は、繊維材料などの被印刷物へ図柄を形成する転写捺染法において、図柄を転写するために使用される転写用紙に関する。 The present invention relates to a transfer paper used for transferring a pattern in a transfer printing method for forming a pattern on a substrate such as a fiber material.
繊維材料などの被印刷物に図柄を形成させる方法として、昇華型染料インクを用いて転写用紙に図柄を印刷して転写紙を作製し、転写紙を被印刷物に密着させて、昇華型染料インクを被印刷物に転写させる転写捺染法が公知である(例えば、特許文献1および特許文献2参照)。 As a method of forming a pattern on a printed material such as a textile material, the pattern is printed on a transfer paper using sublimation dye ink to produce a transfer paper, the transfer paper is adhered to the printed material, and the sublimation dye ink is used. A transfer textile printing method for transferring to a substrate is known (see, for example, Patent Document 1 and Patent Document 2).
転写捺染法に用いる転写用紙は公知である。
例えば、水性インクの吸収性に優れて滲みなどのない鮮明な記録画像を得ることができ、昇華転写の際の転写対象物へのインク転写効率にも優れた昇華転写用シートとして、シート状基材と、前記シート状基材の片面又は両面に設けられるインク受理層とを包含し、インク受理層には顔料とバインダーとカチオン性樹脂とが含まれ、前記バインダーとしては、デンプン、デンプン誘導体、ポリビニルアルコール、変性ポリビニルアルコールの何れか1種又はそれら2種以上の混合物が使用されることを特徴とする昇華転写用シートが公知である(例えば、特許文献3参照)。
また、昇華型捺染インクを用いたインクジェット印刷において優れたインク吸収・乾燥性を有しており作業性が良好であるとともに、転写紙表面での画像再現性、加熱転写時の耐熱性、転写後の被転写物表面での画像再現性や転写効率の点でも良好な特性を有する昇華型インクジェット捺染転写紙として、基材上に昇華型捺染インク受容層を有し、前記昇華型捺染インク受容層は、水溶性樹脂と微細粒子を含有し、前記微細粒子として、合成非晶質シリカを含有し、前記昇華型インクジェット捺染転写紙の昇華型捺染インク受容層側における超音波透過強度の相対値における最小値のピークを、測定時間3秒以内に有する昇華型インクジェット捺染転写紙が公知である(例えば、特許文献4参照)。
Transfer paper used for transfer textile printing is known.
For example, a sheet-like substrate can be used as a sublimation transfer sheet that is excellent in water-based ink absorptivity and capable of obtaining a clear recorded image without bleeding and excellent in ink transfer efficiency to a transfer object during sublimation transfer. Material and an ink receiving layer provided on one side or both sides of the sheet-like base material, and the ink receiving layer contains a pigment, a binder, and a cationic resin. Examples of the binder include starch, starch derivatives, A sublimation transfer sheet is known in which any one of polyvinyl alcohol and modified polyvinyl alcohol or a mixture of two or more thereof is used (see, for example, Patent Document 3).
In addition, it has excellent ink absorption and drying properties in ink jet printing using sublimation textile printing ink, and has good workability, image reproducibility on the surface of transfer paper, heat resistance during heat transfer, after transfer As a sublimation type ink jet printing transfer paper having good properties in terms of image reproducibility and transfer efficiency on the surface of the transferred material, the sublimation type printing ink receiving layer has a sublimation type printing ink receiving layer on a substrate. Contains a water-soluble resin and fine particles, contains the synthetic amorphous silica as the fine particles, and in the relative value of the ultrasonic transmission intensity on the sublimation type printing ink receiving layer side of the sublimation type ink jet printing transfer paper. A sublimation type ink jet printing transfer paper having a minimum value peak within a measurement time of 3 seconds is known (see, for example, Patent Document 4).
昇華型染料を含有するインクや昇華型捺染インクを用いて転写用紙に図柄を印刷して転写紙を作製する方法としては、特許文献3および特許文献4に記載されるように、インクジェット印刷方式がよく用いられる。 As described in Patent Document 3 and Patent Document 4, an inkjet printing method is used as a method for producing a transfer paper by printing a pattern on a transfer paper using an ink containing a sublimation dye or a sublimation printing ink. Often used.
図柄が印刷される前の白紙である転写用紙と、転写用紙に図柄が印刷されて得られる転写紙との間では、相反する2つの特性を有する必要がある。すなわち、転写用紙では、昇華型染料インクを上手く受容する能力を要求され、転写紙では、昇華型染料インクを被印刷物に上手く転写する能力を要求される。
最終的な被印刷物の画質が劣化しないように転写紙における画質が鮮鋭でなければならない。そのために、転写用紙は、印刷時において昇華型染料インクを滲み無く受容する必要がある。
一方、転写紙は、昇華型染料インクに対する受容性が向上すると、被印刷物に図柄を形成する転写時において昇華型染料インクの転写が上手く行かない場合がある。その結果、被印刷物では発色性の低下が起こる。
It is necessary to have two contradictory characteristics between a transfer sheet, which is a white paper before the pattern is printed, and a transfer sheet obtained by printing the pattern on the transfer sheet. That is, the transfer paper is required to have an ability to successfully receive the sublimation dye ink, and the transfer paper is required to have an ability to transfer the sublimation dye ink to the printing material.
The image quality on the transfer paper must be sharp so that the final image quality of the substrate is not degraded. Therefore, it is necessary for the transfer paper to receive the sublimation dye ink without blurring during printing.
On the other hand, when the transfer paper has improved acceptability to the sublimation dye ink, the transfer of the sublimation dye ink may not be successful during transfer to form a pattern on the substrate. As a result, the color developability of the substrate is reduced.
また、繊維材料などの被印刷物と転写紙とを密着させる際に、転写紙の塗工層表面強度が不十分であると、密着させる際に、塗工層表面が部分的に欠落し、最終的に被印刷物に形成される図柄に色抜けを生じる場合や本来の場所でない部分に発色をもたらす場合(カブリ)がある。 In addition, when the printed material such as the fiber material and the transfer paper are in close contact with each other, if the surface strength of the transfer paper is insufficient, the surface of the coating layer is partially lost when the transfer paper is in close contact. In particular, there are cases in which color loss occurs in a pattern formed on a printing material, and color development occurs in a portion that is not an original place (fogging).
本発明の目的は、転写紙の塗工層表面強度が良好であり、画質の劣化の無いおよび発色性の低下の無い図柄を被印刷物に形成することが可能である転写用紙を提供することである。 An object of the present invention is to provide a transfer paper that has a coating layer surface strength that is good and that can form a pattern on a substrate with no deterioration in image quality and no reduction in color developability. is there.
本発明者は鋭意研究を行った結果、本発明の目的は以下により達成される。
[1]支持体と、前記支持体の少なくとも片面上に第1塗工層および第2塗工層を有し、支持体を基準として最外に位置する第2塗工層がキャスト処理された塗工層であり、第1塗工層がポリアミジン化合物を含有する、昇華型染料インクを用いる転写捺染法に使用される転写用紙。
As a result of intensive studies by the inventor, the object of the present invention is achieved by the following.
[1] A support and a second coating layer that has a first coating layer and a second coating layer on at least one surface of the support and is positioned on the outermost side with respect to the support were cast-treated. A transfer paper used in a transfer printing method using a sublimation dye ink, wherein the transfer layer is a coating layer, and the first coating layer contains a polyamidine compound.
[2]前記ポリアミジン化合物のカチオン強度が4.5meq/g以上8.0meq/g以下である前記[1]に記載の転写用紙。 [2] The transfer paper according to [1], wherein the polyamidine compound has a cation strength of 4.5 meq / g or more and 8.0 meq / g or less.
本発明により、転写紙の塗工層表面強度が良好であり、画質の劣化の無いおよび発色性の低下の無い図柄を被印刷物に形成することが可能である転写用紙を提供することができる。 According to the present invention, it is possible to provide a transfer paper that has a coating layer surface strength good and that can form a pattern on a printed material with no deterioration in image quality and no deterioration in color developability.
第1塗工層と第2塗工層を有することで、塗工層内で昇華型染料インクを保持でき、転写時において昇華型染料インクの転写が上手く行き、結果として発色性の低下の無い図柄が形成された被印刷物を得ることができる。
ポリアミジン化合物は高分子凝集剤として知られている。キャスト処理は、湿潤状態にある塗工層を鏡面に圧着し、鏡面形状を塗工層の表面に転写するとともに塗工層から水分を除去して乾燥し、塗工層を形成する処理方法である。第1塗工層がポリアミジン化合物を含有すること且つ第2塗工層がキャスト処理されることによって、第2塗工層のセット性が増し、第2塗工層のキャスト処理で得られる面が極めて均一且つ平滑になる。その結果、転写紙における画質の鮮鋭さおよび塗工層表面強度が得られ、最終的に被印刷物において、画質の劣化、色抜けおよびカブリの無い図柄を得ることができる。
By having the first coating layer and the second coating layer, the sublimation dye ink can be held in the coating layer, and the transfer of the sublimation dye ink is successful during the transfer, and as a result, there is no decrease in color developability. A substrate to be printed on which a pattern is formed can be obtained.
Polyamidine compounds are known as polymer flocculants. Cast treatment is a treatment method in which a coating layer in a wet state is pressure-bonded to a mirror surface, the mirror surface shape is transferred to the surface of the coating layer, moisture is removed from the coating layer and dried to form a coating layer. is there. When the first coating layer contains a polyamidine compound and the second coating layer is cast, the setting property of the second coating layer is increased, and the surface obtained by the casting treatment of the second coating layer is obtained. Extremely uniform and smooth. As a result, the sharpness of the image quality on the transfer paper and the surface strength of the coating layer can be obtained, and finally, a pattern free from image quality deterioration, color loss and fogging can be obtained on the printed material.
以下に本発明を詳細に説明する。
本発明において、「転写用紙」とは、転写する図柄が印刷される前の白紙状態にある用紙をいう。「転写紙」とは、転写用紙に対して転写する図柄が印刷された状態にある用紙をいう。
The present invention is described in detail below.
In the present invention, the “transfer sheet” refers to a sheet in a blank state before a pattern to be transferred is printed. “Transfer paper” refers to paper on which a pattern to be transferred to the transfer paper is printed.
転写用紙は、支持体と、前記支持体の少なくとも片面上に第1塗工層および第2塗工層を有する。第2塗工層は、支持体を基準として最外に位置する。
第1塗工層および第2塗工層は、支持体の片面上または両面上に有してよい。または、支持体において、第1塗工層および第2塗工層を有する側とは反対面上に、従来公知の顔料またはバインダーを含有する、第1塗工層や第2塗工層と異なる塗工層を有してよい。
製造コストの点から、支持体の片面上に第1塗工層および第2塗工層を有することが好ましい。
The transfer paper has a support and a first coating layer and a second coating layer on at least one side of the support. The second coating layer is located on the outermost side with respect to the support.
You may have a 1st coating layer and a 2nd coating layer on the single side | surface or both surfaces of a support body. Alternatively, the support is different from the first coating layer and the second coating layer containing a conventionally known pigment or binder on the side opposite to the side having the first coating layer and the second coating layer. You may have a coating layer.
From the viewpoint of production cost, it is preferable to have the first coating layer and the second coating layer on one side of the support.
支持体は、LBKP(Leaf Bleached Kraft Pulp)、NBKP(Needle Bleached Kraft Pulp)などの化学パルプ、GP(Groundwood Pulp)、PGW(Pressure GroundWood pulp)、RMP(Refiner Mechanical Pulp)、TMP(ThermoMechanical Pulp)、CTMP(ChemiThermoMechanical Pulp)、CMP(ChemiMechanical Pulp)、CGP(ChemiGroundwood Pulp)などの機械パルプ、およびDIP(Deinked Pulp)などの古紙パルプから選ばれる少なくとも1種のパルプに、軽質炭酸カルシウム、重質炭酸カルシウム、タルク、クレー、カオリンなどの各種填料、さらに、サイズ剤、定着剤、歩留まり剤、カチオン性樹脂や多価陽イオン塩などのカチオン化剤、紙力剤などの各種添加剤を必要に応じて配合した紙料を抄造した抄造紙である。さらに支持体には、抄造紙にカレンダー処理、澱粉やポリビニルアルコール等で表面サイズ処理、あるいは表面処理等を施した上質紙が含まれる。さらに支持体には、表面サイズ処理や表面処理を施した後にカレンダー処理した上質紙が含まれる。また支持体には、従来公知の塗工層を有するアート紙やコート紙が含まれる。 The supports are chemical pulps such as LBKP (Leaf Bleached Kraft Pulp) and NBKP (Needle Bleached Kraft Pulp), GP (Groundwood Pulp), PGW (Pressure Ground Wood pulp), RMP (Refiner Mechanical Pulp), TMP (ThermoMechanical Pulp), At least one kind of pulp selected from mechanical pulp such as CTMP (ChemiThermoMechanical Pulp), CMP (ChemiMechanical Pulp), CGP (ChemiGroundwood Pulp), and waste paper pulp such as DIP (Deinked Pulp), light calcium carbonate, heavy calcium carbonate Various additives such as sizing agent, fixing agent, retention agent, cationizing agent such as cationic resin and polyvalent cation salt, paper strength agent, etc. This is a paper made from a blended paper stock. Further, the support includes high-quality paper obtained by subjecting papermaking paper to calendar treatment, surface sizing treatment or surface treatment with starch, polyvinyl alcohol or the like. Further, the support includes high-quality paper that has been subjected to surface sizing or surface treatment and then calendered. The support includes art paper and coated paper having a conventionally known coating layer.
紙料中には、その他の添加剤として顔料分散剤、増粘剤、流動性改良剤、消泡剤、抑泡剤、離型剤、発泡剤、浸透剤、着色染料、着色顔料、蛍光増白剤、紫外線吸収剤、酸化防止剤、防腐剤、防バイ剤、耐水化剤、湿潤紙力増強剤、乾燥紙力増強剤などの1種または2種以上を、本発明の所望の効果を損なわない範囲で、適宜配合することができる。 In paper stock, other additives include pigment dispersants, thickeners, fluidity improvers, antifoaming agents, antifoaming agents, mold release agents, foaming agents, penetrating agents, colored dyes, colored pigments, fluorescent enhancers. One or more of whitening agents, ultraviolet absorbers, antioxidants, antiseptics, antibacterial agents, water resistance agents, wet paper strength enhancers, dry paper strength enhancers, etc. can be used to achieve the desired effects of the present invention. It can mix | blend suitably in the range which is not impaired.
支持体の坪量は特に限定されない。被印刷物への転写に対する取扱易さの点から、支持体の坪量は10g/m2以上100g/m2以下が好ましく、40g/m2以上80g/m2以下がさらに好ましい。また、転写用紙の厚さは特に限定されない。被印刷物への転写に対する取扱易さの点から、転写用紙の厚さは0.01mm以上0.5mm以下が好ましく、0.05mm以上0.3mm以下がさらに好ましい。 The basis weight of the support is not particularly limited. From the viewpoint of easy handling with respect to transfer to the printing material, the basis weight of the support is preferably 10 g / m 2 or more and 100 g / m 2 or less, and more preferably 40 g / m 2 or more and 80 g / m 2 or less. Further, the thickness of the transfer paper is not particularly limited. From the viewpoint of easy handling with respect to the transfer to the printing material, the thickness of the transfer paper is preferably 0.01 mm or more and 0.5 mm or less, and more preferably 0.05 mm or more and 0.3 mm or less.
第1塗工層や第2塗工層などの塗工層は、支持体上や第1塗工層上に各塗工層塗工液を塗工および乾燥することによって設けることができる。
第1塗工層や第2塗工層などの塗工層の塗工量は特に限定されない。転写用紙の製造コストや被印刷物に対する密着性の点から、各塗工量は、乾燥固形分量で3g/m2以上20g/m2以下が好ましい。
Coating layers, such as a 1st coating layer and a 2nd coating layer, can be provided by apply | coating and drying each coating layer coating liquid on a support body or a 1st coating layer.
The coating amount of the coating layer such as the first coating layer or the second coating layer is not particularly limited. Each coating amount is preferably 3 g / m 2 or more and 20 g / m 2 or less in terms of dry solid content from the viewpoint of the transfer paper production cost and the adhesion to the substrate.
支持体上に第1塗工層や第2塗工層などの塗工層を設ける方法は特に限定されない。例えば、製紙分野で従来公知の塗工装置および乾燥装置を用いて塗工および乾燥する方法を挙げることができる。第1塗工層および第2塗工層について、塗工装置の例としては、コンマコーター、フィルムプレスコーター、エアナイフコーター、ロッドブレードコーター、バーコーター、ブレードコーター、グラビアコーター、カーテンコーター、Eバーコーターなどを挙げることができる。
第1塗工層について、乾燥装置の例としては、直線トンネル乾燥機、アーチドライヤー、エアループドライヤー、サインカーブエアフロートドライヤー等の熱風乾燥機、赤外線加熱ドライヤー、マイクロ波等を利用した乾燥機等の各種乾燥装置を挙げることができる。第2塗工層の乾燥は、最終的にキャスト処理によって行われる。
The method for providing the coating layer such as the first coating layer or the second coating layer on the support is not particularly limited. Examples thereof include a method of coating and drying using a conventionally known coating apparatus and drying apparatus in the papermaking field. Examples of the coating apparatus for the first coating layer and the second coating layer include a comma coater, a film press coater, an air knife coater, a rod blade coater, a bar coater, a blade coater, a gravure coater, a curtain coater, and an E bar coater. And so on.
For the first coating layer, examples of drying devices include straight tunnel dryers, arch dryers, air loop dryers, hot air dryers such as sine curve air float dryers, dryers using infrared heating dryers, microwaves, etc. The various drying apparatus can be mentioned. The drying of the second coating layer is finally performed by a casting process.
第1塗工層は、ポリアミジン化合物を含有する。ポリアミジン化合物の含有量は、転写紙の塗工層表面強度の点から、0.1g/m2以上3.5g/m2以下が好ましい。
本発明のポリアミジン化合物は、N−ビニルアクリルアミジン塩酸塩と、アクリルアミド、アクリロニトリル、N−ビニルアクリルアミドおよびビニルアミンから選ばれる少なくとも1種単量体との共重合体である。共重合体中のN−ビニルアクリルアミジン塩酸塩の含有比率は、60mol%以上90mol%以下が好ましい。
The first coating layer contains a polyamidine compound. The content of the polyamidine compounds, from the viewpoint of the coating layer surface strength of the transfer paper, 0.1 g / m 2 or more 3.5 g / m 2 or less.
The polyamidine compound of the present invention is a copolymer of N-vinylacrylamidine hydrochloride and at least one monomer selected from acrylamide, acrylonitrile, N-vinylacrylamide and vinylamine. The content ratio of N-vinylacrylamidine hydrochloride in the copolymer is preferably 60 mol% or more and 90 mol% or less.
ポリアミジン化合物は、カチオン強度4.5meq/g以上8.0meq/g以下が好ましい。ポリアミジン化合物のカチオン強度が上記範囲であると、被印刷物の画質および発色性の点、並びに転写紙の塗工層表面強度の点で、より良好となる。 The polyamidine compound preferably has a cation strength of 4.5 meq / g or more and 8.0 meq / g or less. When the cation strength of the polyamidine compound is within the above range, the image quality and color developability of the printing material and the coating layer surface strength of the transfer paper are improved.
カチオン強度は、コロイド滴定を用いた流動電流法で、コロイド粒子と高分子電解質との両方が持っている荷電を測定する。測定装置の例としては、英国のRANK BROTHERS社製 Charge AnalyzerIIを挙げることができる。 The cation intensity is a flowing current method using colloid titration, and measures the charge possessed by both the colloidal particles and the polymer electrolyte. As an example of the measuring device, Charge Analyzer II manufactured by RANK BROTHERS in the UK can be mentioned.
第1塗工層は、ポリアミジン化合物以外に、顔料およびバインダーを含有することが好ましい。 The first coating layer preferably contains a pigment and a binder in addition to the polyamidine compound.
顔料は、従来公知のものであって、例えば、気相法シリカ、沈降法シリカ、ゲル法シリカ、ゾル法シリカ、アルミナゾル、アルミナ、軽質炭酸カルシウム、重質炭酸カルシウム、サチンホワイト、クレー、タルク、酸化チタン、カオリン、焼成カオリン、酸化亜鉛、活性白土、珪藻土、レーキ、プラスチックピグメントなどを挙げることができる。 The pigment is a conventionally known pigment, such as gas phase method silica, precipitation method silica, gel method silica, sol method silica, alumina sol, alumina, light calcium carbonate, heavy calcium carbonate, satin white, clay, talc, Examples thereof include titanium oxide, kaolin, calcined kaolin, zinc oxide, activated clay, diatomaceous earth, lake, and plastic pigment.
バインダーは、従来公知のものであって、例えば、ポリビニルアルコールおよびその変性誘導体、スチレン−ブタジエン共重合体、澱粉およびその変性誘導体、カルボキシメチルセルロース、ヒドロキシエチルセルロース等のセルロース誘導体、カゼイン、ゼラチン、大豆蛋白、プルラン、アラビアゴム、カラヤゴム、アルブミン等の天然高分子樹脂またはその誘導体、ポリビニルピロリドン、ポリアクリルアミド、ポリエチレンイミン、ポリプロピレングリコール、ポリエチレングリコール、無水マレイン酸樹脂、アクリル系樹脂、メタクリル酸エステル−ブタジエン共重合体、エチレン−酢酸ビニル共重合体、あるいはこれらの各種共重合体のカルボキシ基等の官能基含有単量体による官能基変性共重合体、メラミン樹脂、尿素樹脂等の熱硬化合成樹脂等のバインダー、ポリウレタン樹脂、不飽和ポリエステル樹脂、ポリビニルブチラール、アルキッド樹脂ラテックス等を挙げることができる。 The binder is a conventionally known binder such as polyvinyl alcohol and modified derivatives thereof, styrene-butadiene copolymer, starch and modified derivatives thereof, cellulose derivatives such as carboxymethylcellulose and hydroxyethylcellulose, casein, gelatin, soybean protein, Natural polymer resins such as pullulan, gum arabic, karaya gum, albumin or derivatives thereof, polyvinylpyrrolidone, polyacrylamide, polyethyleneimine, polypropylene glycol, polyethylene glycol, maleic anhydride resin, acrylic resin, methacrylate ester-butadiene copolymer , Ethylene-vinyl acetate copolymers, or functional group-modified copolymers with functional group-containing monomers such as carboxy groups of these various copolymers, melamine resins, urea resins, etc. Binder such as hardening synthetic resin, polyurethane resin, unsaturated polyester resin, polyvinyl butyral, can be exemplified alkyd resin latex.
第1塗工層は、必要に応じて塗工紙分野で従来公知の各種添加剤を含有することができる。添加剤の例としては、分散剤、定着剤、増粘剤、流動性改良剤、消泡剤、離型剤、発泡剤、浸透剤、着色顔料、着色染料、蛍光増白剤、紫外線吸収剤、酸化防止剤、防腐剤、防バイ剤等を挙げることができる。 The first coating layer can contain various conventionally known additives in the coated paper field as necessary. Examples of additives include dispersants, fixing agents, thickeners, fluidity improvers, antifoaming agents, mold release agents, foaming agents, penetrating agents, coloring pigments, colored dyes, fluorescent whitening agents, UV absorbers , Antioxidants, preservatives, antifungal agents and the like.
第2塗工層は、キャスト処理された塗工層である。
キャスト処理とは、湿潤状態にある塗工層を加熱された鏡面に圧着し、鏡面形状を塗工層の表面に転写するとともに塗工層から水分を乾燥除去し、塗工層を形成する処理方法である。キャスト処理の装置(キャスト装置)は、通常、表面がクロムメッキされたシリンダーの表面に湿潤状態にある塗工層を圧着する構造を有する。キャスト処理には、直接法、再湿潤法、疑似再湿潤法、凝固法がある。キャスト処理は、これらいずれの方法を用いて構わない。
The second coating layer is a cast-treated coating layer.
Casting is a process in which a wet coating layer is pressure-bonded to a heated mirror surface, the mirror shape is transferred to the surface of the coating layer, and moisture is removed from the coating layer by drying to form a coating layer. Is the method. An apparatus for casting (casting apparatus) usually has a structure in which a coating layer in a wet state is pressure-bonded to the surface of a cylinder whose surface is chrome-plated. The casting process includes a direct method, a rewet method, a pseudo rewet method, and a coagulation method. Any of these methods may be used for the casting process.
第2塗工層は、顔料およびバインダーを含有することが好ましい。 The second coating layer preferably contains a pigment and a binder.
第2塗工層の顔料およびバインダーは、前記第1塗工層の顔料およびバインダーを挙げることができる。第2塗工層と第1塗工層とは、顔料やバインダーが同一であっても異なっていてもよい。 Examples of the pigment and binder of the second coating layer include the pigment and binder of the first coating layer. The second coating layer and the first coating layer may be the same or different in pigment and binder.
第2塗工層は、必要に応じて塗工紙分野で従来公知の各種添加剤を含有することができる。添加剤の例としては、分散剤、定着剤、増粘剤、流動性改良剤、消泡剤、離型剤、発泡剤、浸透剤、着色顔料、着色染料、蛍光増白剤、紫外線吸収剤、酸化防止剤、防腐剤、防バイ剤等を挙げることができる。
また、第2塗工層は、転写捺染法で従来公知の各種助剤を含有することができる。助剤は、第2塗工層塗工液の各種物性を最適化する、あるいは転写される昇華型染料インクの染着性を向上させるため等に加えられるものである。助剤は、例えば、各種界面活性剤、保湿剤、湿潤剤、pH調整剤、アルカリ剤、濃染化剤、脱気剤および還元防止剤等を挙げることができる。
The 2nd coating layer can contain conventionally well-known various additives in the field of coated paper as needed. Examples of additives include dispersants, fixing agents, thickeners, fluidity improvers, antifoaming agents, mold release agents, foaming agents, penetrating agents, coloring pigments, colored dyes, fluorescent whitening agents, UV absorbers , Antioxidants, preservatives, antifungal agents and the like.
Further, the second coating layer can contain various conventionally known auxiliaries by a transfer printing method. The auxiliary agent is added to optimize various physical properties of the second coating layer coating solution or to improve the dyeing property of the transferred sublimation dye ink. Examples of the auxiliary agent include various surfactants, humectants, wetting agents, pH adjusting agents, alkali agents, thickening agents, deaerating agents and reduction inhibitors.
転写紙は、昇華型染料インクを備える従来公知の各種印刷方法を用いて、転写用紙の第1塗工層および第2塗工層を有する面側に図柄を印刷することによって、得ることができる。
転写用紙に図柄を印刷する各種印刷方法は、従来公知の印刷方法であって、特に限定されない。印刷方法は、例えば、グラビア印刷方式、インクジェット印刷方式、電子写真印刷方式およびスクリーン印刷方式などを挙げることができる。中でも、画質の高精細化および装置の小型化の点でインクジェット印刷方式が好ましい。
The transfer paper can be obtained by printing a pattern on the side of the transfer paper having the first coating layer and the second coating layer using various conventionally known printing methods including sublimation dye ink. .
Various printing methods for printing the design on the transfer paper are conventionally known printing methods and are not particularly limited. Examples of the printing method include a gravure printing method, an ink jet printing method, an electrophotographic printing method, a screen printing method, and the like. Among these, the ink jet printing method is preferable in terms of high image quality and downsizing of the apparatus.
転写捺染法は、転写用紙に図柄を印刷して転写紙を得る工程と、転写紙を被印刷物に密着させる工程とを有する方法である。密着させる工程には、必要に応じて、加熱および加圧が含まれる。密着させる工程における加熱および加圧の条件は、転写捺染法で従来公知の条件である。密着させる工程は、例えば、プレス機や加熱ドラムなどにより転写紙を被印刷物に密着させ加熱および加圧する方法を挙げることができる。 The transfer textile printing method is a method having a step of printing a pattern on a transfer paper to obtain a transfer paper and a step of bringing the transfer paper into close contact with a substrate. The process of making it adhere | attach includes heating and pressurization as needed. The conditions for heating and pressurizing in the step of adhering are conventionally known conditions in the transfer printing method. Examples of the step of bringing in close contact include a method in which the transfer paper is brought into close contact with the substrate to be printed with a press or a heating drum and heated and pressurized.
転写捺染法では、必要に応じて、被印刷物に転写した染料の固着処理を行うことができる。固着処理の例としてはスチーミングを挙げることができる。スチーミングの条件は転写捺染法で従来公知の条件を適用することができる。例えば、100〜220℃の蒸気によって5〜30分間スチーミングという条件を適用することができる。 In the transfer textile printing method, the dye transferred to the substrate can be fixed as necessary. Steaming can be given as an example of the fixing process. As the steaming conditions, conventionally known conditions can be applied in the transfer printing method. For example, the condition of steaming with steam at 100 to 220 ° C. for 5 to 30 minutes can be applied.
固着処理後の被印刷物は、水洗またはソーピングなど転写捺染法で従来公知の洗浄処理を施すことができる。 The printed material after the fixing treatment can be subjected to a conventionally known washing treatment by a transfer printing method such as washing with water or soaping.
被印刷物は特に限定されない。昇華性染料を用いる場合は、疎水性の繊維材料が用いられる。疎水性の繊維材料の例としては、ポリアミド繊維(ナイロン)、ビニロン、ポリエスエル、ポリアクリル等の合成繊維材料や、綿、麻、リヨセル、レーヨン等の天然繊維材料にポリエステル等で処理を施した繊維材料等を挙げることができる。繊維材料の構成としては、織物、編物、不織布等の単独、混紡、混繊または交織などを挙げることができる。さらに、これらの構成が複合化してもよい。また、必要に応じて、染着促進に効果のある薬剤などで被印刷物を前処理してもよい。 The substrate is not particularly limited. When a sublimable dye is used, a hydrophobic fiber material is used. Examples of hydrophobic fiber materials include polyamide fibers (nylon), vinylon, polyester, polyacrylic and other synthetic fiber materials, and natural fiber materials such as cotton, hemp, lyocell, rayon, etc. treated with polyester. Materials etc. can be mentioned. Examples of the configuration of the fiber material include woven fabrics, knitted fabrics, nonwoven fabrics, and the like alone, mixed spinning, mixed fiber, and union. Furthermore, these configurations may be combined. Moreover, you may pre-process a to-be-printed material with the chemical | medical agent effective in dyeing | staining promotion as needed.
以下、実施例によって本発明をさらに詳細に説明する。なお、本発明は、これらの実施例に限定されない。ここで「質量部」および「質量%」は、乾燥固形分量あるいは実質成分量の各々「質量部」および「質量%」を表す。塗工層の塗工量は乾燥固形分量を表す。 Hereinafter, the present invention will be described in more detail with reference to examples. The present invention is not limited to these examples. Here, “parts by mass” and “% by mass” represent “parts by mass” and “% by mass” of the amount of dry solids or the amount of substantial components, respectively. The coating amount of the coating layer represents the dry solid content.
(実施例1)
<第1塗工層塗工液の調製>
水を媒体として、下記の配合で第1塗工層塗工液および第2塗工層塗工液を調製した。最終的に、各塗工層塗工液の濃度は15質量%とした。
Example 1
<Preparation of first coating layer coating solution>
Using water as a medium, a first coating layer coating solution and a second coating layer coating solution were prepared with the following composition. Finally, the concentration of each coating layer coating solution was 15% by mass.
沈降法シリカ 100質量部
ポリビニルアルコール 100質量部
ポリアミジン化合物(カチオン強度3.0meq/g) 25質量部
Precipitated silica 100 parts by weight Polyvinyl alcohol 100 parts by weight Polyamidine compound (cationic strength 3.0 meq / g) 25 parts by weight
<第2塗工層塗工液の調製>
ゾル法シリカ 100質量部
ポリビニルアルコール 100質量部
<Preparation of second coating layer coating solution>
Sol method silica 100 parts by weight Polyvinyl alcohol 100 parts by weight
<転写用紙の作製>
坪量77g/m2の上質紙の表面へ、第1塗工層塗工液を、カーテンコーターを用いて片面に塗工および熱風乾燥機を用いて乾燥した。このとき、第1塗工層の塗工量は10g/m2とした。さらに、第1塗工層上に、第2塗工層塗工液を、エアナイフコーターを用いて塗工し、湿潤状態にある間に120℃に加熱した鏡面ドラムに圧着乾燥して、実施例1の転写用紙を得た。このとき、第2塗工層の塗工量は3g/m2とした。
<Production of transfer paper>
The first coating layer coating liquid was applied to one surface of a high-quality paper having a basis weight of 77 g / m 2 using a curtain coater and dried using a hot air dryer. At this time, the coating amount of the first coating layer was 10 g / m 2 . Further, on the first coating layer, the second coating layer coating solution was applied using an air knife coater, and pressed and dried on a mirror drum heated to 120 ° C. while in a wet state. 1 transfer paper was obtained. At this time, the coating amount of the second coating layer was 3 g / m 2 .
(実施例2〜5)
実施例1において、実施例1のポリアミジン化合物をカチオン強度が異なるポリアミジン化合物に変更する以外は実施例1と同様に行い、実施例2〜5の転写用紙を得た。
カチオン強度は、実施例2が4.5meq/g、実施例3が5.5meq/g、実施例4が8.0meq/g、実施例5が10meq/g、であった。
(Examples 2 to 5)
In Example 1, except that the polyamidine compound of Example 1 was changed to a polyamidine compound having a different cation strength, the same procedures as in Example 1 were carried out to obtain transfer sheets of Examples 2 to 5.
The cation strength was 4.5 meq / g in Example 2, 5.5 meq / g in Example 3, 8.0 meq / g in Example 4, and 10 meq / g in Example 5.
(比較例1)
実施例3において、第1塗工層がポリアミジン化合物を含有しないこと以外は実施例3と同様に行い、比較例1の転写用紙を得た。
(Comparative Example 1)
In Example 3, a transfer sheet of Comparative Example 1 was obtained in the same manner as in Example 3 except that the first coating layer did not contain a polyamidine compound.
(比較例2)
実施例3において、ポリアミジン化合物をジアリルジメチルアンモニウムクロリドに変更する以外は実施例3と同様に行い、比較例2の転写用紙を得た。
(Comparative Example 2)
A transfer paper of Comparative Example 2 was obtained in the same manner as in Example 3 except that the polyamidine compound was changed to diallyldimethylammonium chloride in Example 3.
(比較例3)
実施例3において、第2塗工層をキャスト処理せず、乾燥させた以外は実施例3と同様に行い、比較例3の転写用紙を得た。
(Comparative Example 3)
In Example 3, the transfer layer of Comparative Example 3 was obtained in the same manner as in Example 3 except that the second coating layer was not cast and dried.
(比較例4)
比較例3において、第2塗工層を乾燥させた後にスーパーカレンダー処理をした以外は比較例3と同様に行い、比較例4の転写用紙を得た。
(Comparative Example 4)
In Comparative Example 3, a transfer sheet of Comparative Example 4 was obtained in the same manner as Comparative Example 3 except that the second coating layer was dried and then subjected to supercalendering.
<転写紙の調製>
以上により得られた各転写用紙に、昇華型染料インクを使用したインクジェットプリンター(JV2−130II、ミマキエンジニアリング社製)を用いて、昇華型染料インク(シアン、マゼンタ、イエロー、ブラック)による評価用図柄を印刷し、転写紙を得た。
<Preparation of transfer paper>
For each transfer paper obtained as described above, an ink jet printer (JV2-130II, manufactured by Mimaki Engineering Co., Ltd.) using a sublimation dye ink is used for evaluation with sublimation dye ink (cyan, magenta, yellow, black). Was printed to obtain a transfer paper.
<転写紙の塗工層表面強度の評価>
得られた各転写紙の評価用図柄を印刷した面上に黒布を置き、そのうえに1cm角、1.5mm厚のプラスチック板を張り付けた19.6Nの重りを載せた。次に、黒布の端を手で持って静かに水平方向に引いた。このとき、転写紙からこの黒布に付着した塗工層成分の状態について、下記の基準により官能評価した。本発明において、評価AまたはBであれば塗工層表面強度は良好であるものとした。
A:黒布に殆ど付着が認められず、良好。
B:僅かに黒布に付着が認められるが、概ね良好。
C:幾分、黒布に付着が認められるが、実用上問題無。
D:黒布に付着が認められ、実用上問題有。
<Evaluation of coating layer surface strength of transfer paper>
A black cloth was placed on the surface on which the design for evaluation of each transfer paper was printed, and a 19.6 N weight on which a 1 cm square and 1.5 mm thick plastic plate was attached was placed thereon. Next, the edge of the black cloth was held by hand and gently pulled horizontally. At this time, the state of the coating layer component adhering to the black cloth from the transfer paper was subjected to sensory evaluation according to the following criteria. In the present invention, if the evaluation is A or B, the coating layer surface strength is assumed to be good.
A: Almost no adhesion is observed on the black cloth, which is good.
B: Slight adhesion is observed on the black cloth, but it is generally good.
C: Some adhesion to the black cloth is observed, but there is no practical problem.
D: Adherence to black cloth was observed, and there was a problem in practical use.
<捺染>
被印刷物としてポリエステル布を用いた。得られた転写紙とポリエステル布とを密着させ、熱転写用プレス機(手動ワイドスインガーModel221、INSTA社製)を用いて200℃、1分間加熱し、染料をポリエステル布へ転写し、その後転写紙をポリエステル布から剥離し、図柄が形成されたポリエステル布を得た。
<Printing>
A polyester cloth was used as the substrate. The obtained transfer paper and the polyester cloth are brought into close contact with each other, heated at 200 ° C. for 1 minute using a thermal transfer press (manual wide swinger Model 221 manufactured by INSTA), and the dye is transferred to the polyester cloth. It peeled from the polyester cloth and the polyester cloth in which the pattern was formed was obtained.
<画質の評価>
図柄が形成されたポリエステル布に対して、図柄の鮮鋭性の点から、下記の基準により画質を官能評価した。本発明において、評価がAまたはBであれば画質の劣化が無いものとした。
A:良好なレベル。
B:画質の劣化が殆ど認められず、概ね良好なレベル。
C:画質の劣化が認められるが、実用上問題の無いレベル。
D:使用不可のレベル。
<Evaluation of image quality>
From the viewpoint of the sharpness of the design, the image quality of the polyester cloth on which the design was formed was sensoryly evaluated according to the following criteria. In the present invention, if the evaluation is A or B, the image quality is not deteriorated.
A: Good level.
B: Almost no deterioration in image quality is observed, and the level is generally good.
C: Deterioration in image quality is recognized, but there is no practical problem.
D: Unusable level.
<発色性の評価>
被印刷物において、昇華型染料インク3色(シアン、マゼンタ、イエロー)のベタ画像部を光学濃度計(X−rite530、サカタインクスエンジニアリング社製)を用いて色濃度を測定し、3色の色濃度値を合計した。下記の基準により判断した。本発明において、評価がAまたはBであれば発色性の低下が無いものとした。
A:合計の値が4.7以上
B:合計の値が4.4以上4.7未満
C:合計の値が4.4未満
<Evaluation of color development>
On the printed material, the color density of the solid image portion of three colors of sublimation dye ink (cyan, magenta, yellow) was measured using an optical densitometer (X-rite 530, manufactured by Sakata Inx Engineering Co., Ltd.). Totaled. Judgment was made according to the following criteria. In the present invention, if the evaluation is A or B, it is assumed that there is no decrease in color developability.
A: Total value is 4.7 or more B: Total value is 4.4 or more and less than 4.7 C: Total value is less than 4.4
評価結果を表1に示す。 The evaluation results are shown in Table 1.
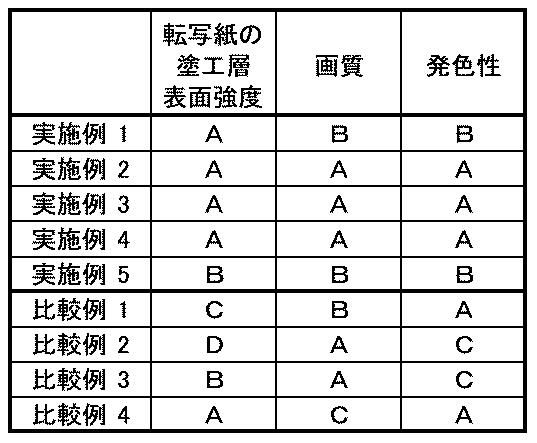
表1の評価結果から、本発明に該当する実施例1〜5は、転写紙の塗工層表面強度が良好であり、画質の劣化の無いおよび発色性の低下の無い図柄を被印刷物に形成することが可能であると分かる。本発明の構成を満足しない比較例1〜4は、これらの効果の全てを得ることができないと分かる。
実施例1および実施例5と実施例2〜4との対比から、ポリアミジン化合物のカチオン強度が4.5meq/g以上8.0meq/g以下が好ましいと分かる。
From the evaluation results in Table 1, in Examples 1 to 5 corresponding to the present invention, the coating layer surface strength of the transfer paper is good, and a pattern having no deterioration in image quality and no deterioration in color developability is formed on the substrate. You can see that it is possible. It turns out that Comparative Examples 1-4 which does not satisfy the structure of this invention cannot obtain all these effects.
From the comparison between Example 1 and Example 5 and Examples 2 to 4, it can be seen that the cation strength of the polyamidine compound is preferably 4.5 meq / g or more and 8.0 meq / g or less.
Claims (2)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016104936A JP2017209885A (en) | 2016-05-26 | 2016-05-26 | Transfer sheet |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016104936A JP2017209885A (en) | 2016-05-26 | 2016-05-26 | Transfer sheet |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017209885A true JP2017209885A (en) | 2017-11-30 |
Family
ID=60474414
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016104936A Pending JP2017209885A (en) | 2016-05-26 | 2016-05-26 | Transfer sheet |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017209885A (en) |
-
2016
- 2016-05-26 JP JP2016104936A patent/JP2017209885A/en active Pending
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2017217274A1 (en) | Transfer paper | |
| JP2017196748A (en) | Transfer paper | |
| CN109844216B (en) | Transfer paper | |
| US11104173B2 (en) | Transfer paper | |
| JP6345096B2 (en) | Printing paper used for paper printing | |
| JP6488259B2 (en) | Transfer paper | |
| JP7328186B2 (en) | Transfer printing paper | |
| JP6829040B2 (en) | Transfer paper | |
| JP2017209885A (en) | Transfer sheet | |
| JP6656203B2 (en) | Transfer paper | |
| JP6514670B2 (en) | Transfer paper | |
| JP2018202780A (en) | Transfer paper | |
| JP6463301B2 (en) | Transfer paper | |
| JP2019195921A (en) | Transfer paper | |
| JP6514667B2 (en) | Transfer paper | |
| JP6514674B2 (en) | Transfer paper | |
| JP6488258B2 (en) | Non-coated paper type transfer paper | |
| JP2019195972A (en) | Transfer paper | |
| JP6514669B2 (en) | Transfer paper | |
| JP2018001668A (en) | Transfer paper | |
| JP2018204151A (en) | Transfer paper | |
| JP6765345B2 (en) | Transfer paper | |
| JP2018058337A (en) | Transfer paper | |
| WO2021085058A1 (en) | Transfer printing paper sheet and transfer printing method | |
| JP2019195971A (en) | Transfer paper |