JP2017113996A - Die for tire vulcanization - Google Patents
Die for tire vulcanization Download PDFInfo
- Publication number
- JP2017113996A JP2017113996A JP2015252103A JP2015252103A JP2017113996A JP 2017113996 A JP2017113996 A JP 2017113996A JP 2015252103 A JP2015252103 A JP 2015252103A JP 2015252103 A JP2015252103 A JP 2015252103A JP 2017113996 A JP2017113996 A JP 2017113996A
- Authority
- JP
- Japan
- Prior art keywords
- temperature
- tire
- green tire
- mold
- vulcanization
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Heating, Cooling, Or Curing Plastics Or The Like In General (AREA)
Abstract
Description
本発明は、タイヤ加硫用金型に関し、更に詳しくは、タイヤ加硫用金型における金型本体の温度の影響を受けにくい遮熱構造を採用すると共に、加硫中のグリーンタイヤの加工点表面への熱供給不足を回避しつつ、加工点表面に近い位置での温度測定を可能にしたタイヤ加硫用金型に関する。 The present invention relates to a tire vulcanization mold, and more particularly, adopts a heat shield structure that is less susceptible to the temperature of the mold body in the tire vulcanization mold, and processing points of a green tire during vulcanization. The present invention relates to a tire vulcanization mold that enables temperature measurement at a position close to the surface of a processing point while avoiding insufficient heat supply to the surface.
グリーンタイヤを加硫する際、タイヤの加硫状況を把握するためにグリーンタイヤ各部の温度を測定することが種々試みられている(例えば、特許文献1参照)。特許文献1の提案では、加硫中のゴム製品の温度を検出する温度センサーと、温度センサーで検出した温度データを記憶部に記憶し応答信号として送信するトランスポンダとをゴム製品内に埋設して、加硫中のゴム製品の温度を測定するようにしている。しかしながら、得られたゴム製品の温度測定結果をトランスポンダにより加硫後に送信する方式であるため、得られた温度測定結果を加硫中の温度調節に利用することができない。
When vulcanizing a green tire, various attempts have been made to measure the temperature of each part of the green tire in order to grasp the vulcanization status of the tire (see, for example, Patent Document 1). In the proposal of
一方、グリーンタイヤの温度を測定する際、加硫に使用される金型の本体温度とグリーンタイヤのゴム表面温度(以下、加工点温度という)は同一として見做すことが一般的である。しかしながら、実際には金型の本体温度とグリーンタイヤの加工点温度には隔たりがあるため、より加工点表面に近い位置での温度測定が必要となる。また、正確な加工点温度の測定を行うため、金型の本体温度の影響を受けにくい構造が必要となる。 On the other hand, when measuring the temperature of a green tire, the body temperature of the mold used for vulcanization and the rubber surface temperature of the green tire (hereinafter referred to as the processing point temperature) are generally regarded as the same. However, in practice, there is a difference between the die body temperature and the processing point temperature of the green tire, and therefore it is necessary to measure the temperature at a position closer to the processing point surface. In addition, in order to accurately measure the processing point temperature, a structure that is not easily influenced by the body temperature of the mold is required.
ここで、金型の本体温度の影響を受けずに加工点温度を測定する方法として、タイヤ表面と金型の間に挟まれた熱電対(露出タイプ)が考えられる。これにより、タイヤ表面に近い位置での温度測定ができるため、精度の高いタイヤ表面温度を測定することが期待できる。しかしながら、実際の生産工程においては、そのような熱電対はその配線等の取り回しが煩雑であることから熱電対を金型側に取り付けざるを得ず、金型の温度の影響を受けて正確な加工点温度を測定することが困難であった。 Here, as a method for measuring the processing point temperature without being influenced by the body temperature of the mold, a thermocouple (exposed type) sandwiched between the tire surface and the mold can be considered. Thereby, since temperature measurement at a position close to the tire surface can be performed, it can be expected to measure the tire surface temperature with high accuracy. However, in the actual production process, such a thermocouple is complicated to handle such as wiring, so the thermocouple has to be attached to the mold side, and is affected accurately by the temperature of the mold. It was difficult to measure the processing point temperature.
本発明の目的は、タイヤ加硫用金型の本体温度の影響を受けにくい遮熱構造を採用すると共に、加硫中のグリーンタイヤの加工点表面への熱供給不足を回避しつつ、加工点表面に近い位置での温度測定を可能にしたタイヤ加硫用金型を提供することにある。 The object of the present invention is to adopt a heat shielding structure that is not easily affected by the body temperature of the tire vulcanization mold, and while avoiding insufficient heat supply to the surface of the processing point of the green tire during vulcanization, the processing point An object of the present invention is to provide a tire vulcanization mold that enables temperature measurement at a position close to the surface.
上記目的を達成するための本発明のタイヤ加硫用金型は、グリーンタイヤを加硫する際に使用されるタイヤ加硫用金型において、前記グリーンタイヤに当接する成形面を有する金型本体と、該金型本体の内部に配設されていて感温部が前記成形面に配置されたシース熱電対と、前記感温部を取り囲むように前記金型本体と前記シース熱電対との間に配置された遮熱材層とを備えたことを特徴とするものである。 In order to achieve the above object, a tire vulcanization mold according to the present invention is a mold body having a molding surface that comes into contact with the green tire in a tire vulcanization mold used when vulcanizing a green tire. A sheath thermocouple disposed inside the mold body and having a temperature sensing part disposed on the molding surface, and between the mold body and the sheath thermocouple so as to surround the temperature sensing part. And a heat shielding material layer disposed on the surface.
本発明では、グリーンタイヤを加硫する際に使用されるタイヤ加硫用金型において、グリーンタイヤに当接する成形面を有する金型本体と、金型本体の内部に配設されていて感温部が成形面に配置されたシース熱電対と、感温部を取り囲むように金型本体とシース熱電対との間に配置された遮熱材層とを備えることにより、グリーンタイヤの加硫中に、加工点温度を測定する感温部が金型本体の温度の影響を受けにくくなると共に、グリーンタイヤの成形面に近い位置での温度を測定することが可能となる。その結果、精度の高い測定が可能となる。 In the present invention, in a tire vulcanization mold used when vulcanizing a green tire, a mold body having a molding surface that comes into contact with the green tire, and a temperature sensing device disposed inside the mold body. A vulcanization of a green tire is provided by providing a sheath thermocouple having a portion disposed on the molding surface and a heat shield layer disposed between the mold body and the sheath thermocouple so as to surround the temperature sensing portion. In addition, the temperature sensing part for measuring the processing point temperature becomes less susceptible to the temperature of the mold body, and the temperature at a position close to the molding surface of the green tire can be measured. As a result, measurement with high accuracy is possible.
本発明では、遮熱材層の200℃での熱伝導率は25W/mk以下であることが好ましい。これにより、遮熱材層が熱伝導率の比較的低い材料により構成されるため、感温部に対して金型本体の温度の影響をより一層受けにくくすることが可能となる。 In the present invention, the thermal conductivity of the heat shield material layer at 200 ° C. is preferably 25 W / mk or less. Thereby, since the heat shielding material layer is made of a material having a relatively low thermal conductivity, it becomes possible to make the temperature sensitive part less susceptible to the temperature of the mold body.
本発明では、感温部によるグリーンタイヤの加工点温度に対する感度は金型本体の温度に対する感度の10倍以上であることが好ましい。これにより、感温部において測定される温度の精度を向上させることが可能となる。 In this invention, it is preferable that the sensitivity with respect to the processing point temperature of the green tire by a temperature sensing part is 10 times or more of the sensitivity with respect to the temperature of the mold body. Thereby, it becomes possible to improve the accuracy of the temperature measured in the temperature sensing part.
本発明では、遮熱材層の直径はシース熱電対の直径に対して2倍以上であることが好ましい。これにより、遮熱材層の遮熱性能が向上するため、感温部に対して金型本体の温度の影響をより一層受けにくくすることが可能となる。 In the present invention, the diameter of the heat shielding material layer is preferably at least twice the diameter of the sheath thermocouple. Thereby, since the heat insulation performance of the heat insulation material layer is improved, it becomes possible to make the temperature sensitive part less susceptible to the influence of the temperature of the mold body.
本発明では、遮熱材層の直径はグリーンタイヤにおける感温部と当接する部位の厚さの1/3以下であることが好ましい。遮熱材層を過度に厚くするとタイヤ加硫用金型の加熱能力を低下させることに繋がるため、遮熱材層の直径をグリーンタイヤの厚さに対して3分の1以下とすることにより、グリーンタイヤへの加熱を妨げることなく、加硫工程を実施できる。 In the present invention, it is preferable that the diameter of the heat shielding material layer is 1/3 or less of the thickness of the portion in contact with the temperature sensitive portion in the green tire. If the heat shield layer is excessively thick, the heating capacity of the tire vulcanization mold will be reduced. Therefore, by setting the diameter of the heat shield layer to one third or less of the thickness of the green tire, The vulcanization process can be carried out without hindering the heating of the green tire.
本発明では、グリーンタイヤの加工点温度に対する感温部において測定される温度の時定数は30秒以下であることが好ましい。これにより、グリーンタイヤの加硫時に必要とされる反応速度を有する感温部を用いて、感温部において測定される温度の精度を向上させることが可能となる。 In this invention, it is preferable that the time constant of the temperature measured in the temperature sensitive part with respect to the processing point temperature of a green tire is 30 seconds or less. Thereby, it becomes possible to improve the accuracy of the temperature measured in the temperature sensitive part using the temperature sensitive part having a reaction rate required at the time of vulcanization of the green tire.
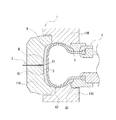
以下、本発明の構成について添付の図面を参照しながら詳細に説明する。図1は本発明のタイヤ加硫用金型1を示すものであり、加硫機4において加硫時にブラダー5でグリーンタイヤGを金型本体11の成形面Mに押し付けている状態を示している。グリーンタイヤGは、クラウン部G1、サイド部G2及びビード部G3からから構成されている。
Hereinafter, the configuration of the present invention will be described in detail with reference to the accompanying drawings. FIG. 1 shows a
タイヤ加硫用金型1は、グリーンタイヤGのクラウン部G1に当接する成形面Mを有する金型本体11と、金型本体11の内部に配設されていて感温部21が成形面Mに配置されたシース熱電対2と、感温部21を取り囲むように金型本体11とシース熱電対2との間に配置された遮熱材層3とを備えている。
The
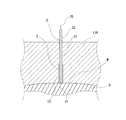
金型本体11は、3つの金型本体11A,11B,11Cから構成されている。金型本体11Aには、図2に示すように、金型本体11A内を貫通してグリーンタイヤGに当接する成形面Mまで達する孔12が形成されている。金型本体11A内の成形面M付近には孔12に隣接して遮熱材層3が配設される空間13が形成されている。また、金型本体11の材料としては、例えば、鉄やアルミ合金等が挙げられる。
The mold body 11 is composed of three
シース熱電対2は、孔12内に配置されている。このシース熱電対2は、図3に示すように、金属製の筒状のシース22と、該シース22内に保持された熱電対23とを有している。熱電対23は一対の電極23A,23Bから構成されており、これら電極23A,23Bの先端同士が接合されている。そして、熱電対23における電極23A,23Bの先端の接合点が感温部21となっている。また、熱電対23にはリード線25が接続され、このリード線25がシース22を通して金型本体11Aの外部に引き出されている。
The
電極23A,23Bはそれぞれ異なる金属材料からなる。電極23A,23Bに使用する異なる金属材料としては、JIS規格(JIS C 1602−1995等)に記載されている金属材料の種類から適宜選択することができる。例えば、JIS規格における種類の記号K、Tなどが挙げられる。また、電極23A,23Bは、絶縁体であるグラウト24により表面をそれぞれ被覆されている。グラウト24の材料としては、例えば、石英ガラス等が用いられる。
The
遮熱材層3は、金型本体11A内の成形面M付近に形成された空間13に配置されている。また、遮熱材層3はシース熱電対2に隣接し、かつ感温部21を取り囲むように配置されている。遮熱材層3の材料としては、金型本体11の材料(鉄、アルミ合金等)の熱伝導率よりも小さい熱伝導率の材料であれば良く、例えば、石英ガラス等が用いられる。特に、遮熱材層3の200℃での熱伝導率は、25W/mk以下、より好ましくは、5W/mk以下であると良い。遮熱材層3の熱伝導率を上記範囲内にすることにより、遮熱材層3の遮熱性能が向上するため、感温部21に対して金型本体11の温度の影響をより一層受けにくくすることが可能となる。
The
上述したタイヤ加硫用金型においては、グリーンタイヤGを加硫する際に使用されるタイヤ加硫用金型1において、グリーンタイヤGに当接する成形面Mを有する金型本体11と、金型本体11の内部に配設されていて感温部21が成形面Mに配置されたシース熱電対2と、感温部21を取り囲むように金型本体11とシース熱電対2との間に配置された遮熱材層3とを備えることにより、グリーンタイヤGの加硫中に、加工点温度を測定する感温部21が金型本体11の温度の影響を受けにくくなると共に、グリーンタイヤGの成形面Mに近い位置での温度を測定することが可能となる。
In the tire vulcanization mold described above, in the
本発明では、感温部21においてグリーンタイヤGの加工点温度を測定する際に、その測定される温度の精度を表す指標として感度を用いる。感温部21によるグリーンタイヤGの加工点温度に対する感度が、金型本体11の温度に対する感度よりも高いほど、感温部21において測定される温度の精度が高いことを示している。
In the present invention, when measuring the processing point temperature of the green tire G in the
本発明における感度の範囲としては、感温部21によるグリーンタイヤGの加工点温度に対する感度は、金型本体11の温度に対する感度の10倍以上であることが好ましい。即ち、感温部21において測定される温度とグリーンタイヤGの加工点温度との差を温度差aとし、金型本体11の温度と感温部21において測定される温度との差を温度差bとしたとき、温度差aに対する温度差bの比(b/a)が10以上であることが好ましい。例えば、金型本体11の温度が100℃、グリーンタイヤGの加工点温度が20℃、感温部21において測定される温度が25℃である場合、温度差aに対する温度差bの比(b/a)は、(100−25)/(25−20)で計算され15となる。
As the range of sensitivity in the present invention, the sensitivity to the processing point temperature of the green tire G by the
このように感温部21によるグリーンタイヤGの加工点温度に対する感度を用いることで、感温部21において測定される温度の精度の指標とすることができ、より感度が高い感温部21を用いて温度測定の精度を向上させることが可能となる。
Thus, by using the sensitivity to the processing point temperature of the green tire G by the
図4は、シース熱電対2の直径、遮熱材層3の直径及びグリーンタイヤGの厚みを示している。図4に示すように、シース熱電対2の直径をΦ2とし、遮熱材層3の直径をΦ3とし、グリーンタイヤGにおける感温部21と当接する部位の厚さを厚さtとする。グリーンタイヤGの厚さtは、感温部21の中心位置からグリーンタイヤGに対して垂線を下ろし、その長さを測定したものとする。
FIG. 4 shows the diameter of the
この場合に、遮熱材層3の直径Φ3はシース熱電対2の直径Φ2に対して2倍以上であることが好ましい。このように遮熱材層3の直径Φ3をシース熱電対2の直径Φ2に対して2倍以上とすることで、遮熱材層3の遮熱性能が向上するため、感温部21に対して金型本体11の温度の影響をより一層受けにくくすることが可能となる。
In this case, the diameter Φ 3 of the heat
また、遮熱材層3の直径Φ3はグリーンタイヤGにおける感温部21と当接する部位の厚さtの1/3以下であることが好ましい。このように遮熱材層3の直径Φ3をグリーンタイヤGの厚さtに対して3分の1以下とすることで、遮熱材層3がグリーンタイヤGへの加熱を妨げることなく、加硫工程を実施することが可能となる。ここで、遮熱材層3を過度に厚くするとタイヤ加硫用金型1の加熱能力を低下させることに繋がる。
Further, it is preferable that the diameter [Phi 3 of the thermal
本発明では、感温部21において測定される温度の精度を表す指標として時定数を用いる。時定数とは、感温部を温度測定の対象物に接触させる前において、感温部で測定される温度と温度測定の対象物の温度との温度差を初期の温度差として、温度測定開始後に感温部で測定される温度が初期の温度差の63.2%に達するまでの時間とする。
In the present invention, a time constant is used as an index representing the accuracy of the temperature measured in the
図5は、感温部21において測定される温度Aと、グリーンタイヤGと金型本体11の間に設置して測定した温度Bの関係を示すグラフである。温度Bは、熱電対をグリーンタイヤGと金型本体11の間(図4の点X)に設置して測定した温度をとし、即ち、温度Aと対比する温度BはグリーンタイヤGの加工点温度である。なお、縦軸は温度T(℃)、横軸は時間S(秒)を示す。
FIG. 5 is a graph showing the relationship between the temperature A measured at the
図5の上図は、加硫時にグリーンタイヤGを金型本体11の成形面Mに押し付ける際に、その開始時点からの温度A及び温度Bの温度変化をそれぞれ示している。図5の上図に示すように、温度Aについては金型本体11がグリーンタイヤGに当接すると同時に急激にその温度が低下していき、一定の温度を境に上昇をし、その後横ばいとなっている。一方、温度Bについては金型本体11がグリーンタイヤGに当接すると同時に急激にその温度が上昇していき、その後温度Aと同一の温度となっている。このように、加硫時にグリーンタイヤGを金型本体11の成形面Mに押し付ける際、金型本体11からグリーンタイヤGへ熱が移動していることが見て取れる。 The upper diagram of FIG. 5 shows temperature changes of the temperature A and the temperature B from the start point when the green tire G is pressed against the molding surface M of the mold body 11 during vulcanization. As shown in the upper diagram of FIG. 5, the temperature A suddenly decreases at the same time as the mold body 11 contacts the green tire G, rises at a certain temperature, and then remains flat. It has become. On the other hand, the temperature B suddenly increases as soon as the mold body 11 contacts the green tire G, and then becomes the same temperature as the temperature A. Thus, when the green tire G is pressed against the molding surface M of the mold body 11 during vulcanization, it can be seen that heat is transferred from the mold body 11 to the green tire G.
また、図5の下図において、温度差TAはグリーンタイヤGを金型本体11に押し付ける前の温度Aと温度Bの初期の温度差(初期の温度差TAを100%とする)を示し、温度差TBはその初期の温度差TAに対して63.2%となる温度差を示している。つまり、加硫時にグリーンタイヤGを金型本体11の成形面Mに押し付ける際、グリーンタイヤGの加工点温度が上昇していくことで温度差が縮まっていき、温度差TBに達する時間が時間S1である。その時間S1が、グリーンタイヤGの加工点温度に対する感温部21において測定される温度の時定数となる。
Also, shown in figure 5, the temperature difference T A is the initial temperature difference between the temperature A and temperature B before pressing the green tire G on the mold body 11 (referred to as 100% the initial temperature difference T A) , the temperature difference T B indicates the temperature difference to be 63.2% with respect to the initial temperature difference T a. That is, when pressing the green tire G on the forming surface M of the mold body 11 during vulcanization, will the temperature difference is shrunk by machining point temperature of the green tire G rises, the time to reach the temperature difference T B Time S1. The time S1 becomes a time constant of the temperature measured at the
図1〜図4のいずれの場合も、グリーンタイヤGの加工点温度に対する感温部21において測定される温度の時定数は30秒以下であることが好ましい。これにより、グリーンタイヤGの加硫時に必要とされる反応速度を有する感温部21を用いて、感温部21において測定される温度の精度を向上させることが可能となる。
1 to 4, it is preferable that the time constant of the temperature measured in the
上述した実施形態では、金型本体11Aの中央部においてシース熱電対2を設置して温度測定をする場合について説明したが、温度測定が必要とされる金型本体11の部位に対してシース熱電対2を適宜設置するようにすれば良い。
In the above-described embodiment, the case where the
1 タイヤ加硫用金型
11 金型本体
12 孔
13 空間
2 シース熱電対
21 感温部
22 シース
23A,23B 電極
24 グラウト
25 リード線
3 遮熱材層
4 加硫機
5 ブラダー
G グリーンタイヤ
G1 クラウン部
G2 サイド部
G3 ビード部
M 成形面
DESCRIPTION OF
Claims (6)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015252103A JP2017113996A (en) | 2015-12-24 | 2015-12-24 | Die for tire vulcanization |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015252103A JP2017113996A (en) | 2015-12-24 | 2015-12-24 | Die for tire vulcanization |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017113996A true JP2017113996A (en) | 2017-06-29 |
Family
ID=59232949
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015252103A Pending JP2017113996A (en) | 2015-12-24 | 2015-12-24 | Die for tire vulcanization |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017113996A (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020039713A1 (en) | 2018-08-21 | 2020-02-27 | 横浜ゴム株式会社 | Rubber temperature measuring device and method for manufacturing rubber product |
-
2015
- 2015-12-24 JP JP2015252103A patent/JP2017113996A/en active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020039713A1 (en) | 2018-08-21 | 2020-02-27 | 横浜ゴム株式会社 | Rubber temperature measuring device and method for manufacturing rubber product |
| KR20200130862A (en) | 2018-08-21 | 2020-11-20 | 요코하마 고무 가부시키가이샤 | Rubber temperature measuring device and method for manufacturing rubber products |
| US12194702B2 (en) | 2018-08-21 | 2025-01-14 | The Yokohama Rubber Co., Ltd. | Rubber temperature measuring device and rubber product manufacturing method |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6408588B2 (en) | Non-intrusive temperature measurement assembly | |
| JP5395897B2 (en) | High vibration resistance temperature sensor | |
| AU2019232685B2 (en) | Heat flux sensor with improved heat transfer | |
| JP5830636B1 (en) | Temperature sensor and method for manufacturing temperature sensor | |
| US12196622B2 (en) | Temperature measurement device and temperature measurement method | |
| US3897272A (en) | Sturdy sensing apparatus for measuring the temperature of a heated rubber material during its curing process and method for making same | |
| CN107609308B (en) | Method and device for measuring equivalent resistance at connecting pipe of cable joint | |
| CN107389723B (en) | A method for judging the starting point of adiabatic reaction and tracking temperature based on temperature difference | |
| JP2017113996A (en) | Die for tire vulcanization | |
| TW201334891A (en) | Sintering machine and method of manufacturing sintered body | |
| JP5366772B2 (en) | Temperature detection device | |
| JP6075398B2 (en) | Temperature sensor and method of manufacturing temperature sensor | |
| JP2008151601A (en) | Platinum temperature measuring resistor with element and insulating resin having the same diameter, and manufacturing method therefor | |
| KR102585614B1 (en) | Temperature probe for thermoplastic mix extrusion machines | |
| KR100413646B1 (en) | Temperature-detecting element | |
| KR20190025321A (en) | Apparatus and method for measuring thickness of refractory in blast furnace | |
| JP2019504286A (en) | Determination of electrode length in melting furnace | |
| JP6299876B2 (en) | Surface temperature sensor calibration device | |
| CN206479256U (en) | A kind of superfine armoured thermocouple | |
| CN108106585B (en) | Detection method for surface coating of metal substrate | |
| JP6630601B2 (en) | Arrangement method of thermocouple | |
| KR101743266B1 (en) | Heater pipe apparatus for detecting a gas leak | |
| CN218239110U (en) | NTC temperature sensor of thermal radiation prevention | |
| JP2015087277A (en) | RTD calibration apparatus, RTD calibration system, and RTD calibration method | |
| KR102670635B1 (en) | Coil type coaxial thermocouple apparatus and method for manufacturing the same |