JP2017203192A - Coating plated sheet steel - Google Patents
Coating plated sheet steel Download PDFInfo
- Publication number
- JP2017203192A JP2017203192A JP2016095798A JP2016095798A JP2017203192A JP 2017203192 A JP2017203192 A JP 2017203192A JP 2016095798 A JP2016095798 A JP 2016095798A JP 2016095798 A JP2016095798 A JP 2016095798A JP 2017203192 A JP2017203192 A JP 2017203192A
- Authority
- JP
- Japan
- Prior art keywords
- steel sheet
- vanadium
- resin
- coated
- magnesium
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 155
- 239000010959 steel Substances 0.000 title claims abstract description 151
- 238000000576 coating method Methods 0.000 title claims abstract description 51
- 239000011248 coating agent Substances 0.000 title claims abstract description 50
- 238000007747 plating Methods 0.000 claims abstract description 83
- 229910052749 magnesium Inorganic materials 0.000 claims abstract description 75
- 239000011777 magnesium Substances 0.000 claims abstract description 75
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 claims abstract description 74
- 229910052720 vanadium Inorganic materials 0.000 claims abstract description 72
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 55
- 238000010828 elution Methods 0.000 claims description 53
- 150000003682 vanadium compounds Chemical class 0.000 claims description 36
- 229920005989 resin Polymers 0.000 claims description 34
- 239000011347 resin Substances 0.000 claims description 34
- 239000004645 polyester resin Substances 0.000 claims description 24
- 229920001225 polyester resin Polymers 0.000 claims description 24
- 239000012948 isocyanate Substances 0.000 claims description 22
- 150000002513 isocyanates Chemical class 0.000 claims description 22
- 229920001228 polyisocyanate Polymers 0.000 claims description 21
- 239000005056 polyisocyanate Substances 0.000 claims description 21
- 229920001807 Urea-formaldehyde Polymers 0.000 claims description 16
- 229920000768 polyamine Polymers 0.000 claims description 16
- 229920000728 polyester Polymers 0.000 claims description 13
- 229920000642 polymer Polymers 0.000 claims description 13
- 239000004640 Melamine resin Substances 0.000 claims description 12
- 229920000877 Melamine resin Polymers 0.000 claims description 12
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 10
- GNTDGMZSJNCJKK-UHFFFAOYSA-N divanadium pentaoxide Chemical compound O=[V](=O)O[V](=O)=O GNTDGMZSJNCJKK-UHFFFAOYSA-N 0.000 claims description 10
- 229910052782 aluminium Inorganic materials 0.000 claims description 9
- DNWNZRZGKVWORZ-UHFFFAOYSA-N calcium oxido(dioxo)vanadium Chemical compound [Ca+2].[O-][V](=O)=O.[O-][V](=O)=O DNWNZRZGKVWORZ-UHFFFAOYSA-N 0.000 claims description 8
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 claims description 7
- 150000001875 compounds Chemical class 0.000 claims description 7
- 229910052725 zinc Inorganic materials 0.000 claims description 7
- 239000011701 zinc Substances 0.000 claims description 7
- 229910001335 Galvanized steel Inorganic materials 0.000 claims description 6
- 239000003822 epoxy resin Substances 0.000 claims description 6
- 239000008397 galvanized steel Substances 0.000 claims description 6
- 229920000647 polyepoxide Polymers 0.000 claims description 6
- UNTBPXHCXVWYOI-UHFFFAOYSA-O azanium;oxido(dioxo)vanadium Chemical compound [NH4+].[O-][V](=O)=O UNTBPXHCXVWYOI-UHFFFAOYSA-O 0.000 claims description 4
- 239000007795 chemical reaction product Substances 0.000 claims description 4
- GPPXJZIENCGNKB-UHFFFAOYSA-N vanadium Chemical compound [V]#[V] GPPXJZIENCGNKB-UHFFFAOYSA-N 0.000 claims 2
- LEONUFNNVUYDNQ-UHFFFAOYSA-N vanadium atom Chemical compound [V] LEONUFNNVUYDNQ-UHFFFAOYSA-N 0.000 abstract description 68
- 238000005260 corrosion Methods 0.000 abstract description 33
- 230000007797 corrosion Effects 0.000 abstract description 33
- 239000000049 pigment Substances 0.000 abstract description 23
- ZCDOYSPFYFSLEW-UHFFFAOYSA-N chromate(2-) Chemical compound [O-][Cr]([O-])(=O)=O ZCDOYSPFYFSLEW-UHFFFAOYSA-N 0.000 abstract description 21
- 229910006776 Si—Zn Inorganic materials 0.000 abstract description 3
- 230000002195 synergetic effect Effects 0.000 abstract description 2
- 239000010410 layer Substances 0.000 description 204
- 239000003973 paint Substances 0.000 description 80
- 239000002987 primer (paints) Substances 0.000 description 80
- 239000000126 substance Substances 0.000 description 43
- 230000000052 comparative effect Effects 0.000 description 40
- 238000006243 chemical reaction Methods 0.000 description 28
- 239000003795 chemical substances by application Substances 0.000 description 23
- 238000007739 conversion coating Methods 0.000 description 18
- 238000011156 evaluation Methods 0.000 description 16
- 238000010438 heat treatment Methods 0.000 description 16
- 239000004593 Epoxy Substances 0.000 description 13
- 229910052804 chromium Inorganic materials 0.000 description 13
- 239000011651 chromium Substances 0.000 description 13
- 239000002904 solvent Substances 0.000 description 13
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 12
- 238000000034 method Methods 0.000 description 12
- 239000002981 blocking agent Substances 0.000 description 11
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 10
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 9
- 239000004814 polyurethane Substances 0.000 description 9
- 229920002635 polyurethane Polymers 0.000 description 9
- 230000003449 preventive effect Effects 0.000 description 9
- 125000002723 alicyclic group Chemical group 0.000 description 8
- 238000010494 dissociation reaction Methods 0.000 description 8
- 230000005593 dissociations Effects 0.000 description 8
- 238000005342 ion exchange Methods 0.000 description 8
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 7
- 239000000654 additive Substances 0.000 description 7
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 6
- 241001163841 Albugo ipomoeae-panduratae Species 0.000 description 6
- XEKOWRVHYACXOJ-UHFFFAOYSA-N Ethyl acetate Chemical compound CCOC(C)=O XEKOWRVHYACXOJ-UHFFFAOYSA-N 0.000 description 6
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 6
- 125000001931 aliphatic group Chemical group 0.000 description 6
- 150000001845 chromium compounds Chemical class 0.000 description 6
- -1 for example Polymers 0.000 description 6
- 239000003112 inhibitor Substances 0.000 description 6
- IQPQWNKOIGAROB-UHFFFAOYSA-N isocyanate group Chemical group [N-]=C=O IQPQWNKOIGAROB-UHFFFAOYSA-N 0.000 description 6
- 239000000463 material Substances 0.000 description 6
- 238000005259 measurement Methods 0.000 description 6
- 229920005862 polyol Polymers 0.000 description 6
- 150000003077 polyols Chemical class 0.000 description 6
- GVALZJMUIHGIMD-UHFFFAOYSA-H magnesium phosphate Chemical compound [Mg+2].[Mg+2].[Mg+2].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O GVALZJMUIHGIMD-UHFFFAOYSA-H 0.000 description 5
- 239000004137 magnesium phosphate Substances 0.000 description 5
- 229910000157 magnesium phosphate Inorganic materials 0.000 description 5
- 229960002261 magnesium phosphate Drugs 0.000 description 5
- 235000010994 magnesium phosphates Nutrition 0.000 description 5
- 239000000047 product Substances 0.000 description 5
- 238000012360 testing method Methods 0.000 description 5
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 4
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 4
- 230000000996 additive effect Effects 0.000 description 4
- HIFVAOIJYDXIJG-UHFFFAOYSA-N benzylbenzene;isocyanic acid Chemical class N=C=O.N=C=O.C=1C=CC=CC=1CC1=CC=CC=C1 HIFVAOIJYDXIJG-UHFFFAOYSA-N 0.000 description 4
- JHIVVAPYMSGYDF-UHFFFAOYSA-N cyclohexanone Chemical compound O=C1CCCCC1 JHIVVAPYMSGYDF-UHFFFAOYSA-N 0.000 description 4
- 238000004090 dissolution Methods 0.000 description 4
- 238000001035 drying Methods 0.000 description 4
- 238000009616 inductively coupled plasma Methods 0.000 description 4
- HJOVHMDZYOCNQW-UHFFFAOYSA-N isophorone Chemical compound CC1=CC(=O)CC(C)(C)C1 HJOVHMDZYOCNQW-UHFFFAOYSA-N 0.000 description 4
- 239000007788 liquid Substances 0.000 description 4
- 239000000377 silicon dioxide Substances 0.000 description 4
- NVKTUNLPFJHLCG-UHFFFAOYSA-N strontium chromate Chemical compound [Sr+2].[O-][Cr]([O-])(=O)=O NVKTUNLPFJHLCG-UHFFFAOYSA-N 0.000 description 4
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 4
- 239000004925 Acrylic resin Substances 0.000 description 3
- 229920000178 Acrylic resin Polymers 0.000 description 3
- 239000004606 Fillers/Extenders Substances 0.000 description 3
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 3
- 125000003118 aryl group Chemical group 0.000 description 3
- 238000011088 calibration curve Methods 0.000 description 3
- 239000011247 coating layer Substances 0.000 description 3
- 239000000470 constituent Substances 0.000 description 3
- 239000003431 cross linking reagent Substances 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- MTHSVFCYNBDYFN-UHFFFAOYSA-N diethylene glycol Chemical compound OCCOCCO MTHSVFCYNBDYFN-UHFFFAOYSA-N 0.000 description 3
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 239000012766 organic filler Substances 0.000 description 3
- 230000008961 swelling Effects 0.000 description 3
- IGSBHTZEJMPDSZ-UHFFFAOYSA-N 4-[(4-amino-3-methylcyclohexyl)methyl]-2-methylcyclohexan-1-amine Chemical compound C1CC(N)C(C)CC1CC1CC(C)C(N)CC1 IGSBHTZEJMPDSZ-UHFFFAOYSA-N 0.000 description 2
- DKPFZGUDAPQIHT-UHFFFAOYSA-N Butyl acetate Natural products CCCCOC(C)=O DKPFZGUDAPQIHT-UHFFFAOYSA-N 0.000 description 2
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- 239000004215 Carbon black (E152) Substances 0.000 description 2
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 2
- QIGBRXMKCJKVMJ-UHFFFAOYSA-N Hydroquinone Chemical compound OC1=CC=C(O)C=C1 QIGBRXMKCJKVMJ-UHFFFAOYSA-N 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- OFOBLEOULBTSOW-UHFFFAOYSA-N Malonic acid Chemical compound OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 2
- NTIZESTWPVYFNL-UHFFFAOYSA-N Methyl isobutyl ketone Chemical compound CC(C)CC(C)=O NTIZESTWPVYFNL-UHFFFAOYSA-N 0.000 description 2
- UIHCLUNTQKBZGK-UHFFFAOYSA-N Methyl isobutyl ketone Natural products CCC(C)C(C)=O UIHCLUNTQKBZGK-UHFFFAOYSA-N 0.000 description 2
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical compound CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 2
- KKEYFWRCBNTPAC-UHFFFAOYSA-N Terephthalic acid Chemical compound OC(=O)C1=CC=C(C(O)=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-N 0.000 description 2
- ZJCCRDAZUWHFQH-UHFFFAOYSA-N Trimethylolpropane Chemical compound CCC(CO)(CO)CO ZJCCRDAZUWHFQH-UHFFFAOYSA-N 0.000 description 2
- MCMNRKCIXSYSNV-UHFFFAOYSA-N Zirconium dioxide Chemical compound O=[Zr]=O MCMNRKCIXSYSNV-UHFFFAOYSA-N 0.000 description 2
- 239000002253 acid Substances 0.000 description 2
- WNLRTRBMVRJNCN-UHFFFAOYSA-N adipic acid Chemical compound OC(=O)CCCCC(O)=O WNLRTRBMVRJNCN-UHFFFAOYSA-N 0.000 description 2
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 2
- 125000003277 amino group Chemical group 0.000 description 2
- 239000002585 base Substances 0.000 description 2
- 239000011230 binding agent Substances 0.000 description 2
- OHJMTUPIZMNBFR-UHFFFAOYSA-N biuret Chemical compound NC(=O)NC(N)=O OHJMTUPIZMNBFR-UHFFFAOYSA-N 0.000 description 2
- 229910017052 cobalt Inorganic materials 0.000 description 2
- 239000010941 cobalt Substances 0.000 description 2
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 2
- 238000001723 curing Methods 0.000 description 2
- 238000009792 diffusion process Methods 0.000 description 2
- 238000007598 dipping method Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- JBKVHLHDHHXQEQ-UHFFFAOYSA-N epsilon-caprolactam Chemical compound O=C1CCCCCN1 JBKVHLHDHHXQEQ-UHFFFAOYSA-N 0.000 description 2
- 239000003759 ester based solvent Substances 0.000 description 2
- 125000001495 ethyl group Chemical group [H]C([H])([H])C([H])([H])* 0.000 description 2
- 230000009477 glass transition Effects 0.000 description 2
- FUZZWVXGSFPDMH-UHFFFAOYSA-N hexanoic acid Chemical compound CCCCCC(O)=O FUZZWVXGSFPDMH-UHFFFAOYSA-N 0.000 description 2
- 229930195733 hydrocarbon Natural products 0.000 description 2
- 150000002430 hydrocarbons Chemical class 0.000 description 2
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 239000012535 impurity Substances 0.000 description 2
- 239000011256 inorganic filler Substances 0.000 description 2
- 229910003475 inorganic filler Inorganic materials 0.000 description 2
- 229910000398 iron phosphate Inorganic materials 0.000 description 2
- WBJZTOZJJYAKHQ-UHFFFAOYSA-K iron(3+) phosphate Chemical compound [Fe+3].[O-]P([O-])([O-])=O WBJZTOZJJYAKHQ-UHFFFAOYSA-K 0.000 description 2
- ZFSLODLOARCGLH-UHFFFAOYSA-N isocyanuric acid Chemical compound OC1=NC(O)=NC(O)=N1 ZFSLODLOARCGLH-UHFFFAOYSA-N 0.000 description 2
- QQVIHTHCMHWDBS-UHFFFAOYSA-N isophthalic acid Chemical compound OC(=O)C1=CC=CC(C(O)=O)=C1 QQVIHTHCMHWDBS-UHFFFAOYSA-N 0.000 description 2
- 239000005453 ketone based solvent Substances 0.000 description 2
- 229910052747 lanthanoid Inorganic materials 0.000 description 2
- 150000002602 lanthanoids Chemical class 0.000 description 2
- 238000004949 mass spectrometry Methods 0.000 description 2
- 150000007974 melamines Chemical class 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 229910044991 metal oxide Inorganic materials 0.000 description 2
- 150000004706 metal oxides Chemical class 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- BDJRBEYXGGNYIS-UHFFFAOYSA-N nonanedioic acid Chemical compound OC(=O)CCCCCCCC(O)=O BDJRBEYXGGNYIS-UHFFFAOYSA-N 0.000 description 2
- XNGIFLGASWRNHJ-UHFFFAOYSA-N phthalic acid Chemical compound OC(=O)C1=CC=CC=C1C(O)=O XNGIFLGASWRNHJ-UHFFFAOYSA-N 0.000 description 2
- 239000012508 resin bead Substances 0.000 description 2
- 229920006395 saturated elastomer Polymers 0.000 description 2
- CXMXRPHRNRROMY-UHFFFAOYSA-N sebacic acid Chemical compound OC(=O)CCCCCCCCC(O)=O CXMXRPHRNRROMY-UHFFFAOYSA-N 0.000 description 2
- 229910052710 silicon Inorganic materials 0.000 description 2
- 239000010703 silicon Substances 0.000 description 2
- 239000007921 spray Substances 0.000 description 2
- DVKJHBMWWAPEIU-UHFFFAOYSA-N toluene 2,4-diisocyanate Chemical compound CC1=CC=C(N=C=O)C=C1N=C=O DVKJHBMWWAPEIU-UHFFFAOYSA-N 0.000 description 2
- ARCGXLSVLAOJQL-UHFFFAOYSA-N trimellitic acid Chemical compound OC(=O)C1=CC=C(C(O)=O)C(C(O)=O)=C1 ARCGXLSVLAOJQL-UHFFFAOYSA-N 0.000 description 2
- LSGOVYNHVSXFFJ-UHFFFAOYSA-N vanadate(3-) Chemical compound [O-][V]([O-])([O-])=O LSGOVYNHVSXFFJ-UHFFFAOYSA-N 0.000 description 2
- 239000008096 xylene Substances 0.000 description 2
- LRXTYHSAJDENHV-UHFFFAOYSA-H zinc phosphate Chemical compound [Zn+2].[Zn+2].[Zn+2].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O LRXTYHSAJDENHV-UHFFFAOYSA-H 0.000 description 2
- 229910000165 zinc phosphate Inorganic materials 0.000 description 2
- PUPZLCDOIYMWBV-UHFFFAOYSA-N (+/-)-1,3-Butanediol Chemical compound CC(O)CCO PUPZLCDOIYMWBV-UHFFFAOYSA-N 0.000 description 1
- FKTHNVSLHLHISI-UHFFFAOYSA-N 1,2-bis(isocyanatomethyl)benzene Chemical compound O=C=NCC1=CC=CC=C1CN=C=O FKTHNVSLHLHISI-UHFFFAOYSA-N 0.000 description 1
- ZXHZWRZAWJVPIC-UHFFFAOYSA-N 1,2-diisocyanatonaphthalene Chemical compound C1=CC=CC2=C(N=C=O)C(N=C=O)=CC=C21 ZXHZWRZAWJVPIC-UHFFFAOYSA-N 0.000 description 1
- XEFUJGURFLOFAN-UHFFFAOYSA-N 1,3-dichloro-5-isocyanatobenzene Chemical compound ClC1=CC(Cl)=CC(N=C=O)=C1 XEFUJGURFLOFAN-UHFFFAOYSA-N 0.000 description 1
- PXGZQGDTEZPERC-UHFFFAOYSA-N 1,4-cyclohexanedicarboxylic acid Chemical compound OC(=O)C1CCC(C(O)=O)CC1 PXGZQGDTEZPERC-UHFFFAOYSA-N 0.000 description 1
- RTBFRGCFXZNCOE-UHFFFAOYSA-N 1-methylsulfonylpiperidin-4-one Chemical compound CS(=O)(=O)N1CCC(=O)CC1 RTBFRGCFXZNCOE-UHFFFAOYSA-N 0.000 description 1
- QFGCFKJIPBRJGM-UHFFFAOYSA-N 12-[(2-methylpropan-2-yl)oxy]-12-oxododecanoic acid Chemical compound CC(C)(C)OC(=O)CCCCCCCCCCC(O)=O QFGCFKJIPBRJGM-UHFFFAOYSA-N 0.000 description 1
- BWLBGMIXKSTLSX-UHFFFAOYSA-N 2-hydroxyisobutyric acid Chemical compound CC(C)(O)C(O)=O BWLBGMIXKSTLSX-UHFFFAOYSA-N 0.000 description 1
- QTWJRLJHJPIABL-UHFFFAOYSA-N 2-methylphenol;3-methylphenol;4-methylphenol Chemical compound CC1=CC=C(O)C=C1.CC1=CC=CC(O)=C1.CC1=CC=CC=C1O QTWJRLJHJPIABL-UHFFFAOYSA-N 0.000 description 1
- RNLHGQLZWXBQNY-UHFFFAOYSA-N 3-(aminomethyl)-3,5,5-trimethylcyclohexan-1-amine Chemical compound CC1(C)CC(N)CC(C)(CN)C1 RNLHGQLZWXBQNY-UHFFFAOYSA-N 0.000 description 1
- UPMLOUAZCHDJJD-UHFFFAOYSA-N 4,4'-Diphenylmethane Diisocyanate Chemical compound C1=CC(N=C=O)=CC=C1CC1=CC=C(N=C=O)C=C1 UPMLOUAZCHDJJD-UHFFFAOYSA-N 0.000 description 1
- JCGWKDDAKPGTJK-UHFFFAOYSA-N 4-(4-aminocyclohexyl)sulfonylcyclohexan-1-amine Chemical compound C1CC(N)CCC1S(=O)(=O)C1CCC(N)CC1 JCGWKDDAKPGTJK-UHFFFAOYSA-N 0.000 description 1
- DZIHTWJGPDVSGE-UHFFFAOYSA-N 4-[(4-aminocyclohexyl)methyl]cyclohexan-1-amine Chemical compound C1CC(N)CCC1CC1CCC(N)CC1 DZIHTWJGPDVSGE-UHFFFAOYSA-N 0.000 description 1
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 229910052582 BN Inorganic materials 0.000 description 1
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 1
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 description 1
- OYPRJOBELJOOCE-UHFFFAOYSA-N Calcium Chemical compound [Ca] OYPRJOBELJOOCE-UHFFFAOYSA-N 0.000 description 1
- 229910052684 Cerium Inorganic materials 0.000 description 1
- FBPFZTCFMRRESA-FSIIMWSLSA-N D-Glucitol Natural products OC[C@H](O)[C@H](O)[C@@H](O)[C@H](O)CO FBPFZTCFMRRESA-FSIIMWSLSA-N 0.000 description 1
- FBPFZTCFMRRESA-JGWLITMVSA-N D-glucitol Chemical compound OC[C@H](O)[C@@H](O)[C@H](O)[C@H](O)CO FBPFZTCFMRRESA-JGWLITMVSA-N 0.000 description 1
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 1
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- IAYPIBMASNFSPL-UHFFFAOYSA-N Ethylene oxide Chemical compound C1CO1 IAYPIBMASNFSPL-UHFFFAOYSA-N 0.000 description 1
- 229910052693 Europium Inorganic materials 0.000 description 1
- 239000005057 Hexamethylene diisocyanate Substances 0.000 description 1
- 229910000677 High-carbon steel Inorganic materials 0.000 description 1
- 239000005058 Isophorone diisocyanate Substances 0.000 description 1
- 229910001209 Low-carbon steel Inorganic materials 0.000 description 1
- 229910052779 Neodymium Inorganic materials 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 229910019142 PO4 Inorganic materials 0.000 description 1
- ALQSHHUCVQOPAS-UHFFFAOYSA-N Pentane-1,5-diol Chemical compound OCCCCCO ALQSHHUCVQOPAS-UHFFFAOYSA-N 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 229910052777 Praseodymium Inorganic materials 0.000 description 1
- 229910052773 Promethium Inorganic materials 0.000 description 1
- GOOHAUXETOMSMM-UHFFFAOYSA-N Propylene oxide Chemical compound CC1CO1 GOOHAUXETOMSMM-UHFFFAOYSA-N 0.000 description 1
- 229910052772 Samarium Inorganic materials 0.000 description 1
- 239000006087 Silane Coupling Agent Substances 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical class [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 1
- KDYFGRWQOYBRFD-UHFFFAOYSA-N Succinic acid Natural products OC(=O)CCC(O)=O KDYFGRWQOYBRFD-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 229910021551 Vanadium(III) chloride Inorganic materials 0.000 description 1
- 229910021542 Vanadium(IV) oxide Inorganic materials 0.000 description 1
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 description 1
- 229910001297 Zn alloy Inorganic materials 0.000 description 1
- YIMQCDZDWXUDCA-UHFFFAOYSA-N [4-(hydroxymethyl)cyclohexyl]methanol Chemical compound OCC1CCC(CO)CC1 YIMQCDZDWXUDCA-UHFFFAOYSA-N 0.000 description 1
- QUEDYRXQWSDKKG-UHFFFAOYSA-M [O-2].[O-2].[V+5].[OH-] Chemical compound [O-2].[O-2].[V+5].[OH-] QUEDYRXQWSDKKG-UHFFFAOYSA-M 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 239000001361 adipic acid Substances 0.000 description 1
- 235000011037 adipic acid Nutrition 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 239000003513 alkali Substances 0.000 description 1
- 125000000217 alkyl group Chemical group 0.000 description 1
- ILRRQNADMUWWFW-UHFFFAOYSA-K aluminium phosphate Chemical compound O1[Al]2OP1(=O)O2 ILRRQNADMUWWFW-UHFFFAOYSA-K 0.000 description 1
- 150000001412 amines Chemical class 0.000 description 1
- JFCQEDHGNNZCLN-UHFFFAOYSA-N anhydrous glutaric acid Natural products OC(=O)CCCC(O)=O JFCQEDHGNNZCLN-UHFFFAOYSA-N 0.000 description 1
- 239000002518 antifoaming agent Substances 0.000 description 1
- 229910052788 barium Inorganic materials 0.000 description 1
- DSAJWYNOEDNPEQ-UHFFFAOYSA-N barium atom Chemical compound [Ba] DSAJWYNOEDNPEQ-UHFFFAOYSA-N 0.000 description 1
- RCMWGBKVFBTLCW-UHFFFAOYSA-N barium(2+);dioxido(dioxo)molybdenum Chemical compound [Ba+2].[O-][Mo]([O-])(=O)=O RCMWGBKVFBTLCW-UHFFFAOYSA-N 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- 229910052790 beryllium Inorganic materials 0.000 description 1
- ATBAMAFKBVZNFJ-UHFFFAOYSA-N beryllium atom Chemical compound [Be] ATBAMAFKBVZNFJ-UHFFFAOYSA-N 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 229910052796 boron Inorganic materials 0.000 description 1
- 239000004566 building material Substances 0.000 description 1
- KDYFGRWQOYBRFD-NUQCWPJISA-N butanedioic acid Chemical compound O[14C](=O)CC[14C](O)=O KDYFGRWQOYBRFD-NUQCWPJISA-N 0.000 description 1
- 229910052791 calcium Inorganic materials 0.000 description 1
- 239000011575 calcium Substances 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- BRPQOXSCLDDYGP-UHFFFAOYSA-N calcium oxide Chemical compound [O-2].[Ca+2] BRPQOXSCLDDYGP-UHFFFAOYSA-N 0.000 description 1
- 239000000292 calcium oxide Substances 0.000 description 1
- ODINCKMPIJJUCX-UHFFFAOYSA-N calcium oxide Inorganic materials [Ca]=O ODINCKMPIJJUCX-UHFFFAOYSA-N 0.000 description 1
- BIOOACNPATUQFW-UHFFFAOYSA-N calcium;dioxido(dioxo)molybdenum Chemical compound [Ca+2].[O-][Mo]([O-])(=O)=O BIOOACNPATUQFW-UHFFFAOYSA-N 0.000 description 1
- 239000004202 carbamide Substances 0.000 description 1
- 150000001732 carboxylic acid derivatives Chemical class 0.000 description 1
- 239000003054 catalyst Substances 0.000 description 1
- ZMIGMASIKSOYAM-UHFFFAOYSA-N cerium Chemical compound [Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce] ZMIGMASIKSOYAM-UHFFFAOYSA-N 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000008199 coating composition Substances 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 229930003836 cresol Natural products 0.000 description 1
- YMHQVDAATAEZLO-UHFFFAOYSA-N cyclohexane-1,1-diamine Chemical class NC1(N)CCCCC1 YMHQVDAATAEZLO-UHFFFAOYSA-N 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000007123 defense Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 125000005442 diisocyanate group Chemical group 0.000 description 1
- 239000002270 dispersing agent Substances 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 239000003995 emulsifying agent Substances 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- OGPBJKLSAFTDLK-UHFFFAOYSA-N europium atom Chemical compound [Eu] OGPBJKLSAFTDLK-UHFFFAOYSA-N 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 239000007888 film coating Substances 0.000 description 1
- 238000009501 film coating Methods 0.000 description 1
- 229910021485 fumed silica Inorganic materials 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 235000011187 glycerol Nutrition 0.000 description 1
- RRAMGCGOFNQTLD-UHFFFAOYSA-N hexamethylene diisocyanate Chemical compound O=C=NCCCCCCN=C=O RRAMGCGOFNQTLD-UHFFFAOYSA-N 0.000 description 1
- XXMIOPMDWAUFGU-UHFFFAOYSA-N hexane-1,6-diol Chemical compound OCCCCCCO XXMIOPMDWAUFGU-UHFFFAOYSA-N 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 239000003999 initiator Substances 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- NIMLQBUJDJZYEJ-UHFFFAOYSA-N isophorone diisocyanate Chemical compound CC1(C)CC(N=C=O)CC(C)(CN=C=O)C1 NIMLQBUJDJZYEJ-UHFFFAOYSA-N 0.000 description 1
- 229910052746 lanthanum Inorganic materials 0.000 description 1
- FZLIPJUXYLNCLC-UHFFFAOYSA-N lanthanum atom Chemical compound [La] FZLIPJUXYLNCLC-UHFFFAOYSA-N 0.000 description 1
- ZLNQQNXFFQJAID-UHFFFAOYSA-L magnesium carbonate Chemical compound [Mg+2].[O-]C([O-])=O ZLNQQNXFFQJAID-UHFFFAOYSA-L 0.000 description 1
- 239000001095 magnesium carbonate Substances 0.000 description 1
- 229910000021 magnesium carbonate Inorganic materials 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- ALTWGIIQPLQAAM-UHFFFAOYSA-N metavanadate Chemical compound [O-][V](=O)=O ALTWGIIQPLQAAM-UHFFFAOYSA-N 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- VLAPMBHFAWRUQP-UHFFFAOYSA-L molybdic acid Chemical compound O[Mo](O)(=O)=O VLAPMBHFAWRUQP-UHFFFAOYSA-L 0.000 description 1
- 239000000178 monomer Substances 0.000 description 1
- ITZPOSYADVYECJ-UHFFFAOYSA-N n'-cyclohexylpropane-1,3-diamine Chemical compound NCCCNC1CCCCC1 ITZPOSYADVYECJ-UHFFFAOYSA-N 0.000 description 1
- WHIVNJATOVLWBW-UHFFFAOYSA-N n-butan-2-ylidenehydroxylamine Chemical compound CCC(C)=NO WHIVNJATOVLWBW-UHFFFAOYSA-N 0.000 description 1
- KYTZHLUVELPASH-UHFFFAOYSA-N naphthalene-1,2-dicarboxylic acid Chemical compound C1=CC=CC2=C(C(O)=O)C(C(=O)O)=CC=C21 KYTZHLUVELPASH-UHFFFAOYSA-N 0.000 description 1
- QEFYFXOXNSNQGX-UHFFFAOYSA-N neodymium atom Chemical compound [Nd] QEFYFXOXNSNQGX-UHFFFAOYSA-N 0.000 description 1
- SLCVBVWXLSEKPL-UHFFFAOYSA-N neopentyl glycol Chemical compound OCC(C)(C)CO SLCVBVWXLSEKPL-UHFFFAOYSA-N 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- RVTZCBVAJQQJTK-UHFFFAOYSA-N oxygen(2-);zirconium(4+) Chemical compound [O-2].[O-2].[Zr+4] RVTZCBVAJQQJTK-UHFFFAOYSA-N 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- WXZMFSXDPGVJKK-UHFFFAOYSA-N pentaerythritol Chemical compound OCC(CO)(CO)CO WXZMFSXDPGVJKK-UHFFFAOYSA-N 0.000 description 1
- PHEDXBVPIONUQT-RGYGYFBISA-N phorbol 13-acetate 12-myristate Chemical compound C([C@]1(O)C(=O)C(C)=C[C@H]1[C@@]1(O)[C@H](C)[C@H]2OC(=O)CCCCCCCCCCCCC)C(CO)=C[C@H]1[C@H]1[C@]2(OC(C)=O)C1(C)C PHEDXBVPIONUQT-RGYGYFBISA-N 0.000 description 1
- 239000010452 phosphate Substances 0.000 description 1
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 description 1
- QVLTXCYWHPZMCA-UHFFFAOYSA-N po4-po4 Chemical compound OP(O)(O)=O.OP(O)(O)=O QVLTXCYWHPZMCA-UHFFFAOYSA-N 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 238000006068 polycondensation reaction Methods 0.000 description 1
- 229920005906 polyester polyol Polymers 0.000 description 1
- 229920000570 polyether Polymers 0.000 description 1
- 238000006116 polymerization reaction Methods 0.000 description 1
- 229920006389 polyphenyl polymer Polymers 0.000 description 1
- 239000011527 polyurethane coating Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- PUDIUYLPXJFUGB-UHFFFAOYSA-N praseodymium atom Chemical compound [Pr] PUDIUYLPXJFUGB-UHFFFAOYSA-N 0.000 description 1
- VQMWBBYLQSCNPO-UHFFFAOYSA-N promethium atom Chemical compound [Pm] VQMWBBYLQSCNPO-UHFFFAOYSA-N 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 229910052705 radium Inorganic materials 0.000 description 1
- HCWPIIXVSYCSAN-UHFFFAOYSA-N radium atom Chemical compound [Ra] HCWPIIXVSYCSAN-UHFFFAOYSA-N 0.000 description 1
- 238000007151 ring opening polymerisation reaction Methods 0.000 description 1
- 238000007665 sagging Methods 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- KZUNJOHGWZRPMI-UHFFFAOYSA-N samarium atom Chemical compound [Sm] KZUNJOHGWZRPMI-UHFFFAOYSA-N 0.000 description 1
- 229910052706 scandium Inorganic materials 0.000 description 1
- SIXSYDAISGFNSX-UHFFFAOYSA-N scandium atom Chemical compound [Sc] SIXSYDAISGFNSX-UHFFFAOYSA-N 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
- GQJPVGNFTLBCIQ-UHFFFAOYSA-L sodium;zirconium(4+);carbonate Chemical compound [Na+].[Zr+4].[O-]C([O-])=O GQJPVGNFTLBCIQ-UHFFFAOYSA-L 0.000 description 1
- 239000000600 sorbitol Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 229910052712 strontium Inorganic materials 0.000 description 1
- CIOAGBVUUVVLOB-UHFFFAOYSA-N strontium atom Chemical compound [Sr] CIOAGBVUUVVLOB-UHFFFAOYSA-N 0.000 description 1
- 150000005846 sugar alcohols Polymers 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- ZIBGPFATKBEMQZ-UHFFFAOYSA-N triethylene glycol Chemical compound OCCOCCOCCO ZIBGPFATKBEMQZ-UHFFFAOYSA-N 0.000 description 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 239000010937 tungsten Substances 0.000 description 1
- GRUMUEUJTSXQOI-UHFFFAOYSA-N vanadium dioxide Chemical compound O=[V]=O GRUMUEUJTSXQOI-UHFFFAOYSA-N 0.000 description 1
- JBIQAPKSNFTACH-UHFFFAOYSA-K vanadium oxytrichloride Chemical compound Cl[V](Cl)(Cl)=O JBIQAPKSNFTACH-UHFFFAOYSA-K 0.000 description 1
- HQYCOEXWFMFWLR-UHFFFAOYSA-K vanadium(iii) chloride Chemical compound [Cl-].[Cl-].[Cl-].[V+3] HQYCOEXWFMFWLR-UHFFFAOYSA-K 0.000 description 1
- UUUGYDOQQLOJQA-UHFFFAOYSA-L vanadyl sulfate Chemical compound [V+2]=O.[O-]S([O-])(=O)=O UUUGYDOQQLOJQA-UHFFFAOYSA-L 0.000 description 1
- 229910052727 yttrium Inorganic materials 0.000 description 1
- VWQVUPCCIRVNHF-UHFFFAOYSA-N yttrium atom Chemical compound [Y] VWQVUPCCIRVNHF-UHFFFAOYSA-N 0.000 description 1
- 229910052726 zirconium Inorganic materials 0.000 description 1
- 150000003755 zirconium compounds Chemical class 0.000 description 1
- 229910001928 zirconium oxide Inorganic materials 0.000 description 1
Images






Landscapes
- Laminated Bodies (AREA)
- Paints Or Removers (AREA)
- Coating With Molten Metal (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
Abstract
Description
本発明は、塗装めっき鋼板に関する。 The present invention relates to a coated plated steel sheet.
従来、めっき鋼板に塗装を施すことで得られる塗装めっき鋼板は、建材用途に広く用いられている。このような塗装めっき鋼板は、切断、成形加工され、端面がむき出しとなったまま施工されることが多い。この端面の耐食性は塗装めっき鋼板の他の部位の耐食性に比べて劣り、長期間にわたり屋外に曝露すると、端面からエッジクリープが進行するおそれがある。エッジクリープとは、塗膜の下のめっき鋼板が腐食され、塗膜が膨れた状態となる現象をいう。 Conventionally, a coated plated steel sheet obtained by coating a plated steel sheet has been widely used for building materials. Such a coated plated steel sheet is often cut and molded and applied with the end face exposed. The corrosion resistance of this end face is inferior to the corrosion resistance of other parts of the coated plated steel sheet, and edge creep may progress from the end face when exposed to the outdoors for a long period of time. Edge creep is a phenomenon in which the plated steel sheet under the coating is corroded and the coating is swollen.
端面の耐食性を向上させるため、塗装めっき鋼板の製造時に、塗装下地処理として、クロメート処理をめっき鋼板に施すことが行われている。 In order to improve the corrosion resistance of the end face, a chromate treatment is performed on the plated steel plate as a coating base treatment during the production of the coated steel plate.
近年、クロムの溶出による環境への悪影響が懸念されていることから、クロメート処理及びプライマー層中のクロメート系の顔料を要することなく、端面の耐食性が高い塗装めっき鋼板が検討されている。 In recent years, since there is a concern about the adverse effects on the environment caused by elution of chromium, a coated plated steel sheet having high end surface corrosion resistance has been studied without requiring chromate treatment and a chromate pigment in the primer layer.
例えば、特許文献1には、アルミニウム/亜鉛合金めっき鋼板(Al 55%)上に非晶質MgO−V2O5系化合物を含有するクロメートフリー塗料組成物を塗装して得られた塗膜を備えるプレコート鋼板が具体的に開示されている。また、特許文献2には、アルミニウム亜鉛めっき鋼板の表面に、五酸化バナジウム及び炭酸マグネシウムを含有するクロメートフリー防錆塗膜を備える塗装鋼板が具体的に開示されている。
For example,
しかしながら、特許文献1,2に開示されているような、クロメート処理を要しない塗装めっき鋼板の端面の耐食性を、更に向上させる必要があった。
However, it is necessary to further improve the corrosion resistance of the end face of the coated plated steel sheet that does not require chromate treatment as disclosed in
本発明の目的は、クロメート処理及びプライマー層中のクロメート系の顔料を要することなく、端面耐食性に優れる塗装めっき鋼板を提供することである。 An object of the present invention is to provide a coated steel sheet having excellent end face corrosion resistance without requiring chromate treatment and a chromate pigment in a primer layer.
本発明の一態様に係る塗装めっき鋼板は、鋼板及び前記鋼板を覆うめっき層を備えるめっき鋼板と、前記めっき層を覆うプライマー層と、前記プライマー層を覆うトップ層とを備え、前記めっき層は、マグネシウムを含有し、前記プライマー層は、バナジウム化合物を含有する。 The coated plated steel sheet according to an aspect of the present invention includes a plated steel sheet including a steel sheet and a plated layer covering the steel sheet, a primer layer covering the plated layer, and a top layer covering the primer layer, And magnesium, and the primer layer contains a vanadium compound.
本発明の一態様において、前記めっき層は、アルミニウム及び亜鉛を含有することが好ましい。 1 aspect of this invention WHEREIN: It is preferable that the said plating layer contains aluminum and zinc.
本発明の一態様において、前記めっき層に対する、前記マグネシウムの量は、0.5〜10質量%の範囲内であることが好ましい。 1 aspect of this invention WHEREIN: It is preferable that the quantity of the said magnesium with respect to the said plating layer exists in the range of 0.5-10 mass%.
本発明の一態様において、前記めっき層の両面付着量は50〜300g/m2の範囲内であることが好ましい。 1 aspect of this invention WHEREIN: It is preferable that the double-sided adhesion amount of the said plating layer exists in the range of 50-300 g / m < 2 >.
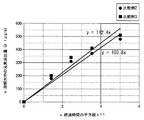
本発明の一態様において、前記塗装めっき鋼板の端面からイオン交換水中への、前記端面の長さあたりのマグネシウム及びバナジウムの溶出量の合計が、経過時間の平方根に比例して増加し、その比例係数A1が1.35(μg/m)/(時)0.5より大きいことが好ましい。 In one aspect of the present invention, the total elution amount of magnesium and vanadium per end face length from the end face of the coated steel sheet into the ion exchange water increases in proportion to the square root of the elapsed time, The coefficient A1 is preferably greater than 1.35 (μg / m) / (hour) 0.5 .
本発明の一態様において、前記塗装めっき鋼板の端面からイオン交換水中への、前記端面の長さあたりのバナジウムの溶出量の合計が、経過時間の平方根に比例して増加し、その比例係数A2が0.3(μg/m)/(時)0.5より大きいことが好ましい。 In one aspect of the present invention, the total amount of vanadium eluted from the end face of the coated steel sheet into the ion-exchanged water per length of the end face increases in proportion to the square root of the elapsed time, and its proportionality factor A2 Is preferably greater than 0.3 (μg / m) / (hour) 0.5 .
本発明の一態様において、前記バナジウム化合物は、バナジン酸カルシウム、五酸化バナジウム及びメタバナジン酸アンモニウムからなる群より選ばれる少なくとも一種の化合物を含有することが好ましい。 In one embodiment of the present invention, the vanadium compound preferably contains at least one compound selected from the group consisting of calcium vanadate, vanadium pentoxide, and ammonium metavanadate.
本発明の一態様において、前記プライマー層は、ポリアミンとポリイソシアネートとの反応生成物からなる尿素樹脂、メラミン樹脂で架橋されているポリエステル樹脂、イソシアネート樹脂で架橋されているポリエステル樹脂、メラミン樹脂及びイソシアネート樹脂で架橋しているポリエステル樹脂、エポキシ樹脂、並びに水性ポリマーからなる群より選ばれる少なくとも一種の樹脂を含有することが好ましい。 In one aspect of the present invention, the primer layer includes a urea resin formed from a reaction product of a polyamine and a polyisocyanate, a polyester resin crosslinked with a melamine resin, a polyester resin crosslinked with an isocyanate resin, a melamine resin, and an isocyanate. It is preferable to contain at least one resin selected from the group consisting of a polyester resin crosslinked with a resin, an epoxy resin, and an aqueous polymer.
本発明によれば、クロメート処理及びプライマー層中のクロメート系の顔料を要しなくとも、端面耐食性に優れる塗装めっき鋼板が得られる。 According to the present invention, a coated plated steel sheet having excellent end surface corrosion resistance can be obtained without requiring chromate treatment and a chromate pigment in the primer layer.
以下、本発明の実施の形態を説明する。 Embodiments of the present invention will be described below.
[本発明の第一実施形態]
本発明の第一実施形態に係る塗装めっき鋼板1は、図1に示すように、鋼板11の第一面上に、第一めっき層12、第一化成処理皮膜20、第一プライマー層30及び第一トップ層40がこの順で積層されているとともに、鋼板11の第一面とは反対側の第二面上に、第二めっき層13、第二化成処理皮膜50、第二プライマー層60、及び第二トップ層70がこの順に積層されている。以下、第一めっき層12及び第二めっき層13を単にめっき層12,13と、第一化成処理皮膜20及び第二化成処理皮膜50を単に化成処理皮膜20,50と、第一プライマー層30及び第二プライマー層60を単にプライマー層30,60と、第一トップ層40及び第二トップ層70を単にトップ層40,70という場合がある。
[First embodiment of the present invention]
As shown in FIG. 1, the coated plated
第一めっき層12は鋼板11の第一面を覆っている。第一化成処理皮膜20は第一めっき層12を覆っている。第一プライマー層30は第一化成処理皮膜20を覆っている。すなわち、第一プライマー層30は第一めっき層12を覆っている。第一トップ層40は第一プライマー層30を覆っている。第二めっき層13は鋼板11の第二面を覆っている。第二化成処理皮膜50は第二めっき層13を覆っている。第二プライマー層60は第二化成処理皮膜50を覆っている。すなわち、第二プライマー層60は第二めっき層13を覆っている。第二トップ層70は第二プライマー層60を覆っている。塗装めっき鋼板1は、第一トップ層40側の面を表面として、第二トップ層70側の面を裏面として使用される。
The
第一実施形態では、めっき層12,13はマグネシウムを含有し、プライマー層30,60はバナジウム化合物を含有する。これにより、めっき層12,13がマグネシウムを含有しない場合と比べて、塗装めっき鋼板1の端面耐食性が著しく向上する。この端面耐食性の著しい向上は、マグネシウムのみによって発揮されるものではなく、めっき層12,13中のマグネシウムとプライマー層30,60中のバナジウム化合物との相乗効果によってはじめて発揮されるものである。このことは、イオン交換水中や塩水中(以下、水中という場合がある)における、端面からのバナジウムの溶出量から確認できる。めっき層12,13がマグネシウムを含有する。そのため、めっき層12,13がマグネシウムを含有しない場合に比べて、端面からのバナジウムの溶出量が著しく増大する。このことから、めっき層12,13中のマグネシウムが端面からのバナジウム化合物の溶出を促進することがわかる。溶出したバナジウムがインヒビター(腐食抑制物質)としてエッジクリープの進行を抑制する。これにより、塗装めっき鋼板1の端面耐食性が著しく向上する。
In the first embodiment, the plating layers 12 and 13 contain magnesium, and the primer layers 30 and 60 contain a vanadium compound. Thereby, compared with the case where the plating layers 12 and 13 do not contain magnesium, the end surface corrosion resistance of the coated plated
このようにめっき層12,13がマグネシウムを含有すると、めっき層12,13がマグネシウムを含有しない場合に比べ、バナジウムが水中に溶出しやすくなる傾向にある。塗膜中のバナジウムの溶出速度に対するめっき被膜中のマグネシウムの促進効果について、そのメカニズムの詳細については不明な点があるが、バナジウムがマグネシウムと非晶質の酸化物を形成する性質があることが関連していると考えられる。 Thus, when the plating layers 12 and 13 contain magnesium, it exists in the tendency for vanadium to elute in water easily compared with the case where the plating layers 12 and 13 do not contain magnesium. Regarding the effect of promoting magnesium in the plating film on the elution rate of vanadium in the coating film, the details of the mechanism are unclear, but vanadium has the property of forming an amorphous oxide with magnesium. It seems to be related.
塗装めっき鋼板1の端面におけるプライマー層30,60から水中への、端面の長さあたりのバナジウム、マグネシウムの溶出速度は、時間の経過とともに減少するが、めっきの種類と塗膜中のバナジウム化合物、防錆顔料の種類の組み合わせによって、その挙動が異なる。例えば、ガルバリウム鋼板(登録商標)などのめっき層がマグネシウムを含有しないめっき鋼板にクロメートフリー塗膜を施したものより、塗装めっき鋼板1は、マグネシウム及びバナジウムの溶出速度が大きくなる。そのことによって、アルミニウムや亜鉛の腐食の進行を抑制することができる。なお、端面には、塗装めっき鋼板1が切断されている場合の切断面が含まれる。端面の長さとは、この端面の、塗装めっき鋼板1の厚み方向と直交する方向に沿った長さである。
The elution rate of vanadium and magnesium per length of the end face from the primer layers 30 and 60 on the end face of the coated plated
マグネシウム及びバナジウムの溶出速度は、塗装めっき鋼板1を切断して得られた平面視5mm×50mmの寸法の短冊状のサンプルの端面の長さあたりのマグネシウム及びバナジウムの溶出量の合計の経時変化から知ることができる。サンプルの端面の長さあたりのマグネシウム及びバナジウムの溶出量の合計は、建築物などに設置される前の塗装めっき鋼板1について測定される値である。このサンプルの端面の長さあたりのマグネシウム及びバナジウムの溶出量の合計の測定にあたっては、塗装めっき鋼板1を切断し、平面視5mm×50mmの寸法の短冊状のサンプルを得、得られた25個のサンプルを、温度20℃、体積100cm3のイオン交換水中に浸漬する。これにより、サンプルの端面においてプライマー層30,60からイオン交換水中へマグネシウム及びバナジウムを溶出させ、マグネシウム及びバナジウムを含有する溶解水を得る。続いて、この溶解水中のマグネシウム及びバナジウムの量の合計を測定する。マグネシウム及びバナジウムの量の合計を測定するにあたっては、例えば、ICP(誘導結合プラズマ)質量分析法に基づいて、検量線法により、溶解水中のマグネシウムの量、バナジウムの量のそれぞれを求め、マグネシウム及びバナジウムの量の合計を導出する。そして、導出したマグネシウム及びバナジウムの量の合計をサンプルの端面の長さで除算して、溶解水中のサンプルの端面の長さあたりのマグネシウム及びバナジウムの量の合計を導出する。これにより、得られた値がサンプルの端面の長さあたりのマグネシウム及びバナジウムの溶出量の合計に相当する。ここで、サンプルの端面の長さとは、サンプル1個あたりの端面の長さに、すなわちサンプルの平面視における外周の長さに、サンプルの個数を乗算した長さであり、第一実施形態では、2750mm(110mm×25)である。そして、サンプルをイオン交換水中に浸漬した時点からの経過時間に対するマグネシウム及びバナジウムの溶出量の合計の変化量を求めることで、マグネシウム及びバナジウムの溶出速度を求めることができる。
The elution rate of magnesium and vanadium is based on the change over time of the total elution amount of magnesium and vanadium per end length of a strip-shaped sample having a size of 5 mm × 50 mm in plan view obtained by cutting the coated plated
また、塗装めっき鋼板1の端面からイオン交換水中への、端面の長さあたりのマグネシウム及びバナジウムの溶出量の合計は、経過時間とともに上昇し、経過時間の平方根に比例する。これは、塗装めっき鋼板1の端面からイオン交換水中へ溶解する一連の反応が、塗装めっき鋼板1中から塗装めっき鋼板1とイオン交換水の固液界面への金属原子の拡散に律速されているためと推定される。
Further, the total elution amount of magnesium and vanadium per end face length from the end face of the coated plated
塗装めっき鋼板1の端面からイオン交換水中への、端面の長さあたりのマグネシウム及びバナジウムの溶出量の合計は、経過時間の平方根に比例して増加し、その比例係数A1が1.35(μg/m)/(時)0.5より大きいことが好ましく、15(μg/m)/(時)0.5より大きいことがより好ましく、18(μg/m)/(時)0.5より大きいことが更に好ましい。比例係数A1が大きいほど、測定範囲におけるマグネシウム及びバナジウムの合計の溶出速度が大きい。比例係数A1が上記範囲内であれば、塗装めっき鋼板1の端面耐食性がより優れる。
The total elution amount of magnesium and vanadium per end face length from the end face of the coated
比例係数A1は、例えば、サンプルをイオン交換水中に浸漬した時点からの経過時間が0時間、2時間、7時間、13時間及び25時間である時点で、溶解水中のマグネシウム及びバナジウムの量の合計を測定し、これらの測定結果から、最小二乗法により、求めればよい。 The proportionality coefficient A1 is, for example, the total amount of magnesium and vanadium in the dissolved water when the elapsed time from the time when the sample is immersed in ion-exchanged water is 0 hours, 2 hours, 7 hours, 13 hours, and 25 hours. Can be obtained from these measurement results by the method of least squares.
また、塗装めっき鋼板1の端面からイオン交換水中への、端面の長さあたりのバナジウムの溶出量の合計も、経過時間とともに上昇し、経過時間の平方根に比例する。これも、塗装めっき鋼板1の端面からイオン交換水中へ溶解する一連の反応が、塗装めっき鋼板1中から塗装めっき鋼板1とイオン交換水の固液界面への金属原子の拡散に律速されているためと推定される。
Further, the total amount of vanadium eluted from the end face of the coated plated
塗装めっき鋼板1の端面からイオン交換水中への、端面の長さあたりのバナジウムの溶出量が、経過時間の平方根に比例して増加し、その比例係数A2が0.3(μg/m)/(時)0.5より大きいことが好ましく、0.5(μg/m)/(時)0.5より大きいことがより好ましく、1.0(μg/m)/(時)0.5より大きいことが更に好ましい。比例係数A2が上記範囲内であれば、塗装めっき鋼板1の端面耐食性がより優れる。
The elution amount of vanadium per end face length from the end face of the coated plated
比例係数A2は、例えば、サンプルをイオン交換水中に浸漬した時点からの経過時間が0時間、2時間、7時間、13時間及び25時間である時点で、溶解水中のバナジウムの量を測定し、これらの測定結果から、最小二乗法により、求めればよい。 The proportionality factor A2 is measured, for example, by measuring the amount of vanadium in the dissolved water when the elapsed time from the time when the sample is immersed in ion-exchanged water is 0 hours, 2 hours, 7 hours, 13 hours, and 25 hours, What is necessary is just to obtain | require by the least squares method from these measurement results.
比例係数A1又はA2を上記範囲内にするには、例えば、めっき層12,13の付着量、めっき層12,13に対するマグネシウムの量、プライマー層30,60の付着量、プライマー層30,60に対するバナジウム化合物の量などを適宜調整すればよい。 In order to set the proportionality coefficient A1 or A2 within the above range, for example, the adhesion amount of the plating layers 12 and 13, the amount of magnesium to the plating layers 12 and 13, the adhesion amount of the primer layers 30 and 60, and the primer layers 30 and 60 What is necessary is just to adjust the quantity etc. of a vanadium compound suitably.
塗装めっき鋼板1の板厚は、好ましくは0.25〜2.3mmの範囲内である。
The plate thickness of the coated plated
以下、塗装めっき鋼板1を構成するめっき鋼板10、化成処理皮膜20,50、プライマー層30,60及びトップ層40,70について詳細に説明する。
Hereinafter, the plated
(めっき鋼板10)
塗装めっき鋼板1はめっき鋼板10を備える。めっき鋼板10は、図1に示すように、鋼板11と、鋼板11の第一面を覆う第一めっき層12と、鋼板11の第二面を覆う第二めっき層13とを備える。めっき層12,13は、同一の構成であってもよいし、互いに異なる構成であってもよい。
(Plated steel plate 10)
The coated plated
鋼板11としては、例えば、低炭素鋼板、高炭素鋼板、高張力鋼板などを用いることができる。 As the steel plate 11, for example, a low carbon steel plate, a high carbon steel plate, a high tensile steel plate, or the like can be used.
めっき層12,13は、構成元素として、マグネシウムを含有し、例えば、マグネシウム、アルミニウム及び亜鉛を含有することが好ましく、マグネシウム、アルミニウム、亜鉛及びケイ素を含有することがより好ましい。さらに、めっき層12,13は、構成元素として、さらに、ストロンチウム、鉄、アルカリ土類元素、スカンジウム、イットリウム、ランタノイド元素、チタン、ホウ素などを含有してもよい。アルカリ土類元素としては、ベリリウム、カルシウム、バリウム、ラジウムを用いることができる。ランタノイド元素としては、ランタン、セリウム、プラセオジム、ネオジム、プロメチウム、サマリウム、ユウロピウムなどを用いることができる。また、めっき層12,13は、構成元素として、クロムをさらに含有してもよい。 The plating layers 12 and 13 contain magnesium as a constituent element, for example, preferably contain magnesium, aluminum, and zinc, and more preferably contain magnesium, aluminum, zinc, and silicon. Furthermore, the plating layers 12 and 13 may further contain strontium, iron, an alkaline earth element, scandium, yttrium, a lanthanoid element, titanium, boron or the like as a constituent element. As the alkaline earth element, beryllium, calcium, barium, or radium can be used. As the lanthanoid element, lanthanum, cerium, praseodymium, neodymium, promethium, samarium, europium and the like can be used. Moreover, the plating layers 12 and 13 may further contain chromium as a constituent element.
めっき層12,13に対する、マグネシウムの量は、好ましくは0.5〜10質量%の範囲内、より好ましくは1〜3質量%の範囲内である。マグネシウムの量が上記範囲内であれば、塗装めっき鋼板1の端面耐食性がより優れる。
The amount of magnesium with respect to the plating layers 12 and 13 is preferably in the range of 0.5 to 10% by mass, more preferably in the range of 1 to 3% by mass. If the amount of magnesium is within the above range, the end face corrosion resistance of the coated plated
めっき層12,13に対する、アルミニウムの量は、好ましくは25〜75質量%の範囲内、より好ましくは45〜65質量%の範囲内である。アルミニウムに対する、ケイ素の量は、好ましくは0.5〜10質量%の範囲内、より好ましくは1.0〜5.0質量%の範囲内である。 The amount of aluminum with respect to the plating layers 12 and 13 is preferably in the range of 25 to 75 mass%, more preferably in the range of 45 to 65 mass%. The amount of silicon with respect to aluminum is preferably in the range of 0.5 to 10% by mass, more preferably in the range of 1.0 to 5.0% by mass.
めっき層12,13の両面付着量は、めっき層12,13に対するマグネシウムの量などに応じて適宜調整すればよく、好ましくは50〜300g/m2の範囲内、より好ましくは100〜200g/m2の範囲内である。めっき層12,13の両面付着量が上記範囲内であれば、水中において、端面からのバナジウムが水中により溶出しやすくなり、エッジクリープの進行をより抑制され、塗装めっき鋼板1の端面耐食性がより優れる。さらに、めっき層12,13の両面付着量が上記範囲内であれば、水中において、端面からの亜鉛の溶出量をより抑制し、白錆の発生がより抑制され、塗装めっき鋼板1の端面耐食性がより優れる。
The adhesion amount on both surfaces of the plating layers 12 and 13 may be adjusted as appropriate according to the amount of magnesium with respect to the plating layers 12 and 13, and is preferably in the range of 50 to 300 g / m 2 , more preferably 100 to 200 g / m. Within the range of 2 . If the adhesion amount on both surfaces of the plating layers 12 and 13 is within the above range, in the water, vanadium from the end surface is easily eluted in the water, the progress of edge creep is further suppressed, and the end surface corrosion resistance of the coated plated
めっき層12,13の形成方法は、特に限定されず、溶融めっき法が好ましい。 The formation method of the plating layers 12 and 13 is not particularly limited, and a hot dipping method is preferable.
(化成処理皮膜20,50)
塗装めっき鋼板1は化成処理皮膜20,50を備える。化成処理皮膜20,50は、公知の化成処理によって形成される層である。化成処理皮膜20,50は、同一の構成であってもよいし、互いに異なる構成であってもよい。
(
The coated
化成処理層を形成するための処理剤(以下、化成処理剤)としては、例えば、リン酸亜鉛処理剤、リン酸鉄処理剤などのリン酸系の処理剤;コバルト、ニッケル、タングステン、ジルコニウムなどの金属酸化物を単独であるいは複合して含有する酸化物処理剤;腐食を防止するインヒビター成分を含有する処理剤;バインダー成分(有機、無機、有機―無機複合など)とインヒビター成分を複合した処理剤;インヒビター成分と金属酸化物とを複合した処理剤;バインダー成分とシリカやチタニア、ジルコニアなどのゾルとを複合した処理剤;前記例示した処理剤の成分をさらに複合した処理剤などを用いることができる。 Examples of the treatment agent for forming the chemical conversion treatment layer (hereinafter referred to as chemical conversion treatment agent) include, for example, phosphate treatment agents such as zinc phosphate treatment agent and iron phosphate treatment agent; cobalt, nickel, tungsten, zirconium, etc. Oxide treatment agent containing metal oxides alone or in combination; Treatment agent containing inhibitor component to prevent corrosion; Treatment that combines binder component (organic, inorganic, organic-inorganic composite, etc.) and inhibitor component An agent; a treatment agent in which an inhibitor component and a metal oxide are combined; a treatment agent in which a binder component and a sol such as silica, titania, and zirconia are combined; a treatment agent that further combines the components of the exemplified treatment agent, etc. Can do.
ジルコニウムの酸化物を含有する酸化物処理剤としては、例えば、水及び水分散性のポリエステル系ウレタン樹脂と、水分散性アクリル樹脂と、炭酸ジルコニウムナトリウムなどのジルコニウム化合物と、ヒンダードアミン類とを配合して調製される処理剤を用いることができる。水分散性のポリエステル系ウレタン樹脂は、例えばポリエステルポリオールと水添型イソシアネートとを反応させると共にジメチロールアルキル酸を共重合させることで自己乳化させることで合成される。このような水分散性のポリエステル系ウレタン樹脂によって、乳化剤を使用することなく化成処理層20,50に高い耐水性が付与され、めっき鋼板10の端面耐食性や耐アルカリ性の向上に繋がる。また、化成処理剤はクロム化合物を含有しないことが好ましい。クロム化合物を含有しないとは、意図的にクロム化合物を含有させないことを意味し、不可避的不純物としてクロム化合物を含有していてもよい。
Examples of the oxide treating agent containing zirconium oxide include water and water-dispersible polyester urethane resin, water-dispersible acrylic resin, zirconium compound such as sodium zirconium carbonate, and hindered amines. The treating agent prepared in this manner can be used. The water-dispersible polyester-based urethane resin is synthesized, for example, by reacting a polyester polyol with hydrogenated isocyanate and self-emulsifying by copolymerizing dimethylol alkyl acid. Such a water-dispersible polyester-based urethane resin imparts high water resistance to the chemical conversion treatment layers 20 and 50 without using an emulsifier, leading to improvement in end face corrosion resistance and alkali resistance of the plated
化成処理層20,50と、めっき層12,13との間には、ニッケルめっき処理やコバルトめっき処理などが施されてもよい。 Between the chemical conversion treatment layers 20 and 50 and the plating layers 12 and 13, nickel plating treatment, cobalt plating treatment, or the like may be performed.
化成処理層20,50は、化成処理剤を用い、ロールコート法、スプレー法、浸漬法、電解処理法、エアーナイフ法など公知の方法で形成され得る。化成処理剤の塗布後、必要に応じ、更に常温放置や、熱風炉や電気炉、誘導加熱炉などの加熱装置による乾燥や焼付けなどの工程が追加されてもよい。赤外線類、紫外線類や電子線類などエネルギー線による硬化方法が適用されてもよい。乾燥時の温度や乾燥時間は、使用した化成処理剤の種類や、求められる生産性などに応じて適宜決定される。化成処理層20,50の厚みは、処理の種類、求められる性能などに応じて、適宜決定される。 The chemical conversion treatment layers 20 and 50 may be formed by a known method such as a roll coating method, a spray method, a dipping method, an electrolytic treatment method, or an air knife method using a chemical conversion treatment agent. After application of the chemical conversion treatment agent, a step such as standing at room temperature or drying or baking with a heating device such as a hot air furnace, an electric furnace, or an induction heating furnace may be added as necessary. A curing method using energy rays such as infrared rays, ultraviolet rays and electron beams may be applied. The temperature and drying time during drying are appropriately determined according to the type of chemical conversion treatment agent used and the required productivity. The thickness of the chemical conversion treatment layers 20 and 50 is appropriately determined according to the type of treatment, required performance, and the like.
(プライマー層30,60)
塗装めっき鋼板1はプライマー層30,60を備える。プライマー層30,60は、バナジウム化合物を含有し、バナジウム化合物を含有する下塗り塗料から形成される層である。バナジウム化合物は、溶出性のインヒビターとして塗装めっき鋼板1の端面耐食性に寄与する。プライマー層30,60は、同一の構成であってもよいし、互いに異なる構成であってもよい。
(Primer layers 30, 60)
The coated plated
第一プライマー層30の付着量は、第二プライマー層60の付着量よりも多いことが好ましい。第一プライマー層30の付着量は、好ましくは3〜20g/m2の範囲内、より好ましくは5〜15g/m2の範囲内である。第二プライマー層60の付着量は、好ましくは1〜10g/m2の範囲内、より好ましくは2〜5g/m2の範囲内である。
The adhesion amount of the
下塗り塗料は、バナジウム化合物、樹脂類及び溶剤を含有し、防錆顔料、添加剤をさらに含有してもよい。 The undercoat paint contains a vanadium compound, resins and a solvent, and may further contain a rust preventive pigment and an additive.
下塗り塗料はバナジウム化合物を含有する。バナジウム化合物としては、例えば、五酸化バナジウム、メタバナジン酸、バナジン酸カルシウム、バナジン酸マグネシウム、メタバナジン酸アンモニウム、オキシ三塩化バナジウム、三酸化バナジウム、二酸化バナジウム、オキシ硫酸バナジウム、バナジウムオキシアセチルアセトネート、バナジウムアセチルアセトネート、三塩化バナジウムなどを用いることができる。なかでも、端面から水中に溶出しやすいことから、バナジウム化合物は、バナジン酸カルシウム、五酸化バナジウム及びメタバナジン酸アンモニウムからなる群より選ばれる少なくとも一種の化合物を含有することが好ましい。また、下地処理及び下塗り塗料はクロム化合物を含有しないことが好ましい。 The undercoat paint contains a vanadium compound. Examples of the vanadium compound include vanadium pentoxide, metavanadate, calcium vanadate, magnesium vanadate, ammonium metavanadate, vanadium oxytrichloride, vanadium trioxide, vanadium dioxide, vanadium oxysulfate, vanadium oxyacetylacetonate, vanadium acetyl. Acetonate, vanadium trichloride, or the like can be used. Especially, since it is easy to elute in water from an end surface, it is preferable that a vanadium compound contains at least 1 type of compound chosen from the group which consists of calcium vanadate, vanadium pentoxide, and ammonium metavanadate. Further, it is preferable that the base treatment and the undercoat paint do not contain a chromium compound.
プライマー層30,60内のそれぞれの面積あたりのバナジウム化合物の含有量は、好ましく0.1〜20g/m2の範囲内、より好ましくは0.5〜10g/m2の範囲内である。バナジウム化合物の含有量が上記範囲内であれば、塗装めっき鋼板1の端面耐食性がより優れる。
The vanadium compound content per area in the primer layers 30 and 60 is preferably in the range of 0.1 to 20 g / m 2 , more preferably in the range of 0.5 to 10 g / m 2 . If content of a vanadium compound is in the said range, the end surface corrosion resistance of the coating plating
下塗り塗料は、バナジウム化合物とは異なる防錆顔料を含有してもよい。防錆顔料としては、一般に公知のクロメートフリー系防錆顔料、例えば、リン酸亜鉛、リン酸鉄、リン酸アルミニウム、リン酸マグネシウムなどのリン酸系防錆顔料;モリブデン酸カルシウム、モリブデン酸アルミニウム、モリブデン酸バリウムなどのモリブデン酸系防衛顔料;水分散性シリカ、フュームドシリカなどの微粒シリカなどを用いることができる。 The undercoat paint may contain a rust preventive pigment different from the vanadium compound. As the rust preventive pigment, generally known chromate-free rust preventive pigments, for example, phosphate phosphate rust preventive pigments such as zinc phosphate, iron phosphate, aluminum phosphate, magnesium phosphate; calcium molybdate, aluminum molybdate, Molybdic acid-based defense pigments such as barium molybdate; finely divided silica such as water-dispersible silica and fumed silica can be used.
下塗り塗料は樹脂類を含有する。樹脂類としては、例えば、エポキシ樹脂系塗料、尿素樹脂系塗料、架橋剤を含有するポリエステル樹脂系塗料、ポリ塩化ビニル系樹脂、水性ポリマーなどを用いることができる。なかでも、後述する、ポリアミンとポリイソシアネートとの反応生成物からなる尿素樹脂、メラミン樹脂で架橋されているポリエステル樹脂、イソシアネート樹脂で架橋されているポリエステル樹脂、メラミン樹脂及びイソシアネート樹脂で架橋しているポリエステル樹脂、エポキシ樹脂、及び水性ポリマーからなる群より選ばれる少なくとも一種の樹脂を含有することが好ましい。 The undercoat paint contains resins. As the resins, for example, epoxy resin-based paints, urea resin-based paints, polyester resin-based paints containing a crosslinking agent, polyvinyl chloride-based resins, aqueous polymers, and the like can be used. Among them, a urea resin made of a reaction product of polyamine and polyisocyanate, which will be described later, a polyester resin crosslinked with a melamine resin, a polyester resin crosslinked with an isocyanate resin, a melamine resin and an isocyanate resin are crosslinked. It is preferable to contain at least one resin selected from the group consisting of a polyester resin, an epoxy resin, and an aqueous polymer.
尿素樹脂系塗料は、ブロックイソシアネートとポリアミンとを含有することが好ましい。尿素樹脂系塗料はプライマー層30,60の厚膜化が容易であり、この塗料によって、ワキ(気泡)を発生させることなく厚みの大きいプライマー層30,60を形成することができる。ブロックイソシアネートを使用することで、塗料の一液化が可能となる。 The urea resin-based paint preferably contains a blocked isocyanate and a polyamine. The urea resin-based paint makes it easy to increase the thickness of the primer layers 30 and 60. With this paint, the thick primer layers 30 and 60 can be formed without generating bubbles (bubbles). By using a blocked isocyanate, it becomes possible to make the paint one component.
尿素樹脂系塗料が加熱されると、ブロックイソシアネートからブロック剤が解離してイソシアネート基(−NCO)が再生する。このイソシアネート基と、ポリアミン中のアミノ基(−NH2)とが反応して尿素結合(−NHCONH−)を形成することにより重合する。このため、尿素樹脂系塗料から形成されるプライマー層30,60は、ポリアミンとポリイソシアネートとの反応生成物からなる尿素樹脂中に、バナジウム化合物が分散した構成を有する。 When the urea resin-based paint is heated, the blocking agent is dissociated from the blocked isocyanate, and the isocyanate group (—NCO) is regenerated. Polymerization occurs when this isocyanate group reacts with an amino group (—NH 2 ) in the polyamine to form a urea bond (—NHCONH—). For this reason, the primer layers 30 and 60 formed from a urea resin-based paint have a configuration in which a vanadium compound is dispersed in a urea resin made of a reaction product of a polyamine and a polyisocyanate.
尿素樹脂系塗料は、尿素樹脂と、メラミン樹脂で架橋されているポリエステル樹脂とを含有することが好ましい。この場合、プライマー層30,60からバナジウムが特に溶出しやすくなる。 The urea resin-based paint preferably contains a urea resin and a polyester resin crosslinked with a melamine resin. In this case, vanadium is particularly easily eluted from the primer layers 30 and 60.
尿素樹脂系塗料を構成するブロックイソシアネートは、ポリイソシアネートのイソシアネート基をブロック剤と反応させてブロックすることで得られる化合物である。 The blocked isocyanate constituting the urea resin-based paint is a compound obtained by reacting an isocyanate group of polyisocyanate with a blocking agent to block.
ポリイソシアネートとしては、トリレンジイソシアネート、ジフェニルメタンジイソシアネート、ポリメチレンポリフェニルポリイソシアネート、ナフタレンジイソシアネート、トリジンジイソシアネートなどの芳香族系ポリイソシアネートを用いることができる。中でもトリレンジイソシアネートが性能と経済性から好ましい。ポリイソシアネートは単量体ではなく、プレポリマー、アダクト(トリメチロールプロパン等の付加体)、イソシアヌレート体、及びビウレット体といった誘導体であってもよい。また、2種以上のポリイソシアネートまたはその誘導体を組み合わせて使用してもよい。 As the polyisocyanate, aromatic polyisocyanates such as tolylene diisocyanate, diphenylmethane diisocyanate, polymethylene polyphenyl polyisocyanate, naphthalene diisocyanate, and tolidine diisocyanate can be used. Of these, tolylene diisocyanate is preferred from the viewpoint of performance and economy. The polyisocyanate is not a monomer but may be a derivative such as a prepolymer, an adduct (adduct such as trimethylolpropane), an isocyanurate body, and a biuret body. Moreover, you may use combining 2 or more types of polyisocyanate or its derivative (s).
ポリイソシアネートのブロック剤としては、プライマー層30,60の厚膜化が可能となるために、ブロックイソシアネートからブロック剤が解離する温度である解離温度が、150℃以上となるものが好ましい。解離温度が150℃より低いブロック剤(例えば、解離温度120℃のクレゾール、解離温度140℃のメチルエチルケトンオキシム)が使用される場合、塗装後の焼付け時にワキ(気泡)が発生し易くなり、そのため厚膜塗装が困難となることがある。一方、解離温度が高すぎると、焼付け温度を非常に高くしたり、或いは焼付け時間を長くする必要があるので、解離温度は200℃以下、特に180℃以下であるのがよい。特にブロック剤の解離温度は150〜200℃の範囲内であることが好ましく、160〜180℃の範囲内であれば更に好ましい。特に好ましいブロック剤として、解離温度が170℃であるε−カプロラクタムを用いることができる。 As the polyisocyanate blocking agent, it is preferable that the dissociation temperature, which is the temperature at which the blocking agent is dissociated from the blocked isocyanate, is 150 ° C. or higher in order to increase the thickness of the primer layers 30 and 60. When a blocking agent having a dissociation temperature lower than 150 ° C. (for example, cresol having a dissociation temperature of 120 ° C. or methyl ethyl ketone oxime having a dissociation temperature of 140 ° C.), a bubble (bubbles) is likely to be generated during baking after coating. Film coating may be difficult. On the other hand, if the dissociation temperature is too high, it is necessary to increase the baking temperature or to increase the baking time. Therefore, the dissociation temperature is preferably 200 ° C. or lower, particularly 180 ° C. or lower. In particular, the dissociation temperature of the blocking agent is preferably in the range of 150 to 200 ° C, more preferably in the range of 160 to 180 ° C. As a particularly preferable blocking agent, ε-caprolactam having a dissociation temperature of 170 ° C. can be used.
ポリイソシアネートとブロック剤とは公知の方法により反応させられ得る。一般には、溶媒中のポリイソシアネートと、化学量論量又はそれよりもやや過剰量のブロック剤とが、加熱下で反応させられ得る。ブロックイソシアネートの数平均分子量が1000〜4000の範囲内であることが好ましい。ブロックイソシアネートとしては、さまざまな製品が市販されているので、市販品から適当なものを選択して使用することができる。 The polyisocyanate and the blocking agent can be reacted by a known method. In general, a polyisocyanate in a solvent and a stoichiometric amount or a slightly excess amount of a blocking agent can be reacted under heating. The number average molecular weight of the blocked isocyanate is preferably in the range of 1000 to 4000. Since various products are commercially available as the blocked isocyanate, an appropriate one can be selected from commercially available products.
尿素樹脂系塗料を構成するポリアミンとしては、脂肪族(脂環式を含む)系ポリアミン、芳香族系ポリアミンなどを用いることができ、なかでも、脂環式ポリアミンを用いることが好ましい。脂環式ポリアミンとしては、例えばエポキシ樹脂の硬化剤として使用されている脂環式ポリアミンを用いることができる。脂環式ポリアミンとしては、例えば、1−シクロヘキシルアミノ−3−アミノプロパン、ジアミノシクロヘキサン類、ビス(4−アミノシクロヘキシル)メタン、ビス(4−アミノシクロヘキシル)スルホン、3,3’−ジメチル−4,4’−ジアミノジシクロヘキシルメタン、イソホロンジアミンなどを用いることができる。なかでも、3,3’−ジメチル−4,4’−ジアミノジシクロヘキシルメタンを用いることが好ましい。ポリアミンも1種または2種以上を使用できる。 As the polyamine constituting the urea resin-based paint, aliphatic (including alicyclic) polyamines, aromatic polyamines, and the like can be used, and among them, alicyclic polyamines are preferably used. As the alicyclic polyamine, for example, an alicyclic polyamine used as a curing agent for an epoxy resin can be used. Examples of the alicyclic polyamine include 1-cyclohexylamino-3-aminopropane, diaminocyclohexanes, bis (4-aminocyclohexyl) methane, bis (4-aminocyclohexyl) sulfone, 3,3′-dimethyl-4, 4′-diaminodicyclohexylmethane, isophoronediamine and the like can be used. Of these, 3,3′-dimethyl-4,4′-diaminodicyclohexylmethane is preferably used. One or more polyamines can also be used.
尿素樹脂系塗料において、ブロックイソシアネートとポリアミンの配合割合は、イソシアネート基/アミノ基のモル比が、好ましくは0.6〜2.0の範囲内、より好ましくは0.8〜1.2の範囲内である。 In the urea resin-based paint, the blending ratio of blocked isocyanate and polyamine is such that the molar ratio of isocyanate group / amino group is preferably in the range of 0.6 to 2.0, more preferably in the range of 0.8 to 1.2. Is within.
下塗り塗料が調製される際は、例えば適当な溶剤にブロックイソシアネートとポリアミンとが溶解させられることで得られる樹脂液に、更にバナジウム化合物が添加され、このバナジウム化合物が樹脂液中に均一に分散させられることで、下塗り塗料が得られる。 When preparing the undercoat paint, for example, a vanadium compound is further added to a resin liquid obtained by dissolving blocked isocyanate and polyamine in an appropriate solvent, and the vanadium compound is uniformly dispersed in the resin liquid. By doing so, an undercoat paint is obtained.
ポリエステル樹脂系塗料としては、バナジウム化合物が添加されることを除けば、後述する上塗り塗料として使用されるポリエステル樹脂系塗料と同じ塗料が使用され得る。なかでも、ポリエステル樹脂系塗料は、メラミン樹脂で架橋されているポリエステル樹脂、イソシアネート樹脂で架橋されているポリエステル樹脂、メラミン樹脂及びイソシアネート樹脂で架橋しているポリエステル樹脂を含有することが好ましい。メラミン樹脂としては、メチル化メラミン、ブチル化メラミンなどを用いることができる。イソシアネート樹脂は、イソシアネート基を有する化合物からなる樹脂により形成された架橋剤である。 As the polyester resin-based paint, except that a vanadium compound is added, the same paint as the polyester resin-based paint used as a top coat described later can be used. Especially, it is preferable that a polyester resin type coating material contains the polyester resin bridge | crosslinked with the melamine resin, the polyester resin bridge | crosslinked with the isocyanate resin, the melamine resin, and the polyester resin bridge | crosslinked with the isocyanate resin. As the melamine resin, methylated melamine, butylated melamine or the like can be used. Isocyanate resin is a crosslinking agent formed of a resin made of a compound having an isocyanate group.
エポキシ樹脂系塗料としては、従来の塗装めっき鋼板に使用されている適宜のものが使用され得る。 As an epoxy resin-type coating material, the appropriate thing currently used for the conventional coating plating steel plate can be used.
水性ポリマー塗料を構成する水性ポリマーとしては、例えば、アクリル樹脂系樹脂、ウレタン樹脂系樹脂、ポリエステル樹脂系樹脂などを用いることができる。アクリル樹脂を含有する水性ポリマー塗料としては、三井化学株式会社製の商品名アルマテックス等が挙げられる。ウレタン樹脂を含有する水性ポリマー塗料としては、第一工業製薬株式会社製の商品名スーパーフレックス等が挙げられる。ポリエステル樹脂を含有する水性ポリマー塗料としては、東洋紡株式会社製の商品名ハードレン等が挙げられる。 As an aqueous polymer which comprises an aqueous polymer coating material, acrylic resin-type resin, urethane resin-type resin, polyester resin-type resin etc. can be used, for example. As an aqueous polymer paint containing an acrylic resin, trade name Almatex manufactured by Mitsui Chemicals, Inc. may be mentioned. As a water-based polymer paint containing a urethane resin, trade name Superflex manufactured by Daiichi Kogyo Seiyaku Co., Ltd. and the like can be mentioned. As a water-based polymer paint containing a polyester resin, trade name “Hardlen” manufactured by Toyobo Co., Ltd. may be mentioned.
このような水性ポリマー塗料がバナジウム化合物を含有する場合、バナジウム化合物の少なくとも一部が水性ポリマー塗料中の水に溶解する。この水性ポリマー塗料から塗膜が乾燥前の塗料の状態で防錆顔料の一部が水に溶解しており、この水性ポリマー塗料から形成される乾燥塗膜中でもバナジウム化合物が水溶性を有し、このためバナジウムの溶出速度が向上し得る。 When such an aqueous polymer paint contains a vanadium compound, at least a part of the vanadium compound is dissolved in water in the aqueous polymer paint. A part of the rust preventive pigment is dissolved in water in the state of the paint before drying from this aqueous polymer paint, and the vanadium compound has water solubility even in the dry paint film formed from this aqueous polymer paint, For this reason, the elution rate of vanadium can be improved.
下塗り塗料を構成する樹脂類として、例えば、尿素樹脂系塗料以外を用いる場合、一度の塗装でワキを発生させずに形成できる塗膜の厚みは20μm程度であり、尿素樹脂系塗料の場合と比べて塗膜の厚みが薄くなる。そのため、プライマー層30,60中のバナジウム化合物の量を所望の量に調整するためには、必要に応じて下塗り塗料を2回以上塗装してもよい。 For example, when a resin other than a urea resin-based paint is used as the resin constituting the undercoat paint, the thickness of the coating film that can be formed without generating a crack by one coating is about 20 μm, compared with the case of a urea resin-based paint. As a result, the thickness of the coating is reduced. Therefore, in order to adjust the amount of the vanadium compound in the primer layers 30 and 60 to a desired amount, the primer coating may be applied twice or more as necessary.
下塗り塗料は溶剤を含有する。溶剤としては、例えば、水;トルエン、キシレンなどの炭化水素系;酢酸エチル、酢酸ブチルなどのエステル系溶剤;セロソルブ類などのエチル系溶剤;メチルイソブチルケトン、メチルエチルケトン、イソホロン、シクロヘキサノンなどのケトン系溶剤などを用いることができる。 The undercoat paint contains a solvent. Examples of the solvent include water; hydrocarbon solvents such as toluene and xylene; ester solvents such as ethyl acetate and butyl acetate; ethyl solvents such as cellosolves; ketone solvents such as methyl isobutyl ketone, methyl ethyl ketone, isophorone, and cyclohexanone. Etc. can be used.
下塗り塗料は添加剤を含有してもよい。添加剤としては、例えば、体質顔料、消泡剤、顔料分散剤、タレ防止剤、レベリング剤、シランカップリング剤などの各種添加剤、ポリイソシアネートとポリアミドとの反応に対する触媒(例、有機スズ化合物)などを用いることができる。体質顔料として、例えば、シリカ、アルミナ、タルク、炭酸カルシウム、チタニアなどを用いることができる。 The undercoat paint may contain an additive. Examples of additives include extenders, antifoaming agents, pigment dispersants, anti-sagging agents, leveling agents, silane coupling agents, and other additives, catalysts for the reaction of polyisocyanates and polyamides (eg, organotin compounds) ) Etc. can be used. Examples of extender pigments that can be used include silica, alumina, talc, calcium carbonate, and titania.
下塗り塗料を塗布する方法としては、ロールコート、カーテンフローコート、スプレー塗装などの適宜の塗布方法が採用され得る。コイル状の化成処理皮膜20,50を有するめっき鋼板10に連続塗装が施される場合には、一般的にロールコートが採用される。1回の塗装で塗膜の厚みが必要な厚みとならない場合には、下塗り塗料を2回以上塗装してもよい。下塗り塗料を2回以上塗装する場合には組成の異なる二種以上の下塗り塗料が使用されてもよい。
As a method for applying the undercoat paint, an appropriate application method such as roll coating, curtain flow coating, spray coating or the like can be employed. When continuous coating is applied to the plated
化成処理皮膜20,50上に下塗り塗料が塗布された後、下塗り塗料の塗膜が必要に応じて加熱されると、プライマー層30,60が形成される。塗膜の加熱温度は、最高到達温度が180〜240℃の範囲内であることが好ましく、塗膜の加熱時間は30〜70秒の範囲であることが好ましい。加熱温度が低すぎると下塗り塗料中の樹脂が十分に硬化しないことがあり、加熱温度が高すぎると下塗り塗料中の樹脂が分解して加工性などの膜特性が劣化するおそれがある。加熱時の最高到達温度は、200〜220℃の範囲内であることが特に好ましい。
After the primer coating is applied onto the
(トップ層40,70)
塗装めっき鋼板1はトップ層40,70を備える。トップ層40,70は、上塗り塗料から形成される層である。トップ層40,70は、同一の構成であってもよいし、互いに異なる構成であってもよい。
(Top layers 40, 70)
The coated plated
第一トップ層40の付着量は、第二トップ層70の付着量よりも多いことが好ましい。第一トップ層40の付着量は、好ましくは20〜50g/m2の範囲内、より好ましくは25〜45g/m2の範囲内である。第二トップ層70の付着量は、好ましくは5〜20g/m2の範囲内、より好ましくは3〜15g/m2の範囲内である。トップ層40,70の付着量が上記範囲内であれば、トップ層40,70の色相が安定し、塗装めっき鋼板1は端面耐食性、耐候性及び加工性がより優れる。
The adhesion amount of the first
上塗り塗料は、樹脂類及び溶剤を含有し、添加剤をさらに含有してもよい。上塗り塗料はクロム化合物を含有しないことが好ましい。 The top coat contains a resin and a solvent, and may further contain an additive. It is preferable that the top coating does not contain a chromium compound.
上塗り塗料は樹脂類を含有する。樹脂類としては、ポリウレタン系塗料、ポリエステル系塗料などを用いることができる。 The top coat paint contains resins. As the resins, polyurethane paints, polyester paints, and the like can be used.
ポリウレタン系塗料は、ポリイソシアネートとポリオールとを含有する塗料である。上塗り塗料として使用するポリウレタン系塗料も、ポリイソシアネートをブロック剤と反応させてブロックイソシアネートの形で含有させた1液型の塗料とすることが好ましい。 The polyurethane paint is a paint containing polyisocyanate and polyol. The polyurethane-based paint used as the top coat is also preferably a one-component paint in which polyisocyanate is reacted with a blocking agent and contained in the form of blocked isocyanate.
ポリウレタン系塗料を構成するポリイソシアネートとしては、例えば、脂環式も含めた脂肪族系ポリイソシアネート、水素添加ジフェニルメタンジイソシアネートなどを用いることができる。なかでも、加工性に優れた塗膜を形成できる点で、水素添加ジフェニルメタンジイソシアネートを用いることが好ましい。 As polyisocyanate which comprises a polyurethane-type coating material, aliphatic polyisocyanate also including an alicyclic type, hydrogenated diphenylmethane diisocyanate, etc. can be used, for example. Especially, it is preferable to use hydrogenated diphenylmethane diisocyanate at the point which can form the coating film excellent in workability.
脂環式も含めた脂肪族系ポリイソシアネートを用いると、耐候性に優れ、黄変しにくいトップ層40,70を形成できる。このような脂肪族系ポリイソシアネートとしては、例えば、ヘキサメチレンジイソシアネート、イソホロンジイソシアネート、キシリレンジイソシアネート、水素添加ジフェニルメタンジイソシアネートなどが挙げられる。ポリイソシアネートは、プレポリマー、アダクト、イソシアヌレート体、ビウレット体などを用いることができる。
When an aliphatic polyisocyanate including an alicyclic type is used, the
ポリウレタン系塗料を構成するポリオールとしては、例えば、ポリエステル、ポリエーテル(例、多価アルコールを開始剤としてエチレンオキサイドまたはプロピレンオキサイドを開環重合させたもの)などを用いることができる。これらの1種もしくは2種以上を使用できる。 Examples of the polyol constituting the polyurethane-based paint include polyesters and polyethers (eg, those obtained by ring-opening polymerization of ethylene oxide or propylene oxide using a polyhydric alcohol as an initiator). These 1 type (s) or 2 or more types can be used.
なかでも、ポリオールとしてポリエステル樹脂を用いることが好ましい。このポリエステル樹脂としては、高分子量の飽和ポリエステル樹脂を用いることが好ましい。このポリエステル樹脂は、それぞれ1種もしくは2種以上の飽和脂肪族(脂環式を含む。)または芳香族ジカルボン酸と、グリコールとを重縮合させて得られる線状ポリエステルでよい。飽和脂肪族ジカルボン酸としては、例えば、コハク酸、グルタル酸、アジピン酸、アゼライン酸、セバシン酸、ドデカンジオン酸、1,4−シクロヘキサンジカルボン酸などを用いることができる。芳香族ジカルボン酸としては、例えば、フタル酸、イソフタル酸、テレフタル酸、ナフタレンジカルボン酸、ジフェニルジカルボン酸などを用いることができる。グリコールとしては、例えば、エチレングリコール、プロピレングリコール、ブチレングリコール、1,5−ペンタンジオール、ネオペンチルグリコール、1,6−ヘキサンジオール、ジエチレングリコール、トリエチレングリコール、1,4−シクロヘキサンジメタノール、ヒドロキノンなどを用いることができる。飽和ポリエステル樹脂は、上記の反応成分に加えて3価以上のカルボン酸(例、トリメリット酸等)及び3価以上のアルコール(例、グリセリン、トリメチロールプロパン、ペンタエリスリトール、ソルビトール等)からなる群より選ばれる少なくとも1種を共重合させた分枝状ポリエステルでもよい。 Especially, it is preferable to use a polyester resin as a polyol. As this polyester resin, it is preferable to use a high molecular weight saturated polyester resin. The polyester resin may be a linear polyester obtained by polycondensation of one or two or more saturated aliphatic (including alicyclic) or aromatic dicarboxylic acids and glycol. As the saturated aliphatic dicarboxylic acid, for example, succinic acid, glutaric acid, adipic acid, azelaic acid, sebacic acid, dodecanedioic acid, 1,4-cyclohexanedicarboxylic acid and the like can be used. As the aromatic dicarboxylic acid, for example, phthalic acid, isophthalic acid, terephthalic acid, naphthalenedicarboxylic acid, diphenyldicarboxylic acid and the like can be used. Examples of the glycol include ethylene glycol, propylene glycol, butylene glycol, 1,5-pentanediol, neopentyl glycol, 1,6-hexanediol, diethylene glycol, triethylene glycol, 1,4-cyclohexanedimethanol, hydroquinone and the like. Can be used. The saturated polyester resin is a group consisting of a trivalent or higher carboxylic acid (eg, trimellitic acid) and a trivalent or higher alcohol (eg, glycerin, trimethylolpropane, pentaerythritol, sorbitol, etc.) in addition to the above reaction components. A branched polyester obtained by copolymerizing at least one selected from the above may also be used.
ポリウレタン系塗料を構成するポリオールとして用いるポリエステル樹脂は、好ましくは重量平均分子量が5000〜20000の範囲内、より好ましくは8000〜15000の範囲内で、水酸基含有量が1.0〜4.0質量%の範囲内、より好ましくは2.0〜3.0質量%の範囲内、ガラス転移温度が−30℃〜0℃の範囲内のものである。それにより、耐候性と加工性のいずれにも優れた上塗りポリウレタン塗膜が形成される。 The polyester resin used as the polyol constituting the polyurethane paint preferably has a weight average molecular weight in the range of 5000 to 20000, more preferably in the range of 8000 to 15000, and a hydroxyl group content of 1.0 to 4.0% by mass. In the range, more preferably in the range of 2.0 to 3.0% by mass, and the glass transition temperature in the range of −30 ° C. to 0 ° C. Thereby, a top-coated polyurethane coating film excellent in both weather resistance and processability is formed.
好ましいポリウレタン系塗料は、水素添加ジフェニルメタンジイソシアネートを適当なブロック剤でブロックしたブロックイソシアネートを少なくとも20質量%以上含有するブロックイソシアネートと、ポリオール成分として上記の好ましい分子量、水酸基含有量及びガラス転移温度を有するポリエステル樹脂、とを含有するものである。ポリウレタン系塗料におけるイソシアネート基/水酸基のモル比は0.6〜2.0の範囲内、特に0.8〜1.2の範囲内とすることが好ましい。 A preferred polyurethane paint is a blocked isocyanate containing at least 20% by mass of a blocked isocyanate obtained by blocking hydrogenated diphenylmethane diisocyanate with a suitable blocking agent, and a polyester having the above preferred molecular weight, hydroxyl group content and glass transition temperature as a polyol component. And a resin. The molar ratio of isocyanate group / hydroxyl group in the polyurethane paint is preferably in the range of 0.6 to 2.0, particularly in the range of 0.8 to 1.2.
上塗り塗料を構成するポリエステル系塗料は、例えば上記ポリウレタン系塗料を構成するポリオールとして例示したポリエステル樹脂と、架橋剤としてのメラミン樹脂とを含有することが好ましい。メラミン樹脂は、特にアルコール変性されていることが好ましい。ポリエステル系塗料は、ポリウレタン系塗料に比べて、若干の加工性の低下が見られるが、経済的にはポリウレタン塗料より有利である。 It is preferable that the polyester-type paint which comprises top coat paint contains the polyester resin illustrated as a polyol which comprises the said polyurethane-type paint, for example, and the melamine resin as a crosslinking agent. The melamine resin is particularly preferably alcohol-modified. Polyester paints are slightly more workable than polyurethane paints, but are economically more advantageous than polyurethane paints.
上塗り塗料は溶剤を含有する。溶剤としては、例えば、水;トルエン、キシレンなどの炭化水素系溶剤;酢酸エチル、酢酸ブチルなどのエステル系溶剤;セロソルブ類などのエチル系溶剤;メチルイソブチルケトン、メチルエチルケトン、イソホロン、シクロヘキサノンなどのケトン系溶剤などを用いることができる。 The top coat contains a solvent. Examples of the solvent include water; hydrocarbon solvents such as toluene and xylene; ester solvents such as ethyl acetate and butyl acetate; ethyl solvents such as cellosolves; ketone solvents such as methyl isobutyl ketone, methyl ethyl ketone, isophorone, and cyclohexanone. A solvent or the like can be used.
上塗り塗料は添加剤を含有してもよい。添加剤として、例えば、無機フィラー、有機フィラー、着色顔料、体質顔料などを用いることができる。無機フィラーとしては、例えば、ガラス繊維、アルミナ繊維、窒化ホウ素などを用いることができる。有機フィラーとしては、熱可塑性樹脂ビーズ(例、アクリル樹脂やナイロンのビーズ、平均粒径は1〜50μmの範囲内が好ましい)などを用いることができる。有機フィラーを10質量%以下の量で含有させてもよい。それにより、塗膜表面に凹凸ができて塗膜の耐摩耗性が向上し、傷つきにくくなる。また、特に樹脂ビーズの場合には、外観が低光沢化して、意匠性が付与される。 The top coat may contain additives. As the additive, for example, an inorganic filler, an organic filler, a color pigment, an extender pigment, and the like can be used. As the inorganic filler, for example, glass fiber, alumina fiber, boron nitride and the like can be used. As the organic filler, thermoplastic resin beads (eg, acrylic resin or nylon beads, preferably having an average particle diameter in the range of 1 to 50 μm) can be used. You may contain an organic filler in the quantity of 10 mass% or less. Thereby, unevenness is formed on the surface of the coating film, the wear resistance of the coating film is improved, and it becomes difficult to be damaged. In particular, in the case of resin beads, the appearance is reduced in gloss and design is imparted.
第一プライマー層30上に上塗り塗料が塗布された後、上塗り塗料の塗膜が必要に応じて加熱されることで、第一トップ層40が形成され、第二プライマー層60上に上塗り塗料が塗布された後、上塗り塗料の塗膜が必要に応じて加熱されることで、第二トップ層70が形成される。塗膜の加熱温度は、最高到達温度が200〜240℃の範囲内であることが好ましく、塗膜の加熱時間は40〜90秒の範囲内であることが好ましい。加熱温度が低すぎると上塗り塗料中の樹脂が十分に硬化しないことがあり、加熱温度が高すぎると上塗り塗料中の樹脂が分解して加工性などの膜特性が劣化するおそれがある。加熱時の最高到達温度は、200〜220℃の範囲内であることが特に好ましい。
After the top coat is applied on the
上塗り塗料も、下塗り塗料の場合と同様の方法で塗装できる。 The top coat can also be applied in the same manner as the undercoat.
[本発明の他の実施形態]
本発明の他の実施形態としては、第二化成処理皮膜50、第二プライマー層60及び第二トップ層70を有しない他は、塗装めっき鋼板1と同様の構成の塗装めっき鋼板;化成処理皮膜20,50を有さず、プライマー層30,60が化成処理皮膜20,50を介さずにめっき層12,13を覆っている他は塗装めっき鋼板1と同様の構成の塗装めっき鋼板;第一プライマー層30と第一化成処理皮膜20との間に第一の被覆層が形成されている他は塗装めっき鋼板1と同様の構成の塗装めっき鋼板;第一プライマー層30と第一トップ層40との間に第二の被覆層が形成されている他は塗装めっき鋼板1と同様の構成の塗装めっき鋼板;第二のプライマー層60と第二めっき層13との間に第三の被覆層(図示せず)が形成されている他は塗装めっき鋼板1と同様の構成の塗装めっき鋼板;第二プライマー層60と第二トップ層70との間に第四の被覆層が形成されている他は塗装めっき鋼板1と同様の構成の塗装めっき鋼板などが挙げられる。但し、トップ層40,70は塗装めっき鋼板1の最外層に配置される。第一から第四の被覆層は、エポキシ樹脂系塗料などの適宜の樹脂塗料から形成され得る。
[Other Embodiments of the Present Invention]
As another embodiment of the present invention, a coated plated steel sheet having the same configuration as the coated plated
以下、本発明を実施例によって具体的に説明する。 Hereinafter, the present invention will be specifically described by way of examples.
[実施例1]
めっき鋼板10として、「エスジーエル(登録商標)」(日鉄住金鋼板株式会社製、板厚:0.8mm、両面付着量:150g/m2)(以下、SGL)を用意した。このめっき鋼板10は、鋼板11と、鋼板11の第一面を覆う第一めっき層12と、鋼板11の第二面を覆う第二めっき層13とを備える。めっき層12,13の組成は、ともに55質量%Al−2質量%Mg−1.6質量%Si−Znであった。
[Example 1]
As the plated
めっき層12,13上に、クロメートフリー処理剤をバーコーターにより塗布し、更に最高到達板温度が100℃となるように約10秒間加熱した。これにより、第一めっき層12を覆う第一化成処理皮膜20、及び第二めっき層13を覆う第二化成処理皮膜50をそれぞれ形成した。化成処理皮膜20,50の片面あたりの付着量は、100mg/m2であった。
A chromate-free treatment agent was applied onto the plating layers 12 and 13 with a bar coater, and further heated for about 10 seconds so that the maximum plate temperature reached 100 ° C. Thereby, the 1st chemical
第一化成処理皮膜20上に、第一プライマー層形成用下塗り塗料としてエポキシ系塗料(バナジウム化合物:バナジン酸カルシウム、防錆顔料:リン酸マグネシウム、バナジウム化合物の含有割合:エポキシ系塗料の総質量に対して30質量%、防錆顔料の含有割合:エポキシ系塗料の総質量に対して20質量%、樹脂成分の含有割合:エポキシ系塗料の総質量に対して50質量%)をバーコーターにより塗布し、更に最高到達板温が200℃となるように60秒間加熱した。これにより、第一化成処理皮膜20を覆う第一プライマー層30を形成した。第一プライマー層30の付着量は、7g/m2であった。
On the first
第二化成処理皮膜50上に、第二プライマー層形成用下塗り塗料としてエポキシ系塗料(バナジウム化合物:バナジン酸カルシウム、防錆顔料:リン酸マグネシウム、バナジウム化合物の含有割合:エポキシ系塗料の総質量に対して30質量%、防錆顔料の含有割合:エポキシ系塗料の総質量に対して20質量%、樹脂成分の含有割合:エポキシ系塗料の総質量に対して50質量%)をバーコーターにより塗布し、更に最高到達板温が200℃となるように60秒間加熱した。これにより、第二化成処理皮膜50を覆う第二プライマー層60を形成した。第二プライマー層60の付着量は、2g/m2であった。
An epoxy paint (vanadium compound: calcium vanadate, rust preventive pigment: magnesium phosphate, vanadium compound content ratio: the total mass of the epoxy paint on the second
第一トップ層形成用上塗り塗料として、この第一トップ層形成用上塗り塗料(ポリエステル系塗料、黒色、艶消し)をバーコーターにより第一プライマー層30上に塗布し、更に最高到達板温が220℃となるように60秒間加熱した。これにより、第一プライマー層30を覆う第一トップ層50を形成した。第一トップ層50の付着量は、24g/m2であった。
As the first top layer forming top coat, this first top layer forming top coat (polyester-based paint, black, matte) is applied onto the
第二トップ層形成用上塗り塗料として、この第二トップ層形成用上塗り塗料(ポリエステル系塗料、黄土色)をバーコーターにより第二プライマー層60上に塗布し、更に最高到達板温が220℃となるように60秒間加熱した。これにより、第二プライマー層60を覆う第二トップ層70を形成した。第二トップ層70の付着量は、6g/m2であった。
As the second top layer forming top coating, this second top layer forming top coating (polyester paint, ocher) was applied onto the
このようにして、塗装めっき鋼板1(以下、SGLバナジウム鋼板)を得た。 Thus, the coating plating steel plate 1 (henceforth a SGL vanadium steel plate) was obtained.
[比較例1]
めっき鋼板10として、「ガルバリウム鋼板(登録商標)」(日鉄住金鋼板株式会社製、板厚:0.8mm、両面付着量:150g/m2)(以下、GL)を用いた他は、実施例1と同様にして塗装めっき鋼板1(以下、GLバナジウム鋼板)を得た。このめっき鋼板10は、鋼板11と、鋼板11の第一面を覆う第一めっき層12と、鋼板11の第二面を覆う第二めっき層13とを備える。この鋼板11は、実施例1で用いた鋼板11と同じものであった。また、このめっき層12及びめっき層13の組成は、55質量%Al−1.6質量%Si−Znであった。
[Comparative Example 1]
Other than using “Galbarium steel plate (registered trademark)” (manufactured by Nippon Steel & Sumikin Steel Co., Ltd., plate thickness: 0.8 mm, double-sided adhesion amount: 150 g / m 2 ) (hereinafter referred to as GL) In the same manner as in Example 1, a coated plated steel sheet 1 (hereinafter referred to as GL vanadium steel sheet) was obtained. The plated
[比較例2]
めっき鋼板10として、「エスジーエル(登録商標)」(日鉄住金鋼板株式会社製、板厚:0.8mm、両面付着量:150g/m2)を用意した。
[Comparative Example 2]
As the plated
めっき鋼板10のめっき層12,13上にクロメート処理剤(日本パーカライジング株式会社製、品番「ZM1300AN」)をバーコーターにより塗布し、更に最高到達板温度が100℃となるように約10秒間加熱した。化成処理皮膜20,50の片面あたりのクロム付着量は、ともに40mg/m2であった。
A chromate treatment agent (manufactured by Nihon Parkerizing Co., Ltd., product number “ZM1300AN”) was applied to the plated layers 12 and 13 of the plated
第一化成処理皮膜20上に、第一プライマー層形成用下塗り塗料として、エポキシ系塗料(防錆顔料:ストロンチウムクロメート)をバーコーターにより塗布し、更に最高到達板温が200℃となるように60秒間加熱した。これにより、第一化成処理皮膜20を覆う第一プライマー層30を形成した。第一プライマー層30の付着量は、6g/m2であった。
On the first
第二化成処理皮膜50上に、第二プライマー層形成用下塗り塗料として、エポキシ系塗料(防錆顔料:ストロンチウムクロメート)をバーコーターにより塗布し、更に最高到達板温が200℃となるように60秒間加熱した。これにより、第二化成処理皮膜50を覆う第二プライマー層60を形成した。第二プライマー層60の付着量は、2g/m2であった。
On the second
実施例1と同様にして、第一プライマー層30上に第一トップ層40を、第二プライマー層60上に第二トップ層70を、それぞれ形成した。
In the same manner as in Example 1, the first
このようにして、塗装めっき鋼板1(以下、SGLクロメート鋼板)を得た。 Thus, a coated plated steel sheet 1 (hereinafter referred to as SGL chromate steel sheet) was obtained.
[比較例3]
めっき鋼板10として、「エスジーエル(登録商標)」に代えて、「ガルバリウム鋼板(登録商標)」(日鉄住金鋼板株式会社製、板厚:0.8mm、両面付着量:150g/m2)を用いた他は、比較例1と同様にして塗装めっき鋼板1(以下、GLクロメート鋼板)を得た。
[Comparative Example 3]
As the plated
[評価試験]
(溶出性評価)
各実施例及び比較例で得られた塗装めっき鋼板1をシャー切断機により切断し、平面視5mm×50mmの寸法の短冊状のサンプルを得た。切断のクリアランスは、塗装めっき鋼板1の厚みに対して、上(第一トップ層40側)からせん断面の塗装めっき鋼板1の厚み方向の長さが6割、破断面の塗装めっき鋼板1の厚み方向の長さが4割となるようになるように切断(半分に)した。残りは下(第二トップ層70側)から同じように切断した。25個のサンプルを、温度20℃、体積100cm3のイオン交換水中に2時間浸漬することで溶解水を得た。
[Evaluation test]
(Elution evaluation)
The coated
続いて、溶解水から25個のサンプルを全て取り出し、更にこの溶解水中の各元素の量を分光光度計(アジレント・テクノロジー株式会社製、品番「7700X」)でICP(誘導結合プラズマ)質量分析法に基づいて測定した。同様にして、7時間浸漬した溶解水、13時間浸漬した溶解水、25時間浸漬した溶解水をそれぞれ得、各溶解水中の各元素の量を測定した。イオン交換水は、V、Mg、Cr等の不純物が1ppb未満であった。 Subsequently, all 25 samples were taken out of the dissolved water, and the amount of each element in the dissolved water was further analyzed by ICP (inductively coupled plasma) mass spectrometry using a spectrophotometer (product number “7700X” manufactured by Agilent Technologies, Inc.). Measured based on Similarly, dissolved water immersed for 7 hours, dissolved water immersed for 13 hours, and dissolved water immersed for 25 hours were obtained, and the amount of each element in each dissolved water was measured. The ion-exchanged water contained less than 1 ppb impurities such as V, Mg, and Cr.
実施例1、比較例1においては、溶解水中のバナジウムの量及びマグネシウムの量を測定した。各元素の量は、多元素同時定量した。いずれも予め準備した検量線によって、各元素の定量分析を行った。 In Example 1 and Comparative Example 1, the amount of vanadium and the amount of magnesium in the dissolved water were measured. The amount of each element was determined simultaneously with multiple elements. In any case, each element was quantitatively analyzed using a calibration curve prepared in advance.
比較例2,3において、溶解水中のクロムの量を測定した。このクロムの量は、分光光度計(島津製作所製、品番「UV3600」)に基づいて測定した。他の元素と同様に、予め準備した検量線を基準にしてクロムの量を定量した。 In Comparative Examples 2 and 3, the amount of chromium in the dissolved water was measured. The amount of chromium was measured based on a spectrophotometer (manufactured by Shimadzu Corporation, product number “UV3600”). As with other elements, the amount of chromium was quantified based on a calibration curve prepared in advance.
測定結果からサンプルの端面の長さあたりの元素の溶出量を導出した。その結果を表1に示す。さらに、溶出性評価において得られた、実施例1及び比較例1のサンプルの端面の長さあたりのバナジウムの溶出量と経過時間との関係を示すグラフを図2に示す。実施例1及び比較例1のサンプルの端面の長さあたりのマグネシウムの溶出量と経過時間との関係を示すグラフを図3に示す。比較例2及び比較例3のサンプルの端面の長さあたりのクロムの溶出量と経過時間との関係を示すグラフを図4に示す。実施例1及び比較例1のサンプルの端面の長さあたりのマグネシウム及びバナジウムの溶出量の合計と経過時間の平方根との関係を示すグラフを図5に示す。実施例1及び比較例1のサンプルの端面の長さあたりのバナジウムの溶出量と経過時間の平方根との関係を示すグラフを図6に示す。比較例2及び比較例3のサンプルの端面の長さあたりのクロムの溶出量と経過時間の平方根との関係を示すグラフを図7に示す。なお、図5〜図7中の直線は、経過時間の平方根に対する各サンプルの端面の長さあたりの元素の溶出量から最小二乗法により求めた相関直線である。 From the measurement results, the elution amount of the element per length of the end face of the sample was derived. The results are shown in Table 1. Furthermore, the graph which shows the relationship between the elution amount of vanadium per the length of the end surface of the sample of Example 1 and the comparative example 1, and elapsed time obtained in the elution evaluation is shown in FIG. The graph which shows the relationship between the elution amount of magnesium per length of the end surface of the sample of Example 1 and Comparative Example 1 and elapsed time is shown in FIG. A graph showing the relationship between the elution amount of chromium per end face length of the samples of Comparative Example 2 and Comparative Example 3 and the elapsed time is shown in FIG. FIG. 5 is a graph showing the relationship between the total elution amount of magnesium and vanadium per end face length of the samples of Example 1 and Comparative Example 1 and the square root of the elapsed time. The graph which shows the relationship between the elution amount of vanadium per the length of the end surface of the sample of Example 1 and Comparative Example 1 and the square root of elapsed time is shown in FIG. FIG. 7 is a graph showing the relationship between the elution amount of chromium per end face length of the samples of Comparative Example 2 and Comparative Example 3 and the square root of the elapsed time. The straight line in FIGS. 5 to 7 is a correlation straight line obtained by the least square method from the elution amount of the element per the length of the end face of each sample with respect to the square root of the elapsed time.
(端面耐食性評価)
各実施例及び比較例で得られた塗装めっき鋼板1をシャー切断機により、第一トップ層40(評価面)側からと第二トップ層70(評価面とは反対の面)側からの交互に切断し、平面視70mm×150mmの寸法のサンプルを切り出した。切断は、塗装めっき鋼板1の厚みに対して上からせん断部が6割、脆弱部が4割となるように切断した。このサンプルの一方の長辺(長さ150mmの辺)縁部(以下、下バリ部)には下バリが、他方の長辺縁部(以下、上バリ部)には上バリが形成されていた。なお、上バリとは、評価面である第一トップ層40側にバリ(カエリ)が発生していることをいい、下バリとは、評価面とは反対側である第二トップ層70側にバリ(カエリ)が発生していることをいう。そして、このサンプルの各短辺(長さ70mmの辺)における端面をシールし、端面耐食性評価用サンプルを得た。
(End surface corrosion resistance evaluation)
The coated plated
得られた端面耐食性評価用サンプルを用いて複合サイクル試験(CCT)を実施し、下バリ部における端面耐食性を評価した。具体的には、複合サイクル試験(CCT)は、SST(5%NaCl塩水噴霧:35℃;2時間)、乾燥(60℃、4時間)及び湿潤(恒温湿潤:50℃、95%RH;2時間)を1サイクルとして、100サイクル実施した。 A combined cycle test (CCT) was performed using the obtained sample for evaluation of end face corrosion resistance, and end face corrosion resistance in the lower burr portion was evaluated. Specifically, the combined cycle test (CCT) consists of SST (5% NaCl salt spray: 35 ° C .; 2 hours), dry (60 ° C., 4 hours) and wet (constant temperature wet: 50 ° C., 95% RH; 2 Time) was taken as one cycle, and 100 cycles were carried out.
試験後のサンプルについて、下バリ部における「膨れ(mm)」を測定した。測定結果を表1に示す。 About the sample after a test, the "blowing (mm)" in a lower burr | flash part was measured. The measurement results are shown in Table 1.
また、試験後のサンプルについて、下バリ部において、第一トップ層40の縁から上バリ部方向へ発生した「白錆長(mm)」を測定した。測定結果を表1に示す。
For the sample after the test, “white rust length (mm)” generated from the edge of the first

比較例1のGLバナジウム鋼板は、表1に示すように、プライマー層30,60はバナジウム化合物を含有するが、めっき層12,13にマグネシウムを含有しなかったので、膨れ及び白錆長がともに大きかった。 As shown in Table 1, the GL vanadium steel sheet of Comparative Example 1 contains the vanadium compound in the primer layers 30 and 60, but did not contain magnesium in the plating layers 12 and 13, so both swelling and white rust length were observed. It was big.
比較例2のSGLクロメート鋼板は、表1に示すように、プライマー層30,60はバナジウム化合物を含有しなかったが、めっき層12,13はマグネシウムを含有し、プライマー層30,60は防錆顔料としてストロンチウムクロメートを含有したので、膨れ及び白錆長がともに小さかった。 As shown in Table 1, the SGL chromate steel sheet of Comparative Example 2 did not contain the vanadium compound in the primer layers 30 and 60, but the plating layers 12 and 13 contained magnesium, and the primer layers 30 and 60 were rust-proof. Since strontium chromate was contained as a pigment, both swelling and white rust length were small.
比較例3のGLクロメート鋼板は、表1に示すように、めっき層12,13はマグネシウムを含有せず、プライマー層30,60はバナジウム化合物を含有しなかったが、プライマー層30,60は防錆顔料としてストロンチウムクロメートを含有したので、膨れ及び白錆長がともに大きかった。 As shown in Table 1, in the GL chromate steel sheet of Comparative Example 3, the plating layers 12 and 13 did not contain magnesium, and the primer layers 30 and 60 did not contain a vanadium compound. Since strontium chromate was contained as a rust pigment, both swelling and white rust length were large.
これに対し、実施例1のSGLバナジウム鋼板は、表1に示すように、めっき層12,13はマグネシウムを含有し、プライマー層30,60はバナジウム化合物としてバナジン酸カルシウムを含有したので、膨れ及び白錆長がともに小さかった。 On the other hand, as shown in Table 1, the SGL vanadium steel sheet of Example 1 contained magnesium in the plating layers 12 and 13 and the calcium oxide vanadate as the vanadium compound in the primer layers 30 and 60. Both white rust lengths were small.
以上より、実施例1のSGLバナジウム鋼板は、従来のクロメート処理を要しない塗装めっき鋼板に相当する比較例1のGLバナジウム鋼板よりも端面耐食性が優れることがわかった。さらに、実施例1のSGLバナジウム鋼板は、従来のクロメート処理を要する塗装めっき鋼板に相当する比較例3のGLクロメート鋼板よりも端面耐食性が優れ、クロメート処理を要する塗装めっき鋼板に相当する比較例2のSGLクロメート鋼板と同等の端面耐食性を有することがわかった。すなわち、実施例1のSGLバナジウム鋼板は、クロメート処理及びプライマー層中のクロメート系の顔料を要しなくとも、端面耐食性に優れることがわかった。 As mentioned above, it turned out that the SGL vanadium steel plate of Example 1 is more excellent in end surface corrosion resistance than the GL vanadium steel plate of the comparative example 1 equivalent to the conventional coating plating steel plate which does not require chromate treatment. Further, the SGL vanadium steel sheet of Example 1 is superior in end face corrosion resistance to the GL chromate steel sheet of Comparative Example 3 corresponding to a conventional coated steel sheet requiring chromate treatment, and Comparative Example 2 corresponding to a paint plated steel sheet requiring chromate treatment. It was found that the end face corrosion resistance was equivalent to that of the SGL chromate steel sheet. That is, it was found that the SGL vanadium steel sheet of Example 1 was excellent in end face corrosion resistance even without the chromate treatment and the chromate pigment in the primer layer.
また、表1に示すように、サンプルの端面の長さあたりのバナジウムの溶出量は、比較例1では1.1〜1.2μg/mであったに対し、実施例1では5.6〜9.1μg/mであった。サンプルの端面の長さあたりのマグネシウムの溶出量は、比較例1では1.9〜4.9μg/mであったのに対し、実施例1では30.4〜90.9μg/mであった。これらの結果から、めっき層12,13にマグネシウムを含有させ、水中において、めっき層12,13中のマグネシウムが溶出することで、プライマー層30,60中のバナジウム化合物の溶出を大きく促進させることがわかった。 Moreover, as shown in Table 1, the elution amount of vanadium per length of the end face of the sample was 1.1 to 1.2 μg / m in Comparative Example 1, whereas in Example 1, it was 5.6 to It was 9.1 μg / m. The elution amount of magnesium per length of the end face of the sample was 1.9 to 4.9 μg / m in Comparative Example 1, whereas it was 30.4 to 90.9 μg / m in Example 1. . From these results, the elution of the vanadium compound in the primer layers 30 and 60 can be greatly promoted by containing magnesium in the plating layers 12 and 13 and elution of the magnesium in the plating layers 12 and 13 in water. all right.
また、表1に示すように、サンプルの端面の長さあたりのクロムの溶出量は、比較例2では180〜480μg/mであったのに対し、比較例3では200〜510μg/mであった。これらの結果から、サンプルの端面の長さあたりのクロムの溶出量は、めっき層12,13のマグネシウムの含有量に依存しないことがわかった。 Further, as shown in Table 1, the elution amount of chromium per end face length of the sample was 180 to 480 μg / m in Comparative Example 2, whereas it was 200 to 510 μg / m in Comparative Example 3. It was. From these results, it was found that the elution amount of chromium per end face length of the sample did not depend on the magnesium content of the plating layers 12 and 13.
このようにめっき層12,13がマグネシウムを含有すると、めっき層12,13がマグネシウムを含有しない場合に比べ、バナジウムが水中に溶出しやすくなる傾向が見られた。また、比較例1のGLにクロメートフリー塗膜を施したGLバナジウム鋼板より、実施例1のSGLにクロメートフリー塗膜を施したSGLバナジウム鋼板は、明らかに、マグネシウム及びバナジウムの溶出速度が大きかった。そのことによって、アルミニウムや亜鉛の腐食の進行を抑制することができるがわかった。 Thus, when the plating layers 12 and 13 contained magnesium, the tendency for the vanadium to elute in water easily was seen compared with the case where the plating layers 12 and 13 do not contain magnesium. In addition, the SGL vanadium steel sheet with the chromate-free coating applied to the SGL of Example 1 clearly had a higher elution rate of magnesium and vanadium than the GL vanadium steel sheet with the chromate-free coating applied to the GL of Comparative Example 1. . It has been found that the progress of corrosion of aluminum and zinc can be suppressed.
図5から、サンプルの端面からイオン交換水中への、端面の長さあたりのマグネシウム及びバナジウムの溶出量の合計は、経過時間とともに上昇し、経過時間の平方根に比例することがわかった。また、サンプルの端面の長さあたりのマグネシウム及びバナジウムの量の合計について、図5に示す比較例1の相関直線の比例係数A1は1.35(μg/m)/(時)0.5であったのに対し、実施例1の相関直線の比例係数A1は20.6(μg/m)/(時)0.5であった。すなわち、実施例1の比例係数A1は比較例1の比例係数A1よりも約15倍大きかった。このことからも、めっき層12,13がマグネシウムを含有すると、めっき層12,13がマグネシウムを含有しない場合に比べて、マグネシウム及びバナジウムの元素量が多くなることがわかった。 From FIG. 5, it was found that the total elution amount of magnesium and vanadium per end face length from the end face of the sample into the ion-exchanged water increased with the elapsed time and was proportional to the square root of the elapsed time. Further, with respect to the total amount of magnesium and vanadium per length of the end face of the sample, the proportionality coefficient A1 of the correlation line in Comparative Example 1 shown in FIG. 5 is 1.35 (μg / m) / (hour) 0.5 . In contrast, the proportionality coefficient A1 of the correlation line of Example 1 was 20.6 (μg / m) / (hour) 0.5 . That is, the proportionality coefficient A1 of Example 1 was about 15 times larger than the proportionality coefficient A1 of Comparative Example 1. From this, it was found that when the plating layers 12 and 13 contain magnesium, the element amounts of magnesium and vanadium increase compared to the case where the plating layers 12 and 13 do not contain magnesium.
図6から、サンプルの端面からイオン交換水中への、端面の長さあたりのバナジウムの溶出量は、経過時間とともに上昇し、経過時間の平方根に比例することがわかった。また、サンプルの端面の長さあたりのバナジウムの量について、図6に示す比較例1の相関直線の比例係数A2は0.3(μg/m)/(時)0.5であったのに対し、実施例1の相関直線の比例係数A2は2.0(μg/m)/(時)0.5であった。すなわち、実施例1の比例係数A2は比較例1の比例係数A2よりも約7倍大きかった。このことからも、めっき層12,13がマグネシウムを含有すると、めっき層12,13がマグネシウムを含有しない場合に比べて、バナジウムの元素量が多くなることがわかった。 From FIG. 6, it was found that the elution amount of vanadium per end face length from the end face of the sample into the ion exchange water increased with the elapsed time and was proportional to the square root of the elapsed time. Further, regarding the amount of vanadium per length of the end face of the sample, the proportionality coefficient A2 of the correlation line of Comparative Example 1 shown in FIG. 6 was 0.3 (μg / m) / (hour) 0.5. On the other hand, the proportionality coefficient A2 of the correlation line of Example 1 was 2.0 (μg / m) / (hour) 0.5 . That is, the proportionality coefficient A2 of Example 1 was about 7 times larger than the proportionality coefficient A2 of Comparative Example 1. From this, it was found that when the plating layers 12 and 13 contain magnesium, the amount of vanadium element is increased as compared with the case where the plating layers 12 and 13 do not contain magnesium.
また、めっき層12,13がマグネシウムを含有し、プライマー層30,60がバナジン酸カルシウム及びリン酸マグネシウムを含有する実施例1のSGLバナジウム鋼板は、めっき層12,13がマグネシウムを含有せず、プライマー層30,60がバナジン酸カルシウム及びリン酸マグネシウムを含有する比較例1のGLバナジウム鋼板に比べ、サンプルの端面の長さあたりのバナジウムの溶出量が大きかった。そのため、めっき層12,13中のマグネシウムがプライマー層30,60中のバナジウムの溶出に効果的に働いていると考えられる。 In addition, the SGL vanadium steel sheet of Example 1 in which the plating layers 12 and 13 contain magnesium and the primer layers 30 and 60 contain calcium vanadate and magnesium phosphate, the plating layers 12 and 13 do not contain magnesium, Compared with the GL vanadium steel sheet of Comparative Example 1 in which the primer layers 30 and 60 contain calcium vanadate and magnesium phosphate, the elution amount of vanadium per length of the end face of the sample was large. Therefore, it is considered that magnesium in the plating layers 12 and 13 works effectively for elution of vanadium in the primer layers 30 and 60.
Claims (8)
前記めっき層を覆うプライマー層と、
前記プライマー層を覆うトップ層とを備え、
前記めっき層は、マグネシウムを含有し、
前記プライマー層は、バナジウム化合物を含有する塗装めっき鋼板。 A plated steel sheet comprising a steel sheet and a plating layer covering the steel sheet;
A primer layer covering the plating layer;
A top layer covering the primer layer,
The plating layer contains magnesium,
The primer layer is a coated plated steel sheet containing a vanadium compound.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016095798A JP6927668B2 (en) | 2016-05-12 | 2016-05-12 | Painted galvanized steel sheet |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016095798A JP6927668B2 (en) | 2016-05-12 | 2016-05-12 | Painted galvanized steel sheet |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017203192A true JP2017203192A (en) | 2017-11-16 |
| JP6927668B2 JP6927668B2 (en) | 2021-09-01 |
Family
ID=60322076
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016095798A Active JP6927668B2 (en) | 2016-05-12 | 2016-05-12 | Painted galvanized steel sheet |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6927668B2 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108912973A (en) * | 2018-08-22 | 2018-11-30 | 泉州市三星精细化工有限公司 | It is a kind of applied to vacuum aluminum-coated aqueous priming paint and preparation method thereof |
| CN115305446A (en) * | 2022-08-24 | 2022-11-08 | 常州大学 | MgCr on surface of HK40 heat-resistant steel 2 O 4 Coating and method for producing the same |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001003182A (en) * | 1999-06-22 | 2001-01-09 | Nippon Steel Corp | Precoated steel sheet excellent in corrosion resistance of worked part and small in environmental load |
| JP2011195941A (en) * | 2010-03-24 | 2011-10-06 | Jfe Steel Corp | Surface-treated steel sheet |
| WO2015012290A1 (en) * | 2013-07-25 | 2015-01-29 | 日本ファインコーティングス株式会社 | Coating composition, coating film, and coated steel plate |
| JP2015532678A (en) * | 2012-08-01 | 2015-11-12 | ブルースコープ・スティール・リミテッドBluescope Steel Limited | Metal plated steel strip |
| JP5814941B2 (en) * | 2010-12-22 | 2015-11-17 | 関西ペイント株式会社 | Coating composition with excellent corrosion resistance |
-
2016
- 2016-05-12 JP JP2016095798A patent/JP6927668B2/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001003182A (en) * | 1999-06-22 | 2001-01-09 | Nippon Steel Corp | Precoated steel sheet excellent in corrosion resistance of worked part and small in environmental load |
| JP2011195941A (en) * | 2010-03-24 | 2011-10-06 | Jfe Steel Corp | Surface-treated steel sheet |
| JP5814941B2 (en) * | 2010-12-22 | 2015-11-17 | 関西ペイント株式会社 | Coating composition with excellent corrosion resistance |
| JP2015532678A (en) * | 2012-08-01 | 2015-11-12 | ブルースコープ・スティール・リミテッドBluescope Steel Limited | Metal plated steel strip |
| WO2015012290A1 (en) * | 2013-07-25 | 2015-01-29 | 日本ファインコーティングス株式会社 | Coating composition, coating film, and coated steel plate |
Non-Patent Citations (1)
| Title |
|---|
| SGL(登録商標)のホームページ, JPN6020042258, 28 October 2020 (2020-10-28), ISSN: 0004382673 * |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108912973A (en) * | 2018-08-22 | 2018-11-30 | 泉州市三星精细化工有限公司 | It is a kind of applied to vacuum aluminum-coated aqueous priming paint and preparation method thereof |
| CN108912973B (en) * | 2018-08-22 | 2020-08-25 | 泉州市三星精细化工有限公司 | Water-based primer applied to vacuum aluminum plating and preparation method thereof |
| CN115305446A (en) * | 2022-08-24 | 2022-11-08 | 常州大学 | MgCr on surface of HK40 heat-resistant steel 2 O 4 Coating and method for producing the same |
| CN115305446B (en) * | 2022-08-24 | 2024-03-15 | 常州大学 | MgCr on surface of HK40 heat-resistant steel 2 O 4 Coating and preparation method thereof |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6927668B2 (en) | 2021-09-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4323530B2 (en) | Coating composition with excellent corrosion resistance | |
| JP5669299B2 (en) | Coating composition with excellent corrosion resistance | |
| JP4988434B2 (en) | Coating composition with excellent corrosion resistance | |
| JP4443581B2 (en) | Coating composition with excellent corrosion resistance | |
| JP5231754B2 (en) | Coating composition with excellent corrosion resistance | |
| TWI500717B (en) | Excellent corrosion resistance of the coating composition | |
| JP4403205B2 (en) | Film-forming metal material with excellent corrosion resistance | |
| JP6509604B2 (en) | Painted galvanized steel sheet | |
| TW201510121A (en) | Substrate treating composition for coated metal plate, plated metal plate subjected to substrate treatment and method for manufacturing said plate, coated and plated metal plate and method for manufacturing said plate | |
| JP4374034B2 (en) | Coating composition with excellent corrosion resistance | |
| JP2013067699A (en) | Coating composition, coated film, and coated steel plate | |
| JP2005247906A (en) | Water-based coating agent for steel material, coating method, and coated steel material | |
| CN102791483B (en) | Zinc-plated steel sheet having coating film formed thereon and having excellent white rust resistance | |
| JP5161164B2 (en) | Coating composition with excellent corrosion resistance | |
| JP6927668B2 (en) | Painted galvanized steel sheet | |
| JP2010031297A (en) | Paint composition with excellent corrosion resistance | |
| CN107849696B (en) | Aqueous treatment agent, galvanized steel material or galvanized alloy steel material, and coated galvanized steel material or coated galvanized alloy steel material | |
| JP2024071419A (en) | Coated plating steel plate | |
| JP5801691B2 (en) | Coated metal plate | |
| JP2003025496A (en) | Pre-coated steel plate which is excellent in environmental harmony, worked section anticorrosive property, and worked section adhesion | |
| JP2004209787A (en) | Precoated steel plate excellent in environmental consistency and coating film peel resistance and corrosion resistance of slide part | |
| JP2004209791A (en) | Precoated steel plate excellent in environmental consistency and corrosion resistance | |
| JP5584108B2 (en) | Coating composition with excellent corrosion resistance | |
| JP3875860B2 (en) | Pre-coated steel sheet with excellent environmental harmony, processed part corrosion resistance and processed part adhesion | |
| JP5547438B2 (en) | Coating composition with excellent corrosion resistance |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20190426 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190508 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200228 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200310 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200511 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20201110 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20210112 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210309 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210706 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210805 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6927668 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |