JP2017013861A - Blank plate and container - Google Patents
Blank plate and container Download PDFInfo
- Publication number
- JP2017013861A JP2017013861A JP2015132922A JP2015132922A JP2017013861A JP 2017013861 A JP2017013861 A JP 2017013861A JP 2015132922 A JP2015132922 A JP 2015132922A JP 2015132922 A JP2015132922 A JP 2015132922A JP 2017013861 A JP2017013861 A JP 2017013861A
- Authority
- JP
- Japan
- Prior art keywords
- sub
- ruled line
- panel
- pair
- container
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images










Landscapes
- Cartons (AREA)
Abstract
Description
本発明は、容器を作製するためのブランク板に関する。また本発明は、ブランク板を折り曲げることによって形成される容器に関する。 The present invention relates to a blank plate for producing a container. The present invention also relates to a container formed by bending a blank plate.
従来、内容物を収容するための容器として、紙基材層を含むブランク板を折り曲げることによって形成される容器が用いられている。紙基材層を含む容器は、軽量であり、かつ廃棄が容易でありながら、高い保形性を有している。このため、液体状の内容物を収容するための容器として好適に用いられている。例えば、牛乳、乳飲料、果実飲料、アルコール類などの飲料食品や、洗剤、モーターオイルなどの工業用液体を収容するために、紙基材層を含む容器が用いられている。また、菓子などの固形状の内容物が容器に収容されることもある。 Conventionally, a container formed by bending a blank board including a paper base material layer is used as a container for containing contents. The container including the paper base material layer is lightweight and has high shape retention while being easily discarded. For this reason, it is suitably used as a container for containing liquid contents. For example, containers containing paper base layers are used to contain beverages such as milk, milk drinks, fruit drinks, alcohols, and industrial liquids such as detergents and motor oils. In addition, solid contents such as confectionery may be stored in the container.
紙基材層を含むブランク板を折り曲げることにより作製される容器は、その構造および形態から、加工紙製容器、コンポジット缶、インサート成形容器、二重容器、バッグインボックス、バッグインカートン等に分類される。特に加工紙製容器は、使用される部材の数に基づいて、ワンピースタイプ、ツーピースタイプ、スリーピースタイプ等に分類される。ワンピースタイプには、正四面体型、ゲーベルトップ型、フラットトップ型等がある。ツーピースタイプには、紙カップ、円錐型、トレー型カートン等ある。スリーピースタイプには、筒状部材の上下開口端に閉鎖部材を設けた紙缶型、直方体型等がある。 Containers made by folding a blank board containing a paper base layer are classified into processed paper containers, composite cans, insert-molded containers, double containers, bag-in-boxes, bag-in-cartons, etc. Is done. In particular, processed paper containers are classified into one-piece type, two-piece type, three-piece type, and the like based on the number of members used. The one-piece type includes a regular tetrahedron type, a govel top type, and a flat top type. The two-piece type includes a paper cup, a cone type, and a tray type carton. The three-piece type includes a paper can type and a rectangular parallelepiped type in which a closing member is provided at the upper and lower opening ends of a cylindrical member.
ブランク板は、容器の筒状の胴部を構成する複数の胴部パネルと、容器の胴部の下端を閉鎖するための底部を構成する複数の底部パネルと、容器の胴部の上端を閉鎖するための頂部を構成する複数の頂部パネルと、を有している。各パネルは、ブランク板の内面側に突出するように形成された凸部を含む複数の罫線を介して連設されている。このようなブランク板を折り曲げることによって形成される容器の胴部は通常、矩形状の断面形状を有している。すなわち容器の状態において、罫線に沿って折り曲げられた、隣り合う2つの胴部パネルは、90度の角度を成している。このため容器の胴部には、90度を成す角部が存在している。90度を成す角部は硬くて鋭いため、消費者が容器を把持する際に指が角部に接触すると、消費者が痛みや不快さを感じてしまう。 The blank plate has a plurality of body panels constituting the cylindrical body part of the container, a plurality of bottom panels constituting the bottom part for closing the lower end of the container body part, and an upper end of the container body part being closed. And a plurality of top panels constituting a top portion for performing the operation. Each panel is continuously provided via a plurality of ruled lines including convex portions formed so as to protrude toward the inner surface side of the blank plate. The body portion of the container formed by bending such a blank plate usually has a rectangular cross-sectional shape. That is, in the state of the container, the two adjacent body panels bent along the ruled line form an angle of 90 degrees. For this reason, the corner | angular part which makes 90 degree | times exists in the trunk | drum of a container. Since the corner portion forming 90 degrees is hard and sharp, if the finger touches the corner portion when the consumer holds the container, the consumer feels pain or discomfort.
このような課題を考慮し、例えば特許文献1〜4に開示されているように、従来の容器では胴部の角部であった場所に凹み部を設けることが提案されている。これによって、消費者が容器を把持する際に感じる痛みや不快さが低減することが期待されている。また、容器の外観が従来の容器とは異なったものになるので、消費者の目を惹き着け易い、という効果、すなわちアイキャッチ効果も期待される。
In consideration of such a problem, for example, as disclosed in
なお特許文献1〜4において、上述の凹み部は、従来の容器では胴部の角部であった場所を挟むようにブランク板に一対の罫線を形成することによって実現されている。また、従来の容器では胴部の角部であった場所には、罫線が設けられていない。
In
一般に、ブランク板を用いて容器を作製する工程においては、はじめに、ブランク板を二つ折りにする。また、二つ折りにされたブランク板の一方と他方とを、のりしろパネルを介して連結する。これによって、折り畳まれた状態のブランク板、いわゆるサック貼りカートンを作製する。次に、サック貼りカートンを充填装置に投入し、充填装置を用いてサック貼りカートンを製函することにより、サック貼りカートンを筒状体にする。その後、筒状体の一方の端部を、頂部パネルまたは底部パネルの一方を折り曲げることによって封止する。次に、筒状体の他方の端部から内容物を筒状体の内部に充填する。その後、筒状体の他方の端部を、頂部パネルまたは底部パネルの他方を折り曲げることによって封止する。このようにして、内容物が充填された容器を作製することができる。 In general, in the process of producing a container using a blank plate, first, the blank plate is folded in half. Moreover, one side and the other side of the blank plate folded in half are connected through a marginal panel. Thereby, a blank plate in a folded state, that is, a so-called sack-attached carton is produced. Next, the sachet carton is put into a cylindrical body by putting the sack affixed carton into a filling device and boxing the sac affixed carton using the filling device. Thereafter, one end of the cylindrical body is sealed by bending one of the top panel or the bottom panel. Next, the contents are filled into the cylindrical body from the other end of the cylindrical body. Thereafter, the other end of the cylindrical body is sealed by bending the other of the top panel or the bottom panel. In this way, a container filled with the contents can be produced.
一方、上述の特許文献1〜4に記載の容器においては、従来の容器では胴部の角部であった場所に罫線が設けられていないので、ブランク板を折り畳んでサック貼りカートンを形成することができない。このため、特許文献1〜4に記載の容器においては、ブランク板を製函して容器を形成するとともに容器に内容物を充填するための充填装置として、従来の充填装置を用いることができない。すなわち、充填装置の設計変更や改造が必要になってしまう。
On the other hand, in the containers described in
本発明は、このような点を考慮してなされたものであり、消費者が把持し易い容器を容易に作製することができるブランク板を提供することを目的とする。 The present invention has been made in consideration of such points, and an object of the present invention is to provide a blank plate that can easily produce a container that is easy for a consumer to hold.
本発明は、容器を作製するためのブランク板であって、外側熱可塑性樹脂層、紙基材層および内側熱可塑性樹脂層が積層された積層体を備え、前記積層体は、前記積層体の内面側に突出するように形成された凸部を含む複数の罫線を介して連設された複数のパネルに区画され、前記複数の罫線はそれぞれ、他の罫線または前記ブランク板の外縁と交わる一対の端部と、前記一対の端部の間に位置する中間部と、に区画され、前記複数のパネルは、容器の胴部を構成する複数の胴部パネルと、容器の頂部を構成する複数の頂部パネルと、容器の底部を構成する複数の底部パネルと、を有し、前記ブランク板には、連設された2つの前記胴部パネルの間の前記罫線を挟むように配置され、前記積層体の内面側または外面側に突出するように形成された凸部を含む少なくとも一対の第1副罫線がさらに形成されており、前記一対の第1副罫線の凸部の高さが、前記一対の第1副罫線によって挟まれた前記罫線の凸部の高さよりも小さくなっている、ブランク板である。 The present invention is a blank plate for producing a container, and includes a laminate in which an outer thermoplastic resin layer, a paper base material layer, and an inner thermoplastic resin layer are laminated, and the laminate is a laminate of the laminate. A pair of panels which are partitioned into a plurality of panels connected via a plurality of ruled lines including convex portions formed so as to protrude to the inner surface side, and each of the plurality of ruled lines intersects with another ruled line or an outer edge of the blank plate. And an intermediate portion positioned between the pair of end portions, and the plurality of panels include a plurality of trunk panels constituting a barrel portion of the container and a plurality of portions constituting a top portion of the container. And a plurality of bottom panels constituting the bottom of the container, and the blank plate is arranged so as to sandwich the ruled line between the two trunk panels arranged in series, Formed so as to protrude to the inner or outer surface side of the laminate At least a pair of first sub-ruled lines including a convex part, and the height of the convex parts of the pair of first sub-ruled lines is the convex part of the ruled lines sandwiched between the pair of first sub-ruled lines It is a blank board which is smaller than the height of the.
本発明によるブランク板において、前記一対の第1副罫線の凸部の高さが、前記一対の第1副罫線によって挟まれた前記罫線の凸部の高さの半分以下になっていてもよい。 In the blank plate according to the present invention, the height of the convex portions of the pair of first sub-ruled lines may be not more than half the height of the convex portions of the ruled lines sandwiched between the pair of first sub-ruled lines. .
本発明によるブランク板において、前記ブランク板には、前記一対の第1副罫線を挟むように配置され、前記積層体の内面側または外面側に突出するように形成された凸部を含む少なくとも一対の第2副罫線がさらに形成されていてもよい。 The blank board by this invention WHEREIN: The said blank board is arrange | positioned so that the said pair of 1st sub-ruled line may be pinched | interposed, and at least one pair containing the convex part formed so that it might protrude in the inner surface side or the outer surface side of the said laminated body. The second sub-ruled line may be further formed.
本発明によるブランク板において、前記一対の第2副罫線の凸部の高さが、前記一対の第1副罫線の高さよりも大きくなっていてもよい。 The blank board by this invention WHEREIN: The height of the convex part of a pair of said 2nd sub-ruled line may be larger than the height of said pair of 1st sub-ruled line.
本発明は、ブランク板を折り曲げることによって形成される容器であって、前記ブランク板は、外側熱可塑性樹脂層、紙基材層および内側熱可塑性樹脂層が積層された積層体を備え、前記積層体は、前記積層体の内面側に突出するように形成された凸部を含む複数の罫線を介して連設された複数のパネルに区画され、前記複数の罫線はそれぞれ、他の罫線または前記ブランク板の外縁と交わる一対の端部と、前記一対の端部の間に位置する中間部と、に区画され、前記複数のパネルは、容器の胴部を構成する複数の胴部パネルと、容器の頂部を構成する複数の頂部パネルと、容器の底部を構成する複数の底部パネルと、を有し、前記ブランク板には、連設された2つの前記胴部パネルの間の前記罫線を挟むように配置され、前記積層体の内面側または外面側に突出するように形成された凸部を含む少なくとも一対の第1副罫線がさらに形成されており、前記一対の第1副罫線の凸部の高さが、前記一対の第1副罫線によって挟まれた前記罫線の凸部の高さよりも小さくなっており、前記一対の第1副罫線によって挟まれた前記罫線は、前記一対の第1副罫線よりも外側に位置している、容器である。 The present invention is a container formed by bending a blank plate, the blank plate comprising a laminate in which an outer thermoplastic resin layer, a paper base material layer, and an inner thermoplastic resin layer are laminated, and the laminate The body is partitioned into a plurality of panels arranged continuously through a plurality of ruled lines including convex portions formed so as to protrude toward the inner surface side of the laminate, and the plurality of ruled lines are each another ruled line or the above-mentioned A pair of end portions intersecting with the outer edge of the blank plate, and an intermediate portion located between the pair of end portions, the plurality of panels, a plurality of body panel constituting the body of the container; A plurality of top panels constituting the top of the container; and a plurality of bottom panels constituting the bottom of the container; and the blank plate is provided with the ruled line between the two trunk panels arranged in series. The inner surface of the laminate is arranged to sandwich Alternatively, at least a pair of first sub-ruled lines including a convex portion formed so as to protrude to the outer surface side is further formed, and the height of the convex portions of the pair of first sub-ruled lines is set to the pair of first sub-ruled lines. It is smaller than the height of the convex part of the ruled line sandwiched between the ruled lines, and the ruled line sandwiched between the pair of first sub-ruled lines is positioned outside the pair of first sub-ruled lines, It is a container.
本発明による容器において、前記一対の第1副罫線の凸部の高さが、前記一対の第1副罫線によって挟まれた前記罫線の凸部の高さの半分以下になっていてもよい。 In the container according to the present invention, the height of the convex portions of the pair of first sub-ruled lines may be half or less than the height of the convex portions of the ruled lines sandwiched between the pair of first sub-ruled lines.
本発明による容器において、前記ブランク板には、前記一対の第1副罫線を挟むように配置され、前記積層体の内面側または外面側に突出するように形成された凸部を含む少なくとも一対の第2副罫線がさらに形成されていてもよい。 In the container according to the present invention, the blank plate includes at least a pair of convex portions that are disposed so as to sandwich the pair of first sub-ruled lines and that protrude to the inner surface side or the outer surface side of the laminate. A second sub-ruled line may be further formed.
本発明による容器において、前記一対の第2副罫線の凸部の高さが、前記一対の第1副罫線の高さよりも大きくなっていてもよい。 In the container according to the present invention, the height of the convex portions of the pair of second sub-ruled lines may be greater than the height of the pair of first sub-ruled lines.
本発明のブランク板においては、容器の胴部を構成する複数の胴部パネルが、ブランク板を構成する積層体の内面側に突出するように形成された凸部を含む罫線を介して連設されている。また、消費者が容器を把持し易くするように容器の胴部の角部の形状を調整するための一対の第1副罫線が、胴部パネル間の罫線を挟むように配置されている。このため、ブランク板を二つ折りにしていわゆるサック貼りカートンを作製する際、胴部パネル間の罫線に沿ってブランク板を二つ折りにすることができる。これによって、矩形状の断面形状を有する従来の容器の場合と同様の形状のサック貼りカートンを得ることができる。従って、従来の充填装置を用いてサック貼りカートンを製函することができる。このことにより、消費者が把持し易い容器を容易に作製することが可能になる。また一対の第1副罫線により、容器のアイキャッチ効果を高めることもできる。 In the blank plate of the present invention, a plurality of body panels constituting the body portion of the container are continuously provided via ruled lines including convex portions formed so as to protrude to the inner surface side of the laminate constituting the blank plate. Has been. In addition, a pair of first sub-ruled lines for adjusting the shape of the corners of the body part of the container so that the consumer can easily grasp the container are arranged so as to sandwich the ruled line between the body panels. For this reason, when producing a so-called sack-attached carton by folding the blank plate in half, the blank plate can be folded in half along the ruled line between the body panels. As a result, a sack-attached carton having the same shape as that of a conventional container having a rectangular cross-sectional shape can be obtained. Therefore, a sack-attached carton can be manufactured using a conventional filling device. This makes it possible to easily produce a container that is easy for a consumer to hold. Further, the eye catching effect of the container can be enhanced by the pair of first sub-ruled lines.
また本発明のブランク板において、一対の第1副罫線の凸部の高さは、一対の第1副罫線によって挟まれた罫線の凸部の高さよりも小さくなっている。従って、ブランク板を折り曲げようとする力をブランク板に加えたとき、ブランク板が第1副罫線よりも罫線に沿って正確に折れ曲がり易くなっている。このため、サック貼りカートンの幅がばらついてしまうことを抑制することができる。このことにより、容器の生産性を高めることができる。 In the blank plate of the present invention, the height of the convex portions of the pair of first sub-ruled lines is smaller than the height of the convex portions of the ruled lines sandwiched between the pair of first sub-ruled lines. Accordingly, when a force for bending the blank plate is applied to the blank plate, the blank plate is more easily bent along the ruled line than the first sub-ruled line. For this reason, it can suppress that the width | variety of a sack pasting carton varies. This can increase the productivity of the container.
以下、図1乃至図7Dを参照して、本発明の実施の形態について説明する。まず図1を参照して、本発明の実施の形態による容器10を作製するためのブランク板20について説明する。
Hereinafter, embodiments of the present invention will be described with reference to FIGS. 1 to 7D. First, with reference to FIG. 1, the
(ブランク板)
図1に示すように、ブランク板20には複数の罫線25が形成されている。罫線25とは、ブランク板20が折れ曲がり易くなるような加工が施された線状の部分のことである。このような罫線25がブランク板20に設けられていると、ブランク板20を折り曲げようとする力をブランク板20に加えたとき、罫線25が形成されている部分が、その他の部分に比べて折れ曲がり易くなる。このため、ブランク板20自体の剛性が高い場合であっても、罫線25に沿って精度良くブランク板20を折り曲げることができる。従って、ブランク板20自体の剛性によって、容器10の保形性を確保しながら、罫線25によって、ブランク板20の成形性を確保することができる。後述するように罫線25は、ブランク板20を構成する積層体の表面に形成された凸部を含んでいる。
(Blank board)
As shown in FIG. 1, a plurality of ruled
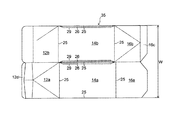
ブランク板20は、複数の罫線25を介して連設された複数のパネルに区画されている。複数のパネルは、容器10の胴部14を構成する複数の胴部パネルと、容器10の頂部12を構成する複数の頂部パネルと、容器10の底部16を構成する複数の底部パネルと、を有している。図1において、ブランク板20に形成されている罫線25が点線で表されている。なお図1は、ブランク板20を外面21側から描いた場合を示している。後述するように、罫線25の凸部は、外面21の反対側に位置する内面22側に突出している。
The
本実施の形態において、容器10の胴部14は、略矩形状の断面形状を有している。この場合、複数の胴部パネルは、4枚のパネル、具体的には胴部第1パネル14a、胴部第2パネル14b、胴部第3パネル14cおよび胴部第4パネル14dを含んでいる。同様に複数の頂部パネルは、頂部第1パネル12a、頂部第2パネル12b、頂部第3パネル12cおよび頂部第4パネル12dを含んでいる。また複数の底部パネルは、底部第1パネル16a、底部第2パネル16b、底部第3パネル16cおよび底部第4パネル16dを含んでいる。なお本実施の形態において、「略矩形状」とは、胴部14の角部が後述するように面取りされたり丸められたりされている場合を含む概念である。
In the present embodiment, the
複数の胴部パネル14a〜14dのうちパネルが並ぶ方向において端に位置するパネル、例えば胴部第4パネル14dには、胴部のりしろパネル14eが罫線25を介して連設されている。同様に、頂部第4パネル12dには、頂部のりしろパネル12eが罫線25を介して連設されており、底部第4パネル16dには、底部のりしろパネル16eが罫線25を介して連設されている。
A
また図1に示すように、複数の頂部パネル12a〜12dおよび頂部のりしろパネル12eのうちブランク板20の外縁20a近傍の部分が、容器10の頂部12を封止する際に互いに接合される頂部のりしろパネル12f、12g、12hを含んでいてもよい。
Further, as shown in FIG. 1, among the plurality of
容器10がゲーベルトップ型の容器である場合、頂部パネル12a〜12dのうち頂部第1パネル12aおよび頂部第3パネル12cは、ブランク板20が容器に製函された状態において、頂部第2パネル12bと頂部第4パネル12dとの間で折込用罫線25cに沿って内側へ折り込まれるパネルである。この場合、図1に示すように、頂部第1パネル12aおよび頂部第3パネル12cのうちブランク板20の外縁20a近傍の部分に位置する頂部のりしろパネル12fは、折込用罫線25cによって一対の頂部のりしろパネル12fに区画される。ブランク板20を製函して容器を形成する際、頂部のりしろパネル12eおよび12hの外面21と、頂部第1パネル12aおよび頂部のりしろパネル12fの内面22とが接合された状態で、一対の頂部のりしろパネル12fの外面21同士および頂部のりしろパネル12fの内面22と頂部のりしろパネル12gの内面を接合させることにより、頂部第1パネル12aおよび頂部第3パネル12cが頂部第2パネル12bと頂部第4パネル12dとの間に折り込まれた状態を維持することができる。なおブランク板20を製函して容器を形成する際、容器10を密封するために、頂部のりしろパネル12fの内面22と頂部のりしろパネル12gの内面22、および、頂部のりしろパネル12gの内面22同士も接合される。なお、頂部12を開封しやすくするために、頂部第3パネル12cの頂部のりしろパネル12fの内面22、および、製函したときに頂部第3パネル12cの頂部のりしろパネル12fの内面22と接合される頂部のりしろパネル12gの内面22に、ヒートシール阻害剤が設けられていてもよい。
When the
図1において、容器10の胴部14を構成する胴部パネル14a〜14dの長さおよび幅がそれぞれ符号T1およびT2で表されている。ブランク板20は、胴部パネル14a〜14dの長さT1が幅T2よりも大きくなるよう、構成されている。例えば、長さT1は75〜325mmの範囲内になっており、幅T2は35〜95mmの範囲内になっている。
In FIG. 1, the lengths and widths of the
(罫線)
以下、ブランク板20に形成される罫線25について詳細に説明する。図2は、図1に示すブランク板のうち符号IIが付された二点鎖線で囲まれた部分を拡大して示す平面図である。本実施の形態において、複数の罫線25はそれぞれ、他の罫線25またはブランク板20の外縁20aと交わる一対の端部25aと、一対の端部25aの間に位置する中間部25bと、に区画される。言い換えると、以下の説明においては、罫線25を端部25aおよび中間部25bに区別した上で、本実施の形態によるブランク板20の特徴について記載する。図2に示すように、例えば頂部第2パネル12bと胴部第2パネル14bとの間の罫線25は、頂部第2パネル12bと頂部第3パネル12cとの間の罫線25と交わる端部25aと、中間部25bとを含んでいる。
(Ruled lines)
Hereinafter, the ruled
図1に示すように、2つの胴部パネルの間の罫線25は、対応する2つの頂部パネルの間の罫線25の端部25aと、対応する2つの底面パネルの間の罫線25の端部25aとの間で、一方向に直線的に延びている。また、頂部第2パネル12bと頂部第3パネル12cとの間の罫線25、胴部第2パネル14bと胴部第3パネル14cとの間の罫線25、および底部第2パネル16bと底部第3パネル16cとの間の罫線25は、いずれも一直線上に配置されている。このため後述するように、例えば胴部第2パネル14bと胴部第3パネル14cとの間の罫線25に沿ってブランク板20を二つ折りにして、従来の容器の場合と同様のサック貼りカートン35を形成することができる。
As shown in FIG. 1, the ruled
本実施の形態において、製函されて容器10となった場合に鉛直方向に延びる罫線25は、ブランク板20の状態においても互いに平行に延びている。例えば、隣接する2つの頂部パネルを連接する罫線25、隣接する2つの胴部パネルを連接する罫線25、および隣接する2つの底部パネルを連接する罫線25はいずれも、互いに平行に延びている。また、製函されて容器10となった場合に水平方向に延びる罫線25も、ブランク板20の状態においても互いに平行に延びている。例えば、隣接する頂部パネルと胴部パネルとを連接する罫線25、および隣接する底部パネルと胴部パネルとを連接する罫線25はいずれも、互いに平行に延びている。
In the present embodiment, the ruled
(第1副罫線)
図1および図2に示すように、ブランク板20の胴部パネルには、連設された2つの胴部パネルの間の罫線25を挟むように配置された少なくとも一対の第1副罫線26が形成されている。図1に示す例においては、胴部第1パネル14aと胴部第2パネル14bとの間の罫線25、胴部第2パネル14bと胴部第3パネル14cとの間の罫線25、および胴部第3パネル14cと胴部第4パネル14dとの間の罫線25をそれぞれ挟むように三対の第1副罫線26が形成されている。また図1に示すように、胴部第4パネル14dには、胴部第4パネル14dと胴部のりしろパネル14eとの間の罫線25に沿うように第1副罫線26が形成されていてもよい。
(First sub-ruled line)
As shown in FIG. 1 and FIG. 2, the body panel of the
後述するように、第1副罫線26も罫線25と同様に、ブランク板20を構成する積層体の内面22側に突出するように形成された凸部を含んでいる。このため、ブランク板20を折り曲げようとする力をブランク板20に加える場合、ブランク板20は、罫線25だけでなく第1副罫線26に沿っても折れ曲がり易くなっている。これによって、後述するように、ブランク板20を製函して容器10を形成した状態において、罫線25を介して連設された2つの胴部パネルが罫線25において成す角度を、90度よりも大きくすることができる。このことにより、消費者が容器10を把持する際に感じる痛みや不快さを低減することができる。
As will be described later, the first
なお、胴部第1パネル14aのうちブランク板20の外縁20aに近接する部分は、胴部のりしろパネル14eと接合される部分である。この場合、仮に胴部第1パネル14aのうちブランク板20の外縁20aに近接する部分に第1副罫線26が形成されていると、胴部第1パネル14aのうち胴部のりしろパネル14eと接合される部分が第1副罫線26に沿って折れ曲がり、この結果、胴部第1パネル14aと胴部のりしろパネル14eとが部分的に非平行になってしまうことが考えられる。この場合、胴部第1パネル14aと胴部のりしろパネル14eとの間の密着力が低下してしまうことが懸念される。このような課題を考慮し、図1に示すように、胴部第1パネル14aのうちブランク板20の外縁20aに近接する部分には第1副罫線26を形成しないことが好ましい。同様の理由により、胴部のりしろパネル14eのうち罫線25に近接する部分には第1副罫線26を形成しないことが好ましい。後述する第2副罫線29についても同様である。
In addition, the part close | similar to the
以下、第1副罫線26について詳細に説明する。本実施の形態において、第1副罫線26は、第1副罫線26が形成されている胴部パネルと頂部パネルとを連設する罫線25の中間部25b、および第1副罫線26が形成されている胴部パネルと底部パネルとを連設する罫線25の中間部25bと交わらないよう構成されている。例えば図2に示すように、胴部第2パネル14bと胴部第3パネル14cとの間の罫線25を挟むように形成された一対の第1副罫線26のうち、胴部第2パネル14b側の第1副罫線26は、胴部第2パネル14bと頂部第2パネル12bとの間の罫線25の中間部25b、および胴部第2パネル14bと底部第2パネル16bとの間の罫線25の中間部25bと交わらないよう構成されている。なお第1副罫線26は、罫線25の端部25aとは交わっていてもよい。例えば図2に示す例において、胴部第2パネル14b側の第1副罫線26は、胴部第2パネル14bと胴部第3パネル14cとの間の罫線25の端部25aと交わっている。
Hereinafter, the first
図2に示すように、第1副罫線26は、連設された2つの胴部パネルの間の罫線25に沿って延びる第1部分27と、第1部分27の端部27aと頂部パネルまたは底部パネルとの間に少なくとも部分的に位置する第2部分28と、を含んでいる。例えば図2に示すように、胴部第2パネル14bと胴部第3パネル14cとの間の罫線25を挟むように形成された一対の第1副罫線26のうち、胴部第2パネル14b側の第1副罫線26は、胴部第2パネル14bと胴部第3パネル14cとの間の罫線25に沿って延びる第1部分27と、第1部分27の端部27aと頂部第2パネル12bとの間に位置する第2部分28と、第1部分27の端部27aと底部第2パネル16bとの間に位置する第2部分28と、を含んでいる。なお図2に示す例において、第2部分28は、その一端が第1部分27の端部27aと交わり、その他端が2つの胴部パネルの間の罫線25の端部25aに交わるよう、形成されている。第2部分28を形成することにより、後述するように、第1副罫線26の第1部分27に沿ってブランク板20を折り曲げることの影響が、第1副罫線26が形成されている胴部パネルと頂部パネルとの間の罫線25、および第1副罫線26が形成されている胴部パネルと底部パネルとの間の罫線25に及ぶことを抑制することができる。これによって、頂部および底部の成形性をより確実に維持することができる。また、胴部パネルと頂部パネルとの間の罫線25または胴部パネルと底部パネルとの間の罫線25に沿ってブランク板20を折り曲げることの影響が、第1副罫線26の第1部分27に及ぶことを抑制することができる。すなわち第1副罫線26の第2部分28は、胴部パネルと頂部パネルとの間の罫線25または胴部パネルと底部パネルとの間の罫線25と、第1副罫線26の第1部分27とが互いに影響を及ぼし合うことを抑制するために形成される部分である。
As shown in FIG. 2, the first
上述のように第2部分28は、第1副罫線26の第1部分27に沿ってブランク板20を折り曲げることの、胴部パネルと頂部パネルとの間の罫線25または胴部パネルと底部パネルとの間の罫線25に対する影響を抑制することができる。このため、第2部分28が設けられている場合、第1部分27の端部27aを、胴部パネルと頂部パネルとの間の罫線25または胴部パネルと底部パネルとの間の罫線25により近接して配置することができる。すなわち、第1部分27の長さをより大きくすることができる。これによって、ブランク板20を第1副罫線26に沿ってより確実に折り曲げることができるようになる。なお、2つの胴部パネルの間の罫線25が延びる方向における、胴部パネルと頂部パネルとの間の罫線25または胴部パネルと底部パネルとの間の罫線25と、第1部分27の端部27aとの間の距離Dは、容器10の生産性を考慮すると、10mm以上であることが好ましい。一方、第1副罫線26の第1部分27に沿ってブランク板20を折り曲げることの、胴部パネルと頂部パネルとの間の罫線25または胴部パネルと底部パネルとの間の罫線25に対する影響を抑制する上では、胴部の長さT1に対する距離Dの比であるD/T1が0.2以下であることが好ましい。胴部の長さT1が75mmである場合、D/T1=0.2であることは、距離Dが15mmであることを意味している。
As described above, the
なお「第1部分27が罫線25に沿って延びる」とは、第1副罫線26の第1部分27と罫線25との間の、罫線25に直交する方向における間隔S1が一定の範囲内であることを意味している。例えば、間隔S1は1.5〜5mmの範囲内になっている。図2においては、第1部分27が罫線25と平行に直線的に延びる例が示されている。
Note that “the
(第2副罫線)
図1および図2に示すように、ブランク板20の胴部パネル14a〜14dには、一対の第1副罫線26を挟むように配置された第2副罫線29がさらに形成されていてもよい。後述するように、第2副罫線29も罫線25や第1副罫線26と同様に、ブランク板20を構成する積層体の内面22側に突出するように形成された凸部を含んでいる。このため、ブランク板20を折り曲げようとする力をブランク板20に加える場合、ブランク板20は、罫線25や第1副罫線26だけでなく第2副罫線29に沿っても折れ曲がり易くなっている。
(Second sub-ruled line)
As shown in FIGS. 1 and 2, the
第1副罫線26と同様に、第2副罫線29も、連設された2つの胴部パネルの間の罫線25に沿って延びる第1部分30と、第1部分30の端部30aと頂部パネルまたは底部パネルとの間に少なくとも部分的に位置する第2部分31と、を含んでいる。連設された2つの胴部パネルの間の罫線25からより遠い位置に形成されている点を除いて、平面図における第2副罫線29の第1部分30および第2部分31の配置や形状は、第1副罫線26の第1部分27および第2部分28の配置や形状と同様であるので、詳細な説明を省略する。
Similar to the first
図2において、符号S2は、は、第1副罫線26の第1部分27と第2副罫線29の第1部分30との間の間隔S2を表している。間隔S2は例えば、1.5〜5mmの範囲内になっている。
In FIG. 2, reference numeral S <b> 2 represents a distance S <b> 2 between the
第1副罫線26に加えて第2副罫線29をさらに形成することにより、ブランク板20を製函して容器10を形成した状態において、罫線25を介して連設された2つの胴部パネルが罫線25において成す角度をさらに大きくすることができる。このことにより、消費者が容器10を把持する際に感じる痛みや不快さをさらに低減することができる。なお図示はしないが、第1副罫線26および第2副罫線29を挟むように配置された第3副罫線など、その他の副罫線がさらにブランク板20に形成されていてもよい。
In addition to the first
(罫線、第1副罫線および第2副罫線の断面形状)
次に図3を参照して、罫線25、第1副罫線26および第2副罫線29の断面形状の一例について説明する。図3は、図2に示すブランク板20を線III−IIIに沿って切断した場合を示す断面図である。
(Cross-sectional shape of ruled line, first sub-ruled line and second sub-ruled line)
Next, an example of the cross-sectional shapes of the ruled
図3に示すように、罫線25、第1副罫線26および第2副罫線29はそれぞれ、ブランク板20の内面22側に突出した凸部を含んでいる。このような凸部は、例えば、ブランク板20を構成するための積層体40の外面21側に位置し、複数の凸部を有する雄型と、積層体40の内面22側に位置し、雄型の凸部に対応する場所に形成された凹部を有する雌型と、を用いて積層体40を押圧することによって形成され得る。
As shown in FIG. 3, the ruled
図3において、罫線25の凸部の高さ、第1副罫線26の凸部の高さ、および第2副罫線29の凸部の高さがそれぞれ符号H1、H2およびH3で表されている。また、罫線25の凸部の幅、第1副罫線26の凸部の幅、および第2副罫線29の凸部の幅がそれぞれ符号W1、W2およびW3で表されている。本実施の形態において、第1副罫線26の凸部の高さH2および第2副罫線29の凸部の高さH3は、罫線25の凸部の高さH1よりも小さくなっている。このことにより、ブランク板20を折り曲げようとする力をブランク板20に加えたとき、ブランク板20が第1副罫線26および第2副罫線29よりも罫線25に沿って正確に折れ曲がり易くなる。このため、後述するサック貼りカートン35の幅Wがばらついてしまうことを抑制することができる。
In FIG. 3, the height of the convex portion of the ruled
第1副罫線26の凸部の高さH2は、図3に示すように、第2副罫線29の凸部の高さH3よりも小さくなっていてもよい。または、図示はしないが、第1副罫線26の凸部の高さH2は、第2副罫線29の凸部の高さH3よりも大きくなっていてもよく、若しくは第2副罫線29の凸部の高さH3と同一になっていてもよい。また、第2副罫線29の凸部の高さH3は、罫線25の高さH1と同一になっていてもよい。
The height H2 of the convex portion of the first
罫線25の凸部の高さH1、第1副罫線26の凸部の高さH2および第2副罫線29の凸部の高さH3の具体的な数値は、凸部の幅W1、W2およびW3や、ブランク板20の厚みなどに応じて適宜定められる。例えば、ブランク板20の厚みが0.40〜0.75mmの範囲内であり、罫線25の凸部の幅W1、第1副罫線26の凸部の幅W2および第2副罫線29の凸部の幅W3がそれぞれ1.3〜2.8mm、1.3〜2.8mm、および1.3〜2.8mmである場合、罫線25の凸部の高さH1、第1副罫線26の凸部の高さH2および第2副罫線29の凸部の高さH3がそれぞれ0.07〜0.30mm、0.02〜0.30mm、および0.02〜0.30mmに設定され得る。また、第1副罫線26の凸部の高さH2は、罫線25の凸部の高さH1の半分以下となるようにすることが好ましい。
Specific numerical values for the height H1 of the convex portion of the ruled
罫線25の凸部の断面形状、第1副罫線26の凸部の断面形状、および第2副罫線29の凸部の断面形状は、同一であってもよく、異なっていてもよい。図3においては、罫線25の凸部および第2副罫線29の凸部が台形状の断面形状を有する例が示されている。すなわち、罫線25および第2副罫線29はいわゆる角罫として構成されている。また図3においては、第1副罫線26の凸部が半円状の断面形状を有する例が示されている。すなわち、第1副罫線26はいわゆる丸罫として構成されている。一般に、凸部の断面形状が台形状である場合の方が、凸部の断面形状が半円状の場合である場合に比べて、ブランク板20が凸部に沿って折れ曲がり易くなる。また、凸部の断面形状が半円状である場合、ブランク板20を製函することによって作製された容器10において、当該凸部における外面21の輪郭を、より丸みを帯びたものとすることができる。なお、図示はしないが、罫線25の凸部の断面形状、第1副罫線26の凸部の断面形状、および第2副罫線29の凸部の断面形状は、いずれも台形状であってもよく、また、いずれも半円状であってもよい。また、罫線25の凸部の断面形状を台形状とし、第1副罫線26の凸部の断面形状および第2副罫線29の凸部の断面形状を半円状としてもよい。
The cross-sectional shape of the convex portion of the ruled
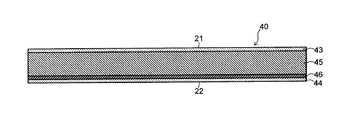
(積層体の層構成)
次に図4を参照して、ブランク板20を構成する積層体40の層構成の一例について説明する。図4に示すように、積層体40は、外側熱可塑性樹脂層43、紙基材層45、中間層46および内側熱可塑性樹脂層44を順に積層することによって構成されている。外側熱可塑性樹脂層43は、ブランク板20の外面21を構成する層である。また内側熱可塑性樹脂層44は、ブランク板20の内面22を構成する層である。
(Layer structure of the laminate)
Next, with reference to FIG. 4, an example of the layer structure of the
〔内側熱可塑性樹脂層〕
内側熱可塑性樹脂層44は、頂部パネル12a〜12dや底部パネル16a〜16dなど、容器10を密封するためのパネルの内面22を互いに接合させるために設けられた層である。また、のりしろパネル12e,14e,16eの外面21に、ブランク板20の端部のうちのりしろパネル12e,14e,16eとは反対側に位置する端部を含むパネル12a,14a,16aの内面22を接合する際にも、内側熱可塑性樹脂層44が作用し得る。
(Inner thermoplastic resin layer)
The inner
また内側熱可塑性樹脂層44は、液体等の内容物が容器10から漏洩することを防止するという役割を果たすこともできる。例えば、ブランク板20を製函して容器を形成すると、内側に折り込まれた頂部第1パネル12aの頂点(隣接する頂部のりしろパネル12fの間の折込用罫線25cの部分)と、内側に折り込まれた頂部第3パネル12cの頂点(隣接する頂部のりしろパネル12fの間の折込用罫線25cの部分)とが対向するようになる。この際、内側に折り込まれた各パネル12a,12cの頂点の内面22を構成する内側熱可塑性樹脂層44を溶融させることにより、内側に折り込まれた各パネル12a,12cの頂点の間の隙間を、溶融した内側熱可塑性樹脂層44を含む樹脂部分で埋めることができる。これによって、液体等の内容物が容器10から漏洩することをより強固に防止することができる。なお液体等の内容物の漏洩は、各パネル12a,12cの頂点の上方における、頂部のりしろパネル12fの内面22と頂部のりしろパネル12gの内面22、および、頂部のりしろパネル12gの内面22同士の接合によっても防がれ得る。
The inner
内側熱可塑性樹脂層44を構成する材料としては、低密度ポリエチレン(LLDPE)、線状低密度ポリエチレン(LLDPE)などを用いることができる。内側熱可塑性樹脂層44の厚みは、例えば20〜120μmの範囲内になっている。
As a material constituting the inner
〔外側熱可塑性樹脂層〕
外側熱可塑性樹脂層43は、のりしろパネル12e,14e,16eの外面21をパネル12a,14a,16aの内面22に接合させるために設けられた層である。
[Outer side thermoplastic resin layer]
The outer
外側熱可塑性樹脂層43を構成する材料としては、内側熱可塑性樹脂層44を構成する材料と同一または同様の材料を用いることができる。外側熱可塑性樹脂層43の厚みは、例えば10〜50μmの範囲内になっている。
As a material constituting the outer
〔紙基材層〕
紙基材層45は、十分な剛性をブランク板20に付与するよう構成された層である。例えば紙基材層45の坪量は、100g/m2以上、好ましくは200〜500g/m2の範囲内となっている。紙基材層45としては、純白ロール紙、クラフト紙、板紙、加工紙、ミルク厚紙等の各種紙材を用いることができる。紙基材層45は、これらの紙材を複数重ねたものであってもよい。
(Paper base layer)
The
〔中間層〕
図4に示すように、ブランク板20は、紙基材層45と内側熱可塑性樹脂層44との間に設けられる中間層46をさらに含んでいてもよい。中間層としては、水蒸気その他のガスバリア性、遮光性、各種の機械的強度など、必要とされる性能に応じて、適切なものが選択され得る。例えば、中間層として、アルミニウム箔などの金属層や、アルミニウムなどの金属または酸化アルミニウムなどの金属酸化物または酸化珪素などの無機酸化物の蒸着層などが設けられ得る。その他にも、中間層として、エチレン−ビニルアルコール共重合体(EVOH)、ポリ塩化ビニリデン樹脂(PVDC)や、ナイロンMXD6などの芳香族ポリアミドなどの、高いガスバリア性を有する樹脂層を設けてもよい。このような中間層を設けることにより、酸素や水蒸気が容器10の内部に浸入することを抑制することができる。また中間層として、延伸ナイロンフィルムや延伸ポリエチレンテレフタレートフィルムなど、延伸されたプラスチックフィルムを設けてもよい。
[Middle layer]
As shown in FIG. 4, the
(容器の作製方法)
次に、ブランク板20を製函して容器10を作製する方法について説明する。
(Container manufacturing method)
Next, a method for producing the
〔サック貼りカートンの形成工程〕
はじめに、図1に示すブランク板20を準備する。次に、胴部第2パネル14bと胴部第3パネル14cとの間の罫線25に沿ってブランク板20を二つ折りにする。また、胴部第4パネル14dと胴部のりしろパネル14eとの間の罫線25に沿って頂部のりしろパネル12e、胴部のりしろパネル14eおよび底部のりしろパネル16eを折り返す。その後、熱融着することによって、頂部のりしろパネル12h、頂部のりしろパネル12e、胴部のりしろパネル14eおよび底部のりしろパネル16eの外面21と、頂部第1パネル12a、胴部第1パネル14aおよび底部第1パネル16aの内面22とを接合させる。これによって、図5に示すように、折り畳まれた状態のブランク板、いわゆるサック貼りカートン35が得られる。
[Sack-attached carton forming process]
First, the
ここで本実施の形態においては、上述のとおり、頂部第2パネル12bと頂部第3パネル12cとの間の罫線25、胴部第2パネル14bと胴部第3パネル14cとの間の罫線25、および底部第2パネル16bと底部第3パネル16cとの間の罫線25が、いずれも一直線上に配置されている。また、頂部12側から底部16側へ延びる複数の罫線25はいずれも平行に配置されている。このため、サック貼りカートン35の幅Wがばらついてしまうことを抑制することができる。従って、従来の充填装置を用いてサック貼りカートン35を製函して容器10を作製し、また容器10の内部に内容物を充填することができる。
Here, in the present embodiment, as described above, the ruled
また本実施の形態においては、第1副罫線26の凸部の高さH2および第2副罫線29の凸部の高さH3が、罫線25の凸部の高さH1よりも小さくなっている。このため、ブランク板20を折り曲げてサック貼りカートン35を形成する際、ブランク板20は、第1副罫線26および第2副罫線29よりも罫線25に沿って折れ曲がり易い。従って、頂部第2パネル12bと頂部第3パネル12cとの間の罫線25、胴部第2パネル14bと胴部第3パネル14cとの間の罫線25、および底部第2パネル16bと底部第3パネル16cとの間の罫線25に沿ってブランク板20をより正確に折り曲げることができる。このことにより、サック貼りカートン35の幅Wがばらついてしまうことを抑制することができる。一般に、充填装置などの機械を用いて自動的にサック貼りカートン35を製函して容器10を作製するためには、サック貼りカートン35の幅Wが一定の範囲内であることが求められる。このため、サック貼りカートン35の幅Wがばらつくことを抑制することは、容器10の生産性を高める上で効果的である。
In the present embodiment, the height H2 of the convex portion of the first
〔製函工程および充填工程〕
次に、サック貼りカートン35を充填装置(図示せず)に投入し、充填装置を用いてサック貼りカートン35を製函することにより、サック貼りカートン35を筒状体にする。その後、筒状体の一方の端部を、頂部パネル12a〜12dまたは底部パネル16a〜16dの一方を折り曲げた後、熱融着することによって封止する。次に、筒状体の他方の端部から内容物を筒状体の内部に充填する。その後、筒状体の他方の端部を、頂部パネル12a〜12dまたは底部パネル16a〜16dの他方を折り曲げた後、熱融着することによって封止する。このようにして、内容物が充填された容器10を作製することができる。図6は、作製された容器10を示す斜視図である。
[Box-making process and filling process]
Next, the
ここで本実施の形態においては、上述のとおり、第1副罫線26が、特に第1副罫線26の第1部分27が、第1副罫線26が形成されている胴部パネル14a〜14dと頂部パネル12a〜12dとを連設する罫線25の中間部25b、および第1副罫線26が形成されている胴部パネル14a〜14dと底部パネル16a〜16dとを連設する罫線25の中間部25bと交わらないよう構成されている。例えば上述のように、第1副罫線26の第1部分27の端部27aと頂部パネル12a〜12dおよび底部パネル16a〜16dとの間に、第1副罫線26によって挟まれた罫線25の端部25aに交わる第2部分28が配置されている。このため、第1副罫線26の第1部分27に沿ってブランク板20を折り曲げることによってブランク板20に形成される折り曲げ線が、胴部パネル14a〜14dと頂部パネル12a〜12dとを連設する罫線25、および第1副罫線26が形成されている胴部パネル14a〜14dと底部パネル16a〜16dとを連設する罫線25に到達してしまうことを抑制することができる。すなわち、ブランク板20のサック貼りカートン35を製函して容器10を形成する際、第1副罫線26に沿ってブランク板20を折り曲げることの影響が、第1副罫線26が形成されている胴部パネル14a〜14dと頂部パネル12a〜12dとを連設する罫線25、および第1副罫線26が形成されている胴部パネル14a〜14dと底部パネル16a〜16dとを連設する罫線25に及ぶことを抑制することができる。従って、頂部パネル12a〜12dおよび底部パネル16a〜16dを、胴部パネル14a〜14dに対して、胴部パネル14a〜14dとの間の罫線25に沿ってより正確に折り曲げることができる。このことにより、頂部パネル12a〜12dと胴部パネル14a〜14dとの間の境界部分における容器10の断面形状、および底部パネル16a〜16dと胴部パネル14a〜14dとの間の境界部分における容器10の断面形状を、罫線25に応じた所望の形状に、例えば矩形状にすることができる。すなわち、胴部パネル14a〜14dに第1副罫線26や第2副罫線29が形成される場合であっても、容器10の頂部12および底部16の成形性を十分に維持することができる。
Here, in the present embodiment, as described above, the first
一般に容器10は、罫線25に応じた所望の形状に製函された場合に容器10の密封性が最も高くなるよう設計されている。例えば、罫線25に応じた所望の形状に容器10が製函され、この結果、頂部パネル12a〜12dと胴部パネル14a〜14dとの間の境界部分における容器10の断面形状が矩形状である場合に、内側に折り込まれた頂部第1パネル12aの頂点と、内側に折り込まれた頂部第3パネル12cの頂点との間の隙間が最も小さくなる。若しくは、各パネル12a,12cの頂点同士が接触する。このため、各パネル12a,12cの頂点の間の隙間を、溶融した内側熱可塑性樹脂層44を含む樹脂部分で容易に埋めることができる。このことにより、飲料等の内容物が容器10から漏洩することをより強固に防止することができる。すなわち、容器の密封性を十分に確保することができる。
Generally, the
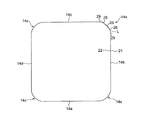
図7Aは、図6に示す容器10を、頂部パネル12a〜12dと胴部パネル14a〜14dとの間の境界部分を通る線VIIA−VIIAに沿って切断した場合を示す断面図である。また図7Bは、図6に示す容器10を、胴部パネル14a〜14dに形成された第1副罫線26の第2部分28を通る線VIIB−VIIBに沿って切断した場合を示す断面図である。また図7Cは、図6に示す容器10を、胴部パネル14a〜14dに形成された第1副罫線26の第1部分27を通る線VIIC−VIICに沿って切断した場合を示す断面図である。また図7Dは、図7A、図7Bおよび図7Cに示す断面図を重ねて、かつ胴部14の角部14xを拡大して示す図である。なお図7A〜図7Dにおいては、胴部14の断面が、各胴部パネル14a〜14dの厚みを無視して描かれている。また図7Dにおいては、容器10の線VIIA−VIIAに沿った断面図が実線で描かれ、容器10の線VIIB−VIIBに沿った断面図が点線で描かれ、容器10の線VIIC−VIICに沿った断面図が一点鎖線で描かれている。
FIG. 7A is a cross-sectional view showing a case where the
図7Aに示すように、頂部パネル12a〜12dと胴部パネル14a〜14dとの間の境界部分において、容器10は矩形状の断面形状を有している。本実施の形態によれば、胴部パネル14a〜14dと頂部パネル12a〜12dとの間の罫線25または胴部パネル14a〜14dと底部パネル16a〜16dとの間の罫線25と第1副罫線26の第1部分27とが互いに影響を及ぼし合うことを、第2部分28によって抑制することにより、矩形状の断面形状をより正確に形成することができる。
As shown to FIG. 7A, the
図7B乃至図7Dに示すように、第1副罫線26および第2副罫線29が形成されている部分においては、第1副罫線26および第1部分27に沿って胴部パネル14a〜14dがわずかに折り曲げられている。図7Dにおいて、符号β1およびβ2はそれぞれ、第1副罫線26および第2副罫線29に沿って胴部パネル14a〜14dが折り曲げられた角度を表している。この結果、罫線25を介して連設された2つの胴部パネルが罫線25において成す角度αを、90度よりも大きくすることができる。従って、胴部14の角部14xが、面取りされた状態、または丸められた状態になる。このため、消費者が容器10を把持する際に感じる痛みや不快さを低減することができる。また、容器10の外観が従来の容器とは異なったものになるので、消費者の目を惹き着け易い、という効果、すなわちアイキャッチ効果も期待される。なお、角度αは、角度β1および角度β2の合計に90度を加えた値となる。
As shown in FIGS. 7B to 7D, in the portion where the first
なお本実施の形態においては、図7B乃至図7Dに示すように、一対の第1副罫線26によって挟まれた罫線25は、一対の第1副罫線26よりも外側に位置している。すなわち胴部14の角部14xは、外側に凸の状態になっている。ここで「外側に位置している」とは、例えば図7Cに示すように、一対の第1副罫線26によって挟まれた罫線25の位置において、容器10の外面21ではなく内面22が、一対の第1副罫線26を通る直線Lと向かい合うことを意味している。
In the present embodiment, as shown in FIGS. 7B to 7D, the ruled
なお図7B乃至図7Dにおいては、胴部第1パネル14aと胴部第4パネル14dとの間の角部14xが、その他の角部14xと同様に面取りされた状態、または丸められた状態になっている例が示されているが、これに限られることはない。上述のように、胴部第1パネル14aのうちブランク板20の外縁20aに近接する部分には第1副罫線26が設けられない場合や、胴部のりしろパネル14eのうち罫線25に近接する部分には第1副罫線26が設けられない場合がある。この場合、図示はしないが、胴部第1パネル14aと胴部第4パネル14dとの間の角部14xの形状が、その他の角部14xの形状と異なることもある。
7B to 7D, the
なお、上述した実施の形態に対して様々な変更を加えることが可能である。以下、必要に応じて図面を参照しながら、変形例について説明する。以下の説明および以下の説明で用いる図面では、上述した実施の形態と同様に構成され得る部分について、上述の実施の形態における対応する部分に対して用いた符号と同一の符号を用いることとし、重複する説明を省略する。また、上述した実施の形態において得られる作用効果が変形例においても得られることが明らかである場合、その説明を省略することもある。 Note that various modifications can be made to the above-described embodiment. Hereinafter, modified examples will be described with reference to the drawings as necessary. In the following description and the drawings used in the following description, the same reference numerals as those used for the corresponding parts in the above embodiment are used for the parts that can be configured in the same manner as in the above embodiment. A duplicate description is omitted. In addition, when it is clear that the operational effects obtained in the above-described embodiment can be obtained in the modified example, the description thereof may be omitted.
上述の本実施の形態においては、第1副罫線26の第2部分28の一端が第1部分27の端部27aと交わるよう、第1副罫線26が形成される例を示した。しかしながら、第2部分28が、頂部パネル12a〜12dと第1部分27の端部27aとの間、または底部パネル16a〜16dと第1部分27の端部27aとの間に少なくとも部分的に位置する限りにおいて、図8に示すように、第2部分28と第1部分27とは連結されていなくてもよい。また、第2部分28と罫線25の端部25aとは連結されていなくてもよい。
In the above-described embodiment, the example in which the first sub ruled
また上述の本実施の形態においては、第1副罫線26の第2部分28の他端が2つの胴部パネルの間の罫線25の端部25aと交わるよう、第1副罫線26が形成される例を示した。しかしながら、第2部分28が、第1副罫線26が形成されている胴部パネルと頂部パネルとを連設する罫線25の中間部25b、および第1副罫線26が形成されている胴部パネルと底部パネルとを連設する罫線25の中間部25bと交わらない限りにおいて、第2部分28の他端の配置が特に限られることはない。例えば図8に示すように、第2部分28の他端は、胴部第2パネル14bと胴部第3パネル14cとの間の罫線25に交わっていなくてもよい。また図9に示すように、第2部分28の他端は、胴部第2パネル14bと胴部第3パネル14cとの間の罫線25の中間部25bに交わっていてもよい。
In the above-described embodiment, the first
なお図8に示すように第1副罫線26の第2部分28の他端が罫線25に連結されない場合、好ましくは第2部分28は、一対の第1副罫線26によって挟まれた罫線25に向かって延びるよう、構成されている。また、第1副罫線26の第2部分28の一端が第1部分27に連結されない場合、好ましくは第2部分28は、第2部分28と近接する側の第1部分27の端部27aに向かって延びるよう、構成されている。これによって、第2部分28に沿ってブランク板20を折り曲げることの影響が、第1副罫線26が形成されている胴部パネルと頂部パネルとの間の罫線25、および第1副罫線26が形成されている胴部パネルと底部パネルとの間の罫線25に及ぶことを抑制することができる。なお「罫線に向かって延びる」とは、第2部分28を仮想的に第2部分28の他端側へ延長した延長線が、第1副罫線26が形成されている胴部パネルと頂部パネルとの間の罫線25、および第1副罫線26が形成されている胴部パネルと底部パネルとの間の罫線25に交わるよりも先に、一対の第1副罫線26によって挟まれた罫線25に交わることを意味している。なお第2部分28が曲線状の部分を含む場合、第2部分28を仮想的に第2部分28の他端側へ延長した延長線が延びる方向は、第2部分28の他端において第2部分28に接する接線が延びる方向になる。
If the other end of the
また上述の本実施の形態においては、第1副罫線26が、第1副罫線26が形成されている胴部パネルと頂部パネルとを連設する罫線25の中間部25b、および第1副罫線26が形成されている胴部パネルと底部パネルとを連設する罫線25の中間部25bと交わらないよう構成されている例を示した。しかしながら、これに限られることはなく、図10に示すように、第1副罫線26が、第1副罫線26が形成されている胴部パネルと頂部パネルとを連設する罫線25の中間部25bや、第1副罫線26が形成されている胴部パネルと底部パネルとを連設する罫線25の中間部25bと交わっていてもよい。この場合であっても、第1副罫線26の凸部の高さH2を、一対の第1副罫線26によって挟まれた罫線25の凸部の高さH1よりも小さくすることにより、ブランク板20を折り曲げようとする力をブランク板20に加えたときに、ブランク板20が第1副罫線26よりも罫線25に沿って折れ曲がり易くすることができる。このため、サック貼りカートン35の幅Wがばらついてしまうことを抑制することができる。このことにより、容器10の生産性を高めることができる。
Further, in the above-described embodiment, the first
また上述の本実施の形態においては、胴部第1パネル14aと胴部第2パネル14bとの間の罫線25、胴部第2パネル14bと胴部第3パネル14cとの間の罫線25、および胴部第3パネル14cと胴部第4パネル14dとの間の罫線25をそれぞれ挟むように三対の第1副罫線26が形成されている例を示した。しかしながら、ブランク板20に形成される第1副罫線26の対の数や配置が特に限られることはない。例えば、図示はしないが、胴部第1パネル14aと胴部第2パネル14bとの間の罫線25、および胴部第3パネル14cと胴部第4パネル14dとの間の罫線25をそれぞれ挟むように二対の第1副罫線26が形成され、一方で、胴部第2パネル14bと胴部第3パネル14cとの間の罫線25の近傍には第1副罫線26が形成されていなくてもよい。また、胴部第2パネル14bと胴部第3パネル14cとの間の罫線25を挟むように一対の第1副罫線26が形成され、一方で、胴部第1パネル14aと胴部第2パネル14bとの間の罫線25、および胴部第3パネル14cと胴部第4パネル14dとの間の罫線25の近傍には第1副罫線26が形成されていなくてもよい。
In the present embodiment, the ruled
また上述の本実施の形態および各変形例においては、第1副罫線26の第1部分27および第2部分28がいずれも直線的に延びる例を示した。しかしながら、これに限られることはなく、図示はしないが、第1部分27および第2部分28は曲線状の部分を含んでいてもよい。
Further, in the above-described embodiment and each modification, the
また上述の本実施の形態においては、罫線25、第1副罫線26および第2副罫線29がいずれも、ブランク板20の内面22側に突出する凸部を含む例を示した。しかしながら、第1副罫線26が形成されている部分における胴部14の角部14xが、頂部12と胴部14との間の境界部分または底部16と胴部14との間の境界部分における胴部14の角部14xに比べて凹み(図7D参照)、かつ、第1副罫線26が形成されている部分における胴部14の角部14xが外側に凸の状態になる(図7Bおよび図7C)限りにおいて、罫線25、第1副罫線26および第2副罫線29を構成する凸部の向きや形状が特に限られることはない。例えば、罫線25の凸部がブランク板20の内面22側に突出し、第1副罫線26および第2副罫線29の凸部がブランク板20の外面21側に突出していてもよい。
Further, in the above-described embodiment, an example in which the ruled
また上述の本実施の形態においては、はじめにブランク板20を折り畳んでサック貼りカートン35を作製し、次にサック貼りカートン35を製函して容器10を作製する例を示した。しかしながら、これに限られることはなく、サック貼りカートン35を経ることなくブランク板20を製函して容器10を作製してもよい。この場合であっても、第1副罫線26の凸部の高さH2を、一対の第1副罫線26によって挟まれた罫線25の凸部の高さH1よりも小さくすることにより、ブランク板20の成形性を高めることができる。
Further, in the present embodiment described above, an example is shown in which the
また上述の本実施の形態においては、図1に示すブランク板20に基づいて、ゲーベルトップ型の容器10が形成される例を示した。しかしながら、これに限られることはなく、図示はしないが、図1に示すブランク板20に基づいて、フラットトップ型の容器10など、その他のタイプの容器10を形成してもよい。
Moreover, in the above-mentioned embodiment, an example in which the gobber
なお、上述した実施の形態に対するいくつかの変形例を説明してきたが、当然に、複数の変形例を適宜組み合わせて適用することも可能である。 In addition, although some modified examples with respect to the above-described embodiment have been described, naturally, a plurality of modified examples can be applied in combination as appropriate.
10 容器
12 頂部
12a〜12e 頂部パネル
14 胴部
14a〜14e 胴部パネル
16 底部
16a〜16e 底部パネル
20 ブランク板
20a 外縁
21 外面
22 内面
25 罫線
25a 端部
25b 中間部
26 第1副罫線
27 第1部分
27a 端部
28 第2部分
29 第2副罫線
30 第1部分
30a 端部
31 第2部分
35 サック貼りカートン
40 積層体
43 外側熱可塑性樹脂層
44 内側熱可塑性樹脂層
45 紙基材層
46 中間層
DESCRIPTION OF
Claims (8)
外側熱可塑性樹脂層、紙基材層および内側熱可塑性樹脂層が積層された積層体を備え、
前記積層体は、前記積層体の内面側に突出するように形成された凸部を含む複数の罫線を介して連設された複数のパネルに区画され、
前記複数の罫線はそれぞれ、他の罫線または前記ブランク板の外縁と交わる一対の端部と、前記一対の端部の間に位置する中間部と、に区画され、
前記複数のパネルは、容器の胴部を構成する複数の胴部パネルと、容器の頂部を構成する複数の頂部パネルと、容器の底部を構成する複数の底部パネルと、を有し、
前記ブランク板には、連設された2つの前記胴部パネルの間の前記罫線を挟むように配置され、前記積層体の内面側または外面側に突出するように形成された凸部を含む少なくとも一対の第1副罫線がさらに形成されており、
前記一対の第1副罫線の凸部の高さが、前記一対の第1副罫線によって挟まれた前記罫線の凸部の高さよりも小さくなっている、ブランク板。 A blank plate for producing a container,
Provided with a laminate in which an outer thermoplastic resin layer, a paper base material layer and an inner thermoplastic resin layer are laminated,
The laminate is partitioned into a plurality of panels that are continuously provided via a plurality of ruled lines that include convex portions formed so as to protrude to the inner surface side of the laminate,
Each of the plurality of ruled lines is partitioned into a pair of end portions intersecting with other ruled lines or an outer edge of the blank plate, and an intermediate portion located between the pair of end portions,
The plurality of panels have a plurality of body panels constituting the body of the container, a plurality of top panels constituting the top of the container, and a plurality of bottom panels constituting the bottom of the container,
The blank plate includes at least a convex portion that is disposed so as to sandwich the ruled line between the two trunk panels that are provided continuously, and that protrudes to the inner surface side or the outer surface side of the laminate. A pair of first sub-ruled lines are further formed,
The blank board in which the height of the convex part of the pair of first sub-ruled lines is smaller than the height of the convex part of the ruled line sandwiched between the pair of first sub-ruled lines.
前記ブランク板は、外側熱可塑性樹脂層、紙基材層および内側熱可塑性樹脂層が積層された積層体を備え、
前記積層体は、前記積層体の内面側に突出するように形成された凸部を含む複数の罫線を介して連設された複数のパネルに区画され、
前記複数の罫線はそれぞれ、他の罫線または前記ブランク板の外縁と交わる一対の端部と、前記一対の端部の間に位置する中間部と、に区画され、
前記複数のパネルは、容器の胴部を構成する複数の胴部パネルと、容器の頂部を構成する複数の頂部パネルと、容器の底部を構成する複数の底部パネルと、を有し、
前記ブランク板には、連設された2つの前記胴部パネルの間の前記罫線を挟むように配置され、前記積層体の内面側または外面側に突出するように形成された凸部を含む少なくとも一対の第1副罫線がさらに形成されており、
前記一対の第1副罫線の凸部の高さが、前記一対の第1副罫線によって挟まれた前記罫線の凸部の高さよりも小さくなっており、
前記一対の第1副罫線によって挟まれた前記罫線は、前記一対の第1副罫線よりも外側に位置している、容器。 A container formed by bending a blank board,
The blank plate includes a laminate in which an outer thermoplastic resin layer, a paper base material layer, and an inner thermoplastic resin layer are laminated,
The laminate is partitioned into a plurality of panels that are continuously provided via a plurality of ruled lines that include convex portions formed so as to protrude to the inner surface side of the laminate,
Each of the plurality of ruled lines is partitioned into a pair of end portions intersecting with other ruled lines or an outer edge of the blank plate, and an intermediate portion located between the pair of end portions,
The plurality of panels have a plurality of body panels constituting the body of the container, a plurality of top panels constituting the top of the container, and a plurality of bottom panels constituting the bottom of the container,
The blank plate includes at least a convex portion that is disposed so as to sandwich the ruled line between the two trunk panels that are provided continuously, and that protrudes to the inner surface side or the outer surface side of the laminate. A pair of first sub-ruled lines are further formed,
The height of the convex portions of the pair of first sub-ruled lines is smaller than the height of the convex portions of the ruled lines sandwiched between the pair of first sub-ruled lines,
The container, wherein the ruled line sandwiched between the pair of first sub-ruled lines is positioned outside the pair of first sub-ruled lines.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015132922A JP2017013861A (en) | 2015-07-01 | 2015-07-01 | Blank plate and container |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015132922A JP2017013861A (en) | 2015-07-01 | 2015-07-01 | Blank plate and container |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017013861A true JP2017013861A (en) | 2017-01-19 |
Family
ID=57827756
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015132922A Pending JP2017013861A (en) | 2015-07-01 | 2015-07-01 | Blank plate and container |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017013861A (en) |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS547925U (en) * | 1977-06-20 | 1979-01-19 | ||
| JPS5630257B2 (en) * | 1974-04-10 | 1981-07-14 | ||
| JPS5713414U (en) * | 1980-06-30 | 1982-01-23 | ||
| JPH041117U (en) * | 1990-04-19 | 1992-01-07 | ||
| JP2000506821A (en) * | 1996-03-21 | 2000-06-06 | テトラ ラヴェル ホールディングス アンド ファイナンス ソシエテ アノニム | Packaging containers and materials for manufacturing them |
| JP2002002657A (en) * | 2000-06-19 | 2002-01-09 | Oji Paper Co Ltd | Paper cup container |
| JP2011031893A (en) * | 2009-07-30 | 2011-02-17 | First Inter Kk | Resin foam sheet, method for manufacturing resin foam sheet, and storage case |
| US20110113733A1 (en) * | 2008-05-20 | 2011-05-19 | Elopak Systems Ag | Container blanks and containers |
| JP2013502349A (en) * | 2009-08-17 | 2013-01-24 | テトラ ラバル ホールデイングス エ フイナンス ソシエテ アノニム | Sheet packaging material for producing sealed packages of dispenseable food |
| JP2013112374A (en) * | 2011-11-29 | 2013-06-10 | Toppan Printing Co Ltd | Blank and paper container for liquid using the same |
-
2015
- 2015-07-01 JP JP2015132922A patent/JP2017013861A/en active Pending
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5630257B2 (en) * | 1974-04-10 | 1981-07-14 | ||
| JPS547925U (en) * | 1977-06-20 | 1979-01-19 | ||
| JPS5713414U (en) * | 1980-06-30 | 1982-01-23 | ||
| JPH041117U (en) * | 1990-04-19 | 1992-01-07 | ||
| JP2000506821A (en) * | 1996-03-21 | 2000-06-06 | テトラ ラヴェル ホールディングス アンド ファイナンス ソシエテ アノニム | Packaging containers and materials for manufacturing them |
| JP2002002657A (en) * | 2000-06-19 | 2002-01-09 | Oji Paper Co Ltd | Paper cup container |
| US20110113733A1 (en) * | 2008-05-20 | 2011-05-19 | Elopak Systems Ag | Container blanks and containers |
| JP2011031893A (en) * | 2009-07-30 | 2011-02-17 | First Inter Kk | Resin foam sheet, method for manufacturing resin foam sheet, and storage case |
| JP2013502349A (en) * | 2009-08-17 | 2013-01-24 | テトラ ラバル ホールデイングス エ フイナンス ソシエテ アノニム | Sheet packaging material for producing sealed packages of dispenseable food |
| JP2013112374A (en) * | 2011-11-29 | 2013-06-10 | Toppan Printing Co Ltd | Blank and paper container for liquid using the same |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7005510B2 (en) | Packaging sleeves, packaging, and methods for manufacturing packaging | |
| JP6607438B2 (en) | Blank board and container | |
| JP6419135B2 (en) | Package for storing liquid food | |
| JP2017114560A (en) | Blank for paper container and producing method of paper container with the same | |
| US20190047761A1 (en) | Package material and package container formed with said material | |
| JP2018188158A (en) | Paper container and its manufacturing method | |
| EP2474479A1 (en) | Cardboard container for aseptic liquids | |
| JP2017013861A (en) | Blank plate and container | |
| JP2009286499A (en) | Paper container | |
| JP7206599B2 (en) | package | |
| JP2022124039A (en) | packaging bag | |
| JP4292880B2 (en) | Columnar paper container | |
| JP4304027B2 (en) | Paper container | |
| JP2011051654A (en) | Paper container | |
| CN112429361B (en) | Packaging container and blank therefor | |
| WO2022215750A1 (en) | Filler member for packaging container, packaging container, contents-filled packaging container, and method for manufacturing contents-filled packaging container | |
| JP7167494B2 (en) | package | |
| JP7385346B2 (en) | gable top container | |
| JP7031162B2 (en) | Self-supporting packaging bag | |
| JP2017214131A (en) | Packaging container and method of manufacturing the same | |
| JP2018095309A (en) | Packaging body | |
| JP7567186B2 (en) | Liquid cartons | |
| JP7006053B2 (en) | Liquid paper container | |
| JP2017193348A (en) | Package to be opened by folding and structure for opening package to be opened by folding | |
| JP2024021817A (en) | Paper pouch and paper pouch with content |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180528 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190222 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190301 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20190906 |