JP2017160480A - Exchange method of converter body - Google Patents
Exchange method of converter body Download PDFInfo
- Publication number
- JP2017160480A JP2017160480A JP2016045256A JP2016045256A JP2017160480A JP 2017160480 A JP2017160480 A JP 2017160480A JP 2016045256 A JP2016045256 A JP 2016045256A JP 2016045256 A JP2016045256 A JP 2016045256A JP 2017160480 A JP2017160480 A JP 2017160480A
- Authority
- JP
- Japan
- Prior art keywords
- furnace body
- temporary
- new
- cotter
- trunnion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 35
- 238000003466 welding Methods 0.000 claims abstract description 8
- 239000000725 suspension Substances 0.000 claims description 7
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 6
- 238000005520 cutting process Methods 0.000 description 6
- 230000008439 repair process Effects 0.000 description 6
- 239000007789 gas Substances 0.000 description 3
- 229910052742 iron Inorganic materials 0.000 description 3
- 238000010276 construction Methods 0.000 description 2
- 238000007796 conventional method Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- HSFWRNGVRCDJHI-UHFFFAOYSA-N alpha-acetylene Natural products C#C HSFWRNGVRCDJHI-UHFFFAOYSA-N 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 125000002534 ethynyl group Chemical group [H]C#C* 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 238000007670 refining Methods 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
Images



Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
Landscapes
- Carbon Steel Or Casting Steel Manufacturing (AREA)
Abstract
Description
本発明は、転炉炉体の交換方法に係り、とくに、転炉炉体の交換作業における、作業の簡略化、工程の短縮、安全性の向上に関する。 The present invention relates to a method for replacing a converter furnace body, and particularly relates to simplification of operations, shortening of processes, and improvement of safety in the operation of replacing a converter furnace body.
鋼の精錬に使用する転炉の炉体は、その内側の耐火物の損耗や、その外側の鉄皮の変形、材質の劣化等により、補修あるいは交換を行っている。従来、炉体の補修は、操業を停止し、その位置で行うようにしていた。しかし、それでは、生産停止が長期間に及ぶため、生産性が著しく低下するという問題があった。 The furnace body of a converter used for refining steel is repaired or replaced due to the wear of the refractory inside, deformation of the outer skin, deterioration of material, and the like. Conventionally, the repair of the furnace body was stopped at the position where the operation was stopped. However, there has been a problem in that productivity is remarkably lowered because production is stopped for a long time.
このような問題に対し、例えば、特許文献1には、「転炉の炉体交換方法」が記載されている。特許文献1に記載された技術は、交換されるべき転炉炉体を、操業位置から解体・組立位置へと移し、少なくとも炉底部を分離したのち、残存部分を残して要補修部分を補修位置へと移動して補修する一方、要補修部分にとってかわる補修済部分を解体・組立位置へと移し、該解体・組立位置にて、前記残存部分とともに転炉炉体に組立てたのち、該転炉炉体を操業位置へと戻す転炉の炉体交換方法である。しかし、特許文献1に記載された転炉の炉体交換方法では、解体・組立位置を確保する必要があることや、重量物である炉体を該解体・組立位置へ移動させるための大型重量物移動設備が必要になるという問題があった。
For such a problem, for example,
このような問題に対し、例えば、特許文献2には、転炉の補修方法が記載されている。特許文献2に記載された技術は、トラニオン支持部に補修前の転炉を支持した状態で、トラニオン機構を残し、炉体中央部、炉体上部、炉底部炉体を除去する第1工程と、補修されたあるいは新たに作製された炉体上部および炉体中央部を組み立て、トラニオン機構の筒体部を垂直にした状態で、組み立てた炉体上部および炉体中央部をトラニオン機構の直下に配置する第2工程と、組み立てた炉体上部および炉体中央部を引き上げて、トラニオン機構の所定位置に炉体中央部を配置し、該炉体中央部をトラニオン機構に固定する第3工程と、炉体中央部をトラニオン機構に固定した状態で、該トラニオン機構を実質180度旋回させ、補修されたあるいは新たに作製された炉底部を炉体中央部の下端に固定する第4工程と、からなる転炉の補修方法である。なお、特許文献2に記載された技術では、第3工程における、組み立てた炉体上部および炉体中央部の引き上げには、センターホール型のジャッキを使用することが好ましいとしている。また、特許文献2に記載された技術では、組み立てた炉体上部および炉体中央部の引き上げ用のジャッキは、組み立てた炉体上部および炉体中央部の軸心付近に設けられたジャッキ架台に配置することが好ましいとしている。
For such a problem, for example,
また、特許文献3には、転炉炉体の交換方法が記載されている。特許文献3に記載された技術は、転炉の炉体を、移動手段に取り付けられた昇降手段を有する支持具で支持し、該支持具で支持された状態で、炉体の炉底側下部をトラニオンの下側で切断する工程と、切断された炉底側下部を昇降手段で下降させ、移動手段で搬出する工程と、炉底側下部以外の残りの炉体を、移動手段に取り付けられた昇降手段および旋回手段を有する支持具で支持する工程と、該支持具で支持された状態で、トラニオン軸等を取り外し、前記残りの炉体を旋回手段で所定の角度だけ旋回させる工程と、ついで昇降手段で所定の位置まで下降させる工程と、下降した残りの炉体を搬出する工程と、を順次行い、ついで、新しい炉体を、移動手段に取り付けられた昇降手段および旋回手段を有する支持具で支持した状態で、搬入し、上記したとは逆の工程を順次行って、所定の位置に取り付ける、転炉炉体の交換方法である。
しかしながら、特許文献2に記載された技術では、解体するときに炉体を3分割しており、そのため、新しい炉体を組み立てる際には、炉体の組み立て時に3箇所で溶接接合する必要があり、工程が長くなり、生産性の低下を招くという問題や、炉体の軸心近傍に吊り上げ用のジャッキを配置するための安定した架台を設置する必要があり、架台の出し入れ等、工程が複雑になるという問題や、さらにトラニオンと炉体との固定にブラケットを使用する必要があるなどの問題があった。
また、特許文献3に記載された技術では、トラニオンリングの再利用ができにくいという問題があった。
However, in the technique described in
Further, the technique described in
本発明は、かかる従来技術の問題を解決し、転炉炉体の交換作業の簡略化でき、工程が短縮し、安全性が向上した、転炉炉体の交換方法を提供することを目的とする。 It is an object of the present invention to provide a method for replacing a converter furnace body that solves the problems of the prior art, can simplify the replacement operation of the converter furnace body, shortens the process, and improves safety. To do.
本発明者は、上記した目的を達成するために、まず、炉体吊上げ用ジャッキの設置箇所について、鋭意検討した。その結果、転炉建屋内で転炉炉体の直上に仮設梁を設け、ジャッキ用架台とすることに思い至った。転炉の直上に、ジャッキを設けることができれば、従来必要であった、炉体吊上げ用架台の出し入れを行う必要がなくなるうえ、トラニオンリングを移動することもなく、また、トラニオンリングをそのまま再利用することも可能になることを見出した。 In order to achieve the above-described object, the present inventor has intensively studied the installation location of the furnace body lifting jack. As a result, we came up with the idea of providing a temporary beam in the converter building directly above the converter furnace body to make a jack stand. If a jack can be installed directly above the converter, it is no longer necessary to put in and out the furnace lifting platform, and the trunnion ring is not moved, and the trunnion ring is reused as it is. I found out that it would be possible.
なお、仮設梁は、転炉の炉体(鉄皮のみ)を引上げるときの荷重に十分に耐えられる構造となっている柱、梁等に設ける必要があることは云うまでもない。具体的には、仮設梁を、例えば転炉のフード台車のレール上に設けることができることを見出した。通常、転炉には、排ガスの回収用として上部にフードが設けられている。このフードは、レール上を移動可能な台車に設けられている。このフード台車用のレールは、転炉の炉体(鉄皮のみ)を引上げるときの荷重に十分に耐えられる構造となっていることを確認した。 Needless to say, the temporary beam needs to be provided on a column, beam, or the like having a structure that can sufficiently withstand the load when the furnace body (iron shell only) of the converter is pulled up. Specifically, it has been found that the temporary beam can be provided, for example, on the rail of a converter hood carriage. Usually, a converter is provided with a hood at the top for collecting exhaust gas. The hood is provided on a carriage that can move on rails. It was confirmed that the rail for the hood cart has a structure that can sufficiently withstand the load when the furnace body of the converter (iron skin only) is pulled up.
また、転炉の直上に、ジャッキを設け、炉体を吊り下げることができれば、古い炉体の解体後の搬出や、新しい炉体の搬入に際し、作業空間として炉体の直下側を有効に活用でき、ドーリー台車に直接、炉体を降ろすことができ、作業効率が向上することを見出した。
そして、ジャッキとして、角断面の素線を撚ったストランドとそれを挟み込む2基のクリップを利用したジャッキ(センターホール型ジャッキ)とすることにより、安定した作業が可能となることを知見した。
In addition, if a jack can be installed directly above the converter and the furnace body can be suspended, the lower part of the furnace body can be effectively used as a work space when unloading the old furnace body or carrying in a new furnace body. It was found that the furnace body can be lowered directly onto the dolly cart, and the work efficiency is improved.
And it was discovered that a stable operation is possible by using a jack (center hole jack) using a strand in which a strand having a square cross section is twisted and two clips sandwiching the strand as a jack.
本発明はかかる知見に基づき、さらに検討を加えて完成されたものである。すなわち、本発明の要旨は、つぎのとおりである。
(1)取替えが必要と判断された炉体を、新しく作製された新炉体に交換する、転炉炉体の交換方法であって、
前記炉体の直上方で、前記炉体を吊り上げ可能な位置に仮設梁を配設し、該仮設梁上に、複数台のジャッキを配設する第一の工程と、
前記炉体をトラニオン機構のトラニオンリングで支持したまま、前記トラニオンリングと前記炉体とを固設しているコッターを撤去し、該コッターに代えて取り外し容易な仮コッターを取り付ける第二の工程と、
前記トラニオン機構の傾動手段により、前記炉体を傾動し倒立状態とし、該倒立状態の前記炉体を、該炉体に固設した複数の吊りピースと、前記複数台のジャッキのストランドとで吊り上げ可能な状態とする第三の工程と、
前記炉体を倒立状態のままで、前記仮コッターを撤去して、前記炉体を前記複数台のジャッキで、前記炉体の直下に設置した該転炉炉体を仮置きしたまま搬送することが可能な構造の仮設ステージ上に吊り下ろす第四の工程と、
前記仮設ステージ上に吊り下ろされた前記炉体を、下部と上部に二分割する第五の工程と、
二分割された前記下部の炉体を前記複数台のジャッキで吊り上げた状態としておき、二分割された前記上部の炉体を、搬送手段を用いて前記仮設ステージとともに搬出し、ついで、同様に、前記下部の炉体を吊りおろし、搬出する第六の工程と、
前記新炉体の下部を、仮設ステージ上に倒立状態で置き、該仮設ステージとともに搬送手段で、前記トラニオンリングの直下に搬入し、前記新炉体の下部を、該新炉体の下部に固設された吊りピースと前記複数台のジャッキのストランドとで吊り上げた状態にしておき、ついで、前記新炉体の上部を、仮設ステージ上に倒立状態で置き、該仮設ステージとともに搬送手段で、前記新炉体の下部の直下に搬入したのち、前記新炉体の下部を吊り下げて、前記新炉体の上部と突き合わせたのち、溶接により一体化する第七の工程と、
前記一体化した新炉体を、前記複数台のジャッキで前記トラニオンリングに支持可能な位置まで吊り上げ、仮コッターを取り付け、前記新炉体を前記トラニオン機構の傾動手段によりトラニオン軸周りに傾動して正立状態とする第八の工程と、
前記新炉体が正立状態で、前記仮コッターを撤去し、新コッターを取り付けて、前記新炉体を前記トラニオンリングに固定する第九の工程と、
を順次施すことを特徴とする転炉炉体の交換方法。
The present invention has been completed based on such findings and further studies. That is, the gist of the present invention is as follows.
(1) A method for replacing a converter furnace body, in which a furnace body determined to be replaced is replaced with a newly created new furnace body,
A first step of disposing a temporary beam at a position where the furnace body can be lifted immediately above the furnace body, and disposing a plurality of jacks on the temporary beam;
A second step of removing a cotter fixing the trunnion ring and the furnace body while supporting the furnace body with a trunnion ring of a trunnion mechanism, and attaching a temporary cotter that can be easily removed instead of the cotter; ,
By tilting means of the trunnion mechanism, the furnace body is tilted to be in an inverted state, and the furnace body in the inverted state is lifted by a plurality of suspension pieces fixed to the furnace body and strands of the plurality of jacks. A third step to make it possible;
With the furnace body in an inverted state, the temporary cotter is removed, and the furnace body is transported with the plurality of jacks while temporarily placing the converter furnace body installed immediately below the furnace body. A fourth step of hanging on a temporary stage having a structure capable of
A fifth step of dividing the furnace body suspended on the temporary stage into a lower part and an upper part;
The lower furnace body divided into two parts is left in a state of being lifted by the plurality of jacks, and the upper furnace body divided into two parts is carried out together with the temporary stage using a conveying means, and similarly, A sixth step of hanging and unloading the lower furnace body; and
The lower part of the new furnace body is placed in an inverted state on the temporary stage, and is transported together with the temporary stage by the conveying means directly under the trunnion ring, and the lower part of the new furnace body is fixed to the lower part of the new furnace body. The suspended piece and the plurality of jack strands are in a state of being lifted, and then the upper part of the new furnace body is placed in an inverted state on the temporary stage, and the temporary stage and the conveying means A seventh step in which after carrying in directly under the lower part of the new furnace body, suspending the lower part of the new furnace body, butting it with the upper part of the new furnace body, and then integrating by welding;
The integrated new furnace body is lifted to a position where it can be supported by the trunnion ring with the plurality of jacks, a temporary cotter is attached, and the new furnace body is tilted around the trunnion axis by the tilting means of the trunnion mechanism. An eighth step for erecting;
A ninth step of fixing the new furnace body to the trunnion ring by removing the temporary cotter, attaching a new cotter in the upright state of the new furnace body;
A method for replacing a converter furnace body characterized by sequentially performing the steps.
本発明によれば、転炉炉体の交換に際し、吊上げ用架台の出し入れを必要とせず、作業の簡略化、工程の短縮が可能となり、炉体交換作業の効率が向上し、しかも安全性が向上して、産業上格段の効果を奏する。また、本発明によれば、ブラケットを使用することもなく、またトラニオンリングの再利用ができるという効果もある。 According to the present invention, when exchanging the converter furnace body, it is not necessary to take in and out the lifting platform, the work can be simplified, the process can be shortened, the efficiency of the furnace body replacement work is improved, and the safety is improved. Improves the industrial effect. Further, according to the present invention, there is an effect that the trunnion ring can be reused without using a bracket.
転炉の炉体は、トラニオン機構のトラニオンリング(筒体部)に傾動可能に支持されている。取替えが必要と判断された転炉炉体(旧炉体)は、新しく作製された新炉体に交換され、解体される。本発明の転炉炉体の交換方法は、第一の工程から第九の工程を有する。なお、炉体の交換にあたっては、内張りされている耐火物、残留内容物を除去し、カバー、配管等の付属物は取り除き、鉄皮のみの炉体として行うことは云うまでもない。 The furnace body of the converter is supported by a trunnion ring (cylinder body) of the trunnion mechanism so as to be tiltable. The converter furnace body (old furnace body) determined to be replaced is replaced with a newly produced new furnace body and dismantled. The method for replacing a converter furnace body according to the present invention includes the first to ninth steps. Needless to say, when replacing the furnace body, the refractory and the remaining contents on the lining are removed, and accessories such as the cover and piping are removed, and the furnace body is made of only an iron skin.
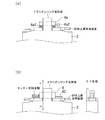
図1(a)に、第一の工程の状況を模式的に示す。第一の工程では、転炉の炉体1の直上方で、該炉体1から所定の距離だけ離間して、仮設梁3を配設する。仮設梁3は、炉体1をストランドで吊り上げることが可能なように、炉体1の直上に配設する。なお、図1(a)では、仮設梁3は、フード台車用レール3a、3aに支持されるように設けてあり、フード台車用レールの配置の関係から垂直断面でL字型を呈している。なお、本発明ではこれに限定されないことは云うまでもない。
FIG. 1A schematically shows the state of the first step. In the first step, the
そして、仮設梁3上には、複数台のジャッキ311、311を配設する。なお、ジャッキ311には、ジャッキにオイルを供給する油圧ポンプユニット(図示せず)が各ジャッキごとに付設される。また、複数台のジャッキは互いに同調するように自動制御されることは云うまでもない。第一の工程では、転炉の炉体1は、炉口1Aを上方にした位置(0°の位置)で、トラニオンリング2に支持されたままの状態とする。図1(a)では、トラニオン軸2aを介しトラニオンリング2を傾動可能に支持されている。トラニオン機構の支持手段及び傾動手段については、図示を省略している。以下、同様とする。
A plurality of
図1(b)に、第二の工程の状況を模式的に示す。第二の工程では、炉体1を、トラニオンリング2で支持し、0°の位置のまま、トラニオンリング2と炉体1とを固設している複数のコッター4を撤去する。そして、コッター4に代えて、取り外し容易な仮コッター4aを取り付ける。仮コッター4aは、炉体1が倒立状態とした場合にも、取り外し容易な構造とする。
FIG. 1B schematically shows the state of the second step. In the second step, the
通常、コッター4は、トラニオンリング支持首に取り込まれ、トラニオンリング2と炉体1(炉体上部支持装置)とを固設している(図3(b)参照)。なお、コッター4の取り込み、取り外しは、コッター4の端面に付設されたネジに、アイボルトを差し込み、必要に応じてジャッキを使用して行う。コッター4には他の端面にストッパーを設けて、コッターの抜け防止としている。ストッパーは、炉体(炉体上部支持装置)に溶接で固定されている。
仮コッター4aを利用したトラニオンリング2と炉体1との仮固設は、仮コッターと各種ライナーと、さらにストッパーを併用した固定構造とする。
Usually, the
The temporary fixing of the
ここでは、コッター4より低い高さに加工されたものを仮コッター4aとする。仮コッター4aを、トラニオンリング支持首に取り込むに際しては、各種ライナー(平ライナー、テーパーライナー等)4a1を併用して、取り込む。仮コッター4aとトラニオンリング支持首との隙間を各種ライナー4a1を挿入して、トラニオンリング2と炉体1(炉体上部支持装置)とを確実に仮固定する。なお、仮コッター4aの抜け防止には、ストッパー4a2を溶接で固定する。仮コッター4aを用いた上記したような仮固定構造であれば、ライナー4a1、ストッパー4a2を外すだけでよく、ジャッキを使用する必要はなく、したがって仮コッター4aの取り外しは容易となる。なお、ジャッキ設置箇所の設定、取外しの作業も必要なくなる。
Here, a material processed to a height lower than that of the
なお、第二の工程では、炉体1の直下に、該炉体1を仮置きしたまま搬送することが可能な仮設ステージ5を設置することが好ましい。仮設ステージ5は、該仮設ステージ5に炉体を仮置したまま、ドーリー台車による搬送が可能なように、下部に、ドーリー台車(しかも、横2連結)が進入可能な空間を有する構造とすることが好ましい。なお、仮設ステージ5は、上側は落下防止のための柵等を有し、炉体を載置しても壊れない程度の構造で十分である。
In the second step, it is preferable to install a
第三の工程の状況を図1(c)に模式的に示す。第三の工程では、仮コッター4aで2箇所で仮固設された状態で、トラニオン機構の傾動手段(図示せず)により、トラニオン軸2a周りに前記炉体1を180°傾動し、炉口1Aが下方に向く倒立状態(180°の位置)とする。そして、倒立状態の炉体1を、該炉体1に固設した複数の吊りピース311a、311aと、仮設梁3に配設された複数台のジャッキ311、311のストランド311b、311bとにより、吊り上げ可能な状態とする。
The situation of the third step is schematically shown in FIG. In the third step, the
第四の工程の状況を図1(d)に模式的に示す。第四の工程では、倒立状態のまま、炉体1に取り付けられた仮コッター4aを撤去して、炉体とトラニオンリングとの仮固設状態を解き、炉体1とトラニオンリング2と切り離す。なお、ここで、炉体1は倒立状態のまま、ジャッキ311、311で、吊りピース311a、311aとストランド311b、311bとにより、吊上げ状態となっている。ついで、倒立状態のままの炉体1を、ジャッキ311、311で仮設ステージ5上に吊り下ろす。なお、トラニオンリング2は、炉体を支持していた状態のそのままの位置に、トラニオン機構の支持手段で支持され、新しく作製された新炉体を支持可能な状態に保持され、炉体が新しくなった状態でも使用に供することができる。
The situation of the fourth step is schematically shown in FIG. In the fourth step, the
第五の工程の状況を図1(e)に模式的に示す。第五の工程では、仮設ステージ5上に吊り下ろされた炉体1を、炉体の下部1bと炉体の上部1aに二分割する。二分割は、ガス(アセチレン)切断、ジェットランス切断、水素切断等の常用の方法から選択して、行う。なかでも、ガス切断とすることが工程の簡略化の点からも好ましい。なお、二分割時には、最終切断時に炉体の上部が落下することが懸念されることから、炉体1は、即座に吊下げ状態に保持することができる状態としておくことが好ましい。
The situation of the fifth step is schematically shown in FIG. In the fifth step, the
第六の工程の状況を図1(f)に模式的に示す。第六の工程では、二分割された炉体の下部1bを複数台のジャッキ311、311で吊り上げた状態としておき、二分割された炉体上部1aを、搬送手段を用いて仮設ステージ5とともに搬出する。搬送手段としては、ドーリー台車(好ましくは2連結の台車)とすることが好ましい。自走式ドーリー台車を利用すれば、二分割された炉体を仮設ステージ5とともに、迅速に搬出が可能となる。炉体の上部1aを搬出し、所定の場所に仮置きする。図示はしていないが、ついで、空になった仮設ステージ5を、吊り上げた炉体下部1bの真下に設置し、仮設ステージ5上に炉体下部1bを吊り下ろす。そして、炉体の下部1bは、炉体の上部1aと同様に、搬送手段5Aを用いて仮設ステージ5とともに搬出する。
The situation of the sixth step is schematically shown in FIG. In the sixth step, the
第七の工程の状況を図2(a)、(b)に模式的に示す。第七の工程では、別に作製された新炉体の下部1bNを、仮設ステージ5上に倒立状態で置き、仮設ステージ5とともに搬送手段で、トラニオンリング2の直下に搬入する。そして、新炉体の下部1bNを複数台のジャッキ311のストランド311bと吊りピース311aとで吊上げた状態にしておく(図2(a))。ついで、別に製造された新炉体の上部1aNを、仮設ステージ5上に倒立状態で置き、該仮設ステージ5とともに搬送手段で、吊り上げた状態の新炉体の下部1bNの直下に搬入する。新炉体の下部1bNを吊り下げて、新炉体の上部1aNと突き合わせたのち、溶接により一体化して倒立状態の新炉体1Nとする(図2(b))。なお、溶接に先立ち、炉体の下部1bNと炉体の上部1aNとの突合せ面は、適正に溶接接合が行えるように、手入れを施しておくことは云うまでもない。
The situation of the seventh step is schematically shown in FIGS. 2 (a) and 2 (b). In the seventh step, a separately prepared lower part 1bN of the new furnace body is placed in an inverted state on the
第八の工程の状況を図2(c)に模式的に示す。第八の工程では、倒立状態の新炉体1Nを、トラニオンリング2に支持可能な位置まで複数台のジャッキ311、311で吊り上げ、仮コッター4aNを取り付ける。なお、仮コッター4aNの取り付けは、上記した仮コッターの取り付け方法と同様とする。これにより、新炉体1Nはトラニオンリング2に仮固定状態とされ、傾動可能となる。なお、仮コッターの取り付けに際しては、予めトラニオンリング2の新炉体との接合面(接合箇所)を研磨・切削等の機械加工を施しておくことは云うまでもない。
The situation of the eighth step is schematically shown in FIG. In the eighth step, the inverted
仮コッター4aNの取り付けを完了したのち、吊りピース311a、ストランド311bを外して、傾動可能な状態にしておく。そして、新炉体1Nをトラニオン機構の傾動手段によりトラニオン軸2aの周りに180°傾動して正立状態とする。なお、仮設ステージ5は、適当なタイミングで搬出しておくことは云うまでもない。
After the attachment of the temporary cotter 4aN is completed, the
第九の工程の状況を図2(d)に模式的に示す。第九の工程では、新炉体1Nが正立状態で、仮コッター4aNを撤去し、新コッター4nを取り付けて、新炉体1Nをトラニオンリング2に固定状態とする。これにより、旧炉体1を、新炉体1Nに交換することができ、転炉炉体の交換は完了する。
The situation of the ninth step is schematically shown in FIG. In the ninth step, the
そして、仮設梁3上に配設した複数台のジャック311や油圧ポンプユニットを取り外し、仮設梁3を撤去し、さらに炉体交換の前に、炉体から外された配管等の付帯品を元通りに装着すれば、新炉体1Nが使用可能状態となる。
Then, the plurality of
本発明で、転炉炉体を吊り上げるために使用するジャッキは、とくに限定する必要はないが、専用のストランド(角型断面のワイヤを撚った)と、トップとボトムの2種のジョウを有し、ストランドを把持するグリップシステムとからなるジャッキとすることが、吊上げ作業の効率化、安定性の観点から好ましい。このようなジャッキを用いて、重量物である吊荷(炉体)の吊上げ、吊下ろしは、基本的に、次のようなジャッキ動作の繰返しにより、行うことができる。炉体を吊り上げる場合には、図4(a)に示すように、まず、トップ、ボトムのジョウはいずれも「閉」としておく。この場合、ボトムのジョウでストランドをグリップ(掴む)する(a−1)。つぎに、トップのジョウを「閉」、ボトムのジョウを「開」とし、シリンダーを伸ばし、吊荷(炉体)を上昇させる(a−2)。つぎに、ボトムのジョウを「閉」とし、トップのジョウを「開」としてシリンダーを縮める(a−3)。そして、トップのジョウを「閉」とする(a−1)。上記した(a−1〜a−3)を繰返すことにより、所望の高さだけ、吊荷(炉体)を上昇させることができる。 In the present invention, the jack used to lift the converter furnace body is not particularly limited, but a dedicated strand (twisted wire having a square cross section) and two kinds of top and bottom jaws are used. It is preferable from the viewpoint of efficiency of lifting work and stability to be a jack having a grip system for holding the strand. Using such a jack, lifting and hanging of a heavy load (furnace body), which is a heavy object, can be basically performed by repeating the following jacking operation. When lifting the furnace body, as shown in FIG. 4A, first, both the top and bottom jaws are set to “closed”. In this case, the strand is gripped (gripped) by the bottom jaw (a-1). Next, the top jaw is “closed” and the bottom jaw is “open”, the cylinder is extended, and the suspended load (furnace) is raised (a-2). Next, the bottom jaw is set to “closed” and the top jaw is set to “open” to contract the cylinder (a-3). Then, the top jaw is “closed” (a-1). By repeating the above (a-1 to a-3), the suspended load (furnace body) can be raised by a desired height.
また、吊下ろしを行う場合には、図4(b)に示すように、まず、トップ、ボトムのジョウはいずれも「閉」としておく(b−1)。つぎに、トップのジョウを「開」とし、シリンダーを伸ばす(b−2)。トップのジョウを「閉」とし、シリンダーをわずかに上昇させボトムのジョウの荷重を抜き、ボトムのジョウを「開」として、シリンダーを締め、吊荷(炉体)は下降させる(b−3)。そして、トップのジョウを「閉」とする(b−1)。上記した(b−1〜b−4)を繰返すことにより、所望の高さだけ、吊荷(炉体)を下降させることができる。 When hanging, as shown in FIG. 4B, first, both the top and bottom jaws are set to “closed” (b-1). Next, the top jaw is opened and the cylinder is extended (b-2). Set the top jaw to “closed”, raise the cylinder slightly to remove the load on the bottom jaw, set the bottom jaw to “open”, tighten the cylinder, and lower the suspended load (furnace) (b-3) . Then, the top jaw is “closed” (b-1). By repeating the above (b-1 to b-4), the suspended load (furnace body) can be lowered by a desired height.
上記した本発明の方法により、取替えが必要な旧転炉炉体(約325t)を新転炉炉体に交換した。本発明の方法は、従来の方法におけるように、炉体の軸心近傍に吊り上げ用のジャッキを配置するための安定した架台を設置し、しかも架台の出し入れを行う必要がなく、作業が簡略化し工事期間が短縮し、工事費用が約5%削減できた。 By the method of the present invention described above, the old converter furnace body (about 325 t) that needs to be replaced was replaced with a new converter furnace body. In the method of the present invention, as in the conventional method, there is no need to install a stable base for placing a lifting jack near the axis of the furnace body, and it is not necessary to put in and out the base, simplifying the work. The construction period was shortened and construction costs were reduced by about 5%.
1 炉体
1A 炉口
1a 炉体の上部
1b 炉体の下部
1aN 新炉体の上部
1bN 新炉体の下部
2 トラニオンリング
2a トラニオン軸
3 仮設梁
311 ジャッキ
311a 吊りピース
311b ストランド
4 コッター
4a 仮コッター
4an 新仮コッター
4n 新コッター
5 仮設ステージ
1 Furnace
1A Furnace
1a Top of furnace body
1b Lower part of furnace body
1aN Upper part of new furnace body
1bN Lower part of
311 jack
311a hanging piece
311b
4a temporary cotter
4an new temporary cotter
4n
Claims (1)
前記炉体の直上方で、前記炉体を吊り上げ可能な位置に仮設梁を配設し、該仮設梁上に、複数台のジャッキを配設する第一の工程と、
前記炉体をトラニオン機構のトラニオンリングで支持したまま、前記トラニオンリングと前記炉体とを固設しているコッターを撤去し、該コッターに代えて取り外し容易な仮コッターを取り付ける第二の工程と、
前記トラニオン機構の傾動手段により、前記炉体を傾動し倒立状態とし、該倒立状態の前記炉体を、該炉体に固設した複数の吊りピースと、前記複数台のジャッキのストランドとで吊り上げ可能な状態とする第三の工程と、
前記炉体を倒立状態のままで、前記仮コッターを撤去して、前記炉体を前記複数台のジャッキで、前記炉体の直下に設置した、該炉体を仮置きしたまま搬送することが可能な構造の仮設ステージ上に吊り下ろす第四の工程と、
前記仮設ステージ上に吊り下ろされた前記炉体を、下部と上部に二分割する第五の工程と、
二分割された前記下部の炉体を前記複数台のジャッキで吊り上げた状態としておき、二分割された前記上部の炉体を、搬送手段を用いて前記仮設ステージとともに搬出し、ついで、同様に、前記下部の炉体を吊りおろし、搬出する第六の工程と、
前記新炉体の下部を、仮設ステージ上に倒立状態で置き、該仮設ステージとともに搬送手段で、前記トラニオンリングの直下に搬入し、前記新炉体の下部を、該新炉体の下部に固設された吊りピースと前記複数台のジャッキのストランドとで吊り上げた状態にしておき、ついで、前記新炉体の上部を、仮設ステージ上に倒立状態で置き、該仮設ステージとともに搬送手段で、前記新炉体の下部の直下に搬入したのち、前記新炉体の下部を吊り下げて、前記新炉体の上部と突き合わせたのち、溶接により一体化する第七の工程と、
前記一体化した新炉体を、前記複数台のジャッキで前記トラニオンリングに支持可能な位置まで吊り上げ、仮コッターを取り付け、前記新炉体を前記トラニオン機構の傾動手段によりトラニオン軸周りに傾動して正立状態とする第八の工程と、
前記新炉体が正立状態で、前記仮コッターを撤去し、新コッターを取り付けて、前記新炉体を前記トラニオンリングに固定する第九の工程と、
を順次施すことを特徴とする転炉炉体の交換方法。 A method for replacing a converter body that replaces a furnace body that has been determined to be replaced with a newly created new furnace body,
A first step of disposing a temporary beam at a position where the furnace body can be lifted immediately above the furnace body, and disposing a plurality of jacks on the temporary beam;
A second step of removing a cotter fixing the trunnion ring and the furnace body while supporting the furnace body with a trunnion ring of a trunnion mechanism, and attaching a temporary cotter that can be easily removed instead of the cotter; ,
By tilting means of the trunnion mechanism, the furnace body is tilted to be in an inverted state, and the furnace body in the inverted state is lifted by a plurality of suspension pieces fixed to the furnace body and strands of the plurality of jacks. A third step to make it possible;
With the furnace body in an inverted state, the temporary cotter is removed, and the furnace body is installed directly below the furnace body with the plurality of jacks. A fourth step of hanging on a temporary stage of a possible structure;
A fifth step of dividing the furnace body suspended on the temporary stage into a lower part and an upper part;
The lower furnace body divided into two parts is left in a state of being lifted by the plurality of jacks, and the upper furnace body divided into two parts is carried out together with the temporary stage using a conveying means, and similarly, A sixth step of hanging and unloading the lower furnace body; and
The lower part of the new furnace body is placed in an inverted state on the temporary stage, and is transported together with the temporary stage by the conveying means directly under the trunnion ring, and the lower part of the new furnace body is fixed to the lower part of the new furnace body. The suspended piece and the plurality of jack strands are in a state of being lifted, and then the upper part of the new furnace body is placed in an inverted state on the temporary stage, and the temporary stage and the conveying means A seventh step in which after carrying in directly under the lower part of the new furnace body, suspending the lower part of the new furnace body, butting it with the upper part of the new furnace body, and then integrating by welding;
The integrated new furnace body is lifted to a position where it can be supported by the trunnion ring with the plurality of jacks, a temporary cotter is attached, and the new furnace body is tilted around the trunnion axis by the tilting means of the trunnion mechanism. An eighth step for erecting;
The new furnace body is in an upright state, the temporary cotter is removed, a new cotter is attached, and a ninth step of fixing the new furnace body to the trunnion ring;
A method for replacing a converter furnace body characterized by sequentially performing the steps.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016045256A JP6611129B2 (en) | 2016-03-09 | 2016-03-09 | How to replace the converter furnace body |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016045256A JP6611129B2 (en) | 2016-03-09 | 2016-03-09 | How to replace the converter furnace body |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017160480A true JP2017160480A (en) | 2017-09-14 |
| JP6611129B2 JP6611129B2 (en) | 2019-11-27 |
Family
ID=59856726
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016045256A Active JP6611129B2 (en) | 2016-03-09 | 2016-03-09 | How to replace the converter furnace body |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6611129B2 (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114737017A (en) * | 2022-04-18 | 2022-07-12 | 中国二十二冶集团有限公司 | Converter integral pushing device and pushing method |
| CN114807494A (en) * | 2022-04-28 | 2022-07-29 | 重庆钢铁股份有限公司 | Method for replacing crane beam of steel plant receiving span and refining span without stopping production |
| CN115747413A (en) * | 2022-11-23 | 2023-03-07 | 中国三冶集团有限公司 | Rotary assembly type converter environment-friendly transformation device and use method |
| JP7578629B2 (en) | 2022-01-05 | 2024-11-06 | Jfeプラントエンジ株式会社 | How to Remove Cotters |
-
2016
- 2016-03-09 JP JP2016045256A patent/JP6611129B2/en active Active
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7578629B2 (en) | 2022-01-05 | 2024-11-06 | Jfeプラントエンジ株式会社 | How to Remove Cotters |
| CN114737017A (en) * | 2022-04-18 | 2022-07-12 | 中国二十二冶集团有限公司 | Converter integral pushing device and pushing method |
| CN114807494A (en) * | 2022-04-28 | 2022-07-29 | 重庆钢铁股份有限公司 | Method for replacing crane beam of steel plant receiving span and refining span without stopping production |
| CN114807494B (en) * | 2022-04-28 | 2024-01-23 | 重庆钢铁股份有限公司 | Method for replacing crane beam of receiving span and refining span of steel mill without stopping production |
| CN115747413A (en) * | 2022-11-23 | 2023-03-07 | 中国三冶集团有限公司 | Rotary assembly type converter environment-friendly transformation device and use method |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6611129B2 (en) | 2019-11-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100468106B1 (en) | Method and apparatus for short-term relining or construction of blast furnace | |
| JP6611129B2 (en) | How to replace the converter furnace body | |
| JP5540568B2 (en) | Blast furnace furnace body construction and repair method | |
| CN202591864U (en) | Lifting type welding service trolley | |
| TWI551759B (en) | Method for constructing cylindrical tank | |
| CN109622932B (en) | Method for quickly replacing rotary bearing of large continuous casting ladle turret | |
| JP6839681B2 (en) | How to dismantle a tower-supported chimney | |
| CN214815940U (en) | Automatic shipment and turnover integrated machine for PCCP spiral welding steel cylinder | |
| JP4472115B2 (en) | Blast furnace assembly method | |
| CN204727242U (en) | Quick and safe unloading device for gas cylinder | |
| CN115198051A (en) | Method for installing steelmaking converter body | |
| JP4592860B2 (en) | Blast furnace component installation method | |
| CN206843525U (en) | A kind of oxygen rifle is vertical to repair pipette tips more changing device | |
| JP2007321357A (en) | Renewal method of storage tank side plate | |
| CN115109888B (en) | Method for mounting and dismounting converter skirt cover in overspan mode | |
| JP2005314735A (en) | Method for constructing blast furnace | |
| CN112247421A (en) | PCCP spiral welding steel cylinder automatic delivery and turnover integrated machine and application thereof | |
| TW201508145A (en) | Method for constructing cylindrical tank | |
| JP7163167B2 (en) | Furnace body dismantling method | |
| TW201512504A (en) | Method for constructing cylindrical tank | |
| JP6185007B2 (en) | Dismantling method of polar crane in reactor containment vessel | |
| JP4085293B2 (en) | Blast furnace assembly / disassembly apparatus and assembly / disassembly method | |
| JP4064002B2 (en) | Dismantling method of blast furnace mantel | |
| CN102896432A (en) | Method for installing vertical section of overhead large-diameter pipeline | |
| JP2005281752A (en) | Method for repairing converter |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180706 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190419 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190507 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190626 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20191023 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20191023 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6611129 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |