JP2017191728A - Method of manufacturing electrode, and rotary die cutter - Google Patents
Method of manufacturing electrode, and rotary die cutter Download PDFInfo
- Publication number
- JP2017191728A JP2017191728A JP2016081144A JP2016081144A JP2017191728A JP 2017191728 A JP2017191728 A JP 2017191728A JP 2016081144 A JP2016081144 A JP 2016081144A JP 2016081144 A JP2016081144 A JP 2016081144A JP 2017191728 A JP2017191728 A JP 2017191728A
- Authority
- JP
- Japan
- Prior art keywords
- electrode
- cutting
- cut
- electrode material
- roll
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 32
- 238000005520 cutting process Methods 0.000 claims abstract description 102
- 239000007772 electrode material Substances 0.000 claims abstract description 89
- 230000002093 peripheral effect Effects 0.000 claims abstract description 35
- 239000011248 coating agent Substances 0.000 claims description 54
- 238000000576 coating method Methods 0.000 claims description 54
- 239000011888 foil Substances 0.000 claims description 46
- 238000000034 method Methods 0.000 claims description 11
- 230000032258 transport Effects 0.000 description 39
- 239000000463 material Substances 0.000 description 13
- 239000011347 resin Substances 0.000 description 12
- 229920005989 resin Polymers 0.000 description 12
- 239000007773 negative electrode material Substances 0.000 description 9
- 239000007774 positive electrode material Substances 0.000 description 9
- 238000000926 separation method Methods 0.000 description 9
- 239000011149 active material Substances 0.000 description 6
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 238000003860 storage Methods 0.000 description 4
- HBBGRARXTFLTSG-UHFFFAOYSA-N Lithium ion Chemical compound [Li+] HBBGRARXTFLTSG-UHFFFAOYSA-N 0.000 description 3
- 238000010030 laminating Methods 0.000 description 3
- 229910001416 lithium ion Inorganic materials 0.000 description 3
- 239000008151 electrolyte solution Substances 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 240000006829 Ficus sundaica Species 0.000 description 1
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 239000003990 capacitor Substances 0.000 description 1
- 239000006258 conductive agent Substances 0.000 description 1
- 239000011889 copper foil Substances 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 229910000652 nickel hydride Inorganic materials 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images






Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Battery Electrode And Active Subsutance (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
- Electric Double-Layer Capacitors Or The Like (AREA)
- Fixed Capacitors And Capacitor Manufacturing Machines (AREA)
- Cell Electrode Carriers And Collectors (AREA)
Abstract
Description
本発明は、帯状の電極材料を個片の電極の形状に切断する切断工程を備えた電極の製造方法及びロータリーダイカッタに関する。 The present invention relates to an electrode manufacturing method and a rotary die cutter including a cutting step of cutting a strip-shaped electrode material into the shape of an individual electrode.
例えば、EV(Electric Vehicle)やPHV(Plug in Hybrid Vehicle)などの車両には、駆動源としてのモータで使用される電力を蓄えるための蓄電装置が搭載されている。このような蓄電装置としては、例えばリチウムイオン二次電池やニッケル水素二次電池といった二次電池が知られている。二次電池は、活物質層を有する正極及び負極の電極が層状に重なった電極組立体を備える。電極組立体の構造としては、一定長の長尺な正極及び負極の電極を、重ね合わせた状態で筒状に巻き上げた捲回式と、概略矩形をなす正極及び負極の電極を、交互に多数積層した積層式と、が知られている。例えば、リチウムイオン二次電池などの電極では、集電体としての金属箔を備え、金属箔の表面に活物質層を備えた構成が多用されている。 For example, vehicles such as EV (Electric Vehicle) and PHV (Plug in Hybrid Vehicle) are equipped with a power storage device for storing electric power used by a motor as a drive source. As such a power storage device, for example, a secondary battery such as a lithium ion secondary battery or a nickel hydride secondary battery is known. The secondary battery includes an electrode assembly in which positive and negative electrodes each having an active material layer are layered. As the structure of the electrode assembly, a long positive electrode and a negative electrode of a certain length are wound in a cylindrical shape in an overlapping state, and a large number of positive and negative electrodes having a substantially rectangular shape are alternately arranged. A stacked type is known. For example, in an electrode such as a lithium ion secondary battery, a configuration including a metal foil as a current collector and an active material layer on the surface of the metal foil is frequently used.
例えば特許文献1には、電極の製造過程に使用される装置として、帯状の電極材料を切断することにより、予め定めた矩形形状の電極を切り出すロータリーダイカッタを備えた装置が開示されている。
For example,
積層式の電極組立体を採用する場合、蓄電装置の製造工程上、前述の切断工程の後、個片となった正極又は負極の電極は、一旦、個々に収容具(マガジン)に積層される、又は積層装置に直接搬送され、電極組立体の形成に用いられる。しかしながら、帯状の電極材料から個片の電極を切り出す場合、電極材料から切り離された電極は、ロータリーダイカッタから搬送装置、例えばベルトコンベアに乗り移る際に、その姿勢にバラツキが生じる。個片となった電極は、例えば、幅方向の一端が先にベルトコンベアに接触することにより受ける力でも、容易に回転や変位してしまう。このように、個片となった電極の位置や姿勢のバラツキが大きいと、収容具に集積する場合も、積層装置において積層を行う場合も、その前に、一旦姿勢を整えるための装置・工程が必要となる。 When the stacked electrode assembly is employed, the positive electrode or the negative electrode that has been separated into individual pieces after the above-described cutting step is once laminated individually in a container (magazine) in the manufacturing process of the power storage device. Or directly conveyed to a laminating apparatus and used for forming an electrode assembly. However, when a piece of electrode is cut out from a strip-shaped electrode material, when the electrode cut from the electrode material is transferred from the rotary die cutter to a transport device, for example, a belt conveyor, the posture thereof varies. For example, the electrode that has become a piece is easily rotated or displaced even by a force received when one end in the width direction first comes into contact with the belt conveyor. In this way, when the position and posture of the electrodes that have become individual variations are large, both when accumulating in the container and when laminating in the laminating apparatus, the device / process for adjusting the posture once before that. Is required.
本発明は、上記従来技術に存在する問題点に着目してなされたものであり、その目的は、搬送中であっても切り出した電極の位置決めができる電極の製造方法及びロータリーダイカッタを提供することにある。 The present invention has been made paying attention to the problems existing in the above prior art, and an object of the present invention is to provide an electrode manufacturing method and a rotary die cutter capable of positioning the cut-out electrode even during conveyance. There is.
上記問題点を解決するための電極の製造方法は、帯状集電箔の表面に形成された塗工部と、前記塗工部に隣接し、前記帯状集電箔の長手方向に沿って存在し前記帯状集電箔の露出した露出部と、を備える電極材料を、個片の電極の形状に切断する切断工程を備えた電極の製造方法であって、前記切断工程は、切刃を周面に備えるダイロール、及び前記ダイロールの周面に対向して配置されたアンビルロールを含むロータリーダイカッタによって行われ、前記電極材料を搬送しながら前記ダイロールと前記アンビルロールの間を通過させる際、嵩上げ部により前記露出部を前記アンビルロールの周面から嵩上げしつつ、前記切刃の形状に沿って前記電極材料の切断を行い、前記塗工部と前記嵩上げ部との間に形成された隙間により、該隙間に対応した露出部に非切断部を形成することを要旨とする。 An electrode manufacturing method for solving the above-described problems is a coating portion formed on the surface of the strip-shaped current collector foil, and is adjacent to the coating portion and along the longitudinal direction of the strip-shaped current collector foil. An exposed portion of the strip-shaped current collector foil, and an electrode manufacturing method comprising a cutting step of cutting an electrode material into the shape of an individual electrode, wherein the cutting step has a peripheral surface A die roll, and a rotary die cutter including an anvil roll disposed to face the peripheral surface of the die roll, and when passing between the die roll and the anvil roll while conveying the electrode material, a raised portion While raising the exposed portion from the peripheral surface of the anvil roll, the electrode material is cut along the shape of the cutting edge, and the gap formed between the coated portion and the raised portion, Against this gap And summarized in that forming the uncut portion in the exposed portion was.
これによれば、電極材料がダイロールとアンビルロールの間を通過する際、塗工部の厚みによってアンビルロールの周面より高い位置にある露出部であっても、嵩上げ部によってアンビルロールから嵩上げされた位置に支持される。 According to this, when the electrode material passes between the die roll and the anvil roll, it is raised from the anvil roll by the raising portion even if it is an exposed portion located higher than the peripheral surface of the anvil roll due to the thickness of the coating portion. It is supported at the position.
露出部のうち隙間に対応した部分では、露出部に押し当てられた切刃の一部が隙間に逃げ、切刃が押し当てられながらも露出部の繋がった非切断部が形成される。このため、電極として切り出される部分と、電極とは異なる部分とが非切断部によって繋がっている。よって、切り出された電極がロータリーダイカッタから、例えば搬送装置に乗り移る際に、その姿勢がバラツクことを抑制できる。したがって、切断工程の後工程で、切り出された電極を収容具に集積する場合、又は積層装置において積層を行う場合に、電極の姿勢を整える必要がない。 In a portion corresponding to the gap in the exposed portion, a part of the cutting blade pressed against the exposed portion escapes into the gap, and a non-cut portion where the exposed portion is connected while the cutting blade is pressed is formed. For this reason, the part cut out as an electrode and the part different from an electrode are connected by the non-cut | disconnecting part. Therefore, when the cut electrode is transferred from the rotary die cutter to, for example, the transport device, it is possible to prevent the posture from being varied. Therefore, it is not necessary to adjust the posture of the electrode when the cut-out electrode is accumulated in the container in the subsequent process of the cutting process or when the stacking apparatus performs stacking.
また、電極の製造方法について、前記電極材料が切断される過程で、前記非切断部では、前記切刃が押し当てられて前記露出部に切れ込みが形成されてもよい。
これによれば、切断工程では、非切断部が形成されると同時に切れ込みが形成される。このため、露出部に切れ込みが形成されることで、非切断部の厚みが露出部より薄くなり、電極として切り出される部分を、電極とは異なる部分から分離しやすくなる。
Moreover, about the manufacturing method of an electrode, in the process in which the said electrode material is cut | disconnected, in the said non-cutting part, the said cutting blade may be pressed and a notch may be formed in the said exposed part.
According to this, in a cutting process, a notch is formed simultaneously with a non-cutting part being formed. For this reason, by forming a cut in the exposed portion, the thickness of the uncut portion becomes thinner than the exposed portion, and the portion cut out as an electrode can be easily separated from the portion different from the electrode.
また、電極の製造方法について、前記切れ込みは、前記電極材料の搬送方向に沿って延びる切刃の一部により前記露出部が切られて形成される。
これによれば、非切断部及び切れ込みは、搬送方向に沿って延びる状態に形成される。このため、電極が搬送方向へ案内されていくに連れて非切断部が切断され、非切断部を簡単に切断することができる。
Moreover, about the manufacturing method of an electrode, the said notch | incision is formed by the said exposed part being cut by a part of cutting blade extended along the conveyance direction of the said electrode material.
According to this, the non-cut portion and the cut are formed in a state extending along the transport direction. For this reason, the non-cut portion is cut as the electrode is guided in the transport direction, and the non-cut portion can be easily cut.
また、電極の製造方法について、前記非切断部を破断する工程を備え、該破断する工程では、前記電極材料のうち前記電極として切り出される部分を、前記電極材料の搬送方向である第1方向へ案内する一方で、前記電極として切り出される部分とは異なる部分を、前記第1方向とは異なる方向へ案内する。 In addition, the electrode manufacturing method includes a step of breaking the non-cut portion, and in the breaking step, a portion of the electrode material cut out as the electrode is moved in a first direction that is a conveyance direction of the electrode material. While guiding, a portion different from the portion cut out as the electrode is guided in a direction different from the first direction.
これによれば、案内方向が異なるため、非切断部に負荷が付与される。この負荷によって非切断部が破断される。このため、簡単な構成により、非切断部を破断することができる。 According to this, since the guide directions are different, a load is applied to the non-cut portion. The uncut portion is broken by this load. For this reason, an uncut part can be fractured with a simple configuration.
上記問題点を解決するためのロータリーダイカッタは、帯状集電箔の表面に形成された塗工部と、前記塗工部に隣接し、前記帯状集電箔の長手方向に沿って存在し前記帯状集電箔の露出した露出部と、を備える電極材料を、個片の電極の形状に切断するロータリーダイカッタであって、切刃を周面に備えるダイロール、及び前記ダイロールの周面に対向して配置されたアンビルロールを含み、前記ダイロールと前記アンビルロールの間を通過する前記電極材料のうち前記露出部を前記アンビルロールの周面から嵩上げする嵩上げ部を有するとともに、前記塗工部と前記嵩上げ部との間に存在する隙間を有し、前記隙間に対応して前記切刃の一部が配置されていることを要旨とする。 A rotary die cutter for solving the above-mentioned problems is a coating portion formed on the surface of the strip-shaped current collector foil, and is adjacent to the coating portion and exists along the longitudinal direction of the strip-shaped current collector foil. A rotary die cutter that cuts an electrode material having an exposed exposed portion of a strip-shaped current collector foil into the shape of an individual electrode, the die roll having a cutting edge on the peripheral surface, and facing the peripheral surface of the die roll An anvil roll disposed as a part of the electrode material passing between the die roll and the anvil roll, and having a raised portion that raises the exposed portion from the peripheral surface of the anvil roll, and the coating portion. The gist is that a gap exists between the raised portion and a part of the cutting blade is disposed corresponding to the gap.
これによれば、電極材料がダイロールとアンビルロールの間を通過する際、塗工部の厚みによってアンビルロールの周面より高い位置にある露出部であっても、嵩上げ部によってアンビルロールから嵩上げされた位置に支持される。露出部のうち隙間に対応した部分では、露出部に押し当てられた切刃の一部を隙間に逃がすことができ、露出部には、該露出部の繋がった非切断部を形成することができる。このため、ロータリーダイカッタにより、電極として切り出される部分を、電極とは異なる部分と非切断部によって繋げた状態に切断することができる。 According to this, when the electrode material passes between the die roll and the anvil roll, it is raised from the anvil roll by the raising portion even if it is an exposed portion located higher than the peripheral surface of the anvil roll due to the thickness of the coating portion. It is supported at the position. In the portion corresponding to the gap in the exposed portion, a part of the cutting blade pressed against the exposed portion can be released to the gap, and the exposed portion can be formed with a non-cut portion connected to the exposed portion. it can. For this reason, the part cut out as an electrode can be cut | disconnected by the rotary die cutter in the state connected with the part different from an electrode, and the non-cut | disconnecting part.
その結果として、切り出された電極がロータリーダイカッタから、例えば搬送装置に乗り移る際に、その姿勢がバラツクことを抑制できる。したがって、切断工程の後工程で、切り出された電極を収容具に集積する場合、又は積層装置において積層を行う場合に、電極の姿勢を整える必要がない。 As a result, when the cut electrode is transferred from the rotary die cutter to, for example, the transfer device, it is possible to prevent the posture from being varied. Therefore, it is not necessary to adjust the posture of the electrode when the cut-out electrode is accumulated in the container in the subsequent process of the cutting process or when the stacking apparatus performs stacking.
本発明によれば、搬送中であっても切り出した電極の位置決めができる。 According to the present invention, the cut-out electrode can be positioned even during conveyance.
以下、電極の製造方法及びロータリーダイカッタを具体化した一実施形態を図1〜図10にしたがって説明する。
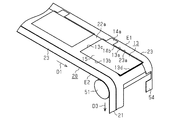
図1に示すように、二次電池10は、例えばリチウムイオン二次電池である。二次電池10は、電極組立体11と、図示しない電解液と、電極組立体11及び電解液を収容しているケース12と、を備える。
Hereinafter, an embodiment of an electrode manufacturing method and a rotary die cutter will be described with reference to FIGS.
As shown in FIG. 1, the
図2に示すように、電極組立体11は、電極としての複数の正極電極13と、電極としての複数の負極電極16と、複数のセパレータ24と、を備える。正極電極13と負極電極16とは、セパレータ24によって相互に絶縁された状態で層状に重なっている。
As shown in FIG. 2, the
正極電極13は、矩形シート状である。正極電極13は、正極集電箔14を備える。正極集電箔14は、例えばアルミニウム箔である。正極電極13は、正極集電箔14の両面を覆う正極活物質層15を備える。正極電極13は、正極集電箔14の一辺から突出した形状の正極タブ14aを備える。
The
正極電極13は、正極タブ14aの突出した長辺に沿う第1の縁13aを備える。正極タブ14aは、第1の縁13aの途中から突出した形状である。正極電極13は、第1の縁13aの対辺となる長辺に第2の縁13bを備える。また、正極電極13は、第1の縁13aと第2の縁13bの一端同士を繋ぐ短辺に第3の縁13cを備え、第1の縁13aと第2の縁13bの他端同士を繋ぐ短辺に第4の縁13dを備える。
The
正極電極13は、第1の縁13aに沿って正極未塗工部14bを備える。正極未塗工部14bは、正極活物質層15が存在せず、正極集電箔14が露出した部分である。
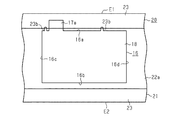
負極電極16は、矩形シート状である。負極電極16は、負極集電箔17を備える。負極集電箔17は、例えば銅箔である。負極電極16は、負極集電箔17の両面を覆う負極活物質層18を備える。負極電極16は、負極集電箔17の一辺から突出した形状の負極タブ17aを備える。
The
The
負極電極16は、負極タブ17aの突出した長辺に沿う第1の縁16aを備える。負極タブ17aは、第1の縁16aの途中から突出した形状である。負極電極16は、第1の縁16aの対辺となる長辺に第2の縁16bを備える。また、負極電極16は、第1の縁16aと第2の縁16bの一端同士を繋ぐ短辺に第3の縁16cを備え、第1の縁16aと第2の縁16bの他端同士を繋ぐ短辺に第4の縁16dを備える。
The
負極電極16の隣り合う2辺(長辺及び短辺)の長さは、正極電極13の隣り合う2辺(長辺及び短辺)の長さより長く、負極電極16は、正極電極13より一回り大きい。また、負極活物質層18の隣り合う2辺(長辺及び短辺)の長さは、正極活物質層15の隣り合う2辺(長辺及び短辺)の長さより長く、負極活物質層18は、正極活物質層15より一回り大きい。なお、セパレータ24の平面形状は、負極電極16の平面形状と同じであり、正極電極13より一回り大きい。
The length of two adjacent sides (long side and short side) of the
次に、電極製造設備30について説明する。
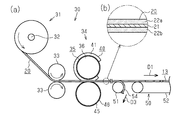
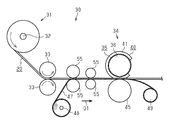
図3(a)及び図4に示すように、電極製造設備30は、帯状の電極材料20を個片の正極電極13又は負極電極16の形状に切断する切断工程を行うための設備である。電極製造設備30には、電極材料20が供給される。
Next, the
As shown in FIG. 3A and FIG. 4, the
搬送方向D1は、電極製造設備30において、電極材料20が搬送される方向を示している。搬送方向D1は、電極材料20の長手方向と一致する。また、幅方向D2は、電極材料20の面に沿う方向のうち、搬送方向D1と直交する方向を示している。
The transport direction D <b> 1 indicates the direction in which the
ここで、電極材料20について説明する。
図3(b)及び図4に示すように、帯状の電極材料20は帯状集電箔21と、帯状集電箔21の一方の面に存在する第1の塗工部22a及び他方の面に存在する第2の塗工部22bと、を備える。正極電極13用の電極材料20においては、帯状集電箔21は正極集電箔14となる部位であり、負極電極16用の電極材料20においては、帯状集電箔21は負極集電箔17となる部位である。また、正極電極13用の電極材料20においては、各塗工部22a,22bは正極活物質層15となる部位であり、負極電極16用の電極材料20においては、各塗工部22a,22bは負極活物質層18となる部位である。
Here, the
As shown in FIGS. 3B and 4, the strip-shaped
各塗工部22a,22bは、活物質、導電剤、溶媒及びバインダを混合したペースト状の活物質合剤を帯状集電箔21の表面に塗布し、乾燥した後、加圧して形成されている。各塗工部22a,22bは、電極材料20の長手方向に沿って、帯状に一定の幅で延びている。また、電極材料20は、電極材料20の長手方向に沿って存在する露出部23を備える。本実施形態では、電極材料20は、両方の長縁部E1,E2に沿って存在する露出部23を備える。各露出部23は、帯状集電箔21の長手方向に沿って一定幅で露出している。露出部23は、帯状集電箔21において塗工部22a,22bが存在しない部位であり、帯状集電箔21が露出した部分である。第1の塗工部22a及び第2の塗工部22bに対し、露出部23は電極材料20の幅方向D2に隣接している。本実施形態では、電極材料20の幅方向D2に沿って、一方の露出部23、塗工部22a,22b及び他方の露出部23が並んでいる。
Each
電極製造設備30について詳しく説明する。
図3(a)及び図4に示すように、電極製造設備30は、電極材料20を供給する供給部31を備える。供給部31は、ロール状に捲回された電極材料20を支持するホルダ32を備える。ホルダ32は、電極材料20の搬送速度にあわせて、電極材料20を送出する。電極製造設備30は、電極材料20を搬送する円柱状の搬送ロール33を、電極材料20を挟んで一対備える。搬送ロール33の軸心は、幅方向D2に沿って延びる。搬送ロール33は、図示しない駆動装置によって軸心まわりで回転する。なお、電極材料20は、第2の塗工部22bが下側になる状態で搬送される。
The
As shown in FIG. 3A and FIG. 4, the
電極製造設備30は、ロータリーダイカッタ34を備える。ロータリーダイカッタ34は、電極材料20を、正極電極13又は負極電極16の外形に沿って予め決められた切断予定線20aで切断するための装置である。切断予定線20aは、電極材料20において、切断が予定されている部位である。この実施形態において、切断予定線20aは、予め定めた形状である正極電極13又は負極電極16の輪郭と同一の形状であり、閉環状である。
The
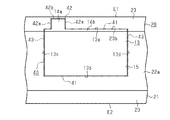
図5(a)に示すように、正極電極13の切断予定線20aのうち、正極電極13の第1の縁13a及び正極タブ14aに対応した部分は、露出部23上に設定され、第1の縁13aは搬送方向D1に延び、正極タブ14aは搬送方向D1及び幅方向D2に延びる。切断予定線20aのうち、正極電極13の第3の縁13c及び第4の縁13dに対応した部分は、露出部23と塗工部22a,22bを横断して設定され、電極材料20の幅方向D2に延びる。切断予定線20aのうち、正極電極13の第2の縁13bに対応した部分は、塗工部22a,22b上に設定され、電極材料20の搬送方向D1に延びる。
As shown in FIG. 5A, the portion corresponding to the
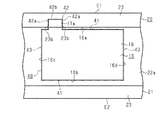
図5(b)に示すように、負極電極16の切断予定線20aのうち、負極電極16の第1の縁16a及び負極タブ17aの基端側に対応した部分は、塗工部22a,22bに上に設定されている。切断予定線20aのうち、第1の縁16aに対応した部分は、電極材料20の搬送方向D1に延び、負極タブ17aの基端側に対応した部分は幅方向D2に延びる。切断予定線20aのうち、負極タブ17aの先端側に対応した部分は、露出部23上に設定されている。切断予定線20aのうち、負極電極16の第3の縁16c及び第4の縁16dに対応した部分は、塗工部22a,22b上に設定され、電極材料20の幅方向D2に延びる。また、切断予定線20aのうち、第2の縁16bに対応した部分は、塗工部22a,22b上に設定され、電極材料20の搬送方向D1に延びる。
As shown in FIG. 5B, portions of the planned
図4に示すように、ロータリーダイカッタ34は、ダイロール35と、アンビルロール45とを備える。ロータリーダイカッタ34は、正極電極13を切り出すための正極用のロータリーダイカッタ34と、負極電極16を切り出すための負極用のロータリーダイカッタ34とを備える。
As shown in FIG. 4, the
ダイロール35の軸心、及び、アンビルロール45の軸心は、幅方向D2に沿って延び、かつ互いに平行である。ダイロール35及びアンビルロール45は、軸心まわりで回転できるように図示しない駆動装置に支持されている。
The axis of the
ダイロール35は、円柱状のロール本体36と、ロール本体36の径方向外側に突出する形状の切刃40とを備え、ロール本体36が回転することで切刃40が移動する。切刃40は、正極電極13又は負極電極16の切断予定線20aの形状に合わせた閉環状である。切刃40は、ロール本体36の周方向に沿って延びる形状の一対の第1刃部41を備える。
The
また、切刃40は、一方の第1刃部41の途中にタブ用刃部42を備える。タブ用刃部42は、ロール本体36の軸方向に沿う一対の長刃42aと、ロール本体36の周方向に沿い、一対の長刃42a同士を繋ぐ短刃42bとを備える。切刃40は、ロール本体36の軸方向に沿って周面から突出する形状の一対の第2刃部43を備える。各第2刃部43は、一対の第1刃部41の両端の間で延び、第1刃部41同士を繋いでいる。
The
正極用のダイロール35において、第1刃部41の長手方向への長さは、正極電極13の第1の縁13a及び第2の縁13bの長さと同じである。また、第2刃部43の長手方向への長さは、正極電極13の第3の縁13c及び第4の縁13dの長さと同じである。加えて、タブ用刃部42の形状は、正極タブ14aの形状と同じである。
In the positive electrode die
負極用のダイロール35において、第1刃部41の長手方向への長さは、負極電極16の第1の縁16a及び第2の縁16bの長さと同じである。また、第2刃部43の長手方向への長さは、負極電極16の第3の縁16c及び第4の縁16dの長さと同じである。加えて、タブ用刃部42の形状は、負極タブ17aの形状と同じである。
In the negative electrode die
図6(b)又は図8(b)に示すように、切刃40の先端とアンビルロール45の周面が最接近した状態では、切刃40の先端とアンビルロール45の周面との間にはクリアランスが存在し、切刃40の先端はアンビルロール45の周面に接触しない。
As shown in FIG. 6 (b) or FIG. 8 (b), when the tip of the
図6(a)又は図8(a)に示すように、ロータリーダイカッタ34は、アンビルロール45の軸方向両端に嵩上げ部46を備える。嵩上げ部46は、樹脂製の帯材をアンビルロール45の周面に貼り付けて形成されている。アンビルロール45の径方向に沿った嵩上げ部46の寸法を厚みとする。正極用のロータリーダイカッタ34において、嵩上げ部46の厚みは、正極の電極材料20の塗工部22a,22bの厚みと同じに設定され、負極用のロータリーダイカッタ34において、嵩上げ部46の厚みは、負極の電極材料20の塗工部22a,22bの厚みと同じに設定される。
As shown in FIG. 6A or FIG. 8A, the
電極材料20は、第2の塗工部22bがアンビルロール45に支持される状態で、ダイロール35とアンビルロール45の間を通過する。このとき、各露出部23は、嵩上げ部46の上に載る状態でダイロール35とアンビルロール45の間を通過する。よって、第2の塗工部22bの厚みによって、露出部23がアンビルロール45の周面より高い位置にあっても、露出部23は嵩上げ部46によってアンビルロール45の周面から嵩上げされる。また、アンビルロール45の軸方向において、嵩上げ部46は、第2の塗工部22bの長手方向に沿う縁から離れた位置にあり、アンビルロール45の軸方向に沿って、第2の塗工部22bと嵩上げ部46との間には隙間Sが形成される。
The
図6(b)に示すように、正極の電極材料20を切断する場合、隙間Sには、タブ用刃部42に繋がる一方の第1刃部41が対峙する。一方、図8(b)に示すように、負極の電極材料20を切断する場合、隙間Sには、タブ用刃部42における一対の長刃42aの基端側が対峙する。
As shown in FIG. 6B, when the
図3(a)に示すように、電極製造設備30は、電極材料20から正極電極13又は負極電極16を切り出す切断機構50を備える。切断機構50は、円柱状の分離ロール51を備える。分離ロール51の軸心は、幅方向D2に沿って延びる。分離ロール51は、軸心まわりで回転できるように図示しない駆動装置に支持されている。
As shown in FIG. 3A, the
分離ロール51は、切り出される正極電極13又は負極電極16を第1方向としての搬送方向D1へ案内する。搬送方向D1は、電極材料20の搬送方向D1と一致している。その一方で、分離ロール51は、正極電極13又は負極電極16が分離された電極材料20の残部である端材54を、搬送方向D1とは異なる第2方向としての搬送方向D3へ案内する。この実施形態において、端材54は、切断予定線20aより外側の部分であり、正極電極13又は負極電極16と異なる部分である。電極製造設備30は、切り出された正極電極13又は負極電極16を搬送方向D1へ搬送する搬送装置52を備える。
The
次に、電極製造設備30による正極電極13又は負極電極16の製造方法を作用とともに記載する。
電極材料20を、個片の正極電極13又は負極電極16の形状に切断する切断工程を行う際、図6(a)に示すように、正極の電極材料20は、第2の塗工部22bがアンビルロール45に支持されるとともに、露出部23が嵩上げ部46に支持される状態で、ダイロール35とアンビルロール45の間を通過する。切断工程では、嵩上げ部46により、露出部23をアンビルロール45の周面から嵩上げしつつ、切刃40の形状に沿って電極材料20の切断を行う。
Next, the manufacturing method of the
When performing the cutting process which cuts the
図7の2点鎖線に示すように、切刃40のうち、タブ用刃部42に繋がる一方の第1刃部41及びタブ用刃部42は露出部23に押し込まれ、他方の第1刃部41、及び一対の第2刃部43は、第1の塗工部22aに押し込まれる。
As shown by a two-dot chain line in FIG. 7, of the
このとき、他方の第1刃部41及び一対の第2刃部43は、第1の塗工部22a及び帯状集電箔21を貫通するが、第2の塗工部22bは貫通しない。しかし、切刃40の進入により、第2の塗工部22bは割れ、正極電極13の第2の縁13b、第3の縁13c、及び第4の縁13dに沿う部分は全切断される。
At this time, the other
また、図6(b)に示すように、タブ用刃部42に繋がる一方の第1刃部41は、露出部23に押し当てられながら隙間Sに逃げ込み、露出部23を隙間Sに向けて押し込みながら切る。このとき、嵩上げ部46の厚みは、切刃40がアンビルロール45の周面に最接近したときのクリアランスより大きい。このため、露出部23は、隙間Sに押し込まれながらも、嵩上げ部46によって切刃40の届く位置まで嵩上げされており、露出部23には切れ込み23aが形成される。
Further, as shown in FIG. 6B, one
その結果、露出部23のうち、隙間Sに押し込まれた部分には、電極材料20の長手方向に沿って切れ込み23aが形成され、全切断はされない。よって、図7に示すように、正極電極13の第1の縁13aに沿う部分には、切れ込み23aが形成されるとともに、金属箔のみで形成された非切断部23bが形成される。非切断部23bは、切断前の露出部23の厚みより薄く、切断前と比べて破断されやすくなった部分である。
As a result, a portion of the exposed
また、タブ用刃部42は、露出部23に押し当てられると、露出部23を嵩上げ部46に向けて押し込み、露出部23を全切断する。
その結果、図7の実線に示すように、正極電極13のうち、正極タブ14a、第2の縁13b、第3の縁13c、及び第4の縁13dに沿う部分は全切断される。その一方で、図7の2点鎖線に示すように、第1の縁13aに沿う部分のみが、非切断部23bによって電極材料20と繋がった状態となる。
In addition, when the
As a result, as shown by the solid line in FIG. 7, portions of the
図8(a)に示すように、負極の電極材料20は、第2の塗工部22bがアンビルロール45に支持されるとともに、露出部23が嵩上げ部46に支持される状態で、ダイロール35とアンビルロール45の間を通過する。切断工程では、嵩上げ部46により、露出部23をアンビルロール45の周面から嵩上げしつつ、切刃40の形状に沿って電極材料20の切断を行う。
As shown in FIG. 8 (a), the
図9の2点鎖線に示すように、切刃40のうち、タブ用刃部42の長刃42aの基端部、一対の第1刃部41及び一対の第2刃部43は第1の塗工部22aに押し込まれる。このとき、長刃42aの基端部、一対の第1刃部41及び一対の第2刃部43は、第1の塗工部22a及び帯状集電箔21を貫通するが、第2の塗工部22bは貫通しない。しかし、切刃40の進入により、第2の塗工部22bは割れ、負極タブ17aの基端部、第1の縁16a、第2の縁16b、第3の縁16c、及び第4の縁16dに沿う部分は全切断される。
As shown by a two-dot chain line in FIG. 9, among the cutting
また、図8(b)に示すように、タブ用刃部42のうち、一対の長刃42aの先端部及び短刃42bは、露出部23に押し当てられると、露出部23を嵩上げ部46に向けて押し込み、露出部23を全切断する。
Further, as shown in FIG. 8B, when the tip end portion of the pair of
また、タブ用刃部42のうち、一対の長刃42aの一部は、露出部23に押し当てられながら隙間Sに逃げ込み、露出部23を隙間Sに向けて押し込みながら切る。このとき、嵩上げ部46の厚みは、切刃40がアンビルロール45の周面に最接近したときのクリアランスより大きい。このため、露出部23は、隙間Sに押し込まれながらも、嵩上げ部46によって切刃40の届く位置まで嵩上げされており、露出部23に切れ込み23aを形成することができる。
In addition, a part of the pair of
その結果、露出部23のうち、隙間Sに押し込まれた部分には、電極材料20の幅方向D2に沿って僅かに切れ込み23aが形成され、全切断はされない。このため、負極タブ17aに沿う部分には、金属箔のみで形成された非切断部23bが形成される。
As a result, a portion of the exposed
その結果、図9の実線に示すように、負極電極16のうち、負極タブ17aの先端部及び基端部、第1の縁16a、第2の縁16b、第3の縁16c及び第4の縁16dに沿う部分は全切断される。その一方で、図9の2点鎖線に示すように、負極タブ17aに沿う一部が、非切断部23bで電極材料20と繋がった状態となる。
As a result, as shown by the solid line in FIG. 9, among the
そして、図3(a)に示すように、正極電極13は、搬送方向D1の下流側の端部が搬送装置52に乗ると、正極電極13が搬送装置52に引っ張られ、該搬送装置52に乗り移る。その一方で、図10に示すように、電極材料20から正極電極13が切り出されて残った端材54は分離ロール51によって搬送方向D3へ案内される。
As shown in FIG. 3A, when the downstream end of the
端材54が、正極電極13の搬送方向と異なる搬送方向D3へ案内されていくと、非切断部23bに負荷が掛かり、正極電極13が搬送方向D1へ案内されていくに連れて非切断部23bが裂けていき、非切断部23bが破断される。その結果、正極電極13と電極材料20が分離され、正極電極13のみが搬送装置52に乗り移り、搬送される。
When the
また、負極電極16は、搬送方向D1の下流側の端部が搬送装置52に乗ると、負極電極16が搬送装置52に引っ張られ、該搬送装置52に乗り移る。その一方で、端材54は分離ロール51によって搬送方向D3へ案内される。端材54が、負極電極16の搬送方向と異なる搬送方向D3へ案内されていくと、非切断部23bに負荷が掛かり、負極電極16が搬送方向D1へ案内されていくに連れて非切断部23bが破断される。その結果、負極電極16と電極材料20が分離され、負極電極16のみが搬送装置52に乗り移り、搬送される。
Further, when the downstream end of the
上記実施形態によれば、以下のような効果を得ることができる。
(1)アンビルロール45に嵩上げ部46を設け、電極材料20がダイロール35とアンビルロール45の間を通過する際、嵩上げ部46によって露出部23をアンビルロール45の周面から嵩上げした状態に支持するようにした。また、アンビルロール45に支持された第2の塗工部22bと嵩上げ部46との間に隙間Sを空けた。
According to the above embodiment, the following effects can be obtained.
(1) A raised
そして、正極電極13を電極材料20から切り出す際は、露出部23を押す第1刃部41を隙間Sに逃がすことで、露出部23に非切断部23bを形成することができる。また、負極電極16を切り出す際は、露出部23を押すタブ用刃部42の一部を隙間Sに逃がすことで、露出部23に非切断部23bを形成することができる。
When the
このため、正極電極13又は負極電極16が搬送装置52に乗り移る際、搬送装置52に正極電極13又は負極電極16の端部が接触することによって、正極電極13又は負極電極16が力を受けても姿勢がバラツクことを抑制できる。したがって、切断工程の後工程で、切り出された正極電極13又は負極電極16を収容具に集積する場合、又は積層装置において積層を行う場合に、正極電極13又は負極電極16の姿勢を整える必要もなく、姿勢を整えるための装置・工程も必要がない。
For this reason, when the
(2)ロータリーダイカッタ34によって正極電極13又は負極電極16を電極材料20から切り出す際は、第1刃部41を隙間Sに逃がすことで、露出部23に切れ込み23aを形成しつつ、非切断部23bを形成することができる。切れ込み23aが形成されることで非切断部23bの厚みは、切断前の露出部23の厚みより薄くなっており、正極電極13又は負極電極16と端材54とを簡単に分離することができる。
(2) When the
(3)正極の電極材料20を切断する際、非切断部23bを電極材料20の搬送方向D1に沿って露出部23に形成する。このため、正極電極13が搬送方向D1に搬送されていくのに合わせて、非切断部23bが裂けながら破断していく。よって、正極電極13の第1の縁13aにバリ等を発生させずに切り出すことができる。
(3) When the
(4)正極電極13又は負極電極16として切り出される部分と、その他の部分(端材54)とが、露出部23の非切断部23bのみで繋がっている。そして、正極電極13又は負極電極16が搬送装置52に乗り移ると、正極電極13又は負極電極16と端材54との案内方向が異なるため、非切断部23bに負荷が付与される。この負荷によって、非切断部23bが破断する。このため、簡単な構成により、正極電極13又は負極電極16と端材54とを簡単に分離することができる。
(4) The part cut out as the
(5)嵩上げ部46の厚みは、切刃40がアンビルロール45の周面に最接近したときのクリアランスより大きい。このため、嵩上げ部46により、露出部23を切刃40の届く位置まで嵩上げすることができ、切れ込み23a及び非切断部23bを形成することができる。
(5) The thickness of the raised
(6)嵩上げ部46は、アンビルロール45の周方向の全体に亘って予め貼り付けられている。このため、アンビルロール45の周方向のいずれの場所であっても露出部23を嵩上げすることができる。
(6) The raised
(7)負極電極16を切り出す際、非切断部23bは、電極材料20の幅方向D2に沿うように短く形成される。負極電極16は、正極電極13と異なり、未塗工部が存在しない。このため、露出部23から切り出される部分は、負極タブ17aに沿う部分だけであり、電極材料20の幅方向D2に沿う部分になる。負極電極16が搬送装置52に乗り移る際、幅方向D2に沿う部分は破断しにくい。よって、負極電極16に関しては、非切断部23bを短くすることで、端材54からの分離が行いやすくなる。
(7) When cutting the
(8)非切断部23bは帯状集電箔21に形成される。このため、非切断部23bが破断されても活物質粒子といった異物が発生しない。
(9)非切断部23bを露出部23に形成し、第2の塗工部22bに形成しない。第2の塗工部22bに非切断部23bを形成するには、切刃40の進入時に第2の塗工部22bが割れないようにする必要があり、非切断部23bの厚みが厚くなりやすい。すると、非切断部23bを破断した際、活物質粒子等の異物が発生しやすくなる。よって、露出部23に非切断部23bを形成するのが好ましい。
(8) The
(9) The
(10)第2の塗工部22bの厚み分、アンビルロール45の周面より高い位置にある露出部23であっても、嵩上げ部46によって嵩上げされる。このため、露出部23が垂れることを無くし、露出部23が切り易くなる。そして、嵩上げ部46によって露出部23を嵩上げする際に隙間Sを形成することで、露出部23における隙間Sと対応した位置に非切断部23bを形成し、搬送中であっても切り出した正極電極13又は負極電極16の位置決めができる。
(10) Even the exposed
なお、上記実施形態は以下のように変更してもよい。
○ 樹脂製の帯材をアンビルロール45の周面に貼り付けて嵩上げ部46を形成したが、嵩上げ部46は、アンビルロール45と別体とされていてもよい。
In addition, you may change the said embodiment as follows.
O Although the raised
図11に示すように、嵩上げ部としての樹脂テープ47を露出部23に押し付けた状態でアンビルロール45の周面を通過させて、露出部23をアンビルロール45の周面から嵩上げするようにしてもよい。この場合、電極製造設備30は、樹脂テープ47を送り出す供給ローラ48と、送り出された樹脂テープ47を巻き取る巻取ローラ49とを備える。また、電極製造設備30は、樹脂テープ47を露出部23に押し付けるニップローラ55をロータリーダイカッタ34より上流側に備える。
As shown in FIG. 11, the peripheral portion of the
そして、露出部23に樹脂テープ47が押し付けられた状態で、樹脂テープ47をダイロール35とアンビルロール45の間を通過させ、樹脂テープ47により、露出部23を嵩上げしてもよい。
Then, the
○ 樹脂製の帯材をアンビルロール45の周面に貼り付けて嵩上げ部46を形成したが、嵩上げ部46は、アンビルロール45と別体とされていてもよい。
図12に示すように、アンビルロール45の軸と平行な状態に供給ローラ56を配置し、その供給ローラ56とアンビルロール45に無端ベルト57を巻装する。無端ベルト57を樹脂製とし、嵩上げ部とする。そして、供給ローラ56を図示しない駆動装置により、アンビルロール45と同じ方向に回転させ、無端ベルト57をアンビルロール45と同期して回転させる。すると、無端ベルト57により、露出部23が嵩上げされる。
O Although the raised
As shown in FIG. 12, a
○ 嵩上げ部は、アンビルロール45の軸方向両端を大径化して設けてもよい。
○ 嵩上げ部46の厚みは、切刃40がアンビルロール45の周面に最接近したときのクリアランスより大きければ、適宜変更してもよく、例えば、嵩上げ部46の厚みは、第2の塗工部22bの厚みより薄くてもよい。
O The raising part may be provided by increasing the diameter of both ends of the
The thickness of the raised
○ 図13に示すように、負極の電極材料20から負極電極16を切断する際、第1の縁16aから突出した形状の非切断部23bを形成し、負極電極16の第1の縁16aと露出部23とを非切断部23bで繋ぐようにしてもよい。
As shown in FIG. 13, when the
○ 実施形態では、電極材料20において、隙間Sと対応した位置に切れ込み23aを形成しつつ、非切断部23bを形成したが、これに限らない。露出部23を押す第1刃部41を隙間Sに逃がしたとき、露出部23に切れ込み23aは形成せず、切られていない露出部23そのもので非切断部23bを形成してもよい。
In the embodiment, in the
○ 分離ロール51においての各電極13,16の搬送方向と、端材54の搬送方向は相互に異なっていれば、端材54の搬送方向は実施形態と異なっていてもよい。
○ 切れ込み23aは、第1の塗工部22aは全切断するが、帯状集電箔21は全切断しない状態で形成し、非切断部23bを、帯状集電箔21と第2の塗工部22bで形成してもよい。
If the conveyance direction of each
The
○ 分離ロール51とは異なる方式で、非切断部23bを破断してもよい。例えば、超音波により非切断部23bを破断する方式が採用されてもよい。
○ ロータリーダイカッタ34では、電極材料20の幅方向D2に1枚の正極電極13又は負極電極16を切断するようにしたが、これに限らない。電極材料20の帯状集電箔21及び各塗工部22a,22bを幅方向D2に拡大する。このとき、幅方向D2に隣り合う塗工部同士の間に、電極材料20の長手方向に沿う露出部を形成する。そして、隣り合う塗工部同士の間の露出部に隙間Sを対応させ、隙間Sを利用して非切断部23bを形成するようにしてもよい。この場合、正極電極13又は負極電極16が幅方向D2に2枚以上切り出せるように、切刃40を幅方向D2に2つ以上並べた形状とする。
O The
In the
○ 電極材料20は、帯状集電箔21の片面だけに塗工部を備える構成であってもよい。この場合、塗工部がアンビルロール45の周面に支持される状態で電極材料20をロータリーダイカッタ34に通過させる。また、この場合、正極電極13は正極集電箔14の片面に正極活物質層15を備え、負極電極16は、負極集電箔17の片面に負極活物質層18を備える構成となる。
The
○ 例えばキャパシタなど、二次電池以外の蓄電装置にも適用できる。
次に、上記実施形態及び別例から把握できる技術的思想について以下に追記する。
(1)前記嵩上げ部は、前記アンビルロールの周面に貼り付けられた樹脂シートであるロータリーダイカッタ。
○ It can also be applied to power storage devices other than secondary batteries, such as capacitors.
Next, the technical idea that can be grasped from the above embodiment and other examples will be described below.
(1) The above-mentioned raising part is a rotary die cutter which is a resin sheet affixed on the peripheral surface of the anvil roll.
S…隙間、13…電極としての正極電極、16…電極としての負極電極、20…電極材料、21…帯状集電箔、22a…第1の塗工部、22b…第2の塗工部、23…露出部、23a…切れ込み、23b…非切断部、34…ロータリーダイカッタ、35…ダイロール、40…切刃、45…アンビルロール、46…嵩上げ部。 S ... Gap, 13 ... Positive electrode as electrode, 16 ... Negative electrode as electrode, 20 ... Electrode material, 21 ... Strip current collector foil, 22a ... First coating part, 22b ... Second coating part, 23 ... Exposed part, 23a ... Notch, 23b ... Uncut part, 34 ... Rotary die cutter, 35 ... Die roll, 40 ... Cutting blade, 45 ... Anvil roll, 46 ... Raised part.
Claims (5)
前記切断工程は、切刃を周面に備えるダイロール、及び前記ダイロールの周面に対向して配置されたアンビルロールを含むロータリーダイカッタによって行われ、
前記電極材料を搬送しながら前記ダイロールと前記アンビルロールの間を通過させる際、
嵩上げ部により前記露出部を前記アンビルロールの周面から嵩上げしつつ、前記切刃の形状に沿って前記電極材料の切断を行い、
前記塗工部と前記嵩上げ部との間に形成された隙間により、該隙間に対応した露出部に非切断部を形成することを特徴とする電極の製造方法。 A coated portion formed on the surface of the strip-shaped current collector foil; and an exposed portion adjacent to the coated portion and present along the longitudinal direction of the strip-shaped current collector foil and exposed of the strip-shaped current collector foil. An electrode manufacturing method comprising a cutting step of cutting an electrode material into the shape of an individual electrode,
The cutting step is performed by a rotary die cutter including a die roll having a cutting edge on a peripheral surface, and an anvil roll disposed to face the peripheral surface of the die roll.
When passing between the die roll and the anvil roll while conveying the electrode material,
While raising the exposed portion from the peripheral surface of the anvil roll by the raised portion, cutting the electrode material along the shape of the cutting blade,
A non-cut portion is formed in an exposed portion corresponding to the gap by a gap formed between the coating portion and the raised portion.
切刃を周面に備えるダイロール、及び前記ダイロールの周面に対向して配置されたアンビルロールを含み、
前記ダイロールと前記アンビルロールの間を通過する前記電極材料のうち前記露出部を前記アンビルロールの周面から嵩上げする嵩上げ部を有するとともに、
前記塗工部と前記嵩上げ部との間に存在する隙間を有し、
前記隙間に対応して前記切刃の一部が配置されていることを特徴とするロータリーダイカッタ。 A coated portion formed on the surface of the strip-shaped current collector foil; and an exposed portion adjacent to the coated portion and present along the longitudinal direction of the strip-shaped current collector foil and exposed of the strip-shaped current collector foil. A rotary die cutter that cuts an electrode material into the shape of an individual electrode,
Including a die roll having a cutting edge on the peripheral surface, and an anvil roll disposed to face the peripheral surface of the die roll,
Of the electrode material passing between the die roll and the anvil roll, and having a raised portion that raises the exposed portion from the peripheral surface of the anvil roll,
Having a gap existing between the coating part and the raised part,
A rotary die cutter, wherein a part of the cutting blade is disposed corresponding to the gap.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016081144A JP6736953B2 (en) | 2016-04-14 | 2016-04-14 | Electrode manufacturing method and rotary die cutter |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016081144A JP6736953B2 (en) | 2016-04-14 | 2016-04-14 | Electrode manufacturing method and rotary die cutter |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017191728A true JP2017191728A (en) | 2017-10-19 |
| JP6736953B2 JP6736953B2 (en) | 2020-08-05 |
Family
ID=60085973
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016081144A Expired - Fee Related JP6736953B2 (en) | 2016-04-14 | 2016-04-14 | Electrode manufacturing method and rotary die cutter |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6736953B2 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113695678A (en) * | 2021-08-23 | 2021-11-26 | 电子科技大学 | Cutter for cutting electrode plate of lithium-sulfur battery cell |
| CN116423070A (en) * | 2023-06-13 | 2023-07-14 | 北京日月兴彩印包装有限公司 | Roll-to-roll laser die cutting machine |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0691600A (en) * | 1992-08-14 | 1994-04-05 | Koutou Chiyoukoku:Kk | Processing device for multi-layer sheet material using a pair of rolls and manufacturing method of stepped anvil roll for the device |
| JP2001093515A (en) * | 1999-09-28 | 2001-04-06 | Honda Motor Co Ltd | Method of manufacturing electrode plate and apparatus using same |
| JP2002110146A (en) * | 2000-10-03 | 2002-04-12 | Mekatekku Kk | Manufacturing method of electrode member using rotary blade and manufacturing method of battery |
| JP2009066676A (en) * | 2007-09-11 | 2009-04-02 | Mitsubishi Materials Corp | Rotary die cutter |
| JP2014210318A (en) * | 2013-04-19 | 2014-11-13 | サトーホールディングス株式会社 | Anvil roll, and rotary die cut device |
| JP2015106434A (en) * | 2013-11-28 | 2015-06-08 | 株式会社豊田自動織機 | Method of manufacturing electrode for power storage device |
| JP2015201328A (en) * | 2014-04-08 | 2015-11-12 | 株式会社豊田自動織機 | Electrode manufacturing device and electrode manufacturing method |
-
2016
- 2016-04-14 JP JP2016081144A patent/JP6736953B2/en not_active Expired - Fee Related
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0691600A (en) * | 1992-08-14 | 1994-04-05 | Koutou Chiyoukoku:Kk | Processing device for multi-layer sheet material using a pair of rolls and manufacturing method of stepped anvil roll for the device |
| JP2001093515A (en) * | 1999-09-28 | 2001-04-06 | Honda Motor Co Ltd | Method of manufacturing electrode plate and apparatus using same |
| JP2002110146A (en) * | 2000-10-03 | 2002-04-12 | Mekatekku Kk | Manufacturing method of electrode member using rotary blade and manufacturing method of battery |
| JP2009066676A (en) * | 2007-09-11 | 2009-04-02 | Mitsubishi Materials Corp | Rotary die cutter |
| JP2014210318A (en) * | 2013-04-19 | 2014-11-13 | サトーホールディングス株式会社 | Anvil roll, and rotary die cut device |
| JP2015106434A (en) * | 2013-11-28 | 2015-06-08 | 株式会社豊田自動織機 | Method of manufacturing electrode for power storage device |
| JP2015201328A (en) * | 2014-04-08 | 2015-11-12 | 株式会社豊田自動織機 | Electrode manufacturing device and electrode manufacturing method |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113695678A (en) * | 2021-08-23 | 2021-11-26 | 电子科技大学 | Cutter for cutting electrode plate of lithium-sulfur battery cell |
| CN116423070A (en) * | 2023-06-13 | 2023-07-14 | 北京日月兴彩印包装有限公司 | Roll-to-roll laser die cutting machine |
| CN116423070B (en) * | 2023-06-13 | 2023-08-18 | 北京日月兴彩印包装有限公司 | Roll-to-roll laser die cutting machine |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6736953B2 (en) | 2020-08-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101761973B1 (en) | Notching apparatus of laser | |
| JP2017196669A (en) | Electrode manufacturing facility | |
| JP6115380B2 (en) | Strip electrode manufacturing method and strip electrode cutting apparatus | |
| JP6686724B2 (en) | Electrode manufacturing equipment | |
| JP6287508B2 (en) | Electrode manufacturing apparatus and electrode manufacturing method | |
| KR101586121B1 (en) | Lamination device including electrode guide | |
| KR20100096018A (en) | Method and apparatus for manufacturing wound electrode body | |
| JP2014120273A (en) | Electrode manufacturing apparatus | |
| JP2016062864A (en) | Manufacturing method of electrode and manufacturing device for electrode | |
| JP2023519948A (en) | Electrode assembly manufacturing apparatus including ultrasonic cutting machine and electrode assembly manufacturing method using the same | |
| JP6870233B2 (en) | Electrode manufacturing equipment | |
| JP2008258136A (en) | Electrode group for secondary battery and manufacturing method and manufacturing device therefor | |
| JP2014116080A (en) | Electricity storage device and method for manufacturing electricity storage device | |
| JP6736953B2 (en) | Electrode manufacturing method and rotary die cutter | |
| JP2021028896A (en) | Manufacturing method of power storage device | |
| CN109659472B (en) | Method for manufacturing separator for lithium ion secondary battery and method for cutting separator | |
| JP2018026334A (en) | Electrode of power storage device, manufacturing apparatus of electrode and manufacturing method of electrode | |
| JP2020035537A (en) | Manufacturing apparatus of electrode sheet | |
| JP6064558B2 (en) | Electrode body manufacturing method and electrode winding apparatus | |
| JP7413900B2 (en) | Electrode plate manufacturing method | |
| JP2018018678A (en) | Method for manufacturing power storage device and power storage device | |
| JP2020196080A (en) | Rotary die-cutting device | |
| JP2011165670A (en) | Winding device, and method of manufacturing winding element | |
| JP6809139B2 (en) | Electrode manufacturing equipment | |
| JP2002343411A (en) | Winding device and method for producing winding element |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190115 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20191106 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191112 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200108 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200616 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200629 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6736953 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| LAPS | Cancellation because of no payment of annual fees |